Настоящее изобретение относится в первом, втором и третьем объекте к устройствам выдачи для выдачи ватных подушечек согласно ограничительным частям пунктов 3, 1 и 6 формулы изобретения, соответственно. В четвертом объекте (пункт 8 формулы изобретения) изобретение относится к способу изготовления устройства выдачи согласно пункту 1 формулы изобретения.
Ватные подушечки, к которым относится настоящее изобретение, имеют дискообразную форму, обычно круглого типа, которые часто используются для нанесения или удаления макияжа, например, в ванных комнатах или салонах красоты. Таким образом, в зависимости от того, как ватные подушечки хранятся, они рискуют подвергнуться воздействию грязи и влажности. Так как ватные подушечки по своему существу имеют значительное впитывающее свойство, особенно, подвергание воздействию влажности часто будет немедленно делать ватные подушечки непригодными для использования. В связи с этим, необходимо обеспечить устройство выдачи, которое защитит ватные подушечки от влажности и грязи.
С этой целью, заявитель в WO 2008/003316, на которой основываются ограничительные части пунктов 3, 1 и 6 формулы изобретения, раскрывает устройство выдачи ватных подушечек, внутри которого уложены в стопку несколько дискообразных ватных подушечек. Ватные подушечки заключены в пределах круглоцилиндрической боковой стенки, которая закрыта на верхнем конце, и на дне которой расположена концевая стенка для удержания ватных подушечек внутри устройства выдачи при размещении в вертикальном положении. На нижнем конце устройства выдачи боковая стенка продолжается за концевую стенку так, чтобы образовывать поддерживающую конструкцию для поддержания устройства выдачи в вертикальном положении. Концевая стенка содержит центральное, круглое отверстие для извлечения. Концевая стенка поднята на короткое расстояние выше поверхности, на которой расположено устройство выдачи, что предотвращает контактирование самой нижней ватной подушечки устройства выдачи особенно с влажностью, но также и с грязью на поверхности, на которой расположено устройство выдачи. Даже если такая конструкция отверстия обеспечивает извлечение ватных подушечек одну за другой, устройство выдачи должно быть поднято от поверхности для того, чтобы извлекать ватную подушечку, и предпочтительно наклонено для того, чтобы видеть отверстие и далее извлекать ватную подушечку через него посредством пальцев пользователя. Когда устройство выдачи уже не является полностью заполненным, ватные подушечки во время наклонения устройства выдачи могут падать из самого нижнего положения вниз в устройстве выдачи по направлению к верхнему концу за счет силы тяжести, тем самым делая самую нижнюю ватную подушечку недоступной из отверстия для извлечения. Более того, за счет гибкого свойства ватных подушечек, захватывание самой нижней ватной подушечки является затруднительным, так как пальцы пользователя часто будут толкать стопку ватных подушечек в устройство выдачи. Также, захватывание ватной подушечки на центральном участке ее плоской поверхности и вытягивание ее из устройства выдачи будет часто стремиться к некоторому разрушению хрупкой структуры этой поверхности, которая в дальнейшем является менее пригодной, например, для нанесения макияжа.
На фоне этого задача первого объекта изобретения состоит в облегчении извлечения ватной подушечки из устройства выдачи, относящегося к типу, описанному во введении.
Эта задача решается устройством выдачи согласно пункту 3 формулы изобретения.
Обеспечение первого разреза в боковой стенке и второго разреза в концевой стенке так, чтобы создать взаимный переход между ними, образует одно единственное объединенное отверстие извлечения, которое открывается и со стороны, и на дне устройства выдачи. Таким образом, периферийный участок самой нижней ватной подушечки может захватываться, например, указательным пальцем руки, вставленным через второй разрез, и большим пальцем руки, вставленным через первый разрез. Это облегчает пользователю получение прочного захвата на ватной подушечке, так как пользователь будет иметь палец на каждой стороне дискообразной ватной подушечки, вместо двух пальцев на одной и той же стороне. Разумеется, захватывание периферийного участка самой нижней ватной подушечки, например, большим пальцем руки, вставленным через второй разрез, и указательным пальцем, вставленным через первый разрез, также является возможным.
Периферийные участки ватных подушечек обычно соединены так, что они значительно крепче, чем центральные участки соответственных ватных подушечек. Авторами настоящего изобретения было обнаружено, что по этой причине ватная подушечка будет дополнительно иметь тенденцию находиться в значительно лучшем состоянии, деформируясь при вытягивании из устройства выдачи.
Дополнительно, пользователю не нужно будет поворачивать или наклонять устройство выдачи из вертикального положения, чтобы определять, где располагать пальцы относительно отверстия для извлечения; правильное расположение пальцев станет ясным из рассмотрения разреза боковой стенки, который видно со стороны устройства выдачи.
Зависимые пункты 4-5 формулы изобретения определяют предпочтительные варианты выполнения первого объекта изобретения. Особенно, в варианте выполнения согласно пункту 5 формулы изобретения обеспечивается, что отверстие для извлечения не окружается какими-либо острыми краями или точками, которые могли бы разрушать ватную подушечку при вытягивании ее из устройства выдачи. Дополнительно, в варианте выполнения согласно пункту 5 формулы изобретения разрезы образованы таким образом, чтобы направлять большой палец и указательный палец соответственно, так, что при захватывании самой нижней ватной подушечки, пальцы направляются для захватывания периферийной части ватной подушечки, расположенной по центру относительно отверстия извлечения. Это приводит к тому, что ватная подушечка легко извлекается, и что для деформирования ватной подушечки необходима меньшая сила при ее изымании, что снова обеспечивает, что структура поверхности ватной подушечки не разрушается. В варианте выполнения согласно пункту 5 формулы изобретения обеспечивается, что боковая стенка, и, таким образом, само устройство выдачи могут располагаться вертикально без поддержки подходящей боковой стенки или толщины материала.
В его втором, третьем и четвертом объектах задачей изобретения является обеспечение устройства выдачи согласно ограничительным частям пунктов 1 и 6 формулы изобретения, соответственно, которое может быть изготовлено простым и дешевым способом.
Во втором и четвертом объектах изобретения эта задача решается посредством устройства выдачи согласно пункту 1 формулы изобретения и способу его изготовления согласно пункту 8 формулы изобретения.
Касательно устройств выдачи, относящихся к типу, к которому относится настоящее изобретение, важно, что форма боковой стенки обеспечивает, что стопка ватных подушечек, располагаемых внутри устройства выдачи, будет способна перемещаться вниз за счет силы тяжести. Это необходимо для обеспечения возможности извлечения самой нижней ватной подушечки из устройства выдачи. Будет естественным достичь этого, заставляя форму боковой стенки устройства выдачи принимать форму кругового цилиндра (если используются круглые ватные подушечки). Кроме того, важно, чтобы визуальный образ устройства выдачи привлекал конечного пользователя. Круглоцилиндрическая форма боковой стенки также выполняет это требование.
Как будет известно специалистам в области техники, будет затруднительно и дорого формовать цилиндрообразную боковую стенку, например, посредством инжекционного формования. В связи с этим, будет естественным использовать некоторый другой способ изготовления боковой стенки, например, экструдируя ее или складывая и соединяя две стороны листа материала. Однако, эти способы изготовления влекут несколько недостатков по сравнению с инжекционным формованием устройства выдачи. Например, эти способы обычно будут требовать существенной предварительной обработки и последующей обработки (например, резание и соединение), и конечный результат изделий, изготовленных такими способами, обычно не будет так эстетически привлекателен, как изделия, которые, например, отлиты.
Далее, согласно пункту 1 формулы изобретения боковая стенка отформована в форме усеченного конуса, сужающегося по направлению к верхнему концу устройства выдачи. Это выполнено для того, чтобы сделать возможным удаление боковой стенки из оправки после этапа формования, например, если боковая стенка была изготовлена посредством инжекционного формования. Дополнительно, меньшее количество этапов, обычно относящихся к способам инжекционного формования, будет удешевлять формование изделия, в особенности в больших количествах. Авторами настоящего изобретения было с удивлением обнаружено, что применения формы усеченного конуса боковой стенки так, что противоположные части боковой стенки наклонены относительно друг друга под углом до 0,6°, достаточно, чтобы сделать возможным удаление боковой стенки из оправки путем вытягивания ее вверх, когда она затвердела после формования. Это соответствует проектному углу до 0,3°, как и выше отмеченный угол между двумя противоположными частями боковой стенки соответствует дважды проектному углу. Проектный угол определен как угол между продольной цилиндрической осью боковой стенки и боковой стенкой в продольном сечении через боковую стенку. Дополнительно, изобретателями было обнаружено, что если проектный угол ниже около 1°, человеческому глазу форма боковой стенки будет казаться цилиндрической. Наилучшие результаты достигаются с проектным углом между 0,3° и 0,8°, предпочтительно от 0,4° до 0,6° и наиболее предпочтительно около 0,5°. Также, форма усеченного незначительного конуса боковой стенки дополнительно улучшает способность устройства выдачи обеспечивать, что ватные подушечки перемещаются вниз посредством силы тяжести без нарушения эстетики устройства выдачи.
Вследствие этого, согласно пункту 8 формулы изобретения оправка, используемая для формования боковой стенки, имеет соответствующую форму усеченного конуса, сужающегося по направлению к верхнему концу оправки, причем противоположные части сторон оправки наклонены друг относительно друга под углом между 0,6° и 2°, предпочтительно между 0,8° и 1,5°, наиболее предпочтительно около 1°. В отношении проектного угла, это соответствует проектному углу между 0,3° и 1°, предпочтительно между 0,4° и 0,8°, наиболее предпочтительно около 0,5°.
Предпочтительно, боковая стенка на верхнем конце устройства выдачи продолжается как одно целое в верхнюю концевую стенку так, чтобы образовывать закрытый верхний конец. В случае, если обеспечен такой интегрально образованный закрытый верхний конец, ватные подушечки предпочтительно складываются в стопку внутри устройства выдачи во время изготовления устройства выдачи и должны вставляться до прикрепления концевой стенки к боковой стенке.
Если устройство выдачи дополнительно содержит разрезы согласно устройству, определенному в пунктах 3-5 формулы изобретения, разрезы предпочтительно обеспечиваются до прикрепления концевой стенки к боковой стенке и до складывания ватных подушечек внутри объема, определенного боковой стенкой.
В третьем объекте изобретения последняя задача решается посредством устройства выдачи согласно пункту 6 формулы изобретения.
Соответственно, кольцевая стенка нижней части продолжается от концевой стенки вдоль внутренней периферии поддерживающей конструкции по направлению к нижнему концу устройства выдачи. Нижняя часть, в связи с этим, усиливает поддерживающую конструкцию, которая представляет собой часть устройства выдачи, подвергающуюся воздействию наибольших сил во время использования. Следуя этому, возможно выполнять боковую стенку более тонкой и таким образом обеспечивать существенное уменьшение полного веса устройства выдачи. Более того, крепление концевой стенки к боковой стенке может быть легко выполнено посредством термического соединения, такого, как паяние или сварка, предпочтительно посредством по меньшей мере двух, более предпочтительно по меньшей мере трех взаимно разнесенных точечных сварных швов. Дополнительно, внутрь обращенные выступы (которые будут затруднительными и дорогими для производства инжекционным формованием, см. также выше) или т.п., не обязательны для крепления концевой стенки к боковой стенке. Это также делает устройство выдачи более визуально привлекательным, в особенности при изготовлении из прозрачного пластикового материала (так как предпочтительно делать содержимое видимым).
Отметим, что устройство выдачи согласно третьему объекту изобретения предпочтительно соответствует первому объекту изобретения, в случае которого кольцевая стенка нижней части должна быть обеспечена разрезом, соответствующим и выровненным с разрезом боковой стенки. Предпочтительно, устройство выдачи согласно второму объекту изобретения соответствует первому объекту изобретения. Предпочтительно, устройство выдачи согласно третьему объекту изобретения соответствует первому и второму объектам изобретения, в случае которых кольцевая стенка нижней части должна быть обеспечена разрезом, соответствующим и выровненным с разрезом боковой стенки.
Далее изобретение будет объяснено дополнительно со ссылкой на примерные чертежи, где одинаковые ссылочные позиции относятся к одинаковым признакам на всех чертежах, на которых
Фиг. 1 показывает вид в перспективе варианта выполнения устройства выдачи согласно первому, второму и третьему объектам настоящего изобретения,
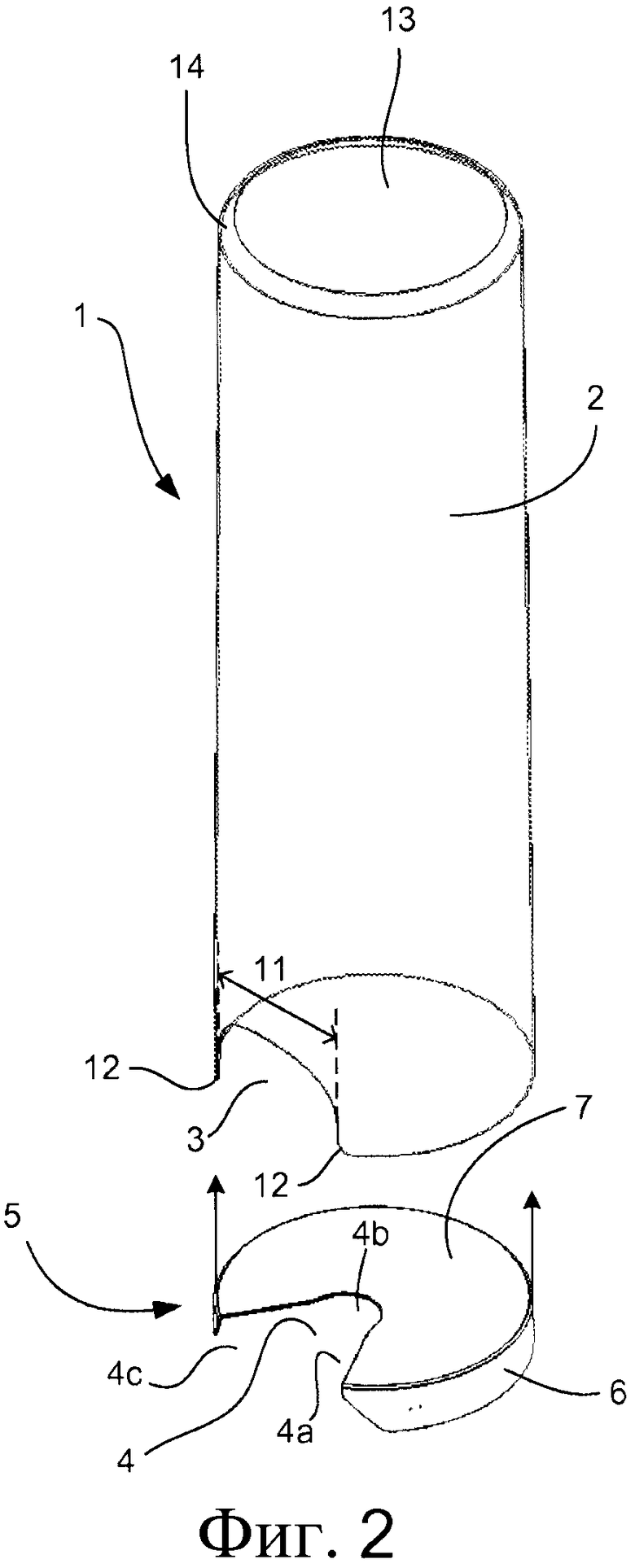
Фиг. 2 показывает покомпонентный вид в перспективе устройства выдачи на Фиг. 1,
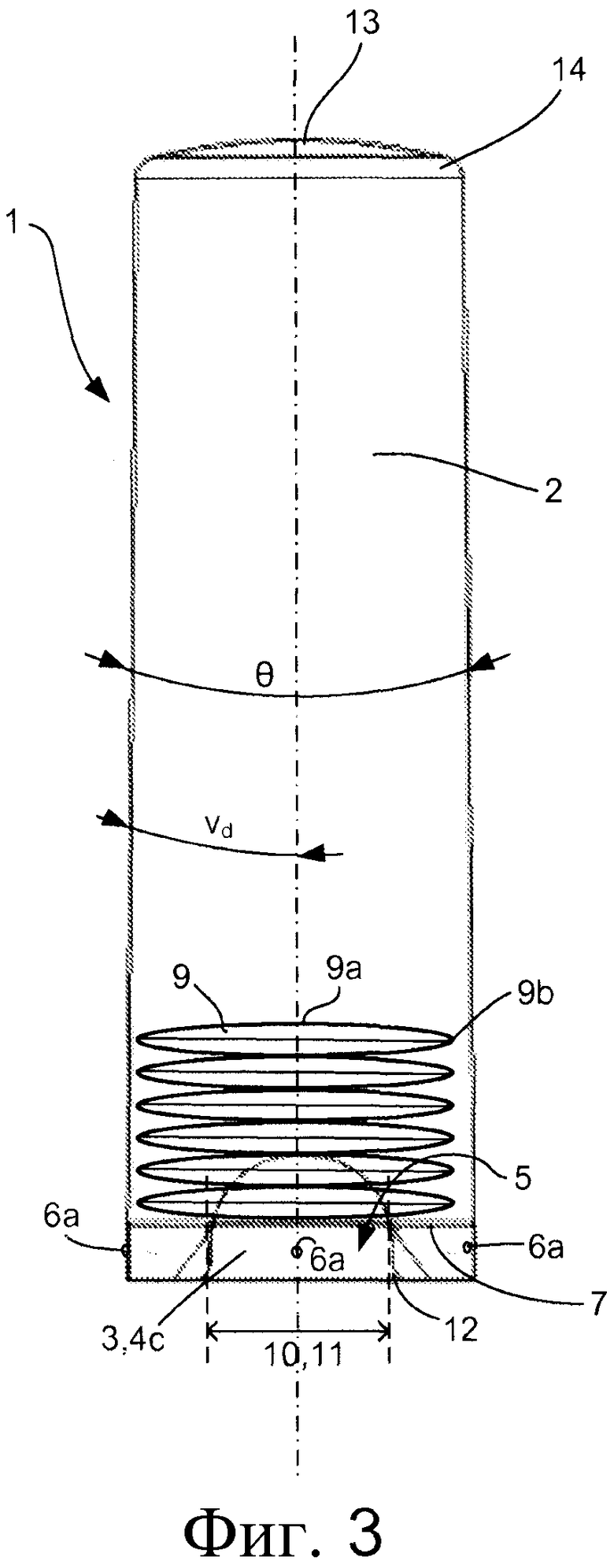
Фиг. 3 показывает вид сбоку устройства выдачи на Фиг. 1, в котором сложены в стопку несколько ватных подушечек,
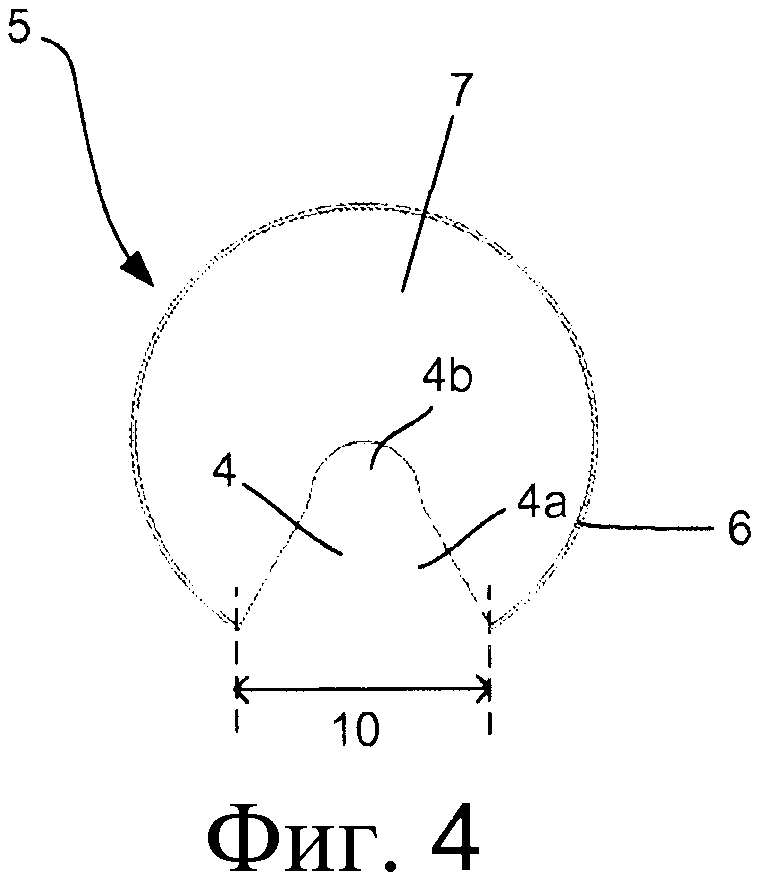
Фиг. 4 показывает вид снизу нижней части устройства выдачи на Фиг. 1, и
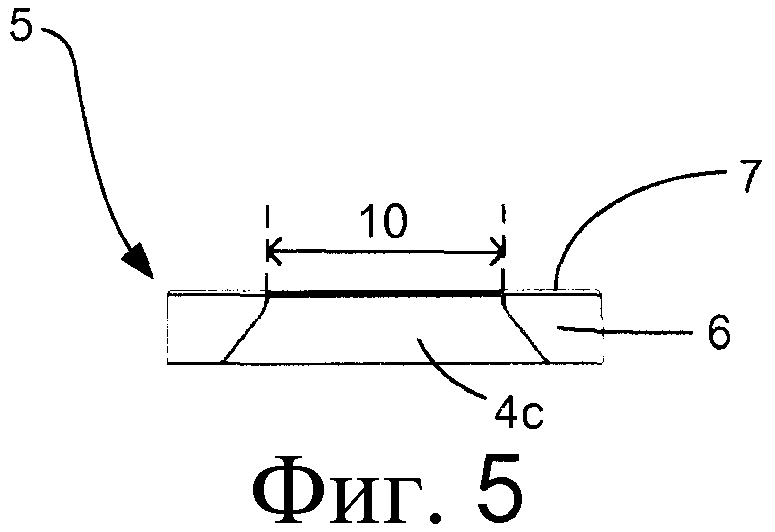
Фиг. 5 показывает вид сбоку нижней части на Фиг. 4.
Фиг. 1-3 показывают различные виды варианта выполнения устройства выдачи 1 для выдачи ватных подушечек 9.
Понятно, что выражение "ватные подушечки" также охватывает подушечки, изготовленные частично из хлопка или изготовленные полностью из других материалов, например, бумажные подушечки, синтетические подушечки или подушечки, изготовленные из смеси бумаги и/или хлопка, и/или синтетического материала. Устройство выдачи 1 выполнено для одноразового использования и изготовлено из пластикового материала, предпочтительно прозрачного пластикового материала. Предпочтительными материалами являются полипропилен PPH 12020, полипропилен PPC 13712 или PPC 13812, metocene HM648T, moplen EP548V или Adstif HA740R, но может использоваться любой пригодный пластиковый материал.
Устройство выдачи 1 содержит верхний конец и нижней конец (вверху и внизу, соответственно, на Фиг. 1-3), боковую стенку 2, продолжающуюся между верхним и нижним концами, и концевую стенку 7 вблизи нижнего конца. Боковая стенка 2 и концевая стенка 7 устройства выдачи определяют объем, выполненный с возможностью вмещения множества дискообразных ватных подушечек 9 (проиллюстрировано только на Фиг. 3), сложенных в стопку взаимными плоскими поверхностями 9а, контактирующими друг с другом.
Боковая стенка 2 имеет по существу трубчатую форму с круглым поперечным сечением, причем диаметр боковой стенки 2 в общем незначительно больше, чем диаметр ватных подушечек 9. Таким образом, дискообразные ватные подушечки 9 могут быть размещены на вершине друг друга внутри этого объема. Понятно, что поперечное сечение боковой стенки может иметь любую форму, пригодную для вмещения стопки специальных извлекаемых ватных подушечек, например, овальную, эллиптическую или полигональную. Устройство выдачи также может использоваться для вмещения прямоугольных ватных подушечек, или, например, гигиенических салфеток, прокладок, вкладышей в бюстгальтер или других гигиенических изделий. В зависимости от типа изделия, овальное, эллиптическое или полигональное поперечное сечение боковой стенки может быть особенно целесообразным. Поперечное сечение боковой стенки не обязательно должно иметь такую же форму, как ватные подушечки, гигиенические салфетки, прокладки, вкладыши в бюстгальтер или какое бы то ни было вмещаемое внутрь устройства выдачи гигиеническое изделие.
Боковая стенка 2 имеет по существу форму усеченного конуса, сужающегося по направлению к верхнему концу устройства выдачи 1 с противоположными частями боковой стенки 2, наклоненными друг относительно друга под углом θ около 1°, который соответствует проектному углу vd около 0,5°, в виде θ=2vd. Внутренний диаметр таким образом по существу круглоцилиндрической боковой стенки 2 составляет предпочтительно 2-7 см, более предпочтительно 4-5 см по всей ее длине так, чтобы вмещать обычную форму типичной ватной подушечки. Однако, диаметр, разумеется, соответственно незначительно изменяется от вершины до дна устройства выдачи 1 согласно описанному наклону указанных противоположных частей боковой стенки 2. В случаях, когда устройство выдачи должно вмещать прямоугольные ватные подушечки или другие изделия, такие как любые из гигиенических изделий, отмеченных выше, внутренние размеры устройства выдачи выбираются так, чтобы быть пригодными для вмещения указанного изделия.
В показанном варианте выполнения боковая стенка 2 продолжается как одно целое в верхнюю концевую стенку 13 так, чтобы образовывать закрытый верхний конец. Верхняя концевая стенка 13 является слегка куполообразной, при этом обеспечивается скругленный переход 14 между боковой стенкой 2 и верхней концевой стенкой 13. Эта конфигурация является особенно целесообразной, когда боковая стенка 2, верхняя концевая стенка 13 и переход 14 образованы за одно целое во время литьевого формования, см. ниже, и эта конфигурация обеспечивает, что отлитый продукт легко может быть изъят из оправки после литья. Другие формы и совокупности верхней концевой стенки и перехода являются возможными, как например, по существу плоская верхняя концевая стенка и скошенный переход.
Как наилучшим образом видно на Фиг. 1 и 3, на нижнем конце боковая стенка 2 продолжается за концевую стенку 7 с образованием поддерживающей конструкции 8 для поддержания устройства выдачи 1 в вертикальном положении. Это предотвращает самую нижнюю ватную подушечку устройства выдачи 1 от прихождения в контакт с влажностью в особенности, но также и с грязью от поверхности (не показана), на которой расположено устройство выдачи 1.
Первый разрез 3, обеспеченный в боковой стенке 2, продолжается вверх от нижнего конца устройства выдачи 1 так, чтобы образовывать вход в объем через боковую стенку 2, при этом второй разрез 4, обеспеченный в концевой стенке 7, продолжается от разреза 3 так, что разрезы 3, 4 содержат взаимный переход для образования одного объединенного отверстия 1а извлечения. Отверстие 1а извлечения выполнено таким образом, чтобы обеспечивать извлечение самой нижней ватной подушечки путем захватывания периферийного участка 9b ватной подушечки указательным пальцем руки, причем указательный палец предпочтительно вставляется в разрез 4, и большим пальцем руки, причем большой палец предпочтительно вставляется в разрез 3, и вытягивания ватной подушечки из отверстия 1а извлечения посредством деформации ватной подушечки. Предпочтительно, разрез 3 имеет, таким образом, размер, который позволяет вставить большой палец руки в устройство выдачи 1. Этот путь вставки пальцев является целесообразным, когда устройство выдачи 1 размещено, например, на столе или т.п., при этом пользователь стоит. Таким образом, возможно извлекать ватную подушечку без поднятия устройства выдачи 1 от стола. Вставка, например, большого пальца руки в разрез 4 и указательного пальца в разрез 3 для того, чтобы извлекать самую нижнюю ватную подушечку, также является возможной. По этой причине, разрез предпочтительно имеет размер, который позволяет большому пальцу вставляться. Этот путь вставки пальцев может быть особенно целесообразным, когда устройство выдачи 1 находится в более высоком положении относительно пользователя, например, на полке.
Разрез 3 имеет, в общем, форму дуги, более конкретно, по существу полукруглую форму. Обычная форма дуги разреза 3 содействует направлению пальца, вставленного через разрез 3, по направлению к периферийному участку 9b самой нижней ватной подушечки так, чтобы обеспечивать хороший захват до извлечения ватной подушечки. Понятно, что разрез 3 может все-таки иметь другую форму, такую, как, например, в общем прямоугольную или полигональную. Разрез 3, более того, имеет скругленные углы 12 на его дне, так, что когда ватная подушечка извлекается, она не будет рваться или каким-либо иным образом повреждаться острыми углами. Множественные разрезы 3, например, два, три или более, продолжающиеся вверх от нижнего конца устройства выдачи, могут быть обеспечены в боковой стенке так, что секции боковой стенки между разрезами служат в качестве подпорок. Предпочтительно, множественные разрезы равномерно распределены вдоль периферии боковой стенки так, чтобы обеспечивать надежную опору для устройства выдачи. Предпочтительно, в случаях, когда множественные разрезы 3 обеспечены в боковой стенке, продолжающейся вверх от нижнего конца устройства выдачи, соответствующее количество разрезов 4 обеспечено в концевой стенке так, что, таким образом, образуются множественные отверстия извлечения. Альтернативно, подпорки могут быть обеспечены в виде секций боковой стенки, выступающих за пределы концевой стенки. Разрез 4 продолжается в концевой стенке 7 от боковой стенки 2 в сужающейся, предпочтительно по существу треугольной форме 4a, до по существу круглой и размещенной по центру форме 4b так, чтобы образовывать форму типа замочной скважины. Форма разреза 4 имеет гладкий рельеф так, что когда ватная подушечка извлекается, она не будет повреждаться. Эта форма типа замочной скважины содействует направлению пальца, вставленного через разрез 4 таким образом и с целью, которая описана выше относительно разреза 3. Однако, понятно, что второй разрез может иметь другую форму, как например, в общем прямоугольную, эллиптическую, овальную, в общем дугообразную или полигональную.
Как наилучшим образом видно на Фиг. 2, концевая стенка 7 образует часть нижней части 5. Нижняя часть 5 образована отдельно от боковой стенки 2.
Нижняя часть 5 содержит концевую стенку 7 и периферийную кольцевую стенку 6, причем кольцевая стенка 6 продолжается от периферии концевой стенки 7. В установленном положении нижней части 5 (как показано на Фиг. 1 и 3), кольцевая стенка 6 дополнительно продолжается вдоль внутренней периферии поддерживающей конструкции 8 по направлению к нижнему концу устройства выдачи 1 и прикреплена к внутренней поверхности указанной внутренней периферии. Кольцевая стенка 6 прикреплена к боковой стенке 2 путем термического соединения в форме двух, трех или более чем трех взаимно разнесенных точечных сварных швов 6а. Альтернативно, шов представляет собой один непрерывный кругообразный сварной шов. Понятно, что сварной шов заметно следует по боковой стенке так, что, если боковая стенка имеет поперечное сечение другой формы, нежели круглая, форма непрерывного сварного шва будет повторять форму поперечного сечения боковой стенки и образовывать, например, полигональный, овальный или эллиптический сварной шов. Таким образом, изготовление устройства выдачи 1 облегчается, так как кольцевая стенка 6 нижней части 5 может легко прикрепляться к боковой стенке 2. Могут использоваться другие пути прикрепления кольцевой стенки 6; например, кольцевая стенка 6 может прикрепляться к боковой стенке с помощью зацепления защелкиванием, скользящей посадки, шпунтования или приклеивания.
Фиг. 4 и 5 показывают нижнюю часть 5 устройства выдачи 1. Когда нижняя часть 5 размещается внутри боковой стенки 2, ширина 10 разреза 4 на взаимном переходе между разрезами 3, 4 является по существу равной соответствующей ширине 11 разреза 3 на взаимном переходе, так, что разрез 4 на взаимном переходе находится на одном уровне с разрезом 3.
Разрез 4 в концевой стенке 7 продолжается дополнительно в кольцевую стенку 6. Разрез 4 продолжается так, что кольцевая стенка 6 имеет отверстие 4c, сужающееся от самой нижней части кольцевой стенки 6 до концевой стенки 7. Это является предпочтительным, так как в установленном состоянии кольцевая стенка 6 не будет выступать через разрез 3 в боковой стенке 2, при этом обеспечивается доступ для пальца пользователя к разрезу 4 в концевой стенке 7. Предпочтительно, в случае, когда множественные разрезы 3 обеспечены в боковой стенке, продолжающейся вверх от нижнего конца устройства выдачи, соответствующее количество отверстий 4с обеспечено в кольцевой стенке так, что она не будет выступать через разрезы в боковой стенке. Секции боковой стенки и кольцевой стенки между разрезами и отверстиями, соответственно, будут служить в качестве поддерживающих подпорок для устройства выдачи. Предпочтительно, множественные разрезы и отверстия равномерно распределены вдоль периферии боковой стенки и кольцевой стенки, соответственно, так, чтобы обеспечивать надежную опору для устройства выдачи.
Далее, объясняется способ изготовления варианта выполнения устройства выдачи 1. Во-первых, обеспечивают оправку (не показана) в форме усеченного конуса, сужающегося по направлению к верхнему концу оправки. Противоположные части сторон оправки наклонены относительно друг друга под углом θ около 1°, который приводит к проектному углу vd около 0,5°. Далее отливают боковую стенку 2 устройства выдачи 1 с использованием оправки. Таким образом, боковая стенка 2 получает соответствующую форму усеченного конуса, сужающегося по направлению к верхнему концу устройства выдачи 1, где противоположные части боковой стенки 2 наклонены относительно друг друга под углом θ около 1°, соответствующим проектному углу vd 0,5°. После затвердевания отлитую боковую стенку 2 удаляют из оправки в направлении, в котором оправка сужается. Удаление упрощается за счет наклона боковой стенки 2 и оправки.
В показанном варианте выполнения устройства выдачи 1, закрытый верхний конец обеспечивают литьевым формованием за одно целое с боковой стенкой 2 и верхней концевой стенкой 13. Верхняя концевая стенка 13 является слегка куполообразной, при этом обеспечивают скругленный переход 14 между боковой стенкой 2 и верхней концевой стенкой 13. Как объяснено выше, эта конфигурация особенно целесообразна, так как она обеспечивает, что отлитый продукт может легко выниматься из оправки после формования.
Нижнюю часть 5 также изготавливают литьевым формованием. Предпочтительно, противоположные части кольцевой стенки 6 нижней части 5 наклонены относительно друг друга под углом θ, соответствующим углу боковой стенки 2. Это облегчает удаление нижней части из формы после формования и обеспечивает более хорошее крепление кольцевой стенки 6 к внутренней поверхности внутренней периферии боковой стенки 2, см. ниже. Однако, возможны другие способы изготовления нижней части в зависимости от, например, специального выбора материала для нижней части.
Разрезы 3, 4 боковой стенки 2 и концевой стенки 7, соответственно, и разрез 4с в кольцевой стенке 6 обеспечиваются во время формования посредством одного или более сердечников или вставок в соответствующие формы. Альтернативно, разрезы могут обеспечиваться после инжекционного формования (литья) путем фактического вырезания их из боковой стенки, концевой стенки и кольцевой стенки, соответственно. Является целесообразным обеспечение разрезов 3, 4 и 4с до заполнения устройства выдачи 1 ватными подушечками (как будет описано ниже) и прикрепления нижней части 5 к боковой стенке 2 (как также будет описано ниже).
Стопку дискообразных ватных подушечек 9 далее вставляют в объем устройства выдачи 1 с его нижнего конца так, что взаимные плоские поверхности 9а ватных подушечек 9 контактируют друг с другом. Закрытый верхний конец устройства выдачи 1 предотвращает выпадение ватных подушечек 9 из устройства выдачи 1 во время оставшихся этапов изготовления.
Далее, нижнюю часть 5 вставляют в устройство выдачи 1 с нижнего конца последнего. В установленном состоянии нижней части 5 кольцевая стенка 6 продолжается от концевой стенки 7 по направлению к нижнему концу устройства выдачи 1 для того, чтобы облегчать крепление и обеспечение прочности поддерживающей конструкции 8. Также, таким образом, края (т.е. нижний край кольцевой стенки 6), которые могут каким-либо иным образом повредить ватные подушечки, исключают внутри объема устройства выдачи 1. Нижнюю часть 5 крепят к боковой стенке 2 посредством термического соединения в форме трех взаимно разнесенных точечных сварных швов 6а между внутренней поверхностью боковой стенки 2 и внешней поверхностью кольцевой стенки 6. Понятно, что кольцевая стенка может также прикрепляться к боковой стенке с помощью двух или более трех взаимно разнесенных точечных сварных швов или с помощью одного непрерывного сварного шва, имеющего форму, соответствующую форме поперечного сечения боковой стенки, т.е., например, круглую, овальную, эллиптическую или полигональную.
Нижняя часть 5 располагается относительно боковой стенки 2 так, что концевая стенка 7 находится на расстоянии около 1 см. от нижнего конца. Высота кольцевой стенки 6 также составляет около 1 см так, что, в установленном состоянии нижней части 5 соответственные концевые края боковой стенки 2 и кольцевой стенки 6 по существу находятся на одном уровне. Однако, понятно, что кольцевая стенка 6 может иметь высоту меньшую или большую, чем расстояние между концевой стенкой 7 и нижним концом боковой стенки 2 в установленном состоянии нижней части. Указанное расстояние может, разумеется, также принимать другие размеры, отличные от 1 см, например, 2 см.
Боковая стенка 2, верхняя концевая стенка 13 и переход 14, таким образом, предпочтительно формуются целиком, и во всех аспектах и вариантах выполнения предпочтительно имеют толщину стенки или материала от 0,4 до 2 мм, более предпочтительно 0,5-0,8 мм и наиболее предпочтительно 0,6 мм. Толщина стенки должна быть как можно меньше для экономии материала и уменьшения веса, но должна быть достаточно большой для обеспечения достаточной прочности так, чтобы позволять устройству выдачи располагаться вертикально без поддержки.
Боковая стенка 2, верхняя концевая стенка 13 и переход 14 предпочтительно изготавливаются из полипропилена, предпочтительно, более твердой модификации (т.е. с высоким модулем упругости на растяжение после затвердевания), однако, с хорошей текучестью во время формования (т.е. с высоким индексом текучести расплава). Являются пригодными модуль упругости (согласно ISO 527-2) между 1000 МПа и 3000 МПа, предпочтительно между 1500 МПа и 2200 МПа и более предпочтительно около 1800 МПа и/или индекс текучести расплава (230°/2,16 кг; согласно ISO 1133) между 50 г/10 мин и 120 г/10 мин, предпочтительно между 60 г/10 мин и 110 г/10 мин и более предпочтительно около 100 г/10 мин. Предпочтительными материалами являются полипропилен PPH 12020, полипропилен PPC 13712 или PPC 13812, metocene HM648T, moplen EP548V или Adstif HA740R, но может использоваться любой пригодный пластиковый материал.
Высота боковой стенки 2, и, таким образом, всего устройства выдачи 1, составляет предпочтительно 10-35 см, более предпочтительно 15-25 см. Это обеспечивает пригодное количество хранимых внутри устройства выдачи 1 ватных подушечек. Предусматривается устройство выдачи меньшего размера, пригодное для перемещения. Высота боковой стенки устройства выдачи, пригодного для перемещения, составляет предпочтительно 3 см - 10 см, более предпочтительно 5 см - 8 см. Также, предусматривается устройство выдачи большего размера, пригодное для оптовых потребителей. Высота боковой стенки устройства выдачи, пригодного для оптовых потребителей, составляет предпочтительно 25 см - 40 см, более предпочтительно 30 см - 35 см. Во время цельного литьевого формования боковой стенки 2, верхней концевой стенки 13 и перехода 14, литьевой материал обычно вводится в или вблизи центра верхней концевой стенки 13, от которой он продолжается или распределяется в переход 14 и дополнительно в боковую стенку 2, пока не достигнет нижнего конца последней. У полипропилена есть преимущество относительно низкой вязкости, например, по сравнению с поликарбонатом, что обеспечивает, что материал удовлетворительно распределяется даже с боковыми стенками большей высоты и меньшей толщины. С высотой устройства выдачи около 20 см и с использованием пригодного полипропилена возможно успешно отливать относительно твердое устройство выдачи 1, которое описано, имеющее малую толщину стенки, т.е. толщину стенки до 0,5 или 0,6 мм. С устройствами выдачи меньшей высоты предпочтительными являются даже меньшие толщины стенки.
За счет простоты изготовления толщина стенки нижней части 5 обычно подобна толщинам вышеописанных частей. Однако, для улучшения устойчивости устройства выдачи 1 в определенных примерах может быть предпочтительно обеспечивать его большей толщиной стенки. Однако, так как нижняя часть имеет обычно меньшие размеры, чем сформированные за одно целое боковая стенка 2, верхняя концевая стенка 13 и переход 14, и улучшенная устойчивость устройства выдачи часто не является проблемой, предпочтительно, что толщина стенки нижней части 5 в некоторой степени меньше предпочтительно 0,2-1 мм, более предпочтительно 0,3-0,5 мм.
Понятно, что изобретение не ограничивается вариантами выполнения, показанными на чертежах и описанными выше, но изменения и преобразования могут быть выполнены без отклонения от объема охраны приложенной формулы изобретения. Например, закрытый верхний конец не обязательно должен быть образован за одно целое с боковой стенкой. Закрытый верхний конец может, например, быть обеспечен посредством верхней крышки, прикрепленной к боковым стенкам посредством винтовой резьбы, скользящей посадки или зацепления защелкиванием. Альтернативно, боковая стенка сама может образовывать закрытый верхний конец путем сужения в плоский закрытый верхний конец. Плоский верхний конец может быть закрыт посредством приваренного или приклеенного шва. Дополнительно, концевая стенка может быть образована за одно целое с боковой стенкой, при этом концевая стенка может быть расположена на дне боковой стенки, вместо поднятия от последней. Также, боковая стенка, верхняя концевая стенка и/или переход могут, вместо изготовления за одно целое, отливаться или изготавливаться в виде нескольких отдельных частей, которые затем собираются.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКЛАДКА ПОДУШЕЧЕК ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 2006 |
|
RU2416552C2 |
| УСТРОЙСТВО ДЛЯ УЛУЧШЕНИЯ ХВАТА, СОДЕРЖАЩЕЕ ВСТАВКУ | 2018 |
|
RU2765078C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАДАННЫХ МЕСТ РАЗДЕЛЕНИЯ НАКЛАДЫВАЕМЫХ ДРУГ НА ДРУГА В СТОПУ ГОТОВЫХ ОДНОТИПНЫХ ПЛАСТИКОВЫХ ИЗДЕЛИЙ И СРЕДСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537756C1 |
| УСОВЕРШЕНСТВОВАННАЯ ПИЩЕВАЯ УПАКОВКА | 2012 |
|
RU2572772C2 |
| СТОПКА СЛОЖЕННЫХ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2567023C1 |
| УПАКОВКА СЛОЖЕННЫХ ЛИСТОВЫХ ПРОДУКТОВ И СПОСОБ НАПОЛНЕНИЯ ВЫДАЧНОГО УСТРОЙСТВА | 2011 |
|
RU2557730C1 |
| ВЫДАЧНОЕ УСТРОЙСТВО | 2011 |
|
RU2557501C2 |
| ЖЕСТКИЙ КАРТРИДЖ ДЛЯ КОФЕ И РАСТВОРИМЫХ ПРОДУКТОВ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2010 |
|
RU2524005C2 |
| ОГРАНИЧИТЕЛЬ И СИСТЕМА ДЛЯ ВЫДАЧИ | 2006 |
|
RU2415795C2 |
| УСОВЕРШЕНСТВОВАННОЕ ФОРМОВАНИЕ И ОХЛАЖДЕНИЕ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2012 |
|
RU2583066C2 |
Предложено устройство выдачи (1) дискообразных ватных подушечек (9,) сложенных в стопку внутри устройства, содержащее боковую стенку (2), продолжающуюся между верхним и нижним концами устройства выдачи (1), и концевую стенку (7) вблизи нижнего конца. Первый разрез (3), выполненный в боковой стенке (2), продолжается вверх от нижнего конца устройство выдачи (1) для образования входа в объем через боковую стенку (2), при этом второй разрез (4), выполненный в концевой стенке (7), продолжается от первого разреза (3) так, что разрезы (3, 4) содержат взаимный переход для образования одного объединенного отверстия (1а) извлечения ватных подушечек. Отверстие (1а) для извлечения выполнено с возможностью обеспечения извлечения самой нижней ватной подушечки путем захватывания периферийного участка (9b) ватной подушечки (9) указательным пальцем и большим пальцем, и вытягивания ватной подушечки из отверстия (1а) для извлечения посредством деформации ватной подушечки (9). Боковая стенка (3) отформована в форме усеченного конуса, сужающегося по направлению к верхнему концу устройства, противоположные части боковой стенки наклонены друг относительно друга под углом между 0,6-2°. 4 н. и 6 з.п. ф-лы, 5 ил.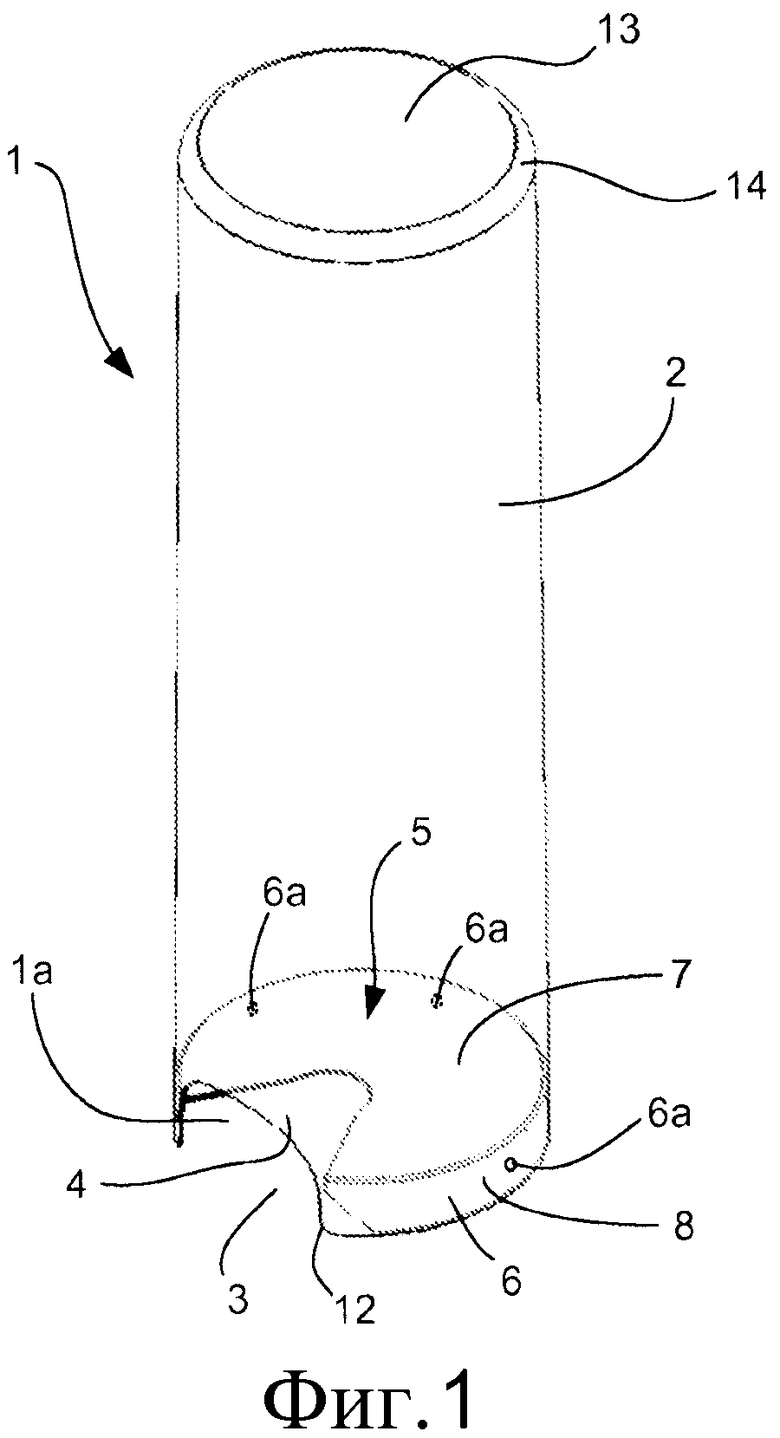
1. Устройство выдачи (1) для выдачи ватных подушечек (9), причем устройство выдачи (1) содержит
верхний конец и нижний конец,
боковую стенку (2), продолжающуюся между верхним и нижним концами, и
концевую стенку (7) вблизи нижнего конца,
причем боковая стенка (2) и концевая стенка (7) образуют объем, выполненный с возможностью вмещения множества дискообразных ватных подушечек (9), сложенных в стопку взаимными плоскими поверхностями (9а), контактирующими друг с другом,
причем боковая стенка (2) на нижнем конце предпочтительно продолжается за концевую стенку (7) с образованием поддерживающей конструкции (8) для поддержания устройства выдачи (1) в вертикальном положении,
отличающееся тем, что
боковая стенка (2) отформована в форме усеченного конуса, сужающегося по направлению к верхнему концу устройства выдачи (1), причем противоположные части боковой стенки (2) наклонены друг относительно друга под углом (θ) между 0,6° и 2°, предпочтительно между 0,8° и 1,5°, наиболее предпочтительно около 1°.
2. Устройство выдачи (1) по п. 1, в котором боковая стенка (2) отформована из пластикового материала, предпочтительно полипропилена, с индексом текучести расплава (230°/2,16 кг) между 50 г/10 мин и 120 г/10 мин, предпочтительно между 60 г/10 мин и 110 г/10 мин и более предпочтительно около 100 г/10 мин.
3. Устройство выдачи (1) для выдачи ватных подушечек (9), причем устройство выдачи (1) содержит
верхний конец и нижний конец,
боковую стенку (2), продолжающуюся между верхним и нижним концами, и
концевую стенку (7) вблизи нижнего конца,
причем боковая стенка (2) и концевая стенка (7) образуют объем, выполненный с возможностью вмещения множества дискообразных ватных подушечек (9), сложенных в стопку взаимными плоскими поверхностями (9а), контактирующими друг с другом,
отличающееся тем, что
первый разрез (3), обеспеченный в указанной боковой стенке (2), продолжается вверх от нижнего конца устройства выдачи (1) так, чтобы образовывать вход в указанный объем через боковую стенку (2), и
второй разрез (4), обеспеченный в указанной концевой стенке (7), продолжается от первого разреза (3) так, что разрезы (3, 4) содержат взаимный переход с образованием одного объединенного отверстия (1а) для извлечения,
причем отверстие (1а) для извлечения выполнено таким образом, чтобы обеспечивать извлечение самой нижней ватной подушечки в указанном объеме путем захватывания периферийного участка (9b) ватной подушечки (9) указательным пальцем руки, причем указательный палец вставляется во второй разрез (4), и большим пальцем руки, причем большой палец руки вставляется в первый разрез (3), и вытягивания ватной подушечки из отверстия (1а) для извлечения посредством деформации ватной подушечки (9),
причем первый разрез (3) продолжается от указанного нижнего конца устройства выдачи в общей форме дуги, предпочтительно по существу полукруглой форме,
причем боковая стенка (2) на нижнем конце продолжается за концевую стенку (7), чтобы образовывать поддерживающую конструкцию (8) для поддержания устройства выдачи (1) в вертикальном положении, причем концевая стенка (7) предпочтительно размещена на расстоянии от нижнего конца устройства выдачи между 0,2 см и 5 см, более предпочтительно между 0,5 см и 2,5 см, наиболее предпочтительно между 0,7 см и 1,3 см.
4. Устройство выдачи (1) по п. 3, дополнительно содержащее множество дискообразных ватных подушечек (9), сложенных в стопку внутри объема взаимными плоскими поверхностями (9а), контактирующими друг с другом, причем боковая стенка (2) и ватные подушечки (9) обеспечены так, что когда устройство выдачи (1) размещается в вертикальном положении, оставшаяся стопка ватных подушечек (9) будет перемещаться вниз посредством силы тяжести, когда самая нижняя ватная подушечка извлекается через отверстие (1а) для извлечения.
5. Устройство выдачи (1) по любому из пп. 3 или 4, в котором
ширина (10) второго разреза (4) на указанном взаимном переходе больше или по существу равна соответствующей ширине (11) первого разреза (3) на указанном взаимном переходе так, что второй разрез (4) на указанном взаимном переходе находится на одном уровне с или продолжается до расстояния от края первого разреза (3), и/или
второй разрез (4) продолжается от боковой стенки (2) в сужающейся, предпочтительно по существу конусообразной форме (4а) до по существу круглой и размещенной по центру формы 4b, чтобы образовывать форму типа замочной скважины, и/или
боковая стенка (2) изготовлена из пластикового материала, предпочтительно полипропилена, с модулем упругости на растяжение предпочтительно между 1000 МПа и 3000 МПа, более предпочтительно между 1500 МПа и 2200 МПа и наиболее предпочтительно около 1800 МПа.
6. Устройство выдачи (1) для выдачи ватных подушечек (9), причем устройство выдачи (1) содержит
верхний конец и нижний конец,
боковую стенку (2), продолжающуюся между верхним и нижним концами, и
концевую стенку (7) вблизи нижнего конца,
причем боковая стенка (2) и концевая стенка (7) образуют объем, выполненный с возможностью вмещения множества дискообразных ватных подушечек (9), сложенных в стопку взаимными плоскими поверхностями (9а), контактирующими друг с другом,
причем боковая стенка (2) на нижнем конце продолжается за концевую стенку (7) с образованием поддерживающей конструкции (8) для поддержания устройства выдачи (1) в вертикальном положении,
отличающееся тем, что
оно дополнительно содержит нижнюю часть (5), образованную отдельно от боковой стенки, причем нижняя часть (5) содержит концевую стенку (7) и периферийную кольцевую стенку (6), причем кольцевая стенка (6) продолжается от периферии концевой стенки (7) вдоль по меньшей мере части внутренней периферии поддерживающей конструкции (8) по направлению к нижнему концу устройства выдачи (1) и прикреплена к внутренней поверхности указанной внутренней периферии.
7. Устройство выдачи по п. 6, в котором кольцевая стенка (6) прикреплена к боковой стенке (2) путем термического соединения, такого, как паяние или сварка, предпочтительно посредством по меньшей мере двух, более предпочтительно по меньшей мере трех взаимно разнесенных точечных сварных швов.
8. Способ изготовления устройства выдачи (1) по п. 1, причем способ содержит этапы, на которых:
обеспечивают оправку с формой усеченного конуса, сужающегося по направлению к верхнему концу оправки, причем противоположные части сторон оправки наклонены друг относительно друга под углом между 0,6° и 2°, предпочтительно между 0,8° и 1,5°, наиболее предпочтительно около 1°,
формуют, предпочтительно инжекционным формованием, боковую стенку (2) на оправке,
удаляют боковую стенку (2) с оправки в направлении, в котором оправка сужается,
предпочтительно складывают в стопку множество дискообразных ватных подушечек (9) внутри объема, образованного боковой стенкой (2), взаимными плоскими поверхностями (9а), контактирующими друг с другом, причем боковая стенка (2) на верхнем конце интегрально продолжается в верхнюю концевую стенку (13) так, чтобы образовывать закрытый верхний конец, и
обеспечивают концевую стенку (7) и вставляют ее с нижнего конца устройства выдачи (1) в объем, образованный боковой стенкой (2), и прикрепляют ее к боковой стенке (2).
9. Способ по п. 8, в котором боковую стенку (2) формуют из пластикового материала, предпочтительно полипропилена, с модулем упругости на растяжение между 1000 МПа и 3000 МПа, предпочтительно между 1500 МПа и 2200 МПа и более предпочтительно около 1800 МПа, и/или с индексом текучести расплава (230°/2,16 кг) между 50 г/10 мин и 120 г/10 мин, предпочтительно между 60 г/10 мин и 110 г/10 мин и более предпочтительно около 100 г/10 мин.
10. Способ по п. 8 или 9, в котором используется устройство выдачи по любому из пп. 3-5, дополнительно содержащий этап обеспечения разрезов (3, 4) боковой стенки (2) и концевой стенки (7), соответственно, до прикрепления концевой стенки (7) к боковой стенке (2) и/или дополнительно до складывания в стопку ватных подушечек внутри объема, образованного боковой стенкой (2); и/или используется устройство выдачи (1) по п. 6 или 7.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| WO 00/01271 A1, 13.01.2000 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

