Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей.
Известен способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь, очистку гарнисажа, зародышеобразование, доокомкование зародышей до окатышей, формирование на днище окомкователя зоны, занятой окатышами, и зоны, свободной от окатышей, термообработку (см. Ручкин И.Е. Производство железорудных окатышей. М.: Металлургия, 1976, с.82-92). Недостатком способа является низкая прочность и неравномерность структурных свойств окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ получения окатышей, включающий формирование шихтового гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа в корпусе струйного аппарата с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты газовлагошихтовой струей, ориентированной на гарнисаж, в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши, очистку гарнисажа от зародышей, доокомкование зародышей шихтой второго потока до окатышей, термообработку окатышей (см. Патент №2278172, Россия, МПК 7, С22В 1/24, Б.И. №17, 2006 г.).
Недостатком известного способа получения окатышей является неравномерность прочностных свойств и высоты плотного слоя шихты по его диаметру, что обусловлено классической схемой формирования плотного слоя шихты, связанной с напылением на плоскую, неподготовленную поверхность шихтового гарнисажа и с формированием плотного слоя шихты непостоянной высоты. На оси плотного слоя шихты его высота максимальная, а на границах слоя, напротив, минимальная, в результате чего формируются две верхние наклонные образующие, расположенные симметрично относительно оси слоя. Это, в свою очередь, приводит к колебаниям геометрических размеров, прочностных и структурных свойств сначала зародышей, а потом и окатышей. При этом часть шихты, идущей на формирование плотного слоя, сдувается сжатым воздухом с его верхних наклонных образующих, что снижает коэффициент напыления и производительность способа получения окатышей. Снизить указанные недостатки известного решения можно с помощью профилирования шихтового гарнисажа путем срезания шихты с его поверхности и формирования в нем углубления, позволяющего получить плоскую ровную поверхность и постоянную высоту у плотного слоя шихты.
Задачей изобретения является повышение прочности окатышей и производительности способа получения окатышей.
Для достижения указанного технического результата в способе получения окатышей, включающем формирование шихтового гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа в корпусе струйного аппарата с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты на гарнисаж газовлагошихтовой струей в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши с помощью пластинчатых ножей, очистку гарнисажа от зародышей с помощью вращающегося барабана с ребрами, формирование оболочки окатышей доокомкованием зародышей шихтой второго потока до окатышей, перед напылением шихтовый гарнисаж профилируют срезанием шихты с формированием углубления, позволяющего получить плоскую поверхность у плотного слоя, при этом срезанную шихту формуют и уплотняют за границами плотного слоя шихты в форме прочного кольцевого брикета высотой, равной высоте плотного слоя шихты.
Сущность изобретения заключается в следующем. Перед напылением шихты и формированием плотного слоя шихтовый гарнисаж профилируют срезанием шихты с формированием углубления. На оси углубления его высота максимальная, а граница углубления выходит на поверхность непрофилированного гарнисажа и совпадает с размерами плотного слоя шихты. Это необходимо для того, чтобы при последующем напылении шихта заполнила углубление, полученное в гарнисаже при профилировании, а верхняя образующая плотного слоя шихты выровнялась и сформировалась плоской и параллельной плоскости непрофилированного шихтового гарнисажа. После напыления шихты на гарнисаж с углублением профиль плотного слоя шихты будет представлять параллелепипед с высотой, равной высоте зародышей, и длиной, равной диаметру плотного слоя шихты. При последующем делении плотного слоя шихты постоянной высоты и с выровненной поверхностью на зародыши они будут иметь близкие геометрические размеры и форму сферокубов.
При профилировании шихтового гарнисажа срезанием шихты образуется некоторое количество шихтовой мелочи, которую одновременно с профилированием механически уплотняют и формуют за границами плотного слоя уплотнителем лоткового типа, жестко соединенным с механическим скребком в единую конструкцию. В результате формования и уплотнения срезанной шихты на границах плотного слоя формируется кольцеобразный прочный шихтовый брикет прямоугольного сечения. Последняя технологическая операция необходима, во-первых, для того, чтобы вовлечь срезанную шихту при профилировании в процесс ее формования и, во-вторых, для того, чтобы создать на пути шихты, движущейся по верхней образующей плотного слоя при напылении, искусственное аэродинамическое препятствие в виде кольцевого шихтового брикета и тем самым повысить коэффициент напыления шихты и производительность способа получения окатышей. В результате этого практически вся напыляемая шихта участвует в процессе напыления, повышая коэффициент напыления шихты до 96-98%, а шихтовая матрица для зародышеобразования содержит, кроме плотного слоя шихты, еще и кольцевой шихтовый брикет. При этом на границах плотного слоя создаются благоприятные аэродинамические условия для уплотнения шихты и прочность материала на границе плотного слоя повышается, что увеличивает равномерность прочностных и структурных свойств зародышей, получаемых из плотного напыленного слоя, сформованного по предлагаемой технологии. Одновременно с этим увеличивается диаметр плотного слоя шихты и степень его использования в процессе зародышеобразования, что увеличивает производительность окомкователя и способа получения окатышей в целом.
Высота кольцевого брикета, сформированного из срезанной шихты при профилировании, должна быть равна высоте плотного слоя шихты, а комбинированный плотный слой, содержащий напыленный плотный слой и кольцевой шихтовый брикет, должен иметь ровную и плоскую поверхность. В противном случае зародыши, полученные из этого слоя, будут иметь различные геометрические размеры, это противоречит задаче изобретения.
Предлагаемый способ получения окатышей обладает новыми технологическими свойствами: организованная подготовка основы для напыления путем механического профилирования шихтового гарнисажа срезанием шихты и формирования в нем углубления, позволяющего получить плоскую поверхность у плотного слоя; формование и уплотнение срезанной шихты в форме прочного кольцевого брикета, создающего за границами плотного слоя шихты аэродинамическую ловушку для напыляемой шихты и ее вовлечение в процесс зародышеобразования; формирование плоской и ровной поверхности комбинированного плотного слоя шихты, содержащего напыленный слой и прочный кольцевой брикет; повышение прочностных и структурных свойств и геометрических размеров зародышей, что повышает прочность окатышей и производительность способа получения окатышей. На основании изложенного считаем, что предложенный способ получения окатышей удовлетворяет критериям новизны, промышленной применимости и изобретательскому уровню.
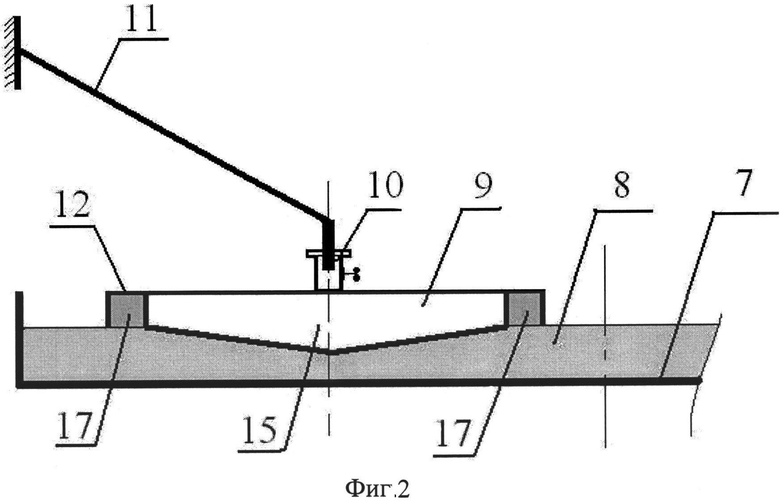
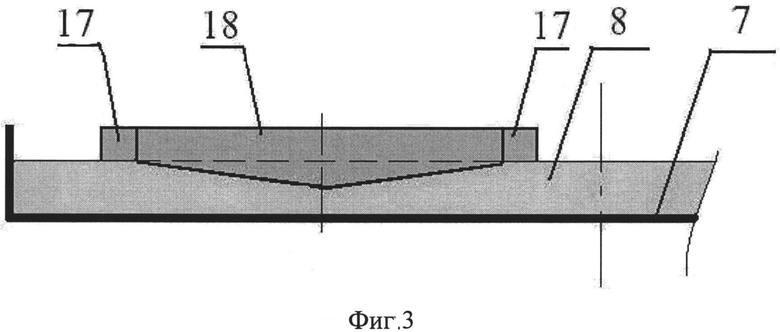
Способ получения окатышей реализуется с помощью устройства, показанного на фиг. 1. На фиг. 2 показана схема профилирования шихтового гарнисажа срезанием шихты с формированием углубления и получения прочного кольцевого шихтового брикета. На фиг. 3 показана схема формирования комбинированного плотного слоя шихты, содержащего плотный напыленный слой и прочный кольцевой шихтовый брикет. Устройство содержит тарельчатый окомкователь 1, в который подается влажная шихта потоком 2 и потоком 3. Для формирования газовлагошихтовой струи 4 служит струйный аппарат 5. Струйный аппарат содержит тракт подачи сжатого газа 6. Окомкователь содержит днище 7, шихтовый гарнисаж 8, профилирующее устройство 9. Профилирующее устройство 9 выполнено из двух составных металлических ножей (полированная нержавеющая сталь), расположенных под острым углом к направлению движения шихтового гарнисажа и составленных в виде острого клина, заглубленного в шихтовый гарнисаж таким образом, чтобы форма дна углубления в шихтовом гарнисажа позволяла получить плоскую поверхность и постоянную высоту у плотного слоя шихты. Для установки соответствующего уровня углубления металлических ножей в гарнисаж предусмотрено координатное устройство 10 (фиг. 2), установленное на жестком каркасе 11. Координатное устройство выполнено в виде нажимного винтового устройства со стопором. На боковой поверхности ножей профилирующего устройства установлены два уплотнителя шихты 12, выполненные в виде сужающегося металлического туннеля лоткового сечения.
Окомкователь снабжен продольным делителем 13, состоящим из продольных пластинчатых ножей, и поперечным делителем 14, выполненным в виде вращающегося барабана, снабженного ребрами. В процессе работы окомкователя в шихтовом гарнисаже образуется углубление 15 (фиг. 2), потоки срезанной шихты 16, прочные кольцевые шихтовые брикеты 17 (фиг. 2 и фиг. 3), плотный слой шихты 18 (фиг. 1 и фиг. 3), продольные разрезы 19, поперечные разрезы 20, влажные шихтовые зародыши 21. Для увлажнения зародышей перед доокомкованием предусмотрена форсунка 22. На днище окомкователя формируется зона 23, свободная от комкуемых материалов, и зона 24, занятая комкуемыми материалами.
Способ получения окатышей осуществляется следующим образом. В тарельчатый окомкователь 1 подается влажная шихта потоком 2 и потоком 3. Для формирования газовлагошихтовой струи 4 служит струйный аппарат 5, в корпус которого подается шихта потока 2 и сжатый газ, подаваемый из тракта 6. На днище 7 окомкователя формируется шихтовый гарнисаж 8. В верхней части зоны 23, свободной от комкуемых материалов, установлено профилирующее устройство 9, которое заглублено в шихтовом гарнисаже на необходимую глубину с помощью координатного устройства 10, установленного на каркасе 11. Высота заглубления на оси профилирующего устройства составляет 5-10 мм и зависит от требований технологии. В процессе вращения днища окомкователя 7 шихтовый гарнисаж 8 набегает на профилирующее устройство 9, которое металлическими ножами вырезает из шихтового гарнисажа часть влажной шихты и образует два потока срезанной шихты 16, формирующихся на наружных гранях металлических ножей профилирующего устройства. Потоки срезанной шихты 16 движущимся гарнисажем перемещаются к уплотнителям 12, в которых шихта механически уплотняется и одновременно формуется в виде кольцевых шихтовых брикетов 17, расположенных за границами плотного слоя шихты 18. Высота кольцевых шихтовых брикетов должна быть равна высоте плотного слоя шихты и составлять в зависимости от требований технологии 5-15 мм. После профилирования в шихтовом гарнисаже образуется углубление 15, в которое ориентируется газовлагошихтовая струя 4 и в котором формируется плотный слой шихты 18. Плотный слой шихты заполняет углубление 15 и пространство между кольцевыми шихтовыми брикетами 17. Поскольку на оси углубления глубина выше, чем на ее границе, то напыленный плотный слой 18, прочно соединенный с кольцевыми брикетами 17, имеет ровную плоскую поверхность. После этого плотный слой шихты, прочно соединенный с кольцевыми брикетами на его границе, набегает на продольные пластинчатые ножи продольного делителя 13 и формирует продольные разрезы 19. Затем плотный слой шихты вместе с кольцевыми брикетами набегает на вращающийся барабан поперечного делителя 14, который своими ребрами наносит поперечные разрезы 20 и одновременно очищает шихтовый гарнисаж от образующихся зародышей 21. Зародыши 21 поступают в зону 24, занятую материалом, где они увлажняются водой через форсунку 22 и шихтой потока 3 комкуются до кондиционных окатышей.
Пример. Отработку способа получения окатышей проводили на установке, выполненной согласно технической схеме, показанной на фиг. 1. Первоначально из шихты, содержащей концентрат тейского месторождения и 1% бентонита в качестве связки, формировали шихтовый гарнисаж толщиной 20 мм. В верхней части зоны окомкователя, свободной от комкуемых материалов, было установлено профилирующее устройство, выполненное в виде двух металлических ножей, ориентированных под углом 45 градусов к направлению движения шихтового гарнисажа. Ширина профилирующего устройства составляла 300 мм и равнялась диаметру плотного слоя шихты. Величина заглубления профилирующего устройства в гарнисаж на его оси составила 5 мм. При профилировании в гарнисаже формировали углубление глубиной 5 мм на оси и шириной 300 мм. На границах металлических ножей были установлены уплотнители срезанной шихты, выполненные в форме металлических лотков сужающегося сечения, согласно техническим схемам, показанным на фиг. 1 и 2. Выходное сечение лотков уплотнителей имело размеры 20 мм (ширина) и 8 мм (высота). Затем в рабочее пространство окомкователя диаметром 0,62 м загружали 10 кг влажной шихты двумя потоками. Первый поток шихты в количестве 3 кг подавали в струйный аппарат и напыляли на профилированный гарнисаж, содержащий углубление, с получением плотного слоя шихты высотой 8 мм с плоской поверхностью. Деление плотного слоя шихты выполняли продольным и поперечным делителями. Расстояние между пластинчатыми ножами продольного делителя и высота ребер барабана поперечного делителя равнялись 8 мм. Длина барабана составляла 250 мм, а его диаметр 60 мм. Сжатый воздух подавали от компрессорной установки КУ-22. Воду, подаваемую на увлажнение зародышей, распыляли сжатым воздухом. Второй поток шихты подавали на доокомкование зародышей. В конце доокомкования определяли выход кондиционных окатышей диаметром 14-16 мм и их прочность на сжатие. Производительность способа получения окатышей рассчитывали. В экспериментах меняли давление сжатого воздуха, подаваемого в струйный аппарат. Результаты экспериментов представлены в таблице.
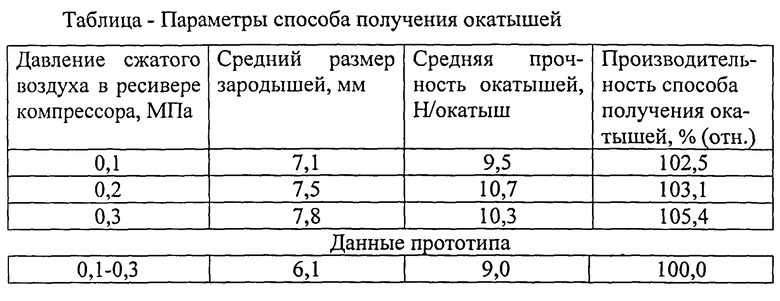
Как видно из приведенных данных, способ получения окатышей, основанный на профилировании шихтового гарнисажа срезанием шихты и формировании плотного слоя шихты рационального профиля и структуры, позволяет повысить прочность окатышей на 5,5-18,8% (отн.) и производительность окомкователя на 2,5-5,4% (отн.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2013 |
|
RU2529140C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2006 |
|
RU2327750C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2717749C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2011 |
|
RU2484150C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2377323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2012 |
|
RU2487954C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2012 |
|
RU2505611C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2017 |
|
RU2657962C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. На днище окомкователя формируют шихтовой гарнисаж, влажную шихту подают в окомкователь двумя потоками, первый из них вводят в поток сжатого газа в корпусе струйного аппарата с образованием газовлагошихтовой струи. Формируют на днище окомкователя зону, занятую шихтой, и зону, свободную от шихты, осуществляют зародышеобразование напылением шихты на гарнисаж газовлагошихтовой струей в зоне, свободной от шихты, с получением плотного слоя влажной шихты. Упомянутый плотный слой влажной шихты делят на зародыши с помощью пластинчатых ножей, очищают гарнисаж от зародышей с помощью вращающегося барабана с ребрами и формируют оболочку окатышей доокомкованием зародышей шихтой второго потока до окатышей. Перед напылением шихтовый гарнисаж профилируют срезанием шихты с формированием углубления, позволяющего получить плоскую поверхность плотного слоя. При этом срезанную шихту формуют и уплотняют за границами плотного слоя шихты с получением кольцевого брикета высотой, равной высоте плотного слоя шихты. Изобретение направлено на повышение прочности окатышей и производительности. 1 табл., 3 ил.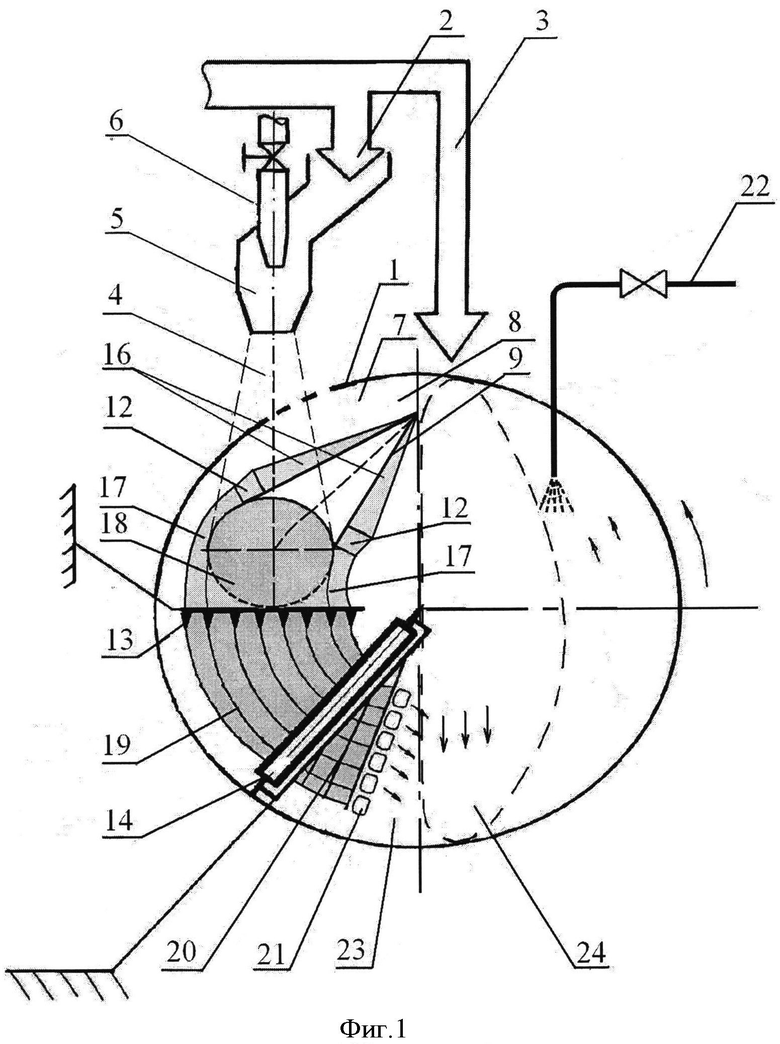
Способ получения окатышей, включающий формирование шихтового гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа в корпусе струйного аппарата с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты на гарнисаж газовлагошихтовой струей в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши с помощью пластинчатых ножей, очистку гарнисажа от зародышей с помощью вращающегося барабана с ребрами, формирование оболочки окатышей доокомкованием зародышей шихтой второго потока до окатышей, отличающийся тем, что перед напылением шихтовый гарнисаж профилируют срезанием шихты с формированием углубления для получения плоской поверхности плотного слоя, при этом срезанную шихту формуют и уплотняют за границами плотного слоя шихты с получением кольцевого брикета высотой, равной высоте плотного слоя шихты.
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2278172C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2377323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| Центробежный вентилятор | 1988 |
|
SU1553763A2 |

