Настоящее изобретение относится к декоративному сварочному шнуру для соединения элементов покрытий поверхностей и к способу изготовления такого декоративного сварочного шнура.
Предшествующий уровень техники
Покрытия поверхностей, в частности покрытия поверхностей, основанные на поливинилхлориде (ПВХ), широко используются для отделки поверхностей в зданиях или домах, так как они более приятны, более эстетичны и более удобны, чем окрашенные поверхности. Однако эти покрытия поверхностей, особенно покрытия полов, обычно изготавливают ограниченными кусками, которые необходимо соединять между собой. Для этой цели хорошо известно использование сварочного шнура. Обычно термоплавкий сварочный шнур с круглым поперечным сечением вставляют в устройство для сварки струей горячего воздуха, которое нагревает сварочный шнур, в результате чего он проникает между двумя соседними кусками покрывающих пол элементов и соединяет их вместе. Обычно после охлаждения лишнюю часть сварочного шнура отрезают или стачивают U-образным резаком или аналогичным инструментом (ножом).
Сварочные шнуры обычно представляют собой полимерные композиции, обладающие хорошей адгезией к соединяемым элементам и позволяющие сварочному шнуру проявлять пластичность при температурах ниже, чем у составляющих соединяемых элементов, а также легко удаляемые после сварки.
Для покрытий пола с разноцветным декоративным узором было предложено использовать многоцветные сварочные шнуры. Таким образом, с эстетической точки зрения сварочный шнур должен имитировать внешний вид узора покрытия поверхности.
В целом для покрытий на основе ПВХ сварочные шнуры являются одноцветными составами на основе ПВХ и изготавливаются экструзией. Однако экструдированные цветные сварочные шнуры представляют собой спай контрастных цветов, создающий неоднородность декоративного узора, поскольку они неспособны правильно воспроизвести сложный многоцветный узор.
Чтобы решить эту проблему и сохранить непрерывность декоративного узора, сварочные шнуры могут включать окрашенные частицы или гранулы покрытия поверхности, которые необходимо соединить сваркой. Однако композицию сварочного шнура, включающую такие частицы, обычно твердые частицы, нельзя экструдировать без повреждения экструзионного устройства, в результате чего такие шнуры тяжело получить экструзией. Поэтому для покрытий пола в патенте US 5635266 предложены узорчатые сварочные шнуры на основе ПВХ, получаемые изготовлением листа из окрашенных виниловых гранул, совпадающих по цвету с настилом, который необходимо соединить швами, и пигментированных гранул, вырезанием полос из этого листа, помещением их в форму и прессованием их с получением полукруглых шнуров.
Цели изобретения
Целью настоящего изобретения является многоцветный декоративный сварочный шнур и способ изготовления такого декоративного сварочного шнура, не обладающего недостатками текущего уровня техники.
Целью настоящего изобретения является многоцветный декоративный сварочный шнур, зрительно сливающийся с узорами покрытия поверхности, и способ изготовления такого декоративного сварочного шнура.
Краткое описание изобретения
Настоящее изобретение относится к многоцветному декоративному сварочному шнуру для соединения элементов декоративного покрытия поверхности, причем указанный шнур включает компонент А на основе ПВХ и компонент В на основе ПВХ, причем соотношение компонент А / компонент В составляет от 10/90 до 50/50, причем указанные компоненты связаны таким образом, что состав указанного компонента А включает ПВХ, обладающий более высокой вязкостью и/или более высокой точкой плавления, чем ПВХ компонента В, причем указанные компоненты обладают различной окраской.
Согласно отдельным воплощениям сварочный шнур может обладать одной из следующих характеристик или их комбинацией:
- значение k ПВХ компонента А от 65 до 80, а значение k ПВХ компонента В от 57 до 65,
- компонент А включает ПВХ, обладающий значением k, равным 70,
- компонент В включает полимер ПВХ, обладающий значением k, равным 62,
- компонент В включает до 50 м.д. (массовых долей) дополнительного полимера ПВХ, обладающего значением k, равным 60,
- отношение компонент А / компонент В равно 30/70, и компонент А включает ПВХ, обладающий значением k, равным 70, и компонент В включает полимер ПВХ, обладающий значением k, равным 62, и 26 м.д. полимера ПВХ, обладающего значением k, равным 60.
«Значение k» ПВХ - мера молекулярной массы ПВХ, основанная на измерении вязкости раствора ПВХ. Низкие значения k подразумевают низкую молекулярную массу, а высокие значения k подразумевают высокую молекулярную массу. Согласно статье Perkins G.G.A. и др. в Journal of Vinil Technology, 1993, 15, с.108, значение k обычно изменяется от 50 до 80, что эквивалентно молекулярной массе (Mw) примерно от 40000 до 168000, если измерение проводится в 1% растворе в циклогексаноне (Таблица 1).
Изобретение также относится к способу получения многоцветного декоративного сварочного шнура, причем указанный метод включает этапы смешивания компонента А в форме гранул и компонента В в форме порошка, а также этап экструдирования смеси с получением указанного сварочного шнура.
Согласно отдельным воплощениям способ согласно изобретению может обладать одной из следующих характеристик или их комбинацией:
- компонент А получают гранулированием шнура, полученного отдельным этапом экструзии,
- гранулы компонента А получают измельчением листа,
- компонент А находится в форме гранул размером до 6 мм.
Настоящее изобретение также относится к напольному покрытию, включающему сварной шов, выполненный описанным здесь сварочным шнуром.
Краткое описание чертежей
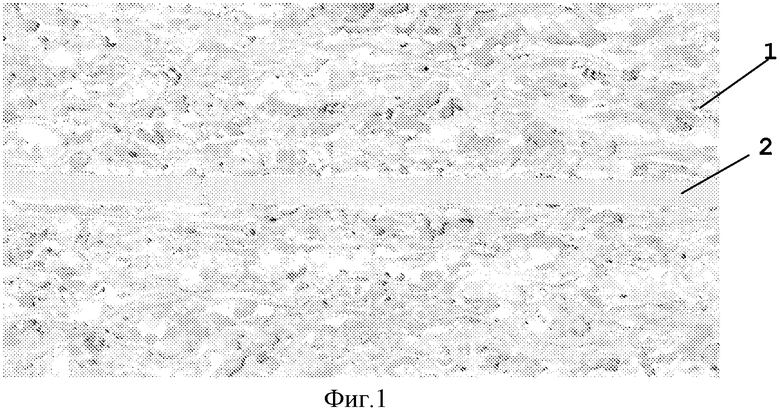
На Фигуре 1 представлен сварочный шнур согласно известному уровню техники, соединяющий многоцветные элементы покрытия поверхности.
На Фигуре 2 представлен сварочный шнур согласно изобретению, соединяющий многоцветные элементы напольного покрытия.
Детальное описание изобретения
Сварочный шнур для соединения элементов покрытия поверхностей должен сочетать эстетические и механические требования (гибкость, адгезию и т.д.), отличающиеся от требований к элементам напольных покрытий.
Настоящее изобретение относится к сварочному шнуру на основе ПВХ 3 и к способу изготовления такого декоративного сварочного шнура для соединения декоративных элементов покрытия поверхности 1, в частности элементов покрытия на основе ПВХ. Сварочный шнур 3 включает два компонента на основе ПВХ (компонента А и компонент В), имеющие различный состав. Предпочтительно соотношение компонент А / компонент В лежит между 10/90 и 50/50.
В сварочном шнуре согласно изобретению ПВХ компонента А и ПВХ компонента В обладают различной вязкостью и/или различной точкой плавления. Предпочтительно ПВХ компонента А обладает более высокой вязкостью и/или более высокой точкой плавления, чем ПВХ компонента В.
Любой из компонентов А и В или оба компонента могут содержать единственный ПВХ или смесь ПВХ с различными молекулярными массами.
В отличие от сварочного шнура 2 согласно известному уровню техники (Фигура 1) декоративный сварочный шнур 3 согласно изобретению (Фигура 2) обладает тем преимуществом, что он зрительно сливается с многоцветными элементами покрытия поверхности 1.
В сварочном шнуре согласно изобретению компоненты А и В отличаются по цвету, то есть обладают двумя различными цветами или двумя различными оттенками одного цвета.
В предпочтительном воплощении ПВХ компонента А обладает значением k, составляющим от 65 до 80, более предпочтительно от 70 до 75, а ПВХ компонента В обладает значением k, составляющим от 57 до 65, где «значение k» относится к молекулярной массе ПВХ, определенной на основе измерений вязкости раствора ПВХ. Более предпочтительно компонент В содержит ПВХ, обладающий значением k, равным 62, или еще более предпочтительно содержит ПВХ, обладающий значением k, равным 62, и дополнительный полимер ПВХ, обладающий значением k, равным 60, составляющий от 0 до 50 м.д., где «м.д.» означает количество долей на 100 долей по массе ПВХ, обладающего более высоким значением k в компоненте В, т.е. значением к 62.
Предпочтительно в состав компонента А и в состав компонента В входит от 40 до 70 м.д. и от 40 до 90 м.д. соответственно обычного пластификатора, такого как например фталатный пластификатор, бензоатный пластификатор, фосфатный пластификатор, адипат, цитрат, тримеллитат, триглицерид, или смесь пластификаторов, причем выбор пластификатора не слишком принципиален.
В состав компонента А и в состав компонента В входят от 0 до 10 м.д. обычного стабилизатора, такого как эпоксидированное соевое масло, или смеси стабилизаторов. Более предпочтительно в состав кроме того входит от 1 до 6 м.д. CaZn-стабилизатора.
Предпочтительно в состав компонента А и в состав компонента В входят другие обычные для составов на основе ПВХ добавки в количестве от 0 до 1,5 м.д. Составы могут включать от 0 до 0,2 м.д. стеариновой кислоты и/или от 0 до 0,8 м.д. технологических добавок.
Предпочтительно в состав компонента А и в состав компонента В входит какой-либо подходящий пигмент или какая-либо подходящая смесь пигментов, причем пигменты выбраны на основе эстетических соображений. Например, это может быть TiO2 по отдельности или в комбинации с другим пигментом, таким как, например, пигмент красный 144, пигмент черный 7, пигмент желтый 95 или 110, пигмент голубой 15:1, пигмент зеленый 7, пигмент фиолетовый 19. Количество пигментов, используемых в компоненте А и компоненте В, зависит от желаемого окончательного цвета. Предпочтительно пигмент или смесь пигментов составляет от 0,01 до 5 м.д. компонента А и от 1 до 5 м.д. компонента В.
Для компонента А «м.д.» означает количество долей на 100 долей по весу ПВХ, а для компонента В «м.д.» означает количество долей на 100 долей по весу ПВХ, обладающего более высоким значением k.
Примеры составов компонента А и компонента В даны в таблицах 2 и 3. С целью упрощения примеры относятся к черно-белому сварочному шнуру. Однако необходимо понимать, что в этих примерах может использоваться любой подходящий пигмент или набор пигментов.
Любая из композиций А1-А13 может быть соединена с любой из композиций В1-В13 при условии, что ПВХ компонента А обладает более высокой вязкостью расплава и/или более высокой температурой плавления, чем ПВХ компонента В. Далее, любая из композиций А1-А13 может быть соединена с любой из композиций В1-В13 в соотношении компонент А / компонент В, лежащем в интервале от 10/90 до 50/50.
В примерах в таблицах 2 и 3 ПВХ, обладающий значением k 80, представляет собой Norvinyl® S8060, ПВХ, обладающий значением k 70, - Norvinyl® S7060, ПВХ, обладающий значением k 65, - Norvinyl® S6560, ПВХ, обладающий значением k 62, - Norvinyl® S6261, ПВХ, обладающий значением k 60, - Pevikon® Р602, ПВХ, обладающий значением k 57, - Norvinyl® S5745, все производства Ineos polymers. Пластификатор представляет собой диизодецилфталат производства ExxonMobil Chemical, CaZn-стабилизатор - Interlite® ZP8691 производства Akzo Nobel, стабилизатор - эпоксидированное соевое масло производства Akzo Nobel или Emery Oleochemicals, стеариновая кислота - Tefacid 1 VT 65 производства ААК ArhusKarlshamn АВ, технологическая добавка - Degalan® 10F производства Evonik, пигменты производства Ciba или Clariant, Evonik, Tronox, Tiona и/или Kemira.
Способ получения сварочного шнура согласно настоящему изобретению включает этап смешивания двух компонентов с различной вязкостью, одного в форме гранул и другого в форме порошка, причем гранулированный состав содержит ПВХ, обладающий более высокой вязкостью расплава и/или более высокой точкой плавления, чем ПВХ порошкообразного состава.
Один или несколько компонентов А различного цвета в форме гранул смешивают с компонентом В в форме порошка (сухая смесь) в отношении компонент А / компонент В между 10/90 и 50/50, предпочтительно 30/70, после чего экструдируют на экструдере. Экструдер представляет предпочтительно одношнековый экструдер с низким усилием, работающий при скорости перемешивания от 20 до 40 об/мин и при температуре экструзии от 170 до 180°С.
Гранулы и порошок получают любым подходящим способом, предпочтительно гранулированием нити, листа или пленки, полученных экструзией или вальцеванием композиции компонента А или компонента В. Предпочтительно гранулы ПВХ компонента А обладают размером, соотносящимся с узором, который хотят получить, и могут изменяться от 0,1 до 6 мм, предпочтительно от 2 до 5 мм, более предпочтительно от 3 до 5 мм, еще более предпочтительно от 4 до 5 мм. Предпочтительно компонент В представляет собой сухую смесь составляющих компонента В.
Например, композицию компонента А одного цвета, включающую ПВХ со значением k 60, экструдируют, затем охлаждают и гранулируют в грануляторе, получая гранулы размером около 6 мм. Гранулы компонента А смешивают в обычном смесителе с компонентом В, причем компонент находится в форме сухой смеси ПВХ со значением k 62 и ПВХ со значением k 60. Затем смеси компонента А и компонента В экструдируют на одношнековом экструдере Cincinatti (длина/диаметр=25, диаметр=60 мм), работающем при 25 об/мин и Е1=170°С, Е2=175°С, Е3=180°С, Е4=175°С, А=170°С в различных зонах его нагрева. Чтобы получить сварочный шнур желаемого цвета, один или несколько видов гранул компонента А различных цветов или различных оттенков одного цвета можно смешать с компонентом В другого цвета или другого оттенка того же цвета или цветов, как и компонент А. Пигмент или смесь пигментов компонента А и компонента В - любые подходящие пигменты, выбранные так, чтобы получить сварочный шнур, практически идентичный или соответствующий одному из соединяемых элементов полового покрытия.
Предпочтительно сварочный шнур согласно изобретению имеет диаметр от 3 до 5 мм, предпочтительно от 3,5 до 4,5 мм.
Сварочный шнур согласно настоящему изобретению не обладает тем же составом, что и элементы покрытия, которые он должен соединять; однако сварочный шнур зрительно интегрируется в узор покрытия поверхности, которое он должен соединить, что означает, что соотношение между компонентом А и компонентом В будет различным для различных половых покрытий в зависимости от цвета и узора полового покрытия.
Были определены различные свойства различных примеров сварочных шнуров согласно изобретению с целью оценки их внешнего вида, чистящих свойств, прочности их сварных швов и их монтажных свойств (таблицы 4 и 5).
Внешний вид оценивался согласно классам (классы от 1 до 5), где «1» относится к единственному и однородному цвету, «2» к многоцветному виду, но с видимым и бесцветным обычным материалом (компонент В), «3» относится к приемлемому виду, но с легким эффектом, «4» относится к многоцветному виду, где гранулы компонента А частично расплавились, но все еще дают видимый положительный эффект с минимумом обесцвечивания (третьего цвета), и «5» относится к многоцветному виду, где контраст между компонентом А и компонентом В явно различим и не видно какого-либо обесцвечивания (третьего цвета) компонента В.
Очищаемость оценивались тестом, состоящим в приведении сварочного шнура в контакт со смесью, содержащей песок, масло, асфальт, в течение двух часов во вращающемся барабане и затем очистке поверхности вращающейся подушечкой совместно с чистящим средством и водой. Оценка (класс от 1 до 5) затем давалась сравнением результатов со шкалой серого цвета. Если достигался класс 3, очищаемость оценивалась как приемлемая, если достигались классы 4 и 5, очищаемость оценивалась как хорошая.
Прочность сварных швов оценивалась с помощью оборудования для измерения предела прочности. К сварочному шнуру прикладывается возрастающая разрывающая сила до тех пор, пока не происходит разрыв, и записывается максимальная сила. Тестовые образцы имели минимальную длину около 150 мм и ширину около 50 мм. Сварной шов располагали в центре поперек тестовых образцов. Прочность сварного шва ниже 240 Н/50 мм оценивалась как недостаточная, выше 600 Н/50 мм как хорошая, промежуточная - как приемлемая.
Монтажные свойства оценивались в тесте, при котором оценивалась легкость сварки, резания и получения ровной и гладкой поверхности шва после отрезания. Сварочные свойства оценивались по классам (классы от 1 до 5), причем классы 2 и 3 относятся к сварке, которую можно сделать без появления каких-либо отверстий или неровной поверхности шва после отрезания, а классы 4 и 5 относятся к ситуациям, когда сварка и резка производятся легко.
согласно изобретению
Оказывается, что сварочные шнуры согласно изобретению обладают хорошими монтажными свойствами (включая резание) и прочностью их сварных швов при сварке элементов половых покрытий. При тестировании прочности на разрыв сварочного шнура самого по себе обычно принимается, что модуль Юнга при 100% растяжении должен быть выше 6 Н/мм2, а при 50% растяжении должен быть выше 3 Н/мм2. Сварочные шнуры согласно изобретению обладают модулем Юнга при 100% растяжении от 7 до 8 Н/мм2, а при 50% растяжении от 4 до 5 Н/мм2.
Настоящее изобретение относится к многоцветному декоративному сварочному шнуру (3) и способу получения многоцветного декоративного сварочного шнура. Шнур содержит компонент А на основе ПВХ и компонент В на основе ПВХ в отношении компонент А / компонент В, составляющем от 10/90 до 50/50. Компоненты А и В связаны таким образом, что в состав компонента А входит ПВХ, обладающий более высокой вязкостью расплава и/или более высокой точкой плавления, чем ПВХ компонента В. Компонент А и компонент В обладают различным цветом. Способ получения многоцветного декоративного сварочного шнура включает этапы смешивания компонентов А и В, причем компонент А находится в виде гранул, а компонент В - в виде сухой смеси порошка, и экструдирование смеси. 2 н. и 12 з.п. ф-лы, 2 ил., 5 табл.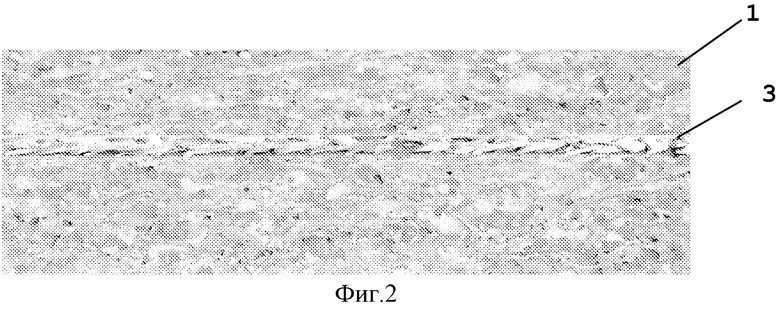
1. Способ получения многоцветного декоративного сварочного шнура для соединения элементов декоративного покрытия поверхности, отличающийся тем, что указанный сварочный шнур включает компонент А на основе ПВХ (поливинилхлорида), имеющий значение к, составляющее от 65 до 80, и компонент В на основе ПВХ, имеющий значение к, составляющее от 57 до 65, в соотношении компонент А / компонент В, составляющем от 10/90 до 50/50, причем указанные компонент А и компонент В связаны таким образом, что в состав указанного компонента А входит ПВХ, обладающий более высокой вязкостью расплава и/или более высокой точкой плавления, чем ПВХ указанного компонента В, причем указанные компонент А и компонент В обладают различным цветом, и где указанный способ включает следующие этапы:
- смешивание компонента А с компонентом В, где компонент А находится в форме гранул, обладающих размером от 0,1 до 6 мм, и компонент В находится в форме сухой смеси порошка; и
- экструдирование смеси с получением сварочного шнура.
2. Способ по п. 1, отличающийся тем, что компонент А содержит ПВХ, обладающий значением к, составляющим 70.
3. Способ по любому из пп 1-2, отличающийся тем, что компонент В содержит полимер ПВХ, обладающий значением к, составляющим 62.
4. Способ по п. 3, отличающийся тем, что компонент В содержит до 50 м.д. (массовых долей) дополнительного полимера ПВХ, обладающего значением к, составляющим 60.
5. Способ по п. 1, отличающийся тем, что отношение компонент А/компонент В составляет 30/70, компонент А содержит ПВХ, обладающий значением к, составляющим 70, а компонент В содержит полимер ПВХ, обладающий значением к, составляющим 62, и 26 м.д. дополнительного полимера ПВХ, обладающего значением к, составляющим 60.
6. Способ по п.1, отличающийся тем, что гранулы компонента А получают гранулированием шнура, полученного на отдельном этапе экструзии.
7. Способ по п.1, отличающийся тем, что гранулы компонента А получают измельчением листа.
8. Способ по п.1, отличающийся тем, что гранулы компонента А обладают размером от 2 до 5 мм.
9. Способ по п.7, отличающийся тем, что гранулы компонента А обладают размером от 3 до 5 мм.
10. Способ по п.1, отличающийся тем, что компонент А и компонент В включают пигмент или смесь пигментов.
11. Способ по п.10, отличающийся тем, что пигмент или смесь пигментов составляет от 0,01 до 5 м.д. в компоненте А и от 1 до 5 м.д. в компоненте В, где относительно состава компонента А "м.д." означает количество долей на 100 долей по весу ПВХ полимера и относительно состава компонента В "м.д." означает количество долей на 100 долей по весу ПВХ полимера, обладающего более высоким значением k в том случае, если компонент В включает два ПВХ полимера с различными значениями k.
12. Способ по п.1, отличающийся тем, что в состав компонента А и в состав компонента В входят пигмент или смесь пигментов.
13. Способ по п.1, отличающийся тем, что сварочный шнур обладает диаметром от 3 до 5 мм.
14. Разноцветный декоративный сварочный шнур для соединения элементов декоративного покрытия, полученный способом по любому из пп.1-13.
| JP 05125356 A, 21.05.1993 | |||
| WO 8905228 A1, 15.06.1989 | |||
| Устройство для формования из порошка брикетов с отверстиями | 1981 |
|
SU950501A1 |
| Электрический кабель | 1933 |
|
SU33593A1 |
| US 5753767 A, 19.05.1998 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| СПОСОБ ВЫРАБОТКИ КОНСЕРВИРОВАННОГО ПРОДУКТА "СВИНИНА ПО-КИТАЙСКИ" | 2006 |
|
RU2322097C1 |

