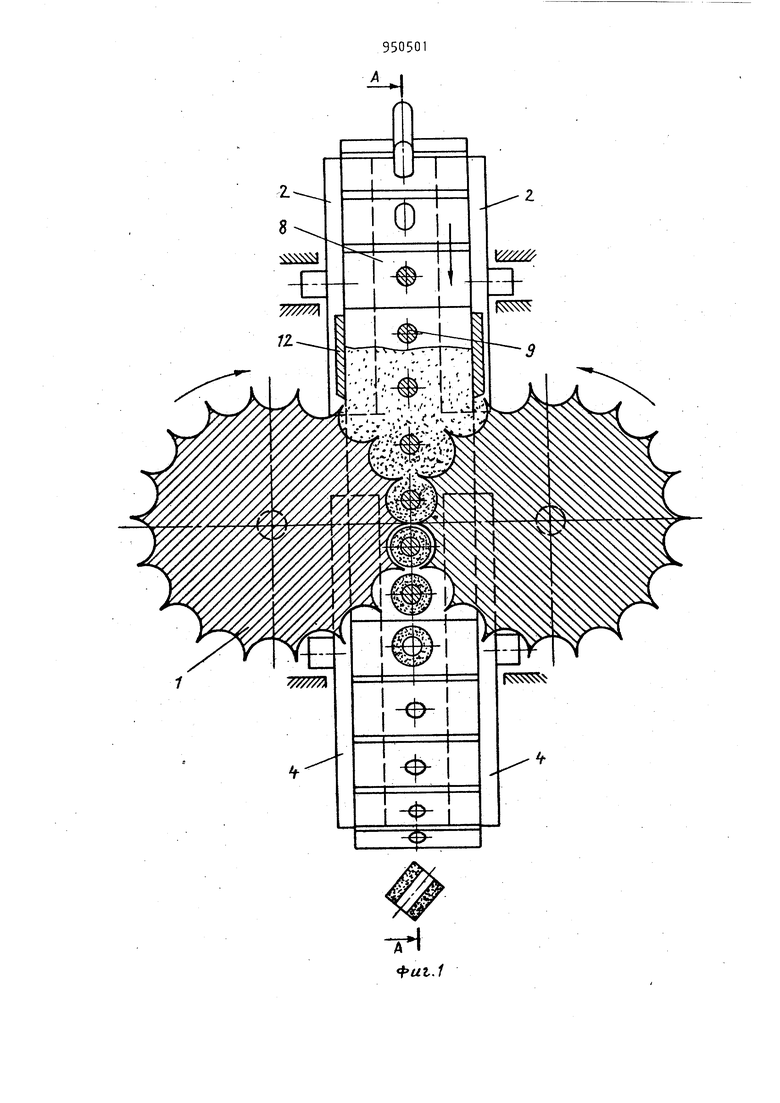
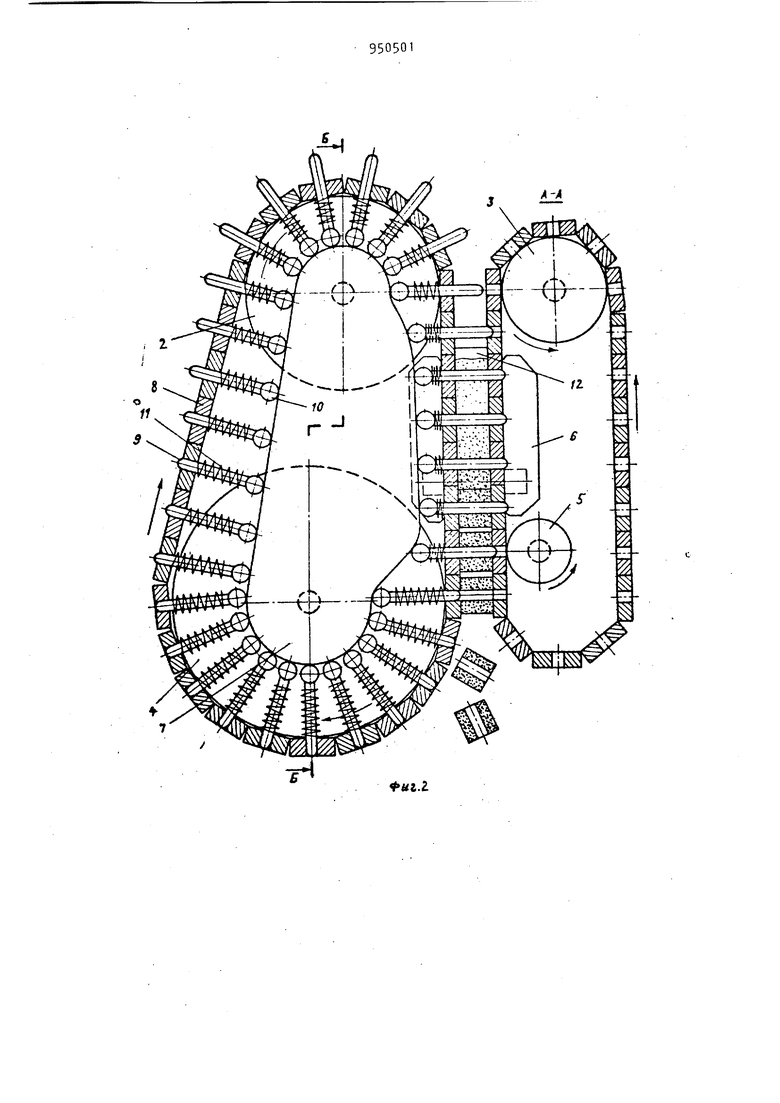
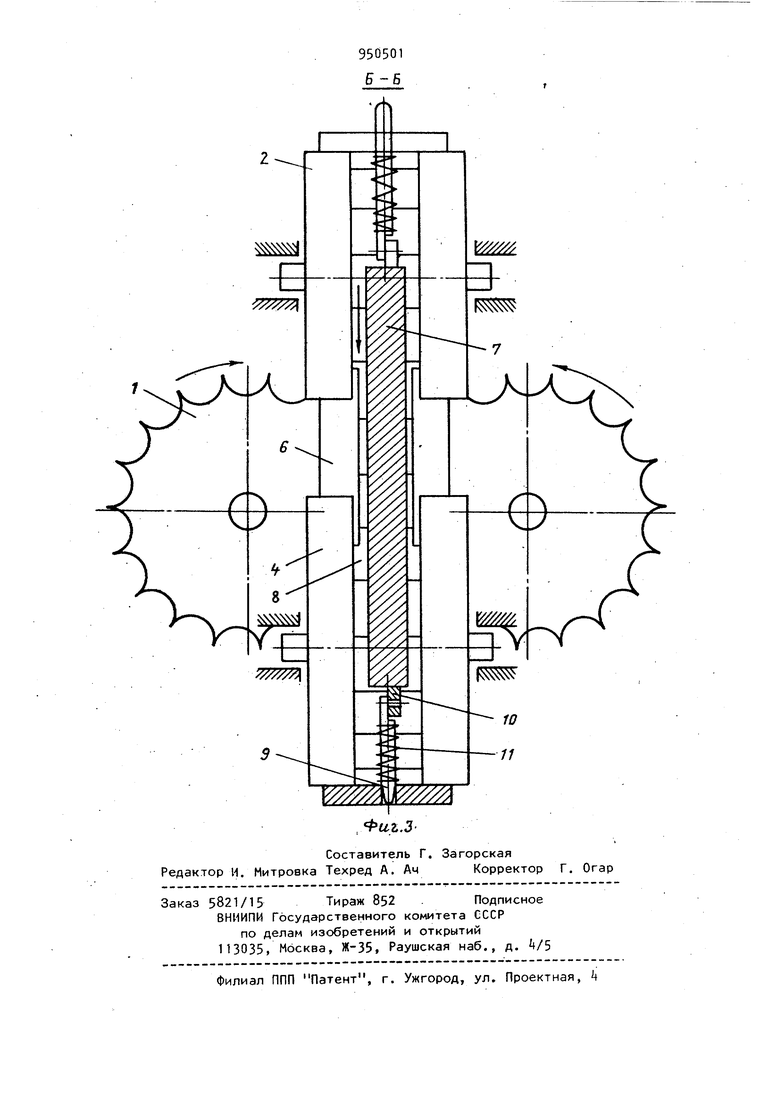
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления из поро ков брикетов с отверстиями. Известно устройство для формовани втулок из порошков, содержащее соосно установленные верхний пуансон, матрицу и размещенный в ней полый нижний пуансон . Недостатками этого устройства являются низкая производительность и значительный износ стенок .матрицы контактирующих с уплотняемым порошком. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для формования из порошка брикетов с отверстиями, содержащее валки с формообразующими ячейками на бочках, установленные с возможностью синхронного вращения вокруг своих осей навстречу друг другу, и штыри для формования отверстий в брикетах. Устройство отличается высокой произ- водительностью 2}. Недостаток известного устройства состоит в том, что оно не обеспечивает изготовление осесимметричных изделий со сквозными осевыми отверстиями и перпендикулярными оси этого отверстия плоскими торцами. Это вызвано тем, что невозможно обеспечить ввод штырей, установленных в отверстиях формообразующих ячеек одного из валков, в соответствующие ячейки другого валка, так как в противном случае в процессе уплотнения порошка вследствие вращения валков происходит поворот штырей внутри формообразующих ячеек и разрушение изготавливаемого изделия или искажение формы отверстия. Таким образом, известное устройство позволяет получить из порошков брикеты только с глухими , отверстиями. Целью изобретения является расширение технологических возможностей устройства. Поставленная цель достигается тем, что устройство для формова- . ния из порошка брикетов с отверстиями, содержащее валки с формообразующими ячейками на бочках, уста новленные с возможностью синхронного вращения вокруг своих осей навстречу друг другу, и штыри для формования отверстий в брикетах, снабжено опорными роликами, прижимными башмаками и замкнутыми подвижными контурами, охватывающими ролики и башмаки и вы полненными в виде связанных между со бой шарнирами жестких металлически звеньев плоской формы, причем конту установлены с возможностью прилегания внутреннихветвей к торцам боче валков и образования в рабочей зоне параллельных между собой и перпендикулярных осям валков плоскостей, звенья одного.контура выполнены с отверстиями, штыри установлены в зве ньях другого контура с возможностью расположения в рабочей зоне соосно с этими отверстиями и параллельно осям валков на расстоянии друг от друга, соответствующем шагу ячеек, измеренному по дуге вершин выступов бочки валка, а каждая ячейка выполне на по всей длине бочки с осью, параллельной осям валков На фиг. 1 представлена схема устройства, разрез; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.2. Устройство содержит два валка 1 с формообразующими цилиндрическими ячейками на бочках, выполненными по всей длине этих валков, консольно ус тановленные опорные ролики 2-5, два неподвижных прижиг4ных башмака 6, копир 7. Опорные ролики 2 и 4,прижимной башмак 6, копир 7, расположенные с одной стороны валков, а также ролики 3 и 5 и второй прижимной башмак 6 с другой стороны валков, охвачены, соответственно, замкнутыми кон турами, состоящими из связанных между собой шарнирами жестких металлических звеньев 8 плоской формы. Опор ные ролики и прижимные башмаки обеспечивают параллельность внутренних ветвей контуров между собой и прилегание этих ветвей, а следовательно, и звеньев 8 к торцам бочек валков ме ду их шейками. В звеньях замкнутого контура, охватывающего копир 7, установлены цилиндрические штыри 9, имеющие возможность возвратно-поступательного движения вдоль своих осей и обеспечивающие формование сквозных цилиндрических отверстий в получаемых изделиях. На конце каждого штыря смонтирован с возможностью вращения копирующий ролик 10, а сами штыри вставлены в пружины сжатия 11. Две щеки 12 совместно с внутренними параллельными ветвями контуров образуют загрузочный бункер, заполненный порошком. Устройство работает следующим образом. Валки 1 синхронно вращаются навстречу друг другу. Одновременно приводят в движение оба замкнутых контура. Причем линейная скорость звеньев 8 на участке с параллельными внутренними ветвями контуров равна окружной скорости вершин выступов валков. Движение контуров может осуществляться за Счет перемещения штырей сформованными втулками, находящимися в ячейках валков, с помощью зубчатой передачи от вращающихся валков, либо от индивидуального привода. Цилиндрические штыри 9, установленные в звеньях 8 одного из контуров, движутся совместно с этим контуром. Причем штыри постоянно прижаты с помощью пружин 11 через копирующие ролики 10 к копиру 7. Последний в начале участка с параллельными внутренними ветвями контуров обеспечивает ввод штырей 9 в соосные им отверстия другого контура. Порошок увлекается в очаг уплотнения и деформации движущимися контурами и вращающимися валками 1 , где и происходит формование брикетов. После этого в конце участка, с параллель ными ветвями контуров пружиной 11 осуществляется вывод штыря 9 из сформованного брикета, обеспечивающий свободное падение изделия в накопитель . Использование изобретения обеспечивает изготовление из порошков осесимметричных изделий со сквозными осе выми отверстиями -и плоскими торцами перпендикулярными оси отверстия, например цилиндрических и конических втулок, гранных и эллипсоидальных насадок катализаторов и других пористых изделий, т.е. технологические возможности устройства значительно расширяются.
Формула изобретения
Устройство для формования из порошка брикетов с отверстиями, содержащее валки с формообразующими ячейками на бочках, установленные с возможностью синхронного вращения вокруг осей навстречу друг другу, и штыри для формования .отверстий в брикетах, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снаб жено опорными роликами, прижимными башмаками и замкнутыми подвижными контурами,охватывающими ролики и башмаки и выполненными в виде связанных между собой шарнирами жестких металлических звеньев плоской формы, причем контуры установлены с возможностью прилегания внутренних ветвей
к торцам бочек валков и образования в рабочей зоне параллельных между собой и перпендикулярных осям валков плоскостей, звенья одного контура выполнены с отверстиями, штыри установлены в звеньях другого контура с возможностью расположения в рабочей зоне соосно с этими отверстиями и параллельно осям валков на расстоянии друг от друга, соответствующем шагу ячеек, измеренному по дуге вершин выступов бочки валка, а каждая выполнена по всей длине бочки с осью, параллельной осям валков.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 361898, кл. В 30 В 11/06, 1970.
2.Авторское свидетельство СССР № 512930, кл. В 30 В 11/12, 197.
«г.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования из порошка брикетов с отверстиями | 1982 |
|
SU1018803A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU986592A1 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU956149A1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1419808A2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛ ИЗ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1980 |
|
SU890605A1 |
| Устройство для прокатки порошка | 1983 |
|
SU1122423A1 |
| Устройство для прессования порошков | 1982 |
|
SU1097450A1 |
| Устройство для прокатки порошка | 1986 |
|
SU1382640A1 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2010726C1 |
| Устройство для непрерывного прессования изделий из порошка | 1981 |
|
SU973238A1 |