Область техники изобретения
[0001] Изобретение относится к способу изготовления листа подложки для декоративного напольного или настенного покрытия, декоративному напольному или настенному покрытию, содержащему лист подложки, и к способу изготовления декоративного напольного или настенного покрытия.
Предшествующий уровень техники
[0002] В документе EP 3326815A1 описан способ формирования слоистой структуры пластикового пола, включающий стадии:
A. формирования подложки с помощью экструдера таким образом, чтобы цельной экструзией формировалась подложка, содержащая по меньшей мере два листа, при этом по меньшей мере два листа представляют собой первый лист и второй лист, которые складываются вместе;
B. подачи печатного слоя, при этом на печатном слое напечатаны узоры и он подается на роликовый узел с помощью второго механизма прокатки и второго прижимного механизма;
C. подачи абразивостойкого слоя, при этом абразивостойкий слой подается на роликовый узел с помощью второго механизма прокатки и второго прижимного механизма прокатного конвейера; и
D. прижимной прокатки подложки, печатного слоя и абразивостойкого слоя друг к другу с помощью роликового узла таким образом, чтобы сформировать пластиковый пол, и пластиковый пол убирают и нарезают в соответствии с требуемыми размерами.
Общее описание
[0003] Первый аспект настоящего изобретения относится к способу изготовления листа подложки для декоративного напольного или настенного покрытия. Указанный способ включает обеспечение первой термопластичной композиции, содержащей переработанные гранулы поливинилхлорида (ПВХ), причем первая термопластичная композиция имеет оттенок, и обеспечение второй термопластичной композиции. Указанный способ дополнительно включает подмешивание затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую определенный оттенок. Первая термопластичная композиция, имеющая определенный оттенок, соэкструдирована со второй композицией с образованием первого и второго смежных соэкструдированных слоев. Первый соэкструдированный слой представляет собой опорный слой, имеющий указанный определенный оттенок. Опорный слой содержит первую термопластичную композицию. Второй соэкструдированный слой представляет собой слой для цифровой печати. Слой для цифровой печати содержит вторую термопластичную композицию. Подмешивание затемнителя к первой термопластичной композиции осуществляют целенаправленно для получения указанного определенного оттенка, который известен (заранее определен), т. е. желаемого оттенка. Другими словами, указанный определенный оттенок является целевым параметром (определенный целевой оттенок) подмешивания затемнителя.
[0004] В контексте настоящего документа термопластичная композиция представляет собой пластичную полимерную композицию, которая становится податливой или формуемой выше определенной температуры и затвердевает при охлаждении.
[0005] Переработанный ПВХ может происходить из множества источников (например, изделия из ПВХ или полуобработанные изделия из ПВХ). Поэтому состав, цвет, оттенок, геометрия, размер, физические и/или химические свойства переработанных гранул ПВХ могут значительно варьироваться. Обычно размер гранул ПВХ составляет менее 1000 мкм, предпочтительно менее 800 мкм и еще более предпочтительно менее 300 мкм. Размер гранул ПВХ может быть измерен с помощью сита.
[0006] В контексте настоящего документа цвет объекта является свойством объекта вызывать различные ощущения в глазах в результате того, как он отражает или испускает свет (например, синий). Оттенок является относительной темнотой цвета (например, светло-синий, темно-синий).
[0007] В контексте настоящего документа опорный слой представляет собой слой, который обеспечивает структурную поддержку (например, жесткость) для листа подложки, а также для готового декоративного напольного или настенного покрытия.
[0008] В контексте настоящего документа слой для цифровой печати представляет собой слой, который является предпочтительно по существу белым, т. е. имеет яркость L*, определенную в цветовом пространстве CIELAB, более 80, предпочтительно более 85 и еще более предпочтительно более 90. Слой для цифровой печати предпочтительно имеет заранее определенный оттенок, который ярче, чем указанный определенный оттенок первой термопластичной композиции. Согласно варианту осуществления слой для цифровой печати обладает поверхностной энергией, находящейся в интервале 15-60 мН/м, предпочтительно в интервале 20-50 мН/м и еще более предпочтительно в интервале 25-40 мН/м. Слой для цифровой печати может иметь шероховатость поверхности Ra менее 0,5 мкм, предпочтительно менее 0,3 мкм и еще более предпочтительно менее 0,2 мкм. Слой для цифровой печати может иметь шероховатость поверхности Rz менее 5 мкм, предпочтительно менее 3 мкм и еще более предпочтительно менее 2 мкм. Шероховатость поверхности измеряется в соответствии с ISO 4288:1996. Согласно варианту осуществления слой для цифровой печати имеет значение блеска при 60°, находящееся в интервале 10-90, предпочтительно в интервале 20-80 и еще более предпочтительно в интервале 25-75. Значение блеска измеряется в соответствии с EN ISO 2813:2014. Непрозрачность слоя для цифровой печати может составлять более 90%, предпочтительно более 95% и еще более предпочтительно более 97%. Непрозрачность слоя для цифровой печати измеряется в соответствии с DIN 53146. Непрозрачность O представляет собой соотношение между отражательной способностью Ro и отражательной способностью R∞: O = Ro / R∞, где отражательная способность Ro представляет собой отражательную способность слоя для цифровой печати над идеальным черным цветом, а отражательная способность R∞ представляет собой отражательную способность того же слоя для цифровой печати на стопке идентичных слоев для цифровой печати, толщина которой настолько велика, что она непрозрачна. В DIN 53145 определяют требования для определения коэффициента отражения Ro и коэффициента отражения R∞.
[0009] Первая термопластичная композиция предпочтительно основана на ПВХ. Первая термопластичная композиция может представлять собой смесь, содержащую первичный ПВХ и переработанный ПВХ. Альтернативно или дополнительно к первичному ПВХ первая термопластичная композиция может содержать следующие первичные полимеры: ПЭ (полиэтилен, включая ПЭНП (полиэтилен низкой плотности), ПЭВП (полиэтилен высокой плотности) и т. д.), АБС-пластик (акрилонитрил бутадиен стирол), ПП (полипропилен), поливинилацетат (ПВА), поливиниловый спирт (ПВС), другие виниловые и винилиденовые (со)полимеры, полистирол (ПС), сополимеры стирола, сополимеры пропилена, сложные полиэфиры, акрилы, полиамид, поликарбонат (ПК), полиимид, полисульфон или их комбинация. Первая термопластичная композиция предпочтительно обеспечивается в виде суспензионного ПВХ (С-ПВХ), содержащего переработанные гранулы ПВХ.
[0010] В контексте настоящего документа термин “затемнитель” относится к веществу, придающему более темный оттенок первой термопластичной композиции. Затемнители обычно применяются в различных формах, например, в форме дискретных частиц, дисперсионной форме и/или форме растворов. Затемнитель может включать пигменты (органические или неорганические) и/или красители. Предпочтительны пигменты. Иллюстративные пигменты включают пигменты: углеродная сажа (carbon black), черный железооксидный (iron oxide black), жженая кость (bone black), ламповая сажа (lamp black), слоновая сажа (ivory black). Пигмент углеродная сажа предпочтителен.
[0011] Следует отметить, что настоящее изобретение позволяет изготавливать гораздо более универсальные листы подложки без обязательного увеличения их производственной стоимости. Действительно, применение переработанного ПВХ позволяет пропорционально уменьшить количество первичного материала в готовом продукте. Заявитель обнаружил, что точный контроль оттенка опорного слоя (содержащего переработанный ПВХ), который находится под слоем для цифровой печати и декором, нанесенным цифровой печатью, значительно улучшает постоянство качества готового декоративного напольного или настенного покрытия, например, в течение нескольких производственных партий. Например, две разные плитки готового декоративного напольного или настенного покрытия, имеющие одинаковый декор и слой для цифровой печати, могут выглядеть глобально или локально по-разному (например, темнее, ярче) из-за переработанного ПВХ, происходящего из разных источников, и, следовательно, имеющего, например, разные композиции, цвета, оттенки. Кроме того, цифровая печать декора обеспечивает большую гибкость с точки зрения печатных узоров, особенно по сравнению с каландрированием печатного слоя, как предложено в EP 3326815A1. Узоры также можно легко изменить, даже на ходу, настроив цифровой принтер.
[0012] Предпочтительно стадию подмешивания затемнителя осуществляют так, чтобы пигменты были плотно упакованы внутри опорного слоя, чтобы они не могли наезжать друг на друга.
[0013] Согласно варианту осуществления стадия подмешивания затемнителя включает добавление затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую более темный оттенок, и сравнение более темного оттенка с указанным определенным оттенком. На основании сравнения, при необходимости, повторяют вышеуказанные стадии до получения первой термопластичной композиции, имеющей определенный оттенок. В одном варианте осуществления стадию сравнения более темного оттенка с указанным определенным оттенком осуществляют следующим образом. Образец первой термопластичной композиции, имеющей более темный оттенок, сравнивают с эталонным образцом, имеющим указанный определенный оттенок. Если более темный оттенок и указанный определенный оттенок не совпадают в определенных пределах, считается, что более темный оттенок соответствует указанному определенному оттенку. Таким образом, стадии добавления затемнителя и сравнения полученного более темного оттенка не повторяют. Если несовпадение больше, чем определенные пределы, считается, что более темный оттенок не соответствует указанному определенному оттенку. Вышеуказанные стадии повторяют. Другими словами, совпадающее допустимое отклонение указанного определенного оттенка может быть применено для определения того, следует ли повторять вышеуказанные стадии или нет. В контексте настоящего документа полагают, что оттенок, находящийся внутри совпадающего допустимого отклонения указанного определенного оттенка, совпадает с указанным определенным оттенком в пределах совпадающего допустимого отклонения. Во втором варианте осуществления может быть получено множество образцов первой термопластичной композиции, каждый из которых имеет различные более темные оттенки (полученные путем добавления различных количеств затемнителя). Каждый из образцов сравнивают с эталонным образцом, имеющим указанный определенный оттенок. Выбирают образец, имеющий более темный оттенок, совпадающий с указанным определенным оттенком в пределах указанного совпадающего допустимого отклонения. В случае если ни один образец не совпадает в пределах указанного допустимого отклонения, вышеуказанную стадию повторяют со множеством других образцов, имеющих более темные оттенки, находящиеся между двумя образцами, расположенными ближе всего с точки зрения оттенка. Один из двух выбранных ближайших образцов имеет более светлый оттенок, чем указанный определенный оттенок, а другой из двух ближайших образцов имеет более темный оттенок, чем указанный определенный оттенок. В конце стадии подмешивания известно количество затемнителя, добавляемого для получения первой термопластичной композиции, имеющей определенный оттенок.
[0014] Предпочтительно совпадающее допустимое отклонение устанавливается таким образом, что указанный определенный оттенок “s” (( в цветовом пространстве CIELAB) и более темный оттенок “d” ((
в цветовом пространстве CIELAB) и более темный оттенок “d” (( в цветовом пространстве CIELAB) отличаются друг от друга на значение ΔE не более 5, предпочтительно на значение ΔE не более 3, более предпочтительно на значение ΔE не более 1, где ΔE вычисляют в соответствии формулой ΔE =
в цветовом пространстве CIELAB) отличаются друг от друга на значение ΔE не более 5, предпочтительно на значение ΔE не более 3, более предпочтительно на значение ΔE не более 1, где ΔE вычисляют в соответствии формулой ΔE =  .
.
[0015] В соответствии с вариантом осуществления стадию подмешивания затемнителя к первой термопластичной композиции осуществляют в виде петли отрицательной обратной связи для получения первой термопластичной композиции, имеющей указанный определенный оттенок, посредством добавления затемнителя к первой термопластичной композиции. Количество затемнителя, добавляемого к первой термопластичной композиции, определяют с помощью петли отрицательной обратной связи таким образом, что оттенок первой термопластичной композиции все больше и больше имеет тенденцию к указанному определенному оттенку после каждой итерации, до тех пор, пока оттенок первой термопластичной композиции не будет совпадать с указанным определенным оттенком в пределах совпадающего допустимого отклонения.
[0016] Можно рассмотреть несколько способов определения оттенка образцов. Например, можно применять спектрофотометр. Альтернативно или дополнительно, можно применять калиброванную камеру для получения цифровых изображений образца в контролируемой среде (например, освещение).
[0017] Первая термопластичная композиция может содержать 10-50 мас.%, предпочтительно 15-35 мас.%, более предпочтительно 17-32 мас.% переработанных гранул ПВХ.
[0018] Первая термопластичная композиция может содержать 30-70 мас.%, предпочтительно 35-65 мас.%, более предпочтительно 45-55 мас.% одного или более наполнителей.
[0019] Один или более наполнителей могут представлять собой один или более органических и/или неорганических наполнителей, например, выбранных из группы, состоящей из боксита, талька, слюды, доломита, барита, каолина, диоксида кремния, стекла, карбоната кальция, мела, коллоидного или аморфного диоксида кремния, оксида магния, глины или любой их комбинации. Примерами органических наполнителей являются целлюлозные или полимерные волокна (например, древесная мука или опилки).
[0020] Первая термопластичная композиция может содержать 0,01-0,1 мас.%, предпочтительно 0,02-0,075 мас.%, более предпочтительно 0,025-0,05 мас.% затемнителя.
[0021] Второй соэкструдированный слой может иметь толщину, находящуюся в интервале 0,1-5 мм, предпочтительно в интервале 0,1-3 мм, более предпочтительно в интервале 0,1-1 мм, еще более предпочтительно в интервале 0,1-0,3 мм.
[0022] Первый соэкструдированный слой может иметь толщину, находящуюся в интервале 2-15 мм, предпочтительно в интервале 3-12 мм, более предпочтительно в интервале 4-10 мм.
[0023] Второй аспект настоящего изобретения относится к способу изготовления декоративного напольного или настенного покрытия. Указанный способ включает предоставление листа подложки в соответствии с первым аспектом настоящего изобретения и цифровой печати декора на слое для цифровой печати.
[0024] В контексте настоящего документа цифровая печать относится к способам печати цифрового изображения на листе подложки, более конкретно на слое для цифровой печати. Примеры способов цифровой печати включают струйную печать и лазерную печать. При струйной печати изображение формируется посредством проецирования капель чернил на слой для цифровой печати. Чернила могут содержать пигменты и/или краски в качестве красителей.
[0025] Декор предпочтительно печатается непосредственно на слой для цифровой печати.
[0026] Способ может включать нанесение износостойкого слоя на, предпочтительно непосредственно на, декор, нанесенный цифровой печатью. Износостойкий слой может быть полупрозрачным или прозрачным.
[0027] В контексте настоящего документа прозрачный слой представляет собой слой, который позволяет пропускать свет, по существу, не влияя на него. Полупрозрачный слой частично позволяет пропускать свет, но не позволяет объектам четко просматриваться через слой.
[0028] Способ может включать нанесение верхнего слоя на основе полиуретана. В соответствии с вариантом осуществления верхний слой на основе полиуретана наносится предпочтительно непосредственно на износостойкий слой. Верхний слой на основе полиуретана может быть получен из влагоотверждаемой композиции, отверждаемой радиацией (например, УФ-отверждаемой композиции) композиции или композиции со 100% содержанием твердых веществ. Композиции со 100% содержанием твердых веществ относится к композиции, по существу не содержащей нереакционноспособных растворителей (например, не содержащей воды или другого (органического) растворителя). Верхний слой на основе полиуретана может быть полупрозрачным или прозрачным. Верхний слой на основе полиуретана может представлять собой полиуретановый верхний слой.
[0029] Износостойкий слой и верхний слой на основе полиуретана могут быть нанесены любыми известными способами в данной области техники, например, каландрированием, экструзионным покрытием, распределением композиции и ее отверждением. Распределение композиции может быть, например, выполнено путем нанесения покрытия, гладким валком, наливом, воздушным шабером, распылением и их комбинациями. Затвердение композиции может быть осуществлено, например, путем УФ-отверждения для УФ-отверждаемых композиций, мгновенным испарением для суспензий на водной основе.
[0030] Предпочтительно декор имеет толщину, находящуюся в интервале 0,05-1 мм, предпочтительно в интервале 0,1-0,8 мм, более предпочтительно в интервале 0,2-0,7 мм. В соответствии с вариантом осуществления декор наносят цифровой печатью на слой для цифровой печати согласно узору. В соответствии с вариантом осуществления слой для цифровой печати не полностью покрыт декором. Другими словами, узор содержит одну или более пустот. В случае декора с узором зоны, где декор наносится цифровой печатью, могут иметь толщину, как указано выше. Декор может быть с одно-, двух- или трехмерным узором. Декор может быть полупрозрачным.
[0031] Третий аспект настоящего изобретения относится к декоративному напольному или настенному покрытию, полученному способом в соответствии со вторым аспектом настоящего изобретения.
Краткое описание графических материалов
[0032] В качестве примера предпочтительные, неограничивающие варианты осуществления изобретения будут подробно описаны со ссылкой на прилагаемые графические материалы, на которых:
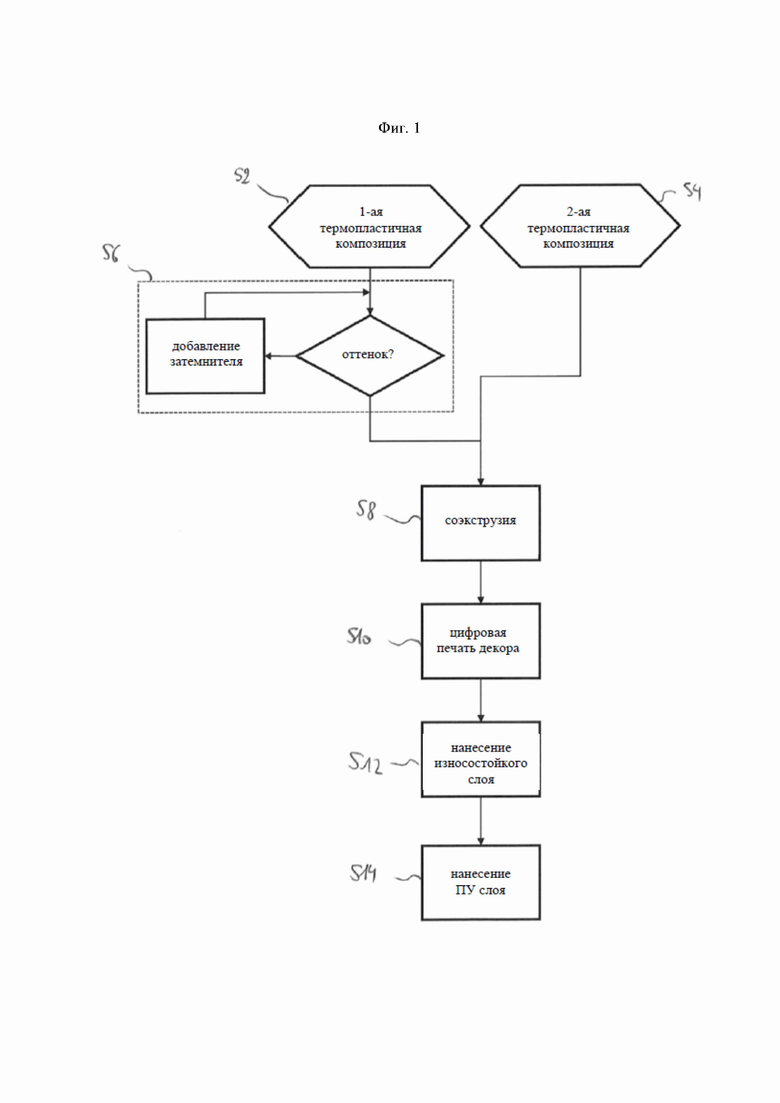
Фиг. 1: представлена блок-схема способа изготовления многослойного декоративного напольного или настенного покрытия в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
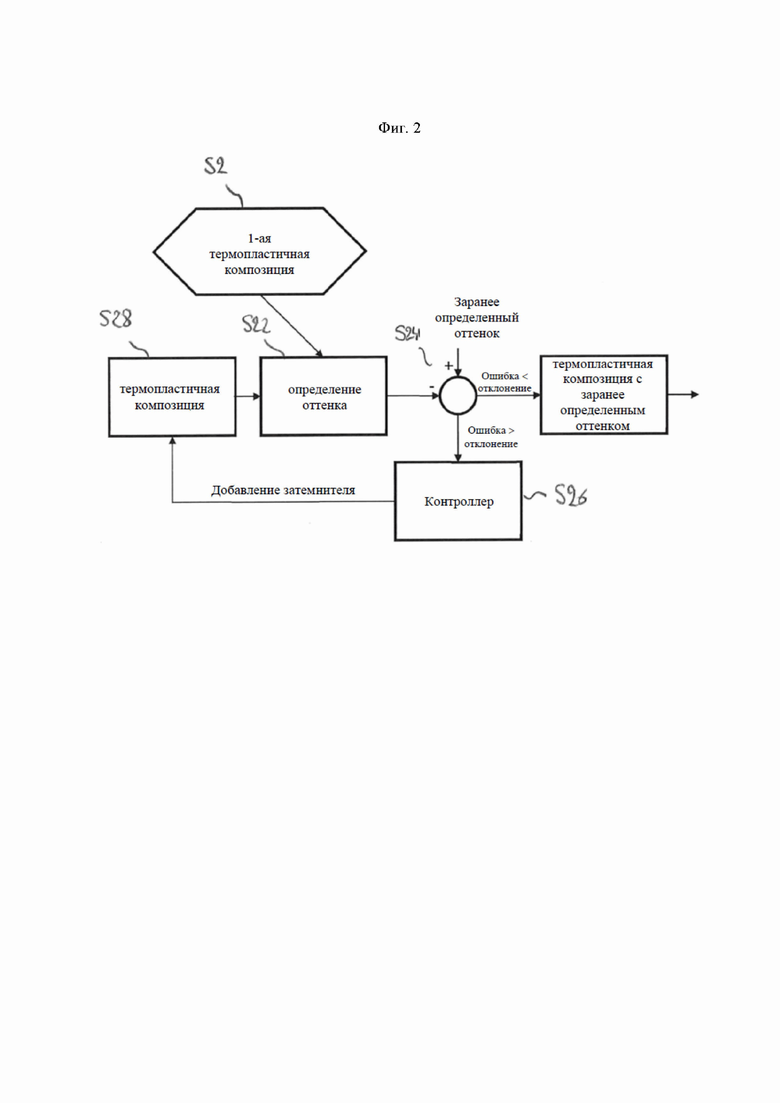
Фиг. 2: представлена блок-схема способа получения термопластичной композиции, имеющей определенный оттенок;
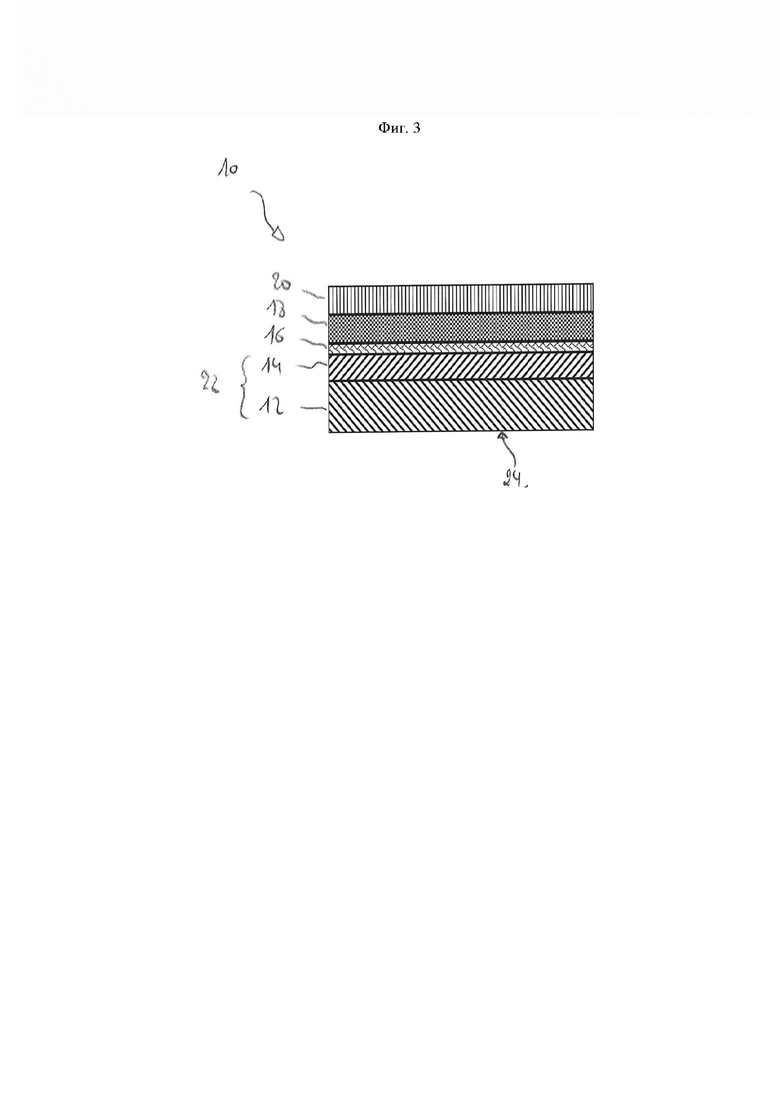
Фиг. 3: представлен поперечный разрез части многослойного декоративного напольного или настенного покрытия в соответствии с вариантом осуществления настоящего изобретения; и
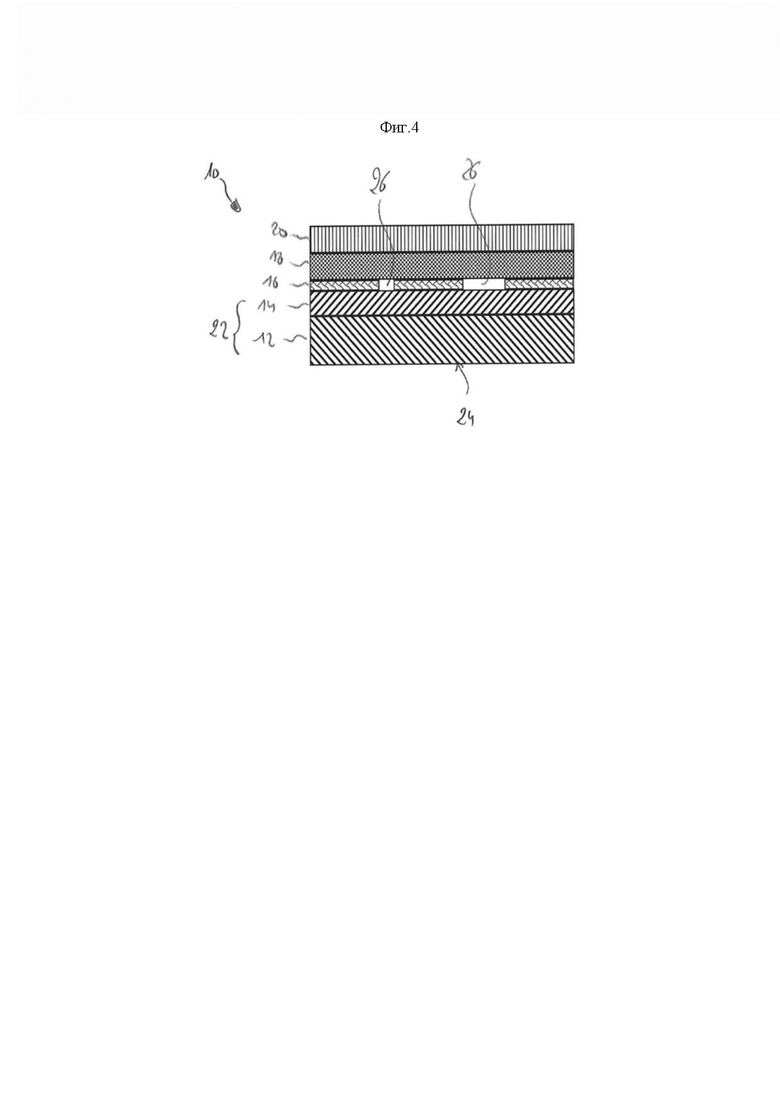
Фиг. 4: представлен поперечный разрез части многослойного декоративного напольного или настенного покрытия в соответствии с другим вариантом осуществления настоящего изобретения.
[0033] Обращаем внимание читателя на то, что чертежи не масштабированы. Кроме того, для ясности, соотношения между высотой, длиной и/или шириной могут быть представлены неправильно.
Подробное описание предпочтительных вариантов осуществления изобретения
[0034] На Фиг. 1 показан способ изготовления многослойного декоративного напольного или настенного покрытия в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Указанный способ включает обеспечение (S2) первой термопластичной композиции, содержащей переработанные гранулы ПВХ, и обеспечение второй термопластичной композиции, обе композиции будут соэкструдированы на более поздней стадии с образованием первого и второго смежных соэкструдированных слоев.
[0035] Первая термопластичная композиция также содержит первичный ПВХ (например, суспензионный ПВХ (С-ПВХ), микросуспензионный ПВХ, эмульсионный ПВХ) и наполнитель. Кроме того, первая термопластичная композиция может содержать одну или более добавок, таких как модифицирующие добавки, технологические добавки, (окисленный) полиэтиленовый воск (ПЭ воск) и стеариновая кислота. Первая термопластичная композиция содержит 10-50 мас.%, предпочтительно 15-35 мас.%, более предпочтительно 17-32 мас.% переработанных гранул ПВХ. Соотношение первичного ПВХ и переработанного ПВХ находится в интервале 0,5-1,5, предпочтительно в интервале 0,75-1,25. Первая термопластичная композиция содержит 30-70 мас.%, предпочтительно 35-65 мас.%, более предпочтительно 45-55 мас.% одного или более наполнителей.
[0036] Гранулы ПВХ могут происходить из различных продуктов (например, переработанных напольных или настенных покрытий, труб, мебели и т. д.). Поэтому химический состав и физические свойства (например, содержание пластификатора, оттенок, содержание добавок и т. д.) таких гранул ПВХ можно точно контролировать только в той степени, в которой точно известна смесь переработанных гранул ПВХ. Кроме того, поскольку первая термопластичная композиция предназначена для соэкструзии, химический состав гранул ПВХ может варьироваться от партии к партии.
[0037] На следующей стадии (S6) к первой термопластичной композиции добавляют затемнитель таким образом, чтобы получить первую термопластичную композицию, имеющую определенный оттенок. Из этого следует, что в конце стадии S6 первая термопластичная композиция имеет определенный оттенок, независимо от химического состава гранул ПВХ.
[0038] Затем первую и вторую термопластичные композиции соэкструдируют (S8) с образованием первого и второго смежных соэкструдированных слоев. Первый соэкструдированный слой представляет собой опорный слой, содержащий первую термопластичную композицию. Второй соэкструдированный слой представляет собой по существу белый слой для цифровой печати. Второй соэкструдированный слой содержит вторую термопластичную композицию.
[0039] Первый соэкструдированный слой имеет толщину, находящуюся в интервале 2-15 мм, предпочтительно в интервале 3-12 мм, более предпочтительно в интервале 4-10 мм. Второй соэкструдированный слой имеет толщину, находящуюся в интервале 0,1-5 мм, предпочтительно в интервале 0,1-3 мм, более предпочтительно в интервале 0,1-1 мм, еще более предпочтительно в интервале 0,1-0,3 мм. Следует отметить, что в целом желательно, чтобы толщина опорного слоя была больше толщины слоя для цифровой печати. Действительно, производственные затраты на слои для цифровой печати, содержащие только первичный ПВХ и не содержащие переработанный ПВХ, обычно намного выше, чем производственные затраты на опорные слои. Например, соотношение толщины слоя для цифровой печати и толщины опорного слоя может находиться в интервале 0,05-0,5, предпочтительно в интервале 0,1-0,4 и более предпочтительно в интервале 0,15-0,3. В конце стадии S8 получают лист подложки.
[0040] Способ включает цифровую печать (S10) декора непосредственно на слое для цифровой печати листа подложки. Цифровая печать может осуществляться с помощью струйной печати или лазерной печати или их комбинации. Декор может быть либо в виде слоя, предпочтительно слоя, имеющего равномерную толщину, либо в виде узора. Узор может представлять собой естественный дизайн, например, дерево или камень. Декоративный узор также может быть фантазийным дизайном или фотографией.
[0041] Затем на декор может быть нанесен (стадия S12) износостойкий слой с последующим нанесением на износостойкий слой полиуретанового верхнего покрытия (стадия S14). Один или другие слои могут быть пропущены.
[0042] Износостойкий слой и полиуретановый слой могут быть нанесены, например, с помощью каландрирования, горячего прессования или любым другим способом, известным в данной области техники.
[0043] Износостойкий слой и полиуретановый слой являются прозрачными или полупрозрачными, поэтому декор виден, если смотреть сверху на декоративное напольное или настенное покрытие.
[0044] Следует отметить, что точный контроль оттенка опорного слоя позволяет обеспечить декоративные напольные или настенные покрытия, содержащие переработанный ПВХ, декором, не имеющим или имеющим незначительные различия в оттенке, даже когда переработанный ПВХ происходит из различных источников. Это особенно актуально для очень тонких слоев для цифровой печати. Другими словами, затемнение опорного слоя позволяет обеспечить белые слои для цифровой печати, имеющие улучшенное постоянство цифровой печати, что, в свою очередь, позволяет обеспечить декоративные напольные или настенные покрытия, не имеющие или имеющие незначительные различия в оттенке от одной соэкструзионной партии к другой.
[0045] Со ссылкой на Фиг. 2 подробно описан способ получения первой термопластичной композиции, имеющей определенный оттенок в соответствии с вариантом осуществления настоящего изобретения.
[0046] На стадии S22 определяют оттенок первой термопластичной композиции (S2). Эту стадию можно осуществлять различными путями. Например, для определения оттенка первой термопластичной композиции может быть применен спектрофотометр. Дополнительно или в качестве альтернативы для получения цифровых изображений композиции в контролируемом освещении можно применять калиброванную цифровую камеру. Затем цифровое изображение обрабатывают для определения оттенка первой термопластичной композиции, в частности определяют триплет ( в цветовом пространстве CIELAB первой термопластичной композиции. Предпочтительно совпадающее допустимое отклонение устанавливается таким образом, что указанный определенный оттенок “s” ((в цветовом пространстве CIELAB) и более темный оттенок “d” ((в цветовом пространстве CIELAB) отличаются друг от друга на значение ΔE не более 5, предпочтительно на значение ΔE не более 3, еще более предпочтительно на значение ΔE не более 1, где ΔE вычисляют в соответствии с формулой ΔE = .
в цветовом пространстве CIELAB первой термопластичной композиции. Предпочтительно совпадающее допустимое отклонение устанавливается таким образом, что указанный определенный оттенок “s” ((в цветовом пространстве CIELAB) и более темный оттенок “d” ((в цветовом пространстве CIELAB) отличаются друг от друга на значение ΔE не более 5, предпочтительно на значение ΔE не более 3, еще более предпочтительно на значение ΔE не более 1, где ΔE вычисляют в соответствии с формулой ΔE = .
[0047] Определенный оттенок первой термопластичной композиции затем сравнивают с указанным определенным оттенком (S24), имеющим триплет ( в цветовом пространстве CIELAB. На этой стадии определяют, совпадает ли оттенок первой термопластичной композиции с указанным определенным оттенком в пределах совпадающего допустимого отклонения. В частности, расстояние ΔE между оттенком первой термопластичной композиции и указанным определенным оттенком определяют в соответствии с формулой ΔE = . Совпадающее допустимое отклонение ΔEmax указывает максимальное значение ΔE для определения того, совпадает ли первая термопластичная композиция с указанным определенным оттенком в пределах допустимого отклонения. Совпадающее допустимое отклонение ΔEmax может быть равно 5, предпочтительно равно 3, еще более предпочтительно равно 1. Если оттенки совпадают с совпадающим допустимым отклонением (т. е. ΔE ≤ ΔEmax), получают первую термопластичную композицию, имеющую указанный определенный оттенок. Если это не так (т. е. ΔE больше ΔEmax), контроллер (S26) дает команду приводу добавить затемнитель в термопластичную композицию (S28). Термопластичная композиция теперь имеет более темный оттенок, чем раньше. Стадии S22-S26 повторяют, пока оттенок термопластичной композиции не будет совпадать с указанным определенным оттенком в пределах совпадающего допустимого отклонения.
в цветовом пространстве CIELAB. На этой стадии определяют, совпадает ли оттенок первой термопластичной композиции с указанным определенным оттенком в пределах совпадающего допустимого отклонения. В частности, расстояние ΔE между оттенком первой термопластичной композиции и указанным определенным оттенком определяют в соответствии с формулой ΔE = . Совпадающее допустимое отклонение ΔEmax указывает максимальное значение ΔE для определения того, совпадает ли первая термопластичная композиция с указанным определенным оттенком в пределах допустимого отклонения. Совпадающее допустимое отклонение ΔEmax может быть равно 5, предпочтительно равно 3, еще более предпочтительно равно 1. Если оттенки совпадают с совпадающим допустимым отклонением (т. е. ΔE ≤ ΔEmax), получают первую термопластичную композицию, имеющую указанный определенный оттенок. Если это не так (т. е. ΔE больше ΔEmax), контроллер (S26) дает команду приводу добавить затемнитель в термопластичную композицию (S28). Термопластичная композиция теперь имеет более темный оттенок, чем раньше. Стадии S22-S26 повторяют, пока оттенок термопластичной композиции не будет совпадать с указанным определенным оттенком в пределах совпадающего допустимого отклонения.
[0048] Следует отметить, что способ, определенный на стадиях S22-S28, может быть осуществлен на образце, взятом из первой термопластичной композиции. Контроллер хранит количество затемнителя, необходимое для получения первой термопластичной композиции, имеющей указанный определенный оттенок. Пропорция затемнителя, добавляемого к первой термопластичной композиции, известна.
[0049] Способ получения первой термопластичной композиции, имеющей определенный оттенок, также может быть осуществлен по-разному. Например, из первой термопластичной композиции может быть извлечено множество образцов. Каждый из образцов обеспечен различным количеством затемнителя (например, в увеличивающейся последовательности). Затем определяют оттенок каждого из образцов, например, спектрофотометром или калиброванной цифровой камерой, и сравнивают, как указано выше. Оттенок каждого из образцов даже может быть определен путем визуального осмотра. Выбирают образец, имеющий оттенок, который совпадает с указанным определенным оттенком в пределах совпадающего допустимого отклонения, или наиболее близкий к указанному определенному оттенку. Таким же образом, как и ранее, простым перекрестным умножением получают количество затемнителя, добавляемого к первой термопластичной композиции. Следует отметить, что в варианте осуществления, в котором выбран наиболее близкий образец, количество образцов (и, следовательно, оттенков) должно быть достаточно большим, чтобы выбранный оттенок был очень близок к указанному определенному оттенку. Например, могут быть получены пятьдесят образцов с различными количествами затемнителя для получения пятидесяти оттенков серого для сравнения.
[0050] Примеры напольного или настенного покрытия 10 в соответствии с вариантами осуществления изобретения изображены на Фиг. 3 и 4. Снизу вверх напольное или настенное покрытие 10 содержит: опорный слой 12, слой для цифровой печати 14, декор 16, износостойкий слой 18 и верхний ПУ (полиуретановый) слой 20. Опорный слой 12 и слой для цифровой печати 14 образуют соэкструдированный лист подложки 22. При установке напольного или настенного покрытия 10 нижняя поверхность 24 опорного слоя 12 прикладывается на пол или стену.
[0051] Вариант осуществления, изображенный на Фиг. 4, отличается от варианта осуществления, изображенного на Фиг. 3, тем, что декор с узором (см., например, зоны 26, которые остаются нетронутыми декором). Следует отметить, что зоны 26 могут быть заполнены износостойким слоем, например, в случае, когда композиция для образования износостойкого слоя наносится в жидком состоянии на декор, тем самым заполняя зазоры, определенные зонами 26.
[0052] Возможная термопластичная композиция для опорного слоя представлена ниже в табл. 1.
Таблица 1
[0053] Возможная термопластичная композиция для слоя для цифровой печати представлена ниже в табл. 2.
Таблица 2
[0054] Массовые проценты в табл. 1 приведены в отношении термопластичной композиции (для опорного слоя или слоя для цифровой печати) в целом. Первичный ПВХ представляет собой VYNOVA S6760 (Vynova). Стабилизатор представляет собой Mark CZ 2081 (Galata). Модифицирующая добавка представляет собой Durastrength 200 от Arkema. Технологическая добавка представляет собой LG PA912 от LG. Наполнитель представляет собой OMYA BL20 от OMYA. ПЭ воск представляет собой LUWAX A от BASF. Компатибилизатор наполнителя представляет собой Viscowax 443 от Innospec. Стеариновая кислота представляет собой стеарин RG от Brenntag. Осветлитель представляет собой Biel tytanowa RFC 5 от Tytanpol (пигмент). Затемнитель представляет собой углеродную сажу коракс от Orion.
[0055] Несмотря на то, что определенные варианты осуществления были подробно описаны в настоящем документе, специалистам в данной области техники будет ясно, что различные модификации и альтернативы этим описаниям могут быть разработаны в свете общих принципов раскрытия. Соответственно, частные раскрытые решения предназначены только для иллюстрации и не ограничивают объем изобретения, который должен быть приведен в полном объеме прилагаемой формулы изобретения и любых и всех ее эквивалентов.
Изобретение относится к способу изготовления листа подложки для декоративного напольного или настенного покрытия. Способ изготовления листа подложки для декоративного напольного или настенного покрытия включает: обеспечение первой термопластичной композиции, содержащей переработанные гранулы ПВХ (поливинилхлорид), причем первая термопластичная композиция имеет оттенок; подмешивание затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую определенный оттенок, при этом указанный определенный оттенок представляет собой заранее определенный целевой оттенок, а стадия подмешивания затемнителя включает: a) добавление затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую более темный оттенок; b) сравнение более темного оттенка с указанным определенным оттенком; и c) на основании сравнения, при необходимости, повторение стадий а) и b) до получения первой термопластичной композиции, имеющей определенный оттенок; обеспечение второй термопластичной композиции; соэкструзию первой термопластичной композиции, имеющей указанный определенный оттенок, со второй композицией с образованием первого и второго смежных соэкструдированных слоев, где первый соэкструдированный слой представляет собой опорный слой, имеющий указанный определенный оттенок, причем первый соэкструдированный слой содержит первую термопластичную композицию, и где второй соэкструдированный слой представляет собой слой для цифровой печати, причем второй соэкструдированный слой содержит вторую термопластичную композицию. Также изобретение относится к способу изготовления декоративного напольного или настенного покрытия, включающему: обеспечение листа подложки, изготовленного способом по изготовлению листа подложки для декоративного напольного или настенного покрытия; и цифровую печать декора на слое для цифровой печати. Дополнительно изобретение относится к декоративному напольному или настенному покрытию, полученному способом изготовления декоративного напольного или настенного покрытия. Технический результат изобретения заключается в предложении способа изготовления листа подложки для декоративного напольного или настенного покрытия, позволяющего изготавливать гораздо более универсальные листы подложки без обязательного увеличения их производственной стоимости, и в предложении способа изготовления декоративного напольного или настенного покрытия, при этом точный контроль оттенка опорного слоя, содержащего переработанный ПВХ, который находится под слоем для цифровой печати и декором, нанесенным цифровой печатью, значительно улучшает постоянство качества готового декоративного напольного или настенного покрытия в течение нескольких производственных партий. 3 н. и 23 з.п. ф-лы, 4 ил., 2 табл., 2 пр.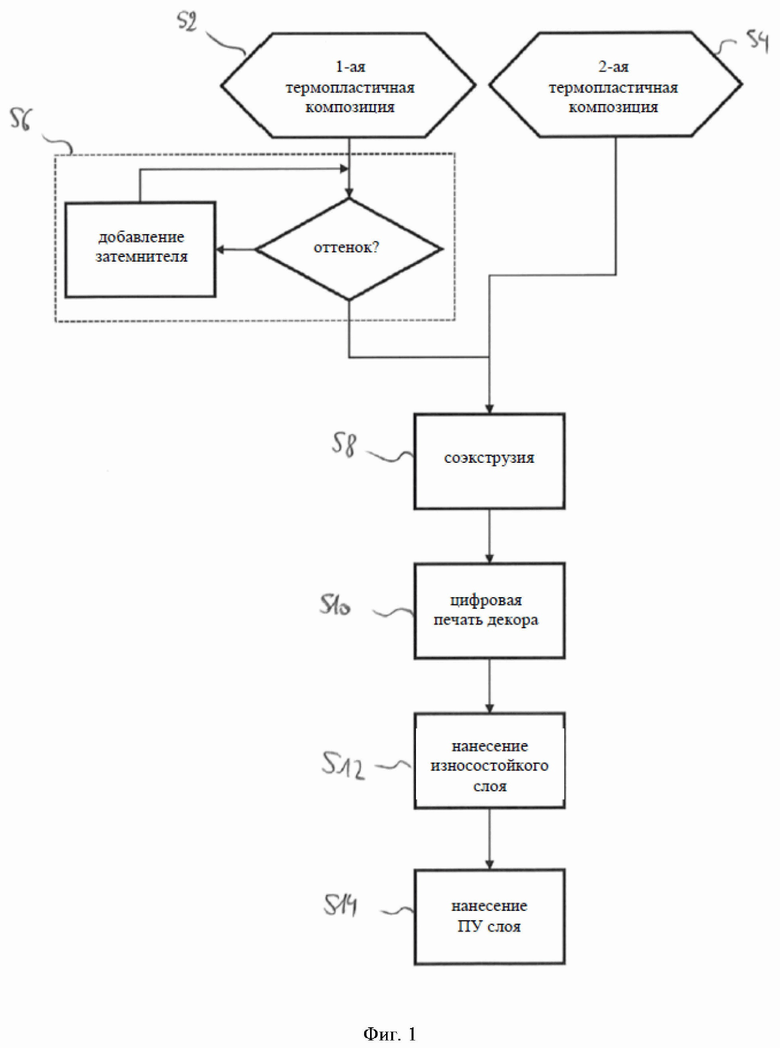
1. Способ изготовления листа подложки для декоративного напольного или настенного покрытия, включающий:
обеспечение первой термопластичной композиции, содержащей переработанные гранулы ПВХ (поливинилхлорид), причем первая термопластичная композиция имеет оттенок;
подмешивание затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую определенный оттенок, при этом указанный определенный оттенок представляет собой заранее определенный целевой оттенок, а стадия подмешивания затемнителя включает:
a) добавление затемнителя к первой термопластичной композиции таким образом, чтобы получить первую термопластичную композицию, имеющую более темный оттенок;
b) сравнение более темного оттенка с указанным определенным оттенком; и
c) на основании сравнения, при необходимости, повторение стадий а) и b) до получения первой термопластичной композиции, имеющей определенный оттенок;
обеспечение второй термопластичной композиции;
соэкструзию первой термопластичной композиции, имеющей указанный определенный оттенок, со второй композицией с образованием первого и второго смежных соэкструдированных слоев;
где первый соэкструдированный слой представляет собой опорный слой, имеющий указанный определенный оттенок, причем первый соэкструдированный слой содержит первую термопластичную композицию; и где второй соэкструдированный слой представляет собой слой для цифровой печати, причем второй соэкструдированный слой содержит вторую термопластичную композицию.
2. Способ по п. 1, в котором стадию подмешивания затемнителя к первой термопластичной композиции осуществляют в виде петли отрицательной обратной связи для получения первой термопластичной композиции, имеющей указанный определенный оттенок, посредством добавления затемнителя к первой термопластичной композиции.
3. Способ по любому из пп. 1, 2, в котором первая термопластичная композиция содержит 10-50 мас.% переработанных гранул ПВХ.
4. Способ по любому из пп. 1, 2, в котором первая термопластичная композиция содержит 15-35 мас.% переработанных гранул ПВХ.
5. Способ по любому из пп. 1, 2, в котором первая термопластичная композиция содержит 17-32 мас.% переработанных гранул ПВХ.
6. Способ по любому из пп. 1-5, в котором первая термопластичная композиция содержит 30-70 мас.% одного или более наполнителей.
7. Способ по любому из пп. 1-5, в котором первая термопластичная композиция содержит 35-65 мас.% одного или более наполнителей.
8. Способ по любому из пп. 1-5, в котором первая термопластичная композиция содержит 45-55 мас.% одного или более наполнителей.
9. Способ по любому из пп. 1-8, в котором первая термопластичная композиция содержит 0,01-0,1 мас.% затемнителя.
10. Способ по любому из пп. 1-8, в котором первая термопластичная композиция содержит 0,02-0,075 мас.% затемнителя.
11. Способ по любому из пп. 1-8, в котором первая термопластичная композиция содержит 0,025-0,05 мас.% затемнителя.
12. Способ по любому из пп. 1-11, в котором второй соэкструдированный слой имеет толщину, находящуюся в интервале 0,1-5 мм.
13. Способ по любому из пп. 1-11, в котором второй соэкструдированный слой имеет толщину, находящуюся в интервале 0,1-3 мм.
14. Способ по любому из пп. 1-11, в котором второй соэкструдированный слой имеет толщину, находящуюся в интервале 0,1-1 мм.
15. Способ по любому из пп. 1-11, в котором второй соэкструдированный слой имеет толщину, находящуюся в интервале 0,1-0,3 мм.
16. Способ по любому из пп. 1-15, в котором первый соэкструдированный слой имеет толщину, находящуюся в интервале 2-15 мм.
17. Способ по любому из пп. 1-15, в котором первый соэкструдированный слой имеет толщину, находящуюся в интервале 3-12 мм.
18. Способ по любому из пп. 1-15, в котором первый соэкструдированный слой имеет толщину, находящуюся в интервале 4-10 мм.
19. Способ изготовления декоративного напольного или настенного покрытия включающий:
обеспечение листа подложки, изготовленного способом по любому из пп. 1-18; и
цифровую печать декора на слое для цифровой печати.
20. Способ по п. 19, включающий нанесение износостойкого слоя на декор, нанесенный цифровой печатью.
21. Способ по любому из пп. 19, 20, включающий нанесение верхнего слоя на основе полиуретана.
22. Способ по любому из пп. 19-21, в котором декор имеет толщину, находящуюся в интервале 0,05-1 мм.
23. Способ по любому из пп. 19-21, в котором декор имеет толщину, находящуюся в интервале 0,1-0,8 мм.
24. Способ по любому из пп. 19-21, в котором декор имеет толщину, находящуюся в интервале 0,2-0,7 мм.
25. Способ по любому из пп. 19-24, в котором декор является полупрозрачным.
26. Декоративное напольное или настенное покрытие, полученное способом по любому из пп. 19-25.
| WO 2017046309 A1, 23.03.2017 | |||
| Eker Fuat | |||
| In-Line Color Measurement Directly in the Melt | |||
| Kunststoffe International, Carl Hanser Verlag GmbH & Co | |||
| KG, 2009, 54-56 pp. | |||
| EP 3142847 B1, 19.12.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ГИБКОГО ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 2017 |
|
RU2671280C1 |
| WO 2011141851 A3, 17.11.2011. | |||

