Изобретение относится к способам формирования методом лазерного напыления на золотом буферном подслое сверхпроводящих YBa2Cu3O7-x (YBCO) пленок. Необходимость создания надежных контактных площадок к сверхпроводящим пленкам обусловлена возможностью изготовления из них элементов сверхпроводниковой электроники.
В настоящее время существуют различные способы формирования контактных площадок к тонким YBCO пленкам для электрической связи тонкопленочных элементов сверхпроводниковой электроники с электронной навеской. Традиционно металлические контактные площадки к YBCO пленкам наносятся поверх пленок [1, 2]. Такая технология изготовления контактных площадок имеет существенный недостаток, состоящий в том, что при нанесении контактных площадок YBCO пленка подвергается температурному воздействию в условиях вакуума, приводящему к кислородному обеднению материала пленки и разрушению сверхпроводимости приповерхностной области, связанному с образованием слоев ВаО и ВаСО3, являющихся диэлектриками. Для поддержания оптимального значения кислородного индекса применяется, например, плазменное травление поверхности YBCO непосредственно перед нанесением металла с целью удаления деградированного слоя. После нанесения контактных площадок образцы подвергаются дополнительному термоотжигу в атмосфере кислорода. Несмотря на хорошие результаты, достигнутые с применением ионно-плазменной очистки поверхности, такая очистка сопровождается разрушением сверхпроводимости в приповерхностном слое толщиной несколько нанометров из-за разрыва Cu-O связей и диффузии кислорода. Более эффективный метод очистки - катодное распыление поверхности - также не приводит к полному удалению деградированного слоя. Для изготовления контактных площадок к YBCO материалам подходят металлы, у которых энергия связи меньше, чем у Cu-O. К таким металлам относятся: Ru, Rh, Pd, Ag, Os, Ir, Pt, Au, Hg. Другие металлы активно взаимодействуют с материалом YBCO, образуя плохопроводящие или непроводящие слои. Все применяемые контактные материалы можно подразделить на следующие группы: благородные металлы и их сплавы (серебро, золото, металлы платиновой группы и сплавы на их основе), неблагородные металлы и сплавы на их основе, металлокерамические композиции [3]. Для малонагруженных контактов применяют золото, родий, палладий, платину и их сплавы; для средненагруженных - палладий, платину, серебро, вольфрам, никель и их сплавы; для высоконагруженных - серебро, вольфрам, никель, медь, их сплавы и металлокерамические композиции, а также ртуть и графит. При малых контактных нагрузках и коммутировании малых токов условия работы контактов очень сложны, и им удовлетворяют только сплавы на основе платины, палладия и золота. Золото обладает высокими электро- и теплопроводностью, устойчивостью против коррозии, не окисляется и не образует окисных пленок, имеет низкое и стабильное переходное сопротивление в различных атмосферных условиях при нормальной, повышенной и пониженной температурах.
Известен способ формирования сверхпроводящей тонкой пленки на поверхности металлической подложки [4], в котором на поверхности серебра, золота или платины формируется буферная пленка, содержащая висмут, свинец, медь и комбинацию щелочноземельного кальция со стронцием и 0-10% бария, впоследствии термически превращаемого в сверхпроводящую тонкую пленку. Способ достаточно сложен технологически, так как предусматривает большое количество операций и не обеспечивает получения сверхпроводников с высоким значением плотности критического тока.
Известен способ формирования сверхпроводящих тонких пленок [5] на металлической подложке путем магнетронного распыления оксидного соединения, в котором подложку и мишень располагают в вакуумной камере параллельно друг другу с возможным перемещением одной относительно другой. Способ позволяет получить сверхпроводящее пленочное покрытие, но с малым значением критического тока.
Наиболее близким к заявляемому является способ формирования сверхпроводящих тонких пленок YBCO на золотой или платиновой контактной площадке [6], в котором для обеспечения лучшего контакта при включении сверхпроводникового устройства в электрическую схему и сохранения сверхпроводящих свойств сверхпроводящие электроды напыляются поверх подслоя из золота или платины. Основными недостатками данного способа являются следующие: 1) золотые или платиновые контактные площадки наносятся на диэлектрическую подложку термическим напылением при температуре 1700-1800°C, что не обеспечивает необходимой адгезии золотой или платиновой пленки с диэлектрической подложкой; 2) сверхпроводящие транспортные свойства YBCO пленок на границе металл-сверхпроводник подавлены и плотность критического тока не превышает 103 А/см2, что приводит к относительно быстрой деградации сверхпроводящих свойств при хранении и эксплуатации сверхпроводящих датчиков из-за формирования несверхпроводящих межзеренных прослоек в материале YBCO пленки.
Задачей настоящего изобретения является разработка способа формирования методом лазерной абляции на золотом буферном подслое сверхпроводящих тонких YBCO пленок с высокими токонесущими свойствами, обеспечивающими значения плотности сверхпроводящего критического тока не ниже 105 А/см2, характерное для качественных межзеренных прослоек в материале YBCO пленки. Повышение качества межзеренных прослоек в свою очередь повышает устойчивость системы сверхпроводник-золото к деградации. Кроме того, данный способ позволяет формировать золотую контактную площадку толщиной до 500 нм, что достаточно для надежной сварки внешних электродов.
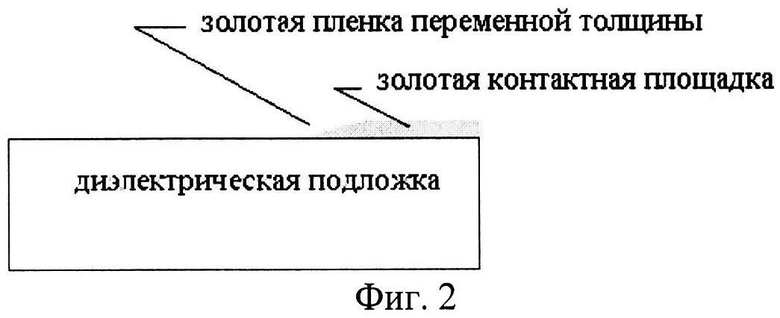
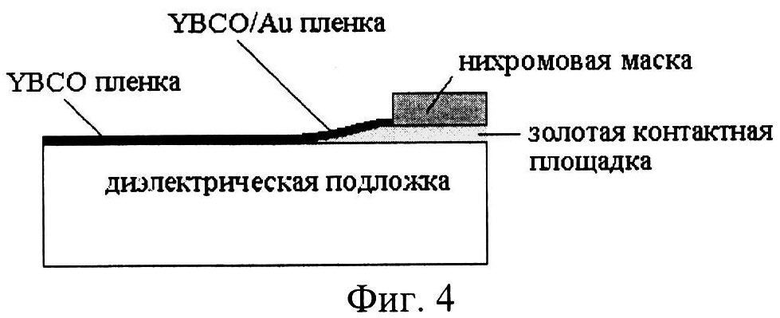
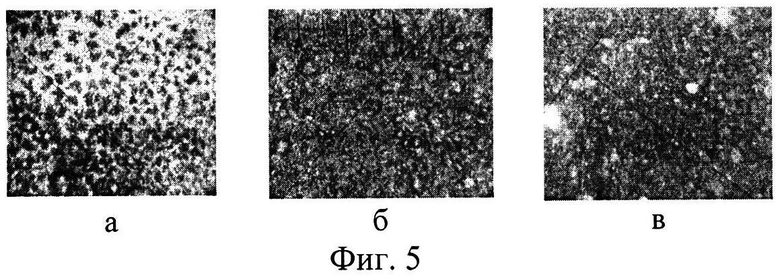
Указанный технический результат достигается тем, что золотая контактная площадка формируется на диэлектрической подложке (например, SiTiO3, LaAlO3 и др.) методом лазерного напыления с использованием специальной нихромовой маски, плотность прилегания которой к диэлектрической подложке регулируется дополнительной тонкой нихромовой пластиной толщиной d=0,3-0,5 мм, как показано на фиг.1. Зазор между маской и подложкой позволяет формировать золотую пленку переменной толщины, как показано на фиг.2. В области тени наблюдается резкий спад толщины золотой пленки от 500 до 50 нм, как показано на фиг.3, а далее на расстояниях несколько сот микрометров происходит плавное падение толщины золотой пленки от 50 нм до нуля. Ширина этого тонкого участка варьируется степенью прилегания маски. Далее на подложке с золотой пленкой методом лазерного напыления выращивается сверхпроводящая YBCO пленка для формирования системы YBCO/Au/подложка с применением другой нихромовой маски, закрывающей на золотой пленке места будущих контактных площадок, как показано на фиг.4. На тонких участках золотой пленки толщиной 0-50 нм формируется сверхпроводящая пленка толщиной 50-200 нм, имеющая достаточно высокие сверхпроводящие параметры: критическая температура сверхпроводящего перехода Tc≈88-89 K, ширина сверхпроводящего перехода ΔT≈2-3 K, плотность критического тока Jc≈105 А/см2. Удельное электрическое сопротивление контакта не превышает удельное сопротивление золотой пленки и составляет значение порядка 10-10 Ом·см2. На фиг.5 представлены микрофотографии зарождения на тонкой золотой пленке островков YBCO пленки (а), их слияние (б) и дальнейший рост сплошной YBCO пленки (в). По мнению авторов высокие значения сверхпроводящих параметров, в особенности плотности критического тока, указывают на эпитаксиальный рост YBCO пленки на золотой пленке, что, в свою очередь, является следствием эффекта дальнодействия (способность монокристаллических подложек влиять на ориентацию тонких пленок через буферные слои различных веществ). Причиной дальнодействия при данных значениях толщины буферной золотой пленки могут служить упругие напряжения между подложкой и буферным слоем [7], образуя упругонапряженные области с определенным распределением упругой энергии, в том числе с изменением плотности упругой энергии в зависимости от угла ориентации. Для примера, на фиг.6. представлена фотография YBCO пленки с золотыми контактными площадками.
Для осуществления способа использовалась экспериментальная установка с напылительной вакуумной камерой и мощный импульсный лазер Nd:YAG с длиной волны излучения 1,06 мкм, длительностью импульса 10-20 нс и частотой повторения импульсов 10 Гц. Плотность мощности лазерного излучения на поверхности золотой мишени составляет (5-7)·108 Вт/см2. Лазерный луч падает на золотую мишень, пройдя через фокусирующую линзу и кварцевое окно вакуумной камеры. Распыляемый материал золотой мишени осаждается на диэлектрическую подложку через нихромовую маску с требуемой геометрией рисунка. Нихромовая маска фиксируется на расстоянии 0,3-0,5 мм от подложки. Подложка с маской устанавливается на расстоянии 4-6 мм от золотой мишени рабочей поверхностью к мишени. В вакуумной камере устанавливается давление 0,1-0,5 Па, что обеспечивает необходимый размер и форму плазменного факела. Производится нагрев мишени и подложки до температуры 450-500°C. После процесса напыления производится напуск воздуха в вакуумную камеру до нормального атмосферного давления и остывание образца до комнатной температуры. Для напыления сверхпроводящей пленки участки золотой пленки, предназначенные для сварки золотых контактных проволок, закрываются нихромовой маской. При напылении YBCO пленок устанавливаются температура подложки 800-840°C, температура мишени 600-700°C, давления в вакуумной камере 50-100 Па, расстояния мишень-подложка 25-30 мм, плотность мощности лазерного излучения на поверхности YBCO мишени (3-5)·108 Вт/см2. После процесса напыления производится напуск воздуха в вакуумную камеру до нормального атмосферного давления и остывание образца до комнатной температуры при специальном режиме отжига.
Литература
1. С.Peroz, С.Villard, D. Buzon and P. Tixador. Current limitation properties of YBCO/Au thin films // Supercond. Sci. Technol. 16 (2003), p.54-59.
2. D. Liu, M. Zhou, X. Wang, H. Suo, T. Zuo, M. Schindl and R. Flukiger. Epitaxial growth of biaxially oriented YBCO films on silver // Supercond. Sci. Technol. 14 (2001), p.806-809.
3. Пятин Ю.М. Материалы в приборостроении и автоматике. M.: Машиностроение, 1982, 528 с.
4. Заявка ЕПВ 0490784, кл. H01L 39/24, С 04 В 35/00, 1990.
5. Заявка ЕПВ 0462906, кл. H01L 39/24, 1990.
6. Патент РФ №2133525 «Сверхпроводящий квантовый интерференционный датчик и способ его изготовления».
7. В.М. Иевлев, Л.И. Трусов, В.А. Холмянский. Структурные превращения в тонких пленках. M.: Металлургия, 1982, 248 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ КОНТАКТНЫХ ПЛОЩАДОК К YBACUO ПЛЕНКАМ | 2013 |
|
RU2538932C2 |
| ВЫСОКОТЕМПЕРАТУРНАЯ СВЕРХПРОВОДЯЩАЯ ПЛЕНКА НА КРИСТАЛЛИЧЕСКОЙ КВАРЦЕВОЙ ПОДЛОЖКЕ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2016 |
|
RU2641099C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВИДов С СУБМИКРОННЫМИ ДЖОЗЕФСОНОВСКИМИ ПЕРЕХОДАМИ В ПЛЕНКЕ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКА | 2006 |
|
RU2325005C1 |
| СВЕРХПРОВОДНИКОВЫЙ ДЖОЗЕФСОНОВСКИЙ ПРИБОР С КОМПОЗИТНОЙ МАГНИТОАКТИВНОЙ ПРОСЛОЙКОЙ | 2015 |
|
RU2598405C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ПЛЕНКИ НА КВАРЦЕВОЙ ПОДЛОЖКЕ | 2015 |
|
RU2629136C2 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕЙ УЛЬТРАТОНКОЙ ПЛЕНКИ YBaCuO НА ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖКАХ | 2013 |
|
RU2539911C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ФОРМИРОВАНИЯ НА ДВУХСТОРОННИХ ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖКАХ ТОНКИХ ПЛЕНОК YBaCuO | 2013 |
|
RU2539749C2 |
| СПОСОБ ФОРМИРОВАНИЯ ГЛАДКИХ УЛЬТРАТОНКИХ YBCO ПЛЕНОК ПОВЫШЕННОЙ ПРОВОДИМОСТИ | 2011 |
|
RU2450389C1 |
| СВЕРХПРОВОДЯЩИЙ КВАНТОВЫЙ ИНТЕРФЕРЕНЦИОННЫЙ ДАТЧИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2133525C1 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕЙ ТОНКОЙ ПЛЕНКИ С ЛОКАЛЬНЫМИ ОБЛАСТЯМИ ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2015 |
|
RU2580213C1 |

Изобретение относится к способам формирования методом лазерного напыления сверхпроводящих пленок. Изобретение обеспечивает получение на золотом буферном подслое сверхпроводящих пленок с высокими токонесущими свойствами, обеспечивающими значения плотности сверхпроводящего критического тока не ниже 105 А/см2. В способе формирования YBa2Cu3O7-x пленок с высокой токонесущей способностью на золотом буферном подслое золотая контактная площадка формируется на диэлектрической подложке перед нанесением пленок YBa2Cu3O7-x на диэлектрической подложке. Для распылении мишеней из золота и керамики YBa2Cu3O7 используется лазер с длиной волны излучения 1,06 мкм, длительностью импульса 10÷20 нс и частотой повторения импульсов 10 Гц, плотностью мощности лазерного излучения (5÷7)·108 Вт/см2, при этом предварительно нагревается мишень из золота и подложка до температуры T=450-500°C, устанавливается давление 0,1÷0,5 Па, после этого распыляется мишень из золота на подложку через маску, расположенную на расстоянии 0,3÷0,5 мм от подложки, затем нагревается мишень YBa2Cu3O7 до T=600÷700°C, нагревается подложка до температуры 800÷840°C, устанавливается давление 50-100 Па, и распыляется мишень YBa2Cu3O7 на сформированные контактные площадки до толщины 50 -200 нм с образованием пленок с критической температурой сверхпроводящего перехода Tc=88-89 K, шириной сверхпроводящего перехода ΔTc= 2÷3 K, плотностью критического тока Jc>105 А/см2. 6 ил.
Способ формирования YBa2Cu3O7-x пленок с высокой токонесущей способностью на золотом буферном подслое, в котором контактные площадки формируют перед нанесением пленок YBa2Cu3O7-x на диэлектрической подложке, отличающийся тем, что для распылении мишеней из золота и керамики YBa2Cu3O7 используется лазер с длиной волны излучения λ=1,06 мкм, длительностью импульса τ=10÷20 нс и частотой повторения импульсов ν=10 Гц, плотностью мощности лазерного излучения P=(5÷7)·108 Вт/см2, при этом предварительно нагревается мишень из золота и подложка до температуры T=450÷500°C, устанавливается давление p=0,1÷0,5 Па, после этого распыляется мишень из золота, расположенная на расстоянии 4÷6 мм до подложки, на подложку через маску, расположенную на расстоянии 0,3÷0,5 мм от подложки и формирующую пленку переменной толщины 0÷500 нм, затем нагревается мишень YBa2Cu3O7 до T=600÷700°C, расположенная на расстоянии 25÷30 мм от подложки, нагревается подложка до температуры T=800÷840°C, устанавливается давление p=50÷100 Па, после чего распыляется мишень YBa2Cu3O7 на сформированные контактные площадки до толщины L=50÷200 нм с образованием пленок с критической температурой сверхпроводящего перехода Tc≈88÷89 K, шириной сверхпроводящего перехода ΔTc 2÷3 K, плотностью критического тока Jc>105 А/см2.
| СВЕРХПРОВОДЯЩИЙ КВАНТОВЫЙ ИНТЕРФЕРЕНЦИОННЫЙ ДАТЧИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2133525C1 |
| Машина для обработки рулончиков марли | 1973 |
|
SU462906A1 |
| Устройство для разогрева бетонной смеси | 1974 |
|
SU490784A1 |
| Устройство для ориентирования деталей при сборке | 1974 |
|
SU493258A1 |
| US 6830776 B1, 14.12.2004 | |||
| US 5367178 A, 22.11.1994. | |||

