Изобретение относится к стоматологии и может использоваться при изготовлении съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов из акриловых пластмасс, силиконовых, термопластичных и полиуретановых материалов, а также металлов, применяемых в стоматологии, для защиты этих материалов от микробной и грибковой адгезии и предупреждения аллергии у пациентов на данные виды материалов, тонкопленочное защитное покрытие, состоящее из наноразмерной пленки SixCy-карбида кремния, наносимое на поверхность изделия способом ионно-плазменного напыления, обеспечивает прочное соединение с материалами, из которых изготовлено изделие, покрытие нерастворимо в водной среде и не вызывает аллергии.
Известные аналоги:
Одним из способов в практике ортопедической стоматологии является нанесение на поверхность съемного протеза, контактирующей со слизистой оболочкой полости рта, слоя химически осажденного металла, так как пластмасса является диэлектриком, то нанесение металла возможно следующими способами: механическим, физическим и химическим.
При механическом способе на поверхность пластмассы наклеивается металлическая фольга, однако этот способ очень трудоемок, а кроме того, возможно изменение рельефной поверхности ввиду образования складок и наклепов.
Физический способ заключается в том, что металлическое покрытие формируется на поверхности диэлектрика окунанием и обрызгиванием жидким металлом или напылением и конденсацией паров металлов. Так как процесс проводится при повышенных температурах, данный способ неприемлем для акриловых пластмасс, применяемых в ортопедической стоматологии.
При химическом способе покрытие металлом формируется из атомов металла, образующихся при химических реакциях. Для образования металлического слоя на поверхности пластмассы используется химический способ. Важная проблема, возникающая при покрытии металлом диэлектрика, прочность сцепления. Между неметаллами и металлами не существует какой-либо естественной связи, как у металлов между собой, поэтому оказывается необходимым выполнять соответствующую обработку поверхности непроводника, повышающую - прочность сцепления. Большие требования предъявляются и к чистоте поверхности. Поверхность пластмассы должна быть микрошероховатой, обеспечивающей прочность сцепления металла с пластмассой, для сохранения этой связи при колебаниях температуры и механических воздействий. В случае получения положительного эффекта при пользовании посеребренным съемным протезом для увеличения срока службы покрытия на слой серебра наносят электрохимическим способом палладий или золото.
В клинической практике в качестве материала покрытия уже готового пластмассового протеза используют золото, серебро, палладий и их сплавы, титан, нержавеющую сталь марки 1Х18Н9Т, двуокись кремния. Сплавы металлов, содержащие серебро, в силу его олигодинамического и противовоспалительного действия применяют при хронических заболеваниях слизистых оболочек полости рта и органов желудочно-кишечного тракта. Наибольшее распространение получило химическое серебрение поверхности пластмассового протеза. Оно основано на реакции восстановления серебра из его соединений, после проведения которой серебро оседает на поверхности протеза в виде пленки толщиной 2-3 мкм. Благодаря серебрению акрилового протеза исчезают жалобы больных на неприятные ощущения во рту, происходит эпителизация поражений слизистой оболочки протезного ложа. Однако серебро, как правило, исчезает с поверхности протеза через 2-3 недели, что требует проведения повторной металлизации.
Покрытие базисов съемных протезов методом электронно-лучевого испарения индифферентными пленками из сплава нержавеющей стали марки 1Х18Н9Т, хрома, серебряно-палладиевого сплава, двуокиси кремния у пациентов с токсико-аллергическими стоматитами показало, что они не только ухудшают вид протезов, но и значительно затрудняют пользование ими.
Библиографические данные опубликованных источников информации:
Ортопедическое лечение больных с полным отсутствием зубов. Воронов А.П., Лебеденко И.Ю., Воронов И.А. - Практическое пособие, стр.218-220., -Издательство: МЕДпресс, 2006 г.;
Руководство по ортопедической стоматологии. Протезирование при полном отсутствии зубов. Лебеденко И.Ю., Каливраджиян Э.С., Ибрагимова. 18.4. стр.336., Т.И. -М.: ООО "Медицинское Информационное Агенство" 2005 г.
Способ металлизации пластмассовых зубных протезов. - Патент №1680142, опубликован 30.09.1991 г., Патент №2469697 от 2011 г. (Способ нанесения гальванического покрытия на съемные зубные протезы). Патенты: №1091929 от 1984 г., №1412767 от 1988 г., №1680142 от 1989 г.
К причинам, препятствующим достижению указанного ниже технического результата при использовании данных способов, относится то, что в предложенном способе поверхность бомбардируется ускоренными ионами кремнийорганического соединения и при диссоциации ионов на поверхности образуется механически и химически стойкое покрытие на основе SixCy.
Задачей заявляемого изобретения является создание способа изготовления съемных зубных протезов более высокого качества за счет повышения бактериорезистивности, химической и механической стойкости и повышения комфортности за счет отсутствия аллергии.
Сущность изобретения в том, что с целью изготовления съемных зубных протезов более высокого качества на поверхности элементов съемных зубных протезов ионно-плазменным методом формируют покрытие на основе карбида кремния SixCy.
Технический результат заявленного изобретения заключается в том, что за счет применения покрытия на основе карбида кремния SixCy повышается качество съемных зубных протезов вследствие повышения бактериорезистивности, химической и механической стойкости упрочняющего покрытия, отсутствует раздражение слизистой оболочки полости рта, нет аллергии.
Поставленная задача достигается за счет технических средств.
Предложенный способ формирования тонкопленочного защитного покрытия на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов, отличающийся тем, что:
процесс нанесения тонкопленочного покрытия проводят следующим образом:
а) - съемные зубные протезы, обтураторы и компоненты челюстно-лицевых протезов подготавливают к нанесению покрытия, при необходимости очищают, стерилизуют, моют, обезжиривают, части протезов, не требующие нанесение покрытия, например, искусственные зубы, небная, вестибулярная или оральная поверхности протезов предварительно экранируются, защищаются колпачками или пластинами из термопластичных материалов, выгнутыми по форме искусственных зубов, базисов съемных зубных протезов, обтураторов или компонентов челюстно-лицевых протезов в установке вакуумформер, например «PlastVacP-7» или аналогичных, или обернуты тонкой металлической фольгой, или покрыты нанесенным изолирующим лаком, во всех случаях к защитному покрытию прикрепляют фиксаторы;
б) - образцы протезов, закрепленные фиксаторами на держателях, устанавливают на штыри карусельного диска в технологической вакуумной камере установки ионно-плазменной обработки;
в) - откачивают атмосферный воздух из объема технологической вакуумной камеры до давления не выше Р≈8-9·10-3 Па по показаниям датчика ПММ-32-1 и вакуумметра ВМБ-14, которые применяются в промышленности, то есть до создания необходимого вакуума;
г) - подают ускоряющее напряжение на электроды ионно-оптической системы источника ионов ИИ-4-0,15 («Радикал») от блока питания БП-94;
д) - через натекатель системы напуска в разрядную зону источника ионов подают рабочий газ для очистки поверхности образцов, например, инертный газ, обычно аргон, до достижения рабочего давления в диапазоне давлений от Р≈1,0·10-2 Па до Р≈1,0·10-1 Па; или смесь инертных и химически активных газов, например инертного газа аргона Ar - 80% и химически активного газа кислорода O2 - 20%;
е) - формируют пучок ускоренных ионов рабочего газа;
ж) - включают вращение карусельного диска и образцы протезов начинают совершать сложное вращательное движение, одновременно вращаясь в горизонтальной плоскости вместе с диском и вокруг вертикальной оси вместе со штырями;
з) - проводят очистку и активацию поверхности образцов изделий (от одного до 24) в течение заданного времени, обычно τ≈30-60 минут; пучком ускоренных положительных ионов, например ионов инертных газов, в частности аргона Ar+, или смесью инертных и химически активных газов, например инертного газа аргона Ar - 80% и химически активного газа, кислорода O2 - 20%;
и) - прекращают очистку и активацию поверхности образцов изделий и прекращают подачу рабочего газа, то есть инертного газа или смеси газов, и начинают подавать в разрядную зону источника ионов кремнийорганическое соединение и/или смеси соединений в газообразной фазе, в составе которой есть по крайней мере одно, кремнийорганическое соединение, содержащее в составе молекулы атомы углерода (С) и кремния (Si); например газообразные пары жидкого кремнийорганического соединения;
к) - осуществляют подачу напряжения на электроды ионно-оптической системы источника ионов;
л) - осуществляют включение разряда, ионизацию молекул газов в разрядном промежутке источника ионов и формирование в источнике ионов из молекул кремнийорганического соединения пучка ускоренных ионов, содержащих в своем составе кремний (Si) и углерод (С), в различных сочетаниях 
м) - осуществляют бомбардировку поверхности обрабатываемого изделия пучком ионов, в составе которых есть ионы кремнийорганического соединения, в результате на поверхности протезов формируется пленка кремнийорганического соединения SixCy;
н) - происходит формирование на поверхности образцов изделий тонкопленочного покрытия на основе SixCy способом осаждения из пучка ионов кремнийорганического соединения, это происходит за счет диссоциации на поверхности изделия ускоренных ионов, содержащих в составе кремний и углерод 
о) - причем минимальная толщина пленки hмин соответствует толщине слоя hмин≈2,5*10-10 м при сращивании отдельных островков пленки в сплошную структуру на поверхности образца, при этом процесс формирования на поверхности образцов изделия тонкопленочного покрытия на основе SixCy путем осаждения из пучка ионов может продолжаться до получения заданной толщины пленки, необходимой для конкретного изделия в диапазоне значений от h≈1,0·10-10 м до h=1,0·10-6 м;
п) - после достижения заданной толщины пленки h, обычно через τ≈30-160 минут, процесс останавливают, выключают подачу напряжения на электроды ионно-оптической системы источника ионов, прекращают подачу газа в источник ионов, закрывают затвор турбомолекулярного насоса, напускают в объем технологической вакуумной камеры атмосферный воздух, открывают дверь технологической вакуумной камеры, извлекают готовые изделия, с них удаляют защитные покрытия.
Способ формирования тонкопленочного защитного покрытия из кремнийорганического соединения SxCy базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов: из акриловых пластмасс, силиконовых, термопластичных и полиуретановых материалов и металлов, применяемых в стоматологии, проводится аналогично тому, что описан выше.
Краткое описание прилагаемых фотографий:
где
На Фиг.1 изображен съемный зубной протез с базисом из акриловой пластмассы, где
1 - съемный зубной протез с базисом из акриловой пластмассы.
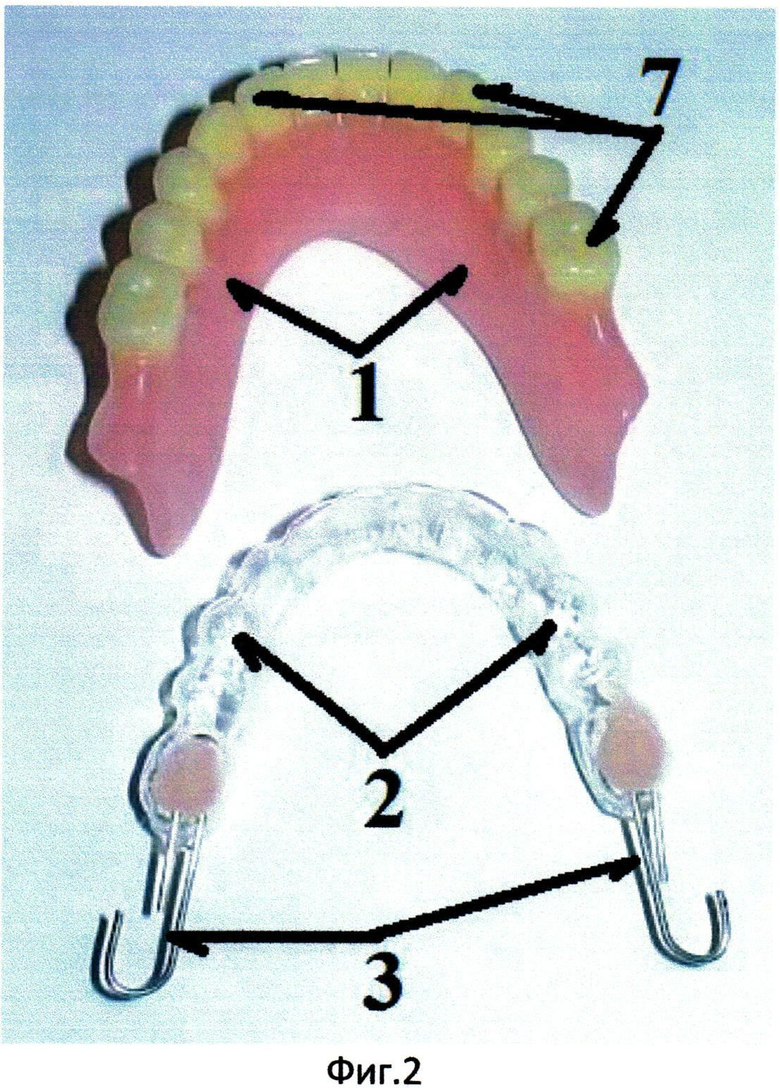
На Фиг.2 изображен съемный зубной протез с базисом из акриловой пластмассы и защитные колпачки из термопластичного материала с прикрепленными фиксаторами, где
1 - съемный зубной протез с базисом из акриловой пластмассы;
2 - защитные колпачки из термопластичного материала;
3 - прикрепленные фиксаторы;
7 - искусственные зубы;
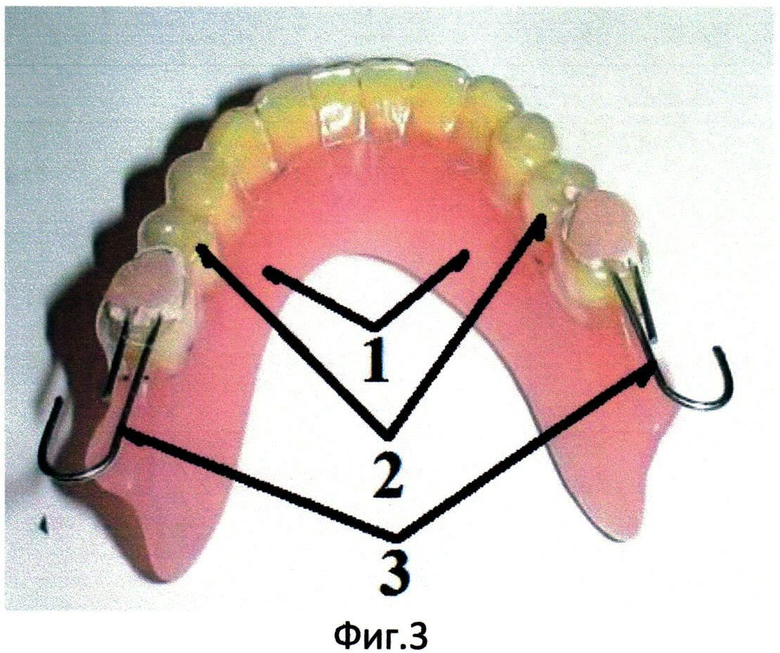
На Фиг.3 изображены защитные колпачки из термопластичного материала с прикрепленными фиксаторами на искусственных зубах съемного зубного протеза с базисом из акриловой пластмассы, где
1 - съемный зубной протез с базисом из акриловой пластмассы;
2 - защитные колпачки из термопластичного материала;
3 - прикрепленные фиксаторы.
На Фиг.4 изображен зубной протез, где
1 - съемный зубной протез с базисом из акриловой пластмассы;
3 - прикрепленные фиксаторы;
4 - защитные пластинки из термопластичного материала;
7 - искусственные зубы.
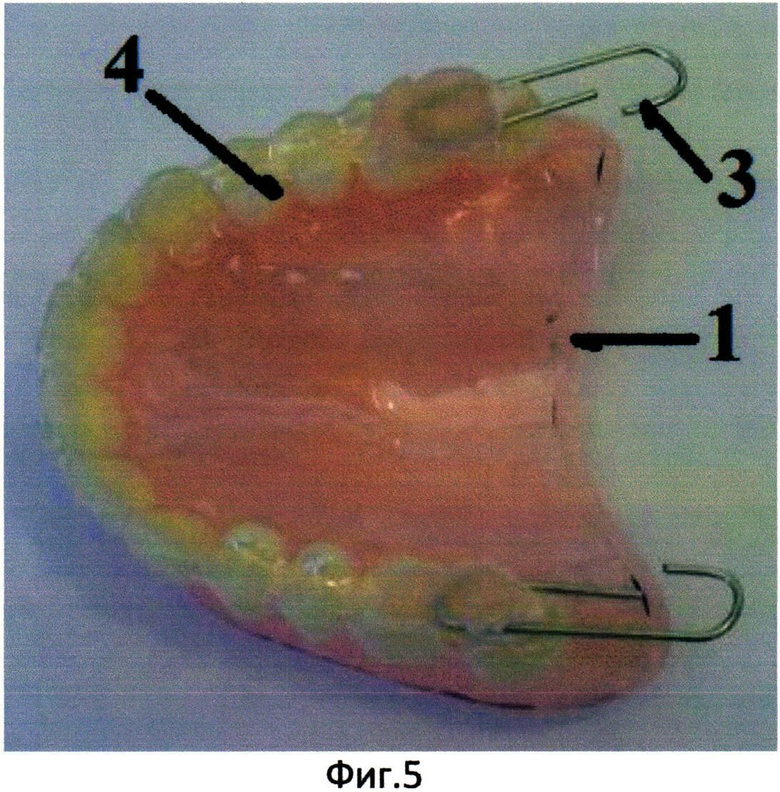
На Фиг.5 изображен зубной протез, где
1 - съемный зубной протез с базисом из акриловой пластмассы;
3 - прикрепленные фиксаторы;
4 - защитные пластинки из термопластичного материала.
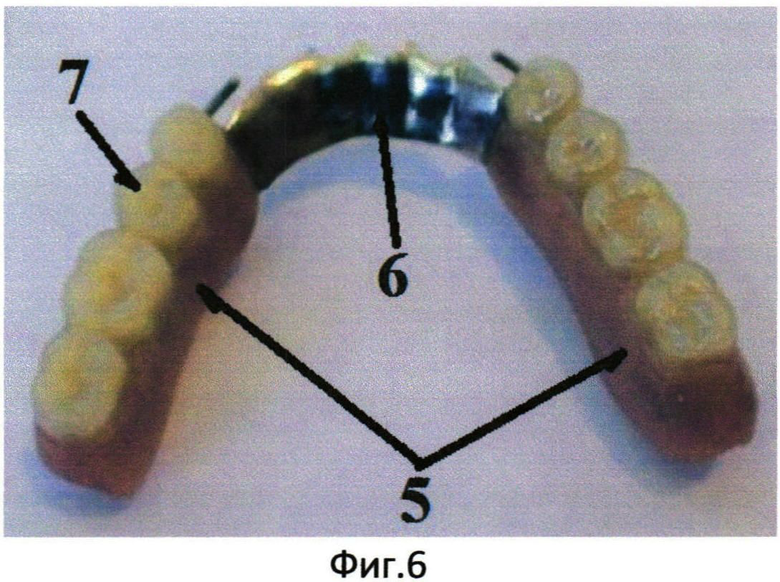
На Фиг.6 изображен съемный зубной протез с базисом из силиконового материала, где:
5 - съемный зубной протез с базисом из силиконового материала;
6 - металлическая часть съемного зубного протеза;
7 - искусственные зубы.
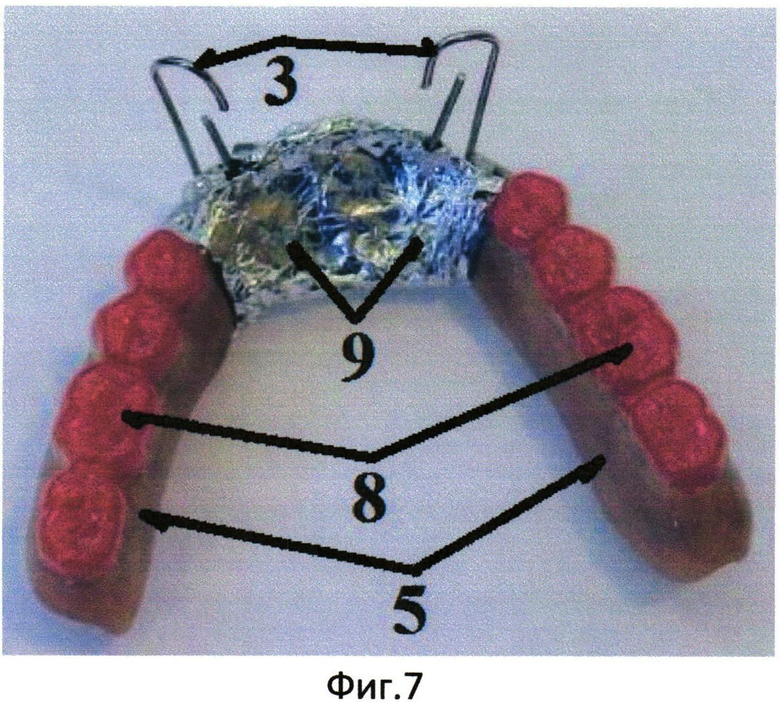
На Фиг.7 изображен съемный зубной протез с базисом из силиконового материала, где
3 - прикрепленные фиксаторы;
5 - съемный зубной протез с базисом из силиконового материала;
8 - защитный изолирующий лак на искусственных зубах съемного зубного протеза;
9 - защитная тонкая металлическая фольга, обернутая вокруг съемного зубного протеза.
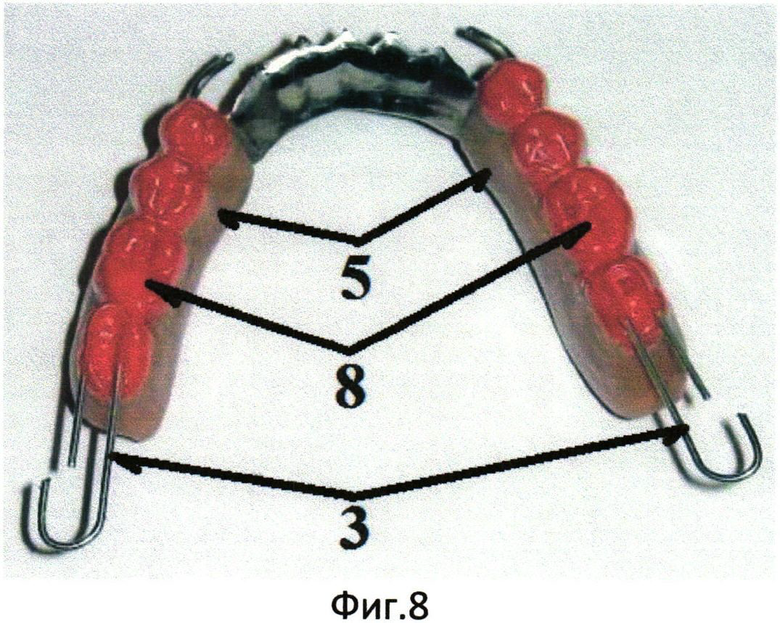
На Фиг.8 изображен съемный зубной протез с базисом из силиконового материала, где
3 - прикрепленные фиксаторы;
5 - съемный зубной протез с базисом из силиконового материала;
8 - защитный изолирующий лак на искусственных зубах съемного зубного протеза;
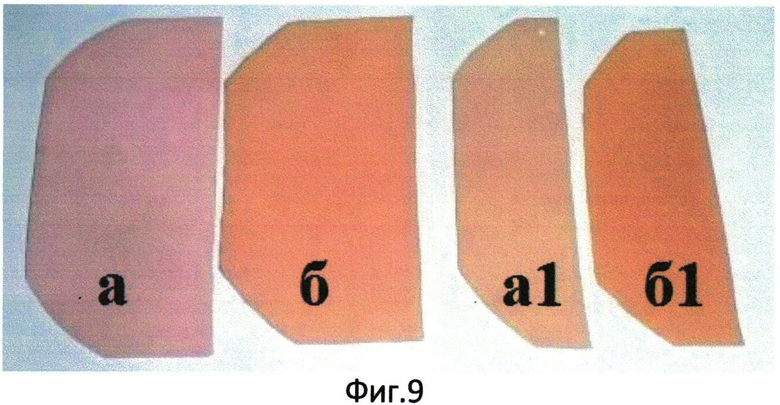
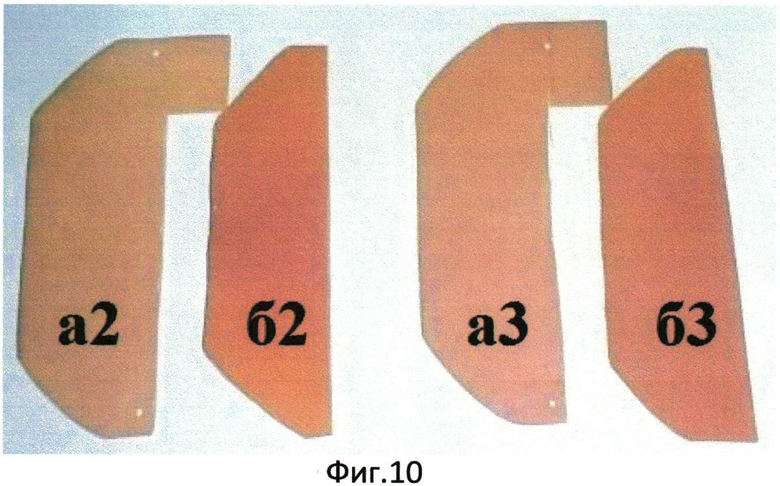
На Фиг.9 и 10 показано изменение цвета образцов базисных материалов в зависимости от толщины слоя наносимого тонкопленочного защитного покрытия, где
а - образец акриловой пластмассы без покрытия;
а1 - образец акриловой пластмассы с тонким слоем покрытия карбида кремния;
а3 - образец акриловой пластмассы с более толстым слоем покрытия карбида кремния,
а2 - образец акриловой пластмассы с еще более толстым слоем покрытия карбида кремния.
б - образец силиконового материала без покрытия,
б3 - образец силиконового материала с тонким слоем покрытия карбида кремния,
б2 - образец силиконового материала с более толстым слоем покрытия карбида кремния,
б1 - образец силиконового материала с еще более толстым слоем покрытия карбида кремния.
На Фиг.11 изображен съемный зубной протез с базисом из акриловой пластмассы, где
1 - съемный зубной протез с базисом из акриловой пластмассы.
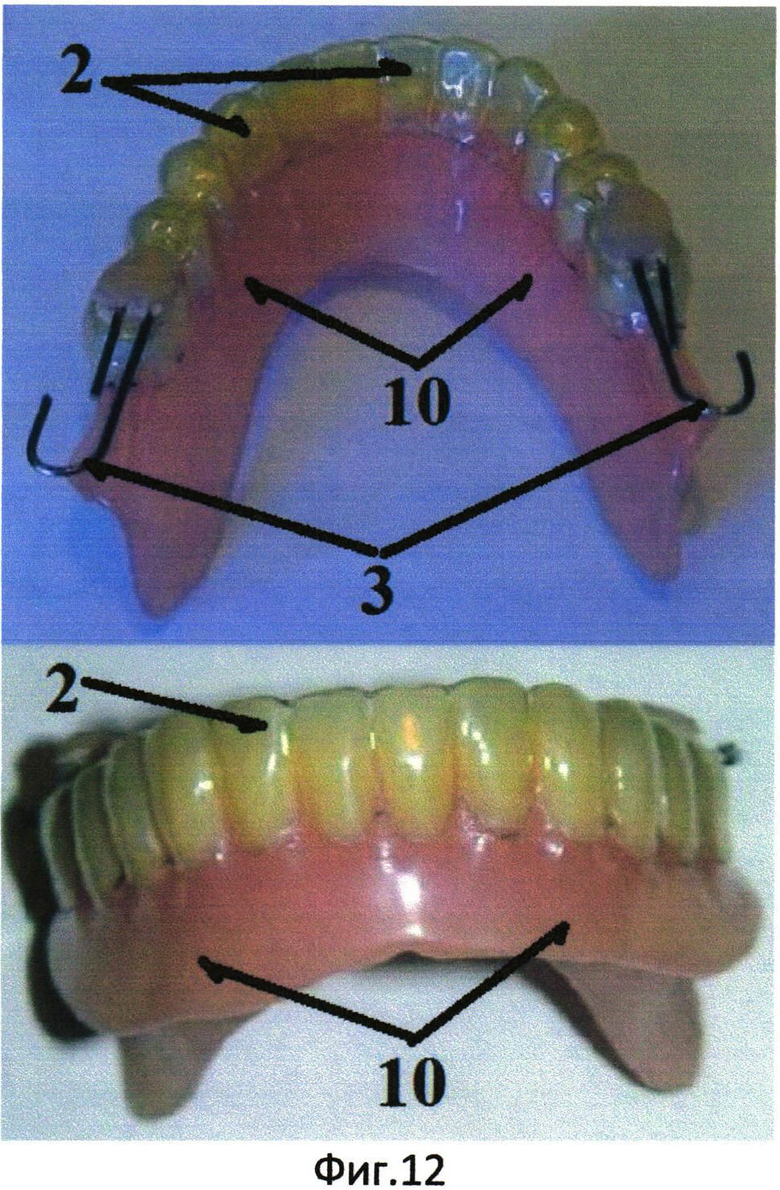
На Фиг.12 изображен съемный зубной протез с базисом из акриловой пластмассы с нанесенным тонкопленочным защитным покрытием из карбида кремния, где
2 - защитные колпачки из термопластичного материала;
3 - прикрепленные фиксаторы;
10 - съемный зубной протез с базисом из акриловой пластмассы с нанесенным тонкопленочным защитным покрытием из карбида кремния.
На Фиг.13 изображен съемный зубной протез с базисом из силиконового материала, где
5 - съемный зубной протез с базисом из силиконового материала.
На Фиг.14, 15 изображен съемный зубной протез с базисом из силиконового материала с нанесенным тонкопленочным защитным покрытием из карбида кремния, где
11 - съемный зубной протез с базисом из силиконового материала с нанесенным тонкопленочным защитным покрытием из карбида кремния.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ.
Способ формирования тонкопленочного защитного покрытия на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов осуществляется следующим образом:
работы выполняются на специально приспособленной для нанесения тонкопленочных покрытий установке ионно-плазменной обработки, изготовленной на базе промышленного агрегата высоковакуумного М3.300.000, оснащенного турбомолекулярным насосом и форвакуумным насосом НВР-16. В боковых стенках технологической вакуумной камеры расположены три порта для подсоединения устройств ионно-плазменной обработки. К одному из них подсоединили источник ионов с холодным катодом ИИ-4-0,15 («Радикал»). В нижней части технологической вакуумной камеры горизонтально располагается карусельный диск, который от электропривода вращается в горизонтальной плоскости вокруг вертикальной оси, которая проходит через центр диска, по кругу на расстоянии ≈70 мм от наружного края диска располагаются 24 штыря, каждый из которых также вращается вокруг собственной вертикальной оси. На эти штыри, по одному, надеваются держатели с одним из образцов: со съемным зубным протезом, обтуратором или компонентом челюстно-лицевых протезов (изделия). Все протезы, то есть от одного до 24 штук, при включении электропривода вращаются в горизонтальной плоскости вместе с диском и одновременно каждый из них вращается вокруг вертикальной оси вместе со штырем с держателем, к которому при помощи фиксатора прикреплен протез (изделие).
Процесс нанесения тонкопленочного покрытия проводят следующим образом:
а) - съемные зубные протезы, обтураторы и компоненты челюстно-лицевых протезов подготавливают к нанесению покрытия, при необходимости очищают, стерилизуют, моют, обезжиривают, части протезов, не требующие нанесение покрытия, например, искусственные зубы, небная, вестибулярная или оральная поверхности протезов предварительно экранируются, защищаются колпачками или пластинами из термопластичных материалов, выгнутыми по форме искусственных зубов, базисов съемных зубных протезов, обтураторов или компонентов челюстно-лицевых протезов в установке вакуумформер, например «PlastVacP-7» или аналогичных, или обернуты тонкой металлической фольгой, или покрыты нанесенным изолирующим лаком, во всех случаях к защитному покрытию прикрепляют фиксаторы;
б) - образцы протезов, закрепленные фиксаторами на держателях, устанавливают на штыри карусельного диска в технологической вакуумной камере установки ионно-плазменной обработки;
в) - откачивают атмосферный воздух из объема технологической вакуумной камеры до давления не выше Р≈8-9·10-3 Па по показаниям датчика ПММ-32-1 и вакуумметра ВМБ-14, которые применяются в промышленности, то есть до создания необходимого вакуума;
г) - подают ускоряющее напряжение на электроды ионно-оптической системы источника ионов ИИ-4-0,15 («Радикал») от блока питания БП-94;
д) - через натекатель системы напуска в разрядную зону источника ионов подают рабочий газ для очистки поверхности образцов, например, инертный газ, обычно аргон, до достижения рабочего давления в диапазоне давлений от Р≈1,0·10-2 Па до Р≈1,0·10-1 Па; или смесь инертных и химически активных газов, например, инертного газа, аргона Ar - 80%, и химически активного газа, кислорода O2 - 20%;
е) - формируют пучок ускоренных ионов рабочего газа;
ж) - включают вращение карусельного диска и образцы протезов начинают совершать сложное вращательное движение, одновременно вращаясь в горизонтальной плоскости вместе с диском и вокруг вертикальной оси вместе со штырями;
з) - проводят очистку и активацию поверхности образцов изделий (от одного до 24) в течение заданного времени, обычно τ≈30-60 минут пучком ускоренных положительных ионов, например ионов инертных газов, в частности аргона Ar+, или смесью инертных и химически активных газов, например инертного газа аргона Ar+ - 80%, и химически активного газа, кислорода O2 - 20%;
и) - прекращают очистку и активацию поверхности образцов изделий и прекращают подачу рабочего газа, то есть, инертного газа или смеси газов для очистки поверхности и начинают подавать в разрядную зону источника ионов кремнийорганическое соединение и/или смесь соединений в газообразной фазе, в составе которой есть, по крайней мере одно кремнийорганическое соединение, содержащее в составе молекулы атомы углерода (С) и кремния (Si), например: газообразные пары жидкого кремнийорганического соединения;
к) - осуществляют подачу напряжения на электроды ионно-оптической системы источника ионов;
л) - осуществляют включение разряда, ионизацию молекул газов в разрядном промежутке источника ионов и формирование в источнике ионов из молекул кремнийорганического соединения пучка ускоренных ионов, содержащих в своем составе кремний (Si) и углерод (С), в различных сочетаниях
м) - осуществляют бомбардировку поверхности обрабатываемого изделия пучком ионов, в составе которых есть ионы кремнийорганического соединения, в результате на поверхности протезов формируется пленка кремнийорганического соединения SixCy;
н) - происходит формирование на поверхности образцов изделий тонкопленочного покрытия на основе SixCy способом осаждения из пучка ионов кремнийорганического соединения, это происходит за счет диссоциации на поверхности изделия ускоренных ионов, содержащих в составе кремний и углерод
о) - причем минимальная толщина пленки hмин соответствует толщине слоя hмин≈2,5*10-10 м при сращивании отдельных островков пленки в сплошную структуру на поверхности образца, при этом процесс формирования на поверхности образцов изделия тонкопленочного покрытия на основе SixCy путем осаждения из пучка ионов, может продолжаться до получения заданной толщины пленки, необходимой для конкретного изделия;
п) - после достижения заданной толщины пленки h, обычно через τ≈30-160 минут, процесс останавливают, выключают подачу напряжения на электроды ионно-оптической системы источника ионов, прекращают подачу газа в источник ионов, закрывают затвор турбомолекулярного насоса, напускают в объем технологической вакуумной камеры атмосферный воздух, открывают дверь технологической вакуумной камеры, извлекают готовые изделия, с них удаляют защитные покрытия.
Способ формирования тонкопленочного защитного покрытия из кремнийорганического соединения SixCy на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов: из акриловых пластмасс, силиконовых, термопластичных, полиуретановых материалов и металлов, применяемых в стоматологии, проводится аналогично тому, что описан выше.
Изобретение относится к способу формирования тонкопленочного защитного покрытия на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов и может найти применение в стоматологии. Формируют тонкопленочное защитное покрытие, состоящее из тонкой пленки SixCy-карбида кремния. Покрытие наносят на поверхность изделия ионно-плазменным напылением непосредственно из пучка ускоренных ионов. В результате обеспечивают прочное соединение с материалами, из которых изготовлено изделие, защиту от микробной и грибковой адгезии, при этом полученное покрытие нерастворимо в водной среде, химически инертно и не вызывает аллергии. 6 з.п. ф-лы, 15 ил.
1. Способ формирования тонкопленочного защитного покрытия на изделиях в виде базисов съемных зубных протезов или обтураторов или компонентов челюстно-лицевых протезов, отличающийся тем, что покрытие формируют на основе карбида кремния (SixCy) ионно-плазменным напылением, при этом осуществляют:
а) загрузку предварительно подготовленных образцов изделий в объем технологической вакуумной камеры установки ионно-плазменной обработки;
б) откачку воздуха из объема технологической вакуумной камеры до давления ниже атмосферного, причем не выше Р=8-9·10-3 Па;
в) очистку поверхности образцов изделий путем подачи в разрядную зону источника ионов до рабочего давления от Ρ=1,0·10-2 Па до Ρ=1,0·10-1 Па рабочего газа, в качестве которого используют инертный газ, и/или химически активный газ, и/или смесь инертных и химически активных газов;
г) подачу на электроды ионно-оптической системы источника ионов напряжение, при этом включают разряд, ионизуют атомы и молекулы рабочего газа и формируют пучок ускоренных ионов инертных газов, и/или ионов химически активных газов, и/или ионов смесей инертных и химически активных газов;
д) очистку поверхности образцов изделий и ее активирование пучком ускоренных положительных ионов;
е) прекращение подачи рабочего газа для очистки поверхности протезов;
ж) подачу в разрядную зону источника ионов кремнийорганического соединения и/или смеси соединений в газовой фазе, в составе которой содержится по крайней мере одно кремнийорганическое соединение, содержащее в составе молекулы атомы углерода (С) и кремния (Si), при рабочем давлении в диапазоне от Ρ=1,0·10-2 Па до Р=1,0·10-1 Па;
з) подачу на электроды ионно-оптической системы источника ионов напряжения, при этом включают разряд, ионизуют атомы и молекулы кремнийорганического соединения в газообразной фазе в разрядной зоне и формируют пучок ускоренных ионов, в состав которых входят атомы углерода (С) и кремния (Si);
и) получение пленки толщиной hмин=2,5·10-10 м или толщиной от h=l,0·10-10 м до h=l,0·10-6 м.
2. Способ по п. 1, отличающийся тем, что нанесение покрытия осуществляют на базисы съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов, изготовленных из акриловых пластмасс.
3. Способ по п. 1, отличающийся тем, что нанесение покрытия осуществляют на базисы съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов, изготовленных из силиконовых материалов.
4. Способ по п. 1, отличающийся тем, что нанесение покрытия осуществляют на базисы съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов, изготовленных из термопластичных материалов.
5. Способ по п. 1, отличающийся тем, что нанесение покрытия осуществляют на базисы съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов, изготовленных из полиуретановых материалов.
6. Способ по п. 1, отличающийся тем, что нанесение покрытия осуществляют на металлические части съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов.
7. Способ по п. 1, отличающийся тем, что искусственные зубы или части базисов съемных зубных протезов, обтураторов и компонентов челюстно-лицевых протезов, не требующие нанесения покрытия, предварительно экранируют или защищают колпачками или пластинами из термопластичных материалов, выгнутыми по форме искусственных зубов или базисов съемных зубных протезов, или обтураторов, или компонентов челюстно-лицевых протезов в установке вакуумформер, или обертывают тонкой металлической фольгой, или покрывают изолирующим лаком, при этом прикрепляют к ним фиксаторы.
| Способ металлизации пластмассовых зубных протезов | 1989 |
|
SU1680142A1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ПРИ ОТСУТСТВИИ КОРОНКОВОЙ ЧАСТИ ЗУБА | 2005 |
|
RU2284794C2 |
| Способ получения 8-трихлорметилкофеина | 1950 |
|
SU89103A2 |
| US20100129615A1, 27.05.2010 | |||
| US20060105297A1 , 18.05.2006 | |||
| US20050012231A1 ,20.01.2005 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

