Изобретение относится к медицинской технике, а именно к способу нанесения покрытия на медицинские инъекционные устройства, и может быть использовано в практической медицине при определении оптимального места прокола инъекционной иглы при заборе крови, или ввода лекарства.
Известны ультразвуковые способы отслеживания кончика интервенционных инструментов, таких как иглы. Но при ультразвуковой визуализации видимость иглы часто бывает очень плохой из-за зеркальной природы поверхности иглы, которая отражает пучки ультразвукового излучения от зонда. Для смягчения этой проблемы некоторые производители игл производят иглы со специальными эхогенными покрытиями, но улучшение визуализации ограничено.
Известен способ изготовления медицинского устройства (например, инъекционной иглы) для отслеживания кончика интервенционного инструмента с помощью ультразвукового приемника, сформированного на интервенционном инструменте, который включает конформное формирование датчика на проводящем теле. Конформное формирование осуществляется с помощью нанесения пьезоэлектрического полимера, формирования первого диэлектрического слоя, формирования электрода поверх упомянутого пьезоэлектрического полимера, формирования второго диэлектрического слоя, формирования проводящего экрана и формирования наружного диэлектрического слоя [1].
Данный метод имеет следующие недостатки:
1. Высокая стоимость УЗИ аппарата (начинается от 1 млн р.)
2. При методе идентификации с помощью ультразвукового приемника положение иглы определяется визуально и зависит от разрешающий способности УЗИ аппарата.
3. В результате использования УЗИ метода происходит нагрев ткани, что может негативно сказываться на состоянии пациента.
4. При использовании УЗИ необходимо вплотную прикладывать датчик к телу пациента, следовательно, возникает необходимость его дезинфекции, что увеличивает время и сложность процедуры.
5. Пластики легко подвергаются биодеструкции.
Известны гальванические методы формирования покрытий, например микродуговое оксидирование для формирования оксидов титана [2].
Недостатки гальванических процессов в том, что они часто неэкологичны из-за применения токсичных веществ (цианидов), требуют много ванн не только для проведения процессов нанесения, но и для отмывки изделий, сушильные шкафы для сушки, не всегда обеспечивается хорошая адгезия покрытий к материалам образцов.
Известны способы нанесения электропроводящих пленок из металлов и сплавов с помощью магнетронных распылительных систем, в частности, меди, нержавеющей стали, титана. [3] На мишень из распыляемого материала, например, нержавеющей стали, подают напряжение и прикладывают магнитное поле. В рабочую камеру подают рабочий газ, обычно инертный газ аргон. Под действием электрического и магнитного полей в области мишени образуется разряд, ионы аргона бомбардируют поверхность мишени и формируется газообразный поток атомов материала мишени, который бомбардирует поверхность образца и образуется тонкопленочное покрытие. При распылении металла, например, титана, осаждается пленка титана. При распылении металлического сплава, например, нержавеющей стали происходит переосаждение сплава, то есть осаждается нержавеющая сталь.
Недостаток способов в том, что за один процесс можно сформировать покрытие только одного вида, а для изготовления структуры датчика необходимо вынимать медицинское изделие из одной вакуумной технологической камеры в другую, чтобы сформировать структуру из, по крайней мере, двух слоев.
Известны способы реактивного нанесения диэлектрических пленок из металлов и сплавов с помощью магнетронных распылительных систем и подачи химически активных газов в объем вакуумной технологической камеры. [3] Например, распыление титановой мишени в кислороде ведет к образованию пленки оксида титана. [3] В зависимости от состава газа, материала мишени и режима работы магнетронной распылительной системы пленки могут быть диэлектрическими и/или электропроводящими.
Недостаток способов в том, что за один процесс можно сформировать покрытие только одного вида, а для изготовления структуры датчика необходимо вынимать медицинское изделие из одной вакуумной технологической камеры в другую, применять экранирование части поверхности, формировать два-три вида покрытий, например, из нержавеющей стали или титана, между двумя изолирующими покрытиями, чтобы сформировать структуру из, по крайней мере, двух-трех слоев.
Известно техническое решение, согласно которому на поверхности медицинских изделий, например, металлических несъемных зубных протезов, в вакууме способом реактивного дугового нанесения путем распыления титана дуговым разрядом в газовой среде, содержащей азот, в частности смеси аргона и азота, формируют покрытие из нитрида титана [4, 5].
Кроме традиционного способа нанесения покрытий с помощью вакуумно-дуговых установок типа «Булат», разработаны модифицированные варианты проведения процессов, в частности, методы плазменно-ионной имплантации и осаждения с подачей к обрабатываемому изделию постоянного или импульсного напряжения [6]. Процесс нанесения пленок в вакууме состоит в создании (генерации) потока частиц, направленного в сторону обрабатываемой поверхности и последующей конденсации этих частиц на покрываемой поверхности с образованием тонкопленочных слоев. Таким образом, при нанесении тонких пленок одновременно протекают три процесса:
1) генерация направленного потока частиц осаждаемого вещества;
2) пролет частиц в объеме технологической камеры от источника к обрабатываемой поверхности;
3) соприкосновение частиц с обрабатываемой поверхностью и образование тонкопленочного покрытия [6].
Недостатки технического решения: традиционные способы и оборудование для дугового нанесения покрытия требуют сравнительно высокой температуры нанесения, обычно от 300 до 850°С. В модернизированных установках температура образцов от 100 до 500°С. Это вызывает деформирование изделий, особенно тонких конструктивных элементов, в частности игл.
Наиболее близким к заявляемому способу является способ формирования тонкопленочного защитного покрытия на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов. Формируют тонкопленочное защитное покрытие, состоящее из тонкой пленки SiC - карбида кремния. Покрытие наносят на поверхность изделия ионно-плазменным напылением непосредственно из пучка ускоренных ионов. В результате обеспечивают прочное соединение с материалами, из которых изготовлено изделие, защиту от микробной и грибковой адгезии, при этом полученное покрытие нерастворимо в водной среде, химически инертно и не вызывает аллергии [7].
Данный способ позволяет получить качественное тонкопленочное защитное покрытие на поверхности интервенционных инструментов, обладающее повышенной сопротивляемостью к бактериям, химической и механической стойкостью. Однако его состав не позволяет отслеживать кончик интервенционного инструмента, такого, как инъекционная игла. Кроме того, осаждением из пучков ионов в настоящее время невозможно нанести пленки металлов и/или сплавов, например, нержавеющей стали.
Задачей заявляемого изобретения является создание способа нанесения покрытия на поверхность интервенционного инструмента, позволяющего отслеживать его кончик при введении в биоткани.
Сущность изобретения заключается в том, что для возможности отслеживания кончика интервенционного инструмента на его поверхности формируют в вакууме ионно-плазменное покрытие на основе по крайней мере двух слоев, например, изолирующего, в частности, из карбида кремния, и/или, например, оксинитрида титана, и электропроводящего из металлов, например, меди, титана, серебра, и/или сплавов, например, нержавеющей стали.
В ряде случаев поверх сформированного электропроводящего слоя, например, из нержавеющей стали, наносят еще один диэлектрический слой, например, из карбида кремния. Такое покрытие обеспечивает барьерную функцию, защищает биоткани от проникновения тяжелых металлов, содержащихся в нержавеющей стали, и одновременно защищает нержавеющую сталь от биодеструкции. Кроме того, повышается точность определения положения кончика иглы, так как сигнал подается и снимается на небольшом участке поверхности, а не по всему корпусу иглы.
На металлический электропроводящий корпус медицинского интервенционного изделия, например, иглы из нержавеющей стали, и пленку из нержавеющей стали, нанесенную поверх изолирующего слоя, например, из карбида кремния, подают и снимают электрические сигналы различных частот и напряжений. Это создает ток в биологической ткани, по величине которого появляется возможность определить свойства биоткани и положение кончика иглы или другого интервенционного медицинского изделия.
Технический результат заявленного изобретения заключается в том, что покрытие позволяет проводить измерения электрических параметров биологической среды (электрический импеданс) в области колющей части иглы, по мере введения иглы в биоткани. Результат измерения не зависит от скорости введения. Это преимущество позволяет с высокой точностью контролировать положение иглы в реальном времени.
Указанный технический результат достигается тем, что способ нанесения покрытия на медицинское устройство, входящее в контакт с тканями тела, включает очистку и активацию поверхности устройства, и дальнейшее ионно-плазменное напыление потоком ускоренных частиц, формируемых магнетронным распылительным устройством и/или источником ионов. Причем смесь рабочих газов для подачи в источник ионов содержит, по крайней мере, одно кремнийорганическое соединение, происходит формирование, по крайней мере, одного потока ускоренных ионов и/или атомов соединений, содержащих атомы металлов, например, атомарные компоненты нержавеющей стали, в частности, Fe, Cr, Ni и/или титана (Ti). Перед нанесением каждого слоя экранируют часть поверхности медицинского инъекционного изделия, на которую не должен попасть данный вид покрытия. Таким образом, на поверхности наконечника интервенционного инструмента формируется структура из нескольких слоев для проведения импедансных измерений путем подачи и измерения электрических сигналов, позволяющая отслеживать положение кончика.
Способ нанесения покрытия на медицинское устройство, входящее в контакт с тканями тела, осуществляется следующим образом:
работы по нанесению покрытия выполняются на специально приспособленной для нанесения тонкопленочных покрытий установке ионно-плазменной обработки, изготовленной на базе промышленного агрегата высоковакуумного МЗ.300.000, оснащенного турбомолекулярным насосом и форвакуумным насосом НВР-16. В боковых стенках технологической вакуумной камеры расположены три порта для подсоединения устройств ионно-плазменной обработки. К одному из них подсоединили источник ионов с холодным катодом ИИ-4-0,15 («Радикал»), а к другому - магнетронное распылительное устройство постоянного тока МАГ-5. В нижней части технологической вакуумной камеры горизонтально располагается карусельный диск, который от электропривода вращается в горизонтальной плоскости вокруг вертикальной оси, которая проходит через центр диска, по кругу на расстоянии ≈70 мм от наружного края диска располагаются 24 штыря, каждый из которых также вращается вокруг собственной вертикальной оси. На эти штыри по одному надеваются держатели с медицинскими инъекционными устройствами, которые при включении электропривода вращаются в горизонтальной плоскости вместе с диском и одновременно каждый из них вращается вокруг вертикальной оси вместе со штырем с держателем, к которому при помощи фиксатора прикреплено устройство. Устройство, таким образом, одновременно вращается вокруг оси штыря и вокруг центра карусельного диска, совершая планетарное вращение.
Процесс нанесения покрытия проводят следующим образом:
а) - медицинское инъекционное устройство (например, инъекционную иглу) подготавливают к нанесению покрытия, при необходимости очищают, стерилизуют, моют, обезжиривают;
б) - экранируют часть поверхности изделия, на которую не должно попасть покрытие.
в) - образцы медицинских инъекционных устройств, закрепленные фиксаторами на держателях, устанавливают на штыри карусельного диска в технологической вакуумной камере установки ионно-плазменной обработки;
г) - откачивают атмосферный воздух из объема технологической вакуумной камеры до давления не выше Р≈8-9⋅10-3 Па по показаниям датчика ПММ-32-1 и вакуумметра ВМБ-14, которые применяются в промышленности, то есть до создания необходимого вакуума;
д) - подают ускоряющее напряжение на электроды ионно-оптической системы источника ионов ИИ-4-0,15 («Радикал») от блока питания БП-94;
е) - через натекатель системы напуска в разрядную зону источника ионов подают рабочий газ для очистки поверхности медицинских инъекционных устройств, например, инертный газ, обычно аргон, до достижения рабочего давления в диапазоне давлений от Р≈1,0⋅10-2 Па до Р≈1,0⋅10-1 Па; или смесь инертных и химически активных газов, например, инертного газа, аргона Ar - 80%, и химически активного газа, кислорода O2 - 20%;
ж) - формируют пучок ускоренных ионов рабочего газа;
з) - включают вращение карусельного диска и образцы медицинских инъекционных устройств начинают совершать планетарное вращательное движение, одновременно вращаясь в горизонтальной плоскости вместе с диском и вокруг вертикальной оси вместе со штырями;
и) - проводят очистку и активацию поверхности образцов инъекционных медицинских устройств (от одного до 24) в течение заданного времени, обычно τ≈5-60 минут пучком ускоренных положительных ионов, например, ионов инертных газов, в частности аргона Ar+, или смесью инертных и химически активных газов, например, инертного газа аргона Ar+ - 80%, и химически активного газа, кислорода О2 - 20%. Применение кислорода дополнительно обеспечивает уничтожение микроорганизмов на поверхности медицинских изделий;
к) - прекращают очистку и активацию поверхности образцов медицинских инъекционных устройств и прекращают подачу рабочего газа, то есть, инертного газа или смеси газов для очистки поверхности и начинают формировать диэлектрический слой;
л) - для этого при формировании слоя из карбида кремния начинают подавать в разрядную зону источника ионов кремнийорганическое соединение и/или смесь соединений в газообразной фазе, в составе которой есть, по крайней мере одно кремнийорганическое соединение, содержащее в составе молекулы атомы углерода (С) и кремния (Si), например: газообразные пары жидкого кремнийорганического соединения;
м) - осуществляют подачу напряжения на электроды ионно-оптической системы источника ионов;
н) - осуществляют включение разряда, ионизацию молекул газов в разрядном промежутке источника ионов и формирование в источнике ионов из молекул кремнийорганического соединения пучка ускоренных ионов, содержащих в своем составе кремний (Si) и углерод (С), в различных сочетаниях;
о) - осуществляют бомбардировку поверхности обрабатываемого медицинского инъекционного устройства пучком ионов, в составе которых есть ионы кремнийорганического соединения, в результате на поверхности устройств формируется пленка кремнийорганического соединения SiC (карбида кремния);
п) - происходит формирование на поверхности обрабатываемого медицинского устройства тонкопленочного покрытия из карбида кремния (SiC) способом осаждения из пучка ионов кремнийорганического соединения, это происходит за счет диссоциации на поверхности изделия ускоренных ионов, содержащих в составе кремний и углерод;
р) - причем минимальная толщина пленки hмин соответствует толщине слоя hмин≈2,5*10-10 м при сращивании отдельных островков пленки в сплошную структуру на поверхности устройства, при этом процесс формирования на поверхности устройств тонкопленочного покрытия из карбида кремния (SiC) путем осаждения из пучка ионов может продолжаться до получения заданной толщины пленки, необходимой для конкретного медицинского инъекционного устройства;
с) - после достижения заданной толщины пленки h, обычно через τ≈30-600 минут, процесс останавливают, выключают подачу напряжения на электроды ионно-оптической системы источника ионов, прекращают подачу газа в источник ионов, закрывают затвор турбомолекулярного насоса, напускают в объем технологической вакуумной камеры атмосферный воздух, открывают дверь технологической вакуумной камеры, извлекают медицинские устройства, на часть поверхности которых нанесена диэлектрическая пленка, например, из карбида кремния;
т) - при формировании диэлектрического слоя посредством реактивного магнетронного распыления в объем вакуумной технологической камеры подают один химически активный газ или газовую смесь, содержащую химически активные газы, например, аргон и кислород, воздух (смесь азота и кислорода);
у) - осуществляют подачу напряжения на мишень магнетронной распылительной системы;
ф) - осуществляют включение разряда, ионизацию молекул газов в области разряда магнетронной распылительной системы и формирование потока ускоренных частиц, содержащих молекулы, атомы и ионы компонентов соединений рабочего газа с материалом мишени;
х) - осуществляют бомбардировку поверхности обрабатываемого медицинского инъекционного устройства потоком ускоренных частиц, сформированных в разряде магнетронной распылительной системы, содержащих химические соединения материала мишени и компонентов рабочего газа;
ц) - происходит формирование на поверхности обрабатываемого медицинского устройства тонкопленочного покрытия способом реактивного магнетронного нанесения. Например, при работе с титановой мишенью и воздухом на поверхности изделия формируется диэлектрическая пленка оксинитрида титана;
ч) - причем минимальная толщина пленки hмин соответствует толщине слоя hмин≈2,5*10-10 м при сращивании отдельных островков пленки в сплошную структуру на поверхности устройства, при этом процесс формирования на поверхности устройств тонкопленочного покрытия может продолжаться до получения заданной толщины пленки, необходимой для конкретного медицинского инъекционного устройства;
ш) - после достижения заданной толщины пленки h, обычно через τ≈10-600 минут, процесс останавливают, выключают подачу напряжения на мишень магнетронной распылительной системы, прекращают подачу газа в объем технологической камеры, закрывают затвор турбомолекулярного насоса, напускают в объем технологической вакуумной камеры атмосферный воздух, открывают дверь технологической вакуумной камеры, извлекают медицинские устройства, на часть поверхности которых нанесена диэлектрическая пленка, например, из оксида или оксинитрида титана;
щ) - экранируют часть поверхности медицинского изделия и первого диэлектрического слоя;
ь) - снова крепят образцы на держателях, устанавливают в камеру, откачивают, подают в технологическую камеру рабочий газ, например, аргон, подают напряжение на электроды магнетронной распылительной системы, включают разряд, формируют поток частиц, содержащих атомы и ионы компонентов, входящих в состав распыляемого материала, например, нержавеющей стали или титана;
ы) - осуществляют в вакууме бомбардировку неэкранированных участков поверхности обрабатываемого медицинского устройства потоком атомов и ионов, в составе которых есть атомы и ионы, входящие в состав электропроводящих металлов и/или сплавов, например, нержавеющей стали (например, Fe, Fe+, Fe-, Ni, Ni+,Ni-) и/или титана (Ti). В результате на неэкранированных участках поверхности устройств формируется электропроводящая пленка. При распылении мишени из нержавеющей стали это будет электропроводная пленка, например, из нержавеющей стали, включающая, в частности, атомы Fe, Cr, Ni, и/или титана (Ti).
ъ) - причем минимальная толщина пленки hмин соответствует толщине слоя hмин≈2,5*10-10 м при сращивании отдельных островков пленки в сплошную структуру на поверхности устройства, при этом процесс формирования на поверхности устройств тонкопленочного покрытия может продолжаться до получения заданной толщины пленки, необходимой для конкретного медицинского инъекционного устройства;
э) - после достижения заданной толщины пленки h, обычно через τ≈5-600 минут, процесс останавливают, выключают подачу напряжения на мишень магнетронной распылительной системы, прекращают подачу газа в объем технологической камеры, закрывают затвор турбомолекулярного насоса, напускают в объем технологической вакуумной камеры атмосферный воздух, открывают дверь технологической вакуумной камеры, извлекают медицинские устройства, на часть поверхности которых нанесена электропроводящая пленка из нержавеющей стали;
ю) - в том случае, если применяют два диэлектрических слоя, экранируют часть поверхности медицинского изделия, на которую нанесен первый диэлектрический слой и электропроводящий слой, например, из нержавеющей стали, затем как уже описано ранее из пучка ионов или с помощью магнетронной распылительной системы формируют еще один диэлектрический слой. После остановки процесса нанесения извлекают изделие с тремя слоями из технологической камеры, снимают экраны;
я) - в результате формирования на поверхности обрабатываемого медицинского инъекционного устройства (иглы) двух (или трех) тонкопленочных покрытий (на основе, например, карбида кремния (или оксинитрида титана) и нержавеющей стали (или титана) образуется диагностическая измерительная импедансная система, включающая: проникающую иглу удлиненной формы, первый участок дистального края вышеупомянутой иглы является электропроводным, по крайней мере одна электродная структура расположена вдоль оси и соединяет первый участок и, по крайней мере, один электрод соединен с измерительным прибором измерительной импедансной системы для измерения электрического импеданса биологической ткани, контактирующей с упомянутым участком и упомянутым электродом.
При необходимости на поверхность электропроводящего электрода может быть нанесен еще один диэлектрический слой.
Если третьего слоя нет, то на корпус медицинского устройства и электропроводящий слой подают и снимают сигналы, характеризующие ткань, с которой контактирует наконечник.
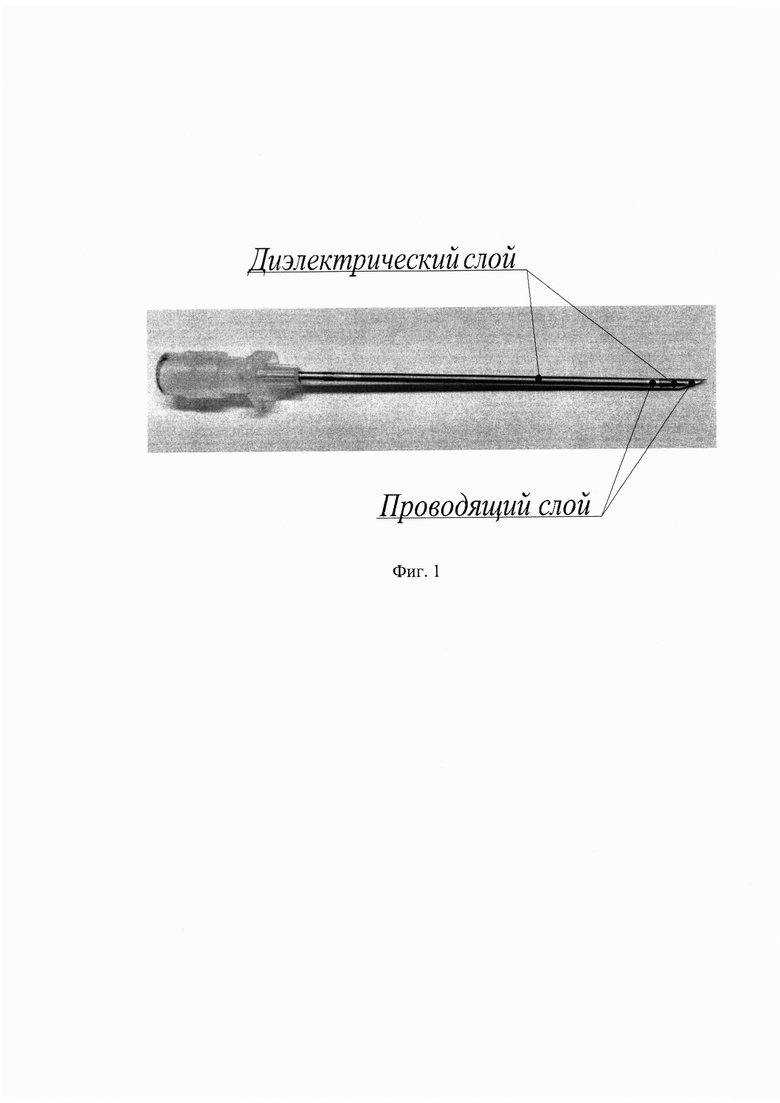
Импедансная измерительная система регистрирует электрофизические параметры биологической ткани, такие как диэлектрическая проницаемость и электрическая проводимость. Модуль цифровой обработки измерительного преобразователя генерирует сигнал бинарной формы и предоставляет расчет электрического импеданса и сдвига фазы в реальном времени. Регистрация сигнала производится при помощи медицинского инъекционного устройства, подключенного к измерительному преобразователю. Использование вышеописанного игольчатого устройства с тремя покрытиями (фиг. 1), позволяет регистрировать сигнал непосредственно с металлизированного окончания иглы.
Точность измерения не зависит от скорости введения устройства в биоткани, так как расстояние между регистрирующим и подающим сигнал электродом не изменяется. Благодаря данной системе возможно с высокой точностью определить тип ткани, в котором находится металлизированное окончание иглы, а также момент перехода из одного типа ткани в другой.
Заявляемый способ может найти применение в малоинвазивной медицине для повышения эффективности лечения путем увеличения точности попадания в нужный участок организма. В качестве исходных компонентов для нанесения покрытия используются, в частности, карбид кремния и нержавеющая сталь - стоимость данных материалов достаточно низкая и доказана их биоинертность и биорезистентность. Кроме того, метод ионно-плазменного напыления низкотемпературный и возможно нанесения покрытия на полимерные материалы (другие медицинские устройства, например, катетеры).
Источники информации
1. Патент РФ №2690616. Игла с датчиками на основе пьезоэлектрических полимеров.
2. Патент РФ №2383664. Способ получения анодно-оксидного покрытия на деталях из титановых сплавов.
3. Берлин Е.В., Сейдман Л.А. Получение тонких пленок реактивным магнетронным распылением. М.: Техносфера, 2014. - 256 с.
4. ГОСТ Р 51058-97 Протезы зубные металлические с защитными покрытиями. Технические условия.
5. Нанесение нитрид титана на металлические поверхности https://kvadra-tools.ru/a50966-nanesenie-nitrid-titana.html.
6. Технология. Лаборатория вакуумного напыления. http://n-titana.ru/technology
7. Патент РФ №2540227. Способ формирования тонкопленочного защитного покрытия на базисах съемных зубных протезов, обтураторах и компонентах челюстно-лицевых протезов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОПЛЕНОЧНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА БАЗИСАХ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ, ОБТУРАТОРАХ И КОМПОНЕНТАХ ЧЕЛЮСТНО-ЛИЦЕВЫХ ПРОТЕЗОВ | 2013 |
|
RU2540227C2 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ПЕРЕЛОМА КОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2737578C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЧЕТЧИКА ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2020 |
|
RU2765146C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИНТЕРФЕРЕНЦИОННЫХ ПОКРЫТИЙ НА ОПТИЧЕСКОМ ЭЛЕМЕНТЕ | 2022 |
|
RU2811325C2 |
| СВЧ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2287875C2 |
| Способ напыления электропроводящего металл-углеродного многослойного покрытия на ленточную подложку из нетканого волокнистого материала | 2017 |
|
RU2677551C1 |
| Способ нанесения нанопленочного покрытия на подложку | 2018 |
|
RU2681587C1 |
| Способ функционализации поверхности медицинского изделия путем наклонного осаждения структурированного антибактериального покрытия на основе фосфатов кальция | 2022 |
|
RU2806506C1 |
| Способ получения наноструктурированных покрытий из карбидов тугоплавких металлов | 2018 |
|
RU2694297C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2349829C1 |
Изобретение относится к медицинской технике, а именно к инъекционной игле, входящей в контакт с тканями тела. Инъекционная игла включает покрытие, полученное путем очистки и активации поверхности иглы ускоренными ионами и дальнейшего ионно-плазменного напыления сначала потоком газообразных ускоренных частиц, содержащим кремнийорганическое соединение, и далее ионно-плазменное напыление потоком газообразных ускоренных частиц, содержащим атомы металлов: железа (Fe) и/или титана (Ti). Технический результат – получение покрытия на инъекционной игле, которое позволяет проводить измерения электрических параметров биологической среды (электрический импеданс) в области колющей части иглы по мере введения иглы в биоткани, при этом результат измерения не зависит от скорости введения, что позволяет с высокой точностью контролировать положение иглы в реальном времени. 1 ил.
Инъекционная игла, входящая в контакт с тканями тела, включающая покрытие, полученное путем очистки и активации поверхности иглы ускоренными ионами и дальнейшего ионно-плазменного напыления сначала потоком газообразных ускоренных частиц, содержащим кремнийорганическое соединение, и далее ионно-плазменное напыление потоком газообразных ускоренных частиц, содержащим атомы металлов: железа (Fe) и/или титана (Ti).

