Перекрестная ссылка на родственную заявку
Эта заявка претендует на приоритет предварительной заявки 61/271990, поданной 29 июля 2009 года, полное описание которой включено сюда посредством ссылки.
Область изобретения
Настоящее изобретение относится к сращенным жгутам из стекловолокна, а также к системам и способам для сращивания жгутов из стекловолокна.
Предпосылки создания изобретения
Жгуты из стекловолокна могут использоваться в ряде приложений. Обычно жгуты из стекловолокна находятся в комплекте в свернутом виде. В то время как в комплекте в свернутом виде жгут имеет значительную длину, часто требуется срастить жгуты вместе для создания длинных квазинепрерывных жгутов из стекловолокна для некоторых применений. Одной из существующих методик для соединения жгутов из стекловолокна является сращивание с помощью воздушного сплетения. В этой методике разделяются и связываются отдельные волокна жгутов за счет использования высокого давления воздуха на концах, которые должны соединяться. Ряд промышленных устройств, часто называемых «воздушными устройствами для сращивания» или «пневматическими устройствами для сращивания» могут использоваться для сращивания жгутов.
В последнее время были развиты методики изготовления для получения термопластических смол, усиленных с помощью длинных стеклянных волокон. Такие процессы, как G-LFT (технология получения гранулированного длинного волокна) и D-LFT (технология получения прямого длинного волокна) армируют термопластические смолы с помощью волокон, которые сохраняют достаточную длину для обеспечения изделий требуемыми механическими свойствами и износоустойчивостью. Сращивание путем воздушного сплетения может быть в общем недостаточным при некоторых применениях LFT-технологии. Например, применения LFT-технологии при повышенных температурах, высокой вязкости, и/или высокой скорости деформации приводят к тому, что сращивание с помощью воздушного сплетения нарушается. Кроме того, гранулометрические составы, используемые на жгутах из стекловолокна при применении LFT-технологии, могут уменьшать трение между стеклянными нитями и, кроме того, уменьшать эффективность методов воздушного сращивания, особенно при повышенных температурах. Для применений, дающих высокую деформацию волокон, участки сращивания часто должны быть очень длинными (от 0,5 до 1 м). Такие длинные участки сращивания должны изготавливаться вручную с помощью обученного персонала. Даже после этого процесс является очень трудоемким и в результате получаются участки сращивания ненадлежащего качества. Другим недостатком длинных участков сращивания, часто используемых в процессах на основе LFT-технологии, является получение большого количества «разлетевшегося» или «потерянного стекла», что нежелательно для многих приложений. Кроме того, если длинные участки сращивания не реализуются правильным образом, участок сращивания может не сохранять работоспособность для осуществления последующих технологических процессов.
С точки зрения неэффективности и трудностей, встречающихся при сращивании в процессах на основе LFT-технологии, существует необходимость создания улучшенных участков сращивания и способов сращивания жгутов из стекловолокна.
Краткое описание изобретения
Некоторые варианты реализации настоящего изобретения направлены на улучшение способов соединения двух или более жгутов из стекловолокна. В некоторых вариантах реализации настоящее изобретение создает способ для соединения двух или более жгутов из стекловолокна, содержащий перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; и нанесение связующего вещества, по меньшей мере, на одну часть области сращивания.
Другие варианты реализации настоящего изобретения направлены на создание усовершенствованного сращенного жгута из стекловолокна. В некоторых вариантах реализации в настоящем изобретении создается сращенный жгут из стекловолокна, содержащий первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одна область сращивания, содержащая множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута, где, по меньшей мере, одна область сращивания имеет в длину между приблизительно 1 и приблизительно 10 см и имеет предел прочности на разрыв в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания.
Еще одни варианты реализации настоящего изобретения направлены на создание систем для сращивания двух или более жгутов из стекловолокна. В некоторых вариантах реализации в настоящем изобретении создается система для сращивания двух или более жгутов из стекловолокна, содержащая пневматическое устройство для сращивания; устройство для нанесения связующего вещества; источник ультрафиолетового излучения; и приспособление для подачи сращенного жгута.
Краткое описание чертежей
Фиг. 1 представляет собой вид сбоку сращенного жгута настоящего изобретения.
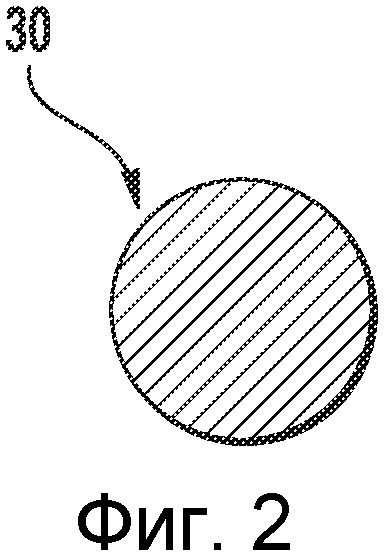
Фиг. 2 представляет собой вид поперечного сечения сращенного жгута фиг.1, взятый вдоль линии 2-2 фиг. 1.
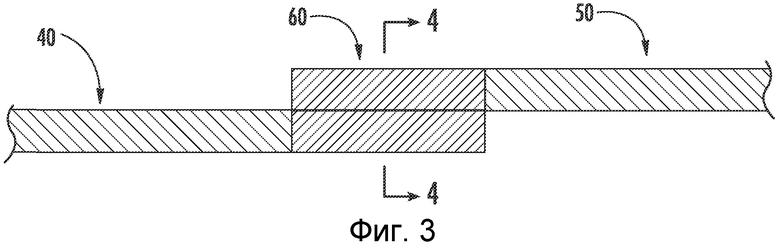
Фиг. 3 представляет собой вид сбоку сращенного жгута, имеющего область сращивания с «наборным» профилем.
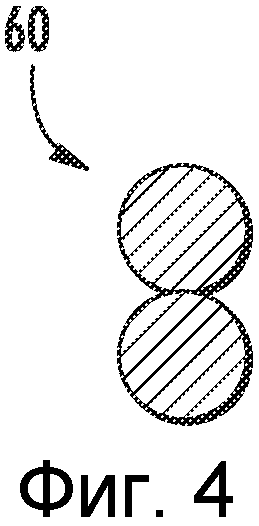
Фиг. 4 представляет собой вид поперечного сечения сращенного жгута фиг. 3, взятый вдоль линии 4-4 фиг. 3.
Подробное описание чертежей
Для целей этого описания, если не отмечено по-другому, все числа, выражающие количества веществ, условия обработки и т.д., используемые в описании, должны пониматься как изменяемые во всех примерах с помощью термина «приблизительно». Соответственно, если не отмечено иначе, числовые параметры, установленные в следующем описании, являются приближениями, которые могут изменяться в зависимости от требуемых свойств, которые предусматривается получить с помощью настоящего изобретения. В наименьшей степени, и не в качестве попытки ограничить заявку в отношении рамок изобретения с учетом доктрины эквивалентов, каждый числовой параметр должен быть, по меньшей мере, истолкован в свете числа сообщаемых значащих цифр и с применением обычных процедур округления.
Несмотря на то, что числовые диапазоны и параметры, устанавливающие широкие рамки изобретения, являются приблизительными, числовые величины, установленные в конкретных примерах, описываются настолько точно, насколько это возможно. Любая числовая величина, однако, в действительности содержит ошибки, обязательно происходящие за счет стандартного отклонения, обнаруженного в применяемых тестовых измерениях.
Кроме того, отметим, что при использовании в этом описании, формы единственного числа включают и множественное число ссылок, если ясно и определенно не оговаривается ограничение одной ссылкой.
Как здесь используется, термин «жгут» означает множество отдельных нитей из стекловолокна и включает как жгуты с одним концом, так и жгуты со множеством концов. Жгут с одним концом представляет собой отдельную связку из непрерывных нитей, совмещенных в обособленной жиле. Жгут со множеством концов изготавливается из множества обособленных жил, причем каждая жила имеет множество непрерывных нитей. Термин «непрерывный», используемый здесь в связи с нитями, жилами или жгутами, означает, что нити, жилы или жгуты в общем имеют значительную длину, но нельзя понимать, что это означает, что длина бесконечна или неограниченна. При сегодняшнем промышленном изготовлении, когда непрерывная жила или жгут подается из комплекта или множества комплектов, непрерывная жила или жгут обычно имеют длину между приблизительно 40000 и приблизительно 160000 метров, хотя могут быть созданы и другие длины. Также, как используется здесь попеременно, термины «участок сращивания» и «сращивание» относятся к действию соединения, по меньшей мере, двух жгутов из стекловолокна. Кроме того, как он здесь используется, термин «участок сращивания» может, с другой стороны, относиться к области сращивания сращенного жгута, что делается понятным из контекста использования термина.
Настоящее изобретение в общем является полезным для соединения или сращивания вместе двух или более жгутов из стекловолокна для формирования квазинепрерывной длинной жилы (или жгута) из стекловолокна. Квалифицированные специалисты признают, что настоящее изобретение может быть реализовано при изготовлении, монтаже, наложении и/или использовании ряда жгутов из стекловолокна. Неограничивающие примеры стеклянных волокон, подходящих для использования в настоящем изобретении, могут включать стеклянные волокна, изготовленные из способных образовывать волокна стеклянных составов, таких, как «Е-стекло», «А-стекло», «С-стекло», «S-стекло», «ECR-стекло» (устойчивое к коррозии стекло) и свободных от фтора и/или бора их производных. Жилы или жгуты из стекловолокна для использования в вариантах реализации настоящего изобретения, включая вид гранулометрического состава или состава покрытия, нанесенного на них, могут быть выбраны с использованием методики, хорошо известной квалифицированным специалистам.
Настоящее изобретение в общем полезно для соединения или сращивания вместе двух или более жгутов из стекловолокна, когда существует необходимость эффективно увеличить длину одного или более волокон таким образом, чтобы сформировать квазинепрерывный жгут. Настоящее изобретение может быть полезно, например, при соединении или сращивании вместе двух или более жгутов из стекловолокна, подходящих для использования в приложениях LFT-технологии. Настоящее изобретение также может быть полезно, например, при соединении или сращивании вместе двух или более жгутов из стекловолокна с низким тексом для использования при получении одноосноориентированного волокнистого отверждаемого пластика. Квалифицированные специалисты признают, что настоящее изобретение может быть использовано для сращивания ряда различных типов жгутов из стекловолокна. Неограничивающие примеры промышленных жгутов из стекловолокна, которые могут сращиваться с помощью способов настоящего изобретения, включают PPG's TufRov® 4510, TufRov® 4517, TufRov® 4575, TufRov® 4585, TufRov® 4588, TufRov® 4589, TufRov® 4599 жгуты.
Некоторые варианты реализации настоящего изобретения относятся к улучшенным способам для соединения двух или более жгутов из стекловолокна. Некоторые варианты реализации настоящего изобретения также относятся к улучшенным сращенным жгутам из стекловолокна. Другие варианты реализации настоящего изобретения относятся к системам для сращивания двух или более жгутов из стекловолокна.
Некоторые варианты реализации сращенных жгутов из стекловолокна могут иметь различные свойства. Например, некоторые варианты сращенных жгутов из стекловолокна настоящего изобретения могут проявлять предел прочности на разрыв между приблизительно 50% и приблизительно 150% от предела прочности на разрыв одного или соединенных жгутов до сращивания, в некоторых вариантах реализации.
В некоторых вариантах реализации настоящего изобретения способ соединения двух или более жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; и нанесение связующего вещества, по меньшей мере, на одну часть области сращивания. Как отмечено выше, некоторые приложения, в которых используются жгуты из стекловолокна, демонстрируют высокую деформацию на жгутах. Некоторые варианты реализации способов сращивания настоящего изобретения могут быть скоростными и могут создавать довольно короткие участки сращивания при сохранении приемлемых пределов прочности на разрыв.
В некоторых вариантах реализации настоящего изобретения способ соединения двух или более жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; и нанесение связующего вещества, по меньшей мере, на одну часть области сращивания, где область сращивания составляет, по меньшей мере, приблизительно 1 см в длину. В некоторых вариантах реализации область сращивания может быть приблизительно 1 и приблизительно 5 сантиметров в длину. В некоторых вариантах реализации длина области сращивания составляет между приблизительно 1 и приблизительно 10 сантиметрами, в то время как в других вариантах реализации ее длина составляет между приблизительно 1 и приблизительно 20 сантиметрами. Способы сращивания настоящего изобретения также могут быть полезны для формирования более длинных участков сращивания. В некоторых вариантах реализации область сращивания может быть приблизительно вплоть до 100 сантиметров в длину, в то время как в других вариантах реализации область сращивания может быть между приблизительно 1 и приблизительно 100 сантиметрами в длину. Способы сращивания настоящего изобретения могут быть полезными для формирования участков сращивания фактически любой длины, поскольку требуемая длина участка может быть получена при пневматическом сращивании. Квалифицированный специалист понимает, что различные длины областей сращивания могут требоваться для различных применений. Факторы, которые могут быть важными при выборе длины области сращивания, включают количество и диаметр стеклянных нитей в жгутах, которые сращиваются; деформацию, которой подвергаются жгуты; требуемую прочность сращивания; поперечную площадь и/или объем сращивания; количество и химический состав любых гранулометрических составов или других покрытий, наносимых на нити и/или жилы; масштабы и другие условия, связанные с последующей технологической обработкой сращенных жгутов (такой, как прохождение через штамп с пропиткой, штамп с покрытием из жил или пропиточную ванну с термоклеем со стержнями или пульсирующими волнами или без них, и где включены смолы, температура обработки смолы, вязкость смолы, и время, в течение которого участок сращивания подвергается воздействию смолы в ходе обработки) и другие факторы. В некоторых вариантах реализации большая часть области перекрытия может сращиваться пневматически. В других вариантах реализации по существу вся область перекрытия может сращиваться автоматически.
Нужно отметить, что для некоторых применений может быть нежелательно добавлять связующее вещество по всей длине области сращивания в некоторых вариантах реализации настоящего изобретения. В общем длина области сращивания, на которую нанесено связующее вещество, может быть определена более строго, чем длины области сращивания или жгута, на которые связующее вещество не наносится, в некоторых вариантах реализации. В некоторых вариантах реализации, где используются жгуты из стекловолокна, включая некоторые приложения LFT-технологии, жгуты могут проходить через разные изгибы и/или волны, как через волновые пластины в экструдере. Когда изгибы и/или волны включают резкие изгибы, жесткие куски сращенных жгутов могут становиться хрупкими и ломаться вместо изгиба и плавного изменения направления. Следовательно, в некоторых вариантах реализации настоящего изобретения длина области сращивания, на которую наносится связующее вещество, должна выбираться на основе, по меньшей мере, частично, используемого применения жгута. В некоторых вариантах реализации связующее вещество должно добавляться только на часть длины области сращивания. В некоторых вариантах реализации настоящего изобретения связующее вещество должно добавляться не более чем на 5 см длины области сращивания. В других вариантах реализации настоящего изобретения связующее вещество может добавляться на длину области сращивания, которая больше чем приблизительно 5 см.
В некоторых вариантах реализации настоящего изобретения, в которых область перекрытия сращивается пневматически, пневматическое сращивание, по меньшей мере, части области перекрытия может включать столкновение одной или более струй спрессованного воздуха, по меньшей мере, на части области перекрытия. В некоторых дополнительных вариантах реализации пневматическое сращивание, по меньшей мере, части области перекрытия может включать столкновение одной или более струй спрессованного воздуха, по меньшей мере, на части области перекрытия, посредством чего множество стеклянных волокон сплетается в жгуты.
Некоторые варианты реализации настоящего изобретения могут демонстрировать и/или давать удобную форму участка сращивания. Эта особенность некоторых вариантов реализации будет обсуждаться со ссылкой на чертежи. Как показано на фиг. 1, в некоторых вариантах реализации настоящего изобретения пневматическое устройство для сращивания может создавать участок сращивания, который сплетает множество волокон переднего конца первого жгута 10 в «выемке», сформированной на заднем конце второго жгута 20, таким образом первый жгут 10 «вкладывается» во второй жгут 20, формируя участок сращивания 30, имеющий «вложенный» профиль. Поперечное сечение такого участка сращивания может быть по существу круглым, как показано на фиг. 2. Этот вложенный профиль контрастирует с участками сращивания, полученными другими способами сращивания, в которых два жгута частично перекрываются, один на верхушке другого, как показано на фиг. 3. Передний конец первого жгута 40 частично перекрывает задний конец второго жгута 50 таким образом, чтобы сформировать участок сращивания 60 имеющий «наборный» профиль. Как показано на фиг. 4, поперечное сечение участка сращивания, имеющего «наборный» профиль, может по существу напоминать очертания цифры 8. Для многих применений «наборный» профиль не подходит. Хотя участок сращивания, имеющий наборный профиль, может иметь полную площадь поперечного сечения или полный объем, аналогичный участку сращивания, имеющему вложенный профиль, когда участок сращивания, имеющий наборный профиль, проходит через штамп или подвергается воздействию вязкой среды в ванне с пропиткой, форма наборного профиля наиболее вероятно приобретет нежелательное расслоение или другое повреждение участка сращивания. В некоторых вариантах реализации настоящего изобретения, где область перекрытия из двух или более жгутов из стекловолокна создается за счет пневматического сращивания, пневматическое сращивание, по меньшей мере, части области перекрытия может включать столкновение одной или более струй сжатого воздуха, по меньшей мере, на части области перекрытия, посредством чего множество стеклянных волокон сплетается в жгуты, в результате образуется участок сращивания, имеющий вложенный профиль.
Еще одна особенность некоторых вариантов реализации настоящего изобретения состоит в получении участка сращивания, имеющего относительно малую площадь поперечного сечения. В некоторых вариантах реализации настоящего изобретения участок сращивания может иметь площадь поперечного сечения в месте его наибольшей толщины не более чем 150% от суммы площадей поперечных сечений первого и второго жгутов. В других вариантах реализации участок сращивания может иметь площадь поперечного сечения в месте его наибольшей толщины не более чем 95% от суммы площадей поперечных сечений первого и второго жгутов. В еще одних вариантах реализации участок сращивания может иметь площадь поперечного сечения в месте его наибольшей толщины не более чем 85% от суммы площадей поперечных сечений первого и второго жгутов. Участки сращивания, имеющие такие площади поперечного сечения, могут быть сформированы с использованием вариантов реализации способов и систем настоящего изобретения.
Другая особенность некоторых вариантов реализации настоящего изобретения состоит в получении участка сращивания, имеющего относительно малый объем. В некоторых вариантах реализации участок сращивания может иметь объем не более чем 150% от объема, по меньшей мере, части области перекрытия до сращивания. В других вариантах реализации участок сращивания может иметь объем не более чем 95% от объема, по меньшей мере, части области перекрытия до сращивания. В еще одних вариантах реализации участок сращивания может иметь объем не более чем 85% от объема, по меньшей мере, части области перекрытия до сращивания. Участки сращивания, имеющие такие объемы, могут быть сформированы с использованием вариантов реализации способов и систем настоящего изобретения.
Связующие вещества, которые могут быть использованы в некоторых вариантах реализации настоящего изобретения, могут иметь множество свойств. Как отмечалось выше, связующее вещество может наноситься, по меньшей мере, на часть области сращивания в некоторых вариантах реализации. Вязкость связующих веществ может влиять на эффективность некоторых вариантов реализации. В некоторых вариантах реализации связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сантипуазами. В других вариантах реализации связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 10 сантипуазами. В еще одних вариантах реализации связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 5 сантипуазами. В других вариантах реализации связующее вещество проявляет вязкость при 25°С приблизительно 3 сантипуаза.
Некоторые варианты реализации способов настоящего изобретения, в которых связующее вещество наносится, по меньшей мере, на часть области сращивания из двух или более жгутов, могут, кроме того, содержать отверждение связующего вещества. Таким образом, связующие вещества, которые могут использоваться в некоторых вариантах реализации, включают отверждаемые связующие вещества. Дополнительная особенность связующих веществ, которые могут использоваться в некоторых вариантах реализации настоящего изобретения, относится к их способности отверждаться. Отвержденные связующие вещества в некоторых вариантах реализации настоящего изобретения могут предотвращать нежелательную липкость сращенных жгутов в ходе манипулирования с ними в последующем технологическом процессе и обработке. Связующие вещества могут отверждаться любым подходящим методом, известным квалифицированному специалисту, хотя некоторые механизмы отверждения могут быть более предпочтительными по сравнению с другими. Кроме того, некоторые отдельные связующие вещества могут отверждаться множеством путей. Например, отдельные связующие вещества могут отверждаться под воздействием воздуха, влаги, света (например, видимого или ультрафиолетового светового излучения), нагревания или комбинаций перечисленного. В некоторых вариантах реализации настоящего изобретения связующее вещество включает отверждаемое связующее вещество, такое как светоотверждаемое связующее вещество. В других вариантах реализации настоящего изобретения связующее вещество включает связующее вещество, отверждаемое с помощью ультрафиолетового излучения. В еще одних вариантах реализации настоящего изобретения связующее вещество содержит метилметакрилат.
Еще одна особенность некоторых вариантов изобретения состоит в получении сращенных жгутов, которые могут выдерживать высокие температуры, используемые в некоторых последующих технологических процессах, таких как некоторые применения LFT-технологии. В некоторых вариантах реализации может быть важно, чтобы связующее вещество выдерживало высокие температуры, которые могут использоваться в последующих технологических процессах. Например, некоторые варианты реализации содержат связующее вещество, которое может по существу связывать стеклянные волокна вместе, при этом они испытывают воздействие температур вплоть приблизительно до 450°С вплоть приблизительно до 200 секунд. В других вариантах реализации настоящего изобретения связующее вещество может по существу связывать стеклянные волокна вместе, при этом они испытывают воздействие температур между приблизительно 140°С и приблизительно 450°С на протяжении приблизительно от 2 до приблизительно 200 секунд.
Присутствие связующего вещества в жгуте из стекловолокна может считаться загрязнением в ходе получения изделий в последующем технологическом процессе в некоторых применениях. Для некоторых применений может быть желательным ограничение количества таких загрязнений по отношению к отдельным частям на миллион, т.е. приблизительно от 1 до приблизительно 10 частей на миллион. Таким образом, в некоторых вариантах реализации, где связующее вещество наносится, по меньшей мере, на часть области сращивания, может быть важным количество используемого связующего вещества. В некоторых вариантах реализации приблизительно 0,5 грамм или менее связующего вещества может быть нанесено на область сращивания. В других вариантах реализации настоящего изобретения нанесение связующего вещества, по меньшей мере, на одну часть области сращивания, может включать нанесение приблизительно 0,1 грамма связующего вещества. В еще одних вариантах реализации настоящего изобретения нанесение связующего вещества, по меньшей мере, на одну часть области сращивания, может включать нанесение приблизительно 0,01 грамма связующего вещества или более.
Ряд особенностей связующих веществ, которые могут быть использованы в различных вариантах реализации настоящего изобретения, описывается здесь. В зависимости от приложения могут использоваться связующие вещества, имеющие одну или более этих особенностей. Например, в некоторых вариантах реализации, в которых связующее вещество наносится, по меньшей мере, на часть области сращивания, из двух или более жгутов из стекловолокна связующее вещество может: (i) проявлять вязкость при 25°С между приблизительно 1 и приблизительно 100 сантипуазами; (ii) включать связующее вещество, отверждаемое с помощью ультрафиолетового излучения; и (III) по существу связывать стеклянные волокна вместе при воздействии на них температур вплоть приблизительно до 450°С на протяжении приблизительно 200 секунд.
В некоторых вариантах реализации настоящего изобретения способ соединения двух или более жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; нанесение связующего вещества, по меньшей мере, на одну часть области сращивания; и подрезку переднего конца первого жгута и заднего конца второго жгута. В некоторых вариантах реализации концы могут быть подрезаны до нанесения связующего вещества.
В некоторых вариантах реализации настоящего изобретения способ соединения двух или более жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; нанесение связующего вещества, по меньшей мере, на одну часть области сращивания; и отверждение связующего вещества. В других вариантах реализации настоящего изобретения отверждение связующего вещества содержит облучение связующего вещества световым излучением. В еще одних вариантах реализации настоящего изобретения отверждение связующего вещества включает облучение связующего вещества ультрафиолетовым излучением.
Некоторые варианты реализации настоящего изобретения относятся к сращенным жгутам, имеющим высокий предел прочности на разрыв или могут приводить к получению сращенных жгутов, которые имеют высокий предел прочности на разрыв в результате сращивания. В общем, предел прочности на разрыв несращенных жгутов из стекловолокна может меняться в зависимости от количества и толщины нитей из стекловолокна в жилах жгутов; количества и химического состава любого гранулометрического состава или других покрытий, наносимых на нити и/или жилы; состава стекла в нитях и/или жилах; и других факторов. Если здесь не определено по-другому, величины предела прочности на разрыв, описанные или заявленные в этой заявке, определялись в соответствии со следующей процедурой. Приблизительно десять дюймов жгута выбираются в качестве куска для контрольных измерений. В случае сращенных жгутов кусок для контрольных измерений выбирается таким образом, что участок сращивания центрируется в середине куска для контрольных измерений. Затем кусок для контрольных измерений тестируется с помощью испытательной рамы Instron, которая использует цилиндрический зажим для изоляции куска для контрольных измерений от места расположения зажима. Элемент весом в 1000 фунтов используется как элемент нагрузки. Раму перемещают со скоростью десять дюймов в минуту. Сила, которая требуется для разрыва жгута, измеряется с помощью элемента нагрузки и записывается с помощью программного обеспечения для оборудования корпорации Instron. В общем, некоторые несращенные жгуты из стекловолокна имеют предел прочности на разрыв больший или равный приблизительно 70 фунт-силам, который может быть желательным для некоторых применений жгутов, требующих высокого предела прочности на разрыв. Некоторые несращенные жгуты из стекловолокна имеют предел прочности на разрыв менее приблизительно 70 фунт-сил.
В некоторых вариантах реализации настоящего изобретения способ соединения двух или более жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия; пневматическое сращивание, по меньшей мере, части области перекрытия для формирования области сращивания; нанесение связующего вещества, по меньшей мере, на одну часть области сращивания, где при нанесении связующего вещества область сращивания имеет предел прочности на разрыв, который составляет, по меньшей мере, приблизительно 70 фунт-сил. В других вариантах реализации настоящего изобретения область сращивания может иметь предел прочности на разрыв, который составляет, по меньшей мере, приблизительно 80 фунт-сил, по меньшей мере, приблизительно 130 фунт-сил или между приблизительно 70 и приблизительно 140 фунт-силами при упомянутом ниже нанесении связующего вещества. В еще одних вариантах реализации при нанесении связующего вещества область сращивания может иметь предел прочности на разрыв, который составляет, по меньшей мере, приблизительно 50% от предела прочности на разрыв первого жгута до сращивания. Область сращивания может иметь предел прочности на разрыв, который составляет, по меньшей мере, приблизительно 70% от предела прочности на разрыв первого жгута до сращивания в других вариантах реализации с упомянутым ниже нанесением связующего вещества. В различных других вариантах реализации, при нанесении связующего вещества, предел прочности на разрыв может составлять, по меньшей мере, приблизительно 80% от предела прочности на разрыв первого жгута до сращивания; или, по меньшей мере, приблизительно 90% от предела прочности на разрыв первого жгута до сращивания; или, по меньшей мере, приблизительно 120% от предела прочности на разрыв первого жгута до сращивания; или между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания.
Некоторые варианты настоящего изобретения относятся к сращенным жгутам из стекловолокна. В некоторых других вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута, где, по меньшей мере, одна область сращивания составляет приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания. В дополнительных вариантах реализации, по меньшей мере, одна область сращивания может составлять приблизительно вплоть до 20 сантиметров в длину. В других вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания. В дополнительных вариантах реализации, по меньшей мере, одна область сращивания может составлять приблизительно вплоть до 20 сантиметров в длину. В еще одних вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разпыв первого жгута до сращивания; и имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 150% от суммы площадей поперечного сечения первого и второго жгутов. В дополнительных вариантах реализации, по меньшей мере, одна область сращивания может составлять приблизительно вплоть до 20 сантиметров в длину. В некоторых вариантах реализации, по меньшей мере, одна область сращивания имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 95% от суммы площадей поперечного сечения первого и второго жгутов. В других вариантах реализации, по меньшей мере, одна область сращивания имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 85% от суммы площадей поперечного сечения первого и второго жгутов.
В некоторых вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания; и связующее вещество(i) проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сантипуазами; (ii) включает связующее вещество, отверждаемое с помощью ультрафиолетового излучения; и (III) может по существу связывать стеклянные волокна вместе при воздействии на них температур вплоть приблизительно до 450°С на протяжении приблизительно 200 секунд. В дополнительных вариантах реализации, по меньшей мере, одна область сращивания может составлять приблизительно вплоть до 20 сантиметров в длину. В других вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% от предела прочности на разрыв первого жгута до сращивания; и связующее вещество(i) проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сантипуазами; (ii) включает связующее вещество, отверждаемое с помощью ультрафиолетового излучения; и (III) может по существу связывать стеклянные волокна вместе при воздействии на них температур вплоть приблизительно до 450°С на протяжении приблизительно 200 секунд; и(iv) присутствует в количестве приблизительно 0,5 г или менее. В дополнительных вариантах реализации, по меньшей мере, одна область сращивания может составлять приблизительно вплоть до 20 сантиметров в длину.
В некоторых вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, по меньшей мере, приблизительно 70 фунт-сил. В других вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, по меньшей мере, 70 фунт-сил.
В еще одних вариантах реализации настоящего изобретения сращенный жгут из стекловолокна содержит первый жгут, содержащий множество стеклянных волокон и имеющий передний конец; и второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и, по меньшей мере, одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута; и отвержденное связующее вещество, по меньшей мере, частично защищающее, по меньшей мере, одну область сращивания, где, по меньшей мере, одна область сращивания составляет, по меньшей мере, приблизительно 1 сантиметр в длину и имеет предел прочности на разрыв, по меньшей мере, 70 фунт-сил; и имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 150% от суммы площадей поперечного сечения первого и второго жгутов. В некоторых вариантах реализации, по меньшей мере, одна область сращивания имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 95% от суммы площадей поперечного сечения первого и второго жгутов. В других вариантах реализации, по меньшей мере, одна область сращивания имеет вложенный профиль и площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 85% от суммы площадей поперечного сечения первого и второго жгутов. В вариантах реализации сращенных жгутов из стекловолокна, включающих отвержденное связующее вещество, связующее вещество может обладать одним или более из описанных здесь свойств.
Некоторые варианты реализации настоящего изобретения относятся к системам для сращивания двух или более жгутов из стекловолокна. В некоторых вариантах реализации настоящего изобретения система для сращивания двух или более жгутов из стекловолокна содержит пневматическое устройство для сращивания, устройство для нанесения связующего вещества; источник ультрафиолетового излучения. В некоторых вариантах реализации система, помимо этого, содержит приспособление для сращенного жгута. В других вариантах реализации настоящего изобретения система для сращивания двух или более жгутов из стекловолокна содержит пневматическое устройство для сращивания, устройство для нанесения связующего вещества; источник ультрафиолетового излучения и приспособление для подачи сращенного жгута, где система, по меньшей мере, частично автоматизирована. Система может быть, по меньшей мере, частично автоматизирована с помощью подходящих приспособлений, известных квалифицированному специалисту. В некоторых вариантах реализации настоящего изобретения система может быть, по меньшей мере, частично автоматизирована за счет включения в ее состав моторизованных приспособлений подачи сращенного жгута. Моторизованные приспособления подачи сращенного жгута могут содержать любые подходящие приспособления, известные квалифицированному специалисту. В других вариантах реализации настоящего изобретения система может быть, по меньшей мере, частично автоматизирована за счет включения в ее состав автоматического устройства для сращивания. Может быть использовано любое подходящее автоматическое устройство для сращивания, известное квалифицированному специалисту. В некоторых вариантах реализации настоящего изобретения система может быть, по меньшей мере, частично автоматизирована за счет включения в ее состав автоматического устройства для нанесения связующего вещества. Может быть использовано любое подходящее автоматическое устройство для нанесения связующего вещества, известное квалифицированному специалисту. В еще одних вариантах реализации настоящего изобретения система может быть, по меньшей мере, частично автоматизирована за счет включения в ее состав автоматического источника ультрафиолетового излучения. Может быть использован любой подходящий автоматический источник ультрафиолетового излучения, известный квалифицированному специалисту. В некоторых вариантах реализации настоящего изобретения система может быть, по меньшей мере, частично автоматизирована за счет включения в ее состав, по меньшей мере, одного устройства управления, которое координирует стадии процесса сращивания и/или приводит в действие один или более компонентов системы. Может быть использовано любое подходящее устройство управления, известное квалифицированному специалисту. В некоторых вариантах реализации настоящего изобретения, содержащих систему для сращивания двух или более жгутов из стекловолокна, где система содержит множество компонент и, по меньшей мере, частично автоматизирована, некоторые или все из множества компонент системы могут быть подсоединены друг к другу с помощью механического и/или электрического соединения за счет подходящих приспособлений, известных квалифицированному специалисту.
Как отмечалось выше, определенные варианты реализации настоящего изобретения содержат пневматическое устройство для сращивания или пневматическое сращивание, по меньшей мере части области перекрытия для формирования области сращивания. В некоторых вариантах реализации пневматическое сращивание может быть реализовано с использованием ручного воздушного устройства для сращивания. Может быть использовано любое подходящее ручное воздушное устройство для сращивания, известное квалифицированному специалисту. Одним неограничивающим примером имеющегося доступного для приобретения ручного воздушного устройства для сращивания, которое может быть использовано в некоторых вариантах реализации изобретения, является MESDAN® 110, ручное воздушное устройство для сращивания, доступное для приобретения от Mesdan S.p.A. Другим неограничивающим примером имеющегося в продаже ручного воздушного устройства для сращивания является PENTWYN, ручное воздушное устройство для сращивания, доступное для приобретения от Pentwyn Splicers или их дистрибьюторов.
В некоторых вариантах реализации настоящего изобретения пневматическое сращивание может быть реализовано с использованием автоматического воздушного устройства для сращивания. Может быть использовано любое подходящее автоматическое воздушное устройство для сращивания, известное квалифицированному специалисту. Неограничивающие примеры имеющихся в продаже автоматических воздушных устройств, которые могут быть использованы в некоторых вариантах реализации настоящего изобретения, включают MESDAN® 116, автоматическое воздушное устройство для сращивания, и MESDAN® 116G, автоматическое воздушное устройство для сращивания, каждое из которых доступно для приобретения от Mesdan S.p.A.
Некоторые пневматические устройства для сращивания, которые могут быть использованы в вариантах реализации настоящего изобретения, содержат камеру для сращивания. В других вариантах реализации настоящего изобретения камера для сращивания не используется в пневматических устройствах для сращивания. Некоторые пневматические устройства для сращивания позволяют настраивать определенные свойства, такие, как длительность времени, в течение которого воздух воздействует на область, получаемую в результате сращивания, давление воздуха и другие особенности. В некоторых вариантах реализации спрессованный воздух воздействует на область сращивания на протяжении, по меньшей мере, одной секунды. В некоторых вариантах реализации спрессованный воздух воздействует на область сращивания на протяжении менее приблизительно 10 секунд. В других вариантах реализации спрессованный воздух воздействует на область сращивания на протяжении нее чем приблизительно 5 секунд. В некоторых вариантах реализации используется давление воздуха 90 фунтов на квадратный дюйм или более. В других вариантах реализации используется давление воздуха нее чем 90 фунтов на квадратный дюйм. В еще одних вариантах реализации используется давление воздуха больше чем 100 фунтов на квадратный дюйм. Одним соображением при выборе давления воздуха является минимизация повреждения жгутов в ходе сращивания. Например, в некоторых вариантах реализации, если давление воздуха слишком велико, может происходить повреждение жгута.
Как отмечалось выше, некоторые варианты реализации настоящего изобретения содержат связующее вещество или нанесение связующего вещества. Ряд факторов может быть важным при выборе связующего вещества для использования в вариантах реализации настоящего изобретения, включая, например, вязкость связующего вещества, ингредиенты связующего вещества, требуемая прочность участка сращивания после нанесения связующего вещества, количество связующего вещества, которое наносится, требуемое время отверждения связующего вещества, требуемый метод, с помощью которого должно отверждаться связующее вещество, стоимость, потенциальный контакт обслуживающего персонала со связующим веществом и другие факторы. В некоторых вариантах реализации связующее вещество, наносимое, по меньшей мере, на одну часть области сращивания представляет собой связующее вещество, выбираемое из группы, состоящей из: растительный и животный крахмалы, смолы натурального происхождения, животные клеи, синтетические и натуральны каучуки, латексы, полихлоропрены, термопластичные клеи, связующие вещества, отверждаемые ультрафиолетовым излучением, акрилонитрилы, цианоакрилаты, акриловые соединения, эпоксидные смолы, фенольные соединения, аминовые смолы, формальдегидные смолы, виниловые сложноэфирные смолы, этилен-винилацетат, фенолформальдегидные смолы, полиуретаны, полиамиды, сложнополиэфирные смолы, ненасыщенные сложнополиэфирные смолы, поливинилацетаты, поливинилпирролидоны, полиэтилены, полисульфиды, полипропилены, поливинилхлориды, силиконы и стирол-акриловые сополимеры. В некоторых вариантах реализации связующее вещество является быстроотверждаемым связующим веществом. В некоторых вариантах реализации связующее вещество представляет собой связующее вещество, отверждаемое под действием ультрафиолетового излучения. В некоторых вариантах реализации настоящего изобретения связующее вещество представляет собой быстроотверждаемый цианоакриловый клей. В других вариантах реализации настоящего изобретения связующее вещество представляет собой цианоакриловый клей, отверждаемый под действием ультрафиолета. Одним неограничивающим примером связующего вещества, которое может быть использовано в некоторых вариантах реализации настоящего изобретения, является LOCTITE®495 Super Bonder Instant Adhesive, доступное для приобретения от Henkel Corporation. Другими неограничивающими примерами связующих веществ, которые могут быть использованы в некоторых вариантах реализации, являются цианоакрилатные клеи LOCTITE®4306 и LOCTITE®4307, доступные для приобретения от Henkel Corporation.
В вариантах реализации настоящего изобретения, содержащих связующее вещество или нанесение связующего вещества, количество связующего вещества, нанесенного на область сращивания, может изменяться в различных вариантах реализации настоящего изобретения. В некоторых вариантах реализации связующее вещество может наноситься, по меньшей мере, на одну часть области сращивания. В некоторых вариантах реализации связующее вещество наносится на передний конец области сращивания. В некоторых вариантах реализации количество связующего вещества, добавляемого к области сращивания, может определяться на основе ряда факторов, включая, например, размер области сращивания, на которую должно наноситься связующее вещество, размер жгутов, которые должны соединяться, требуемый предел прочности на разрыв области сращивания, вид используемого связующего вещества и другие факторы. В некоторых вариантах реализации может наноситься одна капля связующего вещества, в то время как в других вариантах реализации может наноситься много капель. Присутствие связующего вещества в жгуте из стекловолокна может рассматриваться как загрязнение в ходе получения изделий при осуществлении последующего технологического процесса для некоторых применений. Для некоторых применений может быть желательным ограничение количества таких загрязнений по отношению к отдельным частям на миллион, т.е. приблизительно от 1 до приблизительно 10 частей на миллион.
Большую часть связующих веществ, которые подходят для использования в вариантах реализации настоящего изобретения, необходимо отверждать после нанесения на область сращивания. Метод и время, в течение которого отверждается связующее вещество, может изменяться в зависимости от типа используемого связующего вещества. Некоторые связующие вещества могут отверждаться самостоятельно после их нанесения. Другие связующие вещества могут отверждаться под действием ультрафиолетового излучения, видимого излучения или тепла, или другими способами. Некоторые отдельные связующие вещества могут отверждаться более чем одним способом. Например, некоторые отдельные связующие вещества могут отверждаться за счет воздействия воздуха, влаги или света (включая солнечный свет): за счет нагревания; или за счет сочетания этих способов. В некоторых вариантах реализации может требоваться, чтобы связующее вещество отверждалось относительно быстро. В некоторых вариантах реализации настоящего изобретения связующее вещество может отверждаться в течение 10 секунд или менее. В других вариантах реализации время отверждения связующего вещества может быть больше чем 10 секунд.
Некоторые варианты реализации настоящего изобретения включают отверждение связующего вещества, использующее ультрафиолетовое излучение. Источник ультрафиолетового излучения может изменяться в разных вариантах реализации, в зависимости от ряда факторов, включая, например, размер области сращивания и другие факторы. Источник ультрафиолетового излучения может быть любым подходящим источником ультрафиолетового излучения, известным квалифицированному специалисту. Неограничивающие примеры возможных источников ультрафиолетового излучения, применимые в настоящем изобретении, включают ультрафиолетовые светодиоды и ультрафиолетовые лампы. В некоторых вариантах реализации настоящего изобретения, содержащих источник ультрафиолетового излучения, источник ультрафиолетового излучения, кроме того, может содержать защитный экран, расположенный на источнике ультрафиолетового излучения или вблизи него таким образом, чтобы блокировать часть ультрафиолетового излучения, в частности избегать нежелательного или преждевременного отверждения связующего вещества. Например, в некоторых вариантах реализации, экран может быть смонтирован на стороне ультрафиолетового светодиода, расположенного вблизи аппликатора связующего вещества таким образом, чтобы предотвращать попадание излучения от ультрафиолетового светодиода на отверждаемое связующее вещество внутри аппликатора до тех пор, пока оно не будет распределено.
Время, которое требуется для реализации способов сращивания настоящего изобретения, может изменяться в различных вариантах реализации настоящего изобретения в зависимости, например, от типа используемого оборудования, типа используемого связующего вещества, расположения оборудования, участия оператора и других факторов. В некоторых вариантах реализации полное время создания участка сращивания и предоставления связующему веществу возможности затвердевать может быть менее 20 секунд. В других вариантах реализации полное время создания участка сращивания и предоставления связующему веществу возможности затвердевать может быть более 20 секунд.
Примеры
Некоторые приведенные в качестве примеров варианты реализации теперь будут описаны в следующих неограничивающих конкретных примерах.
Пример 1: процедура, использующая автоматическое воздушное устройство.
Один пример варианта реализации настоящего изобретения является следующим. Эта процедура может использоваться, например, для соединения заднего конца жгута одного комплекта PPGs TufRov® 4575 с одним концом с передним концом жгута второго комплекта PPGs TufRov® 4575 с одним концом.
Сначала автоматическое воздушное устройство, такое как MESDAN® 116 или MESDAN® 116G, используется для создания участка сращивания из двух или более жгутов из стекловолокна. В этом примере автоматическое воздушное устройство включает камеру 107m, хотя другие камеры могут использоваться в других вариантах реализации. Устройство для сращивания устанавливается на 3, и 3 устанавливается для подрезки, и 3 устанавливается для длительности времени сращивания в этом примере, хотя другие установки могут быть более желательными в других вариантах реализации. Давление воздуха может быть установлено от 90 до 100 фунтов на квадратный дюйм в этом примере, хотя другое давление воздуха может использоваться в других вариантах реализации. Воздушные линии наибольшего размера используются в этом примере. В других вариантах реализации могут использоваться воздушные линии меньшего размера.
Единственная капля связующего вещества добавляется на передний край участка сращивания. Связующее вещество может помочь защитить передний край от возвратного расслоения в ходе последующего технологического процесса, такого как применение LFT-технологии. В некоторых вариантах реализации добавление связующего вещества может также увеличивать предел прочности на разрыв участка сращивания. В этом примере используемым связующим веществом является LOCTITE®495 Super Bonder Instant Adhesive, которое является цианоакрилатным «суперклеем». Приблизительно 0,1 грамм клея наносится в этом примере.
После того, как связующее вещество добавлено в область сращивания, связующее вещество обрабатывается в области сращивания, если необходимо. В этом примере указательный палец и большой палец оператора используются для того, чтобы утрамбовать связующее вещество в области сращивания. В других вариантах реализации механизм или другой автоматическицй процесс может использоваться для утрамбовывания связующего вещества в области сращивания. В некоторых вариантах реализации связующее вещество может иметь такие свойства, что для оператора не существует необходимости обрабатывать связующее вещество для области сращивания. Например, в некоторых вариантах реализации, может использоваться связующее вещество с максимальным стоком и низкой вязкостью, которое само эффективно размещается в области сращивания. Примеры таких связующих веществ включают, без ограничения, LOCTITE®4306 и LOCTITE®4307, цианоакрилатные клеи, доступные для приобретения от Henkel Corporation. В то время как такие связующие вещества могут сами размещаться в области сращивания, дополнительная механическая поддержка также может осуществляться в некоторых вариантах реализации для облегчения размещения, если требуется.
Участку сращивания дают возможность сохнуть в течение 10 секунд. Полное время для соединения жгутов с помощью пневматического сращивания и нанесения связующего вещества лежит в диапазоне от 20 до 25 секунд на участок сращивания.
Пример 2: процедура, использующая ручное воздушное устройство.
Другой пример варианта реализации настоящего изобретения является следующим. Эта процедура может использоваться, например, для соединения заднего конца жгута одного комплекта PPGs TufRov® 4588 с одним концом с передним концом жгута второго комплекта PPGsTufRov® 4588 с одним концом.
Сначала ручное воздушное устройство, такое как MESDAN® 110 или PENTWYN ручное устройство для сращивания, используется при давлении воздуха 90 фунтов на квадратный дюйм создается для получения участка сращивания из двух или более жгутов из стекловолокна, который составляет приблизительно 5 сантиметров в длину. Передний и задний концы затем отрезаются от участка сращивания. В общем, нужно заботиться только о том, чтобы удалить передние и задние концы и избежать повреждения волокон внутри участка сращивания.
Единственная капля связующего вещества добавляется на передний край участка сращивания. Связующее вещество может помогать защитить передний край от расслаивания в последующих технологических процессах, таких как применение LFT-технологии. В некоторых вариантах реализации добавление связующего вещества также может увеличивать предел прочности на разрыв участка сращивания. В этом примере используемым связующим веществом является LOCTITE®495 Super Bonder Instant Adhesive, который является этил-цианоакрилатным суперклеем.
После того, как связующее вещество добавлено на участок сращивания, связующее вещество обрабатывается на участке сращивания, если это необходимо. В этом примере указательный и большой палец оператора используются для утрамбовывания связующего вещества на участке сращивания. В других вариантах реализации механизм или автоматизированный процесс может быть использован для утрамбовывания связующего вещества на участке сращивания, если необходимо.
Участку сращивания дают просохнуть в течение 10 секунд. Полное время соединения жгутов с помощью пневматического сращивания и нанесения связующего вещества находится в диапазоне от 20 до 25 секунд на участок сращивания. В некоторых вариантах реализации участок сращивания отверждается с помощью ультрафиолетового излучения или с помощью видимого излучения (например, интенсивного светодиода). В таких вариантах реализации предпочтительнее не давать возможность связующему веществу высыхать на воздухе, а отверждать связующее вещество с помощью ультрафиолетового излучения или видимого излучения. Неограничивающими примерами связующих веществ, которые отверждаются с помощью ультрафиолетового излучения и затем могут быть использованы в некоторых вариантах реализации настоящего изобретения являются LOCTITE®4306 и LOCTITE®4307, цианоакрилатные клеи, доступные для приобретения от Henkel Corporation.
Пример 3: пределы прочности на разрыв, демонстрируемые некоторыми сращенными жгутами настоящего изобретения.
Сращенные жгуты настоящего изобретения, описанные в этом примере, изготавливались с помощью следующей процедуры. Для формирования сращенного жгута настоящего изобретения как передний конец жгута одного комплекта PPGs TufRov® 4588 с одним концом, так и задний конец жгута второго комплекта PPGsTufRov® 4588 с одним концом помещались в автоматическое воздушное устройство для сращивания MESDAN® 116G с перекрытием приблизительно 6 см. Затем два жгута сращивались с формированием области сращивания приблизительно 0,8 см. Передний и задний концы затем подрезались, затем наносилось 0,01 г цианоакрилатного клея. Затем клей отверждался путем облучения ультрафиолетовым излучением на протяжении приблизительно 4 секунд, в результате получался сращенный жгут. Описанный выше способ использовался для формирования 19 сращенных жгутов настоящего изобретения. Для сравнения с этими жгутами изготавливалось 20 дополнительных сращенных жгутов настоящего изобретения таким же способом, как описанный выше, за исключением добавления или отверждения клея. Кроме того, сращенные жгуты также сравнивались с 20 несращенными жгутами TufRov® 4588 с одним концом. Предел прочности на разрыв каждого из 59 жгутов затем тестировался в соответствии со следующей процедурой. Приблизительно десять дюймов жгута выбиралось в качестве куска для контрольного измерения. В случае сращенных жгутов кусок для контрольных измерений выбирался таким образом, чтобы участок сращивания центрировался на середине калибровочного куска. Кусок для контрольных измерений затем тестировался с помощью испытательной рамы Instron, где использовался цилиндрический зажим для изоляции калибровочного куска от места расположения зажима. Элемент весом в 1000 фунтов использовался как элемент нагрузки. Раму перемещали со скоростью десять дюймов в минуту. Силу, которая требуется для разрыва жгута, измеряли с помощью элемента нагрузки и записывали с помощью программного обеспечения для оборудования корпорации Instron. Результаты измерений предела прочности на разрыв представлены в таблицах 1-3 ниже. Как показано в таблицах, среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными без клея, составляло 90% от среднего значения для несращенных исходных материалов, в то время как среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными с помощью клея, составляло 116% от среднего значения для несращенных исходных материалов.
Пример 4: пределы прочности на разрыв, демонстрируемые некоторыми сращенными жгутами настоящего изобретения.
Сращенные жгуты настоящего изобретения, описанные в этом примере, изготавливались с помощью следующей процедуры. Для формирования сращенного жгута настоящего изобретения как передний конец жгута одного комплекта PPGs TufRov®4575 с одним концом, так и задний конец жгута второго комплекта PPGs TufRov®4575 с одним концом размещались в автоматическом воздушном устройстве сращивания MESDAN® 116G с перекрытием приблизительно 6 см. Два жгута затем сращивались с формированием области сращивания приблизительно 0,8 см. Передний и задний концы затем подрезались, затем наносилось приблизительно 0,01 г цианоакрилатного клея. Клей затем отверждали с помощью ультрафиолетового излучения на протяжении приблизительно 4 секунд, в результате получался сращенный жгут. Описанный выше способ использовался для формирования 30 сращенных жгутов настоящего изобретения. Для сравнения с этими жгутами изготавливали 30 дополнительных сращенных жгутов настоящего изобретения таким же способом, как описанный выше, за исключением добавления или отверждения клея. Кроме того, сращенные жгуты также сравнивались с 30 несращенными жгутами TufRov®4575 с одним концом. Предел прочности на разрыв каждого из 90 жгутов затем тестировался в соответствии со следующей процедурой. Приблизительно десять дюймов жгута выбиралось как кусок для контрольных измерений. В случае сращенных жгутов кусок для контрольных измерений выбирался таким образом, что участок сращивания центрировался в середине куска для контрольных измерений. Кусок для контрольных измерений затем тестировался на испытательной раме Instron, где используется цилиндрический зажим для изоляции куска для контрольных измерений от места расположения зажима. Элемент весом в 1000 фунтов использовался как элемент нагрузки. Раму передвигали со скоростью десять дюймов в минуту. Сила, которая требуется для разрыва жгута, измерялась с помощью элемента нагрузки и записывалась с использованием программного обеспечения корпорации Instron. Результаты измерений предела прочности на разрыв представлены в таблицах 4-6, приведенных ниже. Как показано в таблицах, среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными без помощи клея, составляло 14% от предела прочности на разрыв исходных несращенных материалов, в то время как среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными с помощью клея, составляло 55% от предела прочности на разрыв исходных несращенных материалов.
Пример 5: пределы прочности на разрыв, демонстрируемые некоторыми сращенными жгутами настоящего изобретения.
Сращенные жгуты настоящего изобретения, описанные в этом примере, изготавливались с помощью следующей процедуры. Для формирования сращенного жгута настоящего изобретения как передний конец жгута одного комплекта PPGs TufRov®4585 с одним концом, так и и задний конец жгута второго комплекта PPGs TufRov®4585 с одним концом размещались в автоматическом воздушном устройстве сращивания MESDAN® 116G с перекрытием приблизительно 6 см. Два жгута затем сращивались с формированием области сращивания приблизительно 0,8 см. Передний и задний концы затем подрезали, затем наносили приблизительно 0,01 г цианоакрилатного клея. Клей затем отверждали с помощью ультрафиолетового излучения на протяжении приблизительно 4 секунд, в результате получался сращенный жгут. Описанный выше способ использовался для формирования 20 сращенных жгутов настоящего изобретения. Для сравнения с этими жгутами изготавливали 20 дополнительных сращенных жгутов настоящего изобретения таким же способом, как описанный выше, за исключением добавления клея. Кроме того, сращенные жгуты также сравнивались с 20 несращенными жгутами TufRov®4585 с одним концом. Предел прочности на разрыв каждого из 60 жгутов затем тестировался в соответствии со следующей процедурой. Приблизительно десять дюймов жгута выбиралось как кусок для контрольных измерений. В случае сращенных жгутов кусок для контрольных измерений выбирался таким образом, что участок сращивания центрировался в середине куска для контрольных измерений. Кусок для контрольных измерений затем тестировался на испытательной раме Instron, где используется цилиндрический зажим для изоляции куска для контрольных измерений от места расположения зажима. Элемент весом в 1000 фунтов использовался как элемент нагрузки. Раму передвигали со скоростью десять дюймов в минуту. Силу, которая требуется для разрыва жгута, измеряли с помощью элемента нагрузки и записывали с использованием программного обеспечения корпорации Instron. Результаты измерений предела прочности на разрыв представлены в таблицах 7-9, приведенных ниже. Как показано в таблицах, среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными без помощи клея, составляло 46% от предела прочности на разрыв исходных несращенных материалов, в то время как среднее значение предела прочности на разрыв, демонстрируемое сращенными жгутами, изготовленными с помощью клея, составляло 74% от предела прочности на разрыв исходных несращенных материалов.
Требуемые характеристики, которые могут быть продемонстрированы за счет способов и систем сращивания, и сращенные жгуты настоящего изобретения включают, но не ограничиваются следующими: сращенные жгуты, имеющие пределы прочности на разрыв, которые составляют приблизительно от 50% до приблизительно 150% от пределов прочности отдельных исходных жгутов; сращенные жгуты, имеющие площадь поперечного сечения и/или объем, которые аналогичны параметрам отдельных, исходных жгутов; сращенные жгуты, которые способны выдерживать высокие температуры; сращенные жгуты, которые способны выносить прохождение через составы с высокой вязкостью; способы скоростного сращивания; способы простого сращивания; способы сращивания, которые уменьшают стоимость производства для получения изделий в виде жгутов из длинных волокон; и способы сращивания, которые требуют меньше обработки в ходе получения изделий в виде жгутов из длинных волокон.
Различные варианты реализации изобретения были описаны при осуществлении различных целей изобретения. Нужно признать, что эти варианты реализации являются просто иллюстративными принципами настоящего изобретения. Многочисленные его модификации и адаптации без труда станут ясными квалифицированным специалистам без отклонения от сути и выхода за рамки настоящего изобретения.
Изобретение относится к сращенным жгутам из стекловолокна и способам сращивания жгутов. В одном варианте реализации способ для соединения жгутов из стекловолокна содержит перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия. С помощью пневматического сращивания части области перекрытия формируют область сращивания, имеющую вложенный профиль. На область сращивания наносят связующее вещество. В другом варианте реализации сращенный жгут из стекловолокна содержит область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута. Область сращивания имеет вложенный профиль и составляет в длину между приблизительно 1 и 20 см и имеет предел прочности на разрыв между приблизительно 50% и 150% от предела прочности на разрыв первого жгута до сращивания. На область сращивания наносят связующее вещество. 3 н. и 33 з.п. ф-лы, 4 ил., 9 табл.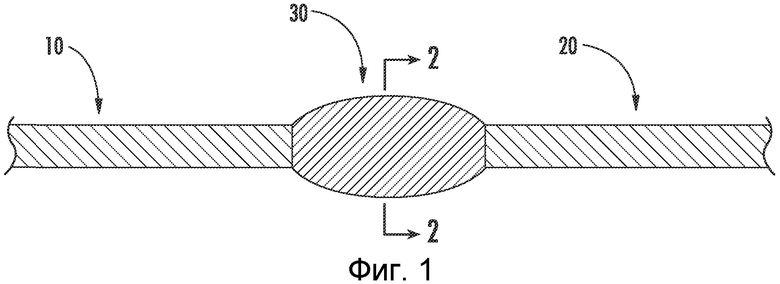
1. Способ соединения двух или более жгутов из стекловолокна, содержащий:
(а) перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия;
(b) пневматическое сращивание, по меньшей мере, части области перекрытия с формированием области сращивания, имеющей вложенный профиль; и
(с) нанесение связующего вещества по меньшей мере на одну часть области сращивания.
2. Способ по п.1, в котором область сращивания составляет по меньшей мере 1 см в длину.
3. Способ по п.1, в котором область сращивания составляет, по меньшей мере, между приблизительно 1 и приблизительно 20 см в длину.
4. Способ по п.1, в котором область сращивания составляет, по меньшей мере, между приблизительно 1 и приблизительно 10 см в длину.
5. Способ по п.1, в котором область сращивания составляет, по меньшей мере, между приблизительно 1 и приблизительно 5 см в длину.
6. Способ по п.1, в котором пневматическое сращивание, по меньшей мере, части области перекрытия содержит столкновение одной или более струй сжатого воздуха, по меньшей мере, на части области перекрытия.
7. Способ по п.6, в котором пневматическое сращивание, по меньшей мере, части области перекрытия сплетает множество стеклянных волокон в жгутах.
8. Способ по п.6, в котором пневматическое сращивание, по меньшей мере, части области перекрытия приводит к получению участка перекрытия, имеющего площадь поперечного сечения в месте его наибольшей толщины не более чем 150% от суммы площадей поперечных сечений первого и второго жгутов.
9. Способ по п.6, в котором пневматическое сращивание, по меньшей мере, части области перекрытия приводит к получению участка перекрытия, имеющего объем не более чем 150% от объема, по меньшей мере, части области перекрытия до сращивания.
10. Способ по п.1, в котором связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сП.
11. Способ по п.1, в котором связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 10 сП.
12. Способ по п.1, в котором связующее вещество проявляет вязкость при 25°С между приблизительно 1 и приблизительно 5 сП.
13. Способ по п.1, в котором связующее вещество содержит метилметакрилат.
14. Способ по п.1, в котором связующее вещество содержит отверждаемое связующее вещество.
15. Способ по п.14, в котором связующее вещество содержит связующее вещество, отверждаемое с помощью ультрафиолетового излучения.
16. Способ по п.1, в котором связующее вещество может по существу склеивать стеклянные волокна вместе при воздействии температур вплоть приблизительно до 450°С на протяжении приблизительно 200 секунд.
17. Способ по п.1, в котором связующее вещество может по существу склеивать стеклянные волокна вместе при воздействии температур между приблизительно 140°С и приблизительно 450°С на протяжении приблизительно от 2 до 200 с.
18. Способ по п.1, в котором нанесение связующего вещества, по меньшей мере, на одну часть области сращивания включает нанесение приблизительно 0,5 г или менее связующего вещества.
19. Способ по п.1, в котором связующее вещество:
(i) проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сП;
(ii) включает связующее вещество, отверждаемое с помощью ультрафиолетового излучения; и
(III) по существу склеивает стеклянные волокна вместе при воздействии на них температур вплоть приблизительно до 450°С на протяжении приблизительно 200 с.
20. Способ по п.1, кроме того, содержащий подрезку переднего конца первого жгута и заднего конца второго жгута.
21. Способ по п.20, в котором концы подрезаются до нанесения связующего вещества.
22. Способ по п.1, кроме того, содержащий отверждение связующего вещества.
23. Способ по п.22, в котором отверждение связующего вещества включает облучение связующего вещества ультрафиолетовым излучением.
24. Способ по п.1, в котором при последующем нанесении связующего вещества область сращивания имеет предел прочности на разрыв составляющий, по меньшей мере, приблизительно 70% от предела прочности на разрыв первого жгута до сращивания.
25. Способ по п.1, в котором при последующем нанесении связующего вещества область сращивания имеет предел прочности на разрыв составляющий, по меньшей мере, приблизительно 90% от предела прочности на разрыв первого жгута до сращивания.
26. Способ по п.1, в котором при последующем нанесении связующего вещества область сращивания имеет предел прочности на разрыв составляющий, по меньшей мере, приблизительно 120% от предела прочности на разрыв первого жгута до сращивания.
27. Способ по п.1, в котором при последующем нанесении связующего вещества область сращивания имеет предел прочности на разрыв между приблизительно 50 и 150% от предела прочности на разрыв первого жгута до сращивания.
28. Сращенный жгут из стекловолокна, содержащий:
первый жгут, содержащий множество стеклянных волокон и имеющий передний конец;
второй жгут, содержащий множество стеклянных волокон и имеющий задний конец; и
по меньшей мере одну область сращивания, содержащую множество стеклянных волокон переднего конца первого жгута, сплетенных со множеством стеклянных волокон заднего конца второго жгута,
где по меньшей мере одна область сращивания составляет между приблизительно 1 и приблизительно 20 см в длину и имеет предел прочности на разрыв, который лежит в диапазоне между приблизительно 50% и приблизительно 150% предела прочности на разрыв первого жгута до сращивания, и
отвержденное связующее вещество, по меньшей мере, частично защищающее по меньшей мере одну область сращивания, причем область сращивания имеет вложенный профиль.
29. Сращенный жгут из стекловолокна по п.28, в котором площадь поперечного сечения в месте наибольшей толщины не более чем приблизительно 150% от суммы площадей поперечного сечения первого и второго жгута.
30. Сращенный жгут из стекловолокна по п.28, в котором связующее вещество:
(i) проявляет вязкость при 25°С между приблизительно 1 и приблизительно 100 сП;
(ii) включает связующее вещество, отверждаемое с помощью ультрафиолетового излучения; и
(III) по существу склеивает стеклянные волокна вместе при воздействии на них температур вплоть приблизительно до 450°С на протяжении приблизительно 200 с.
31. Сращенный жгут из стекловолокна по п.30, в котором связующее вещество присутствует в количестве приблизительно 0,5 г или менее.
32. Способ сращивания двух или более жгутов из стекловолокна, содержащий
(а) перекрытие переднего конца первого жгута с задним концом второго жгута для создания области перекрытия;
(b) столкновение одной или более струй сжатого воздуха, по меньшей мере, на части области перекрытия для формирования области сращивания, имеющей вложенный профиль; и
(с) нанесение связующего вещества по меньшей мере на одну часть области сращивания.
33. Способ по п.32, в котором столкновение одной или более струй сжатого воздуха, по меньшей мере, на части области перекрытия приводит к получению участка перекрытия, имеющего площадь поперечного сечения в месте его наибольшей толщины не более чем 150% от суммы площадей поперечных сечений первого и второго жгутов.
34. Способ по п.32, в котором столкновение одной или более струй сжатого воздуха, по меньшей мере, на части области перекрытия приводит к получению участка перекрытия, имеющего объем не более чем 150% от объема, по меньшей мере, части области перекрытия до сращивания.
35. Способ по п.32, в котором используют связующее вещество, отверждаемое с помощью ультрафиолетового излучения.
36. Способ по п.32, дополнительно содержащий отверждение связующего вещества, при этом отверждение связующего вещества осуществляют под действием воздуха, света, нагревания или их сочетания.
| US 2009139197 A, 04.06.2009 | |||
| US 4428992 A, 31.01.1984 | |||
| US 2004175407 A1, 09.09.2004 | |||
| US 5042902 A, 27.08.1991 |

