УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к армированному шлангу, более конкретно к конструкции огнестойкого шланга и конкретно к резиновому шлангу, армированному кордовой тканью из стекловолокна.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Традиционные шланги с резиновыми слоями и скрученными или плетеными тканевыми армирующими элементами из волокон, таких как полиэфир и нейлон, теряют свои качества в присутствии источника тепла при температурах более 150°С или когда подвержены воздействию открытого пламени. Одним способом увеличения тепло- или огнестойкости шланга является включение в состав изоляционных слоев между армирующими слоями и источником тепла. Пример такого подхода показан в патенте США №3223565 на имя Fritz и др. Здесь вводят два промежуточных теплоизоляционных слоя кордовой ткани из стекловолокна между плетеным полиэфирным армирующим слоем и внутренней оболочкой из кремниевого эластомера. Утверждается, что получаемый шланг переносит горячий воздух, нагретый до 615°F (324°С).
Другой пример такого же подхода показан в публикации патента США №2006/0151043 А1 на имя Nanney и др. Здесь показывают добавление цельного внешнего огнезащитного слоя из кремния, который может быть армирован стекловолокном, окружающим металлические армирующие слои, вместе с тугоплавким термопластичным слоем, таким как полиимид, для теплоизоляции между металлическим армирующим элементом и внутренней трубкой. Утверждается, что шланг разрушается в диапазоне от 400-500 секунд при испытании на огнестойкость согласно SAE AS1055.
Традиционные морские шланги, используемые в топливных системах, должны быть огнестойкими в течение по меньшей мере 2,5 минут, как указано в стандарте BS EN ISO 7840 для морских топливных шлангов. Требуется шланг в сборе с превосходными огнестойкими свойствами, как указано в стандарте BS ISO 15540 для морских шлангов. Требуется шланг в сборе, который может выдерживать испытание на огнестойкость при температурах пламени 800±50°С в течение 30 минут, с последующим испытанием на герметичность при температуре окружающей среды в течение 2 минут.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на системы и способы, которые обеспечивают шланг в сборе, который может соответствовать стандарту огнестойкости BS ISO 15540:1999 с изменениями №1 и может, таким образом, выдерживать испытание на огнестойкость при температурах пламени 800±50°С в течение 30 минут, с последующим испытанием на герметичность при температуре окружающей среды в течение 2 минут. Настоящее изобретение также обеспечивает огнестойкие шланги с улучшенными номинальными давлениями, по сравнению с аналогичными шлангами традиционной конструкции.
Изобретение направлено на огнестойкий шланг, имеющий резиновый слой внутренней трубки, два армирующих слоя однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого армирующего слоя перекрываются на величину, меньшую или равную 0,5 дюйма; один или более изоляционных слоев однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого слоя перекрываются на величину, меньшую или равную 0,5 дюйма; и резиновый внешний покровный слой. Шланг может иметь резиновый амортизирующий слой между армирующими слоями и изоляционными слоями. Число изоляционных слоев составляет от двух до восьми.
Согласно варианту выполнения изобретения шланг может иметь внешний покровный слой из полихлоропреновой каучуковой смеси. Слой внутренней трубки может состоять из нитрилсодержащей каучуковой смеси. Резиновый амортизирующий слой может являться полихлоропреном. Один, или более, или все слои однонаправленной кордовой ткани из стекловолокна могут быть прорезинены.
Огнестойкий шланг не дает протечек воды при 78-85°С под давлением 5±0,2 бар в течение по меньшей мере 30 минут под воздействием огня с пламенем, охватывающим испытываемый образец при температуре пламени 800±50°С. Подвергающийся воздействию шланг также не дает протечек, когда нагнетается до испытательного давления по меньшей мере 10 бар в течение 2 минут при температуре окружающей среды, после 30-минутного воздействия огня.
Огнестойкий шланг может не включать в себя дополнительные тканевые армирующие слои из органических полимерных волокон. Огнестойкий шланг может не иметь кремнекаучукового слоя. Огнестойкий шланг может не иметь термопластичного полимерного слоя, фторполимерного слоя и слоя из плетеного или спирального металлического волокна.
Огнестойкий шланг также может иметь один или более спиральных проволок для сопротивления смятию. Спиральная проволока может быть заделана в шланг между двумя армирующими слоями. Шланг также может иметь рифленую внешнюю поверхность.
В вышесказанном достаточно широко изложены признаки и технические преимущества настоящего изобретения для того, чтобы подробное описание изобретения, которое следует ниже, могло быть лучше понято. Дополнительные признаки и преимущества изобретения будут описаны ниже, которые образуют предмет формулы изобретения. Специалистам в данной области техники следует понимать, что концепция и раскрытый определенный вариант выполнения могут быть легко использованы в качестве основы для модификации или проектирования других конструкций для выполнения тех же целей настоящего изобретения. Также специалистам в данной области следует понимать, что такие эквивалентные конструкции не отступают от сущности и объема изобретения, как изложено в прилагаемой формуле изобретения. Новые признаки, которые считаются отличительными для изобретения как в отношении его организации, так и способа работы, вместе с дополнительными задачами и преимуществами, будут лучше поняты из следующего описания при рассмотрении в связи с сопровождающими чертежами. Однако необходимо четко понимать, что каждая из фигур обеспечена только для целей иллюстрации и описания и не ограничивает настоящее изобретение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопровождающие чертежи, которые включены в и образуют часть описания, на которых одинаковые позиции обозначают одинаковые детали, демонстрируют варианты осуществления настоящего изобретения и вместе с описанием служат для пояснения принципов изобретения. На чертежах:
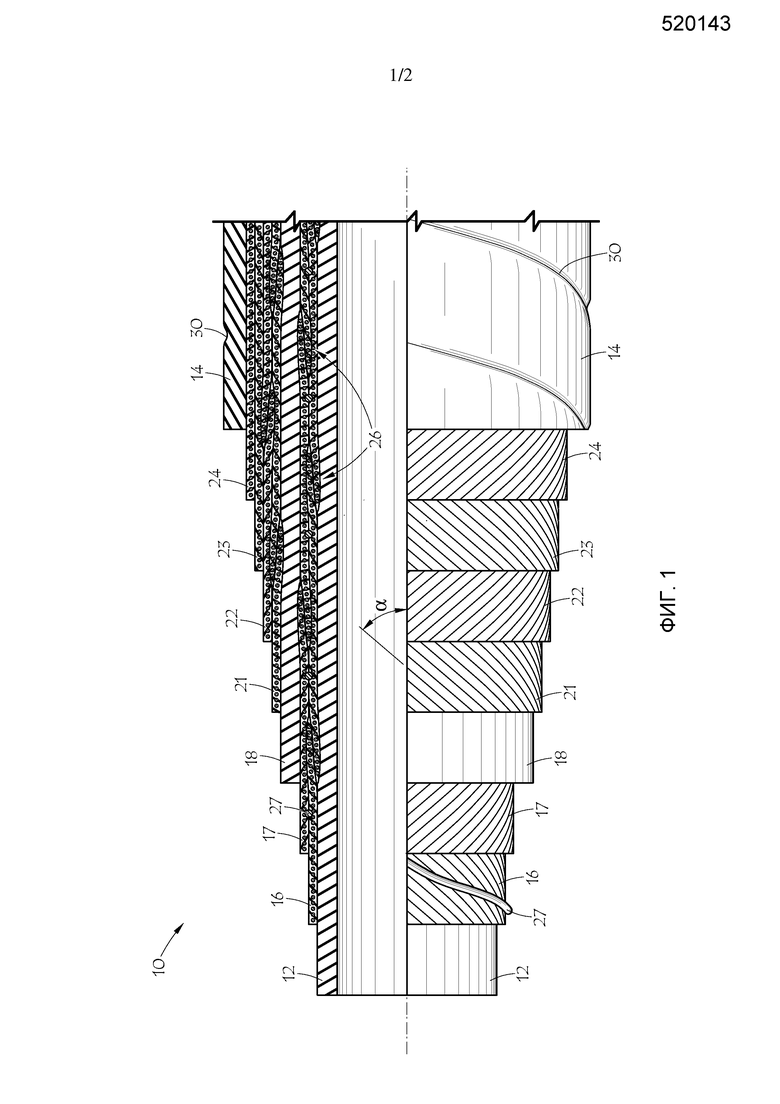
Фиг. 1 изображает частично фрагментированный, частично в сечении вид варианта осуществления изобретения; и
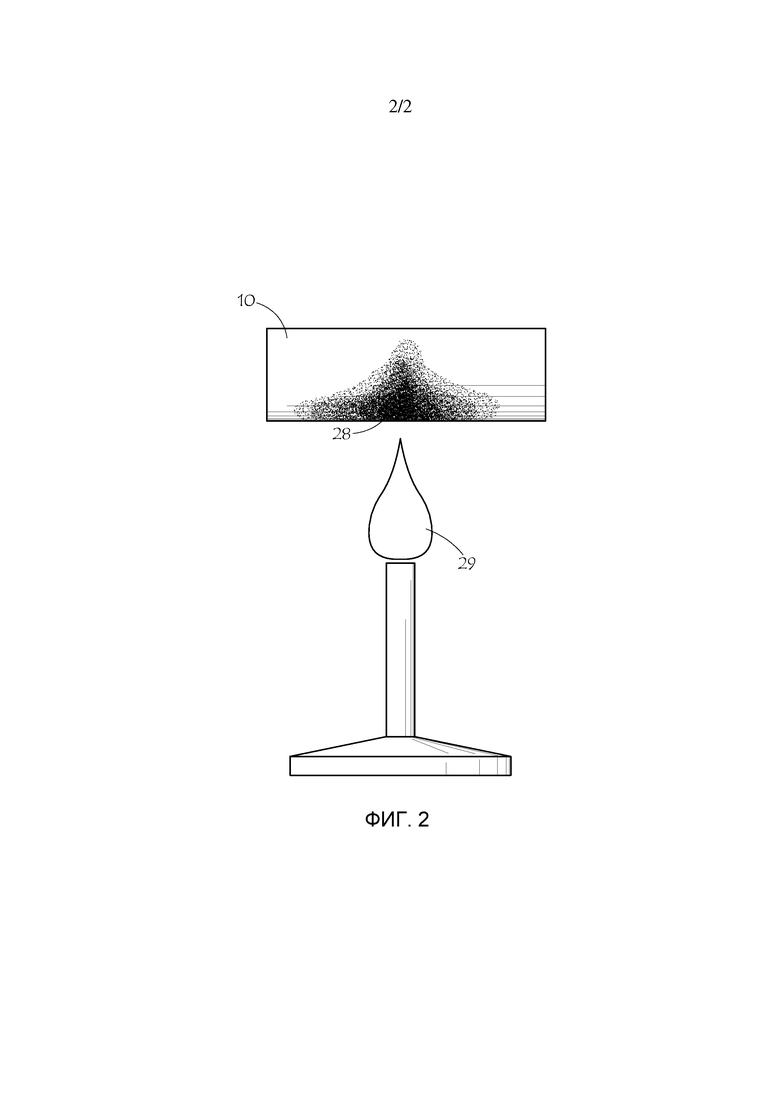
Фиг. 2 схематично представляет способ испытания на огнестойкость.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг. 1 показывает огнестойкий шланг согласно варианту осуществления изобретения. Шланг 10 включает в себя внутреннюю трубку 12, внешний кожух 14, два армирующих слоя 16 и 17 из стекловолокна, амортизирующий слой 18 и четыре изоляционных слоя 21, 22, 23 и 24 из стекловолокна. Вариант выполнения с Фиг. 1 также имеет возможную спиральную проволоку 27 для улучшения сопротивления смятию и раздавливанию. Согласно изобретению армирующие и изоляционные слои из стекловолокна являются предпочтительно спирально намотанными лентами из шинной кордовой ткани из стекловолокна. Спирально намотанные ленты из шинной кордовой ткани из стекловолокна предпочтительно несколько перекрываются на перекрытие 26, как показано на Фиг. 1. Величина перекрытия предпочтительно намного меньше ширины лент или является наименьшей. Смежные слои предпочтительно намотаны в противоположных направлениях наматывания. Угол намотки α может предпочтительно находиться в диапазоне от 40° до 60° или угол может являться так называемым нейтральным или фиксирующим углом, равным приблизительно 54°44′ относительно продольной оси корда. Предпочтительно количество слоев является четным, для того чтобы уравновесить конструкцию, но нечетное количество может быть использовано, особенно если угол намотки одного из слоев довольно близок к 90°, или составляет более около 80°. Внешний кожух может иметь рифления 28. Число изоляционных слоев обрезиненной однонаправленной кордовой ткани из стекловолокна может быть больше одного, предпочтительно от двух до восьми.
Корд, в данном контексте, является скрученной или образованной структурой, состоящей из одного или более единых или крученых волокон, жил или нитей из неорганических материалов, таких как стекло или керамика. Волокно является непрерывным волокном неограниченной или чрезвычайно большой длины. Волоконная нить является нитью, состоящей из непрерывных волокон, собранных со скручиванием или без него. Нить - это общий термин для непрерывной жилы из тканевых волокон, волокон или материала в форме, подходящей для связывания, плетения или иного скручивания, чтобы образовать текстильную ткань. Шинная кордовая ткань или однонаправленная кордовая ткань, в данном контексте является тканью, в которой множество скрученных кордов удерживаются вместе параллельно, однонаправленно путем переплетения с малыми уточными нитями. Обычно, шинные кордовые ткани имеют от 15 до 35 скрученных кордов на дюйм ширины скручивания и от 1 до 5 легких уточных нитей на дюйм длины корда (также называемых уточины).
Предпочтительные корды выполнены из одной или более нитей из непрерывных стеклянных или керамических волокон, которые перекручены, переплетены и/или скручены вместе, чтобы образовать корды. Стеклянная смесь, используемая в стеклянных кордах, может являться стеклом марки Е, марки S, базальтом или любой другой подходящей стеклянной смесью. Стеклянные волокна в целом покрываются клеем вскоре после кручения или протягивания.
Уточные нити могут являться любым подходящим волокном, и они присутствуют, главным образом, для облегчения работы с шинной кордовой тканью во время вулканизации или нанесения клеящего вещества и на шланговом заводе. Полиэфир, вискоза, хлопок, олефин, акрил или другие волокна могут использоваться для уточных нитей.
Стеклянные нити, корды и/или шинная кордовая ткань предпочтительно обрезиниваются путем обработки гибким клеящим веществом, таким как смесь RFL (латекс, содержащий резорцинформальдегидную смолу), эпоксидной смолой, изоцианатом, уретаном, каучуковым клеем и подобным, для того чтобы улучшить сцепление ткани из стеклянных волокон с материалами корпуса шланга. Латекс в RFL может являться, например, винилпиридиновым латексом, бутадиенстирольным латексом, натуральным латексом, бутадиен-нитрильным латексом или другими обычными латексами или их комбинацией. Обработка также облегчает работу с тканью. В предпочтительном варианте выполнения, шинная кордовая ткань обрабатывается таким образом, что обеспечивается по существу полное пропитывание нитей или кордов клеящим веществом. Пропитывание в общем может быть достигнуто путем пропускания нити через погружной резервуар, имеющий клеящее вещество с достаточно низкой вязкостью и использующий одну или более матриц или роликов внутри и/или снаружи погружного резервуара для проведения обработки нитей. Одновременно с вулканизацией шланга, клеящее вещество может быть подвергнуто нагреву, приводящему к прочному сцеплению нитей или волокон друг с другом и/или с одним или более резиновыми или пластиковыми слоями шланга.
Шинная кордовая ткань может быть дополнительно обрезинена слоем резины, нанесенным на одну или обе стороны и/или включенным в промежутки между кордами, например промазыванием или пропитыванием на каландре, или другим способом нанесения или наслоения резины. Затем слой резины на шинной кордовой ткани может служить в качестве соединительного слоя для улучшения сцепления между тканевым слоем и другим слоем шланга. Дополнительные соединительные слои могут быть использованы при необходимости. В предпочтительном варианте выполнения, обрезинивание шинной кордовой ткани служит для улучшения сцепления и обеспечения некоторой подушки между слоями стекловолокна.
Корпус шланга включает в себя внутреннюю трубку и внешний кожух с армирующими и изоляционными слоями, размещенными между ними. Внутренняя трубка и/или внешний кожух могут, возможно, содержать один или более слоев в зависимости от потребностей применения. Соединительные слои могут быть использованы между армирующими слоями. Корпус шланга может включать в себя дополнительный амортизирующий слой резины между армирующими слоями и изоляционными слоями кордовой ткани из стекловолокна. Слой трубки, покровный, амортизирующий и соединительные слои предпочтительно вулканизированы (или сшиты) каучуковыми смесями. Используемые каучуковые смеси являются предпочтительно тепло- и огнестойкими. Например, применяются галогенированные эластомеры (то есть галогенсодержащие эластомеры) с различными повышающими огнестойкость добавками, такими как полихлоропрен, хлорированный полиэтилен (СРЕ), хлорсульфонированный полиэтилен (CSM), хлорбутиловый эластомер, бромбутиловый эластомер и подобным. Негалогенированные эластомеры, такие как нитрилы (включая в себя карбоксилатные и/или гидрогенизированные нитриловые сополимеры), этиленвинилацетат, акриловые эластомеры, силиконы и подобное, с повышающими огнестойкость добавками, также могут использоваться. Смеси вышеприведенных элементов также могут использоваться. Примеры каучуковых смесей могут быть основаны на нитрилсодержащих эластомерах, таких как нитрилбутадиеновый каучук (NBR) и гидрогенизированный нитрилбутадиеновый каучук (HNBR), карбоксилатные нитрилы (XNBR и XHNBR), или основаны на полихлоропрене или хлорированном полиэтиленовом каучуке (CR или СРЕ). Состав слоя трубки, покровного и соединительных слоев может быть одинаковым или отличаться.
Металлическая проволока может быть спирально намотана вокруг шланга для обеспечения сопротивления смятию. Более одной металлической проволоки может быть использовано. Металлическая проволока может быть расположена между двумя армирующими слоями кордовой ткани из стекловолокна. Сопротивление смятию включает в себя сопротивление внутреннему вакууму, внешним раздавливающим усилиям и/или перекручивающим усилиям от изгиба или скручивания.
Оригинальный шланг может быть выполнен любым подходящим способом. Например, следующий способ может быть использован для изготовления шланга. Шланг может быть собран на оправке подходящего диаметра и длины. Слой внутренней трубки может быть нанесен на оправку путем спирального наматывания на оправку ленты из невулканизированного каучука. Лента резины может перекрываться по мере наматывания, для того чтобы обеспечить требуемую толщину. Затем два армирующих слоя могут быть спирально намотаны на оправку поверх резинового слоя внутренней трубки. Два слоя должны быть намотаны в противоположных направлениях для обеспечения уравновешенной конструкции шланга. Спиральная проволока может быть намотана на оправку между двумя армирующими тканевыми слоями, между двумя другими слоями, если требуется. Более одной спиральной проволоки может быть использовано. Амортизирующий слой резины может быть намотан на оправку поверх армирующих слоев. Изоляционные тканевые слои могут быть намотаны по существу таким же образом, как армирующие слои. Аналогичные меры могут быть приняты при задании угла спирали для сохранения уравновешенной конструкции шланга, но альтернативно все слои кордовой ткани из стекловолокна могут быть намотаны под любым углом, обусловленным выбранной шириной материала. Наконец, резиновый покровный слой может быть намотан аналогичным образом, как внутренняя трубка, в виде ленты из невулканизированного каучука, с перекрытием или без него.
Тканевые слои предпочтительно намотаны по спирали относительно оси шланга под углом от 40° до 60°. Угол спирали может зависеть от ширины наматываемой тканевой ленты и периметра шланга. Ткань может предпочтительно перекрываться по мере наматывания. Перекрытие способствует сборке под требуемым углом намотки с заданной шириной. Перекрытие является предпочтительно наименьшим и не должно увеличивать толщину ткани в два или три раза. Например, для шланга с номинальным диаметром три дюйма, перекрытие может предпочтительно составлять порядка от около четверти дюйма до половины дюйма. Каждый слой может быть нанесен под разным углом спирали, или они могут быть нанесены под одинаковым углом спирали. В предпочтительном варианте выполнения, тканевая лента одинаковой ширины используется для всех слоев с перекрытием от около четверти дюйма до около половины дюйма. В результате, угол спирали каждого последующего наносимого тканевого слоя немного больше, чем у предыдущего слоя, вследствие увеличения диаметра собираемого шланга. Таким образом, предпочтительно выбирать ширину, перекрытие и так далее ткани так, чтобы средний слой имел требуемый средний угол спирали, например фиксирующий угол, и, таким образом, больше внутренних слоев и больше внешних слоев компенсировали отклонения друг друга от требуемого среднего. Средний угол спирали слоев кордовой ткани из стекловолокна может находиться в диапазоне от около 40 до 60 градусов, предпочтительно от 47 до 60 градусов или около 54 градусов.
Шланг может иметь рифление на внешней поверхности. Рифление может быть выполнено, например, спиральным плотным наматыванием веревки вокруг собираемого шланга на оправке после нанесения нейлоновой отверждающей ленты, но перед вулканизацией. Фиг. 1 изображает такое спиральное рифление 30.
Шланг может быть вулканизирован или отвержден любым подходящим способом. Один способ отверждения шланга состоит в его плотном обматывании лентами ткани, такой как нейлоновая ткань. Затем вся оправка в сборе может быть отверждена в паровом автоклаве, печи или другом подходящем источнике тепла. Затем шланг может быть развернут и снят с оправки.
Варианты выполнения изобретения успешно прошли испытание на огнестойкость. Два примера испытаний на огнестойкость описаны здесь: простое предварительное испытание и международное стандартное испытание.
Предварительное испытание на огнестойкость, использованное здесь, изображено на Фиг. 2. На Фиг. 2 участок 10 шланга, который открыт на обоих концах, подвешен непосредственно над пламенем 29. Пламя 29 предпочтительно имеет температуру порядка 800°С. Пламя может быть приложено на от 30 до 35 минут. Испытываемый шланг обычно либо воспламеняется и быстро разрушается, либо обугливается на большой площади, как обозначено обугленной областью 28 на Фиг. 2. Температура воздуха внутри шланга и/или температура в различных требуемых положениях внутри шланга может контролироваться, если требуется. Успешный шланг не прогорает после 30 минут и/или сохраняет значительную разницу между внутренней температурой шланга и внешней температурой пламени. Температура внутри шланга приведена в испытаниях ниже. Приведено состояние слоя внутренней трубки в конце испытания.
Международное стандартное испытание, использованное здесь, является BS ISO 15540:1999, включающее в себя изменения №1, «Суда и морские технологии - Огнестойкость шлангов в сборе - методы испытаний», далее «ISO 15540». ISO 15540 предусматривает шланг в сборе с длиной по меньшей мере 500 мм. Концы шланга включают в себя фитинги для циркулирующей воды под давлением 5±2 бар и со скоростью потока, выбранной для сохранения температуры воды на впуске 80±2°С и температуры воды на выпуске не более 85°С. Концы горелки продолжаются за арматуру шланга на по меньшей мере 20 мм, и ширина горелки выбирается для обеспечения надежного охватывания всего испытываемого шланга пламенем. Температура пламени поддерживается при 850±50°С и измеряется снаружи шланга на одном конце шланга и посередине. Длительность испытания составляет 30 минут. Испытание считается успешно пройденным, если отсутствуют протечки воды из шланга, когда он подвергается воздействию повышенного испытательного давления при температуре окружающей среды в течение двух минут, после воздействия пламени. Здесь, испытательное давление в около два раза превышает требуемое рабочее давление выбранного шланга. Предпочтительно испытательное давление составляет по меньшей мере 10 бар.
Пример 1 («Пр. 1») был изготовлен согласно варианту выполнения изобретения. Пр. 1 был собран на жесткой оправке диаметром три дюйма. Два слоя каландрированного NBR каучука толщиной 0,040 дюйма (1 мм) были нанесены на оправку, чтобы образовать внутреннюю трубку. Затем первый армирующий слой шинной кордовой ткани из стекловолокна шириной семь дюймов был нанесен путем наматывания с перекрытием 0,25 дюйма (6,35 мм). Использованная для этого шинная кордовая ткань и все последующие слои имели тип ЕС10Т330 2X0 кручения с 20s HWM вискозным наполнением с 20,5±2% RFL привесом при пропитке и слоем покрытия NBR каучуком, с конечной толщиной 0,030 дюйма (0,76 мм). Слой покрытия служит для вулканизации кордовой ткани, обеспечивая обволакивание корда и тонкого соединительного слоя резины между слоями корда. После первого армирующего слоя был нанесен соединительный слой из каландрированного NBR каучука толщиной 0,036 дюйма (0,91 мм). Затем были нанесены две спиральные проволоки. Каждая проволока имела диаметр 0,080 дюйма (2 мм) и наматывалась с шагом спирали 1,5 дюйма (38 мм), таким образом отстоя друг от друга на около 0,75 дюйма (19,1 мм). Затем был нанесен второй слой шинной кордовой ткани из стекловолокна шириной семь дюймов путем наматывания с перекрытием 0,25 дюйма (6,35 мм), начиная наматывание с противоположного конца оправки относительно первого армирующего слоя. Затем были нанесены четыре изоляционных слоях шинной кордовой ткани из стекловолокна шириной семь дюймов путем наматывания с перекрытием 0,25 дюйма (6,35 мм), чередуя направления спиральной намотки и начальные концы оправки. Наконец, были нанесены два слоя каландрированного CR каучука толщиной 0,036 дюйма (0,91 мм), чтобы образовать внешний кожух. Готовый шланг был обернут нейлоновой отверждающей лентой и отверждался 45 минут при 338°F (170°С), и лента была удалена. Полученный шланг был разработан имеющим рабочее давление по меньшей мере 10 бар (150 фунтов/кв. дюйм) (1,03 МПа) и, следовательно, должен пройти испытание на огнестойкость согласно ISO 15540 с испытательным давлением 21 бар (300 фунтов/кв. дюйм) (2,07 МПа) и иметь наименьшее давление разрыва 41 бар (600 фунтов/кв. дюйм) (4,14 МПа). Фактически, шланг по Пр. 1 прошел испытание на огнестойкость согласно ISO 15540 и показал давление разрыва 200 бар (2900 фунтов/кв. дюйм) (20 МПа), фактически в пять раз больше ожидаемого значения.
Пр. 2 был изготовлен аналогично Пр. 1, за исключением того, что были нанесены только три изоляционных слоя шинной кордовой ткани из стекловолокна.
Пр. 3 был изготовлен аналогично Пр. 1, за исключением того, что были нанесены только два изоляционных слоя шинной кордовой ткани из стекловолокна.
Пр. 4 был изготовлен аналогично Пр. 3, за исключением того, что два изоляционных слоя являлись двумя слоями плетеной ткани из керамического волокна, и армирующий слой являлся металлической оплеткой. Керамическая ткань не была обработана RFL, но имела резиновое покрытие. Склеивание было не достаточным для промышленного использования, хотя огнестойкость была очень хорошей. Ожидалось, что достаточная вулканизация и/или нанесение клеящего вещества на керамическую ткань создадут очень хороший изоляционный слой для огнестойкого шланга, даже с полиэфирными (или другими неогнестойкими) армирующими слоями.
Сравнительный Пример 5 («Сравн. Пр. 5») был изготовлен аналогично Пр. 1, за исключением того, что изоляционные слои являлись плетеным тканевым матом из стекловолокна, и два армирующих слоя являлись стандартными слоями из полиэфирной армирующей ткани.
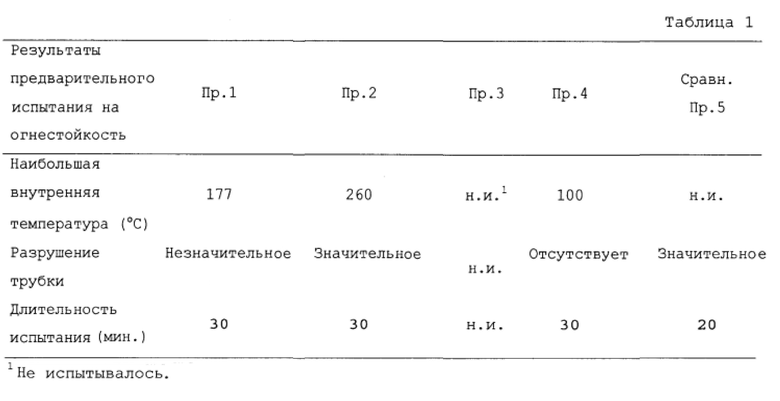
Каждый из примеров и сравнительных примеров, описанных выше, был подвергнут предварительному испытанию на огнестойкость, описанному выше. Результаты приведены в Таблице 1 ниже. Сравнительные примеры позволили пламени прожечь шланг насквозь, не пройдя предварительного испытания. Оригинальные примеры, которые были испытаны, показали некоторую степень разрушения от пламени, но показали ограниченное повышение внутренней температуры. Лучших результатов достигли Пр. 1 и Пр. 4. Пр. 1, как описан выше, был выбран для прохождения испытания на огнестойкость согласно ISO 15540. Пр. 4 не испытывался далее вследствие сложностей, наблюдаемых в работе с керамическими волокнами (главным образом, отсутствие склеивания), и их высокой стоимости.
Таким образом, настоящее изобретение обеспечивает тепло- и огнестойкость для промышленных шлангов путем включения в состав шинной кордовой ткани из стекловолокна в качестве армирующего и изоляционного элемента. Обычно в шланге с множеством армирующих слоев на прочность на разрыв оказывают влияния первые два слоя, и последующие слои имеют быстро ослабевающее действие. В вариантах выполнения изобретения, было обнаружено, что дополнительные изоляционные слои шинной кордовой ткани из стекловолокна обеспечили значительное увеличение прочности на разрыв. Таким образом, настоящее изобретение обеспечивает как значительно улучшенную огнестойкость, так и улучшенную прочность на разрыв.
Хотя настоящее изобретение и его преимущества были описаны подробно, ясно, что различные изменения, замены и преобразования могут быть выполнены здесь без отступления от объема изобретения, как определено прилагаемой формулой изобретения. Более того, объем настоящей заявки не ограничен конкретными вариантами выполнения процесса, машины, продукта, композиции, средства, способов и этапов, описанных в описании. Как средний специалист в данной области техники легко поймет из описания настоящего изобретения, процессы, установки, продукт, композиции, средство, способы или этапы, существующие в настоящее время или которые будут разработаны позже, которые выполняют по существу ту же функцию или достигают по существу того же результат, что и соответствующие варианты выполнения, описанные здесь, могут быть использованы согласно настоящему изобретению. Соответственно, прилагаемые пункты формулы изобретения включают в свой объем такие процессы, машины, продукт, композиции, средство, способы или этапы. Изобретение, описанное здесь, может быть подходяще осуществлено в отсутствие любого элемента, который не описан здесь особым образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РИСУНЧАТОЕ ПОКРЫТИЕ С ПРИДАЮЩИМ КЛЕЙКОСТЬ МАТЕРИАЛОМ | 2011 |
|
RU2505419C1 |
| ШЛАНГ ЖИДКОСТНЫЙ, АРМИРОВАННЫЙ КОМПОЗИЦИОННОЙ НИТЬЮ | 2007 |
|
RU2434175C2 |
| РАСШИРЯЕМЫЙ ШЛАНГ (ВАРИАНТЫ), УЗЕЛ ШЛАНГА И СПОСОБ | 2009 |
|
RU2459131C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2018 |
|
RU2712488C1 |
| ГИБРИДНЫЙ КОРД ИЗ УГЛЕРОДНЫХ ВОЛОКОН В КАЧЕСТВЕ БОРТОВОЙ ПРОВОЛОКИ | 2016 |
|
RU2701619C1 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2772436C1 |
| РЕМЕНЬ СИЛОВОГО ПРИВОДА | 1999 |
|
RU2224151C2 |
| КРУЧЕНАЯ МАЛОРАСТЯЖИМАЯ ПРЯЖА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЕ ИЗ НЕЕ | 2008 |
|
RU2469131C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2775036C1 |
| УПРОЧНЕННЫЙ РЕЗИНОВЫЙ МАТЕРИАЛ С ЛЕНТОЧНЫМИ ЭЛЕМЕНТАМИ | 2012 |
|
RU2574059C2 |
Изобретение относится к армированному шлангу из стекловолокна. Огнестойкий шланг, имеющий: нитрилсодержащий каучуковый слой внутренней трубки; два армирующих слоя, по меньшей мере, один изоляционный слой обрезиненной однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого армирующего слоя перекрываются на величину, меньшую или равную 0,5 дюйма; возможный резиновый амортизирующий или соединительный слой между армирующими слоями и изоляционными слоями; и полихлоропреновый каучуковый внешний покровный слой. Шланг может иметь один или более спиральных проволок, заделанных в шланг, например, между двумя армирующими слоями. Технический результат - повышение огнестойкости и герметичности. 2 н. и 12 з.п. ф-лы, 2 ил., 1 табл.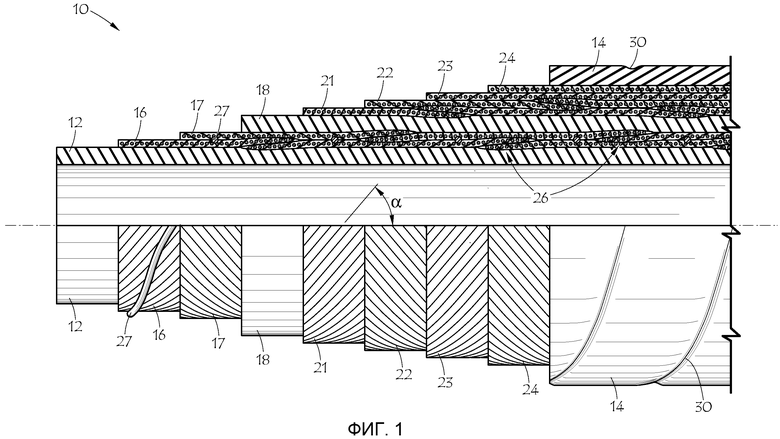
1. Огнестойкий шланг, содержащий:
резиновый слой внутренней трубки;
два армирующих слоя однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, причем края каждого армирующего слоя перекрываются на величину, меньшую или равную 0,5 дюйма;
по меньшей мере, один изоляционный слой однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого слоя перекрываются на величину, меньшую или равную 0,5 дюйма; и
резиновый внешний кожух.
2. Шланг по п. 1, дополнительно содержащий резиновый соединительный слой между каждым из упомянутых армирующих слоев и каждым из упомянутых изоляционных слоев.
3. Шланг по п. 1, в котором внешний кожух содержит нитрилсодержащую каучуковую смесь или галогенированную каучуковую смесь.
4. Шланг по п. 1, в котором слой внутренней трубки содержит нитрилсодержащую каучуковую смесь.
5. Шланг по п. 1, дополнительно содержащий спиральную проволоку.
6. Шланг по п. 5, в котором спиральная проволока заделана в шланг между двумя армирующими слоями.
7. Шланг по п. 1, дополнительно содержащий рифленую внешнюю поверхность.
8. Шланг по п. 1, в котором по меньшей мере один слой однонаправленной кордовой ткани из стекловолокна пропитан и покрыт клеевой смесью.
9. Шланг по п. 1, в котором каждый слой однонаправленной кордовой ткани из стекловолокна обрезинен.
10. Шланг по п. 1, в котором количество упомянутых изоляционных слоев составляет от двух до восьми.
11. Огнестойкий шланг, состоящий из:
нитрилсодержащего каучукового слоя внутренней трубки;
двух армирующих слоев обрезиненной однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого армирующего слоя перекрываются на величину, меньшую или равную 0,5 дюйма;
от двух до восьми изоляционных слоев обрезиненной однонаправленной кордовой ткани из стекловолокна, спирально намотанной под углом спирали в диапазоне от 40-60 градусов относительно продольной оси шланга, и причем края каждого слоя перекрываются на величину, меньшую или равную 0,5 дюйма; и
галогенсодержащий каучуковый или нитрилсодержащий каучуковый внешний кожух.
12. Шланг по п. 11, дополнительно имеющий одну или две спиральные проволоки, заделанные в шланг.
13. Шланг по п. 12, в котором одна или две спиральные проволоки заделаны в шланг между двумя армирующими слоями.
14. Шланг по п. 13, в котором упомянутые армирующие слои расположены между упомянутым слоем внутренней трубки и упомянутыми изоляционными слоями.
| US 3223565 A, опубл.14.12.1965 | |||
| УСТРОЙСТВО ОПТИЧЕСКОЙ ЛИНИИ СВЯЗИ | 2000 |
|
RU2189697C2 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Защитная оболочка для протяженных трубообразных изделий против воздействия наружного жара и огня | 1986 |
|
SU1658827A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| US 3528457 A1, опубл | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |

