Иобретение относится к приготовлению напитков и т.п. из содержащегося в капсуле экстрагируемого материала, например молотого кофе. В частности, оно относится к прокалываемой капсуле в качестве порционной упаковки и способу ее изготовления.
Экстракционные аппараты для приготовления напитков и т.п. из имеющегося в порционной упаковке экстрагируемого материала известны, например, в виде кофеварок и кофеварок для приготовления кофе "эспрессо", они по-прежнему пользуются большой популярностью. Во многих соответствующих системах порционные упаковки выполнены в виде капсул, в которых закрыт, например герметично, экстрагируемый материал. Для экстракции капсулу прокалывают с двух противоположных сторон. С одной стороны вводят экстрагирующую жидкость, чаще всего горячую воду. С другой стороны из капсулы выводят продукт экстракции. При этом в зависимости от приготавливаемого напитка и системы внутри капсулы может существовать значительное давление, например 5-20 бар.
Такие капсулы не следует путать с порционными упаковками для кофе, приготавливаемого в кофеварке с фильтром, которые отвечают совершенно другим требованиям, открываются в результате снятия пленки, крышки и т.д. и никогда не подвергаются воздействию повышенного давления. Также мало похожи они и на внешние ароматонепроницаемые упаковки в виде запакованных в бумажный фильтр порций молотого кофе. Часто в заварочных модулях кофеварок горячая жидкость для заваривания протекает в капсулах описанного здесь типа в горизонтальном направлении, но она может протекать и в вертикальном направлении, при этом, как сказано выше, эта жидкость подвергается воздействию значительного давления. При этом также возникает проблема герметизации, так как находящаяся под высоким давлением жидкость для заваривания не должна поступать мимо капсулы прямо в раздающее устройство.
В качестве материалов для капсул, в частности, применяют алюминий и пластики, например полипропилен. Алюминиевые капсулы обеспечивают очень хорошую сохранность экстрагируемого материала, но при их изготовлении затрачивают большое количество энергии. Полипропиленовые капсулы в отношении затрат энергии и удаления отходов выгодны, но они предъявляют повышенные требования к прокалывающему механизму.
В отношении затрат материалов особенно выгодны капсулы глубокой вытяжки, но они всегда имеют характерную коническую форму.
На рынке предлагаются как капсулы со встроенными фильтрующими средствами, так и капсулы, которые имеют только оболочку, окружающую экстрагируемый материал, механизм для прокалывания которых, следовательно, должен иметь такую конструкцию, которая исключает нежелательный вывод из капсулы экстрагируемого материала вместе с продуктом экстракции.
Пример капсулы без встроенных фильтрующих средств, в частности, описан в патентном документе ЕР 1886942.
Предлагаемые на рынке капсулы в общем имеют осесимметричную форму и кольцевую закраину, выполняющую три важные для работоспособности функции:
закраина предназначена для закрытия капсулы в процессе наполнения, для этого она на достаточном расстоянии от полости капсулы имеет направитель энергии для ультразвуковой сварки или достаточно большую поверхность для термической сварки;
закраина предназначена для удерживания капсулы перед процессом заваривания;
закраина играет важную роль при герметизации во время заваривания, так как она предотвращает попадание жидкости для заваривания мимо капсулы прямо в раздающее устройство.
В случае капсул, соответствующих существующему уровню техники, дополнительную функцию герметизации может обеспечить коническая форма, точно подходящая для соответствующего гнезда в заварочной камере.
Многие из имеющихся в продаже капсул имеют чашеобразную форму, то есть они имеют осесимметричную коническую форму. Часто по составу материалов крышка чашеобразной капсулы отличается от самой чашечки, которая образует боковую и нижнюю поверхность. При этом впрыскивание экстрагирующей жидкости осуществляют через крышку или нижнюю поверхность, а вывод продукта экстракции - соответственно через нижнюю поверхность или крышку. Такая форма капсулы хорошо зарекомендовала себя как в отношении механической прочности, так и с точки зрения технологии.
Особые трудности связаны с завихрением экстрагируемого материала во время заваривания. Во время экстракции жидкость течет через капсулу с большой скоростью. В случае ограниченного сжатия экстрагируемого материала этот материал во время заваривания сильно завихряется. Поэтому уже предложено (ЕР 1886942) сильно сжимать экстрагируемый материал во время процесса наполнения капсулы. Однако этот способ требует довольно больших расходов, а при транспортировке капсул достигнутая благодаря сжатию таблеточная консистенция экстрагируемого материала может пропасть.
Еще одна часто обсуждаемая проблема, возникающая в связи с порционными капсулами для завариваемых напитков, заключается в дорогостоящей упаковке, ухудшающей энергетический баланс.
Задача данного изобретения состоит в том, чтобы предложить такую капсулу для завариваемого напитка и т.п., которая позволяет преодолеть недостатки существующего уровня техники и обеспечивает лучшие решения в отношении энергетического баланса и гибкости.
Эта задача решается благодаря изобретению, определенному в формуле изобретения.
Предлагаемая порционная капсула представляет собой капсулу вышеупомянутого типа; экстрагируемый материал в ней закрыт, например, герметично, а для экстракции предусмотрено прокалывание капсулы с двух противоположных сторон. С первой стороны вводят экстрагирующую жидкость, чаще всего горячую воду. Со второй стороны из капсулы выводят продукт экстракции. При этом, в зависимости от приготавливаемого напитка и системы, капсула должна быть способной, выдерживать внутри себя значительное давление, например 5-20 бар, в частности более 10 бар. Тем не менее, это не исключает применения капсулы в процессе заваривания с более низким давлением, например, в пределах от 1 до 2 бар, в частности в случае кофе, приготавливаемого в кофеварке с фильтром по американскому способу.
Никаких фильтрующих или несущих элементов и т.д. внутри капсулы нет, таким образом, она состоит, например, лишь из стенок равномерной, по меньшей мере, с нескольких сторон, толщины, и наполнителя (экстрагируемого материала).
Согласно одному из аспектов изобретения капсула имеет форму куба или прямоугольного параллелепипеда и не имеет выступающих закраин и т.п.
Здесь под формой в виде прямоугольного параллелепипеда или куба понимается форма, которая не слишком отличается от геометрически точной формы прямоугольного параллелепипеда или куба, так что в функциональном отношении капсулы могут быть весьма разными. Например, они могут иметь форму усеченной пирамиды с прямоугольным или квадратным основанием, причем прилегающие к основанию боковые поверхности наклонены относительно перпендикуляра к основанию лишь на небольшой угол наклона α, например не более 3° или 2°, предпочтительно приблизительно не более 1°. Как сказано выше, форма прямоугольного параллелепипеда или куба исключает кольцевую закраину, выступающую из корпуса капсулы за плоскость концевой поверхности и предусмотренную для удерживания капсулы в направляющих пазах. Тем не менее, капсула в форме прямоугольного параллелепипеда или куба может иметь обусловленные технологией кольцевые кромки (например, сварочный грат), которые выступают в боковом направлении, например, не более чем на 1,5, 1, 0,8 или 0,6 мм, особенно предпочтительно на 0,5 мм или менее, благодаря своим ограниченным размерам существенно функцию кубической или параллелепипедальной формы не ухудшают и, кроме того, например, образуют уступ относительно плоскости концевой поверхности.
Во-первых, эта форма дает большое преимущество, заключающееся в том, что экстрагируемый материал может сжиматься с разных сторон, в случае чашеобразных капсул это не так. В частности экстрагируемый материал можно сжать даже тогда, когда он уже упакован в капсулу - посредством сжатия двух расположенных против друг друга боковых стенок. В случае чашеобразных капсул осуществить это без разрушения капсулы трудно. Предпочтительно капсула имеет такую конструкцию, что возможна деформация двух боковых стенок, расположенных против друг против (или центральных точек на этих боковых стенках) - против упругой силы и с уменьшением объема. Это относится к состоянию при комнатной температуре и не исключает остаточной деформации стенок полимерной капсулы в горячем состоянии.
Во-вторых, эта форма дает преимущество в отношении гораздо лучшей укладываемости в стопу. Наполненные и закрытые капсулы могут расположить в ряд и уложить в стопу так, что стопа получается по существу без промежутков. Кроме того, эта стопа, например в виде куба, может иметь привлекательный внешний вид и в то же время обходиться минимальной наружной упаковкой.
Предпочтительно капсула может прокалываться с каждой стороны или с каждой пары расположенных против друг друга сторон. В данном случае это означает не только то, что стенку на соответствующей стороне куба могут перфорировать при помощи соответствующего металлического острия, но и то, что капсула, проколотая с двух расположенных против друг друга сторон, при вводе жидкости выдерживает давление заваривания, а жидкость для заваривания вытекает только со стороны экстракции и только в месте перфораций.
Капсула герметично и непроницаемо для кислорода закрывается стенками, охватывающими все стороны, грани и углы. Таким образом, отдельная пленка, полностью или частично покрывающая капсулу, и непроницаемый для кислорода мешочек и т.п. для капсулы не требуется. По сравнению с известными системами количество отходов существенно уменьшается.
Предпочтительно капсула со всех сторон состоит из материала по существу одинакового состава. В частности капсула со всех сторон может иметь по существу одинаковую толщину. Другими словами, специальная покрывная пленка, выполненная отлично от основной части, не требуется. "По существу одинаковая толщина", например, может означать, что толщина разных сторон отличается не более чем на 30%.
Особенно предпочтительна кубическая форма. В случае конструкции с одинаковой со всех сторон толщиной и составом материала то, как кубическую капсулу вставляют в заварочный модуль экстракционного аппарата (кофеварки и т.п.), не играет никакой роли. Это уменьшает риск ошибочных действий пользователя.
Предпочтительно капсула состоит из пластика. Особенно предпочтительным материалом для капсулы является полипропилен. Возможны и иные материалы, в частности другие пищевые пластики. При исполнении в виде пластиковой капсулы толщина стенок предпочтительно составляет от 0,1 до 0,5 мм, например от 0,2 до 0,4 мм, в частности от 0,25 до 0,35 мм.
При исполнении в виде пластиковой капсулы капсулу предпочтительно изготавливают посредством формования (например, глубокой вытяжки) полимерной пленки. В сравнении с другими способами, например литьем под давлением, этот способ позволяет уменьшить количество используемого при изготовлении материала. Как само по себе известно, полимерная пленка может содержать барьерный слой для предотвращения проникновения кислорода. Известные пластиковые капсулы глубокой вытяжки всегда имеют коническую форму, так как конические формы удовлетворяют требованиям глубокой вытяжки. В этом отношении в данном изобретении (в вариантах его осуществления) предлагается совершенно новый путь: выбирают форму, которая отличается от конической формы и, как сказано выше, является весьма предпочтительной. С этой целью применяют штамп для глубокой вытяжки, имеющий специальные свойства и разработанный специально для таких применений.
Согласно предпочтительному варианту осуществления изобретения капсулу поставляют вместе с кофеваркой или заварочным модулем кофеварки, который содержит следующее:
первую часть заварочного модуля и
перемещаемую относительно нее вторую часть заварочного модуля, причем первая и вторая часть заварочного модуля образуют раздающее устройство для вывода продукта экстракции из капсулы и инжектор для ввода экстрагирующей жидкости в капсулу, а также заварочную камеру, форма которой соответствует форме капсулы и которая в процессе заваривания по меньшей мере частично окружает капсулу, причем раздающее устройство и инжектор в каждом случае имеют по меньшей мере одно перфорационное острие, перфорирующее капсулу при закрытии заварочной камеры, причем форма заварочной камеры согласована с вышеописанной формой капсулы и оказывает такое герметизирующее действие, что жидкость для заваривания, введенная через инжектор в капсулу, может дойти до стороны раздающего устройства только через капсулу.
Другими словами, проходится путь от кольцевой закраины, предназначенной для герметизации, к заварочной камере, в которую по существу помещена кубическая капсула, и которая, тем не менее, имеет средства для подачи через капсулу под давлением жидкости для заваривания.
Согласно еще одному предпочтительному варианту осуществления изобретения заварочный модуль не имеет крепежных канавок и т.п. для закраины, отсутствующей в изобретении, - капсулу вставляют прямо в заварочную камеру. Это, например, означает, что первая часть заварочного модуля образует гнездо для капсулы, имеющее опору и боковую направляющую, причем опора расположена так, что капсула, опущенная через загрузочное положение, направляется боковой направляющей до прилегания к опоре, вторая часть заварочного модуля для закрытия заварочной камеры может перемещаться относительно первой части заварочного модуля, а опора и боковая направляющая образуют часть стенок заварочной камеры.
Заварочный модуль предпочтительно также имеет средство для сжатия, которое, например, сжимает капсулу с двух боковых сторон, что улучшает экстракцию. Средство для сжатия может, например, содержать два пальца, которые могут перемещаться против упругой силы внутрь полости капсулы, при закрытии заварочной камеры эти пальцы перемещаются направляющим кулачком.
Предпочтительно способ изготовления капсулы состоит в следующем. Сначала из подходящего пластика изготавливают пятигранную, открытую с одной стороны кубическую основную часть (или соответственно другую многогранную основную часть). Это можно осуществить на фабрике по изготовлению упаковок, с применением глубокой вытяжки. После этого на установке для фасовки открытую основную часть наполняют экстрагируемым материалом. Затем на открытой основной части крепят недостающую сторону в виде крышки, причем предпочтительно эта крышка имеет тот же состав материала и толщину, что и основная часть.
Согласно первому варианту крепление осуществляют вдоль кольцевой закраины основной части, например, посредством ультразвуковой сварки, термосварки или склеивания. С этой целью вначале основная часть может иметь проходящую вдоль открытой стороны, выступающую внутрь или наружу закраину, к которой приваривают или приклеивают крышку. Кроме того, в случае крепления при помощи ультразвуковой сварки закраина может иметь направитель ультразвуковой энергии. При этом, в отличие от известных решений, направитель энергии может быть расположен не как можно дальше снаружи, а вблизи внутренней стороны. Например, промежуток d между одним краем направителя энергии и плоскостью, заданной внутренней стенкой капсулы, может составлять не более 0,7 мм, предпочтительно не более 0,6, 0,5 или 0,4 мм, например, от 0,2 до 0,4 мм. Если закраина выдается наружу, что является предпочтительным, то крышка может иметь немного больший размер, чем открытая сторона основной части, и выступать, например, примерно до наружной кромки закраины. После сваривания закраину опционально могут отделить, по меньшей мере частично, например, посредством высечки, чтобы получить не более чем незначительные отклонения от формы куба (или соответствующих других многогранников).
В соответствии со вторым вариантом основная часть сначала также имеет периферийную, выступающую наружу закраину. Крышка может иметь плоскую форму или, что является предпочтительным, быть выгнута наружу. Затем применяют одновременную ультразвуковую резку и сварку, при которой между сонотродом и неподвижным упором для резки поглощается ультразвуковая энергия, которая, с одной стороны, вызывает сравнительно глубокую сварку, способную выдерживать высокое давление, и при которой, с другой стороны, в процессе сварки сразу же отрезают выступающую закраину.
Ниже примеры осуществления изобретения раскрыты со ссылками на чертежи. Одинаковые или аналогичные элементы на чертежах обозначены одинаковыми номерами позиций. Чертежи выполнены не в масштабе, частично они имеют соответствующие друг другу элементы, которые на разных чертежах имеют различные размеры. На чертежах изображено следующее.
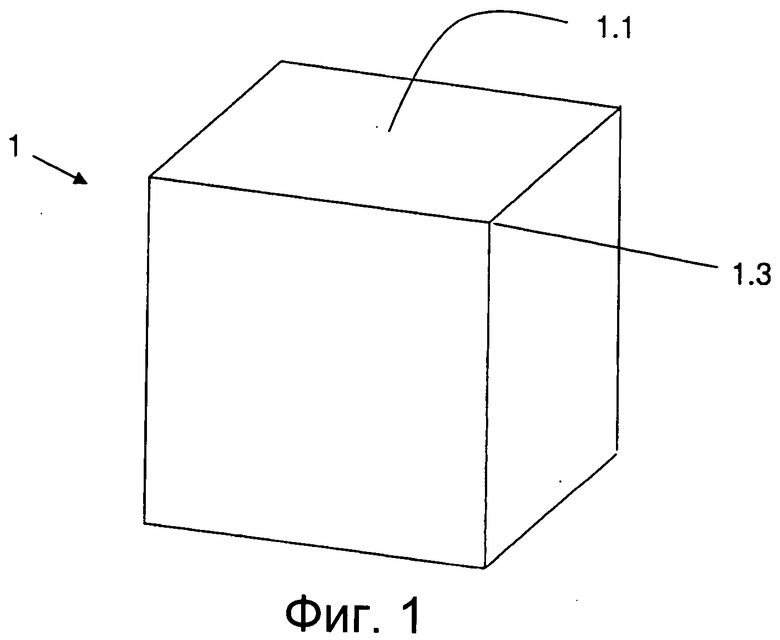
Фиг.1: вид на капсулу.
Фиг.2: вид на вариант капсулы фиг.1.
Фиг.3: вид на еще один вариант капсулы фиг.1.
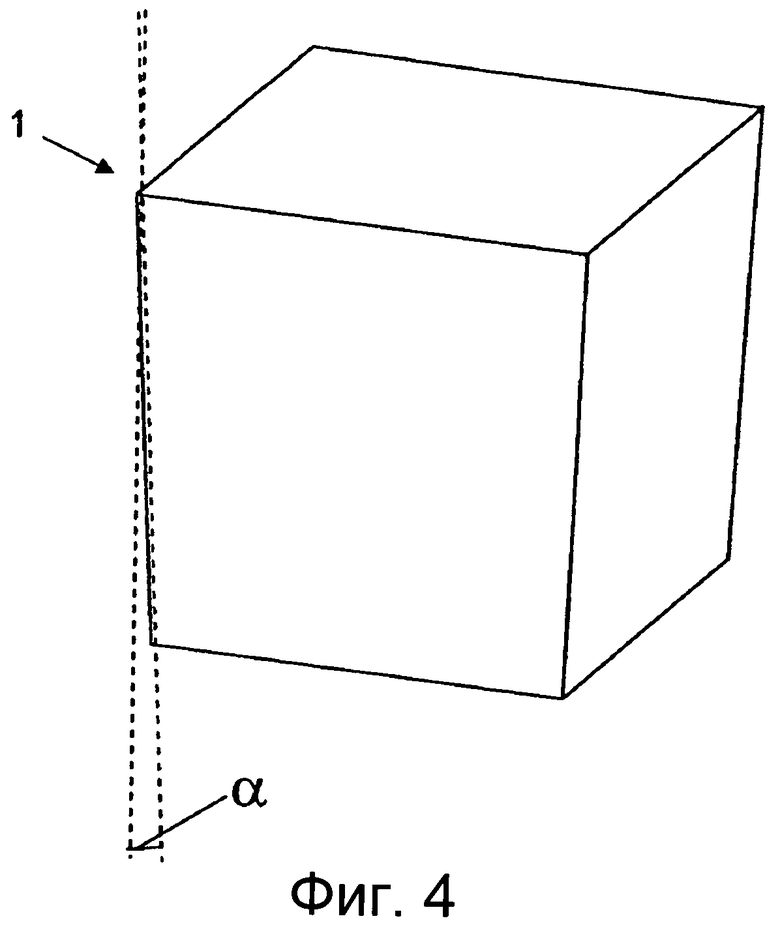
Фиг.4: схематичное изображение почти кубической капсулы, имеющей форму усеченной пирамиды с боковыми гранями, почти перпендикулярными основанию.
Фиг.5: прокалывание через сторону капсулы.
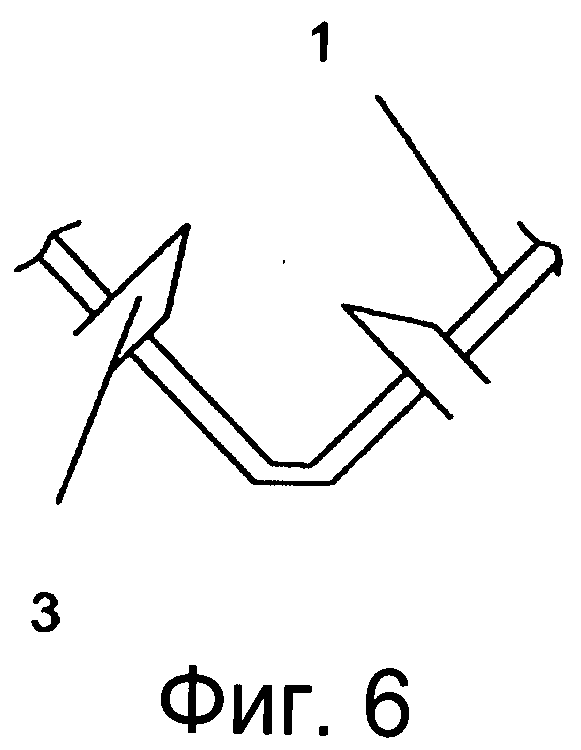
Фиг.6: прокалывание через ребро или угол капсулы.
Фиг.7: основная часть со вспомогательной закраиной для изготовления предлагаемой капсулы.
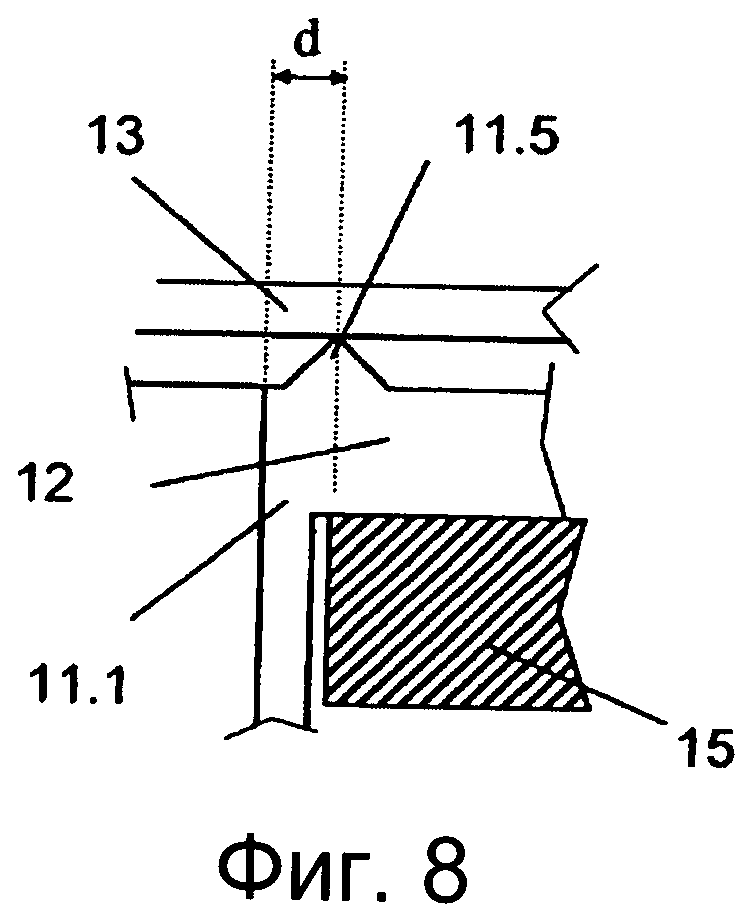
Фиг.8: деталь основной части и крышки во время процесса изготовления капсулы.
Фиг.9 и 10: основная часть и крышка для альтернативного способа изготовления предлагаемой капсулы.
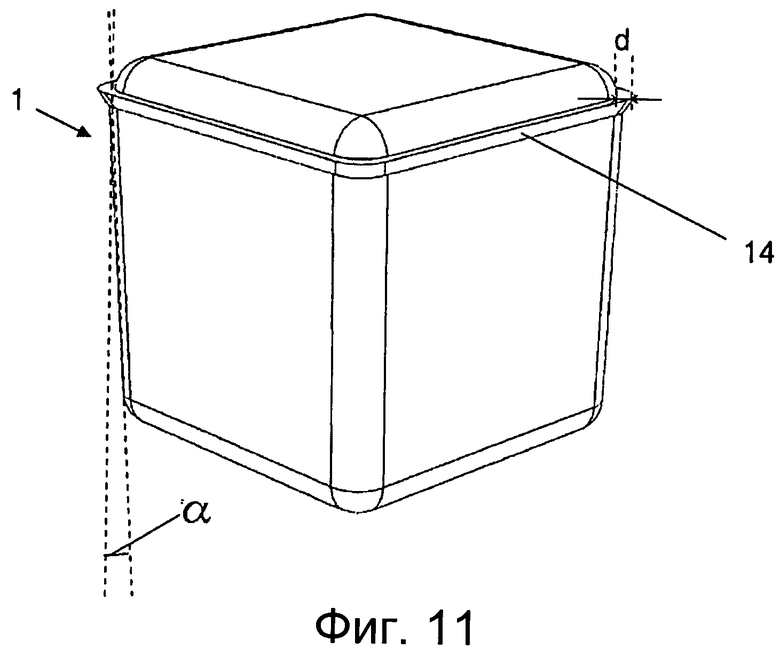
Фиг 11: вид на капсулу, изготовленную по способу согласно фиг.9 и 10.
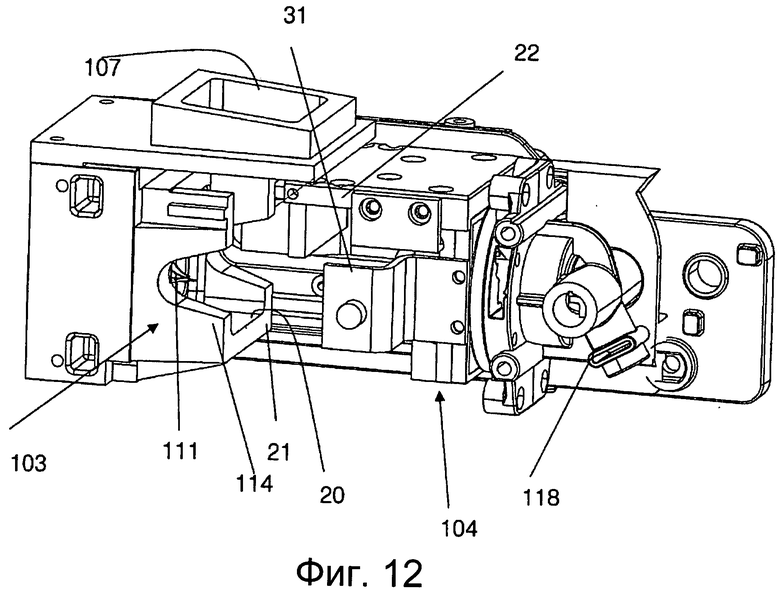
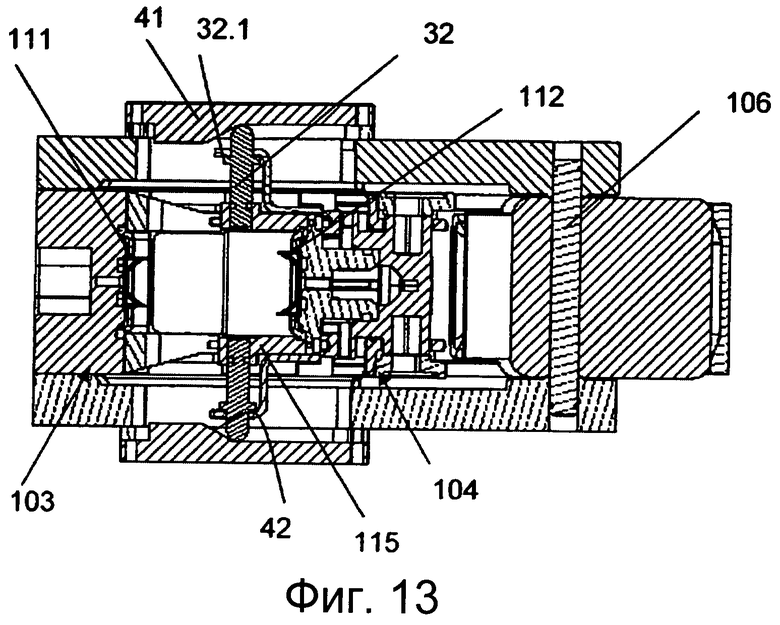
Фиг.12 и 13: изображения заварочного модуля, предназначенного для взаимодействия с предлагаемой капсулой.
Капсула 1 в соответствии с фиг.1 имеет кубическую форму, она состоит из полипропилена и имеет толщину стенки от 0,1 до 0,5 мм, предпочтительно от 0,2 до 0,4 мм, например от 0,25 до 0,35 мм.
Наружная длина ребер 1.2 куба для отдельных порций кофе в соответствии с европейским вкусом преимущественно составляет от 24 до 30 мм, например от 26 до 27 мм. При наружной длине ребра 27,5 мм максимальный насыпной вес составляет приблизительно 8,5 г кофе. Тем не менее, капсулы для отдельных порций могут иметь и другие размеры, например, в соответствии с американским вкусом. В Америке наружная длина ребра капсулы может составлять, например, до 34 мм, в частности, например, около 32 мм, для количества заполняющего вещества приблизительно 14-15 г. При таких вкусах соответственно также может быть выбрано другое давление вводимой воды, оно может составлять, например, приблизительно лишь 1-2 бар вместо обычных предпочтительных 10-18 бар. В общем, предпочтительная длина ребер составляет от 24 до 34 мм.
Для ввода экстрагирующей жидкости и вывода продукта экстракции капсула может прокалываться со всех шести сторон 1.1, всех двенадцати ребер 1.2 и всех восьми углов 1.3, причем ввод и вывод предпочтительно происходит с расположенных против друг друга сторон/ребер/углов.
Из изображения, согласно фиг.2, видно, что кубическая капсула может иметь ребра, выполненные как закругленные ребра 1.2. Кроме того, на фиг.2 показана расположенная внизу, слегка выступающая в сторону кольцевая закраина 1.4, обусловленная способом изготовления капсулы; ниже это будет рассмотрено более подробно. Как показано на фиг.3, также может существовать периферийное усиление 1.6, которое также обусловлено способом изготовления.
Капсула 1, согласно фиг.4, также имеет приблизительно кубическую форму. Однако на этом чертеже сторона 1.1, которая расположена вверху, немного больше нижней стороны, так что со строго математической точки зрения капсула имеет форму усеченной пирамиды. На этом чертеже угол α наклона боковых поверхностей относительно перпендикуляров к основанию - разумеется, имеется в виду та плоскость, расположенная под прямым углом к основанию, которая проходит через ребро между основанием и соответствующей боковой поверхностью - очень мал, предпочтительно он составляет не более 2°, например, приблизительно лишь 1°. Кроме того, высота капсулы над основанием приблизительно соответствует длине ребер основания и отклоняется от нее, например, не более чем на 5%.
На фиг.5 схематично показано прокалывание боковой стенки капсулы при помощи перфорирующего элемента 3. Перфорирующие элементы для прокалывания капсулы с целью ввода или вывода жидкости известны, и их продолжают разрабатывать. В принципе предлагаемая капсула подходит для любых перфорирующих механизмов, разработанных для прокалывания выбранного материала капсулы, имеющей выбранную толщину стенки, то есть благодаря специальной форме предлагаемой капсулы к перфорирующему механизму требования, отличные от требований, предъявляемых в случае других форм, не предъявляются. Несмотря на это, предпочтительны такие конфигурации, при которых со стороны инжекции и в особенности со стороны экстракции имеется несколько распределенных перфорирующих элементов, а не только установленный посредине перфорирующий элемент.
На фиг.6 показана соответствующая конфигурация для прокалывания капсулы 1 со стороны ребра. Эта конфигурация предусматривает пару расположенных в непосредственной близости от ребра и относительно друг друга перфорирующих элементов, которые перфорируют прилегающие к этому ребру стороны, чтобы могла вводится или выводиться жидкость. Вдоль длины этого ребра могут быть расположены другие пары перфорирующих элементов или двум смежным с ребром сторонам может соответствовать разное количество перфорирующих элементов. Также вполне возможно прокалывание капсулы со стороны угла, причем в этом случае предпочтительно иметь по меньшей мере три перфорирующих элемента, по одному элементу на каждую прилегающую к углу сторону капсулы.
Соответствующее расположение перфорирующих элементов для ввода или вывода предпочтительно предусмотрено на противоположной стороне/ребре/углу, причем в принципе также вполне возможны асимметричные расположения (ввод - через ребро, вывод - через боковую поверхность и т.п.).
Ниже, на фиг.7 и 8, также рассматривается способ изготовления капсулы вышеописанного типа, причем этот способ соответствует упомянутому первому варианту. На фиг.7 показан открытый с одной стороны кубический корпус 11, изготовленный, например, посредством глубокой вытяжки. Боковые стенки 11.1, прилегающие к отверстию, которое на этом чертеже расположено вверху, немного - на 1° - наклонены относительно перпендикуляра к расположенной напротив этого отверстия боковой стенке ("дну"), причем так, что отверстие имеет немного больший размер, чем измеренная по внутренней поверхности площадь дна. Благодаря этому опциональному свойству кубический корпус в незаполненном состоянии могут уложить в компактную стопу. В соответствии с изобретением также существует возможность отказаться от этого небольшого наклона, чтобы получить абсолютно кубическую капсулу; в этом случае незаполненные открытые кубические корпуса хорошо уложить в стопу уже невозможно, и их предпочтительно транспортируют, например, навалом.
В районе отверстия с наружной стороны к открытому кубическому корпусу приделана кольцевая закраина 12, которая может довольно заметно выступать в боковом направлении. Как видно из детального чертежа (см. фиг.8), эта закраина 12 имеет направленный вверх (то есть в направлении открывающейся стороны) выступ 11.5 с расположенным сверху ребром (на виде в поперечном разрезе это ребро соответствует острию).
Закраина 12 с выступом 11.5 служит в качестве вспомогательного средства при креплении крышки 13 посредством ультразвуковой сварки. Для этого крышку 13 прикладывают, как показано на фиг.8. После этого сверху (относительно ориентации, показанной на фиг.8) к крышке прижимают сонотрод ультразвукового сварочного аппарата и направляют в нее ультразвуковые колебания. При этом закраина 12, во-первых, предназначена для прикладывания противодействующей силы. Наполненный экстрагируемым материалом корпус 11 перед воздействием ультразвуковыми колебаниями устанавливают на опору 15 так, что он вдается внутрь квадратного отверстия, форма которого соответствует поперечному сечению корпуса, а закраиной 12 прилегает к краю этого отверстия. В результате корпус при ультразвуковой сварке зафиксирован, а необходимую противодействующую силу могут приложить независимо от прочности корпуса 11. Выступ 11.5 в процессе ультразвуковой сварки служит в качестве направителя энергии. В районе этого выступа ультразвуковая энергия преобразуется в основном в тепло, так что крышка 13 и материал 11 корпуса в своем окружении начинают плавиться и, таким образом, свариваться друг с другом. Вместо выступа 11.5 или дополнительно к нему закраина может иметь структуры, отличающиеся от направителя энергии, например множество заостренных концов и т.д.
Сразу же после процесса ультразвуковой сварки закраину можно удалить посредством высечки. В результате возникает куб, изображенный на фиг.3, в крайнем случае, имеющий лишь немного выступающую (например, не более чем на 0,1 мм) остаточную закраину 1.4, как показано на фиг.2.
С этой целью, как показано на фиг.8, предпочтительно направитель энергии (в данном случае выступ 11.5) расположен на закраине не в соответствии с известным уровнем техники, то есть как можно дальше наружу, а с внутренней стороны, вблизи внутренней стенки корпуса 11, так как в процессе высечки штамп для высечки предпочтительно воздействует на область, расположенную вне зоны, в которой перед свариванием находился направитель энергии. Например, расстояние d между кромкой, образованной выступом 11.5, и внутренней стенкой составляет не более 0,7 мм, в частности предпочтительно еще меньше, например, не более 0,6, 0,5 или 0,4 мм, например от 0,25 до 0,4 мм.
На фиг.9 и 10 представлены варианты корпуса 11 капсулы (небольшая конусность на этих чертежах несколько преувеличена) и крышки, которые могут быть использованы в процессе изготовления в соответствии со вторым вариантом (с применением одновременной ультразвуковой резки и сварки). Закраину 12 корпуса капсулы и закраину 13.2 крышки прикладывают на неподвижном упоре друг к другу, а затем отделяют посредством одновременной ультразвуковой резки и сварки, причем кубическая капсула получается со слегка выступающим сварочным гратом. В отличие от вышеописанного варианта осуществления корпус капсулы имеет высоту, немного меньшую, чем ширина боковых стенок, а крышка выгнута наружу (на чертеже хорошо видна выпуклость внутренней части 13.1 крышки) для дополнения недостающей высоты куба. В результате сварочный грат слегка смещен от верхней концевой поверхности, то есть вниз.
На фиг.11 показан пример капсулы 1, изготовленной при помощи вышеупомянутой одновременной ультразвуковой резки и сварки. На этом чертеже отчетливо виден немного отличающийся от 0° угол α, приблизительно равный 1° (см. также фиг.4) и кольцевой сварочный грат 14, со всех сторон выступающий в боковом направлении не более чем приблизительно на d=0,35 мм, при размерах куба 27,5×27,5×27,5 мм, то есть не больше чем приблизительно на 3%. Как сказано выше, сварочный грат относительно верхней концевой поверхности немного смещен вниз.
На фиг.12 и 13 показан заварочный модуль с капсулой 1. Заварочный модуль, как известно само по себе, имеет раздающее устройство 103, позиционируемое каркасом, содержащим пару вертикальных направляющих стенок, и инжектор 104, которые могут перемещаться относительно друг друга при помощи рычага управления, который может поворачиваться вокруг поворотной цапфы 106. В изображенном на этих чертежах варианте осуществления инжектор в результате поворота рычага управления может перемещаться в направлении раздающего устройства 103, тогда как последнее относительно каркаса двигаться не может.
На фиг.12 хорошо видно загрузочное отверстие 107 для опускания кубических порционных капсул. Загрузочное отверстие образовано в каркасе, оно находится в районе раздающего устройства 103 и, как и это устройство, при перемещении рычага управления остается неподвижным. Книзу загрузочное отверстие может немного сужаться и образовывать коническую форму, чтобы при опускании оказывать на капсулу центрирующее действие, не создавая слишком большой опасности перекашивания капсулы.
В рабочем состоянии заварочный модуль служит в качестве горизонтального заварочного модуля кофеварки, которая кроме заварочного модуля имеет бак для воды, устройство для нагревания воды (например, прямоточный подогреватель) и насос для подачи воды для заваривания в инжектор 104. Соответствующие подводящие каналы 118 инжектора могут быть выполнены известным образом, предметом данного изобретения они не являются и более подробно здесь не описываются. Кроме того, инжектор имеет по меньшей мере одно прокалывающее острие 112 с сопряженным с ним питающим отверстием, так что капсула может прокалываться и через питающее отверстие снабжаться экстрагирующей жидкостью. Кроме того, кофеварка имеет расположенную, например под заварочной камерой, емкость для капсул, в которую капсула после заваривания автоматически выбрасывается в результате приподнятия рычага управления.
Раздающее устройство 103 также имеет по меньшей мере одно прокалывающее острие 111 и сопряженное с ним выходное отверстие. Кроме того, в зависимости от конфигурации также имеется выпускной трубопровод, при помощи которого кофе (или аналогичный напиток), выходящий из выходного отверстия раздающего устройства, направляется так, что он течет в чашку, установленную в предусмотренном для нее месте.
Из фиг.12 особенно хорошо видно, что раздающее устройство 103 образует гнездо для капсулы, имеющее опорную поверхность 21 для опущенной через загрузочное отверстие капсулы, определяющую опорную область 20.
Почти кубическая капсула, опущенная через загрузочное отверстие при открытой заварочной камере, направляется первыми боковыми стенками и прилегает к опорной поверхности 21.
Кроме того, инжектор с обеих сторон имеет по одному установленному через направляющий щиток 31 нажимному пальцу 32, который может перемещаться внутрь против упругой силы пружины (пружина на чертеже не показана), установленной между буртиком 32.1 нажимного пальца и боковой стенкой 115, так что в исходном положении он внутрь, за боковые стенки, не выступает, а при отклоненном положении выступает за боковые стенки внутрь и в заварочную камеру. Одновременно буртик 32.1 вместе с направляющим щитком 31 также образует упор для перемещения нажимного пальца 32 в радиальном направлении наружу.
Принцип действия нажимного пальца 32 наглядно показан на фиг.13. В боковую часть заварочного модуля с обеих сторон встроено по одной скошенной поверхности 42. Такая скошенная поверхность может быть выполнена либо в самой соответствующей боковой стенке, либо, как показано на чертеже, в закрепленной на боковой стенке детали 41 со скошенной поверхностью. Нажимной палец 32 под действием упругой силы отжимается наружу к скошенной поверхности 42. При перемещении инжектора 104 из открытого в закрытое положение он вследствие формы скошенной поверхности отклоняется против упругой силы внутрь. В результате введенная капсула сжимается с обеих сторон; отклонение нажимных пальцев внутрь может составлять, например, от 2 до 8 мм, предпочтительно от 3,5 до 7 мм. Благодаря этому тонкоизмельченный молотый кофе внутри капсулы уплотняется, в частности, в центральной зоне. Вследствие этого также предотвращается то, что протекающая посредине жидкость для заваривания испытывает меньшее сопротивление, чем жидкость, проходящая по периферии капсулы.
Кроме того, при переходе в закрытое состояние заварочной камеры капсула слегка смещается в сторону раздающего устройства и при этом прокалывается с обеих сторон прокалывающими остриями 111 раздающего устройства и прокалывающими остриями 112 инжектора.
Кроме сжатия экстрагируемого материала нажимные пальцы 32 выполняют еще одну функцию. Благодаря им после процесса заваривания при открытии заварочной камеры капсула перемещается из гнезда в направлении инжектора так, что она может упасть вниз в (не показанную на чертеже) емкость для капсул. Это происходит автоматически в результате того, что при перемещении инжектора вначале нажимные пальцы 32 пока еще выступают внутрь заварочной камеры и фиксируют капсулу; эта фиксация ослабляется приблизительно только в положении, которое показано на фиг.12, при котором центр тяжести капсулы смещен за пределы опорной области. В зависимости от степени заполнения капсулы этому эффекту дополнительно способствует то, что экстрагируемый материал после процесса заваривания часто разбухает и поэтому проявляет тенденцию к выпиранию стенок капсулы наружу.
Из фиг.13 также видно, что со стороны инжектора промежуток между прокалывающими остриями 112 отличается от промежутка между прокалывающими остриями 111 со стороны раздающего устройства. В представленном примере прокалывающие острия со стороны инжектора расположены значительно дальше друг от друга (в данном случае промежуток между ними составляет 19 мм), чем прокалывающие острия со стороны раздающего устройства (промежуток между которыми здесь составляет 14 мм). В общем, промежутки между остриями предпочтительно должны отличаться друг от друга существенно, например, не менее чем на 15%.
Заварочная камера имеет такую конструкцию, что во время заваривания вода для заваривания мимо капсулы в раздающее устройство не проходит, а продукт экстракции течет только в раздающее устройство.





Порционная капсула предназначена для использования в кофеварке. Капсула имеет стенки капсулы, которые окружают закрытую полость, наполненную экстрагируемым материалом. Обеспечена возможность прокалывания стенок капсулы перфорирующими элементами инжекторного или раздающего устройства в результате закрытия заварочной камеры кофеварки для ввода экстрагирующей жидкости под давлением и для вывода продукта экстракции, возникшего после процесса заваривания внутри капсулы. Во время процесса заваривания капсула находится под избыточным давлением. При этом капсула имеет форму куба или прямоугольного параллелепипеда за исключением кольцевых кромок, выступающих в боковом направлении не более чем на 1,5 мм. Изобретение обеспечивает возможность сжатия экстрагируемого материала непосредственно в капсуле, прокалывание капсулы для ввода жидкости одновременно с двух боковых сторон и компактно при размещении стопой. 3 н. и 13 з.п. ф-лы, 13 ил.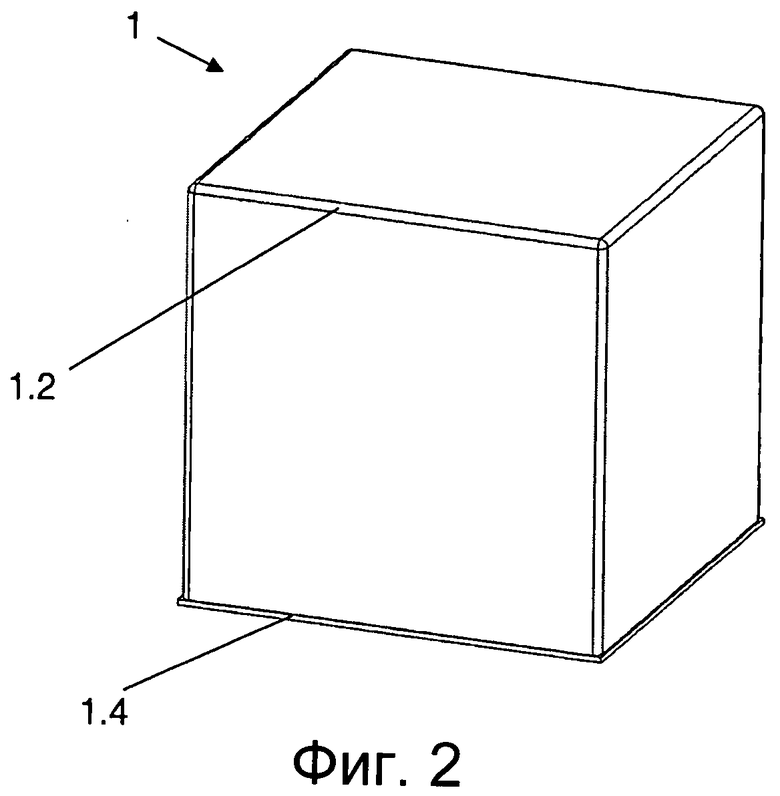
1. Порционная капсула (1) для кофеварки, имеющая стенки капсулы, причем стенки капсулы окружают закрытую полость, наполненную экстрагируемым материалом, причем обеспечена возможность прокалывания стенок капсулы перфорирующими элементами (3) инжекторного или раздающего устройства в результате закрытия заварочной камеры кофеварки для ввода экстрагирующей жидкости под давлением и для вывода продукта экстракции, возникшего после процесса заваривания внутри капсулы, причем конструкция капсулы такова, что во время процесса заваривания она находится под избыточным давлением, отличающаяся тем, что капсула имеет форму куба или прямоугольного параллелепипеда за исключением возможных кольцевых кромок, выступающих в боковом направлении не более чем на 1,5 мм.
2. Капсула по п.1, отличающаяся тем, что имеет кубическую форму.
3. Капсула по п.2, отличающаяся тем, что обеспечена возможность ее прокалывания с каждой пары расположенных против друг друга сторон куба.
4. Капсула по любому из пп.1-3, отличающаяся тем, что на всех шести сторонах имеет по существу одинаковый состав материала и по существу одинаковую толщину.
5. Капсула по любому из пп.1-3, отличающаяся тем, что она может быть сжата с уменьшением объема в результате нажима против упругой противодействующей силы на центральную точку каждой из двух расположенных против друг друга боковых стенок.
6. Капсула по любому из пп.1-3, отличающаяся тем, что толщина стенок составляет от 0,1 до 0,5 мм.
7. Капсула по любому из пп.1-3, отличающаяся тем, что она выполнена из пластика, предпочтительно из полипропилена.
8. Капсула по п.7, отличающаяся тем, что по меньшей мере пять из ее шести сторон изготовлены посредством формования полимерного листа.
9. Капсула по п. 1, отличающаяся тем, что стенки капсулы образованы основной частью, имеющей пять сторон, и крышкой, закрывающей основную часть, причем крышка выгнута в направлении наружу.
10. Устройство для заваривания кофе, содержащее по меньшей мере одну капсулу по любому из пп.1-8 и кофеварку с заварочным модулем, который содержит:
первую часть (103) заварочного модуля и
подвижную относительно нее вторую часть (104) заварочного модуля, причем первая и вторая часть заварочного модуля образуют раздающее устройство для вывода продукта экстракции из капсулы и инжектор для ввода экстрагирующей жидкости в капсулу, а также заварочную камеру, форма которой соответствует форме капсулы и которая в процессе заваривания, по меньшей мере частично, окружает капсулу, причем как раздающее устройство, так и инжектор имеют по меньшей мере одно перфорационное острие, перфорирующее капсулу при закрытии заварочной камеры, причем форма заварочной камеры соответствует форме капсулы и оказывает такое герметизирующее действие, что жидкость для заваривания, введенная через инжектор в капсулу, может дойти до стороны раздающего устройства только через капсулу.
11. Устройство по п.10, отличающееся тем, что заварочный модуль имеет средства для сжатия, которые сжимают капсулу в заварочной камере с уменьшением ее объема.
12. Способ изготовления капсулы, раскрытой в п.8, содержащий следующие операции:
изготавливают посредством горячего формования пятистороннюю, открытую с шестой стороны многогранную основную часть (11);
заполняют основную часть (11) экстрагируемым материалом или экстрактом;
прикрепляют крышку (13) вдоль периферийной кромки открытой шестой стороны так, что внутренняя полость полностью оказывается закрыта.
13. Способ по п.12, отличающийся тем, что основную часть изготавливают так, что она имеет расположенную вдоль периферийной кромки закраину (12), причем при прикреплении крышки (13) ее приваривают или приклеивают к основной части по закраине.
14. Способ по п.13, отличающийся тем, что при приваривании или приклеивании закраину (12) опирают на опору (15).
15. Способ по любому из пп.12-14, отличающийся тем, что крышку на основной части прикрепляют посредством ультразвуковой сварки.
16. Способ по п.15, отличающийся тем, что при операции ультразвуковой сварки в результате действия ультразвука одновременно отрезают закраину (12).
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ определения координат оси деталей, изогнутых в пространстве | 1988 |
|
SU1580143A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| КОФЕВАРКА ДЛЯ ВАРКИ ИЗМЕЛЬЧЕННОГО В ПОРОШОК КОФЕ, РАСФАСОВАННОГО В КАРТРИДЖ | 2001 |
|
RU2210969C2 |

