Изобретение относится к приготовлению напитков или т.п. из экстрагируемого материала, например молотого кофе, который содержится в капсуле. В частности, оно относится к капсуле с экстрагируемым материалом, а также к системе приготовления.
Экстракционные устройства для приготовления напитков из экстрагируемого материала, имеющегося в порционной упаковке, известны, например, как кофемашины или кофеварки эспрессо, при этом они по-прежнему пользуются все большей популярностью. Во многих соответствующих системах порционные упаковки выполнены в виде капсул, в которых экстрагируемый материал закрыт, например, воздухонепроницаемым образом. Капсула прокалывается на двух противоположных сторонах для экстракции. Текучая среда для заваривания - как правило, горячая вода - вводится на первой стороне. Заварной продукт выводится из капсулы на второй стороне. Таким образом, во внутренней части капсулы должно преобладать значительное давление, например, 5-20 бар - однако оно меньше для фильтрового кофе, иначе называемого «кофе по-американски», или чая - в зависимости от приготовляемого напитка и системы.
В частности, в качестве материалов для капсулы известны алюминий и пластик, например, полипропилен. Алюминиевые капсулы обеспечивают очень хорошую сохранность (сохранение аромата) экстрагируемого материала, однако их изготовление очень энергоемко. Полипропиленовые капсулы имеют преимущество в отношении затрат энергии и утилизации, однако они налагают повышенные требования к прокалывающему механизму и сохранности аромата.
Порционная капсула для кофе из пластика, которая имеет приблизительно форму куба и в отличие от известных чашеобразных капсул не имеет окружного краевого выступа на плоскости одной (с верхней стороны) поверхности крышки, известна из WO 2010/118543. Такой окружной краевой выступ необходим в капсульных системах в соответствии с уровнем техники, во-первых, для направления капсулы при вставке в экстракционное устройство и удержания ее в промежуточном положении после вставки. Во-вторых, краевой выступ необходим на плоскости поверхности крышки с верхней стороны для того, чтобы капсулу можно было уплотнить при введении текучей среды для заваривания посредством зажима в краевом выступе между соответствующими уплотнительными элементами экстракционного устройства так, чтобы находящаяся под давлением текучая среда для заваривания не могла течь мимо капсулы. В-третьих, такой краевой выступ необходим для закрытия капсулы путем ультразвуковой сварки или термической сварки посредством плоской крышки (которая также может быть выполнена в виде пленки). Более надежное уплотнение достигается с помощью более широкого краевого выступа независимо от способов уплотнения, поскольку уплотнительная поверхность является большей. Это относится к закрытию посредством ультразвуковой сварки, при котором на краевом выступе капсулы должно быть, кроме того, размещено устройство направления энергии, а также к закрытию посредством термического уплотнения.
В отличие от этого, в соответствии с WO 2010/118543 вместо обычных пленок или мембран крышки используется выпуклая крышка, при этом закрытие обеспечивается, например, путем ультразвуковой сварки с разрезанием. Капсула, изготовленная согласно раскрытию WO 2010/118543, соответственно независимо от ее («кубической») формы, имеет сварочный шов, который является окружным и расположен между плоскостями, образованными поверхностью крышки, и образует только минимальный краевой выступ.
Капсула согласно WO 2010/118543 обладает существенными преимуществами, которые также описаны в данном документе. Однако при этом имеется техническая проблема, связанная с оперированием капсулой, описанной в WO 2010/118543 в заварочном модуле экстракционного устройства, и с обеспечением уплотнения. По существу кубообразная пластиковая капсула вздувается при высоких температурах и давлениях, которые преобладают в течение процесса заваривания, и меняет свою форму, что на самом деле является эффектом, который желателен для уплотнения, как объяснено ниже. Тем не менее, было обнаружено, что капсула имеет тенденцию принять приблизительно сферическую форму при высоких внутренних давлениях и когда материал является достаточно мягким вследствие тепла, при этом эта форма, помимо всего прочего, ухудшает уплотнение и в худшем случае может также привести к заклиниванию капсулы в заварочном модуле.
Соответственно задача настоящего изобретения заключается в дальнейшем усовершенствовании капсул типа, описанного в WO 2010/118543, с тем, чтобы улучшить уплотнение капсулы в заварочном модуле и дополнительные функциональные возможности.
В соответствии с одним аспектом изобретения предложена капсула из пластика с экстрагируемым материалом, причем указанная капсула содержит:
- основной корпус с нижней областью и с окружной боковой стенкой; и
- крышку, прикрепленную на основном корпусе;
- при этом крышка прикреплена на основном корпусе вдоль окружного краевого выступа и краевой выступ примыкает к окружной боковой стенке по направлению к стороне крышки;
- причем основной корпус в области краевого выступа имеет по существу прямоугольное поперечное сечение;
- при этом крышка образует направленную наружу выпуклость, так что крышка вносит вклад в объем капсулы; и
- краевой выступ имеет ширину, составляющую по меньшей мере 1,6 мм.
Ширина краевого выступа, в частности, может составлять от 1,6 до 4 мм.
Было обнаружено, что такая капсула особенно хорошо отвечает первоначально установленным требованиям. В частности, связанные с уплотнением проблемы могут быть решены посредством более широкого краевого выступа. Хотя капсулы с окружными краевыми выступами с шириной, значительно большей 1,6 мм, известны из капсульных систем, которые уже имеются на рынке, однако в случае этих систем речь идет о капсулах с круглым или, по меньшей мере, приблизительно круглым поперечным сечением, которые закрыты плоской мембраной крышки, как описано выше. С помощью этих капсульных систем уплотнение со стороны экстракции обычно достигается с помощью уплотнительных элементов в заварочной камере, которые лежат на краевом выступе капсулы. Также известно уплотнение на краевом выступе капсулы посредством уплотнительных элементов, интегрированных в краевой выступ. Уплотнение с помощью резиноэластичного уплотнительного элемента на краевом выступе капсулы описано, например, в EP 1654966 А1. Краевой выступ с капсулой в соответствии с настоящим изобретением не выполняет такую функцию уплотнения, причем уплотнение со стороны экстракции имеет место на выпуклой крышке. В частности капсула деформируется вследствие внутреннего давления и высокой температуры в течение процесса заваривания так, что выпуклость крышки капсулы, в частности, на изогнутых внешних областях, прижимается на большой площади к выполненной с соответствующей формой, изогнутой и не обязательно эластичной уплотнительной поверхности заварочного модуля. Однако выпуклая крышка на ее внешних областях более не прилегает к соответствующим уплотнительным поверхностям заварочного модуля с подгонкой по форме, если капсула деформируется слишком сильно в направлении сферы, и надежное уплотнение больше не обеспечивается. Этот эффект может быть предотвращен с помощью более широкого краевого выступа в соответствии с данным изобретением, так как этот краевой выступ придает капсуле жесткость таким образом, что она сохраняет свое квадратное или прямоугольное поперечное сечение, так что надежное уплотнение обеспечивается посредством выпуклой крышки, которая прилегает к уплотнительным поверхностям внутри заварочного модуля. При этом существенным является то, что краевой выступ не находится в плоскости с поверхностью капсулы, но лежит под выпуклостью крышки, в области которой осуществляется уплотнение.
Заварочный модуль с головкой с боковыми направляющими средствами, которые направляют краевой выступ капсулы типа, раскрытого в WO 2010/118543, при вставке в заварочный модуль и из которых краевой выступ может быть выдвинут средствами извлечения без необходимости в возможности перемещения боковых направляющих средств в поперечном направлении, был предложен в еще не опубликованной европейской патентной заявке 13186920.8, поданной Luna Technology Systems LTS GmbH. Этот тип направления в комбинации со средствами извлечения функционирует особенно эффективно благодаря форме капсулы, которая является прямоугольной в области краевого выступа, благодаря чему краевой выступ направляется в боковом направлении вдоль протяженной траектории. В частности, направляющее средство может удерживать капсулу, например в двух местоположениях, расположенных на расстоянии друг от друга вдоль краевого выступа, при этом средство извлечения может зацепляться посредине между этими местоположениями вследствие прямоугольной формы и возможности направляться вдоль протяженного участка (траектории), что не представляется возможным в случае осесимметричной капсулы. Этим, например, также обеспечивается возможность зацепления средств извлечения с капсулой также в течение процесса заваривания, при этом отсутствует необходимость в механизме для приведения средств извлечения в зацепление с капсулой после процесса заваривания, в отличие от известных из уровня техники решений. Также возможны другие виды взаимодействия между направляющей и средствами извлечения благодаря прямоугольной форме капсулы вместе с краевым выступом заявленного типа.
По этой причине краевой выступ, больший по ширине 1,6 мм, может упростить направление капсулы в течение вставки, в процессе заваривания и в течение выброса, в частности, в заварочном модуле типа, предложенного в европейской патентной заявке 13186920.8. Таким образом, три признака «прямоугольная базовая форма», «выпуклость крышки» и «краевой выступ с минимальной шириной» действительно взаимодействуют друг с другом идеальном образом посредством направления в течение вставки и в течение процесса заваривания и выброса, а также уплотнения относительно заварочного модуля, решаемых удовлетворительным образом, без необходимости отказа от существенных преимуществ капсулы, раскрытой в WO 2010/118543 (например, штабелирование, возможность плотной упаковки и т.д.), хотя сам краевой выступ капсулы в указанной конфигурации, как описано выше, был бы менее подходящим для уплотнения капсулы обычным способом путем зажима между эластичными уплотнительными средствами частей заварочного модуля, которые могут быть смещены по отношению друг к другу.
В одном варианте осуществления изобретения капсула выполнена таким образом, что при избыточном давлении 1 бар при 95° (типичная температура текучей среды для заваривания) диаметр посередине между нижней частью (основание) и краевым выступом капсулы увеличивается по меньшей мере на 1 мм, в частности по меньшей мере на 2 мм, для улучшения уплотнения. На практике в течение процесса заваривания могут преобладать даже большие давления и более высокие температуры, например, выше 110°С и, таким образом, увеличение объема капсулы может также быть значительно больше указанных здесь значений. Это относится и к состоянию без охватывающего уплотнения, причем такое уплотнение может предотвратить такое вздутие в зависимости от размеров. Посредством этого надежное уплотнение также может быть достигнуто, если диаметр капсулы в плоскости, параллельной окружному краевому выступу, меньше внутренних размеров заварочной камеры. В частности могут быть компенсированы производственные допуски.
Форма капсулы, как уже упоминалось, такова, что основной корпус в области краевого выступа является по существу прямоугольным, например, по существу квадратным в поперечном сечении. Сам краевой выступ - например, его внешний край - также может быть по существу прямоугольным, в частности квадратным. «По существу прямоугольный» или «по существу квадратный» в частности не исключает закругленные углы.
Капсула в целом - за исключением краевого выступа и возможного смещения выпуклости крышки, см. ниже - может иметь форму куба или прямоугольного параллелепипеда, в частности, куба. В вариантах осуществления изобретения краевой выступ может выступать в поперечном направлении максимально на 4 мм, в частности, максимально на 3 мм, максимально на 2,5 мм или, например, максимально на 2,2 мм. При этом, в частности, предпочтительно выступание от 1,6 до 2,2 мм, поскольку было обнаружено, что в этом случае достигается оптимальный компромисс между преимуществами как можно меньшего краевого выступа (штабелирование капсулы, компактность капсулы и, таким образом, также заварочного модуля, элегантный внешний вид) и преимуществами более широкого краевого выступа (лучшее уплотнение в заварочном модуле вследствие эффекта придания жесткости, более простое и улучшенное уплотнение на краевом выступе посредством более широкой уплотнительной поверхности, более простое манипулирование капсулой при захвате краевого выступа и/или направление краевого выступа в паз). Форма куба не исключает наклон окружных боковых поверхностей к оси (перпендикулярно к нижней поверхности и/или поверхности крышки), например, максимально на 3°, в частности максимально на 2° или максимально на 1,5° - что присуще изготовлению капсул, изготовленных способами глубокой вытяжки или литья под давлением.
В случае варианта осуществления по существу с формой куба, внешняя длина ребер куба, например, составляет от 24 до 30 мм для величины наполнения кофе приблизительно от 6 г до приблизительно 10 г. Для больших величин наполнения не исключены большие размеры, например, до 35 мм.
Основной корпус с нижней областью и окружной боковой стенкой, таким образом, образует чашу такого типа, который закрыт крышкой. Таким образом, нижняя область может быть плоской, но это не является необходимым.
Форма крышки, от внешней стороны к внутренней стороне, может содержать краевой выступ крышки, выпуклую переходную область и среднюю плоскую область, образующую фактическую поверхность крышки с верхней стороны. Такая плоская область смещена наружу от плоскости краевого выступа крышки вследствие переходной области, обеспечивающей выпуклость. Переходная область, например, может быть S-образно изогнута или проходить с постоянной изогнутостью от внешней части под углом к плоскости краевого выступа по направлению к средней плоской области. При этом размеры, таким образом, выбраны так, что средняя плоская область является визуально доминирующей, например, посредством того, что она является такой же большой, что и нижняя поверхность, или лишь в незначительной степени (например, максимально на 10%) меньше нижней поверхности. В частности в случае варианта выполнения капсулы, которая в целом выполнена в форме прямоугольного параллелепипеда или куба, можно предусмотреть, чтобы эта плоская область занимала более 60% диаметра и, соответственно, по меньшей мере 40% поверхности. Эта средняя плоская область упрощает прокалывание и, таким образом, экстракцию.
Как правило, краевой выступ крышки образует окружную поверхность, которая обращена к боковой стороне крышки и проходит от внешнего края краевого выступа к основанию выпуклости. В вариантах осуществления может быть предусмотрено, что основание выпуклости смещено вовнутрь по сравнению с частью боковой стенки, к которой примыкает краевой выступ. Такое смещение, например, может составлять, по меньшей мере, 0,2 мм.
Как правило, основной корпус, а также крышка изготовлены, например, из пластика. В частности, можно предусмотреть, чтобы основной корпус и крышка состояли из одного и того же пластика. В качестве примера материала может быть упомянут полипропилен, при этом может быть вставлен барьерный слой, который имеет барьерные свойства в отношении кислорода и предотвращает диффузию кислорода в капсулу. Такой защитный слой, например, содержит сополимер этилена и винилового спирта (EVOH). Толщина стенки в области основного корпуса, в частности, лежит в диапазоне от 0,1 мм до 0,7 мм, предпочтительно от 0,2 мм до 0,4 мм, например, от 0,25 мм до 0,35 мм. То же самое также может относиться к толщине стенки крышки. В предпочтительном варианте осуществления изобретения толщина стенки крышки примерно соответствует толщине стенки основного корпуса.
Также рассматриваются другие пластики вместо полипропилена. Также не следует исключать применение данного изобретения к не пластикам.
Основной корпус может быть изготовлен способом глубокой вытяжки. В качестве альтернативы также рассматривается изготовление путем литья под давлением. То же самое относится и к крышке, причем способ глубокой вытяжки также может рассматриваться как способ тиснения вследствие его ограниченной глубины. Возможны комбинации с отлитым под давлением основным корпусом и полученной посредством глубокой вытяжки крышкой и наоборот.
Прикрепление крышки на основном корпусе в соответствии с первым вариантом осуществления изобретения обеспечивается посредством ультразвуковой сварки. В соответствии с первой возможностью применяется способ ультразвуковой сварки с разрезанием, с помощью которого также отрезают или отделяют возможный выступающий край крышки и основного корпуса путем воздействия ультразвука. В соответствии со второй возможностью, данное отделение обеспечивают на отдельном этапе обработки, например, путем штанцевания или путем ультразвукового отделения на отдельном этапе.
В одном из вариантов осуществления изобретения - при этом он является опцией для обеих возможностей - устройство направления энергии расположено на крышке, а не на основном корпусе, для способа ультразвуковой сварки. Было обнаружено, что это является особенно предпочтительным для соединения между основным корпусом и крышкой.
Во втором варианте осуществления изобретения прикрепление крышки на основном корпусе обеспечивают посредством передачи тепла от нагретого инструмента. В третьем варианте осуществления изобретения прикрепление обеспечивают посредством лазерной сварки. В четвертом варианте осуществления изобретения это обеспечивается путем склеивания. В этом случае край также может быть отделен различными способами, например, посредством штанцевания или ультразвукового отделения на отдельном этапе и т.д.
Также возможны комбинации, например наплавка адгезива посредством ультразвука и/или тепла (таким образом, на самом деле, способ пайки) или с использованием нагретого сонотрода, в комбинированном тепловом/ультразвуковом способе и т.д.
Система для приготовления заварного продукта помимо капсулы указанного типа также включает в себя машину (экстракционный прибор) для приготовления заварного продукта с помощью такой капсулы. Машина, как само по себе известно, содержит заварочный модуль, посредством которого может быть образована заварочная камера, в которой капсула находится в процессе заваривания. Заварочный модуль содержит инжектор для введения текучей среды для заваривания - как правило, под давлением - и выпускное устройство для ее выпуска. Инжектор и/или выпускное устройство, как само по себе известно, могут содержать перфорационные элементы для прокалывания капсулы.
Выпускное устройство, кроме того, имеет уплотнительную поверхность, согласованную с выпуклостью или кривизной, к которой прижимается крышка капсулы, вставленной в заварочную камеру, посредством давления текучей среды для заваривания. Такая уплотнительная поверхность может быть по меньшей мере частично изогнутой, при этом кривизна согласована с соответствующей кривизной крышки, например, в области между краевым выступом с одной стороны и, по существу плоской поверхностью крышки (в которой при необходимости капсула может быть проколота на стороне экстракции,) с другой стороны.
Заварочный модуль, кроме того, содержит боковые направляющие средства для направления краевого выступа в течение вставки капсулы в заварочный модуль. Эти направляющие средства удерживают капсулу после ее установки и перед закрытием заварочной камеры.
Заварочный модуль может быть выполнен таким образом, что капсула позиционируется посредством вставного отверстия и направляющих средств так, что крышка вставленной капсулы лежит на стороне выпускного устройства. Посредством этого уплотнительная поверхность взаимодействует с крышкой капсулы, при этом возможная способность к вздутию вышеуказанного типа может усилить уплотняющий эффект со стороны уплотнения, которое может образовывать часть инжектора.
Ниже с помощью чертежей описаны варианты осуществления настоящего изобретения. На чертежах одинаковые номера позиции обозначают одинаковые или аналогичные элементы. Чертежи выполнены без соблюдения масштаба и показывают элементы, которые частично соответствуют друг другу в размерах, различающихся от фигуры к фигуре. На чертежах показаны:
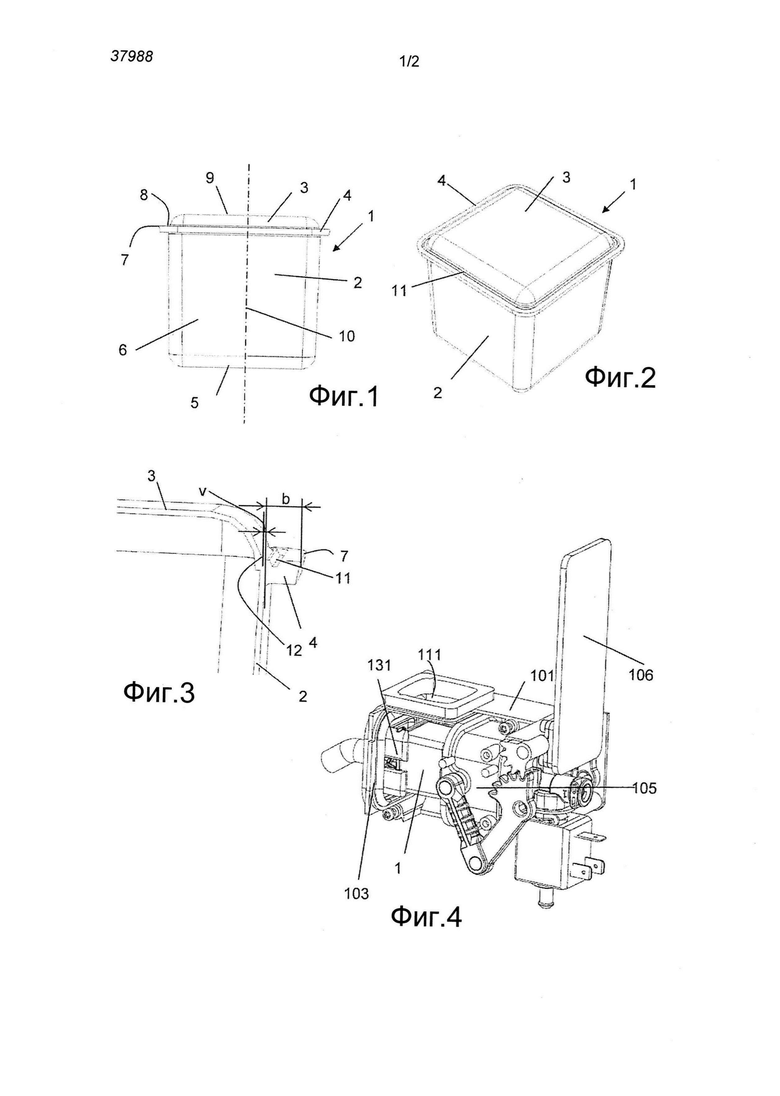
фиг. 1 - капсула в виде сбоку;
фиг. 2 - альтернативный вид капсулы в соответствии с фиг. 1;
фиг. 3 - вид капсулы в разрезе в области краевого выступа;
фиг. 4 - заварочный модуль;
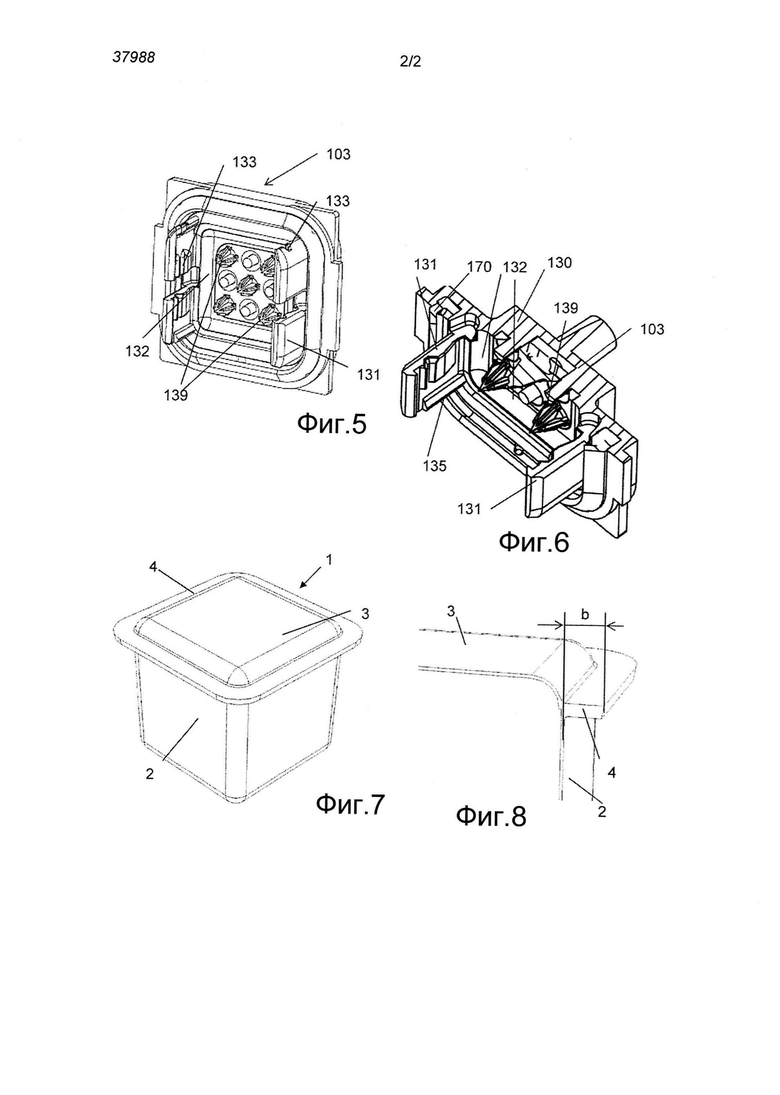
фиг. 5 - вид выпускного устройства заварочного модуля;
фиг. 6 - вид в разрезе заварочного модуля;
фиг. 7 - альтернативная капсула; и
фиг. 8 - вид в разрезе капсулы в соответствии с фиг. 7.
Капсула 1 в соответствии с фиг. 1 и 2, заполненная экстрагируемым материалом - в частности, молотым кофе - по существу имеет форму куба с закругленными гранями. Однако протяженность слегка увеличивается по направлению к стороне, лежащей в верхней части так, что в строгом математическом смысле капсула имеет форму усеченной пирамиды. Угол наклона поверхностей, которые на чертеже являются боковыми, относительно перпендикуляра к поверхности нижней части 5 - при этом, конечно, подразумевается, что плоскость, перпендикулярная к нижней поверхности и проходящая через ребро между поверхностью нижней части и соответствующей боковой поверхностью - очень мал и наиболее предпочтительно равен 2°, например, лишь приблизительно равен 1°. Кроме того, высота капсулы над нижней поверхностью приблизительно соответствует длине ребер нижней поверхности.
Капсула содержит основной корпус (или чашу) 2 и крышку 3, прикрепленную на ней вдоль окружного краевого выступа 4. Основной корпус образует нижнюю часть 5 капсулы и окружную боковую стенку 6, которая, на ее конце, находящемся на внешней стороне относительно осевого направления (ось 10) в верхней части на данной фигуре, завершается краевым выступом 4. Крышка выполнена выпуклой наружу посредством закрывающей поверхности 9, которая по существу параллельна нижней части 5 капсулы, смещенной наружу по отношению к окружному краевому выступу 4. Капсула является выпуклой в переходной области между краевым выступом 4 и поверхностью 9 крышки, причем здесь она имеет постоянную выпуклость от внешней части, расположенной под (почти) прямым углом к плоскости краевого выступа, по направлению к средней плоской области, т.е. в основном она выполнена выпукло изогнутой.
Окружной краевой выступ образует поверхность 8, которая обращена к стороне крышки и которая проходит от внешнего края 7 краевого выступа к основанию 12 выпуклости. На фиг. 3 показана увеличенная деталь капсулы в виде в разрезе. Ширина b краевого выступа 4 представляет собой расстояние от внешнего края 7 краевого выступа к внешней стороне основного корпуса 2.
В варианте осуществления изобретения согласно фиг. 1-3, основание 12 смещено вовнутрь относительно окружной боковой стенки, образованной основным корпусом 2. Смещение v, как показано на фиг.3, измеряется между
- с одной стороны, внешней поверхностью основного корпуса в области краевого выступа 4,
- и с другой стороны, плоскостью, параллельной ей и проходящей через положение максимальной вогнутой кривизны в переходном участке между поверхностью 8 и выпуклостью крышки.
На фиг. 2, 3 показана канавка 11 в области окружного краевого выступа 4 на поверхности 8. Такая канавка может иметься, если крышка изготовлена путем глубокой вытяжки (или тиснения) и на крышке имеется устройство 23 направления энергии для приваривания крышки 3 к основному корпусу 2. Такая канавка отсутствует в других вариантах осуществления - например, если устройства направления энергии нет на крышке или если, хотя крышка имеет устройство направления энергии, однако ее изготавливают путем литья под давлением.
Заварочный модуль 4 в соответствии с фиг. 4 содержит корпус 101 заварочного модуля и выпускное устройство 103, удерживаемое или направляемое корпусом, в качестве первой части заварочного модуля и инжектор 105 в качестве второй части заварочного модуля. Инжектор 105 посредством рабочего рычага 106 может перемещаться относительно корпуса и первой части заварочного модуля между открытым положением, в котором заварочная камера открыта и рабочий рычаг находится наверху, и закрытым положением, в котором заварочная камера закрыта и рабочий рычаг сложен вниз. На фиг. 4 показан заварочный модуль в открытом положении и со вставленной капсулой 1. Вставное отверстие 111, которое также устанавливает ориентацию капсулы при вставке, имеется для вставки капсулы 1. Вставное отверстие 111 также указывает на ориентацию капсулы 1, которую необходимо выбрать, путем указания на положение краевого выступа 4.
Боковые направляющие средства 131 - выполненные в виде направляющих зажимов - расположены на выпускном устройстве, при этом они направляют краевой выступ 4 капсулы при вставке и удерживают капсулу в требуемом положении, когда модуль заваривания закрыт.
В отношении способа работы заварочного модуля ссылка дается на уже указанную европейскую патентную заявку 13186920,8 и, в частности, на подробные пояснения в этой заявке, касающиеся способа функционирования боковых направляющих средств и элементов извлечения, описанных в ней. Элемент капсулы, используемый для направления при вставке, для удерживания в положении вставки и для выброса капсулы после процесса заваривания с помощью указанных элементов извлечения, представляет собой прямоугольную основную форму в области краевого выступа 4, которая допускает боковое направление вдоль протяженного участка вдоль капсулы, и в некоторых вариантах осуществления изобретения также представляет собой зацепление элементов извлечения в положении вдоль этого участка.
На фиг. 5 и 6 показано выпускное устройство 103. При закрытии заварочной камеры, образованной заварочным модулем (путем перемещения инжектора 105 по направлению к выпускному устройству при вставленной капсуле 1) и/или в течение процесса заваривания, крышка 3 прокалывается перфорационными шипами 139 со стороны экстракции, так что экстрагируемый продукт может вытекать из капсулы через каналы, которые предусмотрены для этого. Способ работы показанных здесь шипов экстракции описан в европейской патентной заявке 13185359.0, однако описанное в данном документе изобретение не зависит от этого способа работы и может применяться с другими экстракционными устройствами.
Уплотнение капсулы 1 относительно выпускного устройства функционирует в данном случае без отдельного уплотнения со стороны экстракции. Такое уплотнение необходимо для того, чтобы заварной напиток, выходящий из капсул, попадал в насадку для выливания и не мог капать на нижнюю часть мимо капсулы 1. Для этой цели уплотнительная поверхность 132, согласованная с выпуклостью крышки 3 капсулы и, таким образом, по меньшей мере частично вогнутая, имеется на стороне экстракции, к которой уплотнительная поверхность капсулы прижимается на большой площади в течение процесса экстракции. Таким образом, эта уплотнительная поверхность может быть изготовлена из твердого материала, - например, твердого пластика, полученного литьем под давлением, или металла - при этом стенка капсулы является деформируемой в процессе заваривания и прижимается с уплотнением к уплотнительной поверхности 132. Выпуклость крышки капсулы и, связанная с ней, в данном случае вогнутая кривизна уплотнительной поверхности 132 в значительной степени способствуют этому уплотняющему эффекту.
На фиг. 6 можно видеть закрывающее уплотнение 170, которое здесь выполнено в виде манжетного уплотнения. Это уплотнение расположено на корпусе инжектора 105 в закрытом состоянии заварочной камеры и прижимается к ней при воздействии давлением. Это уплотняет заварочную камеру и препятствует выходу воды, даже если - например, для процесса промывки - капсула не вставлена. Это закрывающее уплотнение 170, однако, не имеет значения в отношении уплотнения капсулы по отношению к заварочной камере и, таким образом, при контроле потока экстрагируемого продукта.
На фиг. 7 и 8 показан еще один вариант капсулы. В этом варианте капсула отличается от капсулы в соответствии с фиг. 1-3 двумя признаками, которые являются независимыми друг от друга и каждый из которых может быть реализован по отдельности.
Во-первых, крышка 3 капсулы в соответствии с фиг. 7 и 8 не изготовлена путем глубокой вытяжки или тиснения, а изготовлена литьем под давлением. По этой причине канавка 11 не обязательно образована на внешней стороне устройства направления энергии.
Во-вторых, краевой выступ 4 капсулы имеет еще большую ширину b. Она составляет приблизительно 4 мм в случае диаметра капсулы примерно 27 мм. Было обнаружено, что характеристики жесткости краевого выступа с шириной b в диапазоне от 1,6 мм до 4 мм, для некоторых применений в частности от 1,6 до 3 мм, особенно предпочтительны для того, чтобы иметь требуемые характеристики направления, уплотнения и деформации.
Также возможны другие формы капсулы. Так, например, не исключается, что основной корпус сужается конически в большей степени и, таким образом, капсула в целом не имеет по существу форму куба, но скорее имеет форму усеченной пирамиды, что отличается от представленных вариантов осуществления. Также возможны переходы к более округлым формам в направлении нижней части или ступенчатым формам.
Капсула, наполняемая экстрагируемым материалом и предназначенная для приготовления заварного продукта, содержит основной корпус с нижней областью и с окружной боковой стенкой и крышку, закрепленную на корпусе. При этом крышка прикреплена к корпусу вдоль его окружного краевого выступа, который примыкает к боковой стенке по направлению к крышке. Корпус в области краевого выступа имеет по существу прямоугольное поперечное сечение, а крышка образует направленную наружу выпуклость, которая увеличивает объем капсулы, при этом краевой выступ крышки имеет ширину по меньшей мере 1,6 мм. Изобретением является также система для приготовления заварного продукта, содержащая вышеописанную капсулу. Группа изобретений обеспечивает повышение надежности. 2 н. и 12 з.п. ф-лы, 8 ил.
1. Порционная капсула (1) из пластика, наполненная экстрагируемым материалом и предназначенная для приготовления заварного продукта, причем указанная капсула содержит:
- основной корпус (2) с нижней областью (5) и с окружной боковой стенкой (6); и
- крышку (3), прикрепленную на основном корпусе (2);
- при этом крышка (3) прикреплена на основном корпусе вдоль окружного краевого выступа (4) и краевой выступ (4) примыкает к окружной боковой стенке по направлению к стороне крышки;
- причем основной корпус (2) в области краевого выступа имеет по существу прямоугольное поперечное сечение;
- при этом крышка (3) образует направленную наружу выпуклость, так что крышка вносит вклад в объем капсулы;
- отличающаяся тем, что краевой выступ (4) имеет ширину (b), составляющую по меньшей мере 1,6 мм.
2. Капсула по п. 1, причем краевой выступ (4) имеет ширину (b), составляющую от 1,6 мм до 3 мм, предпочтительно от 1,6 мм до 2,2 мм.
3. Капсула по п. 1 или 2, причем основной корпус (2) и крышка (3) изготовлены из одинакового пластикового материала.
4. Капсула по п. 3, причем основной корпус (2) и крышка (3) изготовлены из полипропилена.
5. Капсула по любому из пп. 1, 2, 4, причем крышка, от внешней стороны к внутренней стороне, содержит область краевого выступа, образующую поверхность (8), обращенную к стороне крышки, изогнутую переходную область и плоскую область (9), расположенную на расстоянии от плоскости поверхности (8).
6. Капсула по п. 5, причем плоская область (9) занимает по меньшей мере 40% поверхности крышки.
7. Капсула по любому из пп. 1, 2, 4, 6, которая, за исключением краевого выступа (4), выполнена по существу в форме куба или прямоугольного параллелепипеда.
8. Капсула по любому из пп. 1, 2, 4, 6, причем основание (12) выпуклости смещено вовнутрь по сравнению с частью боковой стенки (6), к которой примыкает краевой выступ (4).
9. Капсула по любому из пп. 1, 2, 4, 6, причем крышка (3) имеет устройство направления энергии.
10. Капсула по любому из пп. 1, 2, 4, 6, причем основной корпус выполнен с возможностью вздутия посредством введенной текучей среды для заваривания так, что диаметр капсулы увеличивается по меньшей мере на 1 мм при температуре текучей среды для заваривания 95°C и избыточном давлении 1 бар, при условии, что никакие механические помехи не препятствуют такому вздутию.
11. Система для приготовления заварного продукта, содержащая капсулу по любому из пп. 1-10, а также машину с заварочным модулем для образования заварочной камеры, принимающей капсулу, причем указанный заварочный модуль содержит инжектор (105) для введения текучей среды для заваривания в капсулу и выпускное устройство (103) для выпуска заварного продукта из капсулы, при этом выпускное устройство имеет уплотнительную поверхность (132), которая согласована с выпуклостью и к которой прижимается крышка (3) капсулы (1), вставленной в заварочную камеру, под давлением текучей среды для заваривания.
12. Система по п. 11, отличающаяся тем, что она содержит боковые направляющие средства (131) для направления краевого выступа (4) в течение вставки капсулы в заварочный модуль.
13. Система по п. 11 или 12, причем инжектор (105) содержит по меньшей мере одно уплотнение капсулы, имеющее окружной уплотнительный элемент, нажимающий на окружную боковую стенку (6) капсулы вовнутрь в течение процесса заваривания.
14. Система по п. 12, причем направляющие средства (131) и вставное отверстие (111) обеспечивают размещение капсулы так, что крышка (3) вставленной капсулы лежит на стороне выпускного устройства (103).
| WO 2010118543 A1, 21.10.2010 | |||
| Способ производства поликомпонентных консервированных кормов для кошек и собак из мяса птицы "Бриллиантовая линия" | 2017 |
|
RU2647317C1 |
| RU 2013105005 A - WO 2012/004133, 12.01.2012. | |||

