Область техники, к которой относится изобретение
Настоящее изобретение относится к режущим пластинам, имеющим режущие кромки с углубленными участками.
Уровень техники
Режущие пластины, имеющие режущие кромки с углубленными участками, такими как выемки или канавки, по существу используют для чернового фрезерования при механической обработке металлических деталей с высокой производительностью резания металла.
В уровне техники существует много примеров режущих пластин, имеющих режущие кромки с углубленными участками. Треугольные, квадратные, круглые и прямоугольной формы режущие пластины раскрыты, соответственно, в патентах США №3574911; 3636602; 3922766 и 4936719.
Однако в таких известных из уровня техники режущих пластинах форма углубленных участков по существу не оптимизирована для универсальной работы, и во многих случаях режущие пластины подвержены выходу из строя на режущих кромках во время операций фрезерования. Кроме того, общая геометрия известных из уровня техники режущих пластин, имеющих режущие кромки с углубленными участками, является во многих случаях ограниченной формой плоских плит с противоположными плоскими параллельными передними и базовыми поверхностями, или простой геометрией с положительными передними углами, что ограничивает диапазон применения режущих пластин.
Раскрытие изобретения
Согласно настоящему изобретению предложена режущая пластина, содержащая противоположные торцевые поверхности и периферийную боковую поверхность, продолжающуюся между ними. Периферийная боковая поверхность включает большую боковую поверхность. Главная режущая кромка образована на пересечении большей боковой поверхности с одной из торцевых поверхностей. Торцевая поверхность включает переднюю поверхность, вдоль которой сходит стружка, снимаемая с обрабатываемой детали во время механической обработки.
Согласно настоящему изобретению углубления, выполненные в большей боковой поверхности, прерывают главную режущую кромку на углубленных участках режущей кромки. Каждый углубленный участок режущей кромки расположен между двумя неуглубленными участками режущей кромки. Если смотреть с торца режущей пластины на торцевую поверхность с главной режущей кромкой, каждый углубленный участок режущей кромки содержит криволинейную центральную секцию, расположенную между двумя криволинейными боковыми секциями.
Такая структура углубленных участков режущей кромки уже подтвердила свое преимущество в операциях фрезерования, особенно чернового фрезерования металлических обрабатываемых деталей с высокой производительностью резки металла. С одной стороны прерывающаяся режущая кромка обуславливает расщепление стружки, а с другой стороны криволинейные секции создают прочную прерывающуюся режущую кромку, которая может выдерживать более высокие усилия резания без разрушения по сравнению с прерывающимися режущими кромками, в которых углубленные участки режущих кромок не имеют такой криволинейной структуры.
Согласно предпочтительному варианту осуществления центральная секция имеет первый радиус кривизны, а каждая боковая секция имеет второй радиус кривизны, первый радиус кривизны больше второго радиуса кривизны. Данная конкретная структура обеспечивает дополнительное упрочнение прерывающихся режущих кромок.
Согласно некоторым конкретным применениям, оптимизированным для наилучших показателей работы, первый радиус кривизны составляет от 0,7 до 0,9 мм, а второй радиус кривизны составляет от 0,3 до 0,5 мм.
Согласно конкретному применению первый радиус кривизны равен 0,83 мм, а второй радиус кривизны равен 0,4 мм.
Неуглубленные участки режущих кромок могут иметь любую из ряда подходящих геометрических форм. Согласно некоторым вариантам осуществления, каждый неуглубленный участок режущей кромки может являться секцией, выбранной из группы, состоящей из прямой линии, эллипса и спирали.
Настоящее изобретение находит конкретное применение с двухсторонними (или, с двухконцевыми) режущими пластинами, имеющими основные задние поверхности с отрицательным задним углом. Такие режущие пластины раскрыты в патенте США №7241082.
Согласно некоторым вариантам осуществления настоящего изобретения две противоположных торцевых поверхности являются идентичными, и периферийная боковая поверхность содержит две противоположных идентичных больших боковых поверхности. Предусмотрено четыре разнесенных главных режущих кромки. Каждая главная режущая кромка образована на пересечении каждой большей боковой поверхности с каждой торцевой поверхностью. Каждая торцевая поверхность включает соответствующие передние поверхности. Каждая соответствующая передняя поверхность проходит от соответствующей главной режущей кромки по существу в направлении внутрь режущей пластины к внутренней торцевой поверхности. Каждая большая боковая поверхность включает в себя соответствующие основные задние поверхности. Каждая соответствующая основная задняя поверхность продолжается от соответствующей главной режущей кромки к средней области большей боковой поверхности, в которую она включена. В каждом сечении режущей пластины в плоскости по существу перпендикулярной большим боковым поверхностям, линия, касательная к каждой основной задней поверхности на неуглубленном участке главной режущей кромки, наклонена к срединной плоскости режущей пластины под острым внутренним углом (упоминаемая далее как основная задняя поверхность с отрицательным углом). Каждая торцевая поверхность имеет четыре угла, два диагонально противоположных опущенных угла и два диагонально противоположных поднятых угла, причем опущенные углы находятся ближе к срединной плоскости, чем поднятые углы.
Изобретение также направлено на создание фрезы, имеющей по меньшей мере две вышеописанных режущих пластины.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и для того, чтобы показать, как оно может быть осуществлено на практике, далее будет сделана ссылка на прилагаемые чертежи, на которых:
Фиг.1 представляет собой вид в перспективе режущей пластины согласно настоящему изобретению.
Фиг.2 представляет собой вид с меньшей стороны на режущую пластину по фиг.1.
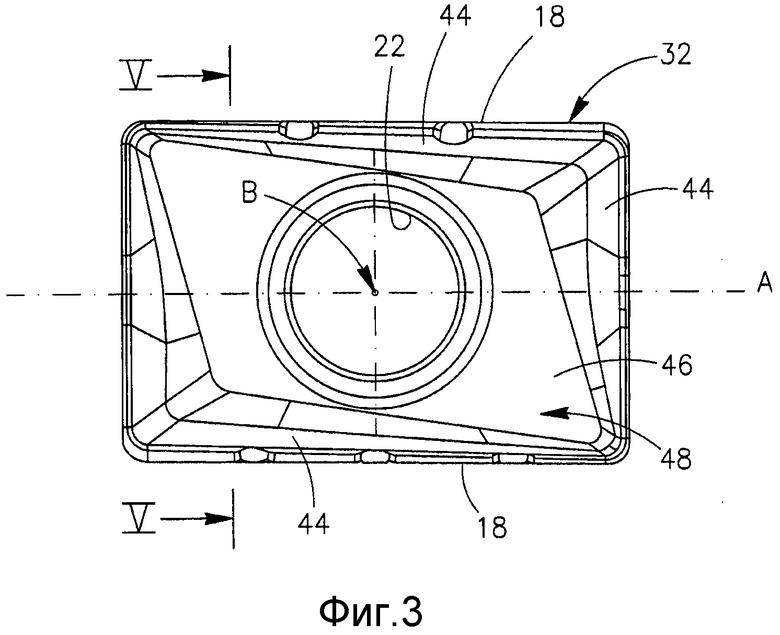
Фиг.3 представляет собой вид с торца на режущую пластину по фиг.1.
Фиг.4 представляет собой вид с большей стороны на режущую пластину по фиг.1.
Фиг.5 представляет собой частичное сечение режущей пластины, показанной на фиг.1, по линии V-V на фиг.3.
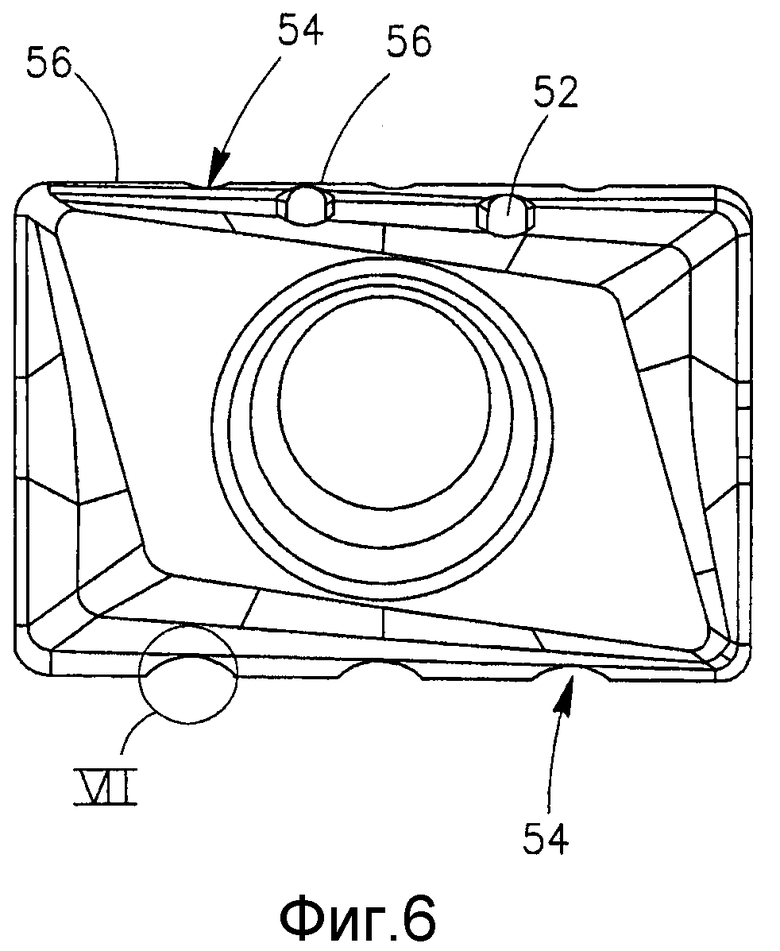
Фиг.6 представляет собой вид с торца на режущую пластину, аналогичную показанной на фиг.3, но на котором режущая пластина повернута вокруг главной оси A.
Фиг.7 представляет собой часть режущей кромки режущей пластины по фиг.6.
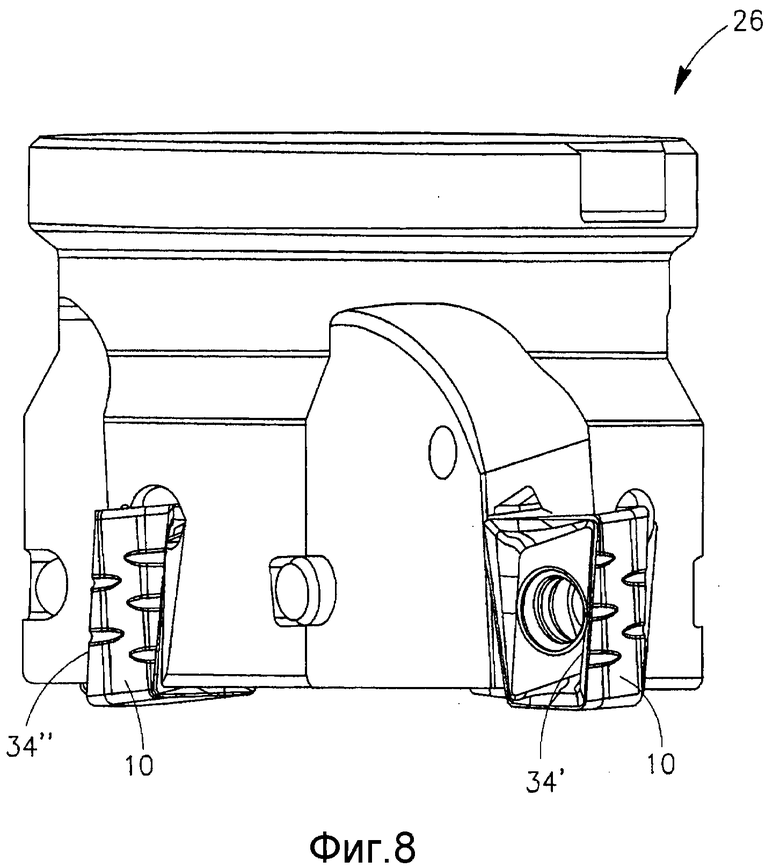
Фиг.8 представляет собой вид сбоку фрезы, имеющей режущие пластины согласно вариантам осуществления настоящего изобретения.
Подробное описание изобретения
На фиг.1-7 показана режущая пластина 10 по настоящему изобретению, описанная ниже. Хотя настоящее изобретение относится к особенностям режущих кромок режущих пластин и особо применимо к режущей пластине, показанной на чертежах, оно никоим образом не ограничено такой режущей пластиной, использованной в данном документе в качестве необязательного примера. Режущая пластина 10 является индексируемой, и предпочтительно изготовленной с помощью прессования в форме или с помощью литья под давлением и спекания карбидных порошков. Режущая пластина 10 содержит две идентичных противоположных торцевых поверхности 12 по существу прямоугольной формы, если смотреть с торца режущей пластины 10.
Периферийная боковая поверхность 14 продолжается между двумя противоположными торцевыми поверхностями 12 и содержит две противоположных идентичных меньших боковых поверхности 16, две противоположных идентичных больших боковых поверхности 18 по существу в форме параллелограмма, и угловые боковые поверхности 20, расположенные между смежными меньшими и большими боковыми поверхностями 16, 18. Режущая пластина 10 выполнена со сквозным отверстием 22, проходящим между торцевыми поверхностями 12 и открывающимся наружу к ним. Сквозное отверстие 22 предназначено для приема зажимного винта для прикрепления режущей пластины 10 к фрезе 26 (фиг.8).
Каждая торцевая поверхность 12 имеет четыре угла, два диагонально противоположных поднятых угла 28 и два диагонально противоположных опущенных угла 30. Поднятые углы 28 каждой торцевой поверхности 12 лежат в плоскости P торцевой поверхности. Срединная плоскость M режущей пластины 10 параллельна плоскостям P торцевой поверхности и лежит посередине между ними. Опущенные углы 30 находятся ближе к срединной плоскости M, чем поднятые углы 28. Каждая угловая боковая поверхность 20 продолжается между поднятыми углами 28 одной из двух противоположных торцевых поверхностей 12 и опущенных углов 30 другой одной из двух противоположных торцевых поверхностей 12.
Режущая пластина 10 имеет центральную ось B, проходящую через сквозное отверстие 22, соединяющее противоположные торцевые поверхности 12. Режущая пластина 10 имеет вращательную симметрию в 180° вокруг главной оси A, проходящей через две противоположных идентичных меньших боковых поверхности 16, лежит на срединной плоскости M и перпендикулярна центральной оси B.
Периферийная кромка 32 образована на пересечении каждой торцевой поверхности 12 и периферийной боковой поверхности 14. Для каждой торцевой поверхности 12 периферийная кромка 32 содержит две главных режущих кромки 34, образованных пересечением больших боковых поверхностей 18 с торцевой поверхностью 12; две вспомогательных режущих кромки 36, образованные пересечением меньших боковых поверхностей 16 с торцевой поверхностью 12; и четыре угловых кромки 38, две поднятые угловые кромки 40 (каждая образована на соответствующих поднятых углах 28) и две опущенные угловые кромки 42 (каждая образована на соответствующих опущенных углах 30), образованные пересечением угловых боковых поверхностей 20 с торцевой поверхностью 12. Поднятые угловые кромки 40 являются угловыми режущими кромками. При необходимости, опущенные угловые кромки 42 могут также являться угловыми режущими кромками. В варианте осуществления, показанном на чертежах, каждая главная режущая кромка 34 продолжается между поднятой угловой кромкой 40 и опущенной угловой кромкой 42. Аналогично, каждая вспомогательная режущая кромка 36 продолжается между поднятой угловой кромкой 40 и опущенной угловой кромкой 42. Как лучше всего показано на фиг.2, первый участок каждой вспомогательной режущей кромки 36 продолжается вдоль плоскости P торцевой поверхности от поднятого угла кромки 40 (на поднятом углу 28). Первый участок соединяется со вторым участком указанной вспомогательной режущей кромки 36, которая продолжается от плоскости P торцевой поверхности к опущенной угловой кромке 42 (на опущенном углу 30).
Передние поверхности 44 образованы в каждой торцевой поверхности 12 смежно с главными и вспомогательными режущими кромками 34, 36 и угловыми режущими кромками 40 (42). Передние поверхности 44 продолжаются от главных и вспомогательных режущих кромок 34, 36 и от угловых режущих кромок 40 (42) в направлении внутрь режущей пластины 10 к внутренней торцевой поверхности 46. При необходимости, внутренняя торцевая поверхность 46 каждой торцевой поверхности 12 является плоской, и внутренние торцевые поверхности 46 каждой торцевой поверхности 12 параллельны друг другу. Предпочтительно, если смотреть с торца режущей пластины 10, внутренние торцевые поверхности 46 имеют форму искаженного параллелограмма (см. фиг.3). Во время операции резки металла стружка от обрабатываемой детали проходит от части режущей кромки, находящейся в контакте с обрабатываемой деталью, вдоль передней поверхности 44 к внутренней торцевой поверхности 46 и в некоторых вариантах применения продолжает проходить вдоль по меньшей мере части внутренней торцевой поверхности 46. При этом передняя поверхность 44 и внутренняя торцевая поверхность 46 образуют поверхность 48 схода стружки режущей пластины 10.
Каждая большая боковая поверхность 18 содержит основную заднюю поверхность 50 смежную каждой главной режущей кромке 34, продолжающуюся от главной режущей кромки 34 к средней области большей боковой поверхности 18 и к срединной плоскости M. В каждом сечении режущей пластины 10 в плоскости, по существу перпендикулярной большим боковым поверхностям 18, линия L, касательная к основной задней поверхности 50 на главной режущей кромке 34, наклонена к срединной плоскости M режущей пластины 10 под острым внутренним углом α (см. фиг.5). Внутренний угол α может быть постоянным или может изменяться непрерывно вдоль главной режущей кромки 34.
Углубления 52, выполненные в больших боковых поверхностях 18, прерывают главные режущие кромки 34 на углубленных участках 54 режущей кромки. Каждый углубленный участок 54 режущей кромки расположен между двумя неуглубленными участками 56 режущей кромки. Как показано на фиг.3 и 6 и более подробно на фиг.7, если смотреть с торца режущей пластины, каждый углубленный участок 54 режущей кромки содержит криволинейную центральную секцию 58, расположенную между двумя криволинейными боковыми секциями 60. Центральная секция 58 имеет первый радиус R1 кривизны, а каждая боковая секция 60 имеет второй радиус R2 кривизны. Первый радиус R1 кривизны больше второго радиуса R2 кривизны. В некоторых вариантах применения режущей пластины 10 при операциях механической обработки фрезерованием, оптимальные показатели работы режущей пластины 10 получены с первым радиусом R1 кривизны, составляющим от 0,7 до 0,9 мм, и вторым радиусом R2, составляющим от 0,3 до 0,5 мм. В конкретном применении оптимальные показатели работы получены с первым радиусом R1 кривизны, равным 0,83 мм и вторым радиусом R2 кривизны, равным 0,40 мм.
Следует понимать, что если углубленный участок 54 режущей кромки отсутствует, то неуглубленные участки 56 режущей кромки должны вместе представлять собой непрерывные главные режущие кромки 34. Как хорошо известно, при операциях фрезерования главные режущие кромки 34 могут иметь любую требуемую подходящую геометрическую форму. Например, они могут быть прямолинейными, т.e., являться прямолинейными секциями, или секциями эллипса или секциями спирали. Следовательно, при наличии углубленного участка 54 режущей кромки, неуглубленные участки 56 режущей кромки могут также иметь любую из нескольких подходящих геометрических форм. Например, каждый неуглубленный участок режущей кромки 56 может представлять собой секцию прямой линии, эллипса или спирали.
Согласно конкретному применению две главных режущих кромки 34, соединенные с большей боковой поверхностью 18, имеют разное количество углубленных участков 54 режущей кромки. Например, согласно некоторым вариантам осуществления одна из двух главных режущих кромок 34, соединенных с большей боковой поверхностью 18, может иметь четное количество углубленных участков 54 режущей кромки, а другая одна из двух главных режущих кромок 34, соединенных с большей боковой поверхностью 18, может иметь нечетное количество углубленных участков 54 режущей кромки. Согласно некоторым вариантам осуществления одна из двух главных режущих кромок 34, соединенных с торцевой поверхностью 12, может иметь четное количество углубленных участков 54 режущей кромки, а другая одна из двух главных режущих кромок 34, соединенных с данной торцевой поверхностью 12, может иметь нечетное количество углубленных участков 54 режущей кромки. Ввиду отличающегося количества углубленных участков 54 режущих кромок, соединенных с главными режущими кромками 34, соединенными с торцевой поверхностью 12, режущая пластина 10 не имеет вращательной симметрии в 180° вокруг центральной оси B. Кроме того, как показано на фиг.4, если смотреть на большую сторону режущей пластины 10, максимальная ширина углубленного участка 54 режущей кромки меньше минимальной ширины неуглубленного участка 56 режущей кромки.
Предпочтительно, углубленные участки 54 режущей кромки на двух главных режущих кромках 34, соединенные с большей боковой поверхностью 18, смещены друг относительно друга. Согласно конкретному неограничивающему примеру, показанному на чертежах, количество углубленных участков 54 режущей кромки на одной из двух главных режущих кромок 34, упомянутых выше, равно двум, а количество на другой из двух главных режущих кромок 34, соединенных с той же торцевой поверхностью 12, равно трем.
На фиг.8 показаны две режущие пластины 10, прикрепленные к фрезе 26. Одна из режущих пластин 10 имеет рабочую главную режущую кромку 34' с тремя углубленными участками 54 режущей кромки, а другая режущая пластина имеет рабочую главную режущую кромку 34" с двумя углубленными участками 54 режущей кромки. Углубленные участки 54 режущей кромки двух рабочих главных режущих кромок 34', 34" смещены друг относительно друга. Поскольку углубленные участки 54 режущей кромки рабочих главных режущих кромок 34', 34" двух режущих пластин смещены друг относительно друга, две рабочие главные режущие кромки 34', 34" комплементарны друг другу для выполнения полного резания в фрезеруемой обрабатываемой детали. Было обнаружено, что не является необходимым расположение всех режущих пластин 10 вокруг фрезы парами, имеющими альтернативные рабочие главные режущие кромки 34 со смещенными углубленными участками 54 режущей кромки. Таким образом, согласно некоторым вариантам осуществления, только две режущих пластины 10 выполнены с рабочими главными режущими кромками 34 со смещенными углубленными участками 54 режущей кромки.
Хотя настоящее изобретение было описано с определенной степенью конкретности, следует понимать, что в нем могут быть выполнены различные изменения и дополнения, не выходящие за рамки сущности или объема изобретения, определенного в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА V-ОБРАЗНОЙ ФОРМЫ НА ВИДЕ С УГЛА И ФРЕЗА | 2012 |
|
RU2602920C2 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ОКРУГЛАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2505382C2 |
| ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ И ЕГО МНОГОГРАННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2648717C2 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА С ДИАГОНАЛЬНО ПРОТИВОПОЛОЖНЫМИ ЗАВЫШЕННЫМИ УГЛАМИ И ДИАГОНАЛЬНО ПРОТИВОПОЛОЖНЫМИ ЗАНИЖЕННЫМИ УГЛАМИ И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2811304C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2398661C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ДИСКОВАЯ ФРЕЗА | 2009 |
|
RU2470745C2 |
| ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2009 |
|
RU2483844C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2012 |
|
RU2584831C2 |




Режущая пластина имеет режущую кромку, образованную на пересечении боковой поверхности и торцевой поверхности. Углубления, выполненные в боковой поверхности прерывают режущую кромку на углубленных участках режущей кромки. Каждый углубленный участок режущей кромки имеет, если смотреть с торца режущей пластины, криволинейную центральную секцию, расположенную между двумя криволинейными боковыми секциями. Центральная секция имеет первый радиус кривизны, а каждая боковая секция имеет второй радиус кривизны, при этом первый радиус кривизны больше второго радиуса кривизны. 2 н. и 11 з.п. ф-лы, 8 ил.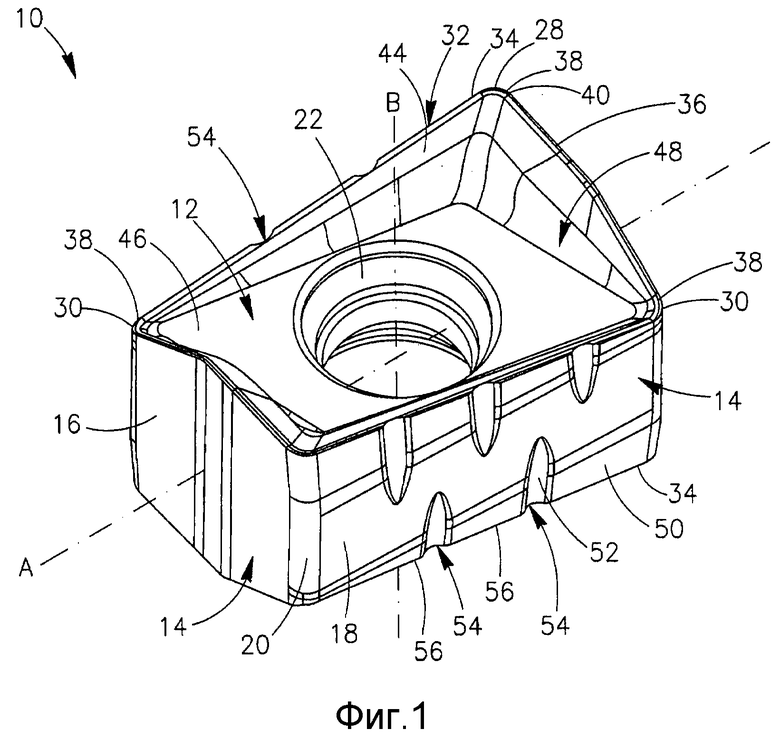
1. Режущая пластина (10), содержащая:
противоположные торцевые поверхности (12) и периферийную боковую поверхность (14), продолжающуюся между ними и содержащую большую боковую поверхность (18);
главную режущую кромку (34), образованную на пересечении большей боковой поверхности (18) с одной из торцевых поверхностей (12); при этом:
большая боковая поверхность (18) имеет углубления (52), выполненные в ней, прерывающие главную режущую кромку (34) на углубленных участках (54) режущей кромки, причем каждый углубленный участок (54) режущей кромки расположен между двумя неуглубленными участками (56) режущей кромки;
каждый углубленный участок (54) режущей кромки содержит, если смотреть с торца режущей пластины (10) на торцевую поверхность (12) с главной режущей кромкой (34), криволинейную центральную секцию (58), расположенную между двумя криволинейными боковыми секциями (60) и имеющую первый радиус (R1) кривизны, а каждая боковая секция имеет второй радиус (R2) кривизны, при этом первый радиус (R1) кривизны больше второго радиуса (R2) кривизны,
отличающаяся тем, что
первый радиус (R1) кривизны составляет от 0,7 до 0,9 мм, а второй радиус (R2) кривизны составляет от 0,3 до 0,5 мм.
2. Режущая пластина (10) по п.1, в которой первый радиус (R1) кривизны равен 0,83 мм, а второй радиус (R2) кривизны равен 0,40 мм.
3. Режущая пластина (10) по п.1, в которой каждый неуглубленный участок (56) режущей кромки является секцией, выбранной из группы, состоящей из прямой линии, эллипса и спирали.
4. Режущая пластина (10) по п.1, в которой, если смотреть на большую сторону режущей пластины (10), максимальная ширина среди углубленных участков (54) режущей кромки меньше минимальной ширины среди неуглубленных участков (56) режущей кромки.
5. Режущая пластина (10) по п.1, дополнительно содержащая:
центральную ось (B), проходящую через сквозное отверстие (22), проходящее между противоположными торцевыми поверхностями (12); при этом:
режущая пластина (10) не имеет вращательной симметрии в 180° вокруг центральной оси (B).
6. Режущая пластина (10) по п.1, содержащая:
две идентичных противоположных торцевых поверхности (12), каждая из которых имеет четыре угла (28, 30), включая два диагонально противоположных опущенных угла (30) и два диагонально противоположных поднятых угла (28), при этом опущенные углы (30) находятся ближе к срединной плоскости (M) режущей пластины (10), чем поднятые углы (28);
две противоположных больших боковых поверхности (18), продолжающиеся между противоположными торцевыми поверхностями (12);
четыре главных режущих кромки (34), каждая из которых образована на пересечении каждой большей боковой поверхности (18) с каждой торцевой поверхностью (12);
переднюю поверхность (44), соединенную с каждой главной режущей кромкой (34), причем каждая передняя поверхность (44) продолжается в соответствующей торцевой поверхности (12) от соответствующей главной режущей кромки (34) по существу в направлении внутрь режущей пластины (10) к внутренней торцевой поверхности (46); и
основную заднюю поверхность (50), соединенную с каждой главной режущей кромкой (34), при этом каждая основная задняя поверхность (50) продолжается от соответствующей главной режущей кромки (34) к средней области большей боковой поверхности (18), в которую она включена; причем:
в каждом сечении режущей пластины (10) в плоскости, по существу перпендикулярной большим боковым поверхностям (18), линия (L), касательная к каждой основной задней поверхности (50) на неуглубленном участке (56) главной режущей кромки (18), наклонена к срединной плоскости (M) режущей пластины (10) под острым внутренним углом (α).
7. Режущая пластина (10) по п.6, в которой:
главные режущие кромки (18), соединенные с торцевой поверхностью (12), имеют разное количество углубленных участков (54) режущей кромки.
8. Режущая пластина (10) по п.6, дополнительно содержащая:
две противоположных меньших боковых поверхности (16), соединяющиеся с двумя противоположными большими боковыми поверхностями (18);
четыре вспомогательных режущих кромки (36), каждая из которых образована на пересечении каждой меньшей боковой поверхности (16) с каждой торцевой поверхностью (12); при этом:
меньшие боковые поверхности (16) не имеют углублений, выполненных в них, прерывающих вспомогательные режущие кромки (16) на углубленных участках режущей кромки.
9. Режущая пластина (10) по п.8, дополнительно содержащая:
центральную ось (B), проходящую через сквозное отверстие (22), проходящее между противоположными торцевыми поверхностями (12);
главную ось (A), проходящую через обе меньших боковых поверхности (16) и перпендикулярную центральной оси (B), при этом:
режущая пластина (10) имеет вращательную симметрию в 180° вокруг главной оси (A); и
режущая пластина (10) не имеет вращательной симметрии в 180° вокруг центральной оси (B).
10. Фреза (26), имеющая идентичные первую и вторую режущие пластины (10) по п.1, установленные в ней.
11. Фреза (26) по п.10, в которой каждая режущая пластина (10) содержит:
две идентичных противоположных торцевых поверхности (12), каждая из которых имеет четыре угла (28, 30), включая два диагонально противоположных опущенных угла (30) и два диагонально противоположных поднятых угла (28), причем опущенные углы (30) находятся ближе к срединной плоскости (M) режущей пластины (10), чем поднятые углы (28);
две противоположных больших боковых поверхности (18), продолжающиеся между противоположными торцевыми поверхностями (12);
четыре главных режущих кромки (34), каждая из которых образована на пересечении каждой большей боковой поверхности (18) с каждой торцевой поверхностью (12).
12. Фреза (26) по п.11, в которой:
в каждой режущей пластине (10) главные режущие кромки (34), соединенные с торцевой поверхностью (12), имеют разное количество углубленных участков (54) режущей кромки;
рабочая главная режущая кромка (34') первой режущей пластины (10) имеет первое количество углубленных участков (54) режущей кромки;
рабочая главная режущая кромка (34") второй режущей пластины (10) имеет второе количество углубленных участков (54) режущей кромки, отличающееся от первого количества;
углубленные участки (54) рабочей главной режущей кромки (34') первой режущей пластины (10) смещены относительно углубленных участков (54) рабочей главной режущей кромки (34") второй режущей пластины (10).
13. Фреза (26) по п.12, в которой каждая режущая пластина (10) дополнительно содержит:
две противоположных меньших боковых поверхности (16), соединяющиеся с двумя противоположными большими боковыми поверхностями (18);
четыре вспомогательные режущие кромки (36), каждая из которых образована на пересечении каждой меньшей боковой поверхности (16) с каждой торцевой поверхностью (12); при этом:
меньшие боковые поверхности (16) не имеют углублений, выполненных в них, прерывающих вспомогательные режущие кромки (36) на углубленных участках режущей кромки.
| ЛЕКАРСТВЕННЫЙ ПРЕПАРАТ Н.Г.ВЕЛЬДЯКСОВОЙ ДЛЯ ЛИЦ, РОДИВШИХСЯ ПОД ЗНАКОМ ЗОДИАКА "СКОРПИОН" | 1993 |
|
RU2106870C1 |
| Концевая фреза | 1987 |
|
SU1537414A1 |
| SU 1725493 A1, 20.09.1996 | |||
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |

