Настоящее изобретение относится к режущей пластине, в частности, к механической обработке коленчатого вала, с двумя плоскими торцевыми поверхностями параллельными друг к другу, при этом через каждую торцевую поверхность проходит сквозное отверстие для установки в нем монтажного болта и при этом обе торцевые поверхности сходятся по своим коротким боковым кромкам в закругленные торцевые поверхности, которые ограничены по сторонам режущими кромками.
Такие режущие пластины используют, например, для наружного фрезерования коленчатых валов, в частности, для механической обработки кольцевой канавки на шатунной шейке коленчатого вала. В патенте ЕР 0830228 В1 приведено описание дисковой фрезы, приводимой в действие таким образом, чтобы механическая обработка производилась при скоростях резания, превышающих 160 м/мин. При таких скоростях осуществляется вращение как коленчатого вала, так и наружной дисковой фрезы. Тангенциально зафиксированные режущие пластины используют для механической обработки цилиндрических поверхностей вращающейся детали, например, поверхности шатунной шейки коленчатого вала, в то время как радиально зафиксированные режущие пластины используют для обработки щек, маслоудерживающей закраины и кольцевой канавки. Такие режущие пластины имеют вышеописанную конструкцию, при этом каждая имеет закругленные режущие кромки, характеризующиеся, по меньшей мере, однородной кривизной, составляющей приблизительно угол в 135°, и сходящиеся в этой точке, образуя прямолинейный сегмент прежде, чем режущая кромка сойдется с помощью выпуклой кривой с противоположной торцевой поверхностью.
Для механической обработки коленчатых валов известны токарные инструменты предшествующего уровня техники, в которых используют так называемый способ протягивания на токарном станке или способ ротационного протягивания вращающейся заготовки. При использовании способа протягивания на токарном станке проходной протяжной инструмент подают в радиальном направлении на вращающуюся обрабатываемую деталь. При использовании способа ротационного протягивания несколько последовательно расположенных режущих пластин располагают вокруг эталонной окружности суппорта дискообразных инструментов и производят постепенную постоянную круговую подачу вдоль начальной секции окружности диска. Указанный инструмент подают, вращая вокруг оси вовнутрь вдоль эталонной дуги в радиальном направлении, на вращающуяся деталь в соответствии с описанием, приведенным в патенте ЕР 0313644 В1 или ЕР 0286771 А1. На указанных стержневых или дисковых инструментах также используют два геометрически различных типа режущих пластин для механической обработки и формирования кольцевой канавки.
Кроме вышеприведенных способов, в данной области техники также известен так называемый способ внутреннего фрезерования, при котором процесс обработки производится аналогичным образом с использованием дискообразного фрезерного инструмента, но за тем исключением, что режущие пластины располагают по внутренней периферии кольцевого диска.
Стоимость инструмента состоит из нескольких компонентов. Указанные компоненты, в частности, включают стоимость инструмента, определяемую не только чистыми издержками на его изготовление, но также сроком эксплуатации инструмента. Кроме того, указанная стоимость включает время механической обработки и издержки на замену инструмента. Так называемые индексируемые режущие пластины снабжены несколькими используемыми режущими лезвиями, хотя их количество ограничено конструкцией. Например, количество используемых режущих кромок вышеупомянутой режущей пластины ограничено четырьмя режущими кромками.
Цель настоящего изобретения заключается в создании усовершенствованной конструкции такой режущей пластины таким образом, чтобы форма ее режущих кромок позволила расширить возможности механической обработки.
Указанную цель достигают путем создания режущей пластины по п.1, отличающейся тем, что, по меньшей мере, часть режущих кромок выполнена с уступами и снабжена двумя выпуклыми секциями и одной вогнутой секцией между ними, при этом внешние выпуклые секции охватывают угол в 180°.
При использовании такой формы режущей кромки обеспечивается резание уступов, таких как маслоудерживающая закраина коленчатого вала, при этом одновременно обеспечивается формирование щек, маслоудерживающей закраины, а также угла под подшипник шатунной шейки коленчатого вала или кольцевой канавки.
Дополнительные характерные особенности изобретения описаны в зависимых пунктах формулы изобретения.
Таким образом, предпочтительно предусматривается создание двух соответствующих пар ступенчатых режущих кромок таким образом, чтобы обеспечивалась симметричность вращения режущей пластины вокруг перпендикулярной оси при повороте на 180°. Таким образом, в целом образуется четыре конгруэнтные режущие кромки, которые могут быть последовательно использованы в процессе обработки.
Для стабилизации режущих кромок вдоль режущей кромки создан скос, предпочтительно ориентированный под (отрицательным) углом скоса - 15°, и (или) ширина скоса составляет 0,1-0,2 мм.
Главный передний угол режущего инструмента, в частности главный передний угол, смежный со скосом, составляет 0°-20°, и, предпочтительно +10°.
Для создания более эффективной опоры режущей пластины в инструментальном гнезде режущая пластина имеет плоские боковые поверхности в своей центральной части, перпендикулярные плоским торцам.
Как указывалось выше, радиус кривизны режущей кромки может быть выбран таким, чтобы при использовании указанной режущей кромки обеспечивалась обработка ступенчатой формы с требуемыми размерами при проведении одной операции. В частности, для механической обработки коленчатого вала радиус кривизны выбирают таким образом, чтобы он составлял 1,5±0,1 мм в вогнутой зоне режущей кромки и 1,5±0,1 мм в выпуклой зоне режущей кромки на одной стороне и 1,4±0,1 мм на другой стороне. Тем не менее, в соответствии с настоящим изобретением могут быть использованы другие радиусы кривизны режущих кромок.
Аналогичным образом может быть предпочтительно выбрана конструкция режущей пластины, в которой общая касательная к выпуклым секциям образует угол в 35°±5° с торцами.
В соответствии с дополнительным примером осуществления настоящего изобретения зона режущей кромки, составляющая 180°, сходится со смежным торцом с помощью линейного элемента режущей кромки, при этом указанный линейный элемент режущей кромки образует с торцом угол ≤5°.
Наконец, в соответствии с одним предпочтительным примером осуществления настоящего изобретения выпуклые и вогнутые секции режущей кромки наклонены под углом до 20°, предпочтительно 10°, по отношению к продольной центральной оси режущей пластины.
Дополнительные примеры осуществления настоящего изобретения и преимущества режущей пластины проиллюстрированы на прилагаемых чертежах, на которых:
ФИГ.1 - вид сверху режущей пластины в соответствии с настоящим изобретением;
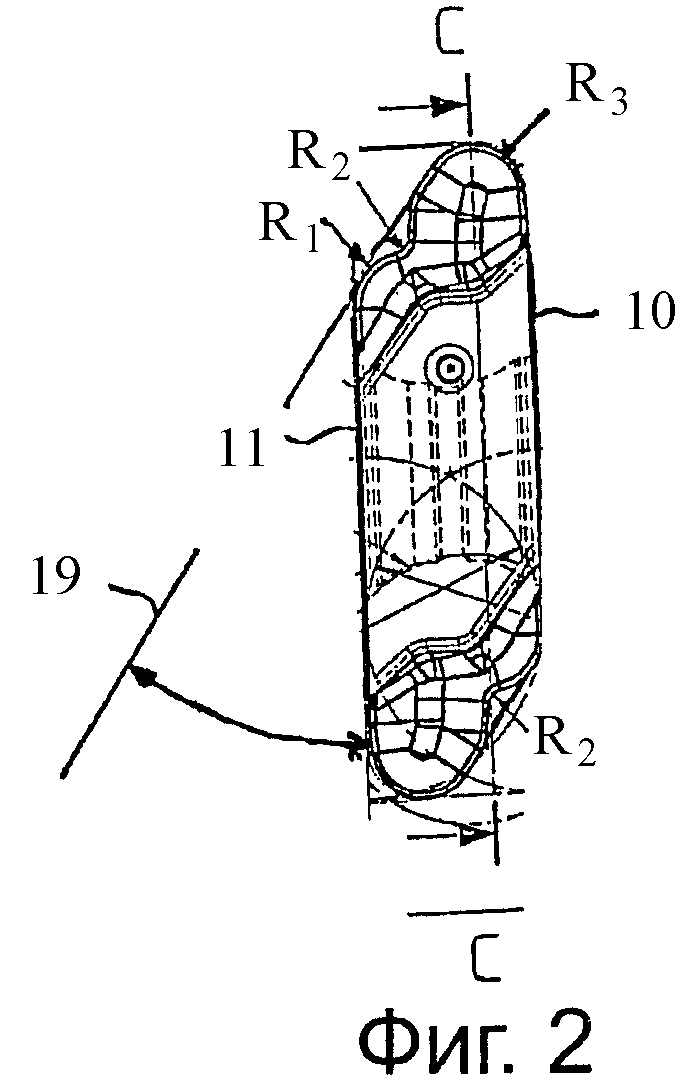
ФИГ.2 - вид сбоку (при виде сверху режущих кромок);
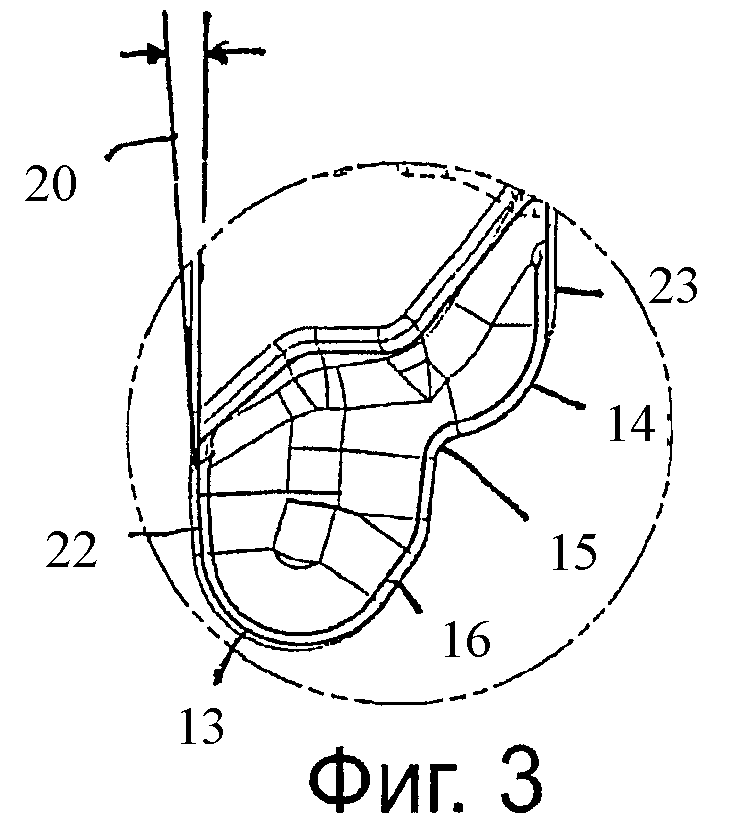
ФИГ.3 - увеличенный вид режущих кромок; и
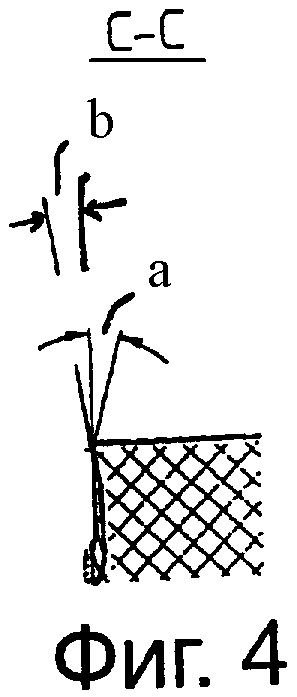
ФИГ.4 - вид в частичном разрезе режущей кромки.
Режущая пластина, проиллюстрированная на чертежах, имеет две торцевые поверхности 10 и 11, идущие параллельно по отношению друг к другу и содержащие проходящее через них сквозное отверстие 12. Указанное сквозное отверстие служит для установки в нем монтажного болта, предназначенного для радиального или бокового крепления режущей пластины к дисковой фрезе. Торцевые поверхности 10 и 11 сходятся в закругленные концевые кромки у своих коротких боковых кромках, которые ограничены по своим концам режущими кромками. Указанные режущие кромки выполнены ступенчато, и каждая режущая кромка имеет две выпуклые секции 13 и 14 режущих кромок и одну вогнутую секцию 15 режущей кромки, расположенную между ними. Радиусы R1 и R3 для выпуклых секций режущих кромок могут быть равными, например, 1,5 мм или могут быть различными. Это же может быть применимо в отношении радиуса R2 вогнутой секции режущей кромки.
Режущая пластина имеет скос 16, идущий вдоль секций 13-15 режущей кромки. Указанный скос наклонен под углом скоса в размере -15°. Главный передний угол b, также показанный на ФИГ.4, составляет +10°. Ширина скоса составляет, например, 0,15 мм.
В центральной зоне выполнены плоские боковые поверхности 17 и 18, каждая из которых перпендикулярна плоским торцевым поверхностям 10 и 11.
В специальной форме, показанной на чертежах, общая касательная 19 к двум выпуклым секциям 13 и 14 режущей кромки образует угол, составляющий приблизительно 35° с торцевыми поверхностями 10 и 11. Кроме того, на ФИГ.3 показана касательная 20, идущая от направленного наружу отрезка секции 13 режущей кромки, где она сходится с соответствующей торцевой поверхностью. Указанная касательная 20 образует угол, составляющий приблизительно 4°, с торцевой поверхностью.
В соответствии с иллюстрацией на ФИГ.1 режущие кромки 13-15 наклонены под углом наклона, предпочтительно, составляющим до 10°, по отношению к продольной центральной оси 21 режущей пластины.
Режущая пластина имеет в целом четыре активно используемых режущих кромки, с помощью которых, в частности, могут быть механически обработаны ступенчатые формы маслоудерживающей закраины с помощью любой из направленных наружу секций 22 или 23, служащих для обработки формы поверхности щеки боковой стенки в зависимости от положения установки режущей пластины.
Вышеописанная режущая пластина может иметь стружкоформирующие и направляющие элементы на обрабатывающей поверхности в форме углублений или выступов. Режущая пластина выполнена из твердого сплава или металлокерамического материала, на который при необходимости может быть нанесено покрытие. Стандартные материалы для формирования покрытия включают карбиды, нитриды и оксиды металлов IVa - VIa групп, а также оксид алюминия, и, кроме того, может быть нанесено алмазное покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2412024C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2411109C2 |
| РЕЖУЩАЯ ПЛАСТИНА, В ЧАСТНОСТИ, ДЛЯ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 2006 |
|
RU2429109C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОРЦЕВОГО ФРЕЗЕРОВАНИЯ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2370349C2 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2510819C1 |
| РУБАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2000 |
|
RU2182535C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455128C2 |
| Зачистная пластина | 2017 |
|
RU2730329C2 |
Режущая пластина имеет две плоские торцевые поверхности, проходящие параллельно по отношению друг к другу. При этом через каждую поверхность проходит сквозное отверстие, предназначенное для установки в нем крепежного винта, а обе торцевые поверхности сходятся со стороны своих коротких боковых кромок с закругленными концевыми кромками, каждая из которых ограничена по своим концам режущими кромками. Для расширения технологических возможностей, по меньшей мере, часть режущих кромок выполнена ступенчатой формы с двумя выпуклыми секциями и одной вогнутой секцией между ними, причем внешняя выпуклая секция охватывает угол в 180°. 9 з.п. ф-лы, 4 ил.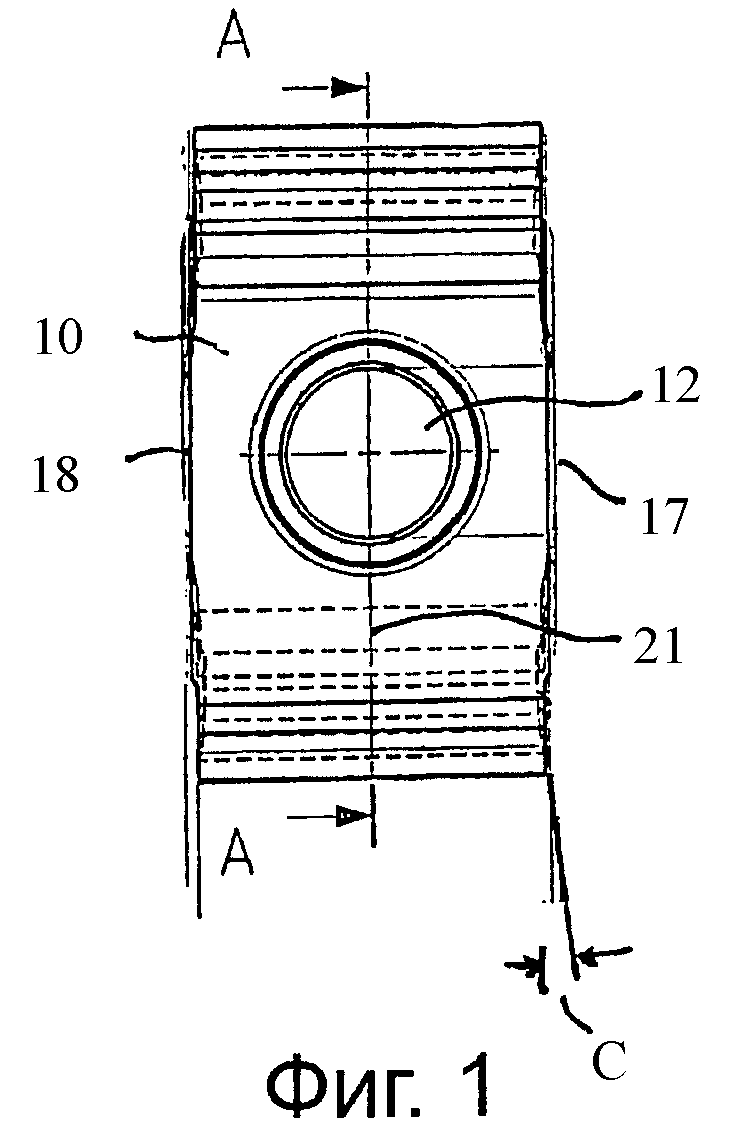
1. Режущая пластина, имеющая две плоские торцевые поверхности (10) и (11), проходящие параллельно по отношению друг к другу, при этом через каждую поверхность проходит сквозное отверстие (12), предназначенное для установки в нем крепежного винта, а обе торцевые поверхности сходятся со стороны своих коротких боковых кромок с закругленными концевыми кромками, каждая из которых ограничена по своим концам режущими кромками, отличающаяся тем, что, по меньшей мере, часть режущих кромок выполнена ступенчатой формы с двумя выпуклыми секциями (13) и (14) и одной вогнутой секцией (15) между ними, причем внешняя выпуклая секция (13) охватывает угол в 180°.
2. Режущая пластина по п.1, отличающаяся тем, что две пары режущих кромок (13-15) выполнены ступенчато с обеспечением симметричности при вращении режущей пластины вокруг перпендикулярной оси при повороте на 180°.
3. Режущая пластина по п.1 или 2, отличающаяся тем, что вдоль режущей кромки образован скос (16), предпочтительно с отрицательным углом скоса (а) -15°, имеющий ширину в пределах 0,1-0,2 мм.
4. Режущая пластина по п.1, отличающаяся тем, что режущий угол (b) вдоль режущих кромок (13, 14, 15, 22, 23) выполнен в пределах от 0 до 20°, предпочтительно 10°.
5. Режущая пластина по п.1, отличающаяся тем, что в центральной зоне расположены соответствующие плоские торцевые поверхности (17 и 18), перпендикулярные плоским торцевым поверхностям (10 и 11).
6. Режущая пластина по п.1, отличающаяся тем, что радиус (R2) кривизны вогнутой секции (15) режущей кромки составляет 1,5±0,1 мм, и радиус кривизны выпуклой секции (13, 14) режущей кромки составляет 1,5±0,1 мм на одной стороне и 1,4±0,1 мм на другой стороне.
7. Режущая пластина по п.1, отличающаяся тем, что общая касательная (19) к выпуклым секциям (13 и 14) образует угол 35°±5° с торцевыми поверхностями (10 и 11).
8. Режущая пластина по п.1, отличающаяся тем, что зона режущей кромки, охватывающая угол 180°, образует угол ≤5° с торцевыми поверхностями (10 и 11) посредством в основном прямой секции (22) режущей кромки.
9. Режущая пластина по п.1, отличающаяся тем, что вогнутые и выпуклые секции (13, 14, 15) режущих кромок установлены под углом (а) до 20°, предпочтительно 10° к продольной центральной оси (21) режущей пластины.
10. Режущая пластина по любому из пп.1-9, отличающаяся тем, что она предназначена для механической обработки коленчатых валов.
| Датчик окисленности металличес-КОгО РАСплАВА | 1979 |
|
SU830228A1 |
| Дисковая фреза | 1972 |
|
SU437576A1 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU642093A1 |
| Способ обработки деталей типа коленчатых валов | 1989 |
|
SU1763104A2 |
| DE 10333621 A1, 03.02.2005 | |||
| JP 5050315 A, 02.03.1992. | |||

