Настоящее изобретение относится к режущей пластине для режущего инструмента, предназначенного для механической обработки заготовки.
В частности, режущие пластины для режущих инструментов для механической обработки заготовки используются для обработки металлических заготовок путем вращения. Во время вращения обрабатываемую заготовку вращают и перемещают (во всех направлениях) неподвижно зажатую режущую пластину по вращающейся заготовке для того, чтобы удалить стружку. Во время проточки во вращающейся заготовке с помощью режущей пластины выполняют канавки. В этом случае в радиальном направлении может быть выполнена канавка на боковой поверхности вращающейся заготовки, что может быть реализовано путем подачи режущей пластины в радиальном направлении (проточка радиальных канавок). Кроме этого, в осевом направлении может быть выполнена канавка на торцевой поверхности вращающейся заготовки, что может быть реализовано путем подачи режущей пластины в осевом направлении (проточка осевых канавок). Канавки также можно выполнить под углом относительно осевого направления (то есть в зоне между осевым и радиальным направлением) (резание по копиру). Большие силы резания создаются, в частности, в области, относящейся к резанию в тяжелой промышленности, когда используются крупные и тяжелые заготовки, а также подачи на высоких скоростях. В этом случае также создается стружка с относительно большими средними толщинами.
В целом, требование к режущим пластинам состоит в том, чтобы несмотря на приложение значительных сил они обеспечивали точную обработку заготовки и хорошее стружкообразование, а также продолжительный срок службы инструмента. Указанные требования применимы, в частности, для режущих пластин, которые выполнены для проточки канавок, в частности, в области, относящейся к резанию в тяжелой промышленности.
В опубликованном документе DE 29804257 U1 заявлена режущая пластина, имеющая переднюю режущую кромку, которая имеет по меньшей мере два участка. В этом случае оба смежных участка режущей кромки соединены вместе общим переходным участком, и в этом случае смежные участки режущей кромки перекрывают друг друга. Таким путем образовано устройство для отделения стружки.
Целью настоящего изобретения является создание режущей пластины, которая при использовании обеспечивает точную обработку обрабатываемой заготовки и хорошее стружкообразование, а также имеет продолжительный срок службы и эксплуатационную надежность.
Указанная цель достигается посредством режущей пластины по пункту 1 формулы изобретения, а также посредством способа по пункту 13 формулы изобретения. Другие предпочтительные варианты изобретения приведены в зависимых пунктах формулы изобретения.
Как заявлено в настоящем изобретении, предложена режущая пластина, которая имеет нижнюю опорную поверхность, центральную режущую кромку, две вторичные режущие кромки, выполненные по обеим сторонам центральной режущей кромки и смещенные относительно центральной режущей кромки, и две переходные кромки, соединяющие центральную режущую кромку с вторичными режущими кромками, расположенными смежно. В то же самое время две вторичные режущие кромки выполнены с вертикальным смещением, а также, если это применимо, со смещением в глубину относительно центральной режущей кромки, и расположены на расстоянии в боковом направлении от центральной режущей кромки. Переходные кромки, расположенные в зоне, в которой кромки не перекрывают друг друга, имеют по меньшей мере на участке наклон n, где 2°≤n≤20° относительно направления высоты, которое проходит под прямым углом относительно главной плоскости опорной поверхности.
При использовании, благодаря смещению центральной режущей кромки и двух вторичных режущих кромок относительно друг друга происходит разделение стружки. В частности, количество полученных стружечных лент равно количеству режущих кромок, наличие которых предусмотрено со смещением относительно друг друга. Если предусмотрено наличие центральной режущей кромки и двух вторичных режущих кромок, то при использовании получают три стружечные ленты. Такое разделение стружки является преимуществом для хорошего стружкообразования и удаления образующихся стружечных лент.
Одна кромка на режущей пластине, выполненной для проточки канавок, образует режущую кромку и выполнена с возможностью плавного врезания, при использовании, в поворачивающуюся или вращающуюся заготовку и образования стружечных лент, когда указанная кромка проходит под прямым углом к направлению перемещения материала заготовки в зоне контакта кромки с заготовкой (идеальное выравнивание для резания) или только незначительно наклонена относительно указанного идеального выравнивания для резания. Чем больше кромка режущей пластины наклонена относительно подобного идеального выравнивания для резания, тем меньше режущая пластина врезается в материал заготовки. Это, в частности, применимо, когда кромка наклонена таким образом, что при использовании она проходит в зоне контакта кромки с заготовкой в значительной степени параллельно направлению перемещения материала заготовки. До настоящего времени общее преобладающее мнение среди специалистов в данной области техники состояло в том, что в любом случае, если на режущей пластине необходимо выполнить группу режущих кромок, расположенных со смещением относительно друг друга, то указанные режущие кромки должны перекрывать друг друга или должны по меньшей мере быть соединены непосредственно друг с другом. Соответственно, согласно этому преобладающему мнению, зона перехода между режущими кромками должна быть выполнена таким образом, что в проекции на обрабатываемую заготовку (или, также соответственно, в проекции на опорную поверхность режущей пластины) режущие кромки перекрывают друг друга или выполнены по меньшей мере соединенными непосредственно друг с другом. Это обеспечивается, например, S-образной зоной перехода. Таким образом, гарантированно обеспечивается плавное врезание в материал заготовки и удаление стружечных лент посредством режущих кромок по всей линии режущих кромок.
Соответственно, как заявлено в предлагаемом изобретении, две переходные кромки имеют по меньшей мере один участок, который наклонен относительно немного (2°≤n≤20°) по отношению к направлению высоты и, соответственно, при использовании в зоне контакта переходной кромки с заготовкой, наклонен относительно немного по сравнению с направлением перемещения материала заготовки (при использовании реальный наклон может варьироваться незначительно в зависимости от установленного угла режущей кромки, который задается на держателе заготовки). В результате, благодаря заявленному в предложенном изобретении расположению центральной режущей кромки и вторичных режущих кромок, а также в результате конструкции указанного участка в зоне, в которой кромки не перекрывают друг друга, указанный участок выполнен с обеспечением вхождения при использовании в сопряжение с материалом обрабатываемой заготовки. Соответственно, предложенная режущая пластина выполнена не по типу непрерывного резания. Более того, между центральной режущей кромкой и двумя вторичными режущими кромками предусмотрено наличие по меньшей мере одного "нережущего участка". Было продемонстрировано, что несмотря на это даже в указанном "нережущем участке" удаляется материал обрабатываемой заготовки. В указанном материале, однако, не происходит плавного врезания, как в случае, когда кромка находится в идеальном выравнивании для резания. Более того, указанный материал удаляется из вращающейся заготовки посредством сил, возникающих в зоне "нережущего участка". В данной зоне возникают, в частности, значительные сдвиговые силы. В результате, стружечные ленты, образующиеся на центральной режущей кромке, а также на вторичных режущих кромках, имеют материал, срезанный в боковом направлении, а также результирующие боковые задиры (то есть дефекты кромок) в своей зоне боковой кромки (или в обеих зонах боковой кромки), причем указанный материал отделяется на "нережущем участке" соответствующей переходной кромки. В результате, обеспечивается разлом стружки, что является преимуществом относительно удаления созданных стружечных лент.
Кроме этого, было неожиданно продемонстрировано, что при использовании в предложенной режущей пластине ее позиционная стабилизация относительно вращающейся заготовки получается при обеспечении наличия по меньшей мере двух "нережущих участков". Причина этого состоит в том факте, что значительные силы прикладываются к материалу заготовки, которая при вращении проходит по зоне "нережущих участков" переходных кромок, и в результате между режущей пластиной и вращающейся заготовкой обеспечивается наличие направляющего воздействия в боковом направлении. Относительно позиционной стабильности, в этом случае выгодно, в частности, чтобы силы, которые возникают на двух переходных кромках, действовали друг против друга в боковом направлении и предпочтительно также были симметричны относительно друг друга. Кроме этого, для достижения преимущества зоны кромок для различных режущих кромок выполняют прочными и стабильными по размерам путем расположения соседней режущей кромки или кромок на расстоянии в боковом направлении. В результате, значительно уменьшен риск появления выступающего материала в зоне режущих кромок и граней стружки, соединенных с указанными кромками. Такое явление существует, например, в случае перекрывающих друг друга режущих кромок или режущих кромок, которые соединены непосредственно друг с другом. В дополнение к этому, предложенная режущая пластина отличается тем, что она может быть изготовлена экономичным образом. В частности, она может быть изготовлена просто прессованием без необходимости в дополнительных этапах по формованию. В частности, режущую пластину изготавливают методами порошковой металлургии путем прессования соответствующих порошков и их последующего спекания. В качестве материалов для данной режущей пластины используют, в частности, твердые металлы.
Режущая пластина, выполненная согласно заявленному изобретению, предназначена, в частности, для проточки канавок. В частности, данная пластина образует канавочную пластину для проточки канавок. Как заявлено в другом предпочтительном варианте изобретения, режущая пластина представляет собой пластину для нарезания канавок для тяжелой промышленности. Нижняя опорная поверхность предназначена для опоры режущей пластины на соответствующую поверхность приемного средства держателя для инструмента. Обеспечено также определенное позиционирование режущей пластины относительно держателя для инструмента, как правило, посредством нижней опорной поверхности (и, как правило, посредством по меньшей мере одной дополнительной боковой грани режущей пластины). Нижняя опорная поверхность может быть образована одной плоской гранью. Однако нижняя опорная поверхность может также иметь искривленную форму и/или несколько граней, которые наклонены относительно друг друга. Например, нижняя опорная поверхность может быть образована гранями, которые наклонены друг к другу и расположены в виде крыши. Кроме этого, например, могут быть выполнены нижние опорные поверхности, которые имеют волнообразную структуру. Если нижняя опорная поверхность образована только одной плоской гранью, то указанная грань в то же время образует главную плоскость опорной поверхности. В противном случае главная плоскость задана таким образом, что она аппроксимирует опорную поверхность. В частности, для указанной аппроксимации величину интервала между опорной поверхностью и соответствующей аппроксимирующей плоскостью интегрируют по всей опорной поверхности, причем интервал измеряют под прямым углом к аппроксимирующей плоскости. Аппроксимирующая плоскость, для которой интеграл является минимальным, образует главную плоскость опорной поверхности. В данном случае главную плоскость опорной поверхности используют в качестве опорной плоскости для различных обозначений направления: направление высоты проходит под прямым углом к главной плоскости опорной поверхности. Боковое направление и направление вглубь проходят параллельно главной плоскости опорной поверхности. В этом случае боковое направление проходит, в частности, параллельно основному направлению центральной режущей кромки. Это применимо для предпочтительного случая, когда главное направление центральной режущей кромки, проходит параллельно главной плоскости опорной поверхности. Когда главное направление центральной режущей кромки проходит под наклоном относительно главной плоскости опорной поверхности, то сначала центральную режущую кромку проектируют на главную плоскость опорной поверхности и затем используют главное направление спроектированной центральной режущей кромки, в качестве бокового направления. Если центральная режущая кромка имеет искривленную форму (если это применимо, после проекции центральной режущей кромки на главную плоскость опорной поверхности), то данную форму аппроксимируют прямой линией, и данная прямая линия затем образует главное направление продолжения. Направление вглубь проходит, в частности, под прямым углом к боковому направлению (и направлению высоты).
Как заявлено в настоящем изобретении, режущая пластина имеет, в качестве режущих кромок, по меньшей мере центральную режущую кромку, и по обеим ее сторонам две вторичные режущие кромки. В этом случае режущая пластина также может иметь дополнительные режущие кромки и/или переходные кромки на соответствующей режущей кромке. Например, указанные режущие кромки или переходные кромки могут быть соединены с двумя вторичными режущими кромками по обеим сторонам в боковом направлении. В этом случае, кромки (режущие кромки и/или переходные кромки) могут быть скруглены по всей своей линии или только на участках, как известно специалистам в этой области техники, и/или могут быть выполнены со ступенькой. Зона, в которой "кромки не перекрывают друг друга", относится к тому факту, что соответствующие кромки (режущие кромки и переходные кромки, в частности, центральная режущая кромка, две вторичные режущие кромки и две переходные режущие кромки, как упомянуто в пункте 1 формулы изобретения) не перекрывают друг друга, если смотреть с любого направления, которое проходит под прямым углом к боковому направлению. В данном случае это означает, что соответствующий участок переходной кромки (с относительно небольшим наклоном относительно направления высоты) выполнен таким образом, чтобы при использовании входить во взаимодействие с материалом заготовки независимо от установленного угла режущей кромки режущей пластины.
Как заявлено в другом варианте изобретения, в зоне, в которой кромки не перекрывают друг друга, переходные кромки имеют, по меньшей мере на участке, наклон n, где 5°≤n≤15° относительно направления высоты. Преимущества, раскрытые выше со ссылкой на еще один угловой диапазон, получены в большей степени в пределах указанного более узкого углового диапазона. В этом случае, как при ссылке на еще один угловой диапазон 2°≤n≤20°, так и при ссылке на более узкий угловой диапазон 5°≤n≤15°, необходимо учитывать, что наклон в пределах соответствующего углового диапазона, в случае прямолинейного типа переходной кромки на указанном участке, означает, что его наклон (остающийся постоянным на этом участке) лежит в пределах соответствующего углового диапазона. Когда переходная кромка выполнена искривленной на указанном участке, это означает, что она имеет наклон (в пределах указанного участка), который в каждой точке лежит в пределах соответствующего углового диапазона. Участок, в котором наклон n переходной кромки лежит в пределах соответствующего углового диапазона, проходит, в частности, в боковом направлении по меньшей мере на 0,04 мм, в частности, по меньшей мере, на 0,13 мм.
Как заявлено в другом варианте изобретения, форма центральной режущей кромки, двух переходных кромок и двух вторичных режущих кромок является по существу зеркально-симметричной относительно плоскости симметрии, которая проходит параллельно направлению высоты под прямым углом к основному направлению центральной режущей кромки. Такая симметрия обеспечивает выгодный эффект для стабильности процесса, в частности, для позиционной стабилизации режущей пластины относительно вращающейся заготовки. Этот эффект обеспечивается за счет того, что вследствие этой симметрии, силы, создаваемые при использовании, в частности, в предпочтительном случае, когда поверхность обрабатываемой заготовки выровнена под прямым углом к плоскости симметрии режущей пластины, также по существу симметричны относительно плоскости симметрии. Как заявлено в другом варианте изобретения, тип/типы передних граней или граней (центральной передней грани, переходных граней и вторичных переходных граней), соединяющихся с указанными режущими кромками или кромками (центральной режущей кромкой, переходными кромками и вторичными режущими кромками) в направлении вглубь, также реализован/реализованы по существу симметрично относительно плоскости симметрии. Соответствующим образом, боковые грани (центральная боковая грань, переходные боковые грани и вторичные боковые грани), соединяющиеся по направлению высоты с указанными режущими кромками или кромками (центральной режущей кромкой, переходными кромками и вторичными режущими кромками), также предпочтительно выполнены по существу симметрично относительно плоскости симметрии. Посредством указанной по существу симметричной реализации передних граней, граней и/или боковых граней дополнительно улучшена функциональная стабильность режущей пластины и, в частности, вышеописанные эффекты по позиционной стабилизации. Как заявлено в другом варианте изобретения, вся режущая пластина является по существу зеркально-симметричной относительно плоскости симметрии. В этом случае, в целом, достаточно того, что в случае вышеупомянутых симметрий имеется по существу симметричная конструкция. Причина состоит в том, что, как известно специалистам, указанные преимущества могут быть получены даже в случае небольших отклонений от упомянутых симметрий. В каждом случае присутствует точно симметричная конструкция, в частности, в случае вышеупомянутых других вариантов выполнения и модификаций.
Вообще говоря, в случае различных признаков, раскрытых в связи с типом кромки (центральной режущей кромки, переходных кромок и вторичных режущих кромок), предпочтительным является вариант, в котором по меньшей мере в зоне, соединяющейся с кромками в направлении вглубь, соответствующие грани (центральная передняя грань, переходные грани и вторичные передние грани) точно приспособлены по своему типу к типу кромок (центральной режущей кромки, переходных кромок и вторичных режущих кромок). Соответственно, признаки, упомянутые со ссылкой на тип кромок, как заявлено в других предпочтительных вариантах изобретения, также применимы соответствующим образом к типам граней, соединяющихся с указанными кромками в направлении вглубь, даже в том случае, если каждый раз на это не делается явно выраженная ссылка. В качестве альтернативы этому, также может изменяться тип граней, соединяющихся с кромками в направлении вглубь. В частности, также может увеличиваться или уменьшаться разница по высоте между центральной передней гранью и вторичными передними гранями в направлении вглубь. Кроме этого, грани, соединяющиеся с кромками в направлении вглубь (центральная передняя грань, переходные грани и вторичные передние грани), могут иметь ребра, выступающие части и другие элементы, структурирующие поверхность, и/или искривленный участок.
Как заявлено в другом варианте изобретения, линия центральной режущей кромки, двух переходных кромок и двух вторичных режущих кромок выполнена непрерывно так, что кромки не перекрывают друг друга. В результате получена прочная и стабильная реализация зон режущих кромок, при которой снижен риск появления выступающего материала в указанных зонах. Как заявлено в другом варианте изобретения, тип центральной передней грани, соединяющейся с указанными режущими кромками, переходных граней и вторичных передних граней, реализован так, что указанные грани не перекрывают друг друга. Это также имеет преимущество для того, чтобы избежать появления выступающего материала.
Как заявлено в другом варианте изобретения, переходы между центральной режущей кромкой и переходными кромками и/или переходы между переходными кромками и вторичными режущими кромками имеют радиус кривизны ≤0,3 мм. В частности, предпочтительным является вариант изобретения, в котором по меньшей мере радиусы кривизны между режущей кромкой или режущими кромками, выступающими дальше вперед (которые, в принципе, могут быть образованы двумя вторичными режущими кромками или, как вариант, центральной режущей кромкой), и смежными переходными кромками составляют ≤0,3 мм. Посредством такого относительного малого радиуса кривизны стружка эффективно отрезается в указанной зоне в направлении стружкообразования, что является предпочтительным для разделения стружки. В частности, радиус r кривизны находится в диапазоне 0,1 мм ≤ r ≤ 0,3 мм. Как заявлено в другом варианте изобретения, соответствующие кромки проходят линейно в переходы между центральной режущей кромкой и переходными кромками и/или в переходы между переходными кромками и вторичными режущими кромками, в частности, под наклоном в пределах вышеуказанных угловых диапазонов. В этом случае радиус кривизны, как определено выше, может быть выполнен на самом переходе. Как заявлено в другом варианте изобретения, вышеуказанные диапазоны радиусов кривизны и типы линий также применимы к радиусам кривизны и типам переходов между центральной передней гранью и переходными гранями и/или между переходными гранями и вторичными передними гранями. В этом случае радиус кривизны при ссылке на указанные грани измеряют в поперечном сечении, которое выровнено параллельно направлению по высоте и боковому направлению.
Как заявлено в другом варианте изобретения, центральная режущая кромка выступает вперед относительно опорной поверхности (в направлении высоты и, при возможности применения, также в направлении вглубь) дальше чем две вторичные режущие кромки. Соответственно, в случае указанного другого варианта выполнения центральная передняя грань также выступает вперед дальше, чем вторичные передние грани. Это выгодно для позиционной стабильности режущей пластины относительно заготовки.
Как заявлено в другом варианте изобретения, смещение между двумя вторичными режущими кромками и центральной режущей кромкой составляет по меньшей мере 80% по направлению высоты. Соответственно, смещение проходит максимум на 20% по направлению вглубь. Указанные условия применимы относительно проекции смещения по направлению высоты и по направлению вглубь. Как заявлено в другом варианте изобретения, смещение проходит полностью по направлению высоты. Чем выше соотношение смещения по направлению вглубь, тем больше выражен профиль, получаемый на обрабатываемой заготовке, начиная от нулевого установленного угла режущей кромки или только небольшого установленного угла режущей кромки относительно заготовки. В этом случае угол, под которым наклонена при использовании главная плоскость, продолжающая опорную поверхность режущей пластины (в случае подачи в горизонтальном направлении) относительно горизонтальной плоскости, параллельной центральной режущей кромке (или главному направлению указанной кромки), обозначен как установленный угол режущей кромки. В другом варианте изобретения посредством смещения, которое проходит большей частью или полностью в направлении высоты, обеспечивается дополнительное преимущество, состоящее в том, что переходная кромка проходит полностью или по меньшей мере на участках точно параллельно направлению перемещения материала заготовки в зоне контакта переходной кромки с заготовкой, в результате чего обеспечивается наличие нережущего участка. Это обеспечивает преимущество для позиционной стабильности режущей пластины относительно заготовки и для стружкообразования.
Как заявлено в другом варианте изобретения, боковое направление проходит параллельно основной плоскости опорной поверхности и в основном направлении центральной режущей кромки, причем интервал d между центральной режущей кромкой и соседними вторичными режущими кромками лежит в указанном боковом направлении в следующем диапазоне: 0,04 мм ≤ d ≤ 1,3 мм. В частности, указанный интервал лежит в диапазоне 0,13 мм ≤ d ≤ 0,8 мм. Указанный интервал d одновременно соответствует длине соответствующей переходной кромки в боковом направлении. Как заявлено в другом варианте изобретения, длина переходной грани в боковом направлении, соединяющейся с переходной кромкой в направлении вглубь, также лежит в диапазоне от 0,04 мм до 1,3 мм, в частности, в более узком диапазоне от 0,13 мм до 0,8 мм. Как заявлено в другом варианте изобретения, смещение между двумя вторичными режущими кромками и центральной режущей кромкой проходит по направлению высоты и лежит в следующем диапазоне: 1,2 мм ≤ h ≤ 3,5 мм. В частности, указанное смещение лежит в диапазоне 1,5 мм ≤ d ≤ 3,0 мм. Указанное смещение h по направлению высоты в то же самое время соответствует высоте соответствующей переходной кромки. Как заявлено в другом варианте изобретения, смещение между двумя вторичными режущими гранями, которые соединяются со вторичными режущими кромками по направлению вглубь, и центральной режущей гранью, которая соединяется с центральной режущей кромкой по направлению вглубь, также лежит в диапазоне между 1,2 мм и 3,5 мм, в частности, в диапазоне между 1,5 мм и 3,0 мм. Было доказано, что указанные более широкий и, в частности более узкий, диапазоны интервала смещения в боковом направлении и смещения по направлению высоты являются особенно предпочтительными относительно позиционной стабилизации режущей пластины относительно заготовки и стружкообразования.
В принципе, центральная режущая кромка, две вторичные режущие кромки и две переходные кромки могут иметь искривленный участок. В принципе, центральная передняя грань, соединяющаяся с кромками в направлении вглубь, вторичные передние кромки и переходные кромки и/или центральная боковая грань, соединяющаяся с кромками в направлении вглубь, вторичные боковые грани и переходные боковые грани также могут иметь искривленный участок. В этом случае предпочтительным является вариант изобретения, в котором упомянутые кромки реализованы по существу по типу прямой линии, а упомянутые грани реализованы по существу в виде плоскости (не учитывая закруглений, ступенек и других подобных элементов, наличие которых обеспечивается где это применимо). Как заявлено в другом варианте изобретения, центральная режущая кромка и две вторичные режущие кромки реализованы в виде прямой линии. Как заявлено в другом варианте изобретения, две переходные режущие кромки реализованы по существу в виде прямой линии. В этом случае кромки (центральная режущая кромка, вторичные режущие кромки и переходные кромки), в частности, реализованы точно в виде прямой линии. В этом случае они могут быть скруглены в тех своих зонах, которые образуют переходы между центральной режущей кромкой и переходными кромками, а также переходы между переходными кромками и вторичными режущими кромками. В этом случае переходные кромки, в частности, в их прямолинейной зоне, которая проходит, где это применимо, по всей своей длине кромок, имеет наклон n в диапазоне 2°≤n≤20°, в частности, в диапазоне 5°≤n≤15° относительно направления высоты.
Как заявлено в другом варианте изобретения, центральная передняя грань, которая соединяется с центральной режущей кромкой (в направлении вглубь), две переходные грани, которые соединяются с двумя переходными кромками (в направлении вглубь) и/или две вторичные передние грани, которые соединяются с двумя вторичными режущими кромками (в направлении вглубь), реализована/реализованы по существу плоскими. В частности, они реализованы точно плоскими. В этом случае каждая из них может быть скруглена в тех своих зонах кромок, которые образуют переходы между центральной передней гранью и переходными гранями, а также переходы между переходными гранями вторичными передними кромками.
В принципе, вторичные режущие кромки (или, если это применимо, их главные направления) могут быть наклонены относительно центральной режущей кромки (или, если это применимо, относительно ее главного направления). В этом случае, предпочтительным является вариант изобретения, в котором наклон между вторичными режущими кромками (или, если это применимо, их главными направлениями) относительно центральной режущей кромки (или, если это применимо, относительно ее главного направления) составляет ≤30°. Предлагаемое изобретение может быть реализовано, вообще говоря, с различными соотношениями между длиной центральной режущей кромки и длиной вторичных режущих кромок. Также возможны различные полные длины для всех режущих кромок и кромок (центральной режущей кромки, двух переходных кромок, двух вторичных режущих кромок и, если это применимо, для дополнительных вторичных режущих кромок и/или переходных кромок и для любых подобных элементов) режущей кромки в боковом направлении. В частности, полная длина лежит в диапазоне между 16 мм и 60 мм. Кроме этого, предлагаемое изобретение может быть реализовано независимо от положительного или отрицательного угла бокового наклона (угол между боковой гранью и направлением высоты) на боковых гранях (центральная боковая грань, переходные боковые грани и вторичные боковые грани), которые соединяются с режущими кромками или кромками (центральной режущей кромкой, переходными кромками и вторичными режущими кромками) в направлении высоты. При использовании могут быть установлены соответственно различные углы режущей кромки режущей пластины относительно обрабатываемой заготовки. Кроме этого, может быть также предусмотрено, в принципе, что на центральной режущей кромке и на вторичных режущих кромках могут быть реализованы различные передние углы наклона резца (угол между передней гранью и опорной поверхностью), различные углы бокового наклона и/или различные углы заострения (угол между передней гранью и боковой гранью). Однако в предпочтительном варианте изобретения передний угол наклона резца, угол бокового наклона и угол заострения являются аналогичными или, по меньшей мере, имеют подобные значения в случае центральной режущей кромки и в случае вторичных режущих кромок.
Предлагаемое изобретение относится также к способу обработки заготовки посредством проточки канавок с использованием режущей пластины с режущей кромкой. В этом случае режущая кромка имеет одну центральную режущую кромку, две вторичные режущие кромки, которые реализованы по ее обеим сторонам, расположены на расстоянии в боковом направлении от центральной режущей кромки и выполнены со смещением относительно центральной режущей кромки, и две переходные кромки, которые соединяют центральную режущую кромку с соседней вторичной режущей кромкой.
В предлагаемом способе предусмотрены следующие этапы:
A) вращают обрабатываемую заготовку;
B) подают режущую пластину во вращающуюся обрабатываемую заготовку с таким расположением, что центральная режущая кромка выровнена в зоне контакта режущей кромки с заготовкой по существу под прямым углом к направлению перемещения материала заготовки, причем в зоне, в которой кромки не перекрывают друг друга, переходные кромки имеют наклон на участке в зоне контакта кромки с заготовкой в диапазоне между 2° (включительно) и 20° (включительно) относительно указанного направления перемещения материала заготовки.
В предложенном способе соответствующим образом могут быть реализованы другие варианты выполнения и модификации, приведенные выше относительно предлагаемой режущей пластины. В этом случае по существу обеспечиваются вышеприведенные преимущества. В частности, наклон переходных кромок на участке лежит в диапазоне 5° (включительно) и 15° (включительно) относительно указанного направления перемещения материала. Выравнивание центральной режущей кромки, которая расположена "по существу под прямым углом" относительно направления перемещения материала заготовки, относится, в частности, к угловому диапазону ±30° в случае выравнивания точно по перпендикуляру. Режущие кромки (центральная режущая кромка, вторичные режущие кромки) режущей кромки выровнены в зоне контакта режущей кромки с заготовкой, в частности, по существу параллельно поверхности обрабатываемой заготовки.
Другие преимущества и преимущественные признаки изобретения представлены в следующем описании предпочтительных вариантов выполнения со ссылкой на прилагаемые чертежи, на которых:
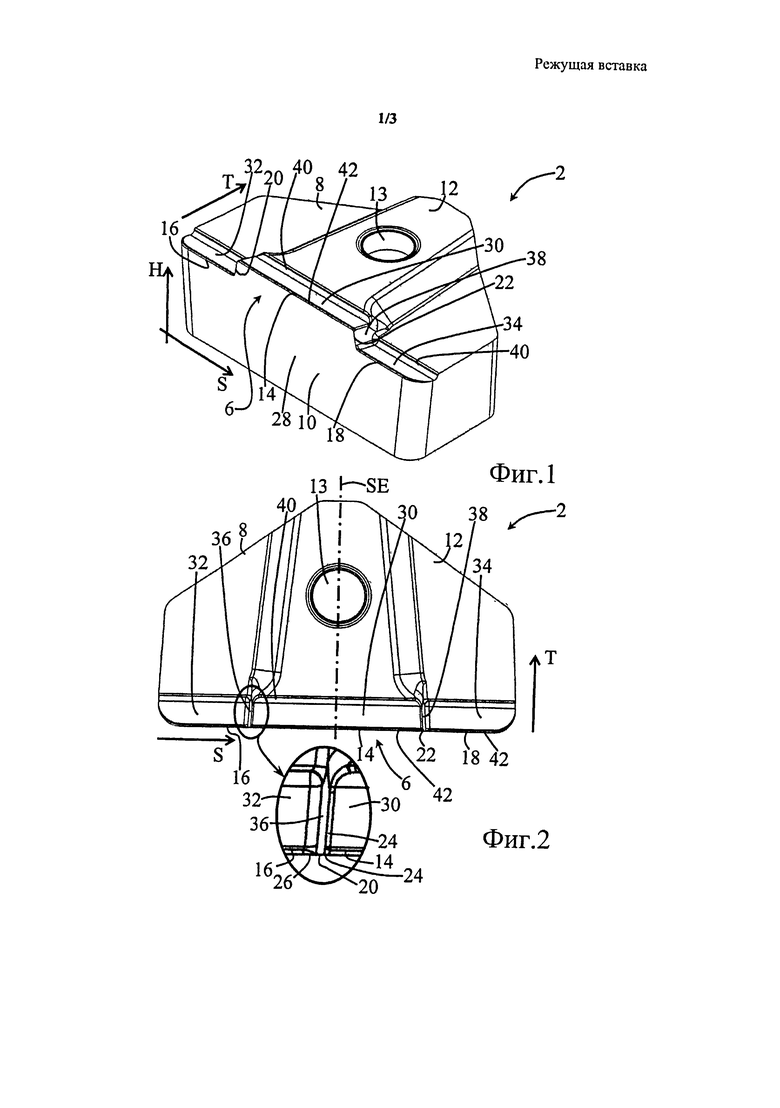
на фиг. 1 изображен вид в аксонометрии режущей пластины согласно одному варианту изобретения;
на фиг. 2 изображен вид сверху режущей пластины, показанной на фиг. 1;
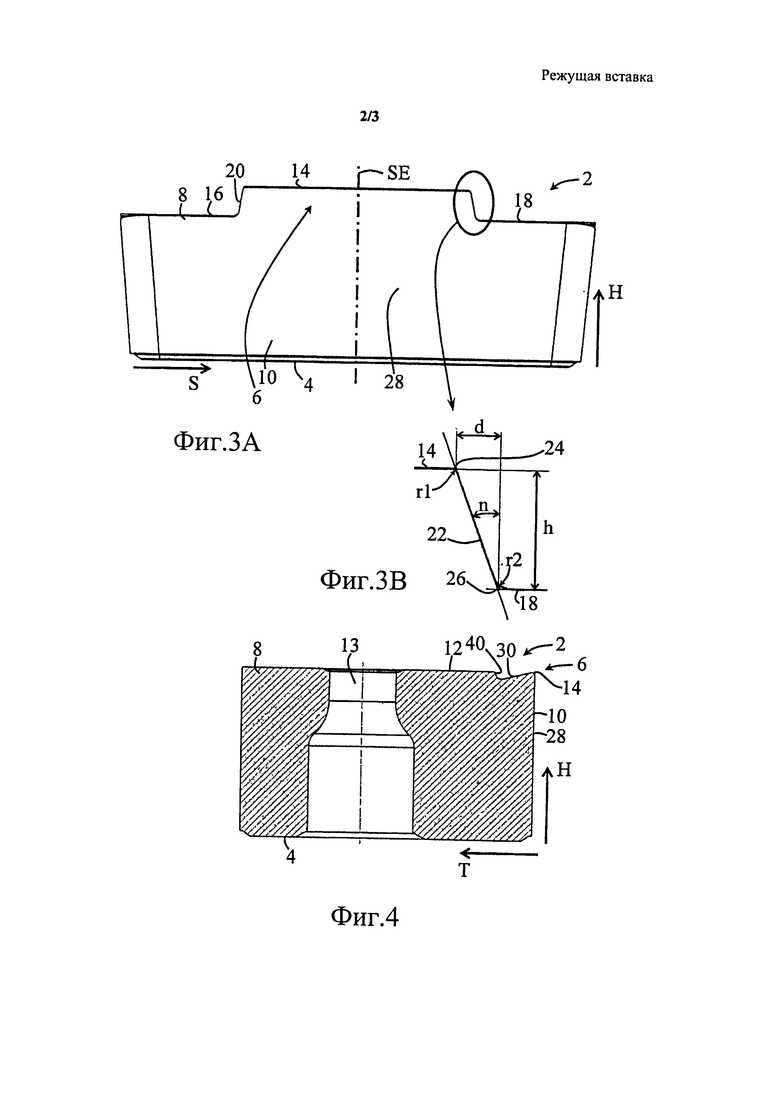
на фиг. 3А изображен вид спереди режущей пластины, показанной на фиг. 1;
на фиг. 3В изображен увеличенный вид выносного элемента, показанного на фиг. 3А;
на фиг. 4 изображено поперечное сечение режущей пластины, показанной на фиг. 1;
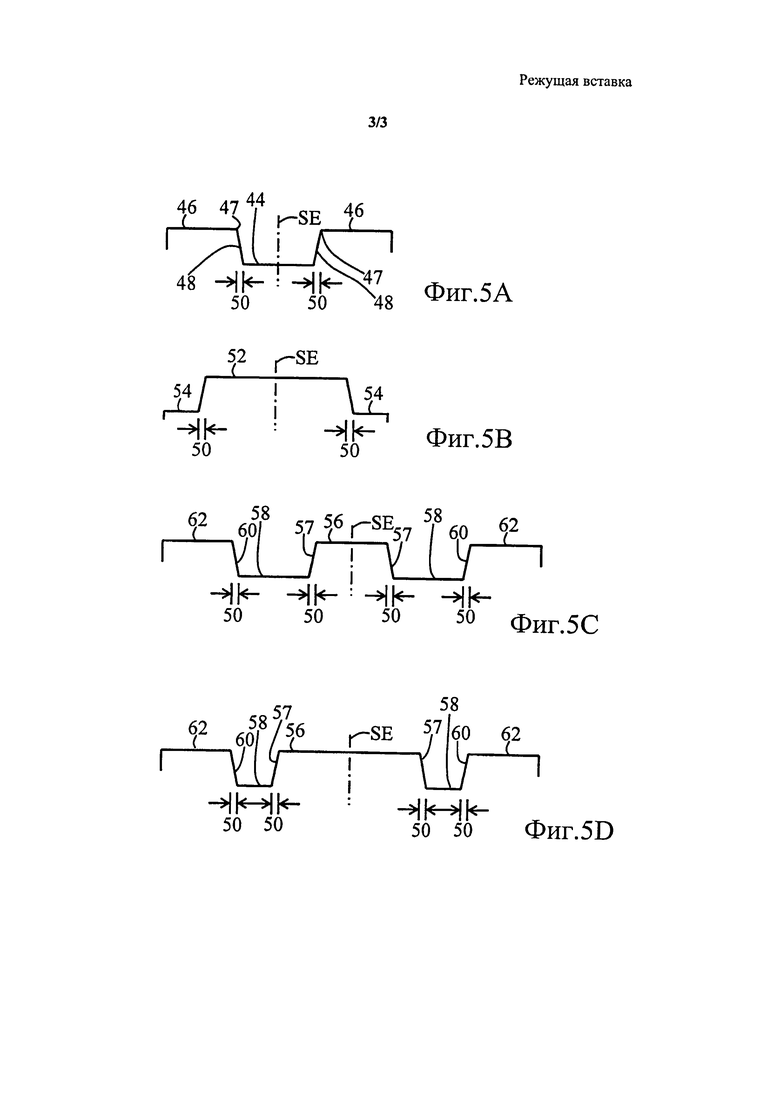
на фиг. 5A-5D изображен схематичный вид типов кромок для центральной режущей кромки, переходных кромок и вторичных режущих кромок, как заявлено в различных вариантах изобретения.
Конструкция предлагаемой режущей пластины 2 раскрыта далее со ссылкой на фиг. 1-4, как заявлено в одном варианте предлагаемого изобретения. Режущая пластина 2 представляет собой пластину для нарезания канавок в тяжелой промышленности применительно для металлических заготовок. Режущая пластина 2 имеет плоскую нижнюю опорную поверхность 4, которая проходит в боковом направлении S и в направлении Т вглубь. Направление Н высоты находится под прямым углом в плоскости, образованной нижней опорной поверхностью 4 (то есть под прямым углом к боковому направлению и в направлению Т вглубь). Режущая пластина 2 имеет режущую кромку 6, главное направление которой проходит параллельно боковому направлению S. Режущая кромка 6 выполнена на кромке тела 8 режущей пластины между боковой гранью 10 и верхней гранью 12 указанного тела, причем верхняя грань 12 расположена напротив нижней опорной поверхности 4. Тело 8 режущей пластины также имеет сквозное крепежное отверстие 13, предназначенное для закрепления режущей пластины 2 в принимающем средстве (не показано) держателя для инструмента посредством болта или иного крепежного средства.
В показанном варианте изобретения режущие кромки режущей кромки 6 образованы одной (единственной) центральной режущей кромкой 14 и (только) двумя вторичными режущими кромками 16, 18. Две вторичные режущие кромки 16, 18 расположены вдоль бокового направления S по обеим сторонах центральной режущей кромки 14 и на расстоянии в боковом направлении от указанной кромки. Кроме этого, они смещены относительно центральной режущей кромки 14 в направлении Н высоты таким образом, что центральная режущая кромка 14 выступает относительно нижней опорной поверхности 4 дальше вверх (то есть в направлении высоты), чем вторичные режущие кромки 16, 18. Между центральной режущей кромкой 14 и вторичными режущими кромками 16, 18 предусмотрена одна переходная кромка 20, 22. Переходные кромки 20, 22 соединяют центральную режущую кромку 14 с вторичными режущими кромками 16, 18. Центральная режущая кромка 14 и вторичные режущие кромки 16, 18 выполнены в виде прямой линии, кроме своих соответствующих зон, на каждой из которых выполнено закругление для перехода к переходным кромкам 20, 22. Они проходят параллельно друг другу и вдоль бокового направления S. Переходные кромки 20, 22 выполнены в виде прямой линии, кроме своих соответствующих зон по обеим сторонам. Закругления для перехода к центральной режущей кромке 14 и для перехода к соответствующей вторичной режущей кромке 16 или 18 также выполнены на их соответствующих зонах (это, в частности, приведено на увеличенном виде выносного элемента на фиг. 2).
Тип кромки от центральной переходной кромки 14, через переходную кромку 22, к вторичной режущей кромке 18 может быть виден, в частности, на виде спереди (по направлению Т вглубь) на фиг. 3А и, в частности, на увеличенном виде на фиг. 3В. Центральная режущая кромка 14 и переходная кромка 22 проходят прямолинейно в переход 24, причем переход 24 в данном случае имеет радиус r1 кривизны, равный 0,2 мм. Указанный переход 24 имеет значение, в частности, для разделения стружки и, соответственно, имеет относительно малый радиус кривизны. Переходная кромка 22 и вторичная режущая кромка 18 проходят также прямолинейно в переход 26, причем переход 26 в данном случае имеет радиус r2 кривизны, равный 0,5 мм. В случае показанного варианта изобретения смещение между вторичными режущими кромками 16, 18 и центральной режущей кромкой 14 выполнено исключительно в направлении Н высоты, причем в данном случае указанное смещение h в направлении высоты составляет 2,5 мм. Кроме этого, в данном случае прямолинейный участок переходной кромки 22 наклонен под углом n в 10° относительно направления Н высоты. Соответственно, переходная кромка 22 является нережущей по существу по всей ее длине d в боковом направлении (кроме зон кромки, для которых выполнено закругление) вследствие ее относительно небольшого наклона относительно направления Н высоты. В этом случае длина d в боковом направлении соответствует интервалу d в боковом направлении между центральной режущей кромкой 14 и соседней вторичной режущей кромкой 18 в боковом направлении S.
Как можно видеть, в частности, на фиг. 2 и 3А, режущая пластина 2 и, в частности, линия центральной режущей кромки 14, двух переходных кромок 20, 22 и двух вторичных режущих кромок 16, 18 является зеркально-симметричной относительно плоскости SE симметрии. Кроме этого, линия кромки выполнена непрерывно так, что кромки не перекрывают друг друга. В этом случае плоскость SE симметрии проходит под прямым углом к направлению центральной режущей кромки 14 (проходящей по прямой линии) и пересекает центральную режущую кромку 14 в ее середине. В данном случае плоскость SE симметрии проходит по направлению Н высоты и направлению Т вглубь. На фиг. 4 изображено поперечное сечение режущей пластины 2 по плоскости SE симметрии. В случае этого варианта изобретения боковая грань 28, которая соединяется с кромками (центральная режущая кромка 14, переходные кромки 20, 22 и вторичные режущие кромки 16, 18) в направлении высоты и образована боковой гранью 10 тела 8 режущей пластины, проходит непрерывно под углом 90° относительно нижней опорной поверхности 4. Соответственно в случае этого варианта изобретения не предусмотрено наличие угла бокового наклона. При использовании режущую пластину 2 устанавливают под соответствующим установленным углом режущей кромки, например, 6°. В направлении Т вглубь центральная передняя грань 30 соединяется с центральной режущей кромкой 14, вторичные передние грани 32, 34 соединяются с вторичными режущими кромками 16, 18, и переходные грани 36, 38, по которым при использовании направляют стружечные ленты, соединяются с переходными кромками 20, 22. Центральная передняя грань 30 и вторичные передние грани 32, 34 наклонены незначительно по высоте вдоль направления Т вглубь (что показано на фиг. 1 и 4) до тех пор, пока они не соединяются с задней гранью 40 для стружки, предназначенной для направления и разлома стружки. Кроме соответствующих закруглений в переходных зонах, центральная передняя грань 30, вторичные передние грани 32, 34 и переходные грани 36, 38 выполнены в виде плоских граней, которые по своей форме по существу повторяют вышеописанную форму кромок центральной режущей кромки 14, двух вторичных режущих кромок 16, 18 и для двух переходных кромок 20, 22. Величина угла стружки и угла заострения в зоне центральной режущей кромки 14 по существу совпадает с данной величиной в зоне вторичных режущих кромок 16, 18. Как можно видеть на фиг.1, 2 и 4, центральная режущая кромка 14 и две вторичные режущие кромки 16, 18 снабжены ступенькой 42.
В случае варианта изобретения, показанного на фиг. 1-4, центральная режущая кромка 14 смещена вверх (исключительно) в направлении Н высоты относительно вторичных режущих кромок 16, 18. По сравнению с этим, возможны также другие типы кромок, как описано далее в ряде примеров со ссылкой на фиг. 5A-5D. На фиг. 5A-5D изображены схематичные виды различных типов кромок для одной центральной режущей кромки, двух или более вторичных режущих кромок и переходных кромок и приведены подробности отличий по сравнению с первым вариантом изобретения, описанным со ссылкой на фиг. 1-4. В случае для фиг. 5A-5D смещение между центральной режущей кромкой и вторичными режущими кромками может проходит по направлению высоты и, если это применимо, также по направлению вглубь, причем смещение предпочтительно составляет по меньшей мере 80% по направлению высоты. Наклон переходных кромок лежит в диапазоне от 2° до 20° относительно направления высоты. Типы кромок, показанные на фиг. 5A-5D, реализованы непрерывно зеркально-симметрично относительно плоскости SE симметрии, которая также проходит под прямым углом к направлению центральной режущей кромки и пересекает указанную кромку в середине.
В случае типа кромки, показанного на фиг. 5А, центральная режущая кромка 44 установлена позади по отношению к вторичным режущим кромкам 46 (по направлению высоты и, если это применимо, также по направлению вглубь). В указанном варианте изобретения, в частности, для эффективного разделения стружки, переходы 47 между вторичными режущими кромкам 46 и соседними переходными кромками 48 должны быть выполнены с относительно малым радиусом кривизны, в частности, радиусом кривизны ≤0,3 мм.
Переходные кромки на фиг. 5A-5D проходят по прямой линии и непрерывно имеют наклон 10° относительно направления высоты. Они соответственно образуют нережущий участок 50 по существу по всей своей длине в боковом направлении (кроме закруглений, выполненных, если это применимо, на зонах кромок). Указанные нережущие части 50 показаны схематично на фиг. 5A-5D. Кроме указанных нережущих частей 50, в случае различных вариантов выполнения тип кромки выполнен с возможностью резания по всей своей длине в боковом направлении.
На фиг. 5В длина центральной режущей кромки 52 в боковом направлении очевидно превышает длину вторичных режущих кромок 54 в боковом направлении. Кроме этого, тип кромки точно соответствует типу кромки, описанному со ссылкой на фиг. 1-4.
На фиг. 5С тип кромки центральной режущей кромки 56, вторичных режущих кромок 58, расположенных по обеим сторонам указанной центральной кромки, и соединяющих переходных кромок 57 точно соответствует типам кромки, описанным со ссылкой на фиг. 1-4. Дополнительные переходные кромки 60, которые соединяют вторичные режущие кромки 58 с дополнительными вторичными режущими кромками 62, соединяются по обеим сторонам с вторичными режущими кромками 58. В этом случае дополнительные вторичные режущие кромки 62 расположены на расстоянии в боковом направлении от вторичных режущих кромок 58 и с вертикальным смещением, а также, если есть это применимо, со смещением в глубину относительно вторичных режущих кромок 58. Дополнительные вторичные режущие кромки 62, относительно направления высоты и направления вглубь, имеют аналогичное положение по сравнению с центральной режущей кромкой 56. В указанном варианте изобретения две переходные кромки 57 и две дополнительные переходные кромки 60 имеют нережущие участки 50 по всей своей длине в боковом направлении (кроме закруглений, выполненных, если это применимо, на зонах кромок).
На фиг. 5D тип кромки точно соответствует типу кромки, показанному на фиг. 5С, причем снова используются аналогичные обозначения. По сравнению с фиг. 5С, длина центральной режущей кромки 56 в боковом направлении очевидно превышает длину соседних вторичных режущих кромок 58 в боковом направлении.
Предлагаемое изобретение не ограничено предпочтительными вариантами выполнения, раскрытыми со ссылками на фигуры. В частности, возможны другие типы переходных кромок. В частности, может быть также предусмотрено, что в случае, когда по меньшей мере в одной части вдоль переходных кромок в боковом направлении выполнено перекрытие кромок и/или выполнен достаточно большой наклон относительно направления высоты (превышающий, в частности, 20°), то другая часть в боковом направлении выполнена так, что кромки не перекрывают друг друга, и имеет по меньшей мере на участке относительно небольшой наклон (в частности, меньше 20°) относительно направления высоты. Кроме этого, также возможны другие типы центральной режущей кромки и вторичных режущих кромок, в частности, с криволинейной формой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| РЕЖУЩИЙ МЕХАНИЗМ | 2018 |
|
RU2764671C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2105638C1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2014 |
|
RU2677821C2 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
Режущая пластина имеет нижнюю опорную поверхность, центральную режущую кромку, две вторичные режущие кромки, выполненные по обеим сторонам центральной режущей кромки и смещенные относительно неё, и две переходные кромки, соединяющие центральную режущую кромку с вторичной режущей кромкой, расположенной смежно. Две вторичные режущие кромки выполнены с вертикальным смещением, а также со смещением в глубину относительно центральной режущей кромки и расположены на расстоянии в боковом направлении от центральной режущей кромки. Переходные кромки, расположенные в зоне, в которой кромки не перекрывают друг друга, имеют по меньшей мере на участке наклон n, где 2°≤n≤20° относительно направления высоты, которое проходит под прямыми углами относительно главной плоскости опорной поверхности. Достигается улучшение стружкообразования, повышение стойкости и надежности. 2 н. и 11 з.п. ф-лы, 5 ил.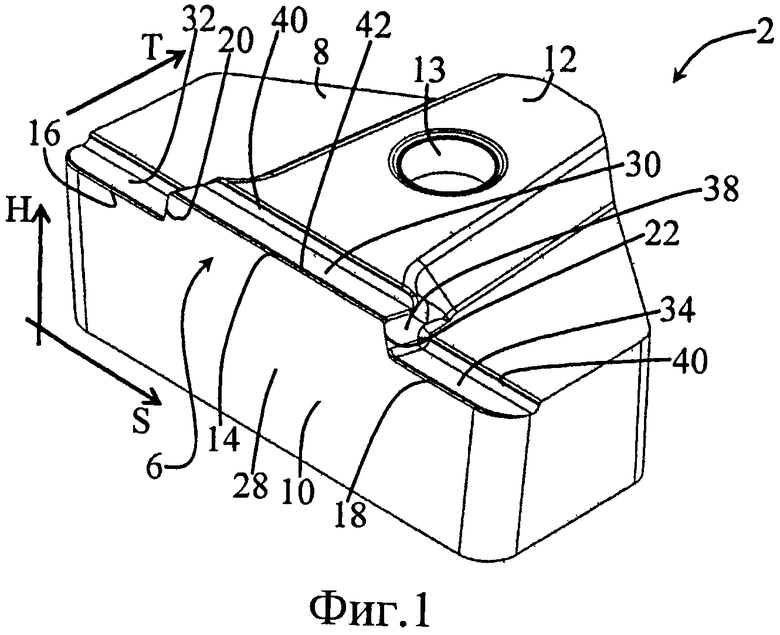
1. Режущая пластина (2) для обработки канавок, имеющая:
нижнюю опорную поверхность (4),
центральную режущую кромку (14; 44; 52; 56),
две вторичные режущие кромки (16, 18; 46; 54; 58), выполненные по обеим сторонам центральной режущей кромки (14; 44; 52; 56) и смещенные относительно нее, и
две переходные кромки (20, 22; 48; 57), соединяющие центральную режущую кромку (14; 44; 52; 56) с расположенными смежно вторичными режущими кромками (16; 18; 46; 54; 58),
при этом каждая из двух вторичных режущих кромок (16, 18; 46; 54; 58) выполнена с вертикальным смещением и со смещением в глубину относительно центральной режущей кромки (14; 44; 52; 56),
отличающаяся тем, что каждая из двух вторичных режущих кромок (16, 18; 46; 54; 58) расположена на расстоянии в боковом направлении от центральной режущей кромки (14; 44; 52; 56), при этом каждая переходная кромка (20, 22; 48; 57), расположенная в зоне, в которой кромки не перекрывают друг друга, по меньшей мере на участке (50) имеет наклон n, где 2°≤n≤20° относительно направления (Н) высоты, которое проходит под прямым углом относительно главной плоскости опорной поверхности (4).
2. Режущая пластина по п. 1, отличающаяся тем, что каждая переходная кромка (20, 22; 48; 57), расположенная в зоне, в которой кромки не перекрывают друг друга, по меньшей мере на участке (50) имеет наклон n, где 5°≤n≤15° относительно направления (Н) высоты.
3. Режущая пластина по п. 1, отличающаяся тем, что линия центральной режущей кромки (14; 44; 52; 56), двух переходных кромок (20, 22; 48; 57) и двух вторичных режущих кромок (16, 18; 54; 58) является по существу зеркально-симметричной относительно плоскости (SE) симметрии, которая проходит параллельно направлению (Н) высоты и под прямым углом к основному направлению центральной режущей кромки (14; 44; 52; 56).
4. Режущая пластина по п. 1, отличающаяся тем, что линия центральной режущей кромки (14; 44; 52; 56), двух переходных кромок (20, 22; 48; 57) и двух вторичных режущих кромок (16, 18; 54; 58) выполнена непрерывно так, что кромки не перекрывают друг друга.
5. Режущая пластина по п. 1, отличающаяся тем, что радиусы (r1; r2) кривизны переходов (24) между центральной режущей кромкой (14; 44; 52; 56) и переходными кромками (20, 22; 48; 57) и/или переходов (26) между переходными кромками (20, 22; 48; 57) и вторичными режущими кромками (16, 18; 46; 54; 58) составляют ≤0,3 мм.
6. Режущая пластина по п. 1, отличающаяся тем, что центральная режущая кромка (14; 52; 56) выступает вперед относительно опорной поверхности (4) дальше чем две вторичные режущие кромки (16, 18; 54; 58).
7. Режущая пластина по п. 1, отличающаяся тем, что смещение между двумя вторичными режущими кромками (16, 18; 46; 54; 58) и центральной режущей кромкой (14; 44; 52; 56) составляет по меньшей мере 80% по направлению (Н) высоты.
8. Режущая пластина по п. 1, отличающаяся тем, что боковое направление (S) проходит параллельно плоскости нижней опорной поверхности (4) и вдоль основного направления центральной режущей кромки (14; 44; 52; 56), при этом расстояние (d) между центральной режущей кромкой (14; 44; 52; 56) и смежными вторичными режущими кромками (16, 18; 46; 54; 58) лежит вдоль указанного бокового направления (S) в следующем диапазоне: 0,04 мм≤d≤1,3 мм.
9. Режущая пластина по п. 1, отличающаяся тем, что смещение h между двумя вторичными режущими кромками (16, 18; 46; 54; 58) и центральной режущей кромкой (14; 44; 52; 56) лежит вдоль указанного направления (Н) высоты в следующем диапазоне: 1,2 мм≤h≤3,5 мм.
10. Режущая пластина по п. 1, отличающаяся тем, что центральная режущая кромка (14; 44; 52; 56) и две вторичные режущие кромки (16, 18; 46; 54; 58) выполнены по существу прямолинейными.
11. Режущая пластина по п. 1, отличающаяся тем, что две переходные кромки (20, 22; 48; 57) выполнены по существу прямолинейными.
12. Режущая пластина по одному из пп. 1-11, отличающаяся тем, что одна центральная передняя грань (30), соединяющаяся с центральной режущей кромкой (14; 44; 52; 56), две переходные грани (36, 38), соединяющиеся с двумя переходными кромками (20, 22; 48; 57), и/или две вторичные передние грани (32, 34), соединяющиеся с двумя вторичными режущими кромками (16, 18; 46; 54; 58), выполнена/выполнены по существу плоскими.
13. Способ обработки заготовки путем проточки канавок с использованием режущей пластины (2) с режущей кромкой (6), которая имеет одну центральную режущую кромку (14; 44; 52; 56), две вторичные режущие кромки (16, 18; 46; 54; 58), выполненные по обеим сторонам центральной режущей кромки (14; 44; 52; 56) и расположенные на расстоянии в боковом направлении от центральной режущей кромки (14; 44; 52; 56) и со смещением относительно нее, и две переходные кромки (20, 22; 48; 57), каждая из которых соединяет центральную режущую кромку (14; 44; 52; 56) со смежной вторичной режущей кромкой (16, 18; 46; 54; 58), при этом указанный способ включает:
A) вращение обрабатываемой заготовки;
B) подачу режущей пластины (2) во вращающуюся обрабатываемую заготовку с таким относительным расположением, что центральная режущая кромка (14; 44; 52; 56) выровнена в зоне контакта режущей кромки (6) с заготовкой под прямым углом к направлению перемещения материала заготовки, причем переходные кромки (20, 22; 48; 57) в зоне, в которой кромки не перекрывают друг друга, на участке имеют наклон в зоне контакта кромки (6) с заготовкой в диапазоне между 2° и 20° относительно указанного направления перемещения материала заготовки.
| WO 2008014934 A1, 07.02.2008 | |||
| Канавочный резец | 1979 |
|
SU831388A1 |
| Режущая пластина для отрезного инструмента | 1981 |
|
SU965605A1 |
| Резец | 1988 |
|
SU1516240A1 |

