В заявке согласно изобретению предложено усовершенствованное технологическое устройство для нанесения покрытия на частицы с использованием нового вихревого генератора воздушного потока, который предоставляет возможности для развития в области химико-фармацевтической технологии производства. Изобретение заключается в усовершенствовании технологического оборудования для обработки частиц путем напыления снизу, а также в использовании в работе принципа вихревого генератора. В частности, изобретение представляет собой конструкторское решение, в отношении существенных признаков устройства для нанесения покрытия на частицы, которое повышает качество покрытия. Изобретение, в соответствии с международной патентной классификацией, относится к классу A61J 3/06.
Предлагаемое устройство обеспечивает эффективное решение технической проблемы, сужая разброс по толщине покрытия как для малых, так и для крупных частиц. Нанесение покрытий функционального назначения на частицы является распространенным технологическим процессом в химико-фармацевтической промышленности. Это, в частности, относится к изделиям фармацевтической промышленности, чья функция обусловлена пролонгированным высвобождением терапевтических веществ, и у которых скорость растворения терапевтического вещества зависит от диффузии через покрытие, в то время как толщина и равномерность покрытия разных частиц играют крайне важную роль при обеспечении необходимых кинетических характеристик высвобождения вещества. Создание технологического устройства, способного сузить разброс по толщине покрытия частиц, также важно при нанесении покрытия на частицы для их защиты от атмосферных, физиологических и других воздействий. В этом случае функциональность покрытия частиц обеспечивается меньшим количеством материала, вследствие чего технологический процесс отнимает меньше времени и энергии. Основная проблема заключается в нанесении покрытия на мелкие частицы размером от 50 мкм до 300 мкм, которые из-за малой массы и инерции более склонны к нежелательному эффекту агломерации. Неагломерированные небольшие частицы с покрытием играют важную роль в фармацевтических и химических технологиях из-за их большей поверхностной площади по сравнению с более крупными частицами. При напылении на частицы дисперсионного покрытия, содержащего терапевтическое вещество, в частности, в фармацевтической промышленности, одним из важнейших показателей является максимальная эффективность потребления материала в процессе покрытия, которая чаще всего зависит от расположения и угла наклона форсунки и плотности частиц вокруг форсунки.
Известные технологические устройства для нанесения покрытия на частицы, работающие с применением псевдоожиженного слоя, идеально подходят для нанесения покрытия на частицы размером от 50 мкм до 6 мм.
Технологические устройства для нанесения покрытия на частицы, использующие вихревую технологию, условно делят на следующие группы:
устройства, производящие напыление сверху; устройства, производящие напыление по касательной; а также устройства, производящие напыление снизу. Технологические устройства, производящие напыление сверху, в первую очередь предназначены для гранулирования, однако в случае нанесения покрытия необходимость мелкодисперсионного рассеивания, обеспечивающего качественное покрытие, приводит к более сильному нежелательному эффекту высыхания раствора для покрытия. Если опустить форсунку ниже, то расстояние от форсунки до частиц будет меньше, однако, из-за противоположного потока воздуха псевдоожижения и сжатого воздуха от двухканальных форсунок нарушается траектория перемещения частиц, что ведет к избыточному увлажнению сетки в нижней части устройства.
Технологические устройства для нанесения покрытия с помощью напыления по касательной, в комбинации с вращающейся пластиной, представляют проблему из-за тесного контакта частиц на траектории их перемещения и относительно небольшого потока тепла через рабочую камеру, что обычно приводит к агломерации мелких частиц, на которые необходимо нанести покрытие.
В случае использования технологического устройства, производящего напыление снизу, расстояние между форсунками и частицами мало, и в то же время форсунка направлена в сторону потока воздуха для псевдоожижения или в сторону частиц. Известная версия устройства, производящего напыление снизу, содержит разделительный цилиндр - или так называемый внутренний цилиндр, расположенный по центру над форсункой и немного выше распределительной пластины. При наличии разделительного цилиндра, рабочая камера выполняет работу в соответствии с принципами циркулирующего псевдоожиженного слоя по технологии, названной в честь ее изобретателя: камера Вурстера. Преимуществом этого устройства является то, что область нанесения покрытия на частицы отделена от области сушки, более того, в связи с пневмотранспортировкой частиц внутри цилиндра и вокруг форсунки, скорость частиц относительно высока и составляет 0,7-2 м/с, что снижает возможность агломерации частиц. Перемещение частиц повторяется по кругу, то есть имеет вид контролируемого перемещения.
Тем не менее проблемы нанесения покрытия с использованием известной камеры Вурстера проявляются в виде неравномерного наслоения при нанесении пленочного покрытия на совокупность частиц. Это происходит вследствие того, что частицы перекрывают друг друга в области напыления дисперсионного покрытия, создавая эффект "мертвой зоны" для потока частиц, а также вследствие несоизмеримости ускорений, которые приобретают наименьшие и наибольшие частицы в процессе нанесения покрытия на совокупность частиц. Объемная доля гранул в области напыления и эффект взаимного перекрытия зависят от проточной среды псевдоожижения - воздуха или другого инертного газа, а также от регулировки высоты разделительного цилиндра. Эффект "мертвой зоны" для потока частиц сфокусирован в углу, образованном наружной стенкой технологического устройства и распределительной пластиной, так как расположенные ближе к наружной стенке разделительного цилиндра частицы сначала неоднократно попадают в область горизонтальной транспортировки, а также в область нанесения покрытия и вертикальной транспортировки, и, таким образом, неоднократно участвуют в циркуляции через цилиндр в процессе нанесения покрытия и, следовательно, имеют более высокую степень покрытия. Эффект "мертвой зоны" сильнее проявлен при более низких положениях внутреннего цилиндра, несмотря на то что в области мертвой зоны распределительной пластины находятся большие отверстия, которые, за счет локального увеличения потока газа, должны были бы уменьшить или ликвидировать эту проблему. Если нанести покрытие на совокупность частиц с широким гранулометрическим составом, то по окончании процедуры у крупных частиц более толстый слой покрытия, чем у мелких частиц. Это происходит из-за особенности вертикальной транспортировки частиц, так как мелкие частицы имеют лучшее отношение площади поперечного сечения к массе, чем крупные частицы, и следовательно, после пересечения разделительного цилиндра, мелкие частицы имеют большую скорость, чем крупные частицы и, таким образом, поднимаются выше, в результате чего время подъема и спуска увеличивается для меньших частиц по сравнению с находящимися в рабочей камере более крупными частицами. Доказано, что при нанесении покрытия количество пересечений частицей разделительного цилиндра за время покрытия зависит от начального размера частицы.
Кроме того, из-за относительно высокой плотности частиц у внутренней стенки разделительного цилиндра и столкновений между частицами, возможен довольно быстрый рост агломерации частиц с размерами в диапазоне от 50 мкм до 300 мкм, несмотря на сушку, из-за сильного локализованного сквозного потока нагретого воздуха.
Ниже приведены подробные описания известных решений, примененных в устройстве Вурстера.
Известно, что вихревой поток жидкости внутри труб улучшает передачу тепла двухфазному потоку в результате увеличения пути жидкости и, следовательно, времени контакта с частицей, на определенном расстоянии в осевом направлении потока, как указано в работе Алгифри А.Х. с соавторами «Теплообмен в турбулентном распадающемся вихревом потоке в круглой трубе» в «Международном журнале по тепломассообмену», 1988 г., 31 (8): 1563-1568. Благодаря улучшенной передаче тепла, проблема нанесения покрытия на мелкие частицы должна уменьшаться.
Известна также статья о повышении теплового коэффициента полезного действия во время сушки внутри устройства с конструкцией, отличной от устройства Вурстера, и работа которого основана на вихревом принципе с использованием вихревого генератора воздушного потока в форме лезвия. При использовании устройства с вихревым потоком обеспечено улучшение характеристик, таких как снижение времени сушки и конкретных скоростей сушки от 5% до 25% и повышение эффективности сушки до 38%, как показано М. Озбеж, М.С. Сойлемец, «Преобразование и управление энергией», 46, 2005 г., 1495-1512.
Включение вихревого потока в камеру Вурстера сужает разброс по толщине покрытия для совокупности покрытых частиц с узким гранулометрическим составом примерно на 43%, как показано П.У.С. Хэн и соавторами в работе, напечатанной в «Международном журнале фармацевтики», 327, 2006 г., 26-35. По сравнению с обычной камерой Вурстера, использование вихревого потока также существенно снижает возникновение агломерации, что показано в работе Э.С.К. Танг с соавторами, опубликованной «Международным журналом фармацевтики», 350, 2008 г., 172-180, в то же время эффективность покрытия для данной версии по сравнению с обычной камерой была несколько хуже.
Патентный документ США №5718764 касается вихревого потока и описывает, как фирмой «Аероматик» реализовано решение для защиты генератора воздушного вихревого потока в рамках устройства для нанесения покрытия путем напыления снизу, то есть в камере Вурстера. Осуществленные согласно указанному патентному документу варианты изобретения показали некоторое улучшение однородности пленочных покрытий, а именно, за счет эффекта растворения пигмента покрытого ядра через более или менее непрерывный, нерастворимый покрывающий слой. Учитывая, что до этого уже было известно влияние вихревого потока на передачу тепла, что показано Алгифри А.Х. и соавторами в работе «Теплообмен в турбулентном распадающемся вихревом потоке в круглой трубе» в «Международном журнале по тепломассообмену», 1988 г., 31 (8): 1563-1568, документ описывает оригинальную конструкцию, формирующую вихревой поток воздуха. Патентный документ США №6492024 В1 касается гранулирования с помощью вихревого потока и описывает процесс гранулирования в комбинации с использованием устройства генерации воздушного потока для нанесения покрытия из патента США №5718764.
Патентная заявка Словении №Р-200800295 описывает техническую задачу сужения разброса по толщине пленочного покрытия, снижения агломерации частиц и увеличения эффективности покрытия частицы за счет инновационной конструкции вихревого генератора воздушного потока, что, однако, не обеспечивает высокой адаптивности при формировании двухфазных потоков. Возможности для оптимизации процесса нанесения покрытия, таким образом, ограничены. Более того, в процессе нанесения покрытия, в разделительном цилиндре образуются цепочки твердых частиц, вследствие чего частицы перекрывают друг друга в области напыления покрывающего раствора, что приводит к снижению равномерности толщины пленочного покрытия. Существует постоянная потребность в устройстве для технологического процесса нанесения покрытия на частицы, которое:
- по сравнению с существующими конструкторскими решениями камеры Вурстера, обеспечивает материально- и энергосберегающий процесс нанесения покрытия на частицы, результатом которого является совокупность покрытых частиц с достаточно низкой вариативностью пленочного покрытия и уменьшенной агломерацией частиц;
- благодаря своим адаптивным возможностям обеспечивает оптимальную настройку потока и высококачественное покрытие для широкого спектра потенциальной продукции, в том числе обеспечивает качественное покрытие для как можно более широкого гранулометрического состава частиц.
Исходя из описанных выше функциональных признаков, требуется малогабаритное технологическое устройство для нанесения покрытия, в комбинации с низкими инвестиционными затратами, которые обеспечили бы простой масштабный переход к промышленным установкам.
Предлагаемое изобретение решает техническую задачу снижения разброса по толщине пленочного покрытия, задачу снижения степени агломерации частиц, а также задачу повышения эффективности покрытия. Конструктивное решение заключается в инновационной конфигурации вихревого потока воздуха, как показано на Фиг.3, 4, 5, обеспечивающей график скорости воздушного потока на входе в нижнюю часть цилиндра отличный от графика, обусловленного параметрами известного вихревого потока.
Относительное стандартное отклонение ОСО (RSD) по толщине пленочного покрытия также меньше по сравнению с другими известными устройствами и значительно меньше по сравнению с известной камерой Вурстера, как показано П.У.С. Хэн и соавторами в «Международном журнале фармацевтики», 327, 2006 г., 26-35. Инновационная конструкция предлагаемого устройства также уменьшает проблему зависимости толщины пленочного покрытия от начального размера покрываемых частиц. Имеется возможность, за счет определенных изменений компонентов вихревого генератора воздушного потока, оказывать значительное влияние на характеристики двухфазного потока частиц газа, от которых зависит качество покрытия, что позволяет использовать устройство с широким ассортиментом продукции.
Далее изобретение раскрыто на основе примеров, приведенных со ссылками на следующие чертежи:
Фигура 1 - схематическое изображение предлагаемого технологического оборудования для нанесения покрытия на частицы, вид в разрезе;
Фигура 2 - местный вид технологического устройства с вихревым генератором воздушного потока; вихревой генератор;
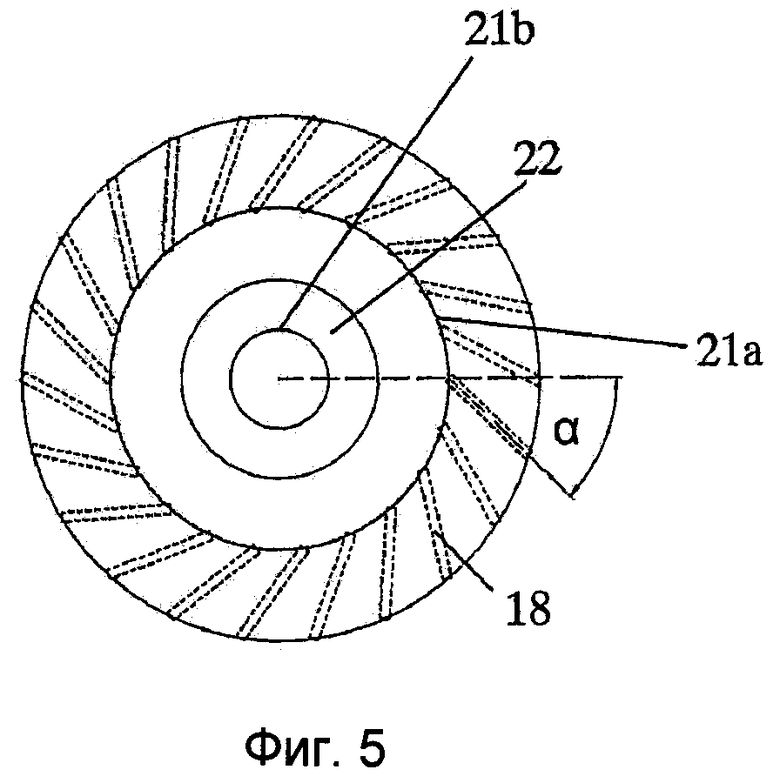
Фигуры 3, 4, 5 - конфигурация вихревого генератора;
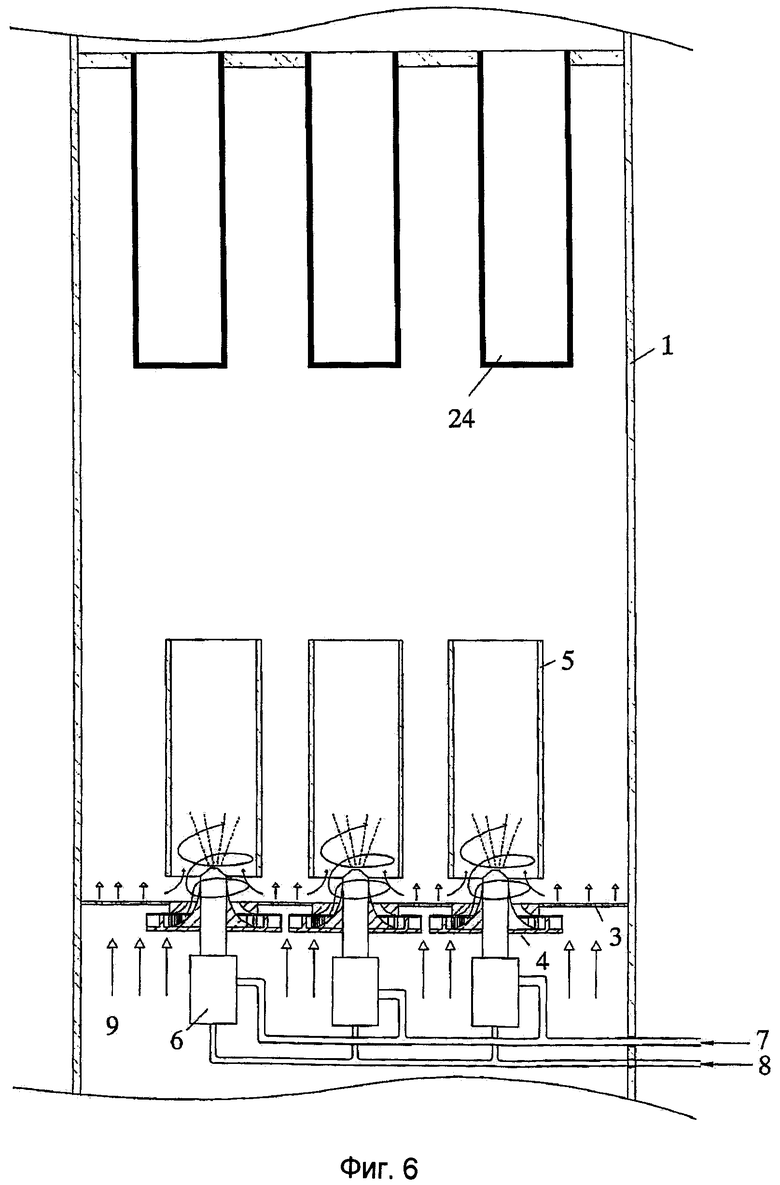
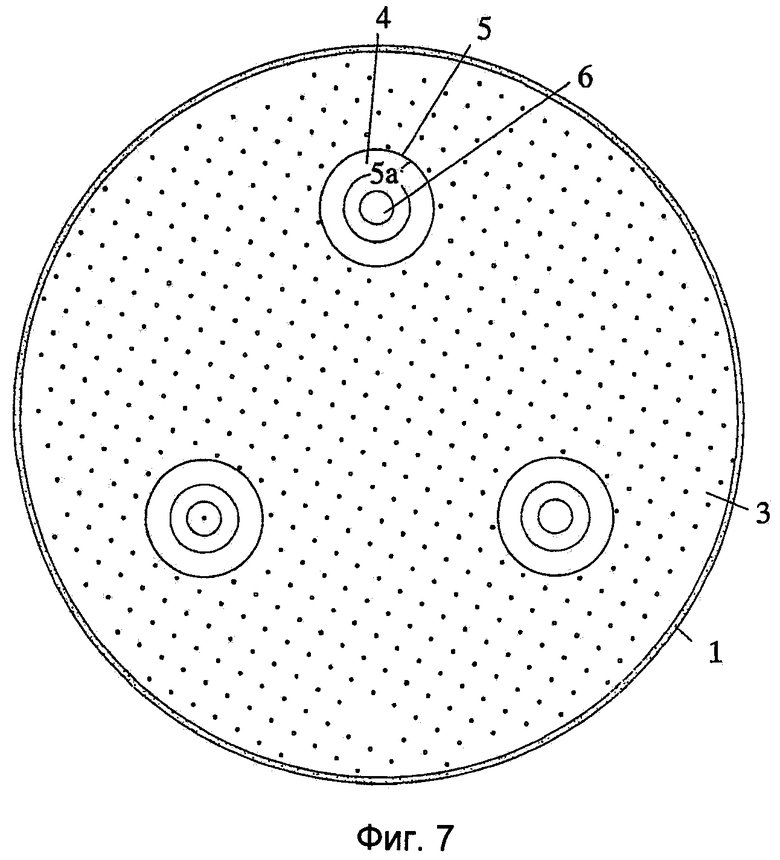
Фигуры 6, 7 - схематическое изображение полупромышленного или промышленного варианта исполнения предлагаемого устройства для нанесения покрытия на частицы.
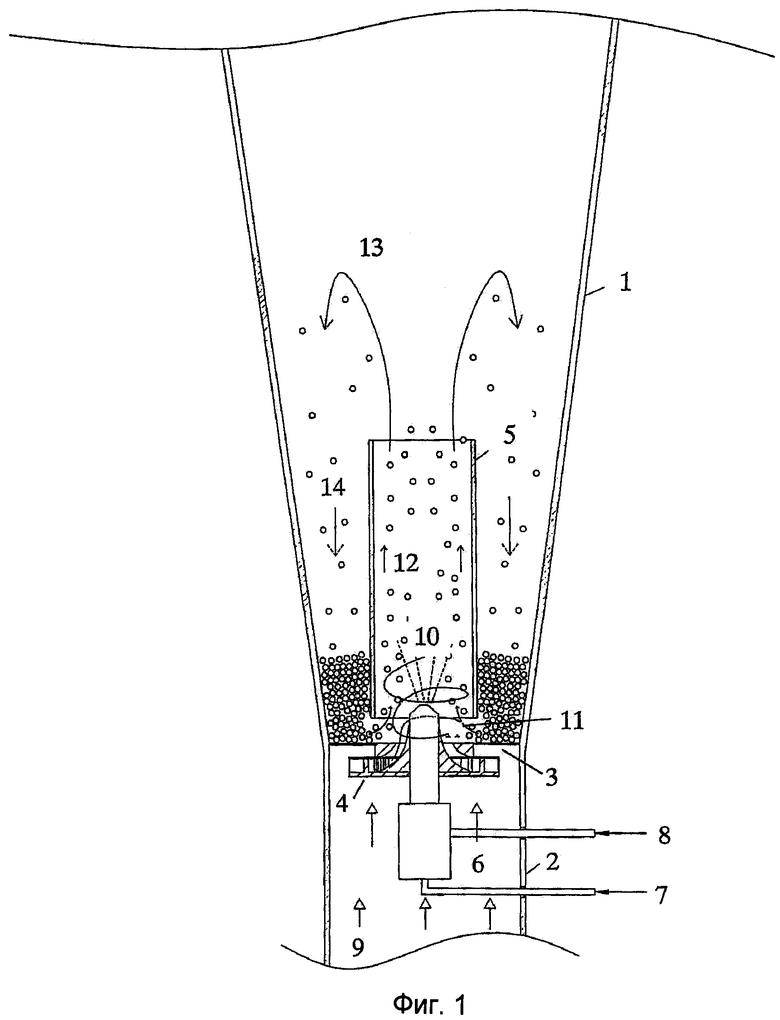
На Фиг.1 на виде в разрезе схематически представлено технологическое устройство для нанесения покрытия на частицы, состоящее из наружной стенки (1), которая в нижней части устройства имеет форму цилиндрической оболочки или усеченного конуса. В нижней части устройства, где частицы остаются в процессе нанесения покрытия, расположен генератор (4) вихревого потока воздуха, с газораспределительной пластиной (3) во внешней части, у наружной стенки (1) устройства. Газораспределительная пластина (3), имеющая на виде сверху кольцевую форму, выполнена, в частности, в виде плоского, изогнутого, наклонного или ступенчатого элемента. Прямо над газораспределительной пластиной (3) и вихревым генератором (4) расположена металлическая сетка с отверстиями в диапазоне приблизительно от 10 микрон до 100 микрон. Через центр вихревого генератора (4) воздушного потока распылительная форсунка (6) подает суспензию или диспергированное напыляемое покрытие.
Данную операцию выполняют в один либо в несколько этапов. Распыляющая форсунка (6) с двойным каналом, показанная на Фиг.1, имеет канал (7) для дисперсионного покрытия и канал (8) для сжатого газа. Ниже уровня газораспределительной пластины (3) и вихревого генератора (4) воздушного потока стенкой (2) технологического устройства образовано пространство для приема псевдоожиженной среды (9), которой обычно является воздух. Давление в этой части технологического устройства высокое, с учетом пространства технологического устройства выше вихревого генератора (4) воздушного потока и газораспределительной пластины (3). Разделительный цилиндр (5) цилиндрической формы закреплен по центру рабочей камеры на такой высоте, чтобы образовать прорезь, обычно размером в диапазоне от 5 мм до 25 мм, между вихревым генератором (4) и газораспределительной пластиной (3).
При серийной реализации технологического устройства обнаружено, что частицы формируют слой вокруг разделительного цилиндра (5), над плоской или изогнутой газораспределительной пластиной (3). Этот слой принимает вид свободного статического скопления или жидкой, например, плавающей, массы, в зависимости от количества и расположения отверстий в наружной газораспределительной пластине (3), вихревой псевдоожиженной среды (9), а также от размера и плотности частиц. В горизонтальном сечении разделительного цилиндра (5) расположенный по центру вихревой генератор (4) воздушного потока создает вихрь (17) с осевой и тангенциальной составляющей. Вихревой поток воздуха (17) в области прорези, между разделительным цилиндром (5) и внешней газораспределительной пластиной (3), создает отрицательное давление из-за больших локальных отклонений скорости движения газа. Этим обусловлена горизонтальная тяга частиц (11) по направлению к области прорези. Из-за достаточно большой осевой и тангенциальной составляющих скорости газа, частицы поднимаются вертикально от уровня вихревого генератора (4) в направлении, указанном стрелкой (12), вдоль разделительного цилиндра (5), где они частично следуют за движением газа в вихревом потоке, благодаря тангенциальной составляющей воздушного потока. При движении вертикально вверх, частицы пролетают через область (10) напыления, где распыляется покрывающий раствор. В этой области (10) происходит случайное столкновение частиц и капель, после чего капля распределяется по поверхности частицы, и возможно частичное проникновение жидкости также и вовнутрь частицы.
Частицы вдоль всего цилиндра (5) приобретают ускорение, однако, на выходе из цилиндра (5) их скорость начинает уменьшаться, так как скорость воздуха в этом месте быстро падает из-за быстрого расширения этой части устройства для технологического процесса, и таким образом, из-за большей силы сопротивления, воздействующей на частицы в потоке газа. Частицы, преодолев максимальную высоту в расширяющейся части (13) технологического устройства, падают между внешней стенкой разделительного цилиндра (5) и наружной стенкой (1) технологического устройства на слой частиц в нижней части устройства. Процесс сушки непрерывен в течение всего времени перемещения частиц вверх и вниз, и, следовательно, на момент контакта с нижним слоем, частица, по существу, высушена. В процессе нанесения покрытия созданы условия, способствующие процессу нанесения покрытия, а не агломерации частиц. Это обусловлено сбалансированной скоростью подачи дисперсии для нанесения покрытия, регулированием размера капель в распыляющем потоке и силой нагревающего потока, регулируемого с помощью сквозного потока по температуре псевдоожиженной среды. Перемещения частиц в камере в процессе нанесения покрытия допустимо рассматривать как повторяющиеся по кругу и неоднократно проходящие сквозь зону нанесения покрытия. Таким образом, с течением времени поверхность частицы приобретает непрерывное покрытие, толщина которого растет в процессе нанесения покрытия.
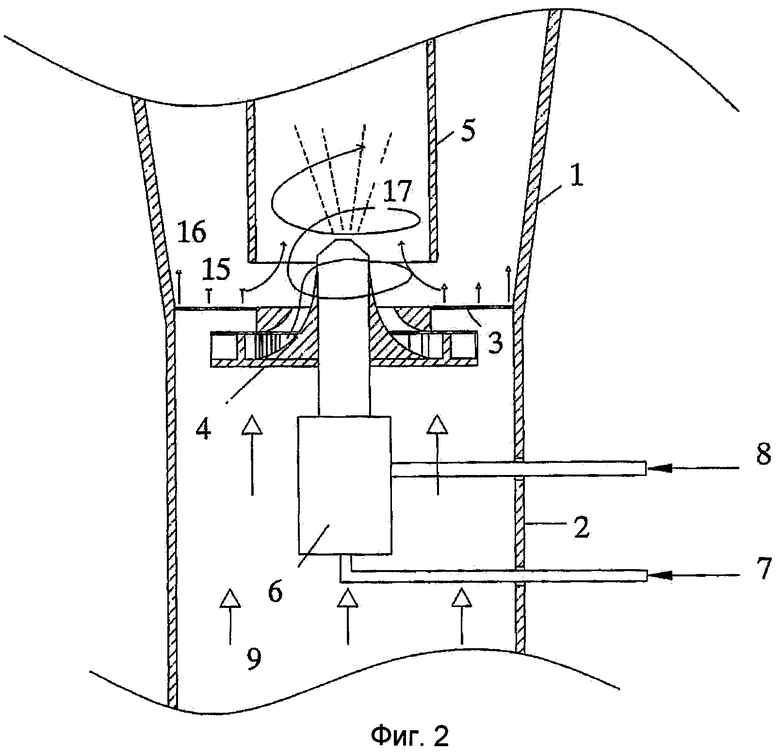
На Фиг. 2 показан местный вид технологического устройства вблизи вихревого генератора (4) воздушного потока и форсунка (6) с распределением и формой локальных потоков (15), (16), (17) псевдоожиженной среды. На внешней газораспределительной пластине (3) явно выражено распределение отверстий по плотности и диаметру. В области газораспределительной пластины (3), на наружной стенке (1) технологического устройства, обычно расположена полоса отверстий большего диаметра, которая локально генерирует больший поток (16) среды, чем другие отверстия газораспределительной пластины (3). Таким образом, происходит уменьшение скопления частиц в углу, между газораспределительной пластиной (3) и наружной стенкой (1) технологического устройства.
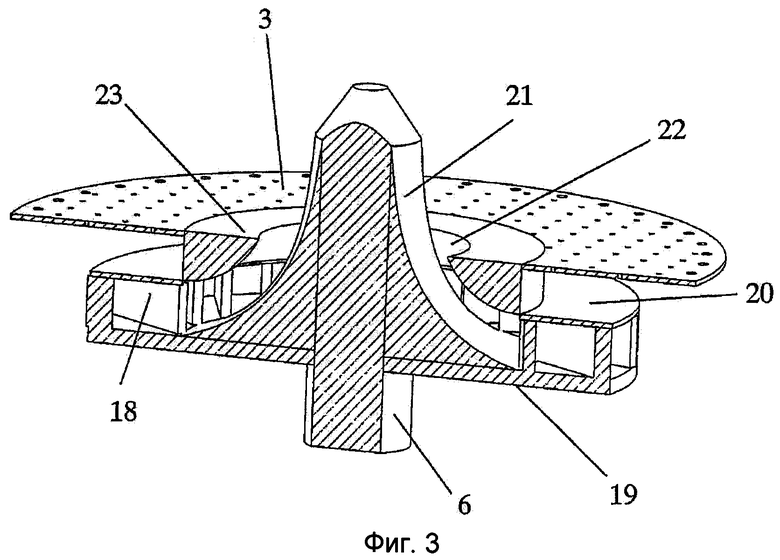
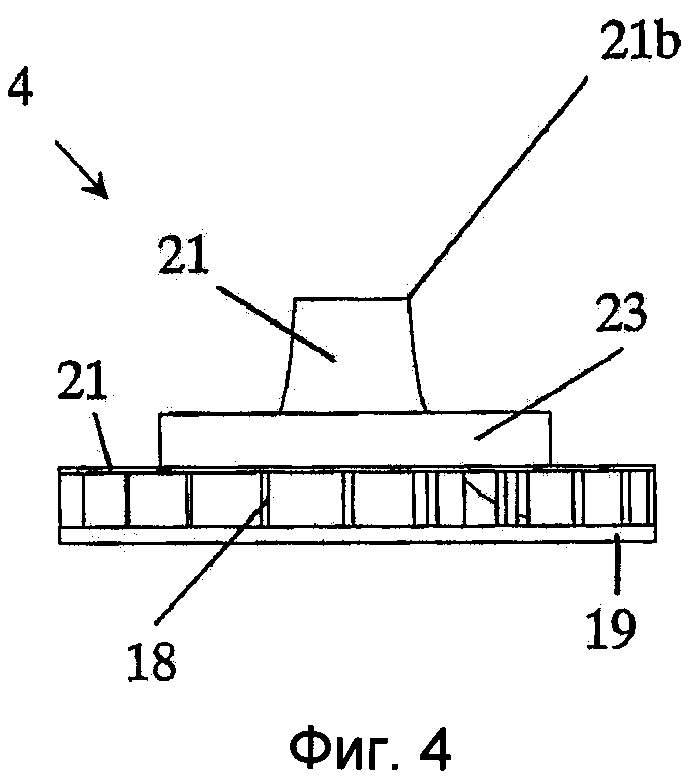
На рисунках 3, 4 и 5 показана конфигурация вихревого генератора (4) воздушного потока. Между двумя осесимметричными стенками (19) и (20) установлены перегородки (18) для направления газа. Исходя из центрального плана стенок (19), (20), перегородки (18) для направления потока воздуха расположены под углом α, значение которого обычно находится пределах от 10° до 80°. Предпочтительно, чтобы общая площадь щелевого зазора, определяемого осесимметричными стенками (19) и (20) в положении, где генератор прикреплен к краю газораспределительной пластины (3), могла составлять от 5% до 90% горизонтальной площади сечения, определяемого внутренним краем (5а) разделительного цилиндра (5). При этом плоский, изогнутый, наклонный или ступенчатый элемент, в виде которого, как отмечено выше, выполнена газораспределительная пластина (3), предпочтительно имеет долю свободной поверхности, пропускающей поток газа, например, через отверстия, в пределах от 1% до 50%. За счет изменения площади щелевого зазора и доли свободной поверхности для пропускания газа в указанных пределах достигается возможность адаптации, так чтобы получить оптимальную настройку потока и высококачественное покрытие для широкого спектра потенциальной продукции, в том числе качественное покрытие для частиц как можно более широкого гранулометрического состава.
В центре нижней пластины (19) установлена рама (21) в форме рога. Форма рамы (21) придает направление воздушному потоку, поступающему из области, ограниченной пластинами (19) и (20), в которой установлены перегородки (18), задающие вихревому потоку направление вверх сквозь кольцевую прорезь (22), образованную по внутреннему краю и внутренней стенке рамы (23), расположенной между верхней пластиной (20) и газораспределительной пластиной (3) с одной стороны, и стенкой (21) рамы с другой. Таким образом, обеспечено формирование вихревого потока. Параметры потока газа зависят от формы и расположения направляющих воздушный поток перегородок (18), от формы рамы (21), а также от фактической площади поверхности кольцевой прорези (22) между корпусами (21) и (23). Площадь поверхности кольцевой прорези, для некоторых сквозных газовых потоков, является параметром, влияющим на скорость газа под разделительным цилиндром (5). Эта скорость является одним из факторов, оказывающих воздействие на поток гранул в разделительном цилиндре (5) и, таким образом, на структуру двухфазного потока в разделительном цилиндре (5). Если представить структуру вихревого воздушного потока в форме спирали, то на форму спирали легко повлиять, за счет смены угла разворота перегородок (18), направляющих поток воздуха, формы рамы (21) и внутренних стенок рамы (23). Предлагаемое конструкторское решение облегчает возможность изменения тех частей, которые осуществляют регулирование и, таким образом, создания необходимой структуры воздушного потока спирали, обеспечивающей оптимальные условия для нанесения покрытия, которые могут варьироваться в зависимости от конкретных вариантов исполнения. Форсунка (6) для напыления раствора или дисперсного покрытия устанавливается по центру выполненной в форме рога рамы (21).
Генератор (4) вихревого воздушного потока обеспечивает снижение относительного стандартного отклонения ОСО (RSD) толщины покрытий, как показывает сравнение результатов в таблицах 2 и 3. Это происходит потому, что в результате циркуляции следующих за воздушным потоком частиц уменьшено число случаев перекрытия частиц друг другом, так как все частицы более равномерно распределены по всему объему разделительного цилиндра (5). Из-за более высокой общей скорости воздуха, осевой и касательной, происходит более эффективное всасывание вихревым воздушным потоком частиц, что снижает эффект мертвой зоны, а значит и обеспечено уменьшение разброса по толщине нанесенного покрытия. По сравнению с техническими показателями, подробно описанными в патентной заявке №Р-200800295, поток частиц в разделительном цилиндре (5) устройства по предлагаемому изобретению не содержит скоплений частиц в виде цепочек и является значительно более однородным. Благодаря вышеописанному перемещению частиц внутри цилиндра, являющемуся результатом вихревого потока воздуха, обеспечено возрастание эффективности покрытия и равномерности толщины поверхностной пленки. Благодаря улучшенной передаче тепла в результате удлинения пути перемещения частиц через цилиндр и расширенную часть устройства, а также сокращения локальной плотности и числа столкновений гранул со стенкой цилиндра, в технологическом устройстве, которое использует вихревой генератор (4), обеспечено значительное уменьшение степени агломерации частиц, по сравнению с обычной камерой Вурстера. Вследствие центробежного движения более мелкие частицы устремляются к нижней части устройства после прохождения через цилиндр. Это уменьшает проблему зависимости толщины покрытия от начального размера частиц, характерную для известной камеры Вурстера.
На Фиг. 6 и 7 показан полупромышленный или промышленный вариант исполнения предлагаемого устройства с вихревым генератором (4) для нанесения покрытия на частицы, в котором увеличение производительности устройства обеспечено за счет увеличения числа воздушных потоков вихревых генераторов (4), напыляющих форсунок (6) и разделяющих цилиндров (5) в пределах одного технологического устройства, ограниченного внешней стенкой (1).
Очевидно, что приведенные выше описания и относящиеся к ним изображения представлены в качестве примеров. Таким образом, изменения, которые не отходят от сущности изобретения, трактуются как входящие в объем изобретения. Например, предлагаемая конструкция не исключает возможности того, что газораспределительная пластина (3) имеет плоскую, изогнутую, наклонную или ступенчатую форму. Также не исключена возможность того, что совокупность отверстий в распределительной пластине (3) состоит, в частности, из щелей и целого спектра разнообразных прорезей. Таким же образом, не исключено, что высота верхнего края (21b) элемента, имеющего форму рога (21), и высота форсунки (6) больше, меньше или равны высоте, на которой расположена распределительная пластина (3). Также не исключена возможность выполнения распределителей (18) воздушного потока прямыми или, например, изогнутыми или в форме лопасти или, например, паза. Нижняя поверхность нижней стенки (19) не обязательно должна быть плоской. Например, не исключена возможность ее изготовления в форме полушария, что способствует снижению потерь давления газа при прохождении его через генератор (4) вихревого воздушного потока.
Примеры вариантов исполнений
В 1-м и 2-м вариантах исполнений 1 кг выполнено покрытие гранул пищевым красителем тартразином. В процессе нанесения покрытия произведено напыление 915 г водного раствора гидроксипропилметилцеллюлозы (ГПМЦ) 8% весовой концентрации с содержанием красителя 10,9% весовой концентрации. По завершении процесса нанесения покрытия взято 30 проб гранул, по 10 гранул в каждой, после чего пробы были растворены в фосфатном буфере с рН 6,5. Затем с помощью спектрофотометра определена концентрация красителя при заданной длине волны 425 нм. На основе совокупности измерений концентрации красителя рассчитано относительное стандартное отклонение ОСО пленочного покрытия, так как, при узком и ограниченном распределении круглых гранул, изменения в концентрации растворенного красителя служат показателем толщины пленочного покрытия гранулы перед ее растворением. Для расчета относительного стандартного отклонения ОСО по величине пленочного покрытия между наборами гранул использованы методы и уравнения, приведенные в работах Чен Х.Х., Тэртон Р., «Прогнозирование вариабельности при использовании оборудования для нанесения псевдоожиженного покрытия». II. Роль скорости нанесения покрытия из неоднородных частиц при использовании оборудования для нанесения псевдоожиженного покрытия с нижним напылением». «Развитие и технологии в фармацевтике» 5, 2000, 323-332.
В примерах осуществления изобретения определены следующие параметры технологического процесса.
Для всех предварительных испытаний по нанесению покрытия расход воздуха в переоборудованной рабочей камере составил 141 м3/ч. При испытаниях по нанесению покрытия использовались разделительные цилиндры высотой 10 мм и 20 мм, задающей расстояние от распределительной пластины, и кольцевые прорези между форсункой и распределительной пластиной с внешними диаметрами 38,5 мм, 45 мм и 52 мм. В общей сложности проведено 6 предварительных испытаний по нанесению покрытия, в которых определены значения ОСО пленочного покрытия, эффективность покрытия и степень агломерации гранул. Для расчета эффективности покрытия взято частное от деления фактического прироста массы гранул при нанесении покрытия на теоретически рассчитанное количество сухого материала частиц в нанесенном напылением дисперсионном покрытии. Также выполнено 6 повторных покрытий с применением метода, предложенного в патентной заявке №Р-200 800 295. В ходе этих испытаний определены значения ОСО пленочного покрытия, эффективность покрытия и степень агломерации гранул.
В таблицах 2 и 3 представлены средние значения, полученные в результате произведенных шести замеров. В каждом испытании по нанесению покрытия покрытие нанесено на 1000 г предварительно просеянных гранул размером от 800 мкм до 1000 мкм. Во всех испытаниях по нанесению покрытия на гранулы значение относительной влажности поступающего воздуха находилось в пределах от 30% до 34%, а температура окружающей среды поддерживалась на 17ºС.
Сравнительные эксперименты
Экспериментальные результаты показывают, что исполненный согласно изобретению новый генератор (4) вихревого воздушного потока повышает эффективность использования материала и однородность покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ ТВЕРДЫХ ВЕЩЕСТВ В АППАРАТЕ С ПСЕВДООЖИЖЕННЫМ СЛОЕМ | 2012 |
|
RU2602888C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЫПУЧИХ ПРОДУКТОВ ИЗ ЖИДКИХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457025C1 |
| Устройство для нанесения покрытий на гранулы сферической формы | 2024 |
|
RU2826660C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТАБЛЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217243C2 |
| Аппарат для проведения процессов во взвешенном слое | 1985 |
|
SU1318284A2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ МОЧЕВИНЫ | 2006 |
|
RU2432200C2 |
| СУШИЛКА КИПЯЩЕГО СЛОЯ С ИНЕРТНОЙ НАСАДКОЙ | 2007 |
|
RU2326302C1 |
| Распылительная сушилка | 1973 |
|
SU751336A3 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРОДУКТА В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2022 |
|
RU2798165C1 |
| СУШИЛКА КИПЯЩЕГО СЛОЯ С ИНЕРТНОЙ НАСАДКОЙ | 2007 |
|
RU2334186C1 |
Предметом изобретения является усовершенствованное технологическое устройство для нанесения покрытия на частицы с использованием нового вихревого генератора воздушного потока, который обеспечивает параметры вихревого потока газа в пределах областей в разделительном цилиндре, а также между разделительным цилиндром и распределяющей поток перфорированной пластиной, что ведет к повышению равномерности и качества исполнения покрытия, снижению материалоемкости и повышению термоэффективности технологического процесса нанесения покрытия, в котором частицы перемещают вверх по круговой траектории, через зону распыления и сушки внутри вертикальной трубы разделительного цилиндра, расположенного над газораспределительной пластиной, а затем вниз, во второй зоне для сушки и выдержки частиц за пределами разделительного цилиндра. Изобретение позволяет сузить разброс по толщине покрытия как для малых, так и для крупных частиц. 2 н. и 16 з.п. ф-лы, 7 ил.
1. Устройство для нанесения покрытия на частицы, основанное на вихревом генераторе (4) воздушных потоков, предназначенное для нанесения покрытия в виде раствора или дисперсии на поверхность частиц, в котором внутренняя стенка (1) оснащена одним блоком или рядом блоков, при этом каждый блок состоит из вихревого генератора (4) воздушного потока, огражденного газораспределительной пластиной (3) и разделительным цилиндром (5), по крайней мере с одной одно- или многофазной распыляющей форсункой (6) с входным отверстием для покрывающего раствора/вещества в дисперсном состоянии, вставленной сквозь центральное отверстие вихревого генератора воздушного потока, а в случае многофазной распыляющей форсунки - с подводящей трубой для сжатого воздуха, при этом частицы движутся вверх по круговой траектории через разделительный цилиндр (5) и вниз, в область за пределами разделительного цилиндра, отличающееся тем, что:
газовый вихревой генератор (4) прикреплен к распределительной пластине (3) в области под разделительным цилиндром (5) таким образом, что имеются по крайней мере две осесимметричные стенки (19, 20), расположенные так, чтобы получить на виде в поперечном сечении воображаемые плоские поверхности, перпендикулярные вращательной оси симметрии этих стенок, и пространство, ограниченное указанными стенками, в виде кольцевой прорези (22), и эти стенки в области под разделительным цилиндром (5) образуют кольцевой зазор между распределительной пластиной (3) и форсункой (6), причем указанные стенки ограждают пространство, внутри которого установлены перегородки (18) для создания вихревого потока газа, причем газовый вихревой генератор (4) подсоединен к источнику газа, при этом давление газа на впускном канале генератора (4) выше, чем на выпускном канале генератора (4).
2. Устройство по п.1, отличающееся тем, что:
указанные перегородки газового потока расположены между двумя, по крайней мере, почти осесимметричными стенками таким образом, что угол между горизонтальной проекцией вектора скорости потока газа и его радиально-ориентированной горизонтальной составляющей находится в пределах от 10° до 80°.
3. Устройство по любому из пп.1 или 2, отличающееся тем, что:
общая площадь щелевого зазора, определяемого осесимметричными стенками вихревого генератора (4) воздушного потока в положении, где генератор прикреплен к краю распределительной пластины (3), составляет от 5% до 90% горизонтальной площади сечения, определяемого внутренним краем (5а) разделительного цилиндра (5).
4. Устройство по любому из пп.1 или 2, отличающееся тем, что:
перегородки (18) для подачи вихревого потока расположены ниже уровня газораспределительной пластины (3).
5. Устройство по любому из пп.1 или 2, отличающееся тем, что:
перегородки (18) для направления потока газа выполнены плоскими, изогнутыми, наклонными или ступенчатыми.
6. Устройство по любому из пп.1 или 2, отличающееся тем, что:
перегородки (18) для направления потока газа параллельны вращательной оси симметрии устройства.
7. Устройство по любому из пп.1 или 2, отличающееся тем, что:
перегородки (18) для направления потока газа не параллельны воображаемой плоскости, в которой лежит ось вращения вихревого генератора (4) воздушного потока.
8. Устройство по любому из пп.1 или 2, отличающееся тем, что:
внешняя из двух осесимметричных стенок, которые образуют вихревой генератор (4) воздушного потока, в месте установки перегородок для создания вихревого потока газа прикреплена к краю распределительной пластины (3).
9. Устройство по любому из пп.1 или 2, отличающееся тем, что:
внутреннее пространство, заключенное между двумя осесимметричными стенками, которые образуют вихревой генератор (4) воздушного потока, в месте установки перегородок для создания вихревого потока газа, поднимается выше самого нижнего положения распределительной пластины (3).
10. Устройство по любому из пп.1 или 2, отличающееся тем, что:
стенки, образующие вихревой генератор (4) воздушного потока, в зоне установки перегородок (18) для создания вихревого потока газа, являются горизонтальными.
11. Устройство по любому из пп.1 или 2, отличающееся тем, что:
распределительная пластина (3) имеет плоскую, изогнутую, наклонную или ступенчатую форму с долей свободной поверхности, пропускающей поток газа, например, через отверстия, находящейся в пределах от 1% до 50%.
12. Устройство по любому из пп.1 или 2, отличающееся тем, что:
содержит ряд разделяющих цилиндров (5), одну форсунку или множество форсунок (6) и множество вихревых генераторов (4) воздушного потока.
13. Устройство для создания вихревого потока газа, отличающееся тем, что имеются по крайней мере две осесимметричные стенки, расположенные так, чтобы на виде в поперечном сечении получить плоские поверхности, перпендикулярные оси симметрии вращения этих стенок, а пространство, заключенное внутри указанных стенок, имело форму кольцевой прорези, причем эти стенки ограждают пространство, внутри которого имеются перегородки для создания потока газа, причем устройство для создания вихревого потока газа соединено с источником газа, причем давление газа во впускном канале указанного устройства выше, чем в выпускном канале указанного устройства.
14. Устройство по п.13, отличающееся тем, что:
перегородки для направления потока газа расположены между по меньшей мере двумя по крайней мере почти осесимметричными стенками и таким образом, что угол между вектором скорости потока газа и его радиально-ориентированной горизонтальной составляющей находится в пределах от 10° до 80°.
15. Устройство по любому из пп.13 или 14, отличающееся тем, что:
стенки устройства, расположенные в зоне установки перегородок для направления потока газа, должны быть горизонтальными.
16. Устройство по любому из пп.13 или 14, отличающееся тем, что:
перегородки для направления потока газа не параллельны воображаемой плоскости, в которой лежит ось вращения вихревого генератора (4) воздушного потока.
17. Устройство по любому из пп.13 или 14, отличающееся тем, что:
перегородки для направления потока газа выполнены плоскими или изогнутыми.
18. Устройство по любому из пп.13 или 14, отличающееся тем, что:
перегородки для направления потока газа параллельны оси вращательной симметрии устройства.
| WO 9520432 A1, 03.08.1995 | |||
| EP 1985924 A1, 29.10.2008 | |||
| US 6492024 B1, 10.12.2002 | |||
| УСТРОЙСТВО ДЛЯ ОБМЕНА И/ИЛИ РЕАКЦИИ МЕЖДУ ТЕКУЧИМИ СРЕДАМИ | 2002 |
|
RU2296616C2 |

