Изобретение относится к способу и устройству для образования открытого дна в открытых концевых зонах рукавных корпусов мешков, которые изготовлены предпочтительно из ткани из вытянутых полос из полимерного материала, при этом корпуса мешков транспортируются плоско лежащими в направлении транспортировки поперек их продольной протяженности со скоростью транспортировки, и во время транспортировки открываются подлежащие складыванию концевые зоны рукавных корпусов мешков.
Мешки коробчатого типа, называемые также мешками с крестовым дном, являются мешками в форме прямоугольного параллелепипеда, которые изготавливаются в установках для сборки мешков тем, что создаются рукавные корпуса мешков, открытые концевые зоны которых складываются в крестовое дно. Корпуса мешков пропускаются плоско лежащими через установку для сборки мешков, так что два слоя рукавного корпуса мешка прилегают друг к другу. Для образования дна оба слоя в концевых зонах рукавного корпуса мешка отделяются друг от друга, и один из обоих слоев в виде бокового клапана отгибается на 180º на самого себя, за счет чего возникает открытое дно, в котором другой слой образует второй боковой клапан. За счет отгибания одного слоя в концевой зоне рукавного корпуса мешка возникает в передней и задней части этой концевой зоны треугольный отворот. Этот процесс называется на профессиональном языке также формовкой. В процессе дальнейшей обработки могут быть вложены клапанные вставки (для изготовления клапанных коробчатых мешков, которые предназначены для заполнения через клапан с помощью загрузочного штуцера), и создается окончательная конфигурация дна за счет перекрывающего друг друга подгибания боковых клапанов дна. Перекрывающие друг друга боковые клапаны дна склеиваются или термически свариваются друг с другом в зависимости от материала корпуса мешка. В качестве альтернативного решения или дополнительно, на перекрывающие друг друга боковые клапаны дна могут быть наложены покрывные листы дна и склеены или сварены с ними.
Описание такой установки для сборки мешков дано в патенте АТ 408 427 В.
Однако недостатком этой известной установки для сборки мешков является требуемый тактовый режим работы, который ставит высокие требования к приводам и ограничивает пропускную способность подлежащих изготовлению корпусов мешков. Затраты времени на формирование в такт дна, включая необходимую фиксацию сформированного дна, могут даже задавать верхний предел производительности всего устройства для изготовления мешков.
Поэтому уже предпринимались попытки создания открытого дна во время непрерывной транспортировки рукавных корпусов мешков через установки сборки мешков. Описание такой установки сборки мешков приведено в DE 10 2008 017 442 А1.
Качество коробчатого мешка существенно зависит от геометрически точного образования дна. Это означает, что треугольные угловые отвороты должны возможно более точно соответствовать форме равнобедренного треугольника, поскольку лишь в этом случае обеспечивается возможность образования боковых клапанов дна, боковые края которых на стадии открытого дна лежат параллельно средней линии дна и тем самым также параллельно друг другу. Лишь когда боковые клапаны дна имеют эти проходящие параллельно средней линии дна боковые края, обеспечивается, в свою очередь, возможность их загибания параллельно средней линии дна с перекрыванием друг друга. И лишь когда также загибание боковых клапанов дна происходит геометрически точно, изготовленное дно мешка имеет прямоугольную форму, что обеспечивает возможность хорошей дальнейшей обработки и штабелирования мешка. Перекошенное при изготовлении дно имеет часто не удовлетворительную непроницаемость и прочность.
Основная проблема при образовании дна в концевых зонах рукавных корпусов мешков состоит в том, что в большинстве установок для сборки мешков слои концевых зон корпуса мешка имеют после открывания геометрически не определенную форму и очень трудно исходя из этой геометрически не определенной формы, изготавливать геометрически точно определенное дно. Описание предложения по решению этой проблемы приведено в патентах АТ 407 236 В и АТ 406 755 В. В этом решении с помощью всасывающего устройства отделяют друг от друга лежащие друг на друге слои рукавного корпуса мешка. Затем между слоями корпуса мешка вводят шибер, который во взаимодействии с линейкой отворачивает на самого себя боковой клапан дна и одновременно фиксирует другой боковой клапан дна против сдвигания. За счет применения шибера образуются геометрически точные боковые клапаны дна. В этом известном устройстве угловые отвороты образуются за счет отворачивания одного бокового клапана дна, однако из-за геометрически не определенного исходного положения не всегда имеют желаемую точную форму, так что затрудняется также дальнейшая обработка дна мешка посредством введения клапанной вкладки, отгибания боковых клапанов дна и соединения с покрывным листом дна.
Поэтому как и прежде существует потребность в способе и устройстве для образования геометрически точного открытого дна в открытых концевых зонах рукавных корпусов мешков, с целью обеспечения возможности дальнейшей обработки этих корпусов мешков на последующих участках обработки в коробчатые мешки, соответственно, коробчатые клапанные мешки высокого качества. Образование дна должно происходить во время непрерывной транспортировки корпусов мешков, поскольку с помощью непрерывной транспортировки корпусов мешков можно достигать по сравнению с тактовым режимом более высокую производительность при изготовлении мешков. Поэтому задача изобретения состоит в том, чтобы в непрерывно работающих установках сборки мешков устранить значительно большую опасность образования из-за одновременно выполняемых в нескольких направлениях процессов перекошенного дна.
Эта задача решена, согласно данному изобретению, посредством создания способа изготовления открытого дна в открытых концевых зонах рукавных корпусов мешков, при этом корпуса мешков транспортируют плоско лежащими в направлении транспортировки поперек их продольной протяженности со скоростью транспортировки, и во время транспортировки подлежащие складыванию концевые зоны корпусов мешков открывают в соответствии с признаками пункта 10 формулы изобретения.
Способ согласно изобретению и устройство согласно изобретению особенно пригодны для обработки корпусов мешков из ткани из вытянутых полос из полимерного материала. Пластмассовые полоски могут быть изготовлены из полиэтилена или полипропилена и при необходимости снабжены полимерным покрытием. Ткань из вытянутых полос из полимерного материала может быть также снабжена полимерным покрытием, с целью обеспечения непроницаемости ткани, улучшения возможности печати и других желаемых свойств. Мешки из ткани из вытянутых полос из полимерного материала имеют по сравнению с бумажными мешками или мешками из пластмассовой пленки значительно большую прочность, однако имеют склонность во время процесса изготовления к сдвиганию, а также труднее поддаются складыванию чем, например, бумага. Поэтому особенно предпочтительно, что с помощью данного изобретения обеспечивается возможность обработки также этих корпусов мешков. Однако с помощью изобретения обеспечивается также возможность обработки корпусов мешков из пластмассовой пленки или других материалов.
Как правило, дно образуется в обеих концевых зонах рукавного корпуса мешка.
Другие варианты выполнения, преимущества и признаки изобретения следуют из зависимых пунктов формулы изобретения и приведенного ниже описания примеров выполнения.
В способе согласно изобретению образования открытого дна в открытой концевой зоне рукавного корпуса мешка, который предпочтительно изготовлен из ткани из вытянутых полос из полимерного материала или из полимерной пленки, этот корпус мешка транспортируют плоско лежащим в направлении транспортировки поперек его продольной протяженности со скоростью транспортировки, и во время транспортировки открывают подлежащую складыванию концевую зону рукавного корпуса мешка. Раздвижной инструмент вводят в открытую концевую зону рукавного корпуса мешка. Раздвижной инструмент перемещают в направлении транспортировки с повышенной относительно скорости транспортировки скоростью, пока раздвижной инструмент не достигнет передней, если смотреть в направлении транспортировки, части открытой концевой зоны, и по меньшей мере двумя заданными на раздвижном инструменте передними точками контура упирается во внутреннюю сторону рукавного корпуса мешка и при этом раздвигает указанную переднюю часть в передний угловой отворот в виде по существу равнобедренного треугольника, при этом каждое плечо треугольного углового отворота прилегает по меньшей мере к одной из передних точек контура раздвижного инструмента. Затем раздвижной инструмент выводят из переднего углового отворота за счет относительного замедления его движения по сравнению со скоростью транспортировки и прижимают созданный передний угловой отворот.
Устройство согласно изобретению для образования открытого дна в открытой концевой зоне рукавного корпуса мешка содержит транспортировочное приспособление для транспортировки корпусов мешков в уложенном плоском состоянии в направлении транспортировки поперек их продольной протяженности со скоростью транспортировки и открывающее приспособление для открывания подлежащих складыванию концевых зон рукавных корпусов мешков во время их транспортировки на транспортировочном приспособлении. Кроме того, устройство содержит раздвижной инструмент, который предназначен для ввода в открытую концевую зону каждого рукавного корпуса мешка во время его транспортировки на транспортировочном приспособлении, при этом раздвижной инструмент установлен с возможностью перемещения в направлении транспортировки с повышенной относительно скорости транспортировки скоростью, пока он не достигнет передней, если смотреть в направлении транспортировки, части открытой концевой зоны и по меньшей мере двумя заданными на раздвижном инструменте передними точками контура упирается во внутреннюю сторону рукавного корпуса мешка и при этом раздвигает указанную переднюю часть в передний угловой отворот в виде по существу равнобедренного треугольника, при этом каждое плечо переднего треугольного углового отворота прилегает по меньшей мере к одной из передних точек контура раздвижного инструмента. Затем раздвижной инструмент выводится из переднего углового отворота за счет относительного замедления его движения по сравнению со скоростью транспортировки. Кроме того, устройство содержит прижимное приспособление для прижатия созданного переднего углового отворота.
С помощью данного изобретения можно создавать открытое дно в концевой зоне рукавного корпуса мешка, которое исходя из вершины переднего треугольного углового отворота имеет хорошо определенную геометрическую форму, при этом эта хорошо определенная геометрическая форма в целом отражается в точном открытом дне, которое в свою очередь обеспечивает возможность создания мешков высочайшего качества и стабильности формы.
Другое улучшение точного задания желательной геометрической формы открытого дна достигается, согласно изобретению, когда раздвижной инструмент в открытой концевой зоне рукавного корпуса мешка перемещается в направлении транспортировки с уменьшенной по сравнению со скоростью транспортировки или отрицательной скоростью, пока он не достигнет задней, если смотреть в направлении транспортировки, части открытой концевой зоны, и по меньшей мере двумя заданными на раздвижном инструменте задними точками контура упирается во внутреннюю сторону рукавного корпуса мешка и при этом раздвигает указанную заднюю часть в задний угловой отворот в виде по существу равнобедренного треугольника, при этом каждое плечо заднего треугольного углового отворота прилегает по меньшей мере к одной из задних точек контура раздвижного инструмента. После образования заднего углового отворота раздвижной инструмент выводится из заднего углового отворота за счет относительного ускорения его движения по сравнению со скоростью транспортировки, и созданный задний угловой отворот прижимается с помощью прижимного приспособления.
Предпочтительно, из рукавных слоев в открытой концевой зоне образуются боковые клапаны дна, которые проходят на противоположных сторонах средней линии дна, за счет чего дополняется образование геометрически определенного открытого дна, и корпус мешка в этой конфигурации передается на другие участки обработки.
Когда перед открыванием концевой зоны рукавного корпуса мешка эта концевая зона переводится вдоль проходящей в направлении транспортировки линии складывания из первой плоскости плоско лежащего корпуса мешка в проходящую по существу перпендикулярно ей вторую плоскость, то последующее открывание концевой зоны можно осуществлять особенно просто. В частности, в этом варианте выполнения один боковой клапан дна открытой концевой зоны можно образовывать посредством отворачивания первого рукавного слоя самого на себя вдоль проходящей в направлении транспортировки линии складывания, а другой боковой клапан дна можно создавать из второго рукавного слоя посредством складывания этого второго рукавного слоя в плоскость плоско лежащего корпуса мешка. Таким образом, открытое дно снова лежит в плоскости корпуса мешка, что значительно облегчает прижатие и транспортировку к другим участкам обработки.
Кроме того, предпочтительно, когда раздвижной инструмент после образования переднего треугольного углового отворота и, при необходимости, также заднего треугольного углового отворота выводится из концевой зоны корпуса мешка с целью обеспечения возможности беспрепятственной дальнейшей транспортировки корпусов мешков. При этом особенно предпочтительно, когда раздвижной инструмент выводится лишь после фиксации вершины переднего углового отворота с помощью прижимного приспособления из переднего углового отворота корпуса мешка. Таким образом, надежно предотвращается начало разворачивания переднего углового отворота после или еще во время вывода раздвижного инструмента из переднего углового отворота. Этот признак особенно полезен для корпусов мешков из склонного к сползанию и разворачиванию материала, например полимерной пленки или ткани из вытянутых полос из полимерного материала.
В принципе, с помощью данного изобретения можно создавать точные передние и задние угловые отвороты, даже когда раздвижной инструмент прилегает лишь одной точкой контура к каждому плечу угловых отворотов. Однако способ согласно изобретению осуществляется в жестких условиях производства более стабильно, если раздвижной инструмент снабжен передними линиями контура и, при необходимости, также задними линиями контура для создания заднего углового отворота. Эти линии контура задают участки плеч переднего треугольного углового отворота и, при необходимости, также участки плеч заднего треугольного углового отворота, при этом линии контура могут проходить по всей длине плеч.
Особенно предпочтительно для непрерывной транспортировки корпусов мешков во время их обработки, когда открывание концевой зоны рукавного корпуса мешка осуществляется посредством растягивания прилегающих друг к другу рукавных слоев корпуса мешка.
В одном предпочтительном варианте выполнения изобретения открывающее приспособление содержит включаемые и выключаемые присоски, которые предназначены для подвода к одному рукавному слою в концевой зоне рукавного корпуса мешка и, после приложения к соответствующему рукавному слою и включения всасывающего действия, для перемещения друг от друга поперек направления транспортировки и одновременного движения со скоростью транспортировки в направлении транспортировки. Такое открывающее приспособление работает очень надежно и не требует большого технического обслуживания. Для обеспечения максимально надежных процессов открывания предпочтительно, когда средние оси присосок расположены в направлении Т транспортировки конгруэнтно или со смещением друг за другом, предпочтительно расположены со смещением.
В одном предпочтительном варианте выполнения изобретения раздвижной инструмент имеет рычаг и смонтированные на этом рычаге пластины и/или стержни, на которых заданы передние точки контура, соответственно, линии контура и, при необходимости, также задние точки контура, соответственно, линии контура. При этом пластины и/или стержни специально согласованы с определенными пропорциями мешков или материалами мешков. Кроме того, предпочтительно, когда пластины и/или стержни расположены симметрично направлению транспортировки, поскольку за счет этого автоматически достигается также симметричная ориентация образованных угловых отворотов относительно направления транспортировки.
За счет установки раздвижного инструмента на вращательном приводе, например, ориентированном в направлении транспортировки приводе в виде зубчатого ремня или цепи, при этом предусмотрена возможность ускорения и замедления вращательного привода относительно скорости транспортировки, реализуется очень надежный и не требующей технического обслуживания привод, который можно точно синхронизировать с основным приводом, предназначенным для транспортировки корпусов мешков.
Если раздвижной инструмент выполнен в виде разделенного инструмента, так что прижимное приспособление выступает в раздвижной инструмент или может проходить через него без столкновения с ним, то прижатие углового отворота может начинаться уже во время нахождения раздвижного инструмента еще в угловом отвороте. За счет этого прижимное приспособление фиксирует угловой отворот против разворачивания и перекоса. Прижимное приспособление содержит целесообразно прижимные ремни, прижимные ролики и/или прижимные элементы скольжения.
Изобретение с его признаками и преимуществами поясняется ниже более подробно на основании приведенных в качестве примера вариантов выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1-6 - части устройства, согласно изобретению, для пояснения способа, согласно изобретению, в изометрической проекции;
фиг. 7А и 7В - первый вариант выполнения раздвижного инструмента, в изометрической проекции и на виде сверху;
фиг. 8А и 8В - второй вариант выполнения раздвижного инструмента, в изометрической проекции и на виде сверху;
фиг. 9А и 9В - третий вариант выполнения раздвижного инструмента, в изометрической проекции и на виде сверху;
фиг. 10 - первый вариант выполнения прижимного приспособления, в изометрической проекции;
фиг. 11 - второй вариант выполнения прижимного приспособления, в изометрической проекции;
фиг. 12 - третий вариант выполнения прижимного приспособления, в изометрической проекции.
Способ, согласно изобретению, для образования открытого дна в открытой концевой зоне рукавного корпуса мешка поясняется ниже со ссылками на показанные на фиг. 1-6 стадии способа. Способ осуществляется в устройстве 1 согласно изобретению для образования открытого дна в открытой концевой зоне рукавного корпуса мешка, которое называется в дальнейшем устройством 1 для открывания дна. От этого устройства 1 для открывания дна на фиг. 1-6 показаны для лучшей наглядности лишь существенные для изобретения признаки. Части устройства 1 для открывания дна, которые не имеют отношения к изобретению, соответственно, известны для специалистов в данной области техники, не изображены на фигурах.
Устройство 1 для открывания дна имеет транспортировочное приспособление 2 в виде конвейерной ленты, которое непрерывно движется со скоростью V транспортировки в направлении Т транспортировки. На транспортировочном приспособлении 2 лежат рукавные корпуса 10 мешков в плоско сложенном состоянии своей продольной протяженностью L поперек направления Т транспортировки. Корпуса 10 мешков фиксированы на конвейерной ленте с помощью не изображенных удерживающих средств от сдвигания. Такие удерживающие средства содержат, например, планки из ферромагнитного материала, которые расположены на корпусах 10 мешков и притягиваются к конвейерной ленте с нижней стороны конвейерной ленты с помощью магнитов, которые перемещаются вместе с конвейерной лентой, и при этом прижимают лежащие между ними корпуса 10 мешков к конвейерной ленте. В качестве альтернативного решения, конвейерная лента выполнена в виде перфорированной конвейерной ленты, при этом с нижней стороны конвейерной ленты прикладывается разряжение, которое прижимает корпус мешка к конвейерной ленте.
Рукавные корпуса 10 мешков изготовлены, например, из ткани из вытянутых полос из полимерного материала. Пластмассовые полоски могут содержать полиэтилен или полипропилен. При необходимости, ткань имеет покрытие из пластмассы. В качестве альтернативного решения, рукавные корпуса 10 мешков могут быть изготовлены из полимерной пленки.
Рукавный корпус 10 мешка имеет две лежащие противоположно друг другу открытые концевые зоны 10е, 10f. Концевая зона 10е должна быть сформирована в крестовое дно, как поясняется ниже. При дальнейшей обработке также концевая зона 10f может быть тем же образом, что и концевая зона 10а, сформирована в крестовое дно, за счет чего создается коробчатый мешок или коробчатый клапанный мешок.
Как показано на фиг. 1, сначала рукавный корпус 10 мешка лежит плоско в первой плоскости ε1 на транспортировочном приспособлении 2. В этом плоском лежащем состоянии первый и второй рукавные слои 10а, 10b лежат с прилеганием друг на друге. Затем концевая зона 10е рукавного корпуса 10 мешка переводится с помощью складывающей планки 12, которая на профессиональном жаргоне называется «планкой предварительного излома», и отклоняющих металлических листов 11а, 11b из первой плоскости ε1 плоско лежащего корпуса мешка в проходящую по существу перпендикулярно её вторую плоскость ε2.
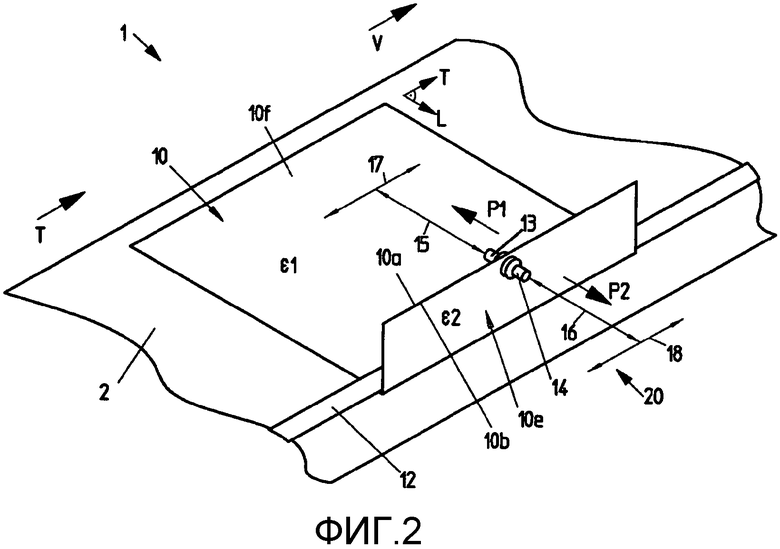
На фиг. 2 показан корпус 10 мешка с полностью отогнутой перпендикулярно вверх (во вторую плоскость ε2) концевой зоной 10е. Складывающая планка 12 продолжается в направлении Т транспортировки и имеет во взаимодействии с отклоняющим металлическим листом 11а задачу удерживания отогнутой во вторую плоскость ε2 концевой зоны 10е корпуса 10 мешка в этом угловом положении относительно первой плоскости ε1, в которой лежит корпус 10 мешка. Обозначенное в целом позицией 20 открывающее приспособление содержит две присоски 13, 14, которые установлены с возможностью перемещения туда и обратно на символически изображенных поперечинах 15, 16 поперек направления Т транспортировки. Поперечины 15, 16 могут быть выполнены, например, в виде планок или поворотных рычагов. В качестве альтернативного решения, поперечины 15, 16 являются цилиндропоршневыми системами, при этом присоски 13, 14 расположены на свободных концах поршней и тем самым с возможностью перемещения туда и обратно поперек направления Т транспортировки. Поперечины 15, 16 установлены с возможностью перемещения с помощью продольных балок 17, 18 в направлении Т транспортировки со скоростью V транспортировки. Продольные балки 17, 18 могут быть выполнены, например, в виде планок, поворотных рычагов или цилиндропоршневых систем. Конкретное выполнение поперечин и продольных балок не имеет значения; существенным является лишь то, что присоски 13, 14 подвижны как поперек направления Т транспортировки, так и вдоль направления Т транспортировки.
На фиг. 2 показана стадия способа, в которой обе присоски 13, 14 приведены в контакт с противоположных сторон в концевой зоне 10е с первым рукавным слоем 10а, соответственно, вторым рукавным слоем 10b. Включается разряжение, так что первая присоска 13 присасывает первый рукавный слой 10а, а вторая присоска 14 присасывает второй рукавный слой 10b. Следует отметить, что присоски 13, 14 перемещаются синхронно с транспортировочным приспособлением 2 со скоростью V транспортировки в направлении Т транспортировки, так что не может происходить деформация рукавных слоев 10а, 10b. Затем обе присоски 13, 14 начинают перемещаться друг от друга поперек направления V транспортировки (стрелки Р1, соответственно, Р2), при этом тянут за собой соответствующий рукавный слой 10а, 10b и за счет этого открывают концевую зону 102 рукавного корпуса 10 мешка.
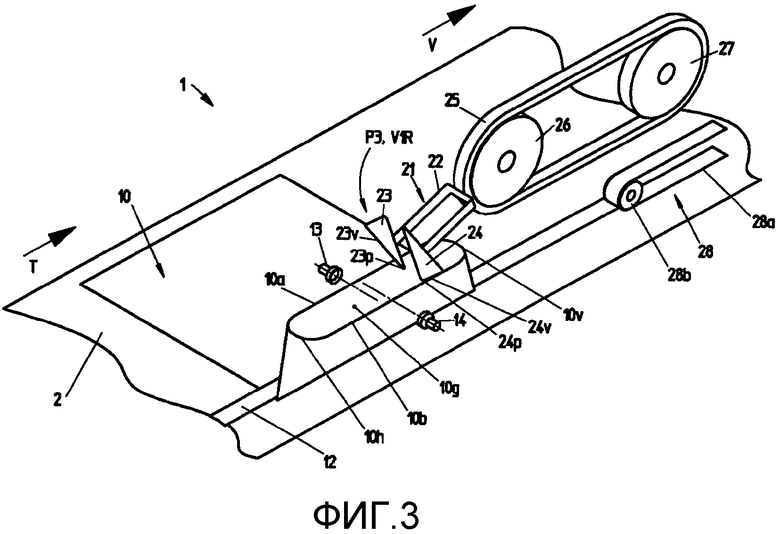
На фиг. 3 показана концевая зона 10е рукавного корпуса 10 мешка в открытом состоянии, в котором между рукавными слоями образовано свободное пространство 10g. Можно видеть, что разряжение отключено от присосок 13, 14, и обе присоски 13, 14 выведены из контакта с рукавными слоями 10а, 10b и поэтому могут перемещаться вверх по потоку противоположно направлению Т транспортировки с целью открывания концевой зоны следующего корпуса мешка. Кроме того, на фигуре показано, что открытая концевая зона 10е имеет в основном геометрически не определенную форму. Затем в свободное пространство 10g открытой концевой зоны 10е вводится раздвижной инструмент 21, при этом раздвижной инструмент 21 перемещается по круговой дуге (стрелка Р3) в открытую концевую зону 10е. При этом дуговое движение раздвижного инструмента 21 имеет направленную в направлении Т транспортировки составляющую движения с большей относительно скорости V транспортировки относительной скоростью V1R. Раздвижной инструмент 21 приводится в действие с помощью одного или нескольких параллельно вращающихся зубчатых ремней или нескольких параллельно вращающихся роликовых цепей, при этом зубчатый ремень 25 или цепь ориентированы с помощью по меньшей мере 2 шкивов, соответственно, цепных шестерней 26, 27 в направлении Т транспортировки. Таким образом, устройство для открывания дна образовано из одного или нескольких, предпочтительно двух раздвижных инструментов, при этом расстояние раздвижных инструментов друг от друга можно изменять с помощью отдельных приводных блоков. Каждый из ременных шкивов 26, 27 соединен с управляемым приводом, так что при синхронизации с тактом, с которым корпуса мешков проходят через устройство 1 открывания дна, раздвижной инструмент можно ускорять или замедлять относительно скорости V транспортировки.
На фиг. 4 показано, что движение по круговой дуге раздвижного инструмента 21, после его прохождения вокруг ременного шкива 26, переходит в поступательное движение в направлении Т транспортировки, за счет того что он протягивается нижней ветвью зубчатого ремня 25. На основании все еще имеющейся более высокой относительной скорости V1R относительно скорости V транспортировки, раздвижной инструмент 21 перемещается быстрее, чем корпус 10 мешка, и поэтому в передней части 10v открытой концевой зоны 10е упирается во внутреннюю сторону рукавного корпуса мешка, при этом передние точки 23р, 24р контура раздвижного инструмента 21 приходят первыми в контакт с корпусом мешка. Эти передние точки 23р, 24р контура представляют концевые точки передних линий 23v, 24v контура раздвижного инструмента 21 (см. фиг. 7A и 7В), которые также приходят в контакт с передней частью 10v корпуса 10 мешка. За счет этого раздвижной инструмент 21 раздвигает переднюю часть 10v с образованием переднего углового отворота 10j, который имеет форму по существу равнобедренного треугольника. Плечи 10k, 10m переднего треугольного углового отворота 10j задаются посредством прилегания к ним по меньшей мере одной передней точки контура раздвижного инструмента. При выбранной в этом примере выполнения форме раздвижного инструмента 21 как передние точки 23р, 24р контура, так и передние линии 23v, 24v контура раздвижного инструмента 21 прилегают к плечам 10k, 10m. Можно отметить, что равнобедренный треугольник является прямоугольным равнобедренным треугольником.
На фиг. 4 показано состояние, в котором с помощью раздвижного инструмента 21 полностью образован передний угловой отворот 10j. Можно видеть также, что равнобедренная треугольная форма переднего углового отворота 10j расположена симметрично средней линии М открытой концевой зоны 10е. При образовании переднего треугольного углового отворота 10j, раздвижной инструмент 21 одновременно складывает на саму себя переднюю зону первого рукавного слоя 10а вокруг складывающей планки 12, так что эта зона рукавного слоя 10а снова лежит в первой плоскости ε1. Раздвижной инструмент 21 складывает также переднюю зону второго рукавного слоя 10b в его исходное положение в первой плоскости ε1. Таким образом, начинается образование боковых клапанов 10u, 10t из обоих рукавных слоев 10а, 10b.
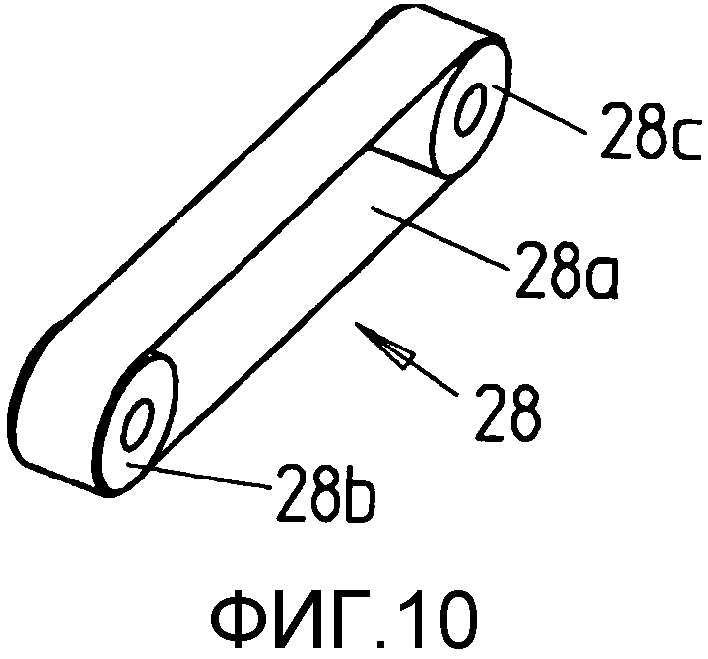
После образования переднего треугольного углового отворота 10j, раздвижной инструмент 21 за счет относительного замедления его движения по сравнению со скоростью V транспортировки выводится назад из переднего углового отворота 10j, при этом он продолжает отгибание рукавных слоев 10а, 10b и тем самым продолжает образование боковых клапанов 10u, 10t дна из обоих рукавных слоев 10а, 10b. Уже перед выходом раздвижного инструмента 21 из переднего углового отворота 10j, вершина 10s переднего углового отворота 10j подходит к прижимному приспособлению 28, которое удерживает сначала вершину 10s и последовательно весь передний угловой отворот 10j в определенной форме и предотвращает разворачивание снова углового отворота 10j. В этом варианте выполнения прижимное приспособление 28 выполнено в виде прижимной ленты 28а, которая ориентирована в направлении Т транспортировки и вращается вокруг двух отклоняющих роликов 28b, 28с, из которых на фиг. 3-6 изображен лишь задний отклоняющий ролик 28b. Однако на фиг. 10 показано всё прижимное приспособление 28. За счет транспортировки корпуса 10 мешка, вся концевая зона 10е протягивается вдоль средней линии М дна под прижимным приспособлением 28, за счет чего удерживаются в определенной форме также сложенные боковые клапаны 10u, 10t дна и предотвращается их разворачивание.
На фиг. 5 показано состояние, в котором раздвижной инструмент 21 в открытой концевой зоне 10е рукавного корпуса 10 мешка перемещен настолько в направлении Т транспортировки с уменьшенной относительно скорости V транспортировки или отрицательной скоростью V2R, что он достиг задней, если смотреть в направлении транспортировки, части 10h открытой концевой зоны 10е и по меньшей мере двумя заданными на раздвижном инструменте точками 23q, 24q контура упирается во внутреннюю сторону рукавного корпуса мешка и при этом раздвигает указанную заднюю часть 10h с образованием заднего углового отворота 10р в форме по существу равнобедренного треугольна. Эти задние точки 23q, 24q контура представляют концевые точки задних линий 23h, 23h контура раздвижного инструмента 21 (см. фиг. 7A и 7В), которые также приходят в контакт с задней частью 10h корпуса 10 мешка и задают плечи 10q, 10r заднего треугольного углового отворота 10р. Можно отметить, что равнобедренный треугольник является прямоугольным равнобедренным треугольником. Как показано на фиг. 5, в этот момент времени завершено также образование обоих боковых клапанов 10u, 10t дна.
Используемое выше понятие «уменьшенная относительно скорости V транспортировки или отрицательная скорость V2R» означает, что раздвижной инструмент 21 хотя и движется в направлении транспортировки, однако с меньшей скоростью, чем скорость V транспортировки, или что раздвижной инструмент временно останавливается, или что раздвижной инструмент движется противоположно направлению Т транспортировки.
Как показано на фиг. 6, после образования заднего треугольного углового отворота 10р, раздвижной инструмент 21 за счет относительного ускорения своего движения V3R по сравнению со скоростью V транспортировки выводится вперед из заднего углового отворота 10р и приходит к ременному шкиву 27, где он посредством перемещения по круговой дуге приводится в удаленное от концевой зоны 10е положение, затем проводится назад вдоль верхней ветви зубчатого ремня 25 с целью образования дна следующего корпуса мешка (или второго следующего, когда предусмотрены два раздвижных инструмента, и т.д.).
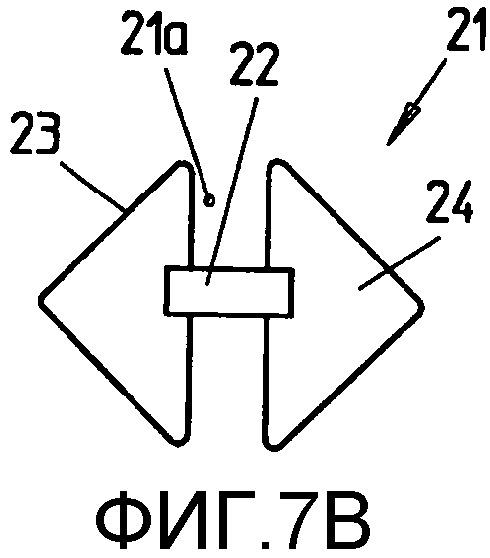
Как показано на фиг. 3-6, а также на фиг. 7А и 7В, раздвижной инструмент 21 выполнен в виде разделенного инструмента, при этом на одном рычаге 22 установлены две пластины 23, 24, между которыми оставлено расстояние 21а. На кромках пластин 23, 24 заданы передние и задние точки 23р, 24р, 23q, 24q контура, а также передние и задние линии 23v, 24v, 23h, 24h. Разделенная форма раздвижного инструмента 21 обеспечивает возможность прохождения прижимного приспособления 28 через расстояние 21а и тем самым более раннего удерживания внизу и прижимания сложенных передних и задних угловых отворотов 10j, 10р, а также боковых клапанов 10u, 10t дна, чем при расположении дальше по потоку вниз от раздвижного инструмента 21 для предотвращения столкновения с раздвижным инструментом 21.
На фиг. 8А и 8В показан первый альтернативный вариант выполнения раздвижного инструмента 30. Первый альтернативный раздвижной инструмент 30 отличается от раздвижного инструмента 21 тем, что на рычаге 22 образована лишь одна пластина 31, которая имеет кромки, которые задают передние линии 31vl, 31vr контура и задние линии 31hl, 31hr контура. Таким образом, первый альтернативный раздвижной инструмент 30 не является разделенным инструментом.
На фиг. 9А и 9В показан второй альтернативный вариант выполнения раздвижного инструмента 32. Второй альтернативный раздвижной инструмент 32 отличается от раздвижного инструмента 21 тем, что на рычаге 22 образованы два наклонно ориентированных стержня 33, 34, вершины которых задают точки 33р, 34р контура. Стержни 33, 34 расположены на расстоянии 32 друг от друга. Таким образом, речь идет о разделенном инструменте, при этом через расстояние 32 может проходить прижимное приспособление. Поскольку каждый стержень 33, 34 задает лишь одну точку 33р, 34р контура, то второй альтернативный раздвижной инструмент 32 в зависимости от места установки пригоден для создания лишь переднего или заднего углового отворота. Для создания как переднего углового отворота, так и заднего углового отворота необходимо комбинировать друг с другом два вторых альтернативных раздвижных инструмента 32, например, посредством их установки друг за другом и с обратным расположением на зубчатом ремне 25.
На фиг. 11 показано альтернативное прижимное приспособление 35 в виде прижимного башмака из материала с хорошими свойствами скольжения относительно корпусов мешков.
На фиг. 12 показано другое альтернативное прижимное приспособление 36 в виде вращающегося прижимного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕШОК И СПОСОБ ИЗГОТОВЛЕНИЯ МЕШКА | 2014 |
|
RU2664214C2 |
| Контейнер из эластичного материала в форме мешка или чехла | 1990 |
|
SU1838203A3 |
| МЕШОК ДЛЯ СЫПУЧЕГО МАТЕРИАЛА | 2018 |
|
RU2769355C2 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| УПАКОВКА ДЛЯ ТИКСОТРОПНОГО ПРОДУКТА | 2021 |
|
RU2767212C1 |
| БУМАЖНЫЙ МЕШОК ДЛЯ УПАКОВКИ СЫПУЧИХ МАТЕРИАЛОВ | 2011 |
|
RU2497733C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2626943C2 |
| СТЕКЛООЧИСТИТЕЛЬ, ПРЕЖДЕ ВСЕГО АВТОМОБИЛЬНЫЙ СТЕКЛООЧИСТИТЕЛЬ | 2012 |
|
RU2639841C1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| ГЕРМЕТИЧНЫЕ ТРУСЫ | 2013 |
|
RU2607316C2 |











В устройстве для образования открытого дна в открытой концевой зоне рукавного корпуса мешка, корпуса мешков транспортируются в плоско уложенном состоянии в направлении транспортировки поперек их продольной протяженности со скоростью транспортировки с помощью транспортировочного приспособления, и с помощью открывающего приспособления открываются концевые зоны. Раздвижной инструмент вводится в открытую концевую зону рукавных корпусов мешков во время их транспортировки на транспортировочном приспособлении и перемещается в направлении транспортировки с повышенной относительно скорости транспортировки скоростью, пока он в передней части открытой концевой зоны не упрется передними точками контура во внутреннюю сторону рукавного корпуса мешка. При этом он раздвигает переднюю часть в передний угловой отворот в форме равнобедренного треугольника. После образования углового отворота, раздвижной инструмент выводится из переднего углового отворота за счет относительного замедления его движения по сравнению со скоростью транспортировки. Угловой отворот прижимается с помощью прижимного приспособления. Раздвижной инструмент выполнен в виде разделенного инструмента, при этом на одном рычаге установлены две пластины или стержня, между которыми оставлено расстояние, так что прижимное приспособление выступает в раздвижной инструмент или может проходить через него без столкновения с ним, при этом раздвижной инструмент упирается при поступательном движении в направлении транспортировки во внутреннюю сторону рукавного корпуса мешка. 2 н. и 19 з.п. ф-лы, 12 ил.
1. Способ образования открытого дна в открытой концевой зоне рукавного корпуса (10) мешка, который изготовлен предпочтительно из ткани из вытянутых полос из полимерного материала или из полимерной пленки, при этом корпус мешка транспортируют плоско лежащим в направлении (Т) транспортировки поперек его продольной протяженности (L) со скоростью (V) транспортировки, и во время транспортировки открывают подлежащую складыванию концевую зону (10е) рукавного корпуса мешка, содержащий следующие стадии:
вводят раздвижной инструмент (21, 30, 32) в открытую концевую зону рукавного корпуса мешка,
перемещают раздвижной инструмент в направлении (Т) транспортировки с повышенной относительно скорости (V) транспортировки скоростью (V1R), пока раздвижной инструмент (21) не упрется в передней, если смотреть в направлении транспортировки, части (10v) открытой концевой зоны по меньшей мере двумя заданными на раздвижном инструменте передними точками (23р, 24р; 33р, 34р) контура во внутреннюю сторону рукавного корпуса мешка, и при этом он раздвигает указанную переднюю часть (10v) в передний угловой отворот (10j) в форме по существу равнобедренного треугольника, причем каждое плечо (10k, 10m) переднего треугольного углового отворота (10j) прилегает по меньшей мере к одной из передних точек (23р, 24р; 33р, 34р) контура раздвижного инструмента (21),
выводят раздвижной инструмент (21) из переднего углового отворота (10j) за счет относительного замедления его движения по сравнению со скоростью (V) транспортировки и прижимают полученный передний угловой отворот (10j), отличающийся тем, что
раздвижной инструмент (21, 32) выполнен в виде разделенного инструмента, при этом на одном рычаге (22) установлены две пластины (23, 24, 31) или стержня (33, 34), между которыми оставлено расстояние (21а, 32а), так что прижимное приспособление (28, 35, 36) выступает в раздвижной инструмент или может проходить через него без столкновения с ним, при этом раздвижной инструмент (21, 32) упирается при поступательном движении в направлении (Т) транспортировки во внутреннюю сторону рукавного корпуса мешка.
2. Способ по п.1, отличающийся тем, что раздвижной инструмент (21, 30, 32) в открытой концевой зоне (10е) рукавного корпуса (10) мешка перемещают в направлении (Т) транспортировки с уменьшенной по сравнению со скоростью (V) транспортировки или отрицательной скоростью (V2R), пока он не достигнет задней, если смотреть в направлении транспортировки, части (10h) открытой концевой зоны, и по меньшей мере двумя заданными на раздвижном инструменте задними точками (23q, 24q; 33р, 34р) контура упрется во внутреннюю сторону рукавного корпуса мешка, и при этом он раздвигает указанную заднюю часть (10h) в задний угловой отворот (10р) в форме по существу равнобедренного треугольника, при этом каждое плечо (10q, 10r) заднего треугольного углового отворота (10р) прилегает по меньшей мере к одной из задних точек (23q, 24q; 33р, 34р) контура раздвижного инструмента,
раздвижной инструмент (21, 32) выводят из заднего углового отворота (10р) за счет относительного ускорения его движения по сравнению со скоростью (V) транспортировки, и прижимают созданный задний угловой отворот (10р).
3. Способ по п.1 или 2, отличающийся тем, что из рукавных слоев (10а, 10b) в открытой концевой зоне образуют боковые клапаны (10u, 10t) дна, которые проходят по противоположным сторонам относительно средней линии (М) дна.
4. Способ по п.1 или 2, отличающийся тем, что перед открыванием концевой зоны рукавного корпуса мешка, эта концевая зона (10е) переводится вдоль проходящей в направлении транспортировки линии складывания из первой плоскости (ε1) плоско лежащего корпуса мешка в проходящую по существу перпендикулярно ей вторую плоскость (ε2).
5. Способ по п.4, отличающийся тем, что один боковой клапан (10u) дна открытой концевой зоны образуют посредством отворачивания первого рукавного слоя (10а) самого на себя вдоль проходящей в направлении транспортировки линии складывания, а другой боковой клапан (10t) дна получают из второго рукавного слоя (10b) посредством складывания этого второго рукавного слоя (10b) в плоскость (ε1) плоско лежащего корпуса (10) мешка.
6. Способ по п.1 или 2, отличающийся тем, что раздвижной инструмент (21, 30, 32) после образования переднего треугольного углового отворота (10j) и, при необходимости, также заднего треугольного углового отворота (10р) выводят из концевой зоны (10е) корпуса мешка.
7. Способ по п.1 или 2, отличающийся тем, что раздвижной инструмент (21, 30, 32) выводят из переднего углового отворота (10j) корпуса мешка лишь после фиксации вершины (10s) переднего углового отворота (10j) с помощью прижимного приспособления (28, 35, 36).
8. Способ по п.1 или 2, отличающийся тем, что раздвижной инструмент (21, 30) снабжен передними линиями (23v, 24v, 31vl, 31vr) контура и, при необходимости, также задними линиями (23h, 24h, 31hl, 31hr) контура, которые задают участки плеч (10k, 10m) переднего треугольного углового отворота (10j) и, при необходимости, также участки плеч (10q, 10r) заднего треугольного углового отворота (10р).
9. Способ по п.1 или 2, отличающийся тем, что открывание концевой зоны рукавного корпуса мешка осуществляется посредством растягивания прилегающих друг к другу рукавных слоев (10а, 10b) корпуса мешка.
10. Устройство для образования открытого дна в открытой концевой зоне (10е) рукавного корпуса (10) мешка, который изготовлен предпочтительно из ткани из вытянутых полос из полимерного материала или из полимерной пленки, содержащее транспортировочное приспособление (2) для транспортировки корпусов (10) мешков в уложенном плоском состоянии в направлении (Т) транспортировки поперек их продольной протяженности (L) со скоростью (V) транспортировки, и открывающее приспособление (20) для открывания подлежащих складыванию концевых зон рукавных корпусов мешков во время их транспортировки на транспортировочном приспособлении, содержащее раздвижной инструмент (21, 30, 32), который выполнен с возможностью ввода в открытую концевую зону (10е) каждого рукавного корпуса мешка во время его транспортировки на транспортировочном приспособлении,
при этом раздвижной инструмент (21, 30, 32) установлен с возможностью перемещения в направлении (Т) транспортировки с повышенной относительно скорости (V) транспортировки скоростью (V1R), пока он не достигнет передней, если смотреть в направлении транспортировки, части (10v) открытой концевой зоны, и по меньшей мере двумя заданными на раздвижном инструменте передними точками (23р, 24р; 33р, 34р) контура упрется во внутреннюю сторону рукавного корпуса мешка, и при этом он раздвигает указанную переднюю часть (10v) в передний угловой отворот (10j) в форме по существу равнобедренного треугольника, при этом каждое плечо (10k, 10m) переднего треугольного углового отворота (10j) прилегает по меньшей мере к одной из передних точек (23р, 24р; 33р, 34р) контура раздвижного инструмента, и при этом предусмотрена возможность вывода раздвижного инструмента (21, 30, 32) из переднего углового отворота (10j) за счет относительного замедления его движения по сравнению со скоростью (V) транспортировки,
и прижимное приспособление (28, 35, 36) для прижатия созданного переднего углового отворота, отличающееся тем, что
раздвижной инструмент (21, 32) выполнен в виде разделенного инструмента, при этом на одном рычаге (22) установлены две пластины (23, 24, 31) или стержня (33, 34), между которыми оставлено расстояние (21а, 32а), так что прижимное приспособление (28, 35, 36) выступает в раздвижной инструмент или может проходить через него без столкновения с ним, при этом раздвижной инструмент (21, 32) упирается при поступательном движении в направлении (Т) транспортировки во внутреннюю сторону рукавного корпуса мешка.
11. Устройство по п.10, отличающееся тем, что раздвижной инструмент (21, 30, 32) выполнен с возможностью перемещения в открытой концевой зоне (10е) рукавного корпуса (10) мешка в направлении (Т) транспортировки с уменьшенной по сравнению со скоростью (V) транспортировки или отрицательной скоростью (V2R), пока он не достигнет задней, если смотреть в направлении транспортировки, части (10h) открытой концевой зоны, и по меньшей мере двумя заданными на раздвижном инструменте задними точками (23q, 24q; 33р, 34р) контура упрется во внутреннюю сторону рукавного корпуса мешка, и при этом он раздвигает указанную заднюю часть (10h) в задний угловой отворот (10р) в форме по существу равнобедренного треугольника, при этом каждое плечо (10q, 10r) заднего треугольного углового отворота (10р) прилегает по меньшей мере к одной из задних точек (23q, 24q; 33р, 34р) контура раздвижного инструмента, и при этом выведение раздвижного инструмента (21, 30, 32) из заднего углового отворота (10р) обеспечивается за счет относительного ускорения его движения по сравнению со скоростью (V) транспортировки, и при этом предусмотрено прижимное приспособление (28, 35, 36) для прижатия созданного заднего углового отворота.
12. Устройство по п.10 или 11, отличающееся тем, что предусмотрено приспособление для складывания концевой зоны, с помощью которого обеспечивается возможность перевода концевой зоны (10е) рукавных корпусов (10) мешков вдоль проходящей в направлении (Т) транспортировки линии складывания из первой плоскости (ε1) в проходящую по существу перпендикулярно ей вторую плоскость (ε2), при этом приспособление для складывания концевой зоны предпочтительно содержит планку (12) складывания с проходящей в направлении (Т) транспортировки кромкой складывания и по меньшей мере один отклоняющий металлический лист (11а, 11b).
13. Устройство по п.10 или 11, отличающееся тем, что предусмотрена возможность перевода раздвижного инструмента (21, 30, 32) после образования переднего треугольного углового отворота (10j) и, при необходимости, также заднего треугольного углового отворота (10р) в удаленное от концевой зоны корпуса мешка положение.
14. Устройство по п.10 или 11, отличающееся тем, что раздвижной инструмент (21, 30) имеет передние линии (23v, 24v, 31vl, 31vr) контура и, при необходимости, также задние линии (23h, 24h, 31hl, 31hr) контура, которые задают участки плеч (10k, 10m) переднего треугольного углового отворота (10j) и, при необходимости, также участки плеч (10q, 10r) заднего треугольного углового отворота (10р).
15. Устройство по п.10 или 11, отличающееся тем, что раздвижной инструмент имеет рычаг (22) и смонтированные на этом рычаге пластины (23, 24, 31) и/или стержни (33, 34), на которых заданы передние точки контура, соответственно, линии контура и, при необходимости, также задние точки контура, соответственно, линии контура.
16. Устройство по п.15, отличающееся тем, что пластины (23, 24, 31) и/или стержни (33, 34) расположены симметрично относительно направления транспортировки.
17. Устройство по п.10 или 11, отличающееся тем, что раздвижной инструмент установлен на вращательном приводе, например ориентированном в направлении транспортировки приводе в виде зубчатого ремня (25) или цепи, при этом предусмотрена возможность ускорения и замедления вращательного привода относительно скорости (V) транспортировки.
18. Устройство по п.17, отличающееся тем, что предусмотрено два раздвижных инструмента, из которых каждый раздвижной инструмент приводится в действие с помощью одного или нескольких параллельно вращающихся зубчатых ремней или роликовых цепей посредством отдельных приводных блоков.
19. Устройство по п.10 или 11, отличающееся тем, что прижимное приспособление (28, 35, 36) содержит прижимные ремни, прижимные ролики и/или прижимные элементы скольжения.
20. Устройство по п.10 или 11, отличающееся тем, что открывающее приспособление (20) содержит включаемые и выключаемые присоски (13, 14), которые предназначены для подвода к одному рукавному слою (10а, 10b) в концевой зоне (10е) рукавного корпуса (10) мешка, и после их приложения к соответствующему рукавному слою и включения всасывающего действия - для перемещения друг от друга поперек направления (Т) транспортировки и одновременного движения со скоростью (V) транспортировки в направлении (Т) транспортировки.
21. Устройство по п.10 или 11, отличающееся тем, что средние оси присосок (13, 14) расположены в направлении (Т) транспортировки конгруэнтно или со смещением друг за другом, предпочтительно со смещением.
| Способ установки анкера | 1984 |
|
SU1232812A1 |
| US 3610113 A, 05.10.1971 | |||
| US 6042526 A, 28.03.2000 | |||
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |

