Настоящее изобретение касается упаковки для тиксотропного продукта, в частности пищевого продукта, а именно, для корма для животных.
УРОВЕНЬ ТЕХНИКИ
Из EP 2 432 330 A1, DE 10 2009 022 945 A1 или, соответственно, DE 21 2020 000 014 U1 известна выполненная в виде рукавного пакета упаковка для корма для животных, верхняя и нижняя сторона которой сварены своим передним или, соответственно, задним концом каждая по поперечной поверхности сварки, при этом в поверхности сварки на переднем конце предусмотрено место предполагаемого разрушения для разрыва упаковки. Рукавные пакеты имеют обычно один продольный шов, который находится на нижней стороне и сложен там заподлицо. Показанная в вышеназванных публикациях упаковка называется также «стик-пак».
Однако такая упаковка в соответствии с родовым понятием влечет за собой определенные неудобства. Например, процесс разрыва упаковки может быть неудачным из-за того, что упаковка, несмотря на отрывание некоторой части упаковки, остается неоткрытой. Также при изготовлении упаковки, в частности при сваривании, могут возникать слишком высокие температуры, которые ухудшают качество упаковки.
Поэтому задачей изобретения является предоставить улучшенную упаковку, которая учитывает эти проблемы.
Изобретение касается упаковки для тиксотропного продукта, причем эта упаковка имеет:
первый продольный край,
противоположный первому продольному краю второй продольный край,
первую концевую поверхность сварки на первом конце упаковки,
вторую концевую поверхность сварки на противоположном первому концу втором конце упаковки,
место предполагаемого разрыва, которое размещено и заделано в такой ориентации, что при разрыве, начинающемся в месте предполагаемого разрыва, на упаковке создается отверстие, которое меньше, чем поперечное сечение упаковки, при этом упаковка имеет первую дополнительную поверхность сварки, которая отделена и расположена на расстоянии от первой и второй концевой поверхности сварки и вдается в упаковку от первого продольного края, и место предполагаемого разрыва заделано в эту первую дополнительную поверхность сварки.
Упаковка в некоторых вариантах осуществления имеет продольную поверхность сварки, причем эта продольная поверхность сварки расположена на втором продольном крае, и отверстие может создаваться в виде первого канала, который ограничен первой дополнительной поверхностью сварки и продольной поверхностью сварки.
Отверстие в нескольких вариантах осуществления может создаваться в виде второго канала, который ограничен первой дополнительной поверхностью сварки и первой концевой поверхностью сварки.
В определенных вариантах осуществления упаковка имеет продольную поверхность сварки и отворот, причем эта продольная поверхность сварки расположена на первом продольном крае, отворот расположен на втором продольном крае, а отверстие может создаваться в виде третьего канала, который ограничен первой дополнительной поверхностью сварки и отворотом.
В особых вариантах осуществления упаковка имеет продольную поверхность сварки и отворот, причем эта продольная поверхность сварки образует первый или второй продольный край упаковки, и упаковка выполнена при этом как пакет с тремя запечатанными краями, при этом отворот образует соответственно другой продольный край.
Первая дополнительная поверхность сварки, если смотреть от первого продольного края в направлении второго продольного края, может иметь сужающуюся форму.
Место предполагаемого разрыва может включать в себя перфорацию и/или лазерный рез.
Эта перфорация или, соответственно, этот лазерный рез, если смотреть от первого продольного края в направлении второго продольного края, может быть заделан в первую дополнительную поверхность сварки, при этом воображаемая линия продолжения перфорации или, соответственно, лазерного реза проходит через канал, который либо ограничен первой дополнительной поверхностью сварки и отворотом, либо ограничен первой дополнительной поверхностью сварки и продольной поверхностью сварки.
Упаковка может также иметь вторую дополнительную поверхность сварки, которая отделена и расположена на расстоянии от первой дополнительной поверхности сварки, а также от первой и второй концевой поверхности сварки и вдается в упаковку от второго продольного края, и при этом отверстие создается в виде четвертого канала, который ограничен первой дополнительной поверхностью сварки и второй дополнительной поверхностью сварки.
Эта вторая дополнительная поверхность сварки, если смотреть от второго продольного края в направлении первого продольного края, может иметь сужающуюся форму.
Упаковка по одному из предыдущих пунктов формулы изобретения, при этом место предполагаемого разрыва включает в себя насечку или надрез, которая или, соответственно, который заделан в первый продольный край.
В частности, отношение длины первого и второго продольного края к длине первого и второго конца составляет от 2 до 4, а именно 3.
Упаковка в одном из предпочтительных вариантов осуществления изготовлена из пленки, причем эта пленка представляет собой, в частности, полимерную пленку, которая снабжена покрытием на своей внутренней стороне и/или своей наружной стороне.
Изобретение касается также тиксотропного пищевого продукта, в частности корма для животных, который упакован в упаковку в соответствии с этим описанием.
Изобретение касается также способа упаковки тиксотропного пищевого продукта в упаковку в соответствии с этим описанием, причем этот способ включает в себя следующие этапы:
непрерывная подача пленки и
во время подачи:
отворачивание пленки, так чтобы на первом продольном крае или на втором продольном крае возникал отворот,
изготовление продольной поверхности сварки на том продольном крае, который противоположен отвороту,
изготовление второй концевой поверхности сварки,
наполнение упаковки тиксотропным пищевым продуктом,
изготовление первой концевой поверхности сварки,
отдельно и на расстоянии от первой и второй концевой поверхности сварки изготовление первой дополнительной поверхности сварки,
изготовление места предполагаемого разрыва в первой дополнительной поверхности сварки и
отделение упаковки рядом с первой и второй концевой поверхностью сварки.
Вышеназванные этапы способа не обязательно должны осуществляться в указанной последовательности. Так, например, сначала может осуществляться изготовление первой концевой поверхности сварки и первой дополнительной поверхности сварки, а только затем сваривание второй концевой поверхности сварки. Также изготовление дополнительной поверхности сварки и заделывание места предполагаемого разрыва могут происходить на одном общем этапе, т.е. по существу одновременно. Наполнение упаковки тиксотропным продуктом может осуществляться, например, во время изготовления продольной поверхности сварки.
В одном из вариантов осуществления пленка является однослойной, при этом материал пленки представляет собой полимерный материал. В других вариантах осуществления применяемая пленка может быть выполнена в виде многослойной пленки, которая содержит алюминий или другой металл в качестве запирающего слоя. Но в других вариантах осуществления применяется пленка без алюминия или, соответственно, без каких-либо металлов, при этом алюминий или, соответственно, металл может заменяться барьерами. Однако в каждом из вышеназванных случаев барьерные свойства являются опциональными.
Обусловленный сужением в направлении создаваемого отверстия эффект сопла перемешивает продукт еще раз перед выходом из упаковки. То есть в случае, если содержимое разделилось за время хранения, при применении это не заметно. Также содержимое может идеально дозироваться с помощью сужения, аналогично дозированию с помощью пипетки. Также открытая упаковка благодаря сужению не протекает, поэтому таким образом достигается останов капель.
Другим преимуществом нескольких вариантов осуществления предлагаемой изобретением упаковки является улучшенное манипулирование, которое проявляется в затрате более низкого и неизменного усилия при открытии. Вообще, благодаря отделенным в соответствии с изобретением поверхностям сварки, поверхности воздействия пальцами при открытии имеют больший размер и заданы более четко. В некоторых вариантах осуществления эта упаковка предотвращает также проявление резкого разрыва и вместе с тем разбрызгивание или, соответственно, нежелательный выход материала при отрыве.
Другие преимущества настоящего изобретения следуют из детального описания и чертежей.
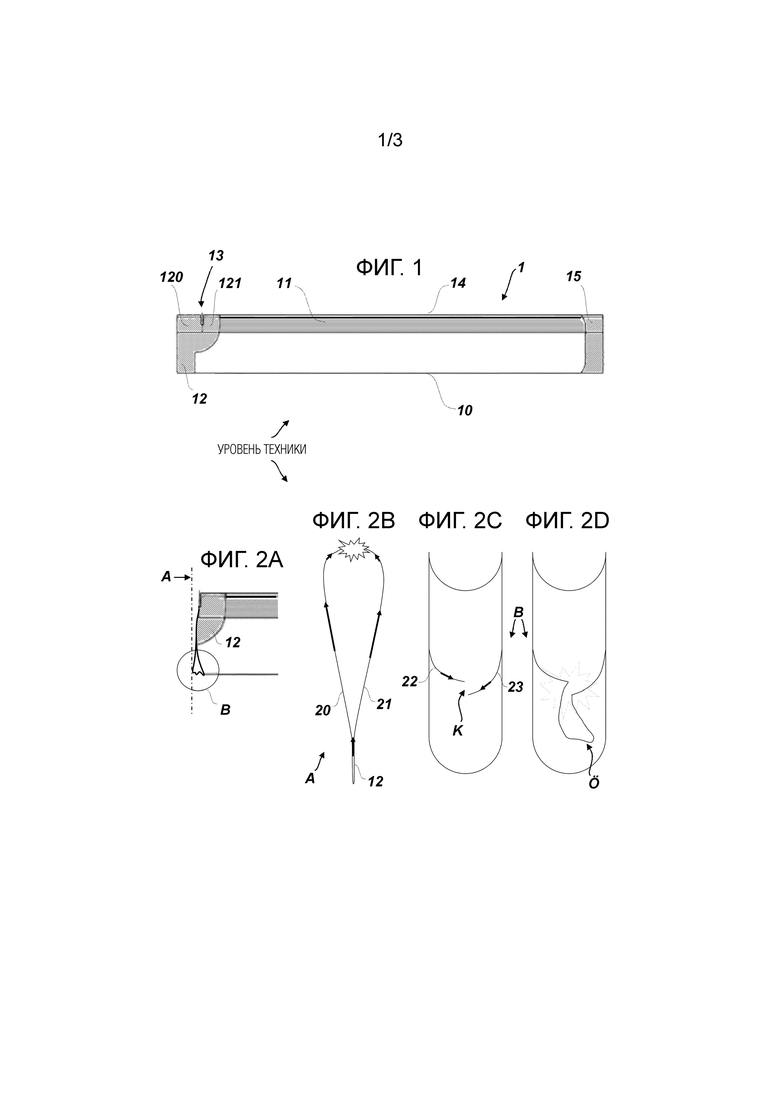
Фиг.1 представляет собой вид в плане упаковки, которая известна из уровня техники;
на фиг.2a-2d показана первая проблема при отрыве, которая возникает у упаковки из уровня техники, на виде в плане, виде в сечении и двух расположенных на расстоянии друг от друга во времени видах в перспективе;
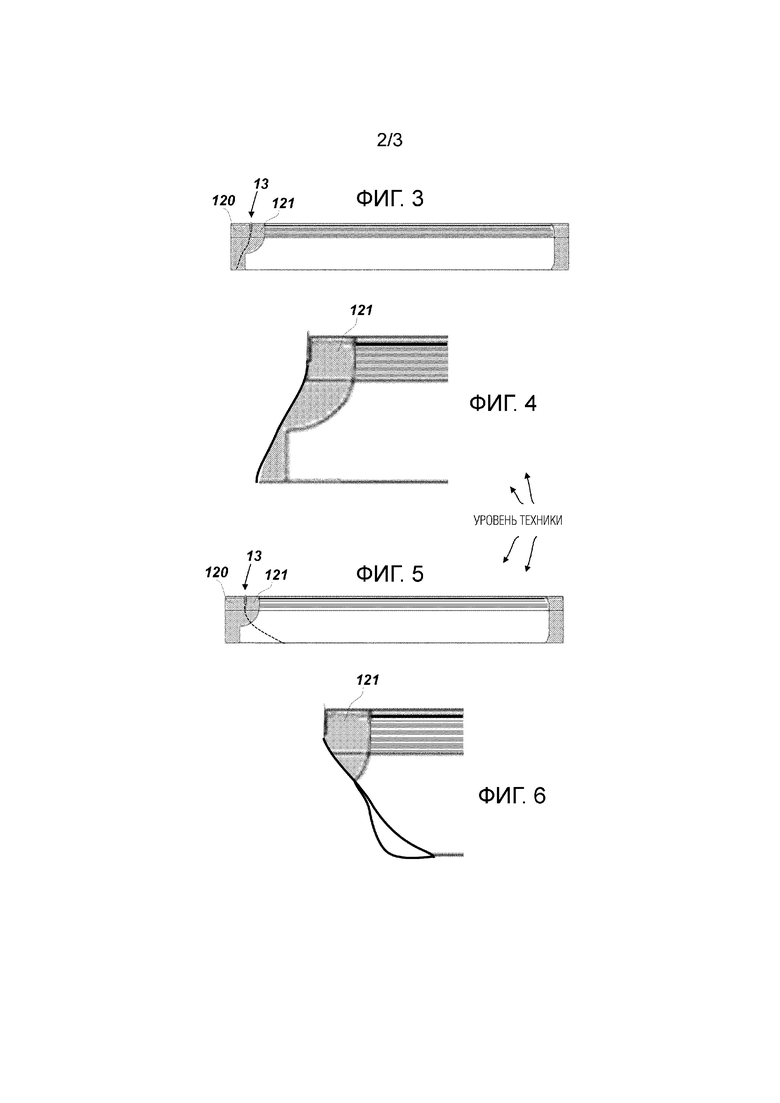
на фиг.3 и 4 показана вторая проблема при отрыве, которая возникает у упаковки из уровня техники, на общем виде в плане в неразорванном состоянии, имеющей обозначенную линию разрыва, и на местном виде в плане в уже разорванном состоянии;
на фиг.5 и 6 показана третья проблема при отрыве, которая возникает у упаковки из уровня техники, на общем виде в плане в неразорванном состоянии, имеющей обозначенную линию разрыва, и на местном виде в плане в уже разорванном состоянии;
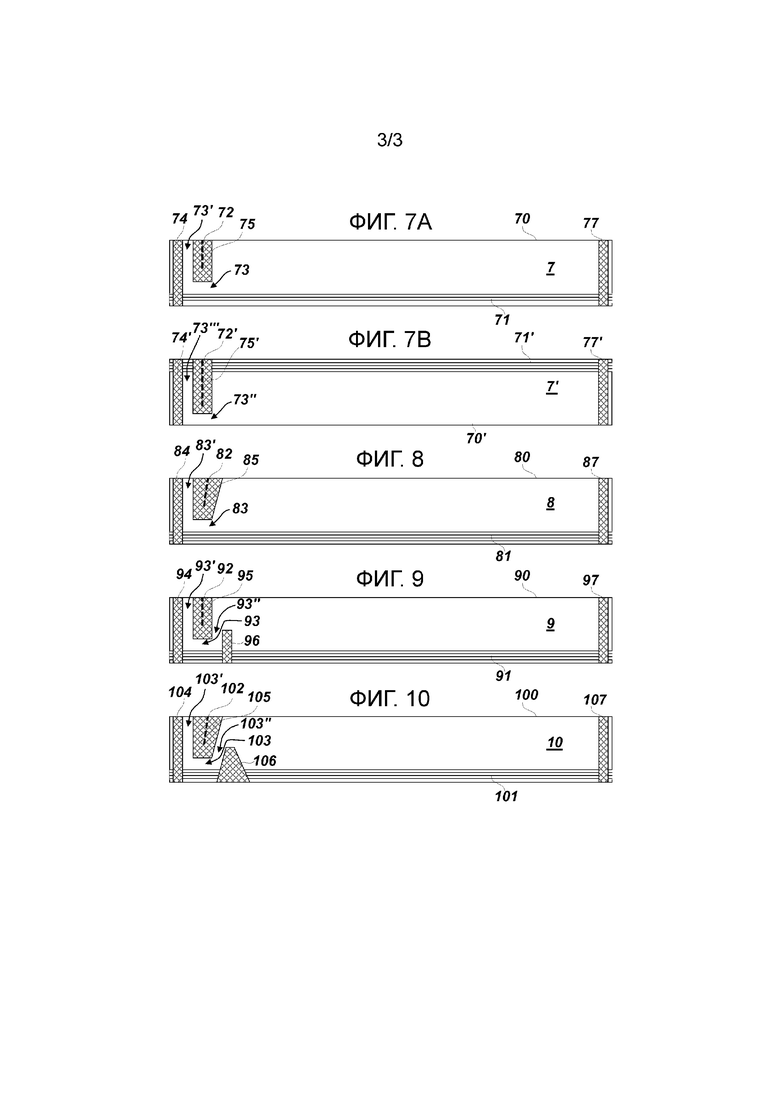
на фиг.7-10 показаны различные примеры осуществления предлагаемой изобретением упаковки.
На фиг.1-6 показана упаковка, которая известна из уровня техники (см. EP 2 432 330 A1, DE 10 2009 022 945 A1 или, соответственно, DE 21 2020 000 014 U1), а также проблемы, которые могут возникать при открытии такой упаковки.
На фиг.1 показан рукавный пакет 1 на виде сбоку. Упаковка распространяется по продольной оси. В процессе изготовления рукавных пакетов пленка дважды отворачивается параллельно продольной оси (10 и 14) и сваривается на задней стороне (11). Этот «язычок» 11 распространяется по продольной оси и загибается так, чтобы он заподлицо прилегал к задней стороне рукавного пакета. Перед этим или, соответственно, во время этого в формирующийся при сваривании рукав впускается продукт. Для окончательного уплотнения на переднем и заднем конце свариваются соответственно нижняя сторона и верхняя сторона (поверхность 15 на заднем конце и поверхность 12 на переднем конце), при этом в окончательное сварное соединение 12 на переднем конце дополнительно заделывается место предполагаемого разрушения (надрез или перфорация), которое должно упрощать разрыв упаковки. Тогда сваривание переднего и заднего конца (12 и 15) закрепляет в этих местах также вышеупомянутый «язычок» (продольный шов) на рукавном пакете. Место 13 предполагаемого разрыва заделано в поверхность 12 сварки со стороны края, так что оно противоположно отвороту 10. Дополнительно сварное соединение на переднем конце выполнено в закругленной форме таким образом, что при оптимальном разрыве образуется своего рода сопло, при этом продукт при выдавливании из упаковки проходит через это сопло, что должно иметь предпочтительный эффект, в частности у тиксотропных продуктов.
Предусмотрено, что пользователь одной рукой (например, большим пальцем и указательным пальцем) удерживает показанную на фиг.1 слева часть 120 поверхности 12 сварки «перед» местом 13 предполагаемого разрушения, а другой рукой (например, тоже большим пальцем и указательным пальцем другой руки) удерживает показанную на фиг.1 справа часть 121 поверхности 12 сварки «позади» места 13 предполагаемого разрушения, в том и другом случаях как можно ближе к месту 13 предполагаемого разрушения, и что путем латерального раздвигания этих двух частей 120 и 121 осуществляется разрыв.
При таком дизайне, который показан на фиг.2a-2d, при разрыве упаковки может случиться, что при завершении процесса разрыва придется компенсировать расхождение K, что может приводить к по меньшей мере частичному нежелательному выходу продукта, и/или что возникнет отверстие Ö неудобной формы. Это обусловлено, в частности, тем, что линия разрыва сначала еще в сваренной части 12 является одной единственной, но затем разделяется на две поверхности 20 и 21 рукава, как можно видеть на виде A сечения на фиг.2b. На местных видах B (фиг.2c и 2d) пояснено, что у этих линий 22 и 23 разрыва может получаться расхождение K, которое должно преодолеваться в момент отрыва. То есть фиг.2c изображает момент незадолго до отрывания, а фиг.2d момент вскоре после отрывания. Проблемой является, в частности, что эти две линии 22 и 23 отрыва в этот момент отрыва зачастую не сходятся друг с другом по прямому пути, а идут неправильными путями, которые могут приводить к разрыву нежелательно большой области упаковки (отверстие Ö). Точность и/или возможность дозирования при последующем выдавливании продукта из-за этого может ухудшаться. Также может нежелательно возникать разбрызгивание содержимого в момент разрыва.
Не все, но определенные варианты осуществления изобретения решают эту проблему, изображенную со ссылкой на фиг.2a-2d. Наряду с достижением затрачивания низкого необходимого усилия, у некоторых вариантов осуществления снижается опасность нечистого отрывания или, соответственно, некоординированного момента отрыва.
В уровне техники возникают, однако, и другие недостатки, как показано на фиг.3-6. Например, из-за того, что пользователь неправильно удерживает упаковку за поверхности 120 и 121 захвата и/или что место 13 предполагаемого разрушения изготовлено не совсем чисто, и при этом возникает подлежащее преодолению чрезмерное сопротивление, которое ведет к резкому, неконтролируемому движению разрыва, кусок может отрываться косо, из-за чего удаляется либо слишком мало, либо слишком много упаковки.
На фиг.3 и 4 показано случайное удаление слишком малого количества материала упаковки («куска») на общем виде (фиг.3) и местном виде (фиг.4) в оторванном, но не открытом состоянии. Тем самым пользователь вынуждается дополнительно применять для открытия инструмент, например, ножницы, причем этот инструмент может к тому же нежелательным образом приходить в соприкосновение с продуктом.
Вследствие случайного отклонения в другом направлении, см. фиг.5 и 6, в упаковке возникает слишком большое отверстие, которое может приводить к ухудшению выдавливания из упаковки. В частности, из-за этого ослабляется сужающаяся форма выхода, вследствие чего тиксотропный продукт недостаточно подвержен действию сил среза и поэтому может хуже выдавливаться из упаковки. К тому же такой чрезмерный разрыв при известных условиях может приводить к усилению изображенной с помощью фиг.2 проблемы, т.е. надрыв может продолжиться по продольной оси неконтролируемым образом.
В соответствии с изобретением решается проблема, представленная с помощью фиг.3 и 4, а в определенных вариантах осуществления дополнительно также проблемы, которые были представлены с помощью фиг.5 и 6.
На фиг.7a, 7b и 8-10 показаны различные варианты осуществления предлагаемой изобретением упаковки, общим для которых является то, что предусмотрено называемое в рамках пояснения уровня техники местом предполагаемого разрушения «место предполагаемого разрыва», т.е. перфорация, лазерный рез, которое заделано в дополнительную поверхность сварки. Эта дополнительная поверхность сварки отделена и расположена на расстоянии от «концевых поверхностей сварки» (называемых в рамках пояснения уровня техники поверхностями 12 и 15 сварки). В частности, эта первая дополнительная поверхность сварки, если смотреть по продольной оси упаковки, расположена между первой и второй концевой поверхностью сварки. Благодаря этой дополнительной поверхности сварки по меньшей мере устраняется риск того, что упаковка после отрыва куска случайно останется открытой, как это описывалось с помощью фиг.3 и 4.
Поэтому с помощью первой дополнительной поверхности сварки в соответствии с изобретением значительно повышается вероятность создания отверстия, которое выполняет требования тиксотропного содержимого упаковки, т.е. создается отверстие заданного диаметра, которое обеспечивает возможность эффекта сопла при выдавливании продукта.
Упаковки 7, 7' и 8 имеют каждая отделенную и расположенную на расстоянии от первой концевой поверхности 74, 74' или, соответственно, 84 сварки и от второй концевой поверхности 77, 77' или, соответственно, 87 сварки первую дополнительную поверхность 75, 75' или, соответственно, 85 сварки, в которую заделано место 72, 72' или, соответственно, 82 предполагаемого разрыва. Благодаря этому отделению предотвращается передача при сваривании слишком большого количества тепла на упаковочный материал и возникновение из-за этого, например, термического коробления, при этом поверхность захвата перед этим (на чертеже слева от этого) местом 72, 72' или, соответственно, 82 предполагаемого разрыв - т.е. область 74, 74' или, соответственно, 84 плюс канал 73', 73''' или, соответственно, 83' между поверхностями 74, 74' или, соответственно, 84 и 75, 75 или, соответственно, 85 сварки - увеличивается, и благодаря этому также улучшается возможность манипулирования.
Когда, например, случайно разрывают место 72 предполагаемого разрыва упаковки 7 косо в направлении концевой поверхности 74 сварки (как в случае проблемы с фиг.3), то, тем не менее, создается отверстие, так как благодаря отдельному сварному соединению 75 в упаковке образуется канал 73', которым при таком движении разрыва создается отверстие.
Упаковка 8 с фиг.8 еще раз улучшена в том отношении, что отделенная поверхность 85 сварки предоставляет большую удерживающую поверхность, а также направляет продолжение разрыва в направлении концевой поверхности 84 сварки. Это дополнительно усиливается, когда опционально (как показано здесь на фиг.8) место 82 предполагаемого разрыва тоже косо ориентировано туда же. Вероятность повышена благодаря тому, что в качестве отверстия создается канал 83 или в крайнем случае канал 83'.
Упаковка 7' с фиг.7b отличается от упаковки 7 тем, что продольная поверхность 71' сварки находится на том же продольном крае, что и дополнительная поверхность 75' сварки. Хотя при этом по-прежнему существуют проблемы, представленные с помощью фиг.2a-2d, однако по меньшей мере решена проблема, представленная с помощью фиг.3 и 4.
Дополнительная поверхность сварки, которая находится на стороне, противоположной продольной поверхности сварки, обеспечивает возможность разрыва упаковки с той стороны, на которой находится отворот, и заставляет разрыв впадать на продольной поверхности сварки (=продольный шов). То есть даже когда здесь линии разрыва сначала разветвляются на две боковые поверхности упаковки 7, 8, 9 или, соответственно, 10, они все же снова встречаются друг с другом в продольном шве. Это способствует выравниванию характера изменения силы, которая должна затрачиваться для разрыва. Кроме того, возникает чистый отрыв без лохмотьев или нежелательных хвостов, которые отображены на фиг.2d. Характер изменения силы при открытии является равномерным и слабым, что идеально, в частности, для пользователя, имеющего более слабую силу руки.
Другими примерными вариантами осуществления являются упаковки 9 и 10 с фиг.9 или, соответственно, 10. Упаковка 9 на фиг.9 основывается на упаковке 7 на фиг.7a и была дополнена второй дополнительной поверхностью 96 сварки, которая должна улавливать случайный слишком широкий надрыв, как поясняется с помощью фиг.4 и 5. Вторая дополнительная поверхность сварки, если смотреть вдоль продольной оси упаковки, находится между второй концевой поверхностью сварки и первой дополнительной поверхностью сварки. То есть даже когда пользователь непреднамеренно разрывает место 92 предполагаемого разрыва косо в направлении второй дополнительной поверхности 96 сварки, так что линия разрыва достигает второй дополнительной поверхности 96 сварки и попадет через нее непосредственно к продольной поверхности 91 сварки, то все же гарантировано заданное отверстие 93'', которое обеспечивает возможность желаемого эффекта сопла. Как описано ранее, идеальным образом при прямом отрыве возникает канал 93, а в случае слишком короткого отрыва канал 93'. Для пресечения опасности того, что разрыв пройдет косо таким образом, что после прохождения второй дополнительной поверхности 96 сварки он еще раз пересечет рукавный пакет, упаковка может, например, еще раз модифицироваться, как показано на фиг.10.
На фиг.10 показана упаковка 10 в качестве примера осуществления, который основывается на упаковке 8 на фиг.8 и дополнен второй дополнительной поверхностью 106 сварки. Эта вторая дополнительная поверхность 106 сварки улучшена по сравнению со второй дополнительной поверхностью 96 сварки на фиг.9 в том отношении, что она предоставляет более широкое свободное пространство для случайно косо проходящей линии разрыва, и поэтому дает большую гарантию того, что - даже в неблагоприятном случае - после отрыва куска буде создано только одно единственное отверстие, которое задано каналом 103'' между первой дополнительной поверхностью 105 сварки и второй дополнительной поверхностью 106 сварки. Как и в прежних примерах, идеальным образом возникает канал 103, а в случае слишком короткого отрыва канал 103'.
Также примеры осуществления 7, 7', 8, 9 и 10 обеспечивают возможность того, что при случайном отрыве слишком малого куска все же будет создано отверстие в упаковке, которое задано соответствующей концевой поверхностью (74, 74', 84, 94, 104) сварки и соответствующей дополнительной поверхностью (75, 75', 85, 95, 105) сварки. В каждом случае заметно повышается вероятность того, что при разрыве упаковки получится отверстие, которое даст желаемый эффект сопла.
В качестве дополнительной меры по предотвращению случайного бокового отрыва продольные поверхности 71, 71', 81, 91 и 101 сварки могут быть, например, направленно структурированы, так чтобы эта структура перенаправляла или, соответственно, умеряла неправильно проходящее продолжение разрыва. Отворот обозначен соответственно позицией 70, 80, 90, 100. Показанная здесь перекрестная штриховка концевых поверхностей сварки означает, что применяемые матрицы сварки снабжены «вафельным» профилем. Линовка продольной поверхности сварки означает, что эта поверхность непрерывно соединяется запечатыванием с продольным профилем. Однако могут получаться и другие структуры, когда используют соответственно другие инструменты. Как было показано, продольно структурированные сварные соединения являются не только опцией, но и могут, к тому же, достигать намеренно применяемого действия. В частности, это означает, что, например, вторая дополнительная поверхность сварки или продольная поверхность сварки могут иметь намеренно направленную продольную структуру, которая, если смотреть на виде как на этих фигурах, проходит сверху справа вниз налево, чтобы по возможности направлять линию разрыва вниз налево. Также возможно продольное структурирование в первой дополнительной поверхности сварки сверху вниз, т.е. от первого ко второму продольному краю, чтобы по возможности вести разрыв непосредственно вниз. Также достигаемые с помощью структурирования градиенты жесткости могут благоприятно влиять на проявление надрыва.
На фиг.7a, 7b и 8-10 показаны соответственно несколько отдельных аспектов, которые в любом сочетании могут также комбинироваться друг с другом, но не будут здесь иллюстрироваться все в силу требования краткости. Чисто в качестве примера можно назвать, что, например, продольная поверхность сварки примеров осуществления 8, 9 или, соответственно, 10 может быть предусмотрена соответственно также на противоположном продольном крае. Упаковка только чисто в качестве примера упомянута или, соответственно, показана в виде пакета с тремя запечатанными краями или в виде рукавного пакета. В соответствии с изобретением упаковка может также представлять собой другой пакет из пленки и, например, не иметь или иметь два продольных шва. При варианте осуществления в виде «пакета с тремя запечатанными краями», как уже показывает это название, продольный шов образует один из краев упаковки. Хотя фиг.7a, 7b и 8-10 указывают, что показан «пакет с тремя запечатанными краями», с тем же успехом речь может идти о рукавном пакете, продольный шов на крае которого сложен.
Как можно видеть на всех фигурах, изобретение обеспечивает возможность более легкого или, соответственно, более вероятного создания отверстия заданного размера. Например, следует обратить внимание, что все каналы 73, 73', 73'', 73''', 83, 83', 93, 93', 93'', 103, 103' и 103'' имеют по меньшей мере по существу одинаковый диаметр. Такой относительно узкий выход для тиксотропного продукта в упаковке нужен, потому что при выдавливании из упаковки должны возникать силы среза, которые размягчают и/или перемешивают продукт.
Хотя изобретение было пояснено на его предпочтительном варианте (вариантах) осуществления, однако могут производиться многие другие изменения и модификации без выхода из объема настоящего изобретения. Поэтому предусмотрено, что прилагаемые пункты формулы изобретения покрывают все изменения и модификации, которые содержатся в фактическом объеме изобретения.
Упаковка для тиксотропного продукта имеет первый продольный край, противоположный первому продольному краю второй продольный край, первую концевую поверхность сварки на первом конце упаковки, вторую концевую поверхность сварки на противоположном первому концу втором конце упаковки, место предполагаемого разрыва, которое размещено и заделано в такой ориентации, что при разрыве, начинающемся в месте предполагаемого разрыва, на упаковке создается отверстие, которое меньше, чем поперечное сечение упаковки. Упаковка также имеет первую дополнительную поверхность сварки, которая отделена и расположена на расстоянии от первой и второй концевых поверхностей сварки и вдается в упаковку от первого продольного края. Место предполагаемого разрыва заделано в эту первую дополнительную поверхность сварки. Упаковка имеет продольную поверхность сварки и отворот. Эта продольная поверхность сварки образует второй продольный край упаковки. Упаковка выполнена при этом как пакет с тремя запечатанными краями. Отворот образует первый продольный край. Группа изобретений обеспечивает точность дозирования при выдавливании продукта без разбрызгивания содержимого в момент разрыва упаковки. 3 н. и 10 з.п. ф-лы, 14 ил.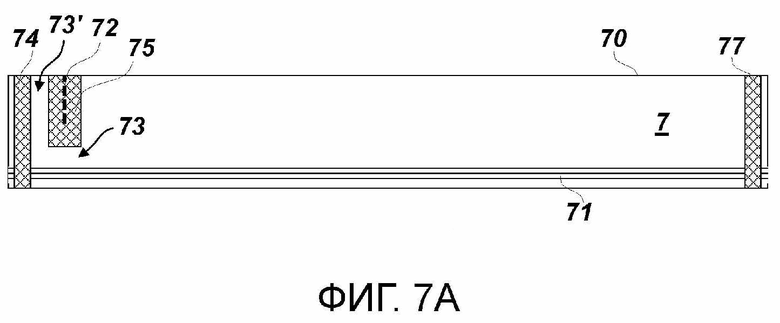
1. Упаковка (7, 7', 8, 9, 10) для тиксотропного продукта, причем эта упаковка имеет:
- первый продольный край,
- противоположный первому продольному краю второй продольный край,
- первую концевую поверхность (74, 74', 84, 94, 104) сварки на первом конце упаковки,
- вторую концевую поверхность (77, 77', 87, 97, 107) сварки на противоположном первому концу втором конце упаковки,
- место (72, 72', 82, 92, 102) предполагаемого разрыва, которое размещено и заделано в такой ориентации, что при разрыве, начинающемся в месте предполагаемого разрыва, на упаковке создается отверстие, которое меньше, чем поперечное сечение упаковки,
отличающаяся тем, что
- упаковка имеет первую дополнительную поверхность (75, 75', 85, 95, 105) сварки, которая отделена и расположена на расстоянии от первой и второй концевых поверхностей сварки и вдается в упаковку от первого продольного края, и
- место (72, 72', 82, 92, 102) предполагаемого разрыва заделано в эту первую дополнительную поверхность (75, 85, 95, 105) сварки,
- причем упаковка имеет продольную поверхность (71, 81, 91, 101) сварки и отворот (70, 80, 90, 100),
- причем эта продольная поверхность (71, 81, 91, 101) сварки образует второй продольный край упаковки, и упаковка выполнена при этом как пакет с тремя запечатанными краями, и
- причем отворот (70, 80, 90, 100) образует первый продольный край.
2. Упаковка по п.1, при этом
- упаковка имеет продольную поверхность (71, 71', 81, 91, 101) сварки,
- эта продольная поверхность (71, 81, 91, 101) сварки расположена на втором продольном крае, и
- отверстие может создаваться в виде первого канала (73, 83, 93, 103), который ограничен первой дополнительной поверхностью (75, 85, 95, 105) сварки и продольной поверхностью (71, 81, 91, 101) сварки.
3. Упаковка по п.1 или 2, при этом отверстие создается в виде второго канала (73', 73''', 83', 93', 103'), который ограничен первой дополнительной поверхностью (75, 75', 85, 95, 105) сварки и первой концевой поверхностью (74, 74', 84, 94, 104) сварки.
4. Упаковка по одному из предыдущих пунктов, при этом дополнительная поверхность (85) сварки, если смотреть от первого продольного края в направлении второго продольного края, имеет сужающуюся форму.
5. Упаковка по одному из предыдущих пунктов, при этом место (72, 72', 82, 92, 102) предполагаемого разрыва включает в себя перфорацию и/или лазерный рез.
6. Упаковка по п.5, при этом указанная перфорация или, соответственно, указанный лазерный рез, если смотреть от первого продольного края в направлении второго продольного края, заделан в первую дополнительную поверхность (75, 85, 95, 105) сварки, при этом воображаемая линия продолжения перфорации или, соответственно, лазерного реза проходит через канал (73, 73'', 83, 93, 103), который ограничен либо первой дополнительной поверхностью (75') сварки и отворотом (70'), либо первой дополнительной поверхностью (75, 85, 95, 105) сварки и продольной поверхностью (71, 81,91, 101) сварки.
7. Упаковка по одному из предыдущих пунктов, при этом
- упаковка имеет вторую дополнительную поверхность (96, 106) сварки, которая отделена и расположена на расстоянии от первой дополнительной поверхности (95, 105) сварки, а также от первой и второй концевых поверхностей (94/97, 105/107) сварки и вдается в упаковку от второго продольного края, и
- отверстие создается в виде четвертого канала (73, 73', 83, 83', 93, 93', 93'', 103, 103', 103''), который ограничен первой дополнительной поверхностью сварки и второй дополнительной поверхностью сварки.
8. Упаковка по п.7, при этом вторая дополнительная поверхность (106) сварки, если смотреть от второго продольного края в направлении первого продольного края, имеет сужающуюся форму.
9. Упаковка по одному из предыдущих пунктов, при этом место предполагаемого разрыва включает в себя насечку или надрез, которая или, соответственно, который заделан в первый продольный край.
10. Упаковка по одному из предыдущих пунктов, при этом отношение длины первого или второго продольного края к длине первого или второго конца составляет от 2 до 4, в частности 3.
11. Упаковка по одному из предыдущих пунктов, при этом упаковка изготовлена из пленки, причем эта пленка представляет собой, в частности, полимерную пленку, которая снабжена покрытием на своей внутренней стороне и/или своей наружной стороне.
12. Тиксотропный пищевой продукт, в частности корм для животных, который упакован в упаковку по одному из предыдущих пунктов.
13. Способ упаковки тиксотропного пищевого продукта в упаковку по одному из пп.1-11, причем этот способ включает в себя следующие этапы:
- непрерывная подача пленки и
- во время подачи:
- отворачивание пленки так, чтобы на первом продольном крае возникал отворот (70, 80, 90, 100),
- изготовление продольной поверхности (71, 81, 91, 101) сварки на втором продольном крае, который противоположен отвороту,
- изготовление второй концевой поверхности (77, 87, 97, 107) сварки,
- наполнение упаковки тиксотропным пищевым продуктом,
- изготовление первой концевой поверхности (74, 84, 94, 104) сварки,
- отдельно и на расстоянии от первой и второй концевых поверхностей сварки изготовление первой дополнительной поверхности (75, 85, 95, 105) сварки,
- изготовление места (72, 82, 92, 102) предполагаемого разрыва в первой дополнительной поверхности (75, 85, 95, 105) сварки и
- отделение упаковки рядом с первой и второй концевыми поверхностями сварки.
| Узел крепления штампов на вертикальном молоте | 1981 |
|
SU977094A1 |
| JP 2006044704 A, 16.02.2006 | |||
| ЭЛЕМЕНТ ДЛЯ УПЛОТНЕНИЯ, УПЛОТНЯЮЩИЙ БЛОК И СПОСОБ ОБРАЗОВАНИЯ УПЛОТНЯЮЩЕГО БЛОКА | 1995 |
|
RU2126578C1 |
| РЕГУЛИРУЕМЫЙ УПОР РИГЕЛЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ДВЕРЕЙ И СПОСОБ ЕГО УСТАНОВКИ | 2013 |
|
RU2594902C2 |
| US 4890744 A, 02.01.1990 | |||
| CN 102633040 A, 15.08.2012 | |||
| US 5746352 A, 05.05.1998 | |||
| CN 101391670 A, 25.03.2009 | |||
| Телефонное устройство | 1926 |
|
SU7090A1 |

