Область техники, к которой относится изобретение
Изобретение относится к способу соединения первой детали со второй деталью. Такие способы используются, например, в автомобильной промышленности для соединения оболочковых конструктивных элементов, выполненных из пластмассы.
Уровень техники
Способы соединения двух деталей достаточно хорошо известны. Например, в целом известно производство соединений путем склеивания, с помощью заклепок, гвоздей или с использованием резьбовых крепежных элементов. В частности, в случае использования резьбовых крепежных элементов, прежде всего для листовых деталей, существует проблема обеспечения подходящих поверхностей для осуществления внутренней резьбы в качестве ответной части для резьбы резьбового крепежного элемента. С этой целью в известных из уровня техники решениях используют так называемые приливы с резьбой или крепежные колпачки, которые могут быть образованы на детали, например, отливанием вместе с деталью. Подобные надстройки и вкладыши также можно прикреплять к детали впоследствии (то есть после изготовления порознь), обычно за счет приклеивания или сварки. Как формирование на детали, так и последующее крепление известных резьбовых крепежных колпачков требуют трудоемких и сложных технологических операций.
Из документа DE 202008009055 U1 известен крепежный колпачок для пластмассовой подложки, приформованный к этой пластмассовой подложке. Крепежный колпачок имеет каркас, на котором сформированы ребра усиления.
Из документа DE 102007016851 А1 известен способ получения крепежной конструкции крепежного колпачка на тонкостенной детали. В этом случае один конец крепежного колпачка выполняют в виде стыковочного участка. Вдобавок к этому, во внутреннем пространстве детали формируют стыковочный участок, являющийся ответным стыковочному участку крепежного колпачка. Затем два стыковочных участка смачивают клеящим веществом, соединяют и с фиксацией соединяют друг с другом за счет отверждения пластмассы на свету. Такое стыкование крепежного колпачка является трудоемким и сложным процессом. Необходимо, чтобы стыковочные участки точно соответствовали друг другу, а также чтобы деталь была подготовлена для приема крепежного колпачка.
Раскрытие изобретения
Задача настоящего изобретения состоит в усовершенствовании способов соединения первой детали со второй деталью в указанном выше отношении и, в частности, в том, чтобы разработать простой и недорогой способ, позволяющий надежно соединять детали, который в то же самое время также устойчив в отношении состояния поверхности деталей.
Указанная задача решается в способе соединения первой детали со второй деталью, включающем:
- наложение на первую деталь крепежного колпачка, выполненного из отверждаемого материала,
- отверждение крепежного колпачка на первой детали и
- установку соединительного элемента, пропускаемого через вторую деталь, первую деталь и по меньшей мере частично через крепежный колпачок.
Таким образом, две детали соединяют друг с другом посредством соединительного элемента, например, такого как резьбовой крепежный элемент. Для снабжения соединительного элемента хорошей рабочей поверхностью сначала формируют крепежный колпачок для соединительного элемента. В данном случае крепежный колпачок выполнен как элемент, формируемый на по меньшей мере одной из двух деталей в последующей за изготовлением этих деталей операции. С этой целью используют отверждаемый материал, который вначале - в частности в то время, когда его накладывают на деталь - является мягким и легко поддается пластической деформации. Материал не должен быть жидким, так как это сделало бы невозможным осуществление колпачка. Необходимо, чтобы материал обладал некоторой стабильностью формы для того, чтобы могла получиться куполообразная форма колпачка, т.е. возвышение, и чтобы она сохранялась до тех пор, пока материал не затвердеет, с тем, чтобы могла быть обеспечена удерживающая поверхность, соответствующая соединительному элементу, например резьбовому крепежному элементу, например, под резьбу. С другой стороны, во время наложения на деталь материал достаточно мягкий, вязкий или гелеобразный для того, чтобы он мог подстраиваться под контуры детали. Например, требуемая консистенция термопласта достигается в его термопластичном агрегатном состоянии. В результате крепежный колпачок может надежно прилегать к первой детали, при этом контактная поверхность между крепежным колпачком и первой деталью увеличена, и также создается предпосылка для возможного соединения с геометрическим замыканием с соответствующим образом выполненной поверхностью первой детали. Следовательно, предлагаемый в изобретении крепежный колпачок также может быть расположен на неровных и неплоских поверхностях, и его позиционирование не требует высокой степени точности.
Очевидно, что предлагаемый в изобретении способ также можно использовать для соединения более чем двух деталей. Помимо первой и второй деталей могут быть еще и другие детали, через которые проникает один и тот же пропущенный в крепежный колпачок соединительный элемент. Эти другие детали находятся, например, между первой и второй деталями, так что все детали соединены друг с другом.
В зависимых пунктах формулы изобретения, в подробном описании и на поясняющих приложенных чертежах приведены варианты осуществления изобретения.
Предпочтительно, чтобы отверждаемый материал имел такой состав, чтобы он приставал к первой детали за счет образования связей с ее материалом (неразъемное соединение за счет сил межмолекулярного или межатомного сцепления). Таким образом, можно обойтись без использования дополнительных вяжущих средств, таких как клеящие вещества.
Тем не менее, в качестве альтернативы или в дополнение для надежной фиксации крепежного колпачка к первой детали может быть использовано вяжущее средство, прежде всего вяжущее средство, осуществляющее связь между материалами. К примеру, это может быть клей или двусторонняя клейкая лента.
В предпочтительном варианте осуществления изобретения отверждаемый материал представляет собой пластмассу, прежде всего термопласт. Термопласты обладают качествами, необходимыми для осуществленного согласно изобретению крепежного колпачка, и с ними легко работать.
Предпочтительно предлагаемый в изобретении способ можно применять, если первая и/или вторая деталь состоит(-ят) из пластмассы.
В предпочтительном варианте предлагаемого в изобретении способа соединения двух деталей в качестве соединительного элемента используют резьбовой крепежный элемент. Предпочтительно резьбовой крепежный элемент может иметь головку для обеспечения того, что соединительный элемент без дополнительных мер надежно, с силовым замыканием, удерживается на конце, где расположена головка. Стержень резьбового крепежного элемента может быть скошенным и заостренным, так чтобы резьбовой крепежный элемент легко можно было вкрутить в крепежный колпачок, в котором не предусмотрено предварительно просверленное отверстие.
В первой и/или второй детали предварительно высверливают отверстие в месте соединения двух деталей друг с другом. Это облегчает пропускание соединительного элемента через первую и/или вторую деталь. Крепежный колпачок можно легко поместить на предусмотренное крепежное отверстие.
В одном варианте осуществления предлагаемого в изобретении способа соединительный элемент устанавливают без предварительного высверливания отверстия в крепежном колпачке, т.е. на тот момент времени, когда вставляют соединительный элемент, в крепежном колпачке отсутствует предварительно высверленное отверстие. При использовании надлежащим образом выбранного отверждаемого материала и/или за счет выбора подходящего момента времени для вставки соединительного элемента в крепежный колпачок обеспечивается, что материал колпачка является достаточно мягким для того, чтобы через него относительно легко проникал, например, саморез (шуруп). Нет необходимости вставлять соединительный элемент в крепежный колпачок в точно определенном положении.
В альтернативном варианте в крепежном колпачке также может быть предварительно высверлено отверстие перед установкой в крепежный колпачок соединительного элемента.
Отверждаемый материал предпочтительно затвердевает в результате воздействия воздуха, изменения температуры, воздействия света, например при облучении ультрафиолетом, или в результате добавления добавки. Добавка может представлять собой, например, отверждающий агент, добавляемый к подходящей пластмассе в маленьких лопающихся шариках. Когда пластмассовый колпачок накладывают на деталь, эти маленькие шарики могут взрываться для выпускания отверждающего агента. Следовательно, в состав отверждаемого материала может входить ряд компонентов.
Предпочтительно, чтобы отверждаемый материал извлекали перед наложением на первую деталь из воздухонепроницаемой упаковки, в частности из одиночной упаковки, рассчитанной только на один крепежный колпачок. Таким образом, материал защищен до момента начала его использования и исключается его преждевременное затвердевание, например, в случае отверждения под воздействием воздуха.
Согласно предпочтительному варианту осуществления предлагаемого в изобретении способа отверждаемый материал помещают в инструмент, накладывают на первую деталь с помощью инструмента, затем отделяют от инструмента, после чего отверждаемый материал затвердевает на первой детали. Таким образом, отверждаемый материал накладывают посредством инструмента, за счет чего появляется возможность упростить обращение с отверждаемым материалом и облегчить промышленное применение заявляемого способа. Предпочтительно, чтобы отверждение материала осуществлялось после того, как он отделен от инструмента, но также оно может происходить, частично либо полностью, в то время, пока он все еще пребывает в контакте с инструментом.
Преимуществом является то, что отверждаемый материал помещают в инструмент при нахождении отверждаемого материала в упаковке, в частности в одиночной упаковке, рассчитанной только на один крепежный колпачок, и удаляют по меньшей мере первую часть упаковки перед наложением отверждаемого материала на первую деталь. В соответствии с этим вариантом способа для вставки отверждаемого материала в инструмент не нужно вскрывать упаковку. Только лишь незадолго перед наложением материала на деталь удаляют по меньшей мере часть упаковки, например крышку, так чтобы материал можно было поместить непосредственно на детали и он мог приклеиться к детали. Другая часть упаковки все еще может оставаться между отверждаемым материалом и инструментом, например, пока материал выдавливают на деталь, для облегчения последующего разделения материала и инструмента.
Следовательно, согласно одному варианту осуществления предлагаемого в изобретении способа вторую часть упаковки могут удалять после наложения отверждаемого материала на первую деталь. Вторую часть упаковки, например пленку, действующую в качестве отделяющего средства между инструментом и материалом, удаляют после того, как инструмент был отведен от детали, с тем, чтобы впоследствии материал мог затвердевать без помех.
Согласно одной модификации способа инструмент выполнен с возможностью по меньшей мере частичного размягчения отверждаемого материала перед его наложением на первую деталь, например, путем подведения к отверждаемому материалу теплоты от инструмента. В результате этого крепежный колпачок может лучше подстраиваться под контуры детали и может лучше приставать к детали и, при подходящих условиях, также может объединяться вместе с поверхностью детали приплавлением к ней.
Краткое описание чертежей
Далее приведено подробное описание осуществления изобретения со ссылками на поясняющие его чертежи, на которых показано:
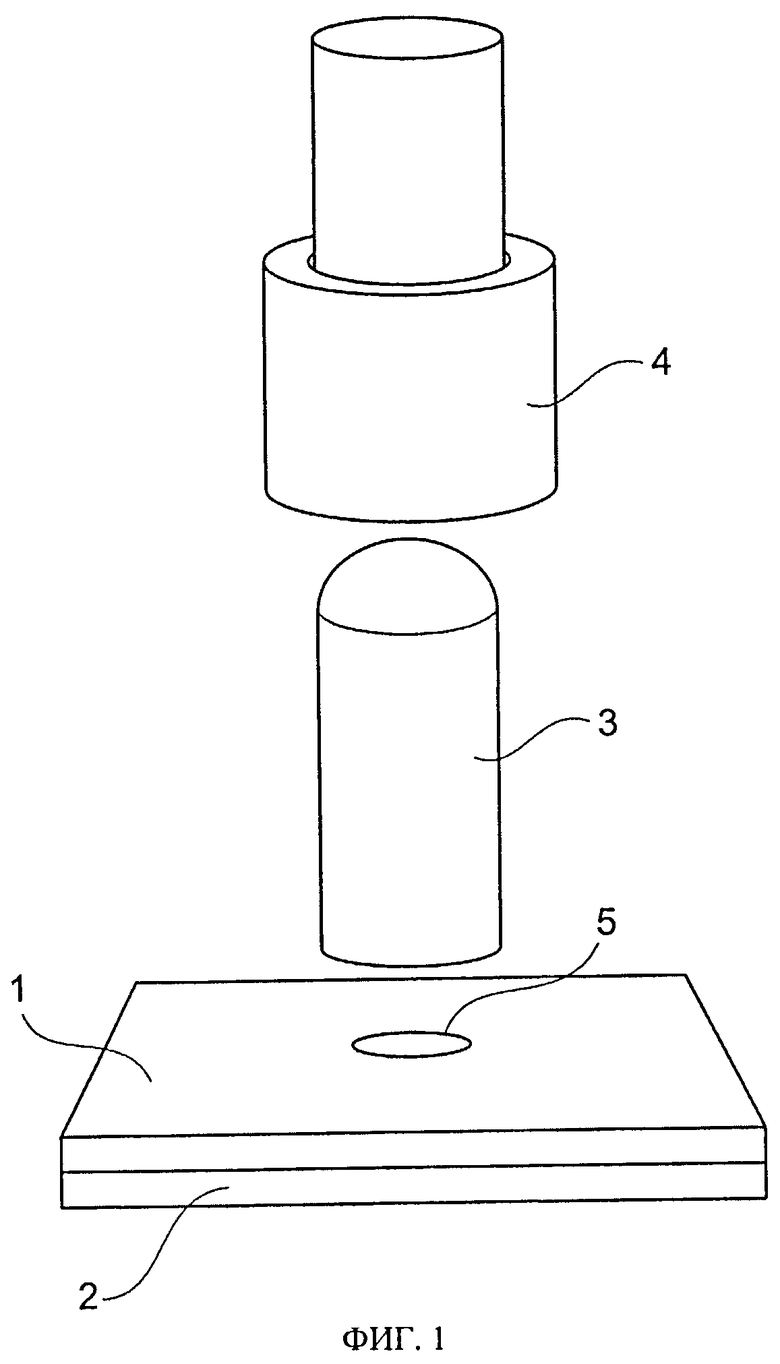
на фиг.1 - вид в аксонометрии деталей для осуществления предлагаемого в изобретении способа,
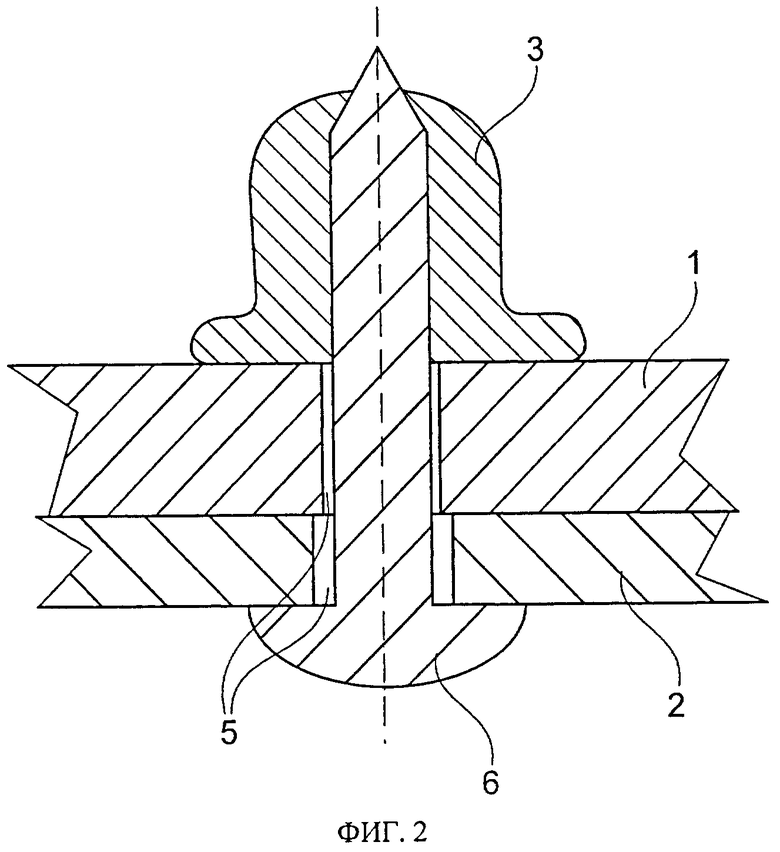
на фиг.2 - схематический вид в сечении деталей, соединенных с использованием предлагаемого в изобретении способа,
на фиг.3 - другой схематический вид в сечении деталей, соединенных с использованием предлагаемого в изобретении способа,
на фиг.4 - следующий схематический вид в сечении деталей, соединенных с использованием предлагаемого в изобретении способа,
на фиг.5 - еще один схематический вид в сечении деталей, соединенных с использованием предлагаемого в изобретении способа,
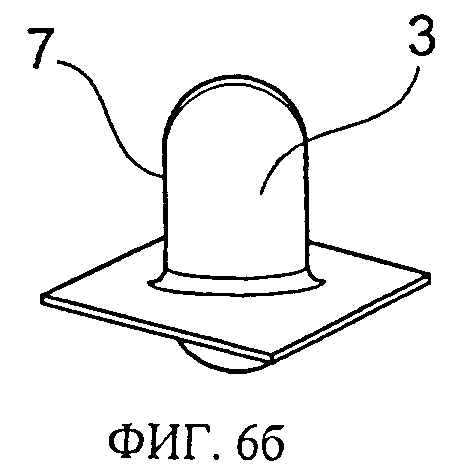
на фиг.6а-6в - изображения крепежных колпачков в их упаковках, при этом на фиг.6а и фиг.6б представлены изображения в аксонометрии, а на фиг.6в приведено сечение, соответствующее фиг.6б,
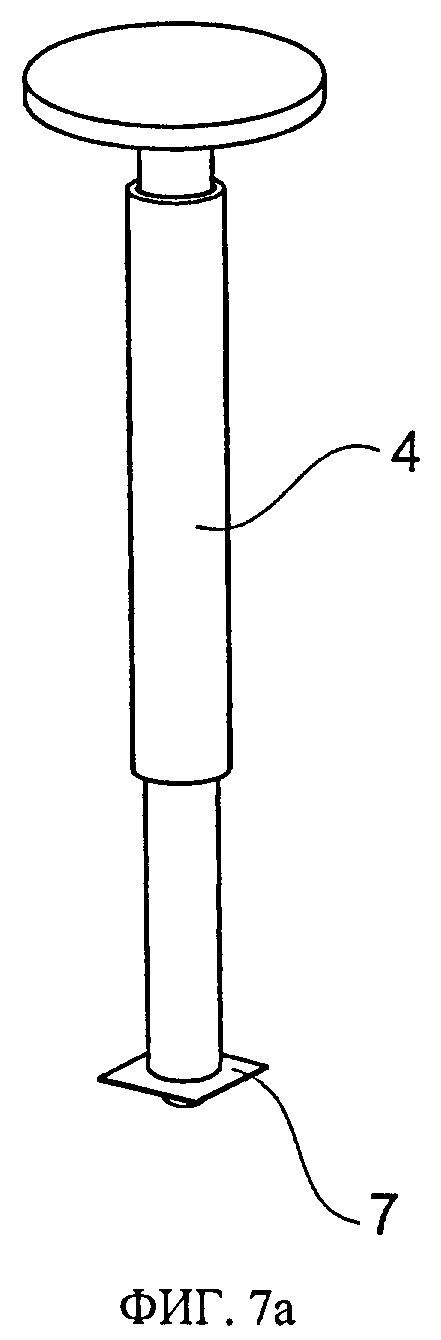
на фиг.7а-7е - иллюстрации шагов предлагаемого в изобретении способа.
Осуществление изобретения
На фиг.1 в аксонометрии показаны существенные детали, задействованные при осуществлении предлагаемого в изобретении способа. Необходимо соединить первую деталь 1 со второй деталью 2. Две плоские детали 1 и 2 предпочтительно могут быть выполнены из пластмассы. С целью их соединения используется крепежный колпачок 3, изготовленный из отверждаемого материала, например из термопласта, который накладывают на первую деталь 1. В этом случае крепежный колпачок 3 располагается в районе отверстия 5, проходящего через первую деталь 1 и вторую деталь 2, и поверх него. Отверстие 5 может быть выполнено так, что в двух деталях 1 и 2 оно имеет разные размеры: например, с одной стороны, в расчете на то, чтобы оно было достаточно крупным в детали 2 для облегчения вставки соединительного элемента, а с другой стороны - достаточно малым в детали 1 для обеспечения небольшого зазора соединительного элемента и для сохранения достаточной опорной контактной поверхности для крепежного колпачка. Крепежный колпачок 3 располагают на первой детали 1 с использованием инструмента 4.
На фиг.2 схематически показан вид в сечении соединения между деталями 1 и 2, которое было осуществлено согласно предлагаемому в изобретении способу. Крепежный колпачок 3 помещен поверх отверстия 5 на первой детали 1. В качестве соединительного элемента 6 служит резьбовой крепежный элемент, имеющий головку, прилегающую ко второй детали 2. На фиг.2 соединительный элемент 6 проникает через крепежный колпачок 3, так что кончик резьбового крепежного элемента выходит наружу из крепежного колпачка 3. Понятно, что соединительный элемент 6 также может оканчиваться внутри крепежного колпачка 3.
На других схематических изображениях, приведенных на фиг.3-5, показано, что предлагаемый в изобретении способ имеет особенно высокий иммунитет к наличию больших допусков на размеры или неточностей деталей.
Таким образом, на фиг.3 крепежный колпачок 3 расположен в месте нахождения наклонной грани деталей 1 и 2, так что крепежный колпачок 3 имеет неодинаковые высоты вдоль своей окружности или периметра. Это стало возможно благодаря тому, что мягкий в своем исходном состоянии материал крепежного колпачка 3 может хорошо подстраиваться под контуры поверхности первой детали 1. Предлагаемый в изобретении способ пригоден, даже если две детали 1 и 2 не прилегают друг к другу с контактом по плоскости, как показано на фиг.4. Кроме того, для расположения самого крепежного колпачка 3 не требуется высокая степень точности, поскольку, как показано на фиг.5, даже сидящий с перекосом крепежный колпачок 3 может обеспечивать достаточное удержание для соединительного элемента 6.
На фиг.6а-6в показано предпочтительное хранение до начала использования отверждаемого материала для крепежного колпачка 3. На фиг.6а показана упаковка 7 для нескольких крепежных колпачков 3, подобная известным блистерным упаковкам. Отдельные крепежные колпачки 3 со своими отдельными упаковками, или капсулами, представленные на фиг.6б, легко отделить от остальных отдельных упаковок. Как показано на фиг.6в, одиночная упаковка состоит из первой части 8, которая соответствует крышке, выполненной с возможностью снятия с крепежного колпачка 3 без удаления остального фрагмента упаковки 7, а именно второй части 9 упаковки.
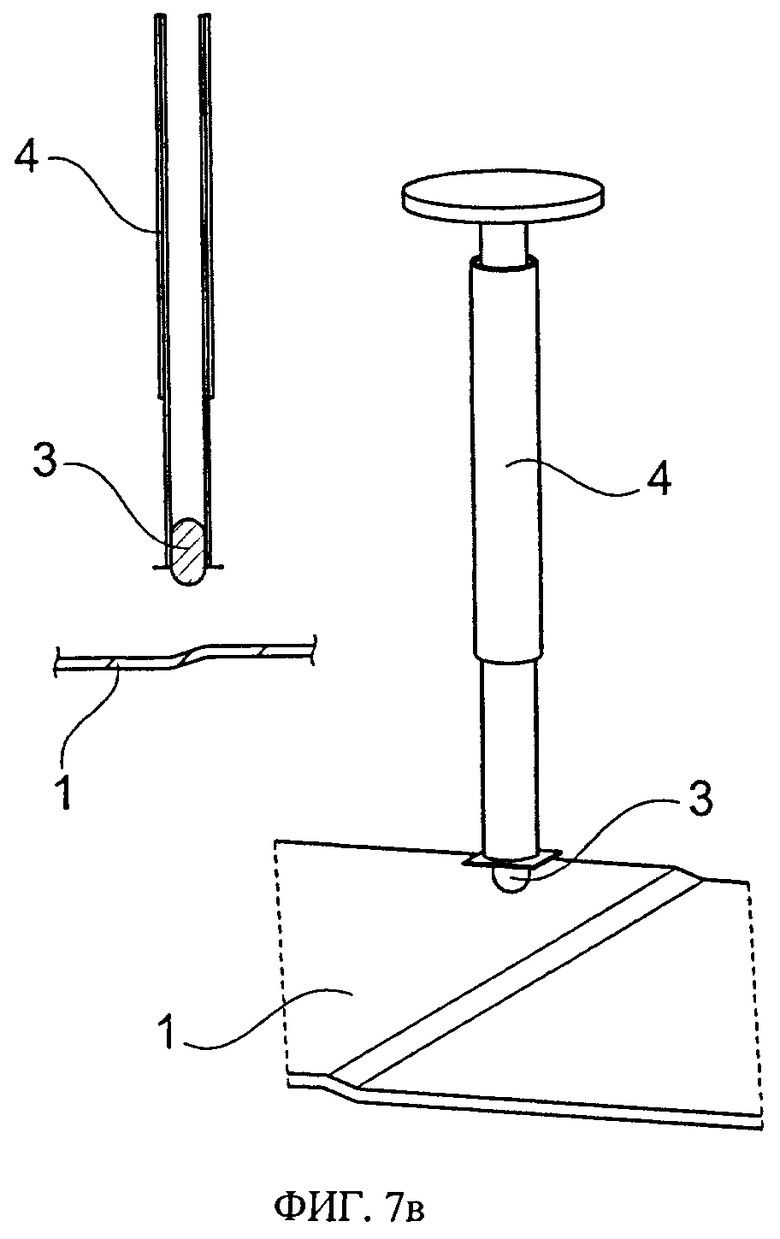
На фиг.7а-7е проиллюстрированы отдельные шаги предлагаемого в изобретении способа.
Как показано на фиг.7а, сначала крепежный колпачок, прямо в его отдельной упаковке 7, помещают в инструмент 4.
Затем стягивают первую часть 8 упаковки с крепежного колпачка 3, как показано на фиг.7б.
Далее, на фиг.7в и 7г показан процесс выдавливания отверждаемой массы, из которой формируется крепежный колпачок 3, на первую деталь 1, при этом в показанном примере деталь 1 имеет наклонную грань в точке, где намечено выполнить соединение. Вдобавок к изображению в аксонометрии на фиг.7в и 7г также показаны изображения в сечении, на которых проиллюстрировано положение отверждаемого материала крепежного колпачка 3 в инструменте 4. На фиг.7г все еще мягкая масса уже высаженного крепежного колпачка 3 подстраивается под контур наклонной грани первой детали 1.
Наконец, на фиг.7д инструмент 4 отведен от детали 1 и от крепежного колпачка 3. Как можно видеть на фиг.7е, затем с крепежного колпачка 3 стаскивают оставшуюся, вторую часть 9 упаковки. Материал крепежного колпачка 3 окончательно затвердевает и может быть использован в качестве крепежного колпачка, например, для резьбового крепежного элемента для соединения деталей.
Таким образом, в изобретении предложен особенно простой и недорогой способ, обеспечивающий возможность надежного соединения деталей и в то же время также допускающий большие вариации в плане состояния и качества поверхности деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПЕЖНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ТЕНТА | 2014 |
|
RU2633820C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ КАРДАННЫХ ВАЛОВ | 1996 |
|
RU2117196C1 |
| ПРОКАЛЫВАЮЩЕЕ ОТКИДНОЕ УКУПОРОЧНОЕ СРЕДСТВО | 2010 |
|
RU2495807C1 |
| ГАЗОГЕНЕРАТОР, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ МОДУЛЬ С ГАЗОГЕНЕРАТОРОМ | 2009 |
|
RU2518795C2 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2320522C2 |
| ПРЕДВАРИТЕЛЬНО НАПОЛНЕННЫЙ ШПРИЦ ДЛЯ ПОДКОЖНЫХ ИНЪЕКЦИЙ, СНАБЖЕННЫЙ КОЛПАЧКОМ | 2007 |
|
RU2425696C2 |
| ОТКРЫВАЮЩЕЕСЯ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОЙ УПАКОВКИ, СОДЕРЖАЩЕЙ РАЗЛИВАЕМЫЙ ПИЩЕВОЙ ПРОДУКТ | 2005 |
|
RU2378171C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ВОЛОКНОМ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1995 |
|
RU2145547C1 |
| УПЛОТНИТЕЛЬНЫЕ КОЛПАЧКИ ПЛАСТИНЧАТЫХ ГАЕК | 2013 |
|
RU2597300C2 |
| СПОСОБ ОБРАЗОВАНИЯ УЧАСТКА ЗАЦЕПЛЕНИЯ В ДЕТАЛИ | 2016 |
|
RU2726515C2 |








Изобретение относится к способу соединения двух деталей и направлено на расширение вариантов соединяемых поверхностей. Способ соединения первой детали со второй деталью, включающий: наложение на первую деталь крепежного колпачка, выполненного из отверждаемого материала, отверждение крепежного колпачка на первой детали и установку соединительного элемента, пропускаемого через вторую деталь, первую деталь и по меньшей мере частично через крепежный колпачок. 12 з.п. ф-лы, 14 ил.
1. Способ соединения первой детали (1) со второй деталью (2), включающий:
- наложение на первую деталь (1) крепежного колпачка (3), выполненного из отверждаемого материала,
- отверждение крепежного колпачка (3) на первой детали (1) и
- установку соединительного элемента (6), пропускаемого через вторую деталь (2), первую деталь (1) и по меньшей мере частично через крепежный колпачок (3).
2. Способ по п.1, отличающийся тем, что отверждаемый материал имеет такой состав, что он пристает к первой детали (1) за счет образования связей с ее материалом.
3. Способ по п.1, отличающийся тем, что отверждаемый материал представляет собой пластмассу, прежде всего термопласт.
4. Способ по п.1, отличающийся тем, что первая и/или вторая деталь состоит(-ят) из пластмассы.
5. Способ по п.1, отличающийся тем, что соединительный элемент (6) представляет собой резьбовой крепежный элемент.
6. Способ по п.1, отличающийся тем, что в первой и/или второй детали (1, 2) предварительно высверливают отверстие в месте соединения двух деталей друг с другом.
7. Способ по п.1, отличающийся тем, что соединительный элемент (6) устанавливают без предварительного высверливания в крепежном колпачке (3) отверстия.
8. Способ по п.1, отличающийся тем, что отверждаемый материал затвердевает в результате воздействия воздуха, изменения температуры, воздействия света или в результате добавления добавки.
9. Способ по п.1, отличающийся тем, что перед наложением на первую деталь (1) отверждаемый материал извлекают из воздухонепроницаемой упаковки (7), в частности из одиночной упаковки, рассчитанной только на один крепежный колпачок (3).
10. Способ по п.1, отличающийся тем, что отверждаемый материал помещают в инструмент (4), накладывают на первую деталь (1) с помощью инструмента (4), затем отделяют от инструмента (4), после чего отверждаемый материал затвердевает на первой детали (1).
11. Способ по п.10, отличающийся тем, что отверждаемый материал помещают в инструмент (4) при нахождении отверждаемого материала в упаковке (7), в частности в одиночной упаковке, рассчитанной только на один крепежный колпачок (3), и удаляют по меньшей мере первую часть (8) упаковки перед наложением отверждаемого материала на первую деталь (1).
12. Способ по п.11, отличающийся тем, что вторую часть (9) упаковки удаляют после наложения отверждаемого материала на первую деталь (1).
13. Способ по п.10, отличающийся тем, что инструмент (4) выполнен с возможностью по меньшей мере частичного размягчения отверждаемого материала перед его наложением на первую деталь (1), например, путем подведения к отверждаемому материалу теплоты от инструмента.
| DE 102007016851 A1, 16.10.2008 | |||
| US 5180267 A, 19.01.1993 | |||
| US 20090047100 A1, 19.02.2009 | |||
| DE 202008009055 U1, 17.12.2009 | |||
| RU 2000125822 A, 27.09.2002 |

