Настоящее изобретение относится к упаковке из упаковочного материала, а также к способу ее изготовления.
Упаковки в форме кирпича, изготавливаемые из полужесткого, согнутого слоистого упаковочного материала на основе бумаги, обычно используют для напитков, таких как молоко и сок. Традиционный способ открывания таких упаковок уже давно заключается в отрывании или в отрезании уголка углового клапана и получения таким образом желобка для розлива. Этот тип упаковки в последние годы также обеспечивают различными типами устройств для открывания, которые позволяют выполнять повторное закрывание. Такие устройства для открывания могут представлять собой, например, модернизированные наклеиваемые крышки, которые покрывают предварительно образованные линии ослабления в упаковочном слоистом материале. Также могут быть использованы устройства для открывания, выполняемые из пластика посредством инжекционного формования непосредственно по месту над отверстием в упаковочном слоистом материале. Один из вариантов таких устройств относится к выполняемой посредством инжекционного формования резьбовой шейке, которую создают так, чтобы она удерживала на себе винтовой колпачок.
Другая тенденция, которая наблюдается в последнее время, заключается в желании обеспечить возможность питья сока или других напитков прямо из упаковок в виде бутылки с винтовым колпачком. Эти бутылки могут быть выполнены, например, из стекла, металла или пластика. Больше всего растут продажи пластиковых бутылок, что, вероятно, в значительной степени можно объяснить малым весом таких бутылок по отношению к другим материалам.
Предпринят ряд попыток изготовления упаковок из бумаги, которые удовлетворяют требованиям получения конфигурации, подобной конфигурации бутылки, и наличия винтового колпачка, обеспечивающего возможность повторного закрывания.
Одна из попыток создания упаковки, подобной бутылке, из упаковочного слоистого материала на основе бумаги раскрыта в патенте США №5088642. В этой публикации раскрыта упаковка в форме кирпича, имеющая прямоугольную сужающуюся шейку с винтовым колпачком или чем-то подобным. Однако она не удовлетворяет пожеланиям покупателя, поскольку сужающаяся прямоугольная шейка не образует плавную периферийную поверхность. Выступающие клапаны, проходящие к углам, вызывают затруднения при манипулировании упаковкой, а также делают ее эстетически непривлекательной для покупателя, если сравнить эту упаковку с пластиковой бутылкой, по существу, с круглой и гладкой поверхностью.
Еще одна упаковка, по форме подобная бутылке, из упаковочного слоистого материала на основе бумаги описана в патенте США №5046660. Эта упаковка не удовлетворяет требованиям, предъявляемым покупателями в отношении формы упаковок и удобства манипулирования ими. В этом случае выступающие клапаны, кроме того, предназначены для функционирования в качестве поверхностей для захватывания, чтобы тянуть за два противоположных клапана в направлениях друг от друга для отделения второй пары сплавленных клапанов, которые расположены поперечно по отношению к тем клапанам, которые должны быть захвачены.
Следовательно, в этой отрасли имеется необходимость в создании упаковки, подобной бутылке, из такого упаковочного материала, как, например, упаковочный слоистый материал на основе бумаги.
Целью настоящего изобретения является создание упаковки, подобной бутылке, из такого упаковочного материала, как, например, упаковочный слоистый материал на основе бумаги.
Указанная выше цель достигается посредством создания упаковки из упаковочного материала, содержащей, по меньшей мере, частично цилиндрический корпусной участок, сужающийся плечевой участок, который образован в виде одной детали с корпусным участком и соединен с одним его концом, донный участок, который соединен с противоположным по отношению к плечевому участку концом корпусного участка, а также устройство для открывания, которое соединяется с противоположным по отношению к корпусному участку концом плечевого участка, при этом тем частям плечевого участка, которые соединяются с частями корпусного участка, которые имеют цилиндрическую конфигурацию, придают сужающуюся форму за счет того, что упаковочный материал сгибают в виде большого количества перекрывающих друг друга клапанов, так что три проходящих по окружности последовательных участка упаковочного материала согнуты таким образом, что первый участок образует наружную сторону, второй участок согнут внутрь и назад, так что он примыкает к внутренней стороне первого участка, а третий участок согнут таким образом, что он примыкает к наружной стороне упаковочного материала второго участка, обращенной к внутренней стороне упаковки, при этом корпусной участок и плечевой участок содержат трубу из полотнообразного или листообразного материала, который сгибают таким образом, что два противоположных края сведены вместе и сварены друг с другом вдоль продольного соединения, проходящего вдоль упаковки и трубы, при этом донный участок образован как одно целое с корпусным участком, причем донный участок запечатан за счет того, что конец трубы сплющен и одновременно спаян для образования уплотняющего ребра с уплотнением, при этом уплотняющее ребро является согнутым и имеет основные клапаны и вспомогательные клапаны, так что окончательно согнутое дно упаковки имеет восьмиугольную форму.
Предпочтительно, перекрывающие друг друга клапаны, проходящие по периферии, согнуты в одном и том же направлении. Это облегчает изготовление, поскольку можно простым образом осуществить сгибание посредством того, что коническая труба будет доведена до верхнего конца в течение одновременного вращения.
Предпочтительно, перекрывающие друг друга клапаны согнуты так, что они поочередно согнуты по периферии в противоположных направлениях. В таком случае легко можно получить полную симметрию, если, например, упаковку изготавливают с двумя прямыми сторонами между двумя полуцилиндрами.
Предпочтительно, протяженность по периферии тех участков, которые образуют перекрывающие друг друга клапаны, больше на конце плечевого участка, обращенного к устройству для открывания, по сравнению с концом плечевого участка, обращенным к корпусному участку.
Указанная выше цель также достигается посредством создания способа изготовления упаковки, при котором осуществляют формирование из полотнообразного или листового упаковочного материала трубы посредством того, что два противоположных края сводят и сваривают вместе; формирование трубы таким образом, что она будет иметь, по меньшей мере, частично цилиндрическую форму; формирование на одном конце трубы сужающегося плечевого участка посредством того, что те участки трубы, которые имеют цилиндрическую форму на одном конце трубы, образуют в виде сужающегося плечевого участка посредством того, что упаковочный материал сгибают в виде большого количества перекрывающих друг друга клапанов, так что три проходящих по периферии последовательных участка упаковочного материала согнуты таким образом, что первый участок образует наружную сторону, второй участок согнут внутрь и назад, так что он примыкает к внутренней стороне первого участка, а третий участок согнут так, что он примыкает к наружной стороне материала второго участка, обращенной к внутренней стороне упаковки; прикрепление устройства для открывания на том конце трубы, который образован в виде сужающегося плечевого участка; запечатывание упаковки посредством расплющивания концевого участка трубы и сплавление друг с другом концевых краев для образования уплотняющего ребра с уплотнением, и сгибание уплотняющего ребра посредством образования основных клапанов и вспомогательных клапанов, так что окончательно согнутое дно упаковки имеет восьмиугольную форму.
Предпочтительно, дополнительно осуществляют заполнение упаковки продуктом через конец трубы, противоположный по отношению к устройству для открывания. В этом случае можно сконструировать устройство для открывания исключительно для его конечной функции, то есть для открывания и закрывания упаковки, когда ее использует покупатель. Ранее упомянутый способ уплотнения донной части, кроме того, приемлем для сочетания с уже заполненной упаковкой, поскольку продукт, которым заполнена упаковка, может быть использован как противоположный упор при окончательном формировании донной части.
Предпочтительно, дополнительно осуществляют заполнение упаковки до того, как устройство для открывания закреплено по месту, через тот конец трубы, который образован в виде сужающегося участка. В этом случае можно образовать донную часть только исходя из механической прочности и инженерных аспектов производства. Когда заполнение выполняют подобным образом, то согласно одному из предпочтительных вариантов осуществления изобретения полезно, если трубу или шейку вначале закрепят в надлежащем месте, которое покрывает свободный край упаковочного материала (прежде всего, если речь идет о слоистом упаковочном материале на основе бумаги), после чего упаковку заполняют через трубу и в итоге, например, на трубу с резьбой в надлежащем месте устанавливают винтовой колпачок. Таким образом предпочтительно, чтобы способ дополнительно включал в себя стадии заполнения упаковки через устройство для открывания, а также запечатывание упаковки посредством уплотнения устройства для открывания.
Предпочтительно, дополнительно осуществляют заполнение упаковки через устройство для открывания, а также закрывание упаковки посредством запечатывания устройства для открывания.
Вследствие того что тем частям плечевого участка, которые соединяются с частями корпусного участка, которые имеют цилиндрическую форму, придана сужающаяся конфигурация, того, что упаковочный материал сгибают в виде большого количества перекрывающих друг друга клапанов, так что три проходящих по периферии последовательных части упаковочного материала сгибают таким образом, что первая часть образует наружную сторону, вторая часть согнута внутрь и назад, так что она примыкает к внутренней стороне первой части, а третья часть согнута таким образом, что она примыкает к наружной стороне материала второй части, повернутой так, чтобы она была обращена к внутренней стороне упаковки, можно получить закругленную, сужающуюся форму, которая, тем не менее, имеет гладкую наружную сторону без каких-либо выступающих клапанов. Вследствие того, что корпусной участок и плечевой участок содержат трубку из полотнообразного или листообразного упаковочного материала, который сгибают таким образом, что два противоположных края сведены вместе и сварены друг с другом вдоль продольного направления, проходящего вдоль упаковки и трубы, можно легко создать трубу из произвольного упаковочного материала, например из упаковочного слоистого материала на основе бумаги. Вследствие того что донный участок образован как единое целое с корпусным участком, можно получить из одной трубы готовый упаковочный корпус. Кроме того, корпус, выполненный как одно целое, будет чрезвычайно прочным по сравнению с большинством конструкций, включающих в себя слабые донные пластины или что-либо подобное.
Полагая, что способ включает в себя стадии формирования трубы из полотнообразного или листообразного упаковочного материала посредством сведения и сваривания вместе двух противоположных краев, посредством формирования трубы таким образом, что она будет иметь, по меньшей мере, частично цилиндрическую форму, посредством формирования на одном конце трубы сужающегося плечевого участка, за счет того что те части трубы, которые имеют цилиндрическую форму на одном конце трубы, будут образованы в виде сужающегося плечевого участка посредством сгибания упаковочного материала в виде большого количества перекрывающих друг друга клапанов, так что три проходящих по периферии последовательных участка упаковочного материала согнуты таким образом, что первая часть образует наружную сторону, вторая часть согнута внутрь и назад, так что она примыкает к внутренней стороне первой части, а третья часть согнута таким образом, что она примыкает ко второй части наружной стороны материала, обращенной к внутренней стороне упаковки, и посредством крепления устройства для открывания на том конце трубы, который образован в виде сужающегося плечевого участка, можно получить упаковку с закругленной, цилиндрической или частично цилиндрической формой, которая, кроме того, имеет сужающийся плечевой участок, подобный плечевому участку бутылки из пластика или стекла. Помимо этого, сужающаяся часть будет иметь коническую периферийную поверхность без каких-либо выступающих клапанов. За счет того что способ дополнительно содержит стадию запечатывания упаковки посредством расплющивания конца трубы, сваривания или спаивания друг к другу концевых кромок, можно весьма надежно осуществить уплотнение на одном конце трубы посредством сплющивания конца трубы и спаивания друг с другом внутренних сторон в виде так называемого соединения наложением. Это поперечное уплотнение может быть затем одновременно согнуто таким образом, что углы соединения будут загнуты внутрь к центру, при этом на нижней стороне упаковки будет образована некоторая форма клапана.
Настоящее изобретение будет описано более подробно ниже со ссылками на прилагаемые схематические чертежи, которые представлены с целью приведения примеров предпочтительных в настоящее время вариантов осуществления согласно настоящему изобретению и на которых:
фиг.1 - упаковка согласно первому предпочтительному варианту осуществления настоящего изобретения;
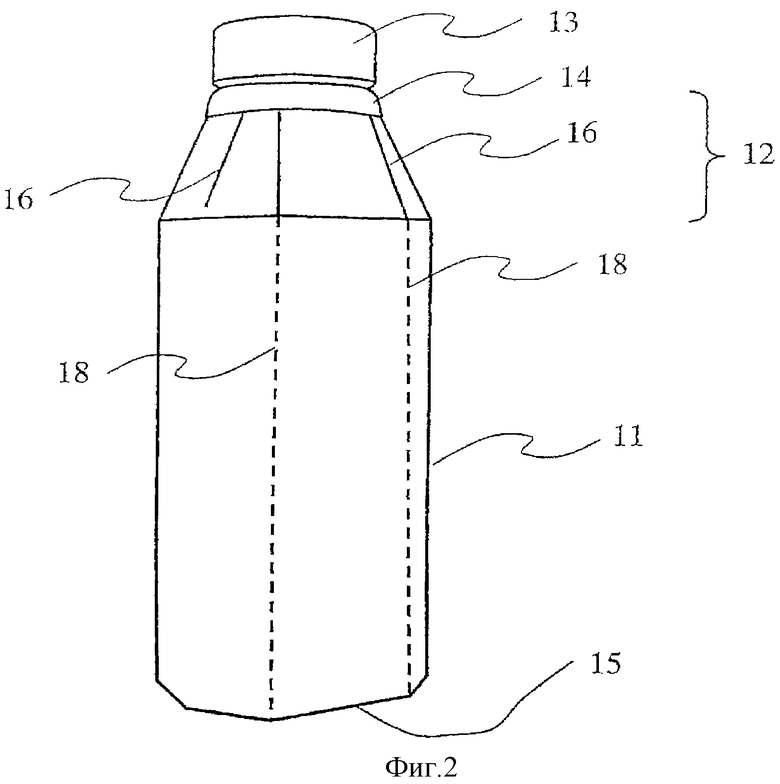
фиг.2 - упаковка согласно второму предпочтительному варианту осуществления настоящего изобретения;
фиг.3 - вид сверху в сечении сужающегося участка в частично согнутом внутрь состоянии;
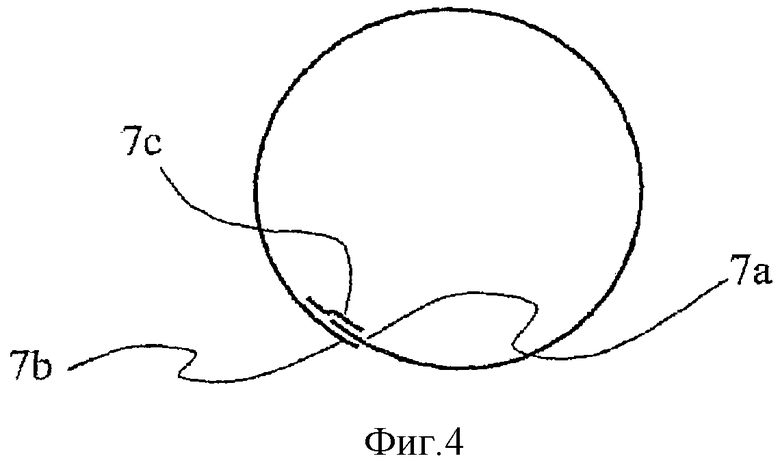
фиг.4 - сечение трубы, отмеченное на фиг.1;
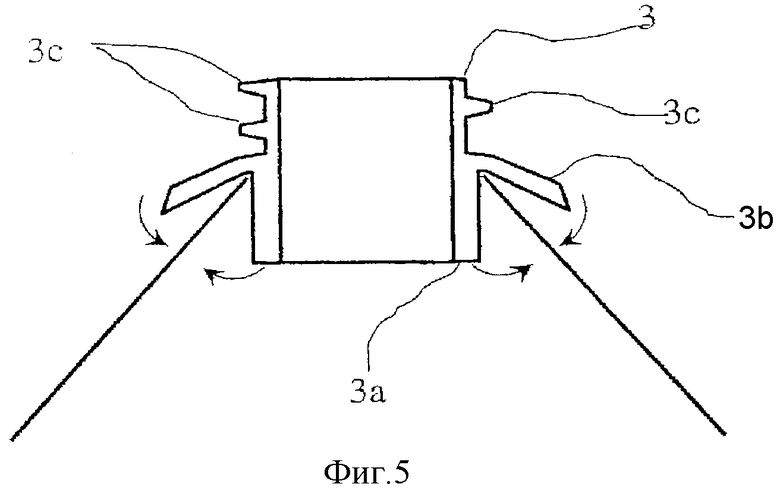
фиг.5 - вид в сечении крепления предварительно изготовленного устройства для открывания;
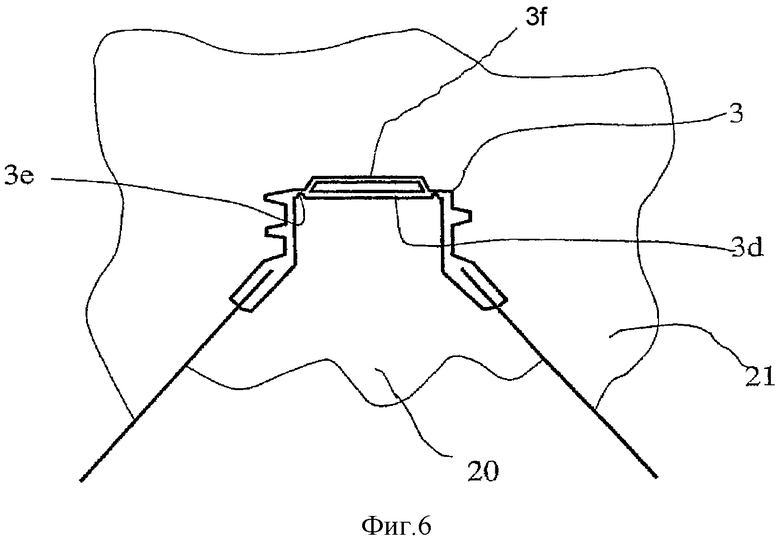
фиг.6 - вид в сечении устройства для открывания, выполненного непосредственным инжекционным формованием;
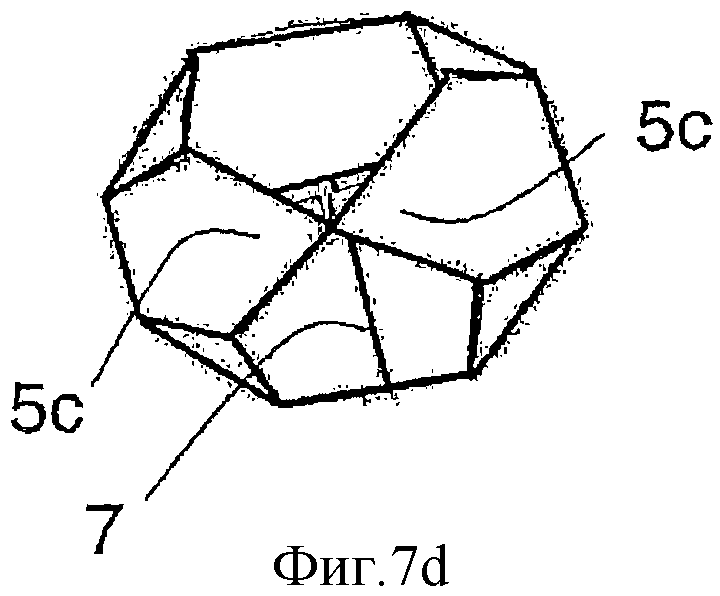
фиг.7а-d - один из способов сгибания применительно к восьмиугольной донной части согласно одному из предпочтительных вариантов осуществления изобретения.
Как видно на фиг.1, упаковка содержит корпусной участок 1, верхний сужающийся плечевой участок 2, устройство 3 для открывания и донный участок 5. Устройство 3 для открывания соединено с плечевым участком 2 через шейку 4. Эта шейка 4 предпочтительно соединена с обеих сторон свободного края материала, который образован на самом верху плечевого участка 2, так что она защищает край, подвергаемый воздействию влаги и грязи, как с внутренней стороны упаковки, так и с ее наружной стороны. Кроме того, предпочтительно, чтобы шейка 4 была выполнена с резьбой, на которую навинчивают винтовой колпачок. В конструкции, представленной на фиг.1, устройство 3 для открывания состоит из резьбового продолжения шейки 4 и устанавливаемого на него винтового колпачка.
Естественно, также могут быть применены и другие типы устройств для открывания. Например, возможно применение различных типов защелок, в случае которых нужно просто потянуть пробку вверх либо открутить пробку или колпачок на небольшой угол поворота. Кроме того, устройство для открывания может быть изготовлено заранее и расположено на плечевом участке 2, либо оно может быть образовано непосредственно на участке для открывания путем непосредственного инжекционного формования.
Предварительно изготовленное устройство для открывания может, например, быть прикреплено в надлежащем месте за счет того, что будет расплавлен слой пластика с внутренней и/или с наружной стороны упаковочного слоистого материала и устройство для открывания будет прижато к расплавленной зоне, пока не произойдет достаточное отверждение и закрепление. В случае еще одного способа может быть использована некоторая форма наносимого позже адгезионного вещества, которое обеспечивает сплавление друг с другом устройства для открывания и внутренней и/или наружной стороны упаковочного слоистого материала. На фиг.5 показано предварительно изготовленное устройство 3 для открывания, которое установлено в отверстии, образованном верхней частью сужающегося участка 2 упаковки. Проходящий вниз кольцевой фланец 3а предназначен для загибания вверх к внутренней стороне. Проходящий наружу кольцевой фланец 3b предназначен для загибания вниз к наружной стороне. Внутренний фланец 3а предназначен для сваривания по внутренней стороне упаковки. Наружный фланец 3b предназначен для защиты края бумаги от воздействия окружающей среды и придает упаковке эстетически привлекательный внешний вид. Кроме того, наружный фланец 3b может быть применен в качестве места крепления некоторого средства индикации несанкционированного вскрытия. Из фиг.5 очевидно, что устройство для открывания выполнено с резьбой 3с, которая предназначена для установки на нее винтового колпачка, так что верхнее отверстие будет уплотнено.
Вышеупомянутая конструкция, образованная непосредственно на участке для открывания, может быть осуществлена так, что шейка с резьбой будет выполнена путем непосредственного инжекционного формования на открытом крае, при этом пластик будет соединен как с внутренней, так и с наружной стороной упаковочной стенки, после чего на надлежащее место напрессовывают или навинчивают винтовой колпачок. На фиг.6 представлен один из примеров такого устройства для открывания. С внутренней стороны подводят инструмент 20 для его примыкания к внутренней стороне сужающегося участка 2. С наружной стороны подводят другой инструмент 21, который примыкает к наружной стороне сужающегося участка 2. В пространство, которое образовано между половинами инструмента, под давлением подают расплавленный пластик, который затвердевает и образует устройство 3 для открывания. Такое устройство может иметь мембрану 3d, которая покрывает отверстие и таким образом автоматически образует средство индикации несанкционированного вскрытия. В устройстве для открывания, содержащем мембрану, кроме того, можно использовать простой винтовой колпачок, который необходимо лишь надлежащим образом уплотнить, после того как упаковка открыта покупателем. В тех случаях, когда это приемлемо, вообще необязательно устанавливать наружный винтовой колпачок. Чтобы облегчить отрыв мембраны, ее выполняют со средством ослабления 3е, которое проходит вокруг предполагаемой линии отрыва. Кроме того, мембрана имеет отрывное ушко или выступ 3f. Для того чтобы можно было отвести инструмент от устройства для открывания, наружный инструмент 21 разделен на две половины, при этом линия разделения находится в плоскости бумаги с фиг.6.
Как видно на фиг.1 и 2, можно сконструировать упаковку таким образом, что остов или корпусной участок 1 и плечевой участок 2 будут полностью круглыми (см. фиг.1) или частично цилиндрическими (см. фиг.2). На фиг.2 показана упаковка с поперечным сечением, которое, если смотреть сверху, имеет несколько удлиненный внешний вид. В представленной конфигурации упаковка имеет две прямые боковые стороны и две полуцилиндрические короткие боковые стороны. В случае других вариантов осуществления также предполагается, что в них будет три, четыре или более прямых участка, которые связаны друг с другом частично цилиндрическими участками. Чтобы придать упаковке, состоящей из большого количества различных конфигураций и показанной на фиг.2, отчетливую форму, трубу выполняют с линиями сгиба 18, которые проходят вдоль продольного направления упаковки в тех местах, где поперечное сечение изменяет форму. На фиг.2 показаны две линии сгиба 18, которые обозначают переход между прямым участком и частично цилиндрическими участками.
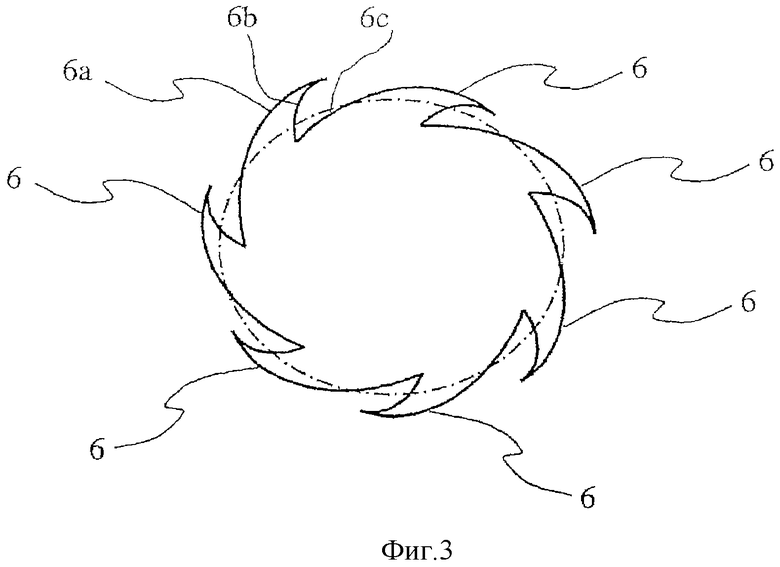
Сужающемуся участку 2 сужающаяся форма придана за счет того, что три проходящих по окружности последовательных участка 6а-с упаковочного материала сгибают таким образом, что первый участок 6а образует наружную сторону, второй участок 6b согнут внутрь и назад, так что он примыкает к внутренней стороне первого участка 6а, а третий участок 6с сгибают таким образом, что он примыкает к наружной стороне упаковочного материала второго участка 6b, обращенной к внутренней стороне упаковки.
На фиг.3 показано, как может выглядеть круглая упаковка перед тем, как она будет окончательно сформирована. На фиг.3 показаны семь перекрывающих друг друга клапанов. Согласно одному из предпочтительных вариантов осуществления упаковка содержит шесть или восемь перекрывающих друг друга клапанов, распределенных по частично цилиндрическим участкам. Упаковку, показанную на фиг.2, обеспечивают тремя или четырьмя перекрывающими друг друга клапанами на каждой стороне прямых участков. На фиг.3 окончательный контур упаковки показан штрих-пунктирной линией. Чем ниже к корпусному участку 1, тем на меньшую величину перекрытия будут смещаться перекрывающие друг друга клапаны 6, и чем выше к устройству 3 для открывания, тем больше будет перекрытие. В самой верхней зоне (ближайшей к устройству 3 для открывания) перекрытие может быть, например, настолько большим, что перекрывающий клапан будет заканчиваться непосредственно перед началом последующего клапана.
Согласно еще одному варианту осуществления (не показан) перекрывающие друг друга клапаны сгибают в разных направлениях, при этом, например, каждый второй из них сгибают в первом направлении по периферии, а каждый другой в направлении, противоположном первому направлению. В этом варианте осуществления перекрывающие друг друга клапаны предпочтительно располагают попарно вблизи друг от друга, так что пары перекрывающих друг друга клапанов образуют сплющенные символы Ω.
Приемлемым упаковочным материалом является, например, слоистый упаковочный материал на основе бумаги с преграждающим слоем из алюминия и с наружными слоями из уплотняемого пластика, например из полиэтилена. Естественно, вместо этого может быть использован альтернативный преграждающий слой, например из SiOx, и альтернативный наружный слой, например из полипропилена. В некоторых случаях в преграждающем слое вообще нет необходимости. Примером таких случаев является использование упаковки для продуктов, хранящихся в холодильниках на протяжении всего их срока хранения, так называемая "продажа товаров в замороженном виде".
Если обеспечивается то, что плечевому участку 2 упаковки при его протяжении у цилиндрического участка или частично цилиндрических участков будет придана сужающаяся конфигурация в результате использования описанных выше перекрывающих друг друга клапанов, то упаковка будет иметь форму, подобную форме бутылки.
Согласно одному из предпочтительных вариантов осуществления упаковку изготавливают так, что на первой стадии ее формируют в виде трубы из полотнообразного или листообразного упаковочного материала путем сведения и сваривания вместе двух противоположных краев. Это продольное соединение 7 представляет собой так называемое соединение внахлест или шов, то есть один продольный край проходит под встречным продольным соединением. Согласно этой конфигурации наружная сторона внутреннего края 7а будет сплавлена с внутренней стороной наружного края 7b. Также можно традиционным способом создать соединение 7 с так называемой продольной соединительной полосой 7с из материала, стойкого к воздействию жидкости, например из некоторой формы пластика. Продольная соединительная полоса защищает внутренний край от продукта, запакованного в упаковку. Как вариант, можно использовать технологию, в случае которой выполняют двойное сгибание внутреннего края между наружной стороной внутреннего краевого участка и внутренней стороной наружного краевого участка. Такое продольное соединение более подробно описано в патенте США №6265009.
После этого трубу формируют так, что она будет иметь, по меньшей мере, частично цилиндрическую конфигурацию, то есть так, что будет, по существу, круглой, овальной или состоящей из прямых и круглых или овальных участков. Это осуществляют посредством того, что трубу сворачивают и калибруют на оправке или чем-то подобном.
Затем сужающийся участок 2 образуют посредством того, что те части трубы, которые имеют на одном ее конце цилиндрическую форму, сгибают в виде большого количества перекрывающих друг друга клапанов 6, так что три идущих по окружности последовательных участка 6а-с упаковочного материала будут согнуты таким образом, что первый участок 6а образует наружную сторону, второй участок 6b сгибают внутрь и назад, так что он примыкает к внутренней стороне первого участка 6а, а третий участок 6с сгибают таким образом, что он примыкает к наружной стороне материала второго участка 6d, повернутого так, что он обращен к внутренней стороне упаковки.
После этого упаковку снабжают устройством для открывания, сваривают донную часть упаковки и заполняют упаковку продуктом. Эти последние стадии в принципе могут быть осуществлены в разной последовательности в зависимости от того, какой тип машины предназначен для изготовления упаковки и ее заполнения.
Согласно еще одному варианту осуществления трубу 1 снабжают закрытым устройством 3 для открывания (которое не предполагается открывать до тех пор, пока покупатель не захочет получить доступ к продукту), после чего упаковку заполняют продуктом через ее конец, противоположный устройству для открывания, и затем противоположный конец сваривают посредством того, что конец трубы 1 сплющивают и одновременно спаивают.
Согласно еще одному варианту осуществления упаковку заполняют через тот конец трубы 1, который образуют в виде сужающегося участка 2. Такое заполнение может быть осуществлено через открытый конец или, что наиболее предпочтительно, через шейку 4, которая выполнена на открытом конце и которая предназначена для расположения на ней винтового колпачка 3 или чего-то подобного.
Естественно, устройство 3 для открывания может быть обеспечено некоторым средством индикации несанкционированного вскрытия, информирующего покупателя о том, была ли упаковка вскрыта ранее или нет. Имеется бессчетное количество средств индикации несанкционированного вскрытия, которые могут быть применены с настоящим изобретением. Могут быть использованы перемычки, которые проходят между винтовым колпачком и кольцом, которое фиксировано для невозможности его поворота по отношению к упаковке и проходит поверх шейки 4 или чего-либо подобного.
Донное уплотнение представляет собой соединение наложением, при котором внутренние стороны концов трубы повернуты так, чтобы они были обращены друг к другу и спаяны друг с другом. Кроме того, донное уплотнение направлено поперечно по отношению к продольному уплотнению.
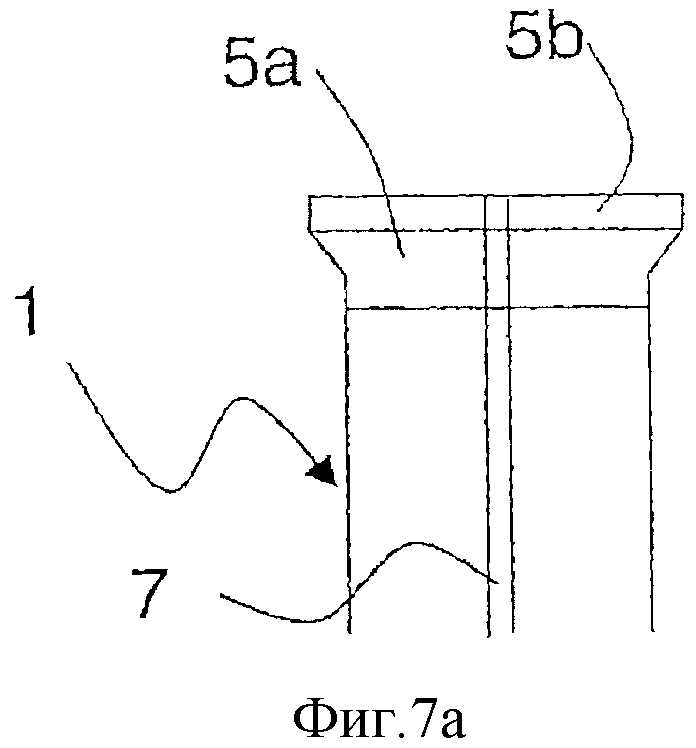
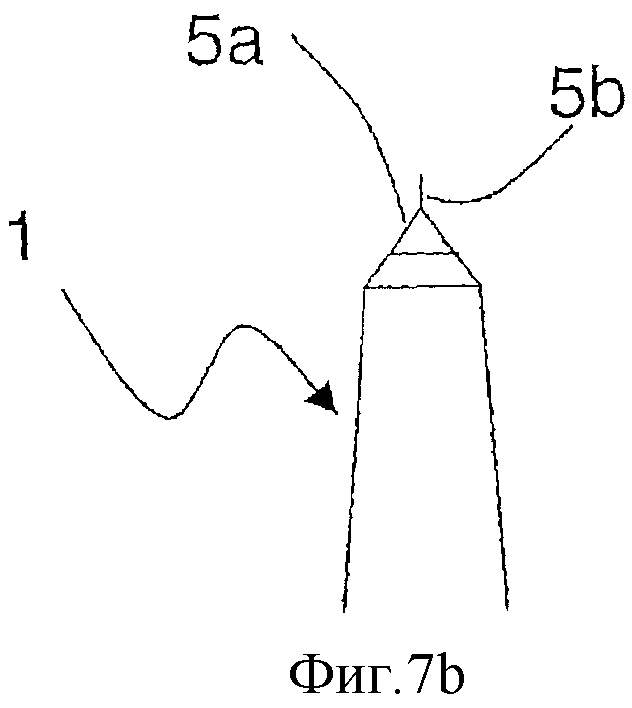
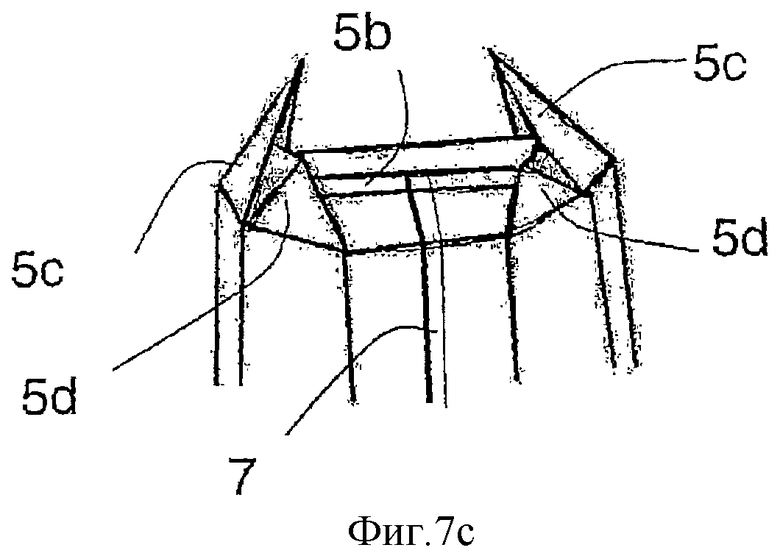
На фиг.7а и 7b показана упаковка, которая содержит трубу с донным уплотняющим ребром 5а, которое образовано из донного уплотнения 5b и части трубы 1 и которое создают посредством того, что конец трубы 1 зажимают и запаивают посредством двух зажимных захватов. На фиг.7с показана упаковка с донной частью в состоянии частично готового сгиба. На донном участке 5 представлены основные клапаны 5с и вспомогательные клапаны 5d. На фиг.7d. показана донная часть с готовым сгибом.
На первой подготовительной стадии ребро 5а предварительно слегка сгибают в направлении от продольного соединения 7. Применительно к этой и к другим стадиям сгибания предпочтительно нагревать материал посредством горячего воздуха или чего-то подобного, так чтобы материал становился более мягким и более гибким, что уменьшает опасность возникновения в материале трещин. Предпочтительно предварительно сгибать ребро 5а в направлении от продольного соединения 7, поскольку труднее выполнять сгиб поверх продольного соединения 7, когда некоторое количество слоев упаковочного материала уложено с наложением друг на друга.
После этого сгибают ребро 5а, а углы выгибаются, то есть начинается сгиб вдоль линий сгиба в качестве подготовительной стадии для окончательного сгибания.
Центральный участок предварительно согнутого ребра 5а прижимают вниз к той части трубы, которая образует донный участок 5. Эта стадия, безусловно, приводит к созданию основного клапана 5с на каждом поперечном конце ребра 5а. Для того чтобы придать окончательному донному сгибу эстетическую привлекательность и обеспечить то, что упаковка будет устойчиво устанавливаться, важно, чтобы клапаны не выступали вниз от упаковки. Поэтому обеспечивают обращенное внутрь понижение с каждой стороны каждого основного клапана 5с между верхним концом и переходом между той частью трубы, которая образует донный участок, и остальной частью трубы.
В этом случае в каждой части будет образован вспомогательный клапан 5d, который проходит несколько внутрь под основным клапаном 5с. На фиг.7с показана упаковка с основными клапанами 5с и вспомогательными клапанами 5d. Вспомогательные клапаны 5d, образованные понижением, приводят к тому, что окончательно согнутый донный участок упаковки будет иметь восьмиугольную форму, которая показана на фиг.7d.
Наконец, основные клапаны 5с полностью прижимают к донному участку 5, так что основные клапаны 5с, вспомогательные клапаны 5d и уплотняющее ребро 5а будут плоско лежать на донном участке 5. Непосредственно перед тем как они будут одновременно сжаты, материал нагревают, так чтобы он был частично расплавлен и, следовательно, был бы сплавлен совместно со смежными частями, когда пластик вновь затвердевает. Естественно, это может быть также осуществлено за счет того, что на выбранные места снизу клапанов будет нанесено незначительное количество некоторого адгезионного вещества. Согнутая таким образом упаковка достигает готового согнутого состояния, показанного на фиг.7d.
Если предполагается образовать упаковку с прямоугольным поперечным сечением донной части, это может быть осуществлено приблизительно таким же способом, что и в случае описанного выше восьмиугольного поперечного сечения. В принципе, различие состоит только в том, что не создают вспомогательные клапаны, а лишь выполняют сгибание ребра и сгибание основных клапанов.
Специалисту в данной области техники будет очевидно, что не выходя за рамки изобретения, которые определены в прилагаемых пунктах формулы изобретения, может быть выполнен ряд модификаций описанных здесь вариантов осуществления настоящего изобретения.
Например, можно образовать продольное соединение в виде так называемого соединения наложением, когда обе из внутренних сторон сходящихся продольных краев сваривают друг с другом. Кроме того, поперечному уплотнению, естественно, может быть придана иная ориентация, чем описанная выше поперечная ориентация.
Упаковка из упаковочного материала содержит частично цилиндрический корпусной участок, сужающийся плечевой участок, который образован в виде одной детали с корпусным участком, а также донный участок. Причем донный участок соединен с противоположным по отношению к плечевому участку концом корпусного участка. Кроме того, упаковка также содержит устройство для открывания, которое соединяется с концом плечевого участка. При этом плечевому участку придают сужающуюся форму за счет того, что упаковочный материал сгибают в виде большого количества перекрывающих друг друга клапанов. Причем три проходящих по окружности последовательных участка упаковочного материала согнуты таким образом, что первый участок образует наружную сторону, второй участок согнут внутрь и назад, так что он примыкает к внутренней стороне первого участка, а третий участок согнут таким образом, что он примыкает к наружной стороне упаковочного материала второго участка, обращенной к внутренней стороне упаковки. Корпусной участок и плечевой участок выполнены из полотнообразного или листообразного материала, который сгибают таким образом, что два противоположных края сведены вместе и сварены друг с другом вдоль продольного соединения. При этом донный участок образован как одно целое с корпусным участком, и запечатан за счет того, что конец трубы сплющен и одновременно спаян для образования уплотняющего ребра с уплотнением. Причем уплотняющее ребро является согнутым и имеет основные клапаны и вспомогательные клапаны, так что окончательно согнутое дно упаковки имеет восьмиугольную форму. Заявленное изобретение также относится к способу изготовления вышеуказанной упаковки. Предложенное изобретение обеспечивает создание упаковки, подобной бутылке из упаковочного слоистого материала, такого как бумага. 2 н. и 6 з.п. ф-лы, 12 ил.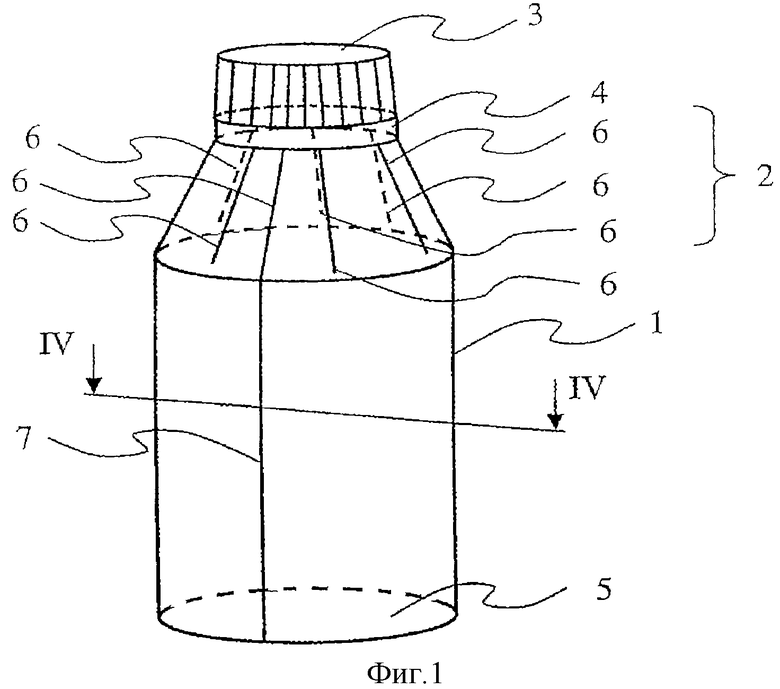
формирование из полотнообразного или листового упаковочного материала трубы посредством того, что два противоположных края сводят и сваривают вместе;
формирование трубы таким образом, что она будет иметь, по меньшей мере, частично цилиндрическую форму;
формирование на одном конце трубы сужающегося плечевого участка посредством того, что те участки трубы, которые имеют цилиндрическую форму на одном конце трубы, образуют в виде сужающегося плечевого участка посредством того, что упаковочный материал сгибают в виде большого количества перекрывающих друг друга клапанов, так что три проходящих по периферии последовательных участка упаковочного материала согнуты таким образом, что первый участок образует наружную сторону, второй участок согнут внутрь и назад, так что он примыкает к внутренней стороне первого участка, а третий участок согнут так, что он примыкает к наружной стороне материала второго участка, обращенной к внутренней стороне упаковки;
прикрепление устройства для открывания на том конце трубы, который образован в виде сужающегося плечевого участка;
запечатывание упаковки посредством расплющивания концевого участка трубы и сплавление друг с другом концевых краев для образования уплотняющего ребра с уплотнением; и
сгибание уплотняющего ребра посредством образования основных клапанов и вспомогательных клапанов, так что окончательно согнутое дно упаковки имеет восьмиугольную форму.
| US 1912884 А, 06.06.1933 | |||
| US 5704541 А, 06.01.1998 | |||
| СПОСОБ ИЗВЛЕЧЕНИЯ СОКА ИЗ ПИЩЕВЫХ ПРОДУКТОВ | 2002 |
|
RU2321314C2 |
| US 5088642 А, 18.02.1992 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БЕДАНА ШУРПА" СПЕЦИАЛЬЛНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321313C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 2006 |
|
RU2323078C2 |

