Настоящее изобретение относится по существу к дутьевой фурме для печи для производства чугуна и, более конкретно, к дутьевой фурме для печи для производства чугуна, которая может подавать воздух, кислород или топливо, например угольную пыль, в печь для производства чугуна так, чтобы загруженное топливо могло сгорать и железная руда внутри печи для производства чугуна могла плавиться, и которая имеет увеличенный срок службы.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
По существу процесс получения железа является процессом, в котором в качестве топлива используется кокс, а в качестве сырья используется железная руда. Топливо и руда загружаются в печь для производства чугуна через загрузочное отверстие и в печь подается горячий воздух через дутьевой канал фурмы, расположенной в нижней части печи так, чтобы загруженный кокс сгорал и руда восстанавливалась и плавилась, образуя расплавленное железо в форме горячего расплава.
В обычной печи для производства чугуна дутьевая фурма для подачи горячего воздуха в печь обычно изготовлена из чистой меди. Хотя температура плавления чистой меди равна 1083°C, которая является довольно низкой, внутри дутьевой фурмы с высокой скоростью циркулирует охлаждающая вода, поэтому медная дутьевая фурма может выдерживать высокую температуру горячего воздуха, равную приблизительно 1200°C, подаваемого в печь для производства чугуна через дутьевую фурму.
Для подачи горячего воздуха в печь для производства чугуна дутьевая фурма встроена в стену печи. Для обеспечения требуемой герметичности дутьевой фурмы независимо от внутреннего давления в печи дутьевую фурму, после того как она соединена с охладителем, обычно устанавливают так, чтобы она выступала внутрь печи. Поскольку дутьевая фурма имеет конструкцию концевую внутрь, как указано выше, эту дутьевую фурму нужно защищать от плавления или повреждения теплотой внутри печи. Соответственно, дутьевую фурму обычно снабжают системой водяного охлаждения, в которой охлаждающую уводу нагнетают в дутьевую фурму через впуск и заставляют циркулировать по охлаждающему каналу, в результате чего вода охлаждает дутьевую фурму прежде, чем выйдет из дутьевой фурмы через выпуск.
Далее, обычная дутьевая фурма имеет форму усеченного конуса и состоит из узла корпуса и концевой части, соединенной с концом узла корпуса так, что, когда горячий расплав течет вниз по внутренней поверхности стены печи для производства чугуна, этот горячий расплав контактирует с концевой частью дутьевой фурмы и может разъесть или повредить концевую часть. Когда концевая часть дутьевой фурмы разъедена или повреждена, как описано выше, прекращается подача охлаждающей воды в концевую часть, чтобы предотвратить нагнетание охлаждающей воды в печь, но охлаждающую воду продолжают подавать в тело, тем самым уменьшая охлаждаемую площадь дутьевой фурмы и уменьшая эффективность охлаждения. Далее, поскольку концевая часть не охлаждается, срок службы дутьевой фурмы сокращается.
Подобная фурма известна из KR 1020070101639 А, C21 В 7/16, 17.10.2007.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Соответственно, настоящее изобретение было создано с учетом проблем известного уровня техники и настоящее изобретение направлено на создание дутьевой фурмы для печи для производства чугуна, в которой в случае частичного повреждения внешнего узла дутьевой фурмы дутьевая фурма может продолжать выполнять требуемую функцию и с помощью оставшейся части внешнего узла, и с помощью корпуса фурмы, тем самым увеличивая срок службы дутьевой фурмы, в которой охлаждающая вода может быть равномерно распределена по концевой части дутьевой фурмы, тем самым выполняя высокоэффективное охлаждение, и в которой время, в течение которого дутьевая фурма может использоваться для выполнения работы, увеличено, что увеличивает рабочую эффективность печи для производства чугуна.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Для решения поставленной задачи предлагается дутьевая фурма печи для производства чугуна, содержащая корпус, имеющий дутьевой канал, проходящий по его центральной оси, концевую часть корпуса, а также первый внешний узел и внутренний узел,
причем корпус выполнен в форме усеченного конуса, имеющего основной охлаждающий канал, а концевая часть выполнена выступающей в печь,
при этом внутренний узел фурмы размещен на упомянутой выступающей концевой части с образованием охлаждающего канала концевой части корпуса, расположенного между внутренним узлом и внешней периферийной поверхностью вступающей концевой части, причем первый внешний узел окружает внутренний узел с образованием первого внешнего охлаждающего канала.
Фурма может далее содержать второй внешний узел, соединенный снаружи с первым внешним узлом с образованием второго внешнего охлаждающего канала.
Предпочтительно, фурма на конце первого внешнего узла снабжена первой канавкой, образующей нижний виток первого внешнего охлаждающего канала.
Также может быть предусмотрено, что внешняя периферийная поверхность выступающей концевой части имеет выступ для запирания внутреннего узла.
Целесообразно, если внутренний узел выполнен с плоской внутренней поверхностью и с множеством перегородок на внешней поверхности для образования первого внешнего охлаждающего канала.
В предпочтительном варианте на внешней периферийной поверхности первого внешнего узла имеется множество перегородок для образования второго внешнего охлаждающего канала.
Также предусматривается, что основной охлаждающий канал корпуса и охлаждающий канал концевой части корпуса выполнены в форме спирального канала или ребристого канала, причем может также быть предусмотрено, что первый внешний охлаждающий канал выполнен в форме спирального канала.
Целесообразно, если на верхней части, нижней части и на конце первого или второго внешнего узла нанесено твердое покрытие.
При этом предпочтительно, если твердое покрытие нанесено на верхней части внешнего узла на расстоянии 150-250 мм от его конца, а на нижней части этого узла покрытие нанесено на расстоянии 100-150 мм от его конца.
ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Как описано выше, в дутьевой фурме для печи для производства чугуна по настоящему изобретению внутренний узел скомбинирован с концевой частью корпуса фурмы и определяет канал охлаждения концевой части корпуса, а внешний узел, имеющий в себе внешний охлаждающий канал комбинируется с внутренним узлом так, что внешний узел покрывает и внешнюю периферийную поверхность внутреннего узла, и конец выступающей концевой части, и следовательно, когда внешний узел дутьевой фурмы частично поврежден, хотя охлаждающая вода больше не подается в поврежденную часть внутреннего узла, дутьевая фурма может продолжать выполнять требуемую функцию и с помощью остающейся части внешнего узла, и с помощью корпуса фурмы, за счет чего срок службы фурмы продлевается. Далее, в настоящем изобретении охлаждающую воду можно равномерно распределять по концевой части дутьевой фурмы, повышая эффективность охлаждения и продлевая срок службы дутьевой фурмы, в результате чего повышается эффективность печи для производства чугуна.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие цели, признаки и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания со ссылками на приложенные чертежи, где:
Фиг. 1 - вид спереди, иллюстрирующий дутьевую фурму по первому варианту настоящего изобретения;
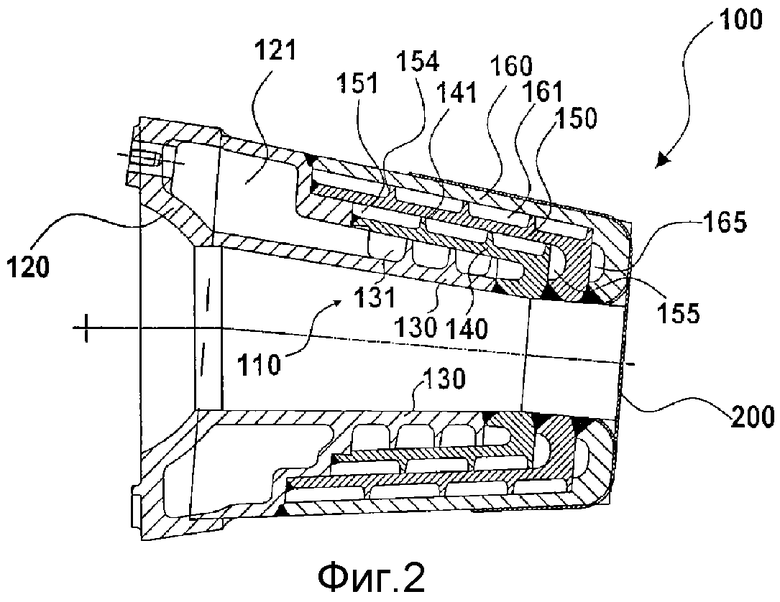
Фиг. 2 - вид сбоку в сечении дутьевой фурмы по первому варианту настоящего изобретения, показанной на фиг. 1;
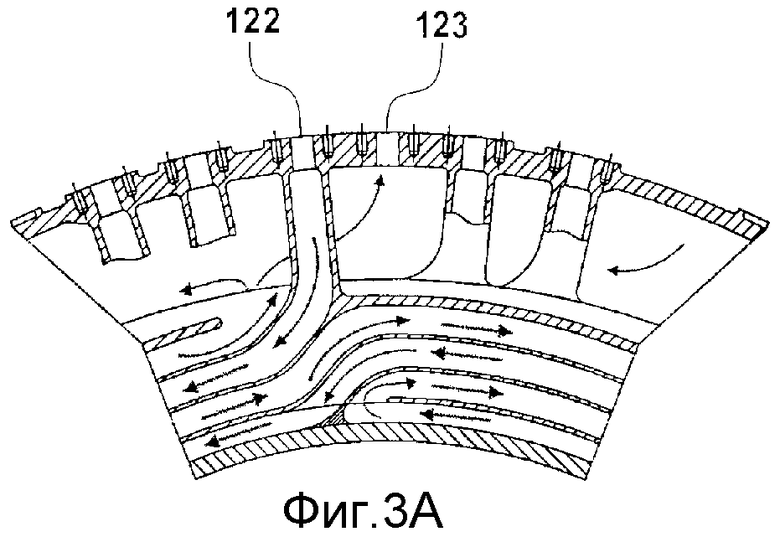
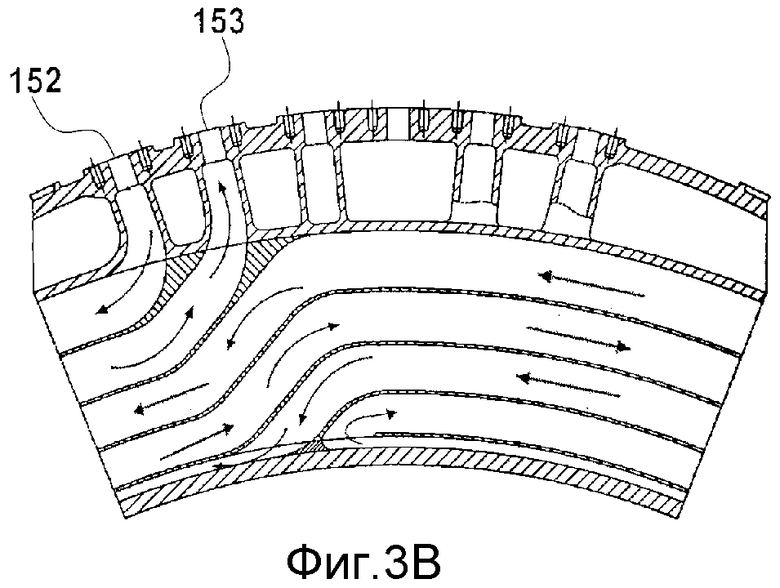
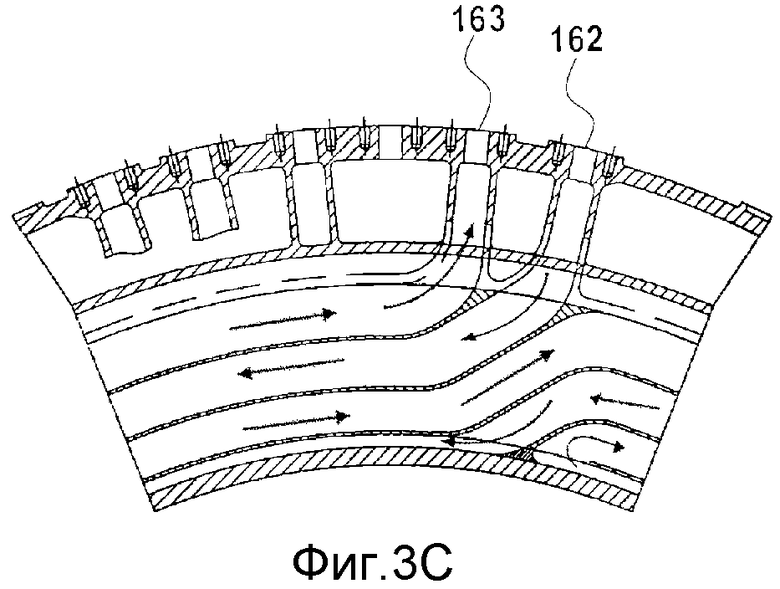
Фиг. 3A-3С - сечения дутьевой фурмы по первому варианту настоящего изобретения по стрелкам AA на фиг. 1, где показан поток охлаждающей воды по охлаждающим каналам, определенным как в корпусе фурмы, так и во внешнем узле дутьевой фурмы;
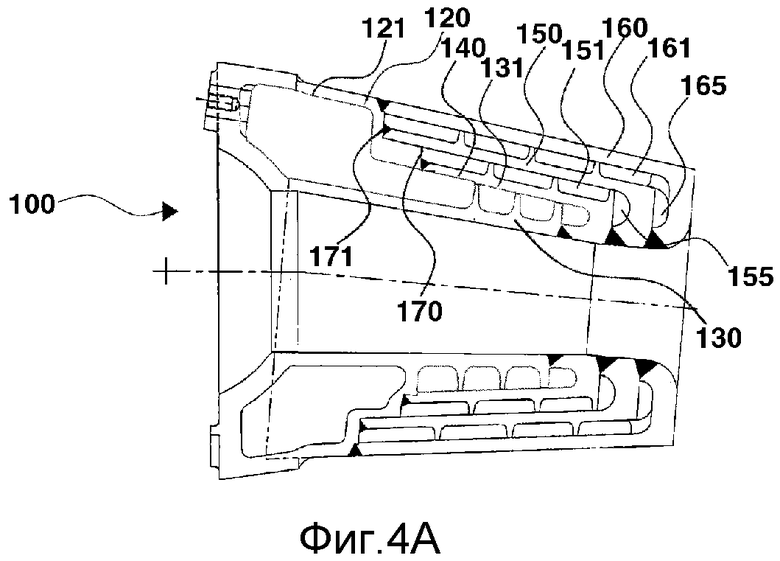
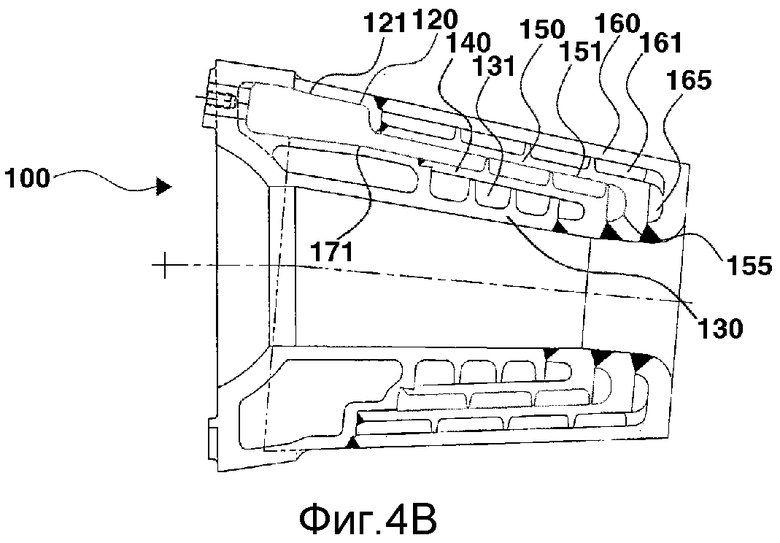
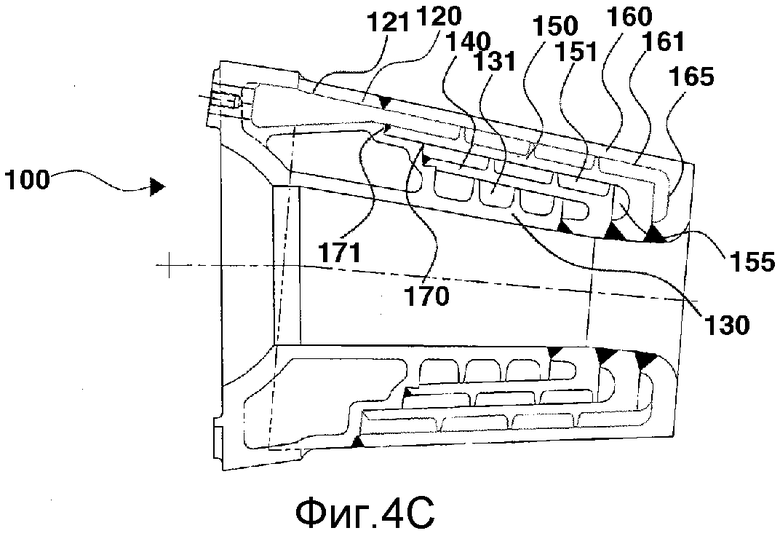
Фиг. 4A-4C - виды сбоку в сечении дутьевой фурмы по первому варианту настоящего изобретения, показанной на фиг. 1, где фиг. 4A - вид, показывающий поток охлаждающей воды в охлаждающем канале корпуса; фиг. 4В - вид, показывающий поток охлаждающей воды в первом внешнем охлаждающем канале, и фиг. 4C - вид, показывающий поток охлаждающей воды во втором внешнем охлаждающем канале;
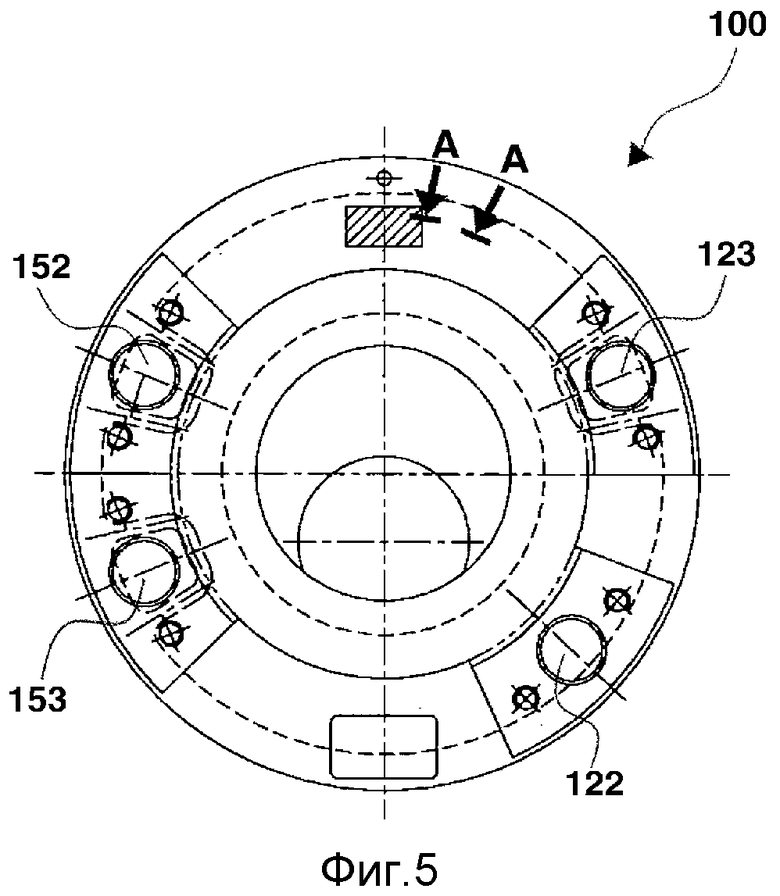
Фиг 5 - вид спереди дутьевой фурмы по второму варианту настоящего изобретения;
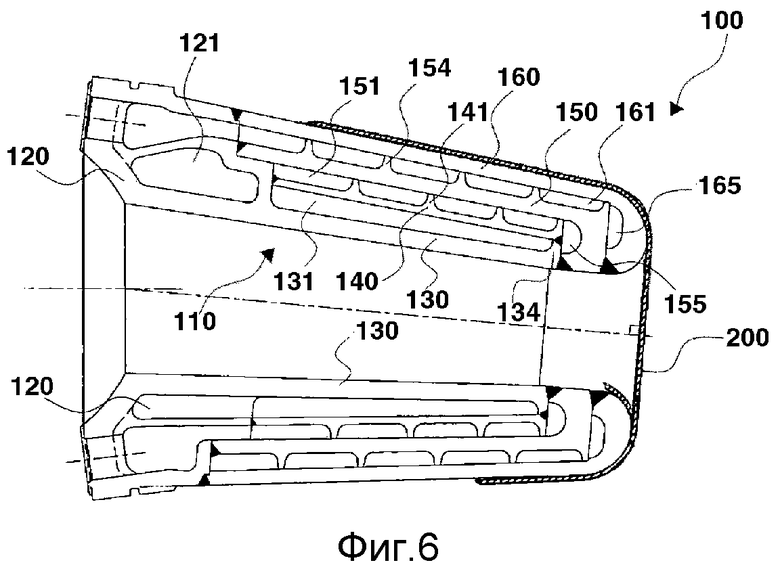
Фиг. 6 - вид сбоку в сечении дутьевой фурмы по второму варианту настоящего изобретения, показанному на фиг. 5;
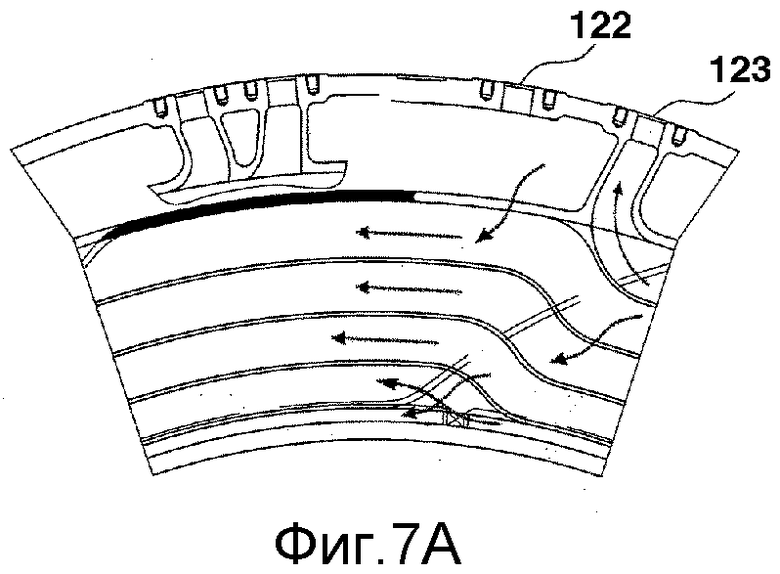
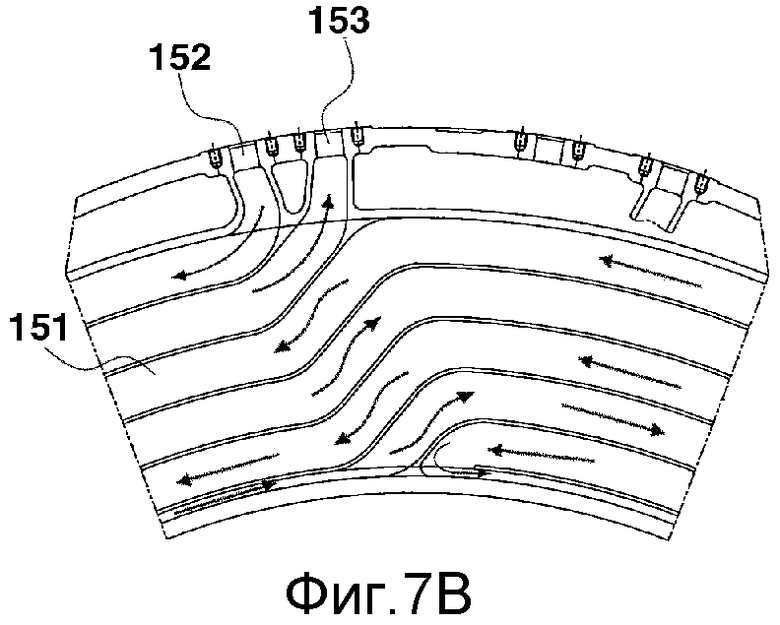
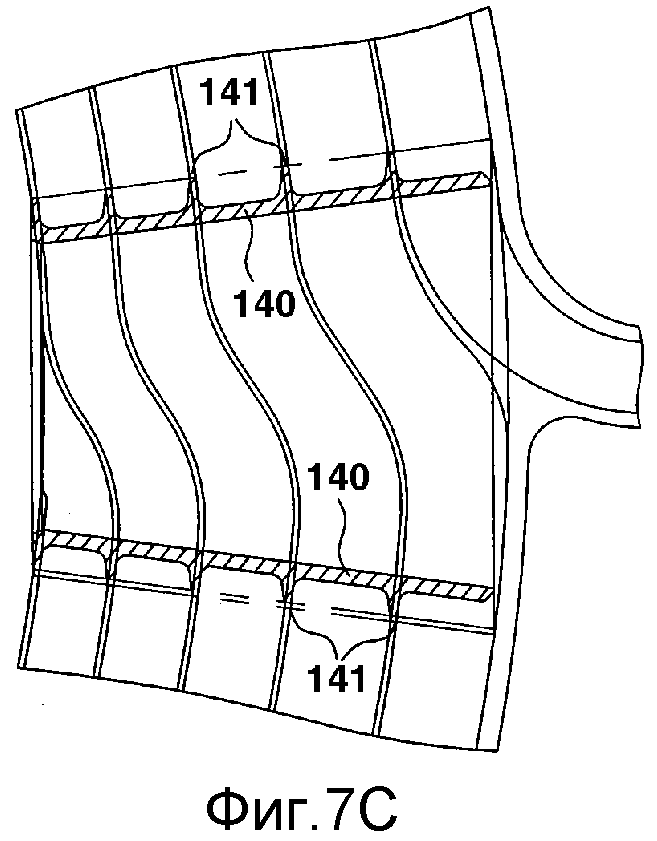
Фиг. 7A-7C - виды сбоку в сечении дутьевой фурмы по второму варианту настоящего изобретения по стрелкам AA на фиг. 5, где фиг. 7A - сечение корпуса фурмы; фиг. 7В - сечение внешнего узла и фиг. 7C - сечение, показывающее поток охлаждающей воды в спиральном охлаждающем канале, определенном во внешнем узле; и
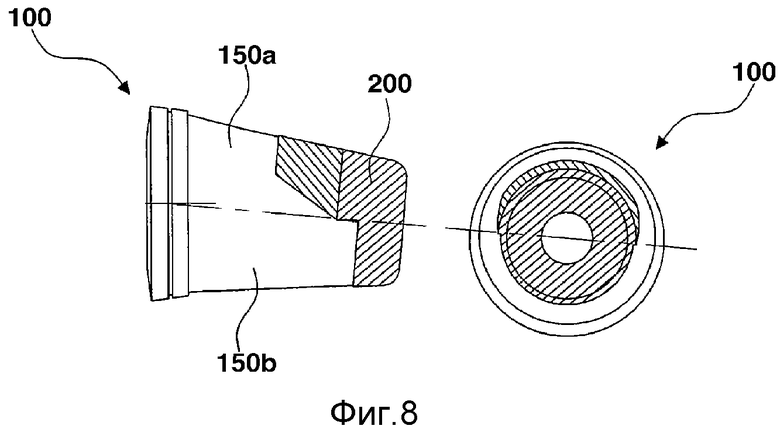
Фиг. 8 - вид, иллюстрирующий дутьевую фурму, имеющую твердое покрытие по еще одному варианту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее следует подробное описание конструкции по настоящему изобретению со ссылками на приложенные чертежи.
В дутьевой фурме для печи для производства чугуна по настоящему изобретению внутренний узел скомбинирован с концевой частью корпуса, тем самым определяя канал охлаждения корпуса фурмы, а внешний узел скомбинирован с внутренним узлом, окружая внутренний узел так, что, когда внешний узел частично поврежден, хотя охлаждающая вода прекращает поступать в поврежденную часть внешнего узла, дутьевая фурма может продолжать непрерывно выполнять требуемую функцию и с помощью оставшейся части внешнего узла, и с помощью корпуса фурмы, что увеличивает срок службы дутьевой фурмы и охлаждающую воду можно равномерно распределять по концу дутьевой фурмы, что повышает эффективность охлаждения и продлевает срок службы фурмы, в результате чего повышается эффективность печи для производства чугуна.
Как показано на фиг. 1 и фиг. 2, дутьевая фурма 100 для печи для производства чугуна по первому варианту настоящего изобретения содержит: узел 110 корпуса фурмы, имеющий корпус 120 и концевую часть 130, выполненную на конце корпуса 120; внутренний узел 140 и первый внешний узел 150. Дутьевая фурма может далее содержать второй внешний узел, установленный поверх первого внешнего узла 150 в попытке еще больше продлить срок службы дутьевой фурмы. Здесь печь, в которой используется дутьевая фурма по настоящему изобретению, может быть доменной печью, печью FINEX или печью COREX.
Воздух, кислород или топливо, такое как угольная пыль, можно подавать в печь через центр узла 110 корпуса фурмы, имеющего и корпус 120, и концевую часть 130, при этом и корпус 120, и выступающая концевая часть 130 образуют структуру в форме усеченного конуса.
Здесь основной охлаждающий канал 121 корпуса определен внутри корпуса 120, при этом внутренний узел 140 надет на концевую часть 130, и между концевой частью 130 и внутренним узлом 14 0 определен канал 131 охлаждения концевой части корпуса. Как показано на фиг. 3А, охлаждаемая вода, подаваемая в дутьевую фурму последовательно по трубе подачи охлаждающей воды (не показана) и впуску 122 корпуса, циркулирует по основному охлаждающему каналу 121 и каналу 131 охлаждения концевой части корпуса так, что охлаждающая вода может поглощать теплоту из горячей дутьевой фурмы, нагреваемой горячей печью, и выводится из дутьевой фурмы через выпуск 123 в корпусе. Здесь температура охлаждающей воды на выпуске повышается до величины, превышающей температуру охлаждающей воды на впуске, поэтому следует отметить, что доменная печь теряет существенное количество тепловой энергии на нагрев охлаждающей воды.
Основной охлаждающий канал 121 корпуса фурмы и охлаждающий канал 131 концевой части корпуса могут иметь конфигурацию спирального канала или ребристого канала и в этом случае охлаждающая вода может течь по спиральному каналу или по ребристому каналу в дутьевой фурме, что повышает эффективность охлаждения фурмы.
В дутьевой фурме 100 для печи для производства чугуна по настоящему изобретению имеющий форму усеченного конуса узел 110 корпуса фурмы установлен в стене печи для производства чугуна. Для создания требуемой воздухонепроницаемой структуры дутьевой фурмы, не зависящей от внутреннего давления в печи, дутьевую фурму устанавливают так, чтобы она выступала внутрь в печь после того, как она будет соединена с охлаждающим устройством дутьевой фурмы.
Далее на стыке между корпусом 120 и концевой частью 130 узла 110 корпуса фурмы определен уступ 170 и концы внутреннего узла 140 и первого внешнего узла 150 соединены с уступом 170.
Далее, выступающая концевая часть 130 соединена с внутренней поверхностью внутреннего узла 140. Внутренняя поверхность внутреннего узла 140 является плоской поверхностью, а наружная поверхность внутреннего узла 140 имеет множество перегородок 141 для определения первого внешнего охлаждающего канала 151.
Далее, первый внешний узел 150 имеет кольцевую форму и соединен и с внутренним узлом 140, и с концевой частью 130 так, что первый внешний узел 150 окружает и наружную периферийную поверхность внутреннего узла 140, и конец выступающей концевой части 130. Далее, первый внешний охлаждающий канал 151 определен между внутренним узлом 140 и первым внешним узлом 150 так, что выступающая концевая часть 130 дутьевой фурмы может эффективно охлаждаться.
Предпочтительно первый внешний охлаждающий канал 151 имеет форму спиральной структуры и это заставляет охлаждающую воду течь во внешнюю часть дутьевой фурмы в спиральном канале, тем самым с высокой эффективностью охлаждая всю площадь дутьевой фурмы.
Как показано на фиг. 3В, охлаждающую воду подают в первый внешний охлаждающий канал 151 через внешний впуск 152 и поступающая охлаждающая вода циркулирует по первому внешнему охлаждающему каналу 151 и выводится из внешнего охлаждающего канала через внешний выпуск 153.
Далее, конец первого внешнего узла 150 содержит канавку 155, которая определяет самый нижний виток первого внешнего охлаждающего канала 151, за счет чего внешняя часть дутьевой фурмы и конец дутьевой фурмы эффективно охлаждаются и эффективность охлаждения дополнительно повышается.
Далее, предпочтительно по меньшей мере один дополнительный (второй) внешний узел соединен с наружной поверхностью первого внешнего узла 150 в попытке еще больше увеличить срок службы дутьевой фурмы. В этом случае, даже когда второй внешний узел, установленный на внешнюю часть дутьевой фурмы, будет поврежден, узел 110 корпуса фурмы и оставшийся внешний узел могут выполнять функцию охлаждения в состоянии, когда подача воды в охлаждающий канал поврежденного внешнего узла прекращена, поэтому дутьевую фурму можно использовать непрерывно.
Более подробно, как показано на фиг. 2 и 3C, второй внешний узел 160 может быть надет на внешнюю периферийную поверхность первого внешнего узла 150. В этом случае на внешней периферийной поверхности первого внешнего узла 150 можно сформировать множество вторых перегородок 154 так, чтобы определить второй внешний охлаждающий канал 161. Следовательно, охлаждающая вода циркулирует по второму охлаждающему каналу 161, определенному между первым внешним узлом 150 и вторым внешним узлом 160.
Далее, второй внешний узел 160 соединен с первым внешним узлом 150 так, что второй внешний узел 160 окружает конец и внешнюю периферийную поверхность первого внешнего узла 150. Соединение между корпусом 120 и концевой частью 130 узла 110 корпуса фурмы имеет форму двухступенчатой структуры, в которой вторая ступень 171 сформирована снаружи от первой ступени (уступа) 170 так, что один конец второго внешнего узла 160, когда он надет на первый внешний узел 150, соединен со второй ступенью 171.
Далее, между внутренней поверхностью концевой части второго внешнего узла 160 и внешней поверхностью концевой части первого внешнего узла 150 сформирована вторая канавка 165, которая определяет самый нижний виток второго внешнего охлаждающего канала 161, тем самым эффективно охлаждая самую внешнюю часть дутьевой фурмы и конец дутьевой фурмы, что дополнительно повышает эффективность охлаждения.
Предпочтительно, второй внешний охлаждающий канал 161 сконфигурирован так, чтобы охлаждающая вода циркулировала по спирали во внешней части дутьевой фурмы и тем самым повышала охлаждающую способность.
Поток охлаждающей воды по первому варианту настоящего изобретения ясно показан на фиг. 4A, 4В и 4C.
Далее, согласно настоящему изобретению на второй внешний узел 160 можно последовательно установить множество дополнительных внешних узлов, имеющих соответствующие охлаждающие каналы, чтобы еще более повысить эффективность охлаждения дутьевой фурмы и увеличить срок ее службы.
На фиг. 5 и 6 показана дутьевая фурма для печи для производства чугуна по второму варианту настоящего изобретения. Как показано на чертежах, дутьевая фурма по второму варианту настоящего изобретения содержит основной охлаждающий канал 121 корпуса, определенный внутри корпуса 120 узла 110 корпуса фурмы; внутренний узел 140, установленный на концевую часть 130, и канал 131 охлаждения концевой части корпуса, определенный между внешней периферийной поверхностью выступающей концевой части 130 и внутренним узлом 140.
Как показано на фиг. 7A, 7В и 7C, охлаждающая вода, поданная во впуск 122 корпуса дутьевой фурмы через трубу подачи воды (не показана), последовательно циркулирует через основной охлаждающий канал 121 корпуса, охлаждающий канал 131 концевой части корпуса, первый внешний охлаждающий канал 151 и канавку 155, после чего выводится из дутьевой фурмы через выпуск 123 так, чтобы охлаждающая вода могла понизить температуру дутьевой фурмы, нагретой до высокой температуры теплотой внутри печи для производства чугуна.
Разумеется, предпочтительно, и основной охлаждающий канал 121 корпуса и охлаждающий канал 131 концевой части корпуса выполнены в форме спирального канала или ребристого канала. Далее, первый внешний охлаждающий канал 151 предпочтительно имеет форму спирального канала, как показано на фиг. 7C. Следовательно, охлаждающая вода может циркулировать по спиральному и/или ребристому каналам в дутьевой фурме и может хорошо охлаждать всю дутьевую форму.
Далее, на внешней периферийной поверхности выступающей концевой части 130 имеется выступ 134 запирания внутреннего узла так, что внутренняя поверхность внутреннего узла 14 0 может запираться на нем. Внутренняя поверхность внутреннего узла 140 является плоской поверхностью, а на внешней поверхности внутреннего узла 140 выполнено множество перегородок 141 для определения первого внешнего охлаждающего канала 151.
Далее, как показано на фиг. 8, конец внешнего узла имеет жесткое покрытие 200 для минимизации эрозии или поломок концевой части дутьевой фурмы, даже когда конец дутьевой фурмы сталкивается с топливом и сырьем, которые падают из загрузочного отверстия, находящегося на верхнем конце печи для производства чугуна.
Предпочтительно, твердое покрытие 200 выполнено из материала Fe-Cr, имеющего высокую жаропрочность и высокую прочность к истиранию, и твердое покрытие 200 сформировано на верхней части 150а внешнего узла на расстоянии в диапазоне 150-250 мм от его конца и на нижней части 150b внешнего узла 150 на расстоянии в диапазоне 100-150 мм от него.
Причина вышеуказанной разницы в диапазоне покрытия твердого покрытия 200 заключается в том, что площадь верхней части 150а внешнего узла, на который оказывают воздействие и высокая температура, и падающий материал внутри печи, обычно больше, поэтому верхняя часть 150а может легко расплавиться или может быть серьезно повреждена, поэтому предпочтительно, чтобы верхняя часть 150а была закрыта твердым покрытием 200 на расстоянии 150-250 мм от конца внешнего узла, чтобы минимизировать повреждение верхней части 150а; однако подвергающаяся воздействиям площадь нижней части 150b внешнего узла обычно меньше, чем верхняя часть 150а, поэтому нижняя часть 150b внешнего узла может быть закрыта твердым покрытием 200 на расстоянии 100-150 мм от конца внешнего узла.
Как описано выше, дутьевая фурма 100 для печи для производства чугуна по настоящему изобретению имеет преимущество, заключающееся в том, что внутренний узел соединен с концевой частью узла корпуса фурмы и определяет охлаждающий канал концевой части корпуса, а внешний узел, имеющий внешний охлаждающий канал, соединен с внутренним узлом так, что внешний узел закрывает и внешнюю периферийную поверхность внутреннего узла, и конец выступающей концевой части, и следовательно, когда внешний узел дутьевой фурмы частично поврежден, подача охлаждающей воды прерывается в поврежденную часть внешнего узла; однако требуемая функция дутьевой фурмы может выполняться непрерывно и оставшейся частью внешнего узла, и с помощью узла корпуса, тем самым продлевается срок службы дутьевой фурмы. Далее, в настоящем изобретении охлаждающая вода может равномерно распределяться по концу дутьевой фурмы, что позволяет повысить эффективность охлаждения и увеличить время работы дутьевой фурмы, что повышает эффективность печи для производства чугуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ НАНЕСЕНИЯ ЗАШИТНОГО ПОКРЫТИЯ НА ДУТЬЕВУЮ ФУРМУ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2235789C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2222602C1 |
| ДУТЬЕВАЯ ФУРМА | 2005 |
|
RU2395586C2 |
| ДУТЬЕВАЯ ФУРМА ДЛЯ ДОМЕННЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233338C1 |
| ДУТЬЕВАЯ ФУРМА ДЛЯ ШАХТНЫХ ПЕЧЕЙ, В ЧАСТНОСТИ ДОМЕННЫХ ПЕЧЕЙ ИЛИ ВАГРАНОК С ГОРЯЧИМ ДУТЬЕМ | 2000 |
|
RU2221975C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2011 |
|
RU2465333C2 |
| УСТРОЙСТВО ДЛЯ ИНЖЕКТИРОВАНИЯ ГАЗА В РЕЗЕРВУАР | 2005 |
|
RU2413150C2 |
| СПОСОБ РАБОТЫ ДОМЕННОЙ ПЕЧИ | 2014 |
|
RU2674455C2 |
| ЛЕТОЧНОЕ УСТРОЙСТВО | 2013 |
|
RU2601974C1 |
Изобретение относится к области металлургии, в частности к дутьевой фурме печи для производства чугуна. Фурма содержит корпус с дутьевым каналом. Корпус выполнен в виде усеченного конуса, концевая часть которого выступает в печь. На упомянутой выступающей концевой части корпуса размещен внутренний узел фурмы с образованием охлаждающего канала концевой части, расположенного между внутренним узлом и внешней периферийной поверхностью выступающей концевой части. Внутренний узел окружает внешний узел, образующий внешний охлаждающий канал. При частичном повреждении внешнего узла подача воды в его поврежденную часть прекращается, фурма продолжает выполнять свою функцию с помощью остающейся части внешнего узла, что продлевает срок службы дутьевой фурмы. 11 з.п. ф-лы, 14 ил.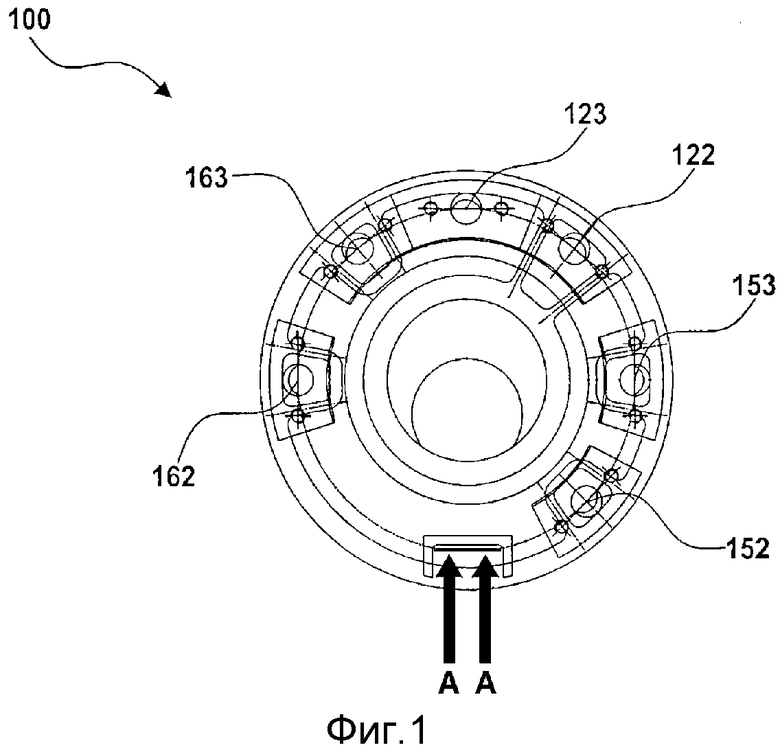
1. Дутьевая фурма печи для производства чугуна, содержащая корпус, имеющий дутьевой канал, проходящий по его центральной оси, концевую часть корпуса, а также первый внешний узел и внутренний узел,
причем корпус выполнен в форме усеченного конуса, имеющего основной охлаждающий канал, а концевая часть выполнена выступающей в печь,
при этом внутренний узел фурмы размещен на упомянутой выступающей концевой части с образованием охлаждающего канала концевой части корпуса, расположенного между внутренним узлом и внешней периферийной поверхностью выступающей концевой части, причем первый внешний узел окружает внутренний узел с образованием первого внешнего охлаждающего канала.
2. Фурма по п. 1, которая дополнительно содержит второй внешний узел, соединенный снаружи с первым внешним узлом с образованием второго внешнего охлаждающего канала.
3. Фурма по п. 1 или 2, в которой на конце первого внешнего узла выполнена первая канавка, образующая нижний виток первого внешнего охлаждающего канала.
4. Фурма по п. 1 или 2, в которой внешняя периферийная поверхность выступающей концевой части имеет выступ для запирания внутреннего узла.
5. Фурма по п. 1 или 2, в которой внутренний узел выполнен с плоской внутренней поверхностью и с множеством перегородок на внешней поверхности для образования первого внешнего охлаждающего канала.
6. Фурма по п. 2, в которой на внешней периферийной поверхности первого внешнего узла имеется множество перегородок для образования второго внешнего охлаждающего канала.
7. Фурма по п. 1, в которой основной охлаждающий канал корпуса и охлаждающий канал концевой части корпуса выполнены в форме спирального канала или ребристого канала.
8. Фурма по п. 1, в которой первый внешний охлаждающий канал выполнен в форме спирального канала.
9. Фурма по п. 1, в которой на верхней части, нижней части и на конце первого внешнего узла нанесено твердое покрытие.
10. Фурма по п. 9, в которой твердое покрытие нанесено на верхней части первого внешнего узла на расстоянии 150-250 мм от его конца, а на нижней части этого узла покрытие нанесено на расстоянии 100-150 мм от его конца.
11. Фурма по п. 2, в которой на верхней части, нижней части и на конце второго внешнего узла нанесено твердое покрытие.
12. Фурма по п. 11, в которой твердое покрытие нанесено на верхней части второго внешнего узла на расстоянии 150-250 мм от его конца, а на нижней части этого узла покрытие нанесено на расстоянии 100-150 мм от его конца.
| KR 1020070101639 A, 17.10.2007 | |||
| JP 2000212617 A, 02.08.2000 | |||
| ФУРМА ДЛЯ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2109068C1 |
| ДУТЬЕВАЯ ФУРМА ДЛЯ ДОМЕННЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233338C1 |

