Изобретение относится к области производства изделий с декоративным рисунком, нанесенным на их поверхность, преимущественно, на листовых изделиях и рулонных материалах, и может быть использовано при формировании декоративного покрытия на рельефной поверхности длинномерного материала (рулонного материала или материала мерной длины) при получении изделий различного назначения, предпочтительно, отделочных или облицовочных материалов.
Известно (ЕПВ, патент №0068608) устройство для получения декоративного покрытия на материале, обеспечивающее получение полимерной пленки, выполненной из светопропускающего материала с рельефной лицевой поверхностью в виде параллельных регулярно расположенных выпуклых линз цилиндрической формы с радиусом, составляющим около половины толщины полимерной пленки, и тыльной диффузно-рассеивающей свет поверхностью, при этом на тыльную поверхность полимерной пленки нанесено отражающее покрытие.
Недостатком известного технического решения является ограниченная область применения, а также сложность и высокая стоимость оборудования.
Известно (RU, патент 2023745) устройство для нанесения покрытия на подложку, содержащее вакуумную камеру, размещенные в ней, по меньшей мере, один магнетронный источник с мишенью, обращенной распыляемой поверхностью к подложке, и, по меньшей мере, один узел плазмообразования с возбуждением плазмы в разряде со скрещенными электрическим и магнитными полями, содержащий полый магнитопровод с кольцевым щелевым выходным каналом, снабженный источником магнитного поля, и анод, расположенный внутри магнитопроводов, причем оно дополнительно снабжено транспортером перемещения подложки относительно магнетронного источника и узла плазмообразования, которые размещены один относительно другого с перекрытием формируемых ими потоков, причем выходной канал узла плазмообразования ориентирован в сторону обрабатываемой поверхности подложки.
Недостатком известного технического решения является ограниченная область применения, а также сложность и высокая стоимость оборудования.
Известно (GB, патент №1456019) устройство для нанесения порошкообразного покрытия на поверхность изделия с получением рисунка, содержащее средство для удержания изделий, выполненное с возможностью перемещения (например, вращения), приспособление для подачи порошкообразной краски, например безвоздушной полиэфирной смолы, в виде нескольких конусообразных емкостей, где нанесение порошкообразной краски на изделие производят с получением рисунка. Возможно получение многоцветного рисунка за счет различных компонентов краски и поочередного их нанесения на изделие.
Недостатком известного технического решения является ограниченная область применения.
Известна (RU, патент 2237743) линия для нанесения покрытия на протяженные изделия, содержащая подающее устройство, узел подготовки поверхности изделия, устройство для нанесения покрытия, включающее ванну с расплавом и камеру нанесения покрытия с входным и выходным каналами, после которой размещены камера охлаждения и узел приема готовых изделий, отличающаяся тем, что камера нанесения покрытия в нижней своей части выполнена с заборным вертикальным каналом, погруженным в ванну с расплавом, причем камера нанесения покрытия и ванна с расплавом снабжены отводящим и подводящим патрубками для создания внутри них, соответственно разрежения и избыточного давления.
Недостатком известного технического решения является ограниченная область применения.
Известна (RU, патент 47363) технологическая линия для нанесения горячих покрытий на длинномерные изделия, включающая устройства разгрузки и загрузки, устройства для предварительной механической обработки поверхности изделий, а также, по меньшей мере, одну ванну с расплавом, устройство для подогрева расплава, устройство охлаждения покрытия, устройство очистки поверхности расплава и механизированное роторное устройство с захватами и приводами подъема и поворота ротора, при этом линия дополнена устройством для индукционного нагрева изделий токами высокой частоты, содержащим высокочастотный источник питания и индуктор разъемного или неразъемного типа, причем индуктор расположен над ванной с расплавом таким образом, чтобы изделия или, по меньшей мере, одно изделие, с помощью устройств захвата и перемещения опускались в ванну с расплавом сквозь петлю работающего индуктора, при этом ванна с расплавом выполнена вертикальной.
Недостатком известной технологической линии можно признать ограниченную область использования - только нанесение металлических декоративных покрытий.
Техническая задача, решаемая посредством использования разработанной технологической линии, состоит в обеспечении возможности создания изделий с рельефными декоративными покрытиями.
Технический результат, получаемый при реализации разработанной технологической линии, состоит в упрощении технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред.
Для достижения указанного технического результата предложено использовать разработанную технологическую линию.
Согласно первому варианту технологическая линия формирования декоративного покрытия на рельефной поверхности длинномерного изделия содержит последовательно установленные устройство для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройство для нанесения субстанции на рельефную поверхность длинномерного изделия и механическое удаляющее устройство для удаления избытка субстанции с рельефной поверхности, установленное с возможностью взаимного перемещения с обрабатываемым длинномерным изделием, причем под механическим удаляющим устройством расположена опора. Предпочтительно опора выполнена в виде плиты, листа, цилиндра, воздушной подушки, транспортера, рольганга, подвижной опорной поверхности, представляющей собой неподвижную криволинейную поверхность, криволинейную поверхность цилиндрического валка диаметром, равным d=20-2000 мм, установленного с возможностью вращения на опоры или ролики. Линия может дополнительно содержать средство обработки субстанции, установленное, предпочтительно, после механического удаляющего устройства для удаления излишков субстанции. Также линия может дополнительно содержать участок подготовки поверхности обрабатываемого длинномерного изделия, преимущественно располагаемый между устройством для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, и устройством для нанесения субстанции на рельефную поверхность длинномерного изделия. Предпочтительно участок подготовки поверхности длинномерного изделия представляет собой устройство для очистки, и/или обезжиривания, и/или мойки, выполненное с возможностью обработки растворителями или водой с применением щелочей и/или поверхностно-активных веществ и/или с механическими устройствами. Выбор конкретной реализации участка подготовки зависит от решаемых задач и загрязнений обрабатываемого изделия. Указанный участок подготовки может дополнительно содержать устройство активации поверхности обрабатываемого изделия, выполненное с возможностью проведения химической обработки, и/или обработки потоком заряженных частиц, и/или струйной обработки частицами твердых веществ. Кроме того, участок подготовки может дополнительно содержать устройство удаления влаги действием струи воздуха, и/или инфракрасного излучения, и/или ультразвука, и/или микроволновой обработки, и/или гигроскопическим материалом и/или устройство охлаждения поверхности длинномерного изделия. В предпочтительном варианте реализации устройство обработки субстанции выполнено с возможностью отверждения субстанции с использованием термической, и/или ультрафиолетовой, и/или инфракрасной, и/или ультразвуковой обработки и/или с возможностью отверждения субстанции под действием разницы температур и/или под химическим воздействием на компоненты субстанции и/или вибрации. Вышеперечисленное не ограничивает возможные варианты отверждения нанесенной субстанции. Преимущественно между установками и устройствами, входящими в линию, установлены транспортеры, и/или рольганги, и/или монорельс, предназначенные для перемещения обрабатываемого длинномерного изделия от одной установки до другой. Также линия может дополнительно содержать средство прижима обрабатываемого длинномерного изделия к опоре, причем средство прижима выполнено механическим или в виде устройства, удаляющего воздух из-под длинномерного изделия, причем верхняя сторона опоры выполнена перфорированной и/или в виде системы магнитного прижима. Устройство нанесения субстанции предпочтительно выполнено с возможностью нанесения жидкого, пастообразного, порошкового или гранулированного вещества с возможностью подачи субстанции посредством форсунки, дозатора, ролика, устройства для посыпки и устройства для укладки и/или шнека, и/или поршня. Преимущественно линия содержит, по меньшей мере, два механических устройства удаления избыточного слоя субстанции, установленных в ряд и/или в колонну. Указанное механическое удаляющее устройство может быть установлено с возможностью изменения силы прижима к обрабатываемому длинномерному изделию и представляет собой, по меньшей мере, один элемент, выбранный из группы, содержащей жесткий скребок, упругий скребок, подвижный ролик, неподвижный ролик, жесткий прижим, скребок с приводом, скребок с толкающим устройством, щетку, набор дисков, элемент с цилиндрической поверхностью, элемент с волнистой поверхностью, элемент с эластичной поверхностью, элемент с волнистой заостренной поверхностью, вращающийся элемент с цилиндрической поверхностью, ленту транспортера, элемент с винтовой поверхностью. Кроме того, линия может дополнительно содержать устройство для приема обработанного длинномерного материала, представляющего собой рулонный наматыватель, укладчик длинномерных изделий в стопы, упаковщик, гильотину или транспортер. Устройство подачи длинномерного изделия с рельефной поверхностью предпочтительно содержит обводные ролики и/или, по меньшей мере, одну пару подающих и/или тянущих роликов, или транспортер, и/или рольганг, и/или плиту с возвратно-поступательным движением, и/или устройство с воздушной подушкой, и/или устройство с магнитной подвеской. В предпочтительном варианте реализации используемая опорная поверхность цилиндрического валка содержит отверстия, предназначенные для откачки воздуха из-под длинномерного изделия.
Согласно второму варианту реализации разработанного технического решения технологическая линия формирования декоративного покрытия на рельефной поверхности длинномерного изделия характеризуется наличием последовательно установленных устройства для периодической подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройства для нанесения субстанции на рельефную поверхность длинномерного изделия, механического удаляющего устройства для удаления избытка субстанции с рельефной поверхности, которое с обрабатываемым длинномерным изделием находится в относительном движении, устройства для периодического приема длинномерного изделия со сформированным декоративным покрытием на его рельефной поверхности, причем под механически удаляющим устройством расположена неподвижная опорная поверхность, механическое удаляющее устройство установлено с возможностью совершения возвратно-поступательного движения, при этом технологическая линия содержит средство, препятствующее перемещению длинномерного изделия. Кроме того, линия может дополнительно содержать устройство обработки субстанции, установленное, предпочтительно, после устройство удаления излишков субстанции. Также линия может дополнительно содержать участок подготовки поверхности обрабатываемого длинномерного изделия. Указанный участок предпочтительно представляет собой устройство очистки, и/или обезжиривания, и/или сушки, и/или мойки, выполненное с возможностью обработки растворителями или водой с применением щелочей, и/или поверхностно-активных веществ, и/или с механическими устройствами. Кроме того, указанный участок подготовки может дополнительно содержать устройство активации поверхности, выполненное с возможностью проведения химической обработки, и/или обработки потоком заряженных частиц и/или плазмы, и/или струйной обработки частицами твердых веществ, и/или устройство удаления влаги действием струи воздуха, и/или инфракрасного излучения, и/или ультразвука, и/или микроволновой обработки, и/или гигроскопическим материалом и/или устройство охлаждения поверхности длинномерного изделия. Преимущественно, устройство обработки субстанции выполнено с возможностью отверждения субстанции с использованием термической, и/или ультрафиолетовой, и/или инфракрасной, и/или ультразвуковой обработки и/или с возможностью отверждения субстанции под действием разницы температур и/или под химическим воздействием, по меньшей мере, на один компонент субстанции. Линия может дополнительно содержать средство для перемещения обрабатываемого длинномерного изделия (предпочтительно, транспортер), причем указанное средство расположено над указанной опорой и/или под указанной опорой. Указанное средство для перемещения преимущественно снабжено рабочими органами перемещения длинномерного изделия, выбранными из группы, содержащей: диски, пневмоопоры, шары, колеса, монорельс, транспортер, при этом рабочие органы перемещения выполнены с возможностью перемещения вдоль вертикальной оси. В наиболее вероятном варианте реализации разработанного технического решения в неподвижной опорной поверхности выполнены сквозные отверстия, предназначенные для движения в вертикальной плоскости рабочих органов перемещения. Обычно рабочие органы перемещения закреплены на валах, с возможностью перемещения в вертикальной плоскости, и/или реверсивного вращения через присоединенные к ним приводы. Линия может дополнительно содержать средство прижима обрабатываемого длинномерного изделия к опоре, причем средство прижима выполнено механическим и/или в виде устройства, удаляющего воздух из-под длинномерного изделия, при этом верхняя сторона опоры выполнена перфорированной и/или в виде системы магнитного и/или электромагнитного прижима. Устройство нанесения субстанции может быть выполнено с возможностью нанесения жидкого, пастообразного, порошкового или гранулированного вещества с использованием, по меньшей мере, одного из устройств, входящих в группу, содержащую форсунку, дозатор, ролик, устройство для посыпки и устройство для укладки, шнековый или поршневой питатель. Предпочтительно линия содержит, по меньшей мере, два механических устройства удаления избыточного слоя субстанции, установленных в ряд и/или колонну. При этом обычно механическое удаляющее устройство установлено с возможностью изменения силы прижима к обрабатываемому длинномерному изделию и представляет собой, по меньшей мере, один элемент, выбранный из группы, содержащей жесткий скребок, упругий скребок, подвижный ролик, неподвижный ролик, жесткий прижим, скребок с приводом, скребок с толкающим устройством, щетку, набор дисков, элемент с цилиндрической поверхностью, элемент с волнистой поверхностью, элемент с эластичной поверхностью, элемент с волнистой заостренной поверхностью, вращающийся элемент с цилиндрической поверхностью, ленту транспортера, элемент с винтовой поверхностью. Линия может дополнительно содержать устройство для приема обработанного длинномерного материала, представляющего собой рулонный наматыватель, укладчик длинномерных изделий в стопы, упаковщик, гильотину, транспортер или рольганг. Устройство подачи длинномерного изделия с рельефной поверхностью предпочтительно содержит обводные ролики и/или, по меньшей мере, одну пару подающих и/или тянущих роликов, или транспортер, и/или плиту с возвратно-поступательным движением, и/или устройство с воздушной подушкой, и/или устройство с магнитной подвеской. Используемая криволинейная опорная поверхность цилиндрического валка обычно содержит отверстия, предназначенные для откачки воздуха из-под длинномерного изделия. Механическое удаляющее устройство может быть смонтировано на раме, установленной на направляющих, расположенных по сторонам вдоль направления движения длинномерного материала, при этом рама сообщена с приводом, обеспечивающим ее возвратно-поступательное движение, при этом рама дополнительно содержит элементы для подачи, и/или удаления субстанции с поверхности опоры, и/или для перемещения механического удаляющего устройства, установленные с возможностью перемещения перпендикулярно возвратно-поступательному перемещению в вертикальной и/или горизонтальной плоскостях.
Сравнительный анализ средств обработки длинномерных изделий, известных из уровня техники, и разработанного технического решения показал, что автором впервые решена задача создания технологической линии, позволяющей изготавливать в едином цикле различные длинномерные изделия с декоративным рельефным покрытием.
Как было отмечено ранее, согласно первому варианту технологическая линия формирования декоративного покрытия на поверхности длинномерного изделия содержит последовательно установленные устройство для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройство для нанесения субстанции на рельефную поверхность длинномерного изделия и механическое удаляющее устройство для удаления избытка субстанции, установленное с возможностью взаимного перемещения с обрабатываемым длинномерным изделием, причем под механическим удаляющим устройством расположена опора. Указанная совокупность устройств является необходимой и достаточной как для решения поставленной технической задачи, так и для получения указанного технического результата.
Решаемая техническая задача состоит в обеспечении возможности получения изделий с рельефными декоративными покрытиями, а получаемый при этом технический результат состоит в упрощении технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред. Выше перечисленная совокупность устройств, их взаимное расположение, а также вариант выполнения полностью решают поставленную техническую задачу - получение изделий с рельефными декоративными покрытиями. Одновременно использование указанной совокупности устройств, их взаимное расположение, а также вариант выполнения позволяют реализовать указанный технический результат - упрощение технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред, поскольку указанная совокупность позволяет осуществить весь процесс изготовления изделий с рельефными декоративными покрытиями в едином цикле без транспортировки обрабатываемых изделий от одного устройства к другому с использованием транспортировочного и, возможно, упаковочного оборудования. Кроме того, указанная совокупность позволяет обрабатывать как длинномерные изделия в виде листов, так и изделия в виде лент.
В зависимости от вида обрабатываемого длинномерного изделия, а также от усилия, прикладываемого к обрабатываемому длинномерному изделию (и, следовательно, к опоре) в процессе удаления излишков нанесенной субстанции, опора может быть выполнена в виде плиты, листа, цилиндра, воздушной подушки, транспортера, рольганга, подвижной опорной поверхности, представляющей собой неподвижную криволинейную поверхность, криволинейную поверхность цилиндрического валка диаметром, равным d=20-2000 мм, установленного с возможностью вращения на опоры или ролики. В общем случае вариант выполнения опоры определяют исходя из оптимизации транспортировки длинномерного изделия в процессе обработки, вида и варианта реализации устройства, удаляющего излишки нанесенной субстанции, а также силы прижима указанного устройства удаления к поверхности обрабатываемого длинномерного изделия. Так, в частности, в случае обработки листового длинномерного материала, выполненного их двух слоев стали общей толщиной порядка 5 мм, использование в качестве субстанции жидкой краски, а в качестве удаляющего механического устройства набора жестко закрепленных скребков используют опору в виде плиты. А в случае обработки ленточного длинномерного изделия с использованием порошкового композитного материала, напыляемого на поверхность ленточного материала при использовании в качестве удаляющего средства поролонового валика, используют опору в виде воздушной подушки или транспортера.
Перемещение подвижной поверхности опорного устройства по отношению к движущемуся длинномерному материалу осуществляют без скольжения или со скольжением между ними, при этом в качестве подвижной поверхности опорного устройства может быть использована криволинейная поверхность цилиндрического валка. Это обеспечивает простое и эффективное поддержание движущегося длинномерного изделия бесконечной цилиндрической поверхностью валка, которое сопровождается минимальным трением, или осуществляется без трения скольжения между длинномерным материалом и валком, при котором механическое удаляющее устройство располагают по образующей валка, то есть параллельно оси последнего.
Выбор в качестве подвижной поверхности опорного устройства криволинейной поверхности цилиндрического валка диаметром, равным d=20-2000 мм, который устанавливают с возможностью вращения на опоры и/или ролики, основан на опытных данных, которые свидетельствуют о том, что указанный диапазон значений диаметра валка обеспечивает оптимальные значения кривизны цилиндрической поверхности валка для эффективного взаимодействия с различными видами механических удаляющих устройств, в том числе со скребком.
Выбор диаметра валка меньше минимального значения (d<20 мм) не целесообразен, так как при этом значительно уменьшается площадь пятна контакта его цилиндрической поверхности с длинномерным изделием в зоне воздействии на него механического удаляющего устройства, в результате чего ухудшаются условия удаления избыточного слоя субстанции.
Кроме того, под действием поперечных сил от механического удаляющего устройства вал будет изгибаться, что приведет к появлению зазоров между механическим удаляющим устройством и длинномерным изделием, например лентой, и, как следствие, на нем останутся зоны с неочищенной поверхностью выступов.
Выбор диаметра валка больше максимального значения (d>2000 мм) также не целесообразен, так как при этом неоправданно увеличиваются габариты и масса валка без существенного увеличения пятна контакта его цилиндрической поверхности с длинномерным изделием в зоне воздействии на него механического удаляющего устройства без улучшения эффективности удаления избыточного слоя субстанции.
Поскольку используемая субстанция сама по себе может и не обладать достаточной адгезией в поверхности обрабатываемого длинномерного изделия, а также не иметь необходимой металлической прочности, разработанная технологическая линия может дополнительно содержать средство обработки субстанции, установленное, предпочтительно, после механического удаляющего устройства для удаления излишков субстанции. Однако в некоторых вариантах реализации разработанной технологической линии средство обработки субстанции может быть установлено и перед механическим удаляющим устройством. Этот вариант может быть реализован, предпочтительно, в том случае, когда проще удалить обработанную излишне нанесенную субстанцию, чем не обработанную субстанцию (в частности, когда силы когезии для обработанной субстанции превышают силы адгезии ее к поверхности обрабатываемого длинномерного изделия и легче отделить от поверхности застывшую (обработанную) субстанцию, чем удалять излишне нанесенную жидкую или порошкообразную субстанцию). Средство обработки субстанции предпочтительно выполнено с возможностью генерирования вида энергии, обработка которой увеличивает адгезию нанесенной субстанции и ее механическую прочность. Это может быть ИК-излучение или УФ-излучение. Использование других видов энергии хотя и возможно (в частности, радиоактивность), но маловероятно из-за необходимости устраивать защитные экраны. Средство обработки субстанции может быть выполнено также в виде устройства нанесения на субстанцию жидкого или порошкообразного вещества, способного реагировать с ранее нанесенной субстанцией с увеличением ее механической прочности и/или адгезии к поверхности обрабатываемого длинномерного изделия.
Разработанная линия предназначена для обработки длинномерных изделий с предварительно нанесенным на их поверхность рельефом. Следовательно, заготовки, особенно поступившие на обработку из другого цеха или даже с другого предприятия, могут иметь загрязненную поверхность, нанесение на которую субстанции нежелательно из-за вынужденной низкой адгезии нанесенной субстанции к поверхности. Кроме того, в случае использования некоторых видов субстанции необходимо или подогреть поверхность, или охладить ее. По этой причине желательно встроить в базовый вариант реализации разработанной технологической линии (приведенный в первом независимом пункте формулы изобретения) участок подготовки поверхности обрабатываемого длинномерного изделия, преимущественно располагаемый между устройством для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, и устройством для нанесения субстанции на рельефную поверхность длинномерного изделия.
В зависимости от используемого технологического процесса, а также от вида загрязнений на поверхности обрабатываемых длинномерных изделий и наличия загрязнений в рельефе поверхности изделия, участок подготовки поверхности длинномерного изделия может содержать устройство для очистки, и/или обезжиривания, и/или мойки, выполненное с возможностью обработки растворителями или водой с применением щелочей, и/или поверхностно-активных веществ, и/или с механическими устройствами, предпочтительно, щетками различной степени жесткости. Выбор конкретной реализации участка подготовки зависит от решаемых задач и загрязнений обрабатываемого изделия.
Указанный участок подготовки может дополнительно содержать устройство активации поверхности обрабатываемого изделия, способной усилить адгезию наносимой субстанции к поверхности длинномерного изделия, выполненное с возможностью проведения химической обработки, и/или обработки потоком заряженных частиц, и/или струйной обработки частицами твердых веществ, и/или нанесения веществ - активаторов адгезии. Поскольку на поверхность изделия, на которой остались следы жидкости, используемой для обработки, и/или очистки поверхности, не всегда хорошо ложится субстанция, желательно, чтобы на выходе участка подготовки было использовано устройство удаления жидкости (в случае использования для отмывки воды или водных растворов - удаления влаги) действием струи воздуха, и/или инфракрасного излучения, и/или ультразвука, и/или микроволновой обработки, и/или гигроскопическим материалом, и/или устройство охлаждения поверхности длинномерного изделия. В случае необходимости (условия нанесения субстанции) после устройства удаления жидкости может быть установлено устройство подогрева или охлаждения поверхности. В некоторых вариантах реализации линии устройство удаления влаги и устройство подогрева обрабатываемого длинномерного изделия может быть совмещено.
Преимущественно между установками и устройствами, входящими в линию, установлены транспортеры, и/или рольганги с вращающимися или невращающимися валами, и/или монорельс, предназначенные для перемещения обрабатываемого длинномерного изделия от одной установки до другой. Приведенный перечень не исчерпывает всех вариантов используемых транспортных средств для перемещения обрабатываемого длинномерного изделия между используемыми в технологической линии устройствами и установками. Использование указанных транспортных средств позволяет механизировать и автоматизировать процесс обработки длинномерного изделия с исключением ручного труда, что значительно ускорит и удешевит процесс обработки при одновременном исключении человеческого фактора, обычно негативно влияющего на технологический процесс.
Для исключения несанкционированного движения обрабатываемого длинномерного изделия при удалении излишков субстанции с ее поверхности желательно использовать средство прижима обрабатываемого длинномерного изделия к опоре. При этом параллельно происходит защита обратной стороны изделия от попадания на нее удаленной излишней субстанции, что позволит в дальнейшем не нарушить плоскостность перемещаемого изделия из-за налипшей на обратной стороне обрабатываемого длинномерного изделия субстанции. Средство прижима может быть выполнено механическим или в виде устройства, удаляющего воздух из-под длинномерного изделия, причем верхняя сторона опоры выполнена перфорированной и/или в виде системы магнитного прижима. Выбор выполнения средства прижима зависит от варианта реализации технологического процесса, а также от материала, из которого изготовлено обрабатываемое длинномерное изделие. В частности, магнитный прижим может быть рекомендован для всех вариантов технологического процесса в случае обработки ферромагнитного длинномерного изделия, поскольку магнитный прижим может быть достаточно легко технически реализован, но он невозможен в случае обработки изделий из цветных металлов, их сплавов, нержавеющей стали, а также полимерных изделий. Средство прижима путем удаления воздуха из-под обрабатываемого длинномерного изделия может быть применено практически для всех вариантов обрабатываемого длинномерного изделия, кроме очень тонких лент.
Устройство нанесения субстанции предпочтительно выполнено с возможностью нанесения жидкого, пастообразного, порошкового или гранулированного вещества с возможностью подачи субстанции посредством форсунки, дозатора, ролика, устройства для посыпки и устройства для укладки и/или шнека, и/или поршня. Выбор варианта реализации устройства нанесения субстанции зависит в основном от реализуемого технологического процесса и от свойств используемой субстанции.
Поскольку нанесение субстанции именно в углубления рельефа без попадания некоторого количества субстанции на выступы рельефа обрабатываемого длинномерного изделия маловероятно, линия, как указано выше, содержит систему удаления излишков нанесенной субстанции. Указанная система может содержать в зависимости от используемого варианта технологического процесса, а также используемой субстанции, по меньшей мере, одно механическое средство удаления излишков нанесенной субстанции. Использование удаляющих средств другого типа, кроме механического, маловероятно, поскольку все они не обладают избирательностью места удаления субстанции. Так, удаление кислородной плазмой или действием химических реагентов удалит не только излишки субстанции, но и субстанцию из углублений рельефа. В зависимости от ширины обрабатываемого длинномерного изделия, от условия расположения на поверхности рельефа, его глубины и многих других факторов количество механических удаляющих устройств может быть различно. При этом указанные устройства могут быть расположены относительно поверхности обрабатываемого длинномерного изделия как последовательно, так и параллельно. Возможно расположение (в случае использования более двух устройств) и одновременно, и последовательно, и параллельно. Указанное механическое удаляющее устройство может быть установлено с возможностью изменения силы прижима к обрабатываемому длинномерному изделию и представляет собой, по меньшей мере, один элемент, выбранный из группы, содержащей жесткий скребок, упругий скребок, подвижный ролик, неподвижный ролик, жесткий прижим, скребок с приводом, скребок с толкающим устройством, щетку, набор дисков, элемент с цилиндрической поверхностью, элемент с волнистой поверхностью, элемент с эластичной поверхностью, элемент с волнистой заостренной поверхностью, вращающийся элемент с цилиндрической поверхностью, ленту транспортера, элемент с винтовой поверхностью. Выбор варианта выполнения механического удаляющего устройства, а также его расположения относительно поверхности обрабатываемого длинномерного изделия зависит от решаемых технологических задач.
Для завершения цикла обработки длинномерного изделия разработанная технологическая линия может содержать средство для приема и подготовки к хранению и транспортировке обработанных длинномерных изделий. В зависимости от вида обрабатываемых длинномерных изделий («вариант - лист» и «вариант - лента») это может быть укладчик длинномерных изделий в стопы, упаковщик, гильотина или транспортер («вариант - лист») или рулонный наматыватель («вариант - лента»).
Для автоматизации подачи на обработку длинномерного изделия разработанная технологическая линия может дополнительно содержать обводные ролики и/или, по меньшей мере, одну пару подающих, и/или тянущих роликов, или транспортер, и/или рольганг, и/или плиту с возвратно-поступательным движением, и/или устройство с воздушной подушкой, и/или устройство с магнитной подвеской. Выбор конкретной системы подачи длинномерного изделия на обработку зависит от вида изделия.
Как было отмечено ранее, согласно второму варианту реализации разработанного технического решения технологическая линия формирования декоративного покрытия на поверхности длинномерного изделия, характеризуемая наличием последовательно установленных устройства для периодической подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы, и/или впадины, устройства для нанесения субстанции на рельефную поверхность длинномерного изделия, механического удаляющего устройства для удаления избытка субстанции, которое с обрабатываемым длинномерным изделием находится в относительном движении, устройства для периодического приема длинномерного изделия со сформированным декоративным покрытием на его рельефной поверхности, причем под механическим удаляющим устройством расположена неподвижная опорная поверхность, механическое удаляющее устройство установлено с возможностью совершения возвратно-поступательного движения, при этом технологическая линия содержит средство, препятствующее перемещению длинномерного изделия - также позволяет решить поставленную техническую задачу с достижением указанного технического результата.
Как отмечено ранее, решаемая техническая задача состоит в обеспечении возможности получения изделий с рельефными декоративными покрытиями, а получаемый при этом технический результат состоит в упрощении технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред. Вышеперечисленная совокупность устройств, их взаимное расположение, а также вариант выполнения полностью решают поставленную техническую задачу - получение изделий с рельефными декоративными покрытиями. Одновременно использование указанной совокупности устройств, их взаимное расположение, а также вариант выполнения позволяют реализовать указанный технический результат - упрощение технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред - поскольку указанная совокупность позволяет осуществить весь процесс изготовления изделий с рельефными декоративными покрытиями в едином цикле без транспортировки обрабатываемых изделий от одного устройства к другому с использованием транспортировочного и, возможно, упаковочного оборудования. Кроме того, указанная совокупность позволяет обрабатывать как длинномерные изделия в виде листов, так и изделия в виде лент.
Отдельные варианты реализации разработанной технологической линии совпадают с вариантами и рассмотрены ранее.
Однако второй вариант рассматриваемой технологической линии содержит и отличия в частных вариантах реализации, которые будут рассмотрены ниже.
Разработанная технологическая линия может дополнительно содержать средство перемещения обрабатываемого длинномерного изделия (предпочтительно, транспортер), причем указанное средство расположено над указанной опорой и/или под указанной опорой. Указанное средство для перемещения преимущественно снабжено рабочими органами перемещения длинномерного изделия, выбранными из группы, содержащей диски, пневмоопоры, шары, колеса, монорельс, транспортер, при этом рабочие органы перемещения выполнены с возможностью перемещения вдоль вертикальной оси. Конкретный выбор перемещающих устройств зависит от вида обрабатываемого длинномерного изделия.
В наиболее вероятном варианте реализации разработанного технического решения в неподвижной опорной поверхности выполнены сквозные отверстия, предназначенные для движения в вертикальной плоскости рабочих органов перемещения. Обычно рабочие органы перемещения закреплены на валах, с возможностью перемещения в вертикальной плоскости и/или реверсивного вращения через присоединенные к ним приводы.
Механическое удаляющее устройство может быть смонтировано на раме, установленной на направляющих, расположенных по сторонам вдоль направления движения длинномерного материала, при этом рама сообщена с приводом, обеспечивающим ее возвратно-поступательное движение, при этом рама дополнительно содержит элементы для подачи, и/или удаления субстанции с поверхности опоры, и/или для перемещения механического удаляющего устройства, установленные с возможностью перемещения перпендикулярно возвратно-поступательному перемещению в вертикальной, и/или горизонтальной плоскостях.
Предпочтительный вариант реализации разработанной технологической линии приведен на рисунке, при этом использованы следующие обозначения: разматывающее устройство 1, длинномерное изделие 2, обводной ролик 3, подающая пара 4 роликов, устройство 5 мойки длинномерного изделия, устройство 6 сушки и охлаждения длинномерного изделия, устройство 7 для нанесения субстанции, субстанция 8, механическое удаляющее устройство 9, устройство 10 сушки субстанции путем ультрафиолетового (УФ) или инфракрасного (ИК) спектров светового излучения, наматывающее устройство 11, подвижная поверхность 12 опорного устройства, опорное устройство 13, неподвижная жесткая плита 14.
Все используемые средства и устройства работают обычным образом, а их суммарная работа позволяет достичь указанного технического результата.
При реализации технологической линии разработанного состава в любом варианте достигается упрощение технологического процесса при одновременном уменьшении себестоимости изготавливаемых изделий и расширении номенклатуры обрабатываемых материалов и используемых технологических сред.
Группа изобретений относится к области производства изделий с декоративным рисунком, нанесенным на их поверхность, преимущественно на листовых изделиях и рулонных материалах, и может быть использовано при формировании декоративного покрытия на рельефной поверхности длинномерного материала при получении изделий различного назначения, предпочтительно отделочных или облицовочных материалов. Технологическая линия по первому варианту содержит последовательно установленные устройство для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройство для нанесения субстанции на рельефную поверхность длинномерного изделия и механическое удаляющее устройство для удаления избытка субстанции, установленное с возможностью взаимного перемещения с обрабатываемым длинномерным изделием, причем под механическим удаляющим устройством расположена опора. Технологическая линия формирования декоративного покрытия на рельефной поверхности длинномерного изделия по второму варианту характеризуется наличием последовательно установленных устройства для периодической подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройства для нанесения субстанции на рельефную поверхность длинномерного изделия, механического удаляющего устройства для удаления избытка субстанции с рельефной поверхности, которое с обрабатываемым длинномерным изделием находится в относительном движении, устройства для периодического приема длинномерного изделия со сформированным декоративным покрытием на его рельефной поверхности, причем под механическим удаляющим устройством расположена неподвижная опорная поверхность, механическое удаляющее устройство установлено с возможностью совершения возвратно-поступательного движения, при этом технологическая линия содержит средство, препятствующее перемещению длинномерного изделия. 2 н. и 36 з.п. ф-лы, 1 ил.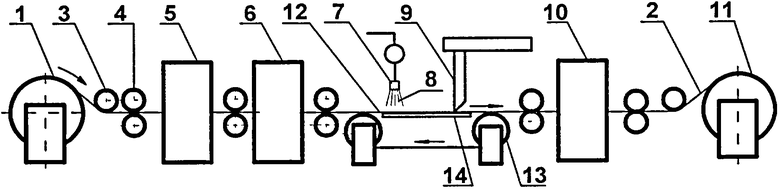
1. Технологическая линия формирования декоративного покрытия на рельефной поверхности длинномерного изделия, характеризуемая наличием последовательно установленных устройства для подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройства для нанесения субстанции на рельефную поверхность длинномерного изделия и механического удаляющего устройства для удаления избытка субстанции с рельефной поверхности, установленного с возможностью взаимного перемещения с обрабатываемым длинномерным изделием, причем под механическим удаляющим устройством расположена опора.
2. Линия по п.1, отличающаяся тем, что опора выполнена в виде плиты, листа, цилиндра, воздушной подушки, транспортера, рольганга, подвижной опорной поверхности, представляющей собой неподвижную криволинейную поверхность, криволинейную поверхность цилиндрического валка диаметром, равным d=20-2000 мм, установленного с возможностью вращения на опоры или ролики.
3. Линия по п.1, отличающаяся тем, что она дополнительно содержит средство обработки субстанции.
4. Линия по п.1, отличающаяся тем, что она дополнительно содержит участок подготовки поверхности обрабатываемого длинномерного изделия.
5. Линия по п.4, отличающаяся тем, что участок подготовки поверхности длинномерного изделия представляет собой устройство для очистки, и/или обезжиривания, и/или мойки, выполненное с возможностью обработки растворителями или водой с применением щелочей и/или поверхностно-активных веществ и/или с механическими устройствами.
6. Линия по п.4, отличающаяся тем, что участок подготовки содержит устройство активации, выполненное с возможностью проведения химической обработки, и/или обработки потоком заряженных частиц, и/или струйной обработки частицами твердых веществ.
7. Линия по п.4, отличающаяся тем, что участок подготовки содержит устройство удаления влаги действием струи воздуха, и/или инфракрасного излучения, и/или ультразвука, и/или микроволновой обработки, и/или гигроскопическим материалом.
8. Линия по п.4, отличающаяся тем, что участок подготовки содержит устройство охлаждения поверхности длинномерного изделия.
9. Линия по п.1, отличающаяся тем, что устройство обработки субстанции выполнено с возможностью отверждения субстанции с использованием термической, и/или ультрафиолетовой, и/или инфракрасной, и/или ультразвуковой обработки и/или с возможностью отверждения субстанции под действием разницы температур, и/или под химическим воздействием на компоненты субстанции, и/или вибрации.
10. Линия по п.1, отличающаяся тем, что она дополнительно содержит транспортер, и/или рольганг, и/или монорельс для перемещения обрабатываемого длинномерного изделия.
11. Линия по п.1, отличающаяся тем, что она дополнительно содержит средство прижима обрабатываемого длинномерного изделия к опоре, причем средство прижима выполнено механическим или в виде устройства, удаляющего воздух из-под длинномерного изделия, причем верхняя сторона опоры выполнена перфорированной и/или в виде системы магнитного прижима.
12. Линия по п.1, отличающаяся тем, что устройство нанесения субстанции выполнено с возможностью нанесения жидкого, пастообразного, порошкового или гранулированного вещества.
13. Линия по п.12, отличающаяся тем, что устройство нанесения субстанции выполнено с возможностью подачи субстанции посредством форсунки, дозатора, ролика, устройства для посыпки устройства для укладки и/или шнека, и/или поршня.
14. Линия по п.1, отличающаяся тем, что она содержит, по меньшей мере, два механических устройства удаления избыточного слоя субстанции, установленных в ряд и/или в колонну.
15. Линия по п.1, отличающаяся тем, что механическое удаляющее устройство установлено с возможностью изменения силы прижима к обрабатываемому длинномерному изделию и представляет собой, по меньшей мере, один элемент, выбранный из группы, содержащей жесткий скребок, упругий скребок, подвижный ролик, неподвижный ролик, жесткий прижим, скребок с приводом, скребок с толкающим устройством, щетку, набор дисков, элемент с цилиндрической поверхностью, элемент с волнистой поверхностью, элемент с эластичной поверхностью, элемент с волнистой заостренной поверхностью, вращающийся элемент с цилиндрической поверхностью, ленту транспортера, элемент с винтовой поверхностью.
16. Линия по п.1, отличающаяся тем, что она дополнительно содержит устройство для приема обработанного длинномерного материала, представляющего собой рулонный наматыватель, укладчик длинномерных изделий в стопы, упаковщик, гильотину или транспортер.
17. Линия по п.1, отличающаяся тем, что устройство подачи длинномерного изделия с рельефной поверхностью содержит обводные ролики и/или, по меньшей мере, одну пару подающих и/или тянущих роликов, и/или транспортер, и/или рольганг, и/или плиту с возвратно-поступательным движением, и/или устройство с воздушной подушкой и/или устройство с магнитной подвеской.
18. Линия по п.1, отличающаяся тем, что используемая опорная поверхность цилиндрического валка содержит отверстия, предназначенные для откачки воздуха из-под длинномерного изделия.
19. Технологическая линия формирования декоративного покрытия на рельефной поверхности длинномерного изделия, характеризуемая наличием последовательно установленных устройства для периодической подачи длинномерного изделия с рельефной поверхностью, представляющей собой выступы и/или впадины, устройства для нанесения субстанции на рельефную поверхность длинномерного изделия, механического удаляющего устройства для удаления избытка субстанции с рельефной поверхности, которое с обрабатываемым длинномерным изделием находится в относительном движении, устройства для периодического приема длинномерного изделия со сформированным декоративным покрытием на его рельефной поверхности, причем под механически удаляющим устройством расположена неподвижная опорная поверхность, механическое удаляющее устройство установлено с возможностью совершения возвратно-поступательного движения, при этом технологическая линия содержит средство, препятствующее перемещению длинномерного изделия.
20. Линия по п.19, отличающаяся тем, что она дополнительно содержит устройство обработки субстанции.
21. Линия по п.19, отличающаяся тем, что она дополнительно содержит участок подготовки поверхности обрабатываемого длинномерного изделия.
22. Линия по п.21, отличающаяся тем, что участок подготовки поверхности длинномерного изделия представляет собой устройство очистки, и/или обезжиривания, и/или сушки, и/или мойки, выполненное с возможностью обработки растворителями или водой с применением щелочей и/или поверхностно-активных веществ и/или с механическими устройствами.
23. Линия по п.21, отличающаяся тем, что участок подготовки содержит устройство активации поверхности, выполненное с возможностью проведения химической обработки, и/или обработки потоком заряженных частиц и/или плазмы, и/или струйной обработки частицами твердых веществ.
24. Линия по п.21, отличающаяся тем, что участок подготовки содержит устройство удаления влаги действием струи воздуха, и/или инфракрасного излучения, и/или ультразвука, и/или микроволновой обработки, и/или гигроскопическим материалом.
25. Линия по п.21, отличающаяся тем, что участок подготовки содержит устройство охлаждения поверхности длинномерного изделия.
26. Линия по п.20, отличающаяся тем, что устройство обработки субстанции выполнено с возможностью отверждения субстанции с использованием термической, и/или ультрафиолетовой, и/или инфракрасной, и/или ультразвуковой обработки и/или с возможностью отверждения субстанции под действием разницы температур и/или под химическим воздействием, по меньшей мере, на один компонент субстанции.
27. Линия по п.19, отличающаяся тем, что она дополнительно содержит средство для перемещения обрабатываемого длинномерного изделия, причем указанное средство расположено над указанной опорой и/или под указанной опорой.
28. Линия по п.27, отличающаяся тем, что средство для перемещения снабжено рабочими органами перемещения длинномерного изделия, выбранными из группы, содержащей диски, пневмоопоры, шары, колеса, монорельс, транспортер, при этом рабочие органы перемещения выполнены с возможностью перемещения вдоль вертикальной оси.
29. Линия по п.19, отличающаяся тем, что в неподвижной опорной поверхности выполнены сквозные отверстия, предназначенные для движения в вертикальной плоскости рабочих органов перемещения.
30. Линия по п.29, отличающаяся тем, что рабочие органы перемещения закреплены на валах с возможностью перемещения в вертикальной плоскости и/или реверсивного вращения через присоединенные к ним приводы.
31. Линия по п.19, отличающаяся тем, что она дополнительно содержит средство прижима обрабатываемого длинномерного изделия к опоре, причем средство прижима выполнено механическим и/или в виде устройства, удаляющего воздух из-под длинномерного изделия, при этом верхняя сторона опоры выполнена перфорированной и/или в виде системы магнитного и/или электромагнитного прижима.
32. Линия по п.19, отличающаяся тем, что устройство нанесения субстанции выполнено с возможностью нанесения жидкого, пастообразного, порошкового или гранулированного вещества с использованием, по меньшей мере, одного из устройств, входящих в группу, содержащую форсунку, дозатор, ролик, устройство для посыпки и устройство для укладки, шнековый или поршневой питатель.
33. Линия по п.19, отличающаяся тем, что она содержит, по меньшей мере, два механических устройства удаления избыточного слоя субстанции, установленных в ряд и/или колонну.
34. Линия по п.19, отличающаяся тем, что механическое удаляющее устройство установлено с возможностью изменения силы прижима к обрабатываемому длинномерному изделию и представляет собой, по меньшей мере, один элемент, выбранный из группы, содержащей жесткий скребок, упругий скребок, подвижный ролик, неподвижный ролик, жесткий прижим, скребок с приводом, скребок с толкающим устройством, щетку, набор дисков, элемент с цилиндрической поверхностью, элемент с волнистой поверхностью, элемент с эластичной поверхностью, элемент с волнистой заостренной поверхностью, вращающийся элемент с цилиндрической поверхностью, ленту транспортера, элемент с винтовой поверхностью.
35. Линия по п.19, отличающаяся тем, что она дополнительно содержит устройство для приема обработанного длинномерного материала, представляющего собой рулонный наматыватель, укладчик длинномерных изделий в стопы, упаковщик, гильотину, транспортер или рольганг.
36. Линия по п.19, отличающаяся тем, что устройство подачи длинномерного изделия с рельефной поверхностью содержит обводные ролики и/или, по меньшей мере, одну пару подающих и/или тянущих роликов, и/или транспортер, и/или плиту с возвратно-поступательным движением, и/или устройство с воздушной подушкой, и/или устройство с магнитной подвеской.
37. Линия по п.19, отличающаяся тем, что используемая криволинейная опорная поверхность цилиндрического валка содержит отверстия, предназначенные для откачки воздуха из-под длинномерного изделия.
38. Линия по п.19, отличающаяся тем, что механическое удаляющее устройство смонтировано на раме, установленной на направляющих, расположенных по сторонам вдоль направления движения длинномерного материала, при этом рама сообщена с приводом, обеспечивающим ее возвратно-поступательное движение, при этом рама дополнительно содержит элементы для подачи и/или удаления субстанции с поверхности опоры, и/или для перемещения механического удаляющего устройства, установленные с возможностью перемещения перпендикулярно возвратно-поступательному перемещению в вертикальной и/или горизонтальной плоскостях.
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |

