Изобретение касается изготовления сборных изделий из эластичных материалов типа прорезиненных тканей, а более конкретно - к способу и устройству для нанесения покрытий, в частности клея, на полотно эластичного материала.
Известен способ нанесения покрытий на полотно эластичного материала, по которому осуществляют нанесение клея частично погруженным в ванну с клеем клеенаносящим валиком на полотно материала при его непрерывном перемещении, прижиме полотна в зоне промазки с обратной его стороны вращающимся по ходу перемещения полотна прижимным роликом с последующим регулированием толщины наносимого слоя калибрующим ножом [1].
Известный способ имеет ограниченные возможности применения ввиду того, что рассчитан для сплошной промазки полотна материала и непригоден для нанесения клея на материал по заданным контурам изготавливаемых из него заготовок и участкам внутри них контуров для крепления к ним накладных деталей в изделиях.
Известно также устройство для нанесения покрытий на эластичный материал, содержащее смонтированные на раме средство для перемещения эластичного материала в виде ленточного транспортера, установленные напротив друг друга в одной вертикальной плоскости над и под лентой транспортера клеенаносящий валик и прижимной ролик, ванну для клея, размещенную над наносящим валиком, и прикрепленный к передней стенке ванны с возможностью перемещения в направляющих калибрующий нож с образованием сужающейся в направлении вращения клеенаносящего валика щели [2]. Недостатком известного устройства является расположение на входе и выходе клеевой ванны роликов, ненадежных в эксплуатации, что не обеспечивает качественного нанесения покрытий. Конструкция ванны и расположение в ней наносящего валика исключает возможность полного безостаткового расходования клея из ванны, что приводит к необходимости ее частотой заправки клеем и чистки от остатков клея, что усложняет обслуживание и снижает производительность.
Это связано с тем, что для перемещения эластичного материала недостаточно применения приводных одиночных роликов, а необходимо прижимать к этим роликам перемещаемый материал прижимными роликами. К тому же в известном устройстве наносящий валик вращается навстречу перемещения промазываемого материала, а прижимной ролик прижимает покрываемый материал к калибрующему ножу, снимающему излишки покрытия с промазываемого материала, что оказывает дополнительное сопротивление перемещению промазываемого материала. Контактирование опорного ролика, расположенного на выходе из промазочного устройства, осуществлено с промазываемой поверхностью обрабатываемого полотна, что еще более затрудняет его перемещение с заданной скоростью и недопустимо для изготовления клеенных изделий типа надувных спасательных средств, так как материал покрытия будет налипать и наволакиваться на поверхность ролика, ухудшая качество покрытия.
Задачей изобретения в части способа является расширение его технологических возможностей и в части устройства - расширение технологических возможностей устройства.
Поставленная задача в части способа решается за счет того, что используют эластичный шаблон с упругими рельефно выпуклыми профилями, выполненными по форме промазываемых на полотне материала контуров заготовок, при этом перед нанесением клея на полотно материала эластичный шаблон помещают под полотном для придания участкам полотна, подлежащим нанесению клея, конфигурации промазываемых контуров, а при перемещении полотна материала осуществляют перемещение эластичного шаблона и фрикционное втирание клея на выпуклые участки полотна движущегося материала клеенаносящим валиком, вращающимся со скоростью, превышающей скорость перемещения полотна материала в соотношении (1,2-1,3): 1,0, причем на участке полотна перед зоной промазки осуществляют прижатие промазываемого полотна к эластичному шаблону для удержания полотна от смещения относительно эластичного шаблона.
Поставленная задача в части устройства решается за счет того, что оно снабжено закрепленным на ленте транспортера замкнутым эластичным шаблоном с упругими рельефными выступающими над поверхностью шаблона профилями, соответствующими промазываемым на эластичном материале контурам заготовок, и установленным над натяжным барабаном ленточного транспортера дополнительным прижимным роликом, смонтированным с возможностью вращения в ползунах, дно ванны для клея выполнено с прямоугольным проемом, расположенным со смещением относительно вертикальной оси клеенаносящего валика, а кромки боковых стенок ванны со стороны этого валика размещены концентрично его цилиндрической поверхности, причем на боковых стенках валика направляющие с установленными в них с возможностью перемещения подпружиненные ограничительные щечки в виде фторопластовых пластин, рабочие кромки которых выполнены соответствующими поверхности клеенаносящего валика. Привод для перемещения калибрующего ножа выполнен в виде закрепленного на раме в опорах вращения горизонтального валика, установленного параллельно клеенаносящему валику, смонтированных по обеим сторонам горизонтального валика конических зубчатых передач, соединенных посредством винтов с калибрующим ножом, и маховичка со средством отсчета его поворота, связанного с горизонтальным валиком.
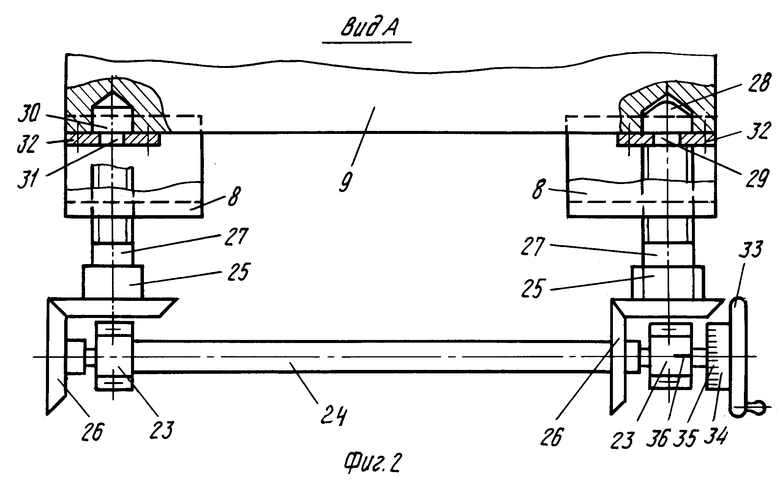
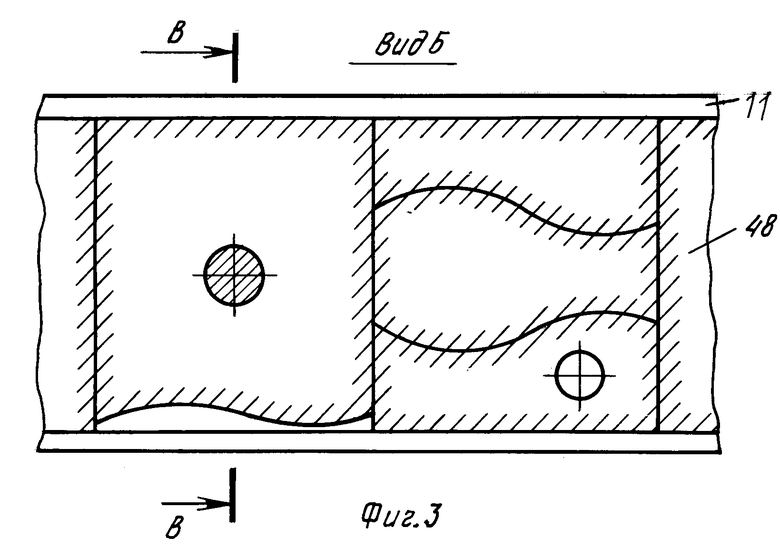
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3.
Устройство для нанесения покрытий на эластичный материал содержит смонтированные на раме 1 средство для перемещения эластичного материала в виде ленточного транспортера 2, установленные напротив друг друга в одной вертикальной плоскости над и под лентой 3 транспортера 2 клеенаносящий валик 4 и прижимной ролик 5, ванну 6 для клея, размещенную над наносящим валиком 4, и прикрепленный к передней стенке 7 с возможностью перемещения в горизонтальных направляющих 8 калибрующий нож 9 с образованием сужающегося в направлении вращения клеенаносящего валика 4 зазора 10.
Устройство снабжено закрепленным на ленте 3 транспортера 2 замкнутым эластичным шаблоном 11 с другими рельефными выступающими над поверхностью шаблона профилями 12 и 13, соответствующими промазываемым на эластичном материале контурам заготовок, и установленным над натяжным барабаном 14 ленточного транспортера 2 дополнительным прижимным роликом 15, смонтированным с возможностью вращения в ползунах 16. Дно 17 ванны 6 для клея выполнено с прямоугольным проемом 18, расположенным со смещением относительно вертикальной оси клеенаносящего валика 4, а кромки боковых стенок 19 ванны 6 расположены концентрично его цилиндрической поверхности, причем на боковых стенках 19 ванны 6 прикреплены под углом к вертикальной оси клеенаносящего валика 4 направляющие 20 и 21 с установленными в них с возможностью вращения подпружиненными ограничительными щечками 22 в виде фторопластовых пластин. Рабочие кромки щечек 22 выполены соответствующими поверхности клеенаносящего валика 4.
Привод для перемещения калибрующего ножа 9 выполнен в виде смонтированного на раме 1 в опорах вращения 23 горизонтального валика 24, установленного параллельно валику 4. По обеим сторонам валика 24 смонтированы зубчатые передачи: конические зубчатые шестерни 25 и шестерни 26.
Шестерни 25 закреплены на микрометрических винтах 27, которые ввернуты в направляющие 8. Концевые окончания винтов 27 выполнены с полусферическими нажимными пятами 28 и кольцевыми проточками 29, размещенными соответственно в сверлениях 30 ножа 9 и в отверстиях 31 прикрепленных к ножу 9 пластин 32.
На валике 24 закреплены маховичок 33 и диск лимба 34, на периферии которого нанесены деления 35 (соответствующие долям миллиметра), а на опоре вращения 23 валика 24 выполнена риска 36, служащая указателем для отсчета делений 35 лимба 34 при установлении величины зазора 10 между образующей цилиндрического валика 4 и рабочей кромкой калибрующего ножа 9. В верхней части ванна 6 снабжена прикрепленной к ней посредством шарнира 37 крышкой 38, снабженной ручкой 39.
Нож 9 выполнен со скошенной под углом к горизонтальной плоскости передней гранью 40, служащей отражателем и образующей сужающийся в направлении вращения валика 4 зазор 10. Торцовые части калибрующего ножа 9 прилегают к внутренним боковым поверхностям ограничительных щечек 22. Для обеспечения постоянного поджима щечек 22 к валику 4 на боковых стенках 19 закреплены опоры 41 , в которые ввернуты резьбовые втулки 42 с размещенными в их отверстиях с возможностью свободных перемещений штырями 43, сочлененными со щечками 22.
На штыри 43 надеты пружины 44, размещенные между втулками 42 и ограничительными щечками 22. Ползуны 16 размещены в установленных на раме 1 вертикальных направляющих 45 с возможностью перемещений в них и сочленены с штоками 46 вертикальных силовых цилиндров 47, смонтированных в верхних частях направляющих 45. Привод вертикальных перемещений ролика 5 осуществлен аналогично приводу перемещений ролика 15.
Управление включениями электродвигателя привода осуществлено от кнопочной станции, а управление включениями силовых цилиндров прижимных роликов - от воздушных кранов с ручным управлением (на чертежах не показаны).
Способ нанесения покрытий на полотно эластичного материала осуществляют в процессе работы устройства следующим образом.
Для осуществления способа используют эластичный шаблон с упругими рельефно выпуклыми профилями, выполненными по форме промазываемых на полотне материала контуров заготовок.
В исходном положении поворачивают маховичок 33 и устанавливают необходимый зазор 10 между калибрующим ножом 9 и образующей цилиндрического клеенаносящего валика 4 путем совмещения соответствующего деления 35 лимба 34 с указанием риски 36 (согласно сопроводительного паспорта из участка клееприготовления с указанием состава клея, его концентрации вязкости). Переводом ручек воздушных кранов управления включениями силовых цилиндров 47 перемещений прижимных роликов 5 и 15 отводят их от транспоpтерной ленты 3 с эластичным шаблоном 11 и последние перемещаются вместе с прижимным роликом 5 в нижнее положение за счет их провисания в плоскости размещения вертикальной оси ролика 5 и образуют зазор (5 мм) между клеенаносящим валиком 4 и верхней плоскостью эластичного шаблона.
Далее заправляют вручную передний конец обрабатываемого полотна материала в зазор между прижимным роликом 15 и эластичным шаблоном 11 транспортерной ленты 3 и далее пропускают его в зазор между клеенаносящим валиком 4 и эластичным шаблоном 11, т.е. шаблон помещают под полотном материала для придания участкам полотна подлежащим нанесению клея, конфигурации промазываемых контуров. Затем переводят ручки воздушных кранов управления включениями силовых цилиндров 47 в исходное положение и опускают прижимной ролик 15 и поднимают прижимной ролик 5, фиксируя полотно материала 48 между прижимным роликом 15, клеенаносящим валиком 4 и расположенным под обрабатываемым полотном материала 48 эластичным шаблоном 11 транспортера 2. При этом участки полотна 48, подлежащие нанесению клея, размещаются на упругих профилях 12 и 13 эластичного шаблона 11 и принимают рельефно выпуклую конфигурацию в соответствии с контурами промазываемых заготовок (изображены тонкими линиями на фиг. 3) за счет провисания необрабатываемых участков полотна 48 в межпрофильном пространстве шаблона 11 ввиду эластичности обрабатываемого полотна прорезиненного материала 48 (см. фиг. 4). После этого включают электродвигатель привода (на чертежах не показан) и при непрерывном перемещении полотна материала 48 и прижиме его в зоне промазки с обратной его стороны вращающимся по ходу перемещения полотна прижимным роликом 5 осуществляют перемещение эластичного шаблона 11 и фрикционное втирание клея клеенаносящим валиком 4, частично погруженным в ванну 6, предварительно заполненную клеем, на выпуклые участки полотна движущегося материала 48. Клеенаносящий валик 4 вращается со скоростью, превышающей скорость перемещения полотна материала в соотношении (1,2-1,3):1,0, причем на участке полотна перед зоной промазки осуществляют прижатие промазываемого полотна 48 к эластичному шаблону 11 свободно вращающимся в ползунах 16 прижимным роликом 15 для удержания полотна 48 от смещения относительно эластичного шаблона 11 (см. фиг. 3).
Сужающийся зазор 10 и опережающее вращение валика 4, переносящего клей из ванны 6 одинаковой толщины по всей его цилиндрической поверхности, обеспечивают качественное нанесение клея на промазываемое полотно по заданным контурам изготавливаемых из него заготовок на повышенных скоростях.


Использование: для нанесения покрытий, в частности клея, на полотно эластичного материала. По способу нанесения покрытий на полотно эластичного материала используют эластичный шаблон с упругими рельефно выпуклыми профилями. Профили выполнены по форме промазываемых на полотне материала контуров заготовок. Перед нанесением клея на полотно материала эластичный шаблон помещают под полотном для придания участкам полотна, подлежащим нанесению клея, конфигурации промазываемых контуров. При перемещении полотна осуществляют перемещение эластичного шаблона и фрикционное втирание клея на выпуклые участки полотна движущегося материала клеенаносящим валиком. Валик вращается со скоростью, превышающей скорость перемещения полотна материала в соотношении (1,2 1,3) : 1,0. На участке полотна перед зоной промазки осуществляют прижатие промазываемого полотна к эластичному шаблону для удержания полотна от смещения относительно эластичного шаблона. Устройство для нанесения покрытий снабжено закрепленным на ленте транспортера замкнутым эластичным шаблоном с упругими рельефными выступающими над поверхностью шаблона профилями, которые соответствуют промазываемым на эластичном материале контурам заготовок. Над натяжным барабаном ленточного транспортера установлен дополнительный прижимной ролик. Последний смонтирован с возможностью вращения в ползунах. Дно ванны для клея выполнено с прямоугольным проемом, расположенным со смещением относительно вертикальной оси клеенаносящего валика. Кромки боковых стенок ванны со стороны этого валика расположены концентрично его цилиндрической поверхности. На боковых стенках ванны закреплены под углом к вертикальной оси клеенаносящего валика направляющие. В последних установлены с возможностью перемещения подпружиненные ограничительные щечки в виде фторопластовых пластин. Их рабочие кромки выполнены соответствующими поверхности клеенаносящего валика. Привод для перемещения калибрующего ножа выполнен в виде закрепленного на раме в опорах вращения горизонтального валика. Он установлен параллельно клеенаносящему валику. По обеим сторонам горизонтального валика смонтированы конические зубчатые передачи, которые соединены посредством винтов с калибрующим ножом. С горизонтальным валиком связан маховичок со средством отсчета. 2 с. и 1 з.п. ф-лы, 4 ил.
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНО ЭЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МАШИНА ДЛЯ НАМАЗКИ КЛЕЕМ КРОМОК ТЕКСТИЛЬНЫХ ГАЛОШНЫХ ДЕТАЛЕЙ | 1932 |
|
SU37323A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
