Изобретение относится к области окисления стальных поверхностей для обработки перед нанесением адгезивных (клеевых) слоев либо защитных покрытий.
Известен способ термического оксидирования при 580-720°C в течение 30-90 мин для подготовки стальных деталей к соединению с изолятором вакуумной пайкой (см. патент на изобретение RU 2119550, МПК С23С 8/10).
Однако указанный способ требует больших энергозатрат на нагрев.
Известен способ паротермического оксидирования стальных изделий, который включает предварительный нагрев изделий до температуры 250-300°C в реторте печи, последующий нагрев до температуры 550-600°C в насыщающей среде, в качестве которой используют перегретый водяной пар, выдержку при температуре нагрева в течение времени, обеспечивающего получение пленки заданной толщины (см. патент на изобретение RU 2456370, МПК С23С 8/18).
Однако для реализации указанного способа необходимо использовать дополнительное устройство для генерации перегретого пара.
Известен способ термического оксидирования путем подачи перегретого до 540-560°С пара на изделие в течение 1,5-2,5 ч при давлении 0,1-0,3 атм (Е.Н. Гладкова, В.Н. Букарев. Термическое оксидирование магнитомягких материалов. Изд-во Саратовского университета, 1965, с. 48).
Однако указанный способ требует больших затрат времени.
Известен способ оксидирования в непрерывном потоке горячего воздуха при 500-560°C в течение 30-50 мин для придания металлической поверхности антикоррозионных свойств (см. авторское свидетельство SU 1759556, МПК С23С 8/10).
Однако поверхность, оксидированная указанным способом, обладает низкими адгезивными свойствами.
Известен способ подготовки изделий из черного металла к нанесению полимерного покрытия. Способ включает окисление в среде водяного пара при температуре 440-500°C в течение 45-60 мин (см. авторское свидетельство SU 396453, МПК С23С 8/18).
Недостатком способа является необходимость использовать дополнительное устройство для генерации перегретого пара.
Наиболее близким к заявляемому решению является способ подготовки поверхности металлических изделий перед нанесением адгезива при производстве резинометаллических изделий для автомобильной промышленности, известный из патента на клеевой подслой для крепления резиновых смесей к металлу при вулканизации (см. патент на изобретение RU 2266940, МПК C09J 115/02, C09J 171/10). Способ включает очистку и сушку поверхности металла, нанесение клеевого подслоя промазыванием, погружением или напылением, сушку в течение 30 минут при температуре 18-28°C. Подготовленная таким образом поверхность становится пригодной к нанесению адгезива Хемосил 222 и последующей вулканизации деталей.
Недостатком прототипа является недостаточная прочность сцепления изделий из черных металлов с резиной.
Задачей изобретения является разработка способа подготовки металлической поверхности к нанесению специального адгезивного (клеевого) слоя при производстве резинометаллических изделий.
Технический результат заключается в увеличении прочности сцепления изделий из черных металлов с резиной.
Указанный технический результат достигается тем, что в заявляемом способе подготовки металлических изделий при производстве резинометаллических изделий перед нанесением адгезивного слоя, включающем обработку металлической поверхности, согласно предлагаемому решению обработку металлической поверхности осуществляют путем окисления в среде воздуха при температуре 220-250°C в течение 20-30 мин.
Так, например, образцы из стали в виде пятаков с плоской поверхностью диаметром 25 мм с одной стороны и выступающей частью с отверстием для присоединения к испытательному стенду с другой стороны окисляют в среде воздуха при температуре 240°C в течение 25 минут. Далее производится нанесение адгезива Хемосил 211 первый слой, Хемосил 222 второй слой.
Также проводились аналогичные испытания с нанесением адгезива «Cilbond» фирмы Chemical Innovations Limited (Англия). Первый слой Cilbond 12Е, второй слой Cilbond 80 ЕТ.
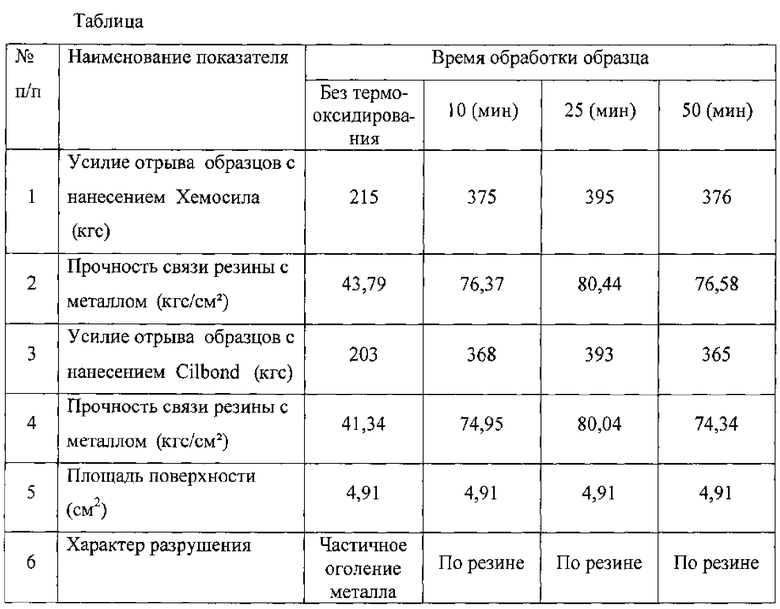
К подготовленным таким образом образцам в специальной пресс-форме производится прикрепление резины способом вулканизации при температуре 175°C в течение 7 минут и давлении в гидросистеме пресса вулканизационного 100 кг/см2. Специальная пресс-форма устроена таким образом, что два образца устанавливаются плоскими поверхностями друг к другу на расстоянии 2 мм. В процессе вулканизации расстояние между образцами заполняется под давлением резиновой смесью К70-3060 на основе изопренового каучука СКИ-3. При этом прочность сцепления резины с металлом при разрыве повышается с 43,79 кгс/см2 (без окисления) до 80,44 кгс/см2 (с окислением). Таким образом, окисная пленка, получаемая на изделиях из черных металлов по предлагаемому способу, обладает высокой прочностью сцепления к основному металлу и адгезивному покрытию.
Время термооксидирования в 20-30 мин является оптимальным для подготовки изделий перед нанесением покрытия, что подтверждено результатами испытаний, представленными в таблице. При меньшем или большем времени обработки качество подготовки металлической поверхности к нанесению специального адгезивного (клеевого) слоя снижается, что видно по снижению прочности (кгс/см2) связи резины с металлом за заявляемыми границами и наличию максимального усилия отрыва (кгс) в середине заявляемого диапазона времени обработки. Приведенные в таблице результаты получены при обработке изделий при температуре 240°C, однако аналогичные результаты были получены для всего заявляемого диапазона температур от 220 до 250°C.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ В КАЧЕСТВЕ КЛЕЕВОГО ПОДСЛОЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ ИЛИ В КАЧЕСТВЕ АДГЕЗИВА ДЛЯ ГОРЯЧЕГО КРЕПЛЕНИЯ РЕЗИН НА ОСНОВЕ ФТОРКАУЧУКОВ И АКРИЛАТНЫХ КАУЧУКОВ | 2006 |
|
RU2315796C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2009 |
|
RU2400512C1 |
| АДГЕЗИВНЫЙ СОСТАВ | 2010 |
|
RU2470055C2 |
| КЛЕЕВОЙ ПОДСЛОЙ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2004 |
|
RU2266940C1 |
| АДГЕЗИВНЫЙ СОСТАВ ДЛЯ КРЕПЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕЗИН НА ОСНОВЕ НИТРИЛЬНЫХ КАУЧУКОВ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 2004 |
|
RU2300547C2 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2023 |
|
RU2816354C1 |
| АДГЕЗИВ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2019 |
|
RU2699138C1 |
| КЛЕЕВОЙ ПОДСЛОЙ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ | 2023 |
|
RU2816353C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2004 |
|
RU2266943C1 |
Изобретение относится к области окисления поверхностей металлических изделий для обработки перед нанесением адгезивных слоев. Способ подготовки металлических изделий при производстве резинометаллических изделий перед нанесением адгезивного слоя включает обработку поверхности металлических изделий путем окисления в среде воздуха при температуре 220-250°C в течение 20-30 мин. Обеспечивается подготовка поверхности металлических изделий к нанесению специального адгезивного слоя при производстве резинометаллических изделий и увеличивается прочность сцепления металлических изделий с резиной. 1 табл.
Способ подготовки металлических изделий при производстве резинометаллических изделий перед нанесением адгезивного слоя, включающий обработку поверхности металлических изделий, отличающийся тем, что обработку поверхности металлических изделий осуществляют путем окисления в среде воздуха при температуре 220-250°C в течение 20-30 мин.
| US 6531000 B1, 11.03.2003 | |||
| 0 |
|
SU396453A1 | |
| WO 9951794 A1, 14.10.1999 | |||
| ВЕТРОЭЛЕКТРОУСТАНОВКА | 1990 |
|
RU2030777C1 |
| ЭЛЕМЕНТ УПРАВЛЕНИЯ И ОСНАЩЕННЫЙ ИМ ПРИБОР | 2017 |
|
RU2732364C2 |

