Данное изобретение относится к способу и устройству, предназначенным для производства блистерного полотна, в частности, изготовленного из полипропилена.
Блистерное полотно относится к полотну из пропилена с сотовой структурой, которое может иметь базовую массу, т.е. массу 1 м2, изменяющуюся приблизительно от 300 до 3000 г/м2. Это изделие обладает особыми характеристиками, например, значительной жесткостью и твердостью, даже при условии хорошей упругости (т.е. прочностью на излом). Кроме того, коэффициент заполнения, т.е. отношение объема, занимаемого пластичным материалом, ко всему объему, занимаемому изделием, составляет 30-50%.
Благодаря особой сотовой структуре блистерное полотно обладает привлекающим особое внимание соотношением - устойчивость/удельный вес; в частности, эта характеристика представляет особый интерес и важна для упаковочной промышленности, в которой наблюдается особое стремление к постепенному снижению веса упаковочного изделия с исключением такого явления, как упаковка с превышением необходимой прочности.
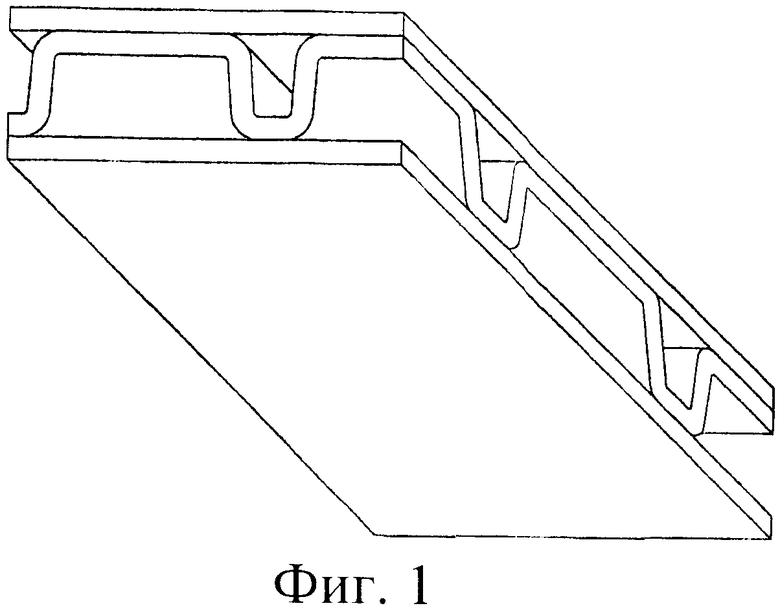
В существующем уровне техники описываются и используются блистерные полотна, которые схематически содержат три различные пленки, соединенные горячим способом, одна из которых (средняя пленка) представляет собой термоформованную пленку. Благодаря термоформованию средняя пленка приобретает свойство структуры сотового типа, которое обеспечивает значительное увеличение статического момента инерции в трех направлениях, повышая тем самым модуль относительной устойчивости.
Схематическое представление данного изделия в соответствии с существующим уровнем техники изображено на фиг.1, которая иллюстрирует вышележащую, или верхнюю пленку, среднюю термоформованную пленку, и нижележащую, или нижнюю пленку. Особая конфигурация средней пленки придает готовому изделию механические свойства (жесткость, устойчивость к нагрузкам и т.д.) и функциональные свойства (незначительный вес, способность к деформации в холодном состоянии и т.д.), которые на протяжении последних лет обусловили использование блистерного полотна, например, как изображено на фиг.1, и аналогичных изделий в различных прикладных областях с прекрасными результатами.
Однако вышеописанное производство блистерного полотна обладает различными недостатками. Используемые в настоящее время способы производства блистерных полотен в действительности представляют собой чрезвычайно сложные производственные способы с высокими производственными издержками, при этом они не особенно отвечают существующим требованиям промышленности.
В настоящее время используют, по существу, два способа производства блистерных полотен с сотовой структурой, которые выполняют из трех различных пленок, содержащих среднюю термоформованную пленку. Основное отличие этих способов заключается в следующем: в первом случае - данный способ производства является периодическим способом, т.е. независимым от поточной линии, тогда как во втором случае способ производства является непрерывным способом, который, однако, не позволяет получить готовое изделие соответствующего качества. Полученное в этом случае блистерное полотно в действительности не обладает некоторыми из его особых характеристик, которые обеспечивают его универсальность.
Запуск первого способа в соответствии с существующим уровнем техники, который представляет собой периодический процесс, осуществляют, начиная с трех пленок, имеющих одинаковую внутреннюю структуру (как правило, однослойную, т.е. состоящую из одного материала), которые уже намотаны на бобины. В качестве исходных изделий в данном случае используют изделия, уже произведенные ранее на другом специальном оборудовании.
Пленку, образующую средний слой, затем разматывают, нагревают и подвергают термоформованию особым прокатным валком посредством механического воздействия и создания вакуума, в то время как две пленки, которые должны быть объединены со средней пленкой в качестве верхней и нижней пленок, в свою очередь, разматывают и нагревают до температуры, превышающей температуру размягчения материала (температуру «Вика»), и по существу приклеивают к термоформованной пленке за счет механического воздействия двух обжимных валков.
Полученное таким способ изделие представляет собой блистерное полотно, аналогичное полотну, показанному на фиг.1.
Этому способу присущи различные проблемы и недостатки. Прежде всего, для получения блистерного полотна необходимы различные циклы: данный способ предусматривает первый цикл экструзии трех плоских пленок с вытекающим отсюда расходом тепловой/электрической энергии, за которым следует их охлаждение (с использованием дополнительной энергии), хранение запаса на бобинах (такой непрерывный процесс, как экструзия, переходит к периодическому процессу), повторное нагревание и охлаждение этих трех пленок для осуществления термоформования и соединения, которые связаны с дополнительным увеличением времени и производственных издержек. Несомненно, что баланс энергии процесса в целом не является приемлемым.
Кроме того, для удовлетворения запросов клиентуры в плане базовых масс (т.е. толщины), цвета и т.д., которые обусловлены характеристиками, требуемыми для блистерного полотна, необходимо наличие товарного склада, хорошо снабжаемого бобинами с отдельными пленками, т.е. склада, который с точки зрения материально-технического обеспечения и экономики является чрезвычайно обременительным. Необходимость приобретения и обслуживания огромного склада типов пленки и базовых масс пленки также приводит к увеличению транспортных расходов. Этот способ также достаточно неудобен вследствие наличия большого количества производственных отходов, которые неизбежно возникают при каждой смене бобин с отдельными пленками (т.е. при каждом перезапуске периодического процесса), а также при обрезании кромок готового изделия, причем указанное обрезание кромок необходимо для удовлетворения некоторых эстетических, а не только физико-механических требований.
Используемый в существующем уровне техники второй способ является непрерывным процессом, основанным, по существу, на использовании технологии литья, т.е. он включает экструзию плоской пленки из пластмассы, охлаждаемой с помощью цилиндра, поддерживаемого при низкой температуре за счет циркуляции воды или другой охлаждающей жидкости.
Однако качество блистерного полотна, полученного во втором способе, не является удовлетворительным как с точки зрения физико-механических свойств, так и с точки зрения внешнего вида. Несомненно, что полученное низкое конечное качество также влияет на возможность использования данного изделия в некоторых прикладных областях.
Схематически данный непрерывный способ в соответствии с существующей областью техники может быть описан следующим образом: в данном случае осуществляют одновременную экструзию двух пленок, одну из которых заливают непосредственно на охлаждаемый прокатный цилиндр, содержащий поглощающие области сотовых структур, внутри которых особыми насосами создается вакуум.
Таким образом, осуществляют термоформование этой пленки за счет использования ее собственного теплосодержания, полученного в процессе экструзии, и соответственно при этом отпадает необходимость во вторичном ее нагревании, одновременно осуществляют экструзию нижележащей пленки, образующей нижнюю часть, как было описано выше, а затем осуществляют заливку непосредственно на тыльную часть термоформованной пленки с мгновенным приклеиванием к ней благодаря обжимному валку, который увеличивает контактное давление, способствуя тем самым приклеиванию.
Однако то обстоятельство, что эту нижнюю часть приклеивают к термоформованной пленке, когда та еще имеет высокую температуру (особенно в случае высоких базовых масс, т.е. при очень высоком теплосодержании этой пленки, которое не полностью поглощено прокатным цилиндром), вызывает деформацию изделия. В частности, можно обратить внимание на то, что границы вздутий становятся более очевидными, что значительно ограничивает плоскостность конечного изделия, отрицательно влияя на необходимость соединения блистерного полотна с другими такими изделиями, как, например, ТНТ, бумага, алюминий и т.д.
Во-вторых, пленка, образующая вышележащий, или верхний слой, поступает с бобин уже сформированная и с дискретным прикреплением. Поэтому требуется ее нагревание (повторение проблемы, связанной с расходом энергии) и приклеивание посредством механического устройства обжимного валка к термоформованной пленке; последняя, в свою очередь, должна быть снова нагрета для облегчения приклеивания, при этом происходит дополнительная потеря энергии.
Кроме того, этот способ имеет дополнительную побочную и даже более существенную проблему, которая заключается в том, что присоединение третьего слоя в действительности осуществляют, когда нижняя пленка уже полностью охлаждена, и поэтому возникает тепловой дисбаланс всего блистерного полотна. Его верхняя часть фактически имеет температуру, близкую к значению Вика, тогда как нижняя часть имеет температуру, приблизительно равную комнатной температуре.
Это обстоятельство неизбежно создает внутреннее напряжение, которое должно быть сведено к минимуму использованием специальной печи, которая "расслабляет" все изделие, стабилизируя и сводя к нулю, по меньшей мере теоретически, остаточное напряжение. Однако на практике не так просто получить удовлетворительный результат, прежде всего в том случае, когда необходимо часто изменять конечную базовую массу блистерного полотна. Это изменение базовой массы в действительности требует создания различных рабочих режимов, достижение которых возможно лишь после определенного кратковременного периода, следствием которого является высокий выход отходов.
Кроме того, этот второй способ в соответствии с существующим уровнем техники также включает два отдельных и последовательных этапа, которые создают значительный расход энергии и конечное качество изделия, которое не всегда пригодно для окончательной эксплуатации.
Заявитель неожиданно обнаружил, что частный способ в соответствии с данным изобретением позволяет устранить недостатки существующего уровня техники.
Таким образом, цель данного изобретения относится к способу производства блистерного полотна, который включает следующие циклы:
a) экструзию вышележащей, или нижней пленки, средней пленки, и нижележащей, или верхней пленки, начиная с соответствующей гранулы;
b) термоформование средней пленки;
c) калибрование и частичное охлаждение нижней и верхней пленок;
d) нагрев по меньшей мере одной стороны нижней и верхней пленок и соединение как нижней, так и верхней пленки с термоформованной пленкой.
Дополнительная цель данного изобретения относится к устройству для производства блистерного полотна, которое содержит по меньшей мере три экструзионных головки, образующие блок экструзии, за которым следует блок термоформования и блоки калибрования и охлаждения, причем блок термоформования и блоки калибрования и охлаждения, в свою очередь, присоединены к соединительному блоку.
Цель данного изобретения относится также к применению блистерного полотна, полученного предлагаемым способом, в качестве элемента защиты или элемента упаковки.
Каждая из экструдированных пленок предпочтительно содержит по меньшей мере три слоя.
Основное преимущество предлагаемого способа заключается в производстве блистерного полотна за один производственный этап с вытекающим отсюда более низким расходом энергии и косвенно с более низким воздействием на окружающую среду в основном благодаря радикальному снижению отходов.
Дополнительное преимущество данного способа заключается в отсутствии расслаивания благодаря совершенному приклеиванию, обусловленному тем обстоятельством, что каждая отдельная пленка, образующая данное полотно, состоит из трех слоев, одновременно производимых в процессе соэкструзии.
Кроме того, этим способом можно ограничить или даже полностью исключить другую проблему существующего в данной области техники способа, а именно необходимость определения композиции материалов, которые имеют хорошие физико-механические характеристики и в то же самое время обеспечивают объединение при относительно низких температурах без опасности разъединения трех пленок, составляющих блистерное полотно.
Очевидно, что композиция этого типа является результатом компромиссного выбора между техническими требованиями производственного процесса и характеристиками готового изделия, т.е. блистерного полотна, но как всякое компромиссное решение, оно, несомненно, не сможет удовлетворить оба требования на 100%.
В частности, блистерное полотно, которое может быть получено посредством предлагаемого способа, содержит вышележащую, или верхнюю пленку, среднюю термоформованную пленку и нижележащую, или нижнюю пленку.
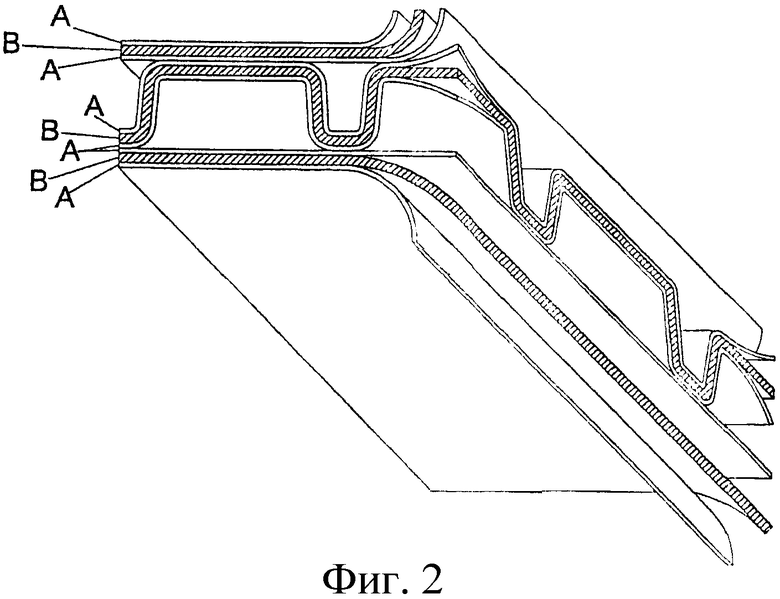
Каждая отдельная пленка предпочтительно состоит из трех слоев в соответствии со структурой А-В-А, как показано на фиг.2, в которой наружные слои А содержат пленку из сополимера полипропилена (предпочтительно блоксополимер или статистический сополимер пропилена с этиленом и/или мономерами бутена, введенного в цепочки пропилена), химические свойства которой делают ее особенно пригодной для соединения при высоких температурах и в то же время обеспечивают склеивание и относительно низкую температуру сварки.
Внутренний слой В содержит пленку из гомополимера полипропилена, т.е. состоит из мономеров пропилена, имеющую особенно высокие физико-механические свойства, и следовательно, пригодную для создания качеств готового изделия, т.е. блистерного полотна, желательных с точки зрения механического сопротивления и небольшого веса.
В частности цикл термоформования b) предусматривает поддержание средней пленки при температуре, близкой к значению Вика (значение, которое сильно зависит от типа полимера), чтобы не допустить возникновения проблем при ее термоформовании. Температуру, близкую к значению Вика, выбирают из диапазона от температуры Вика до температуры приблизительно на 5°С ниже температуры Вика.
Далее осуществляют неполное охлаждение.
Этап с) калибрования и частичного охлаждения нижней и верхней пленок предусматривает калибрование указанных пленок в отношении характеристик, требуемых для готового изделия с использованием ряда каландров. В частности, этап с) калибрования и частичного охлаждения включает калибрование указанных пленок при переменной толщине по отношению к требуемой окончательной базовой массе и в любом случае с выбором диапазона приблизительно от 100 до 1000 мкм. Указанные каландры осуществляют охлаждение нижней и верхней пленок до температуры, по возможности близкой к значению Вика, в частности, в диапазоне от температуры Вика до температуры на 5°С ниже температуры Вика.
Однако данные каландры не полностью поглощают теплосодержание данных двух пленок.
В конце этапов а) - с) экструзии, термоформования, калибрования и частичного охлаждения происходит полная кристаллизация трех пленок, которые таким образом становятся недеформируемыми при отсутствии механического воздействия, но при этом все еще остаются в относительно горячем состоянии.
Поэтому этап а) предусматривает нагревание по меньшей мере одной стороны нижней и верхней пленок с использованием ограниченного количества тепла для осуществления одновременного соединения верхней и нижней пленок со средней термоформованной пленкой посредством двух обжимных валков.
Дополнительные преимущества данного способа для изготовления предлагаемого блистерного полотна заключаются в следующем: во-первых, данный способ является непрерывным, который начинается с гранулы и полностью создает законченное изделие без промежуточных циклов. Соответственно отсутствует необходимость в складе бобин с вытекающими отсюда экономическими преимуществами как с точки зрения материально-технического обеспечения, так и транспортировки.
Также имеется возможность непосредственного создания любой требуемой базовой массы (очевидно в пределах диапазона варьирования) с любым окрашиванием, практически "как раз вовремя", со сведением к минимуму отходов при создании варьирования толщины.
Кроме того, предлагаемый способ обеспечивает значительное сбережение энергии, обусловленное необходимостью лишь незначительного нагревания двух пленок - верхней и нижней, благодаря достаточно высокому теплосодержанию, сохранившемуся близким к соединению с блистером, т.е. со средней термоформованной пленкой.
Предлагаемый способ также обладает дополнительным преимуществом, предусматривающим использование материалов, обладающих высокими механическими свойствами, в качестве среднего слоя трех пленок (т.е. слой В), без оказания влияния на возможность свариваемости отдельных пленок.
Кроме того, имеется возможность использования материалов, обладающих высокими характеристиками свариваемости, в качестве наружных слоев трех пленок (т.е. слои А), без оказания влияния на механические свойства готового изделия.
Дополнительно предлагаемый способ имеет несомненное преимущество, которое заключается в сведении к минимуму отходов как во время начальных операций, поскольку процесс непрерывный, так, и, прежде всего, в условиях режима работы благодаря возможности повторного использования кромок, отрезаемых для снабжения экструдера слоев В, без значительных изменений характеристик готового изделия.
Кроме того, блистерное полотно, полученное предлагаемым способом, характеризуется полным отсутствием остаточных внутренних напряжений, прежде всего, в случае пленок с симметричной структурой (т.е. когда толщины верхней и нижней пленок по существу одинаковы), благодаря одновременному соединению со средним блистером, т.е. с термоформованным слоем, и, следовательно, при одинаковых тепловых состояниях.
Дополнительно блистерное полотно имеет высокую плоскостность, обусловленную соединением пленок, производимым при температурах, близких к значению Вика, а также благодаря использованию особых материалов для внешних слоев А, материалов, которые также обеспечивают значительное слипание при относительно ограниченных контактных давлениях.
И, наконец, предлагаемый способ обеспечивает создание без каких-либо проблем пленок с высокой базовой массой благодаря калиброванию верхней и нижней пленок каландрами.
Характеристики и преимущества предлагаемого способа будут более очевидны из последующего иллюстративного и неограничительного описания со ссылкой на прилагаемый схематический чертеж (фиг.3), который изображает наглядный вид сбоку устройства для производства блистерного полотна в соответствии с данным изобретением.
На фиг.3, по существу, изображена схема устройства, предназначенного для выполнения способа производства блистерного полотна, с частичным рассмотрением участка головок экструзии и присоединения трех пленок.
В соответствии с фиг.3 ссылочной позицией 1 обозначены экструзионные головки, позицией 2 - каландры блока калибрования, позицией 3 - прокатный цилиндр термоформования, позицией 4 - обжимные блоки, предназначенные для присоединения, позицией 5 - цилиндры последующего нагревания, позицией 6 - вытягивающие цилиндры, позицией 7 - верхняя и нижняя пленки А, позицией 8 - термоформованная пленка В и позицией 9 - отпускная печь.
В силу известности для специалистов данной области техники перечисленных блоков их подробное описание не приводится.
Блок калибрования и охлаждения верхней и нижней пленок осуществляет работу посредством каландров (2) с обеспечением высокого качества допустимого отклонения размеров. В действительности он обеспечивает производство пленок в широком диапазоне базовых масс простым воздействием на расстояние между формирующими каландрами с созданием небольшого мениска материала в соответствии с их касанием, а также со скоростью поточной линии. Как отмечено выше, указанными каландрами предусматривается полная кристаллизация верхней и нижней пленок из полипропилена за очень короткий промежуток времени, при этом не допускается образование типичной конфигурации «пятна», которая создается в случае кристаллизации, происходящей слишком медленно или только частично. Однако, прежде всего, в случае высоких базовых масс поглощение теплосодержания верхней и нижней пленок осуществляется не полностью.
Этот цикл является существенным для предлагаемого способа, который особенно опирается на возможность использования части тепла, подаваемого к пленке во время экструзии, для выполнения ее соединения с блистером или средней термоформованной пленкой, при этом последняя выполнена аналогично обычным способом посредством прокатного цилиндра (3), охлаждаемого и выполненного с внутренним всасыванием, который доводит среднюю пленку (8) до температуры ниже температуры Вика, однако сохраняет при этом часть теплосодержания средней пленки.
Прогон пленки (т.е. маршрут, по которому следуют верхняя, нижняя и средняя пленки) чрезвычайно важен, при этом он осуществляется с возможностью приближения верхней и нижней пленок (7) к цилиндрам (5) последующего нагревания при наилучших условиях. Это означает, что верхняя и нижняя пленка (7) подходят к цилиндрам (5) при такой температуре, которая непосредственно обеспечивает соединение или в любом случае требует возможно наименьшего количества тепла для выполнения соединения. Это соединение выполняют одновременно для двух наружных пленок посредством двух обжимных валков (4), затем изделие вытягивают из другой пары валков или вытягивающих цилиндров (6).
Нижняя и верхняя пленки предпочтительно подходят к соединению со средней термоформованной пленкой, по существу, при одинаковой длине прогона пленок или траектории подачи пленки.
Центральный блок термоформования и два боковых блока калибрования и охлаждения по существу подают три пленки к соединительному блоку, где длины прогона пленок или траекторий подачи по существу одинаковые.
После выполнения этого соединения также могут использовать отпускную печь (9), что может быть полезно при создании блистерного полотна с сильно асимметричной структурой, т.е. в котором предусмотрено значительное отличие нижней пленки от верхней пленки, структурное отличие которых может привести к созданию остаточного внутреннего напряжения, обусловленного различным теплосодержанием двух пленок и, следовательно, различными скоростями остывания.
Изобретение относится к способу и устройству для производства блистерного полотна. Способ заключается в экструзии нижней, средней и верхней пленок из соответствующих гранул; теромоформовании средней пленки, имеющей сотовую структуру; калибровании и частичном охлаждении нижней и верхней пленок для их соединения со средней пленкой и последующем соединении этих пленок. Устройство для производства полотна содержит три экструзионные головки, образующие экструзионный блок. Далее следует блок теромоформования средней пленки, блоки калибрования и охлаждения верхней и нижней пленок и цилиндры последующего нагревания верхней и нижней пленок. Цилиндры расположены перед соединительным блоком, на который подаются пленки с блока термоформования и блоков калибрования и охлаждения. Блистерное полотно получают за один производственный этап. Оно обладает хорошими физико-механическими свойствами при отсутствии расслаивания и применяется в качестве элемента защиты или элемента упаковки. 2 н. и 17 з.п. ф-лы, 3 ил.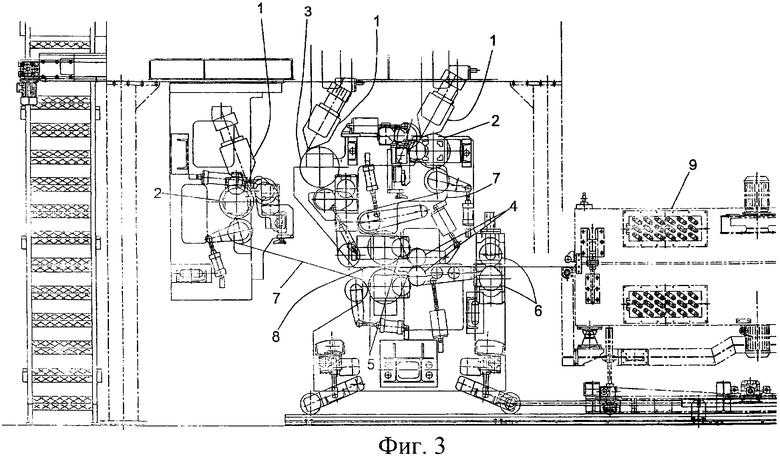
1. Способ производства блистерного полотна, включающий следующие этапы:
a) экструзию нижней пленки, средней пленки и верхней пленки из соответствующих гранул;
b) термоформование средней пленки, имеющей сотовую структуру;
c) калибрование и частичное охлаждение нижней и верхней пленок;
d) нагрев по меньшей мере одной стороны нижней и верхней пленок для осуществления соединения верхней и нижней пленок со средней термоформованной пленкой и соединение нижней и верхней пленок с термоформованной пленкой.
2. Способ по п.1, отличающийся тем, что каждый из компонентов пленки представляет собой многослойную структуру, состоящую по меньшей мере из трех слоев.
3. Способ по п.1, отличающийся тем, что каждый из компонентов пленки представляет собой многослойную структуру, выполненную методом соэкструзии трех слоев, причем выполненная соэкструзией трехслойная структура содержит внутренний слой из гомополимера пропилена и два наружных слоя из сополимера пропилена.
4. Способ по п.3, отличающийся тем, что выполненная соэкструзией трехслойная структура содержит АВА-структуру, содержащую внутренний слой (В) из гомополимера пропилена и два наружных слоя (А) из сополимера пропилена.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что сополимер пропилена представляет собой статистический или блоксополимер, содержащий повторяющиеся молекулы пропилена и этилена и/или мономеров бутена.
6. Способ по п.1, отличающийся тем, что на этапе b) термоформования среднюю пленку поддерживают при температуре, близкой к значению Вика.
7. Способ по п.1, отличающийся тем, что на этапе b) термоформования среднюю пленку поддерживают при температуре в диапазоне от температуры Вика до температуры, которая на 5°С ниже температуры Вика.
8. Способ по п.1, отличающийся тем, что на этапе с) калибрования и частичного охлаждения нижней и верхней пленок их калибруют при толщине приблизительно от 100 до 1000 мкм.
9. Способ по п.1, отличающийся тем, что на этапе с) калибрования и частичного охлаждения нижней и верхней пленок их охлаждают до температуры в диапазоне от температуры Вика до температуры, близкой к температуре Вика.
10. Способ по п.1, отличающийся тем, что на этапе с) калибрования и частичного охлаждения нижней и верхней пленок их охлаждают до температуры в диапазоне от температуры Вика до температуры, на 5°С ниже температуры Вика.
11. Способ по п.1, отличающийся тем, что соединение верхней и нижней пленок с центральной термоформованной пленкой выполняют одновременно.
12. Способ по п.1, отличающийся тем, что нижнюю и верхнюю пленки предпочтительно подводят к соединению со средней термоформованной пленкой с прогоном пленок или траекторией подачи пленки, по существу, равной длины.
13. Устройство для производства блистерного полотна, содержащее три экструзионные головки, образующие экструзионный блок, за которыми следует блок термоформования средней пленки, блоки калибрования и охлаждения верхней и нижней пленок и цилиндры последующего нагревания верхней и нижней пленок, расположенные перед соединительным блоком, на который подаются пленки с блока термоформования и блоков калибрования и охлаждения.
14. Устройство по п.13, отличающееся тем, что блоки калибрования и охлаждения верхней и нижней пленок осуществляют работу посредством каландров (2).
15. Устройство по п.14, отличающееся тем, что расстояние между формирующими каландрами (2) является переменным.
16. Устройство по п.13, отличающееся тем, что блок термоформования содержит прокатный цилиндр (3), который охлаждается и выполнен с внутренним всасыванием.
17. Устройство по п.13, отличающееся тем, что соединительный блок содержит обжимные цилиндры (4).
18. Устройство по п.13, отличающееся тем, что за соединительным блоком следуют вытягивающие цилиндры (6) и отпускная печь (9).
19. Устройство по п.13, отличающееся тем, что центральный блок термоформования и два боковых блока калибрования и охлаждения подают три пленки к соединительному блоку так, что длины прогона пленок или траекторий подачи являются, по существу, одинаковыми.
| DE 4447239 A1, 06.07.1995 | |||
| Укрытие для длительного хранения плодоовощной продукции | 1986 |
|
SU1382436A1 |
| US 3811987 A, 21.05.1974 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| EP 0325780 A, 02.08.1989 | |||
| US 3682736 A, 08.08.1972 | |||
| US 6004651 А, 21.12.1999 | |||
| БЛИСТЕРНАЯ УПАКОВКА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БЛИСТЕРНОЙ УПАКОВКИ | 1996 |
|
RU2174487C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ВЫСОКОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1983 |
|
RU2072919C1 |
| СОВМЕСТНО ЭКСТРУДИРОВАННЫЕ МНОГОСЛОЙНЫЕ ПЛЕНКИ ДЛЯ СТЕРИЛИЗУЕМЫХ ЕМКОСТЕЙ ДЛЯ ЖИДКОСТИ | 1998 |
|
RU2208517C2 |

