Настоящее изобретение относится к способу гидрообработки углеводородного масла, в котором используют, по меньшей мере, первый и второй реакторы, размещенные последовательно.
Способы гидрообработки углеводородных масел широко известны. Кроме того, в литературе описаны способы, в которых используют два или большее число реакторов.
Способы снижения количества соединений, содержащих серу или азот, и ароматические углеводороды называют, в общем, способами гидрообработки. Эти способы могут быть дополнительно разделены на а) способы, которые, главным образом, направлены на насыщение ненасыщенных соединений, таких как ароматические соединения и олефины, и в этом случае их называют способами гидрогенизации, и б) способы, которые направлены, главным образом, на уменьшение количества серосодержащих соединений и в большинстве случаев одновременно также соединений, содержащих азот, и в таком случае их называют способами гидродесульфурации. Существуют также способы, направленные, в особенности, на снижение количества соединений, содержащих азот, в которых удаляют только относительно небольшое количество соединений, содержащих азот. Их называют способами гидродеазотирования. Под термином «способы гидродесульфурации», который используется здесь и далее, подразумеваются такие способы, которые направлены на удаление серосодержащих соединений и, необязательно, некоторого количества азота. Способы, в которых изомеризуются линейные парафинистые углеводороды до получения разветвленных алканов, называются способами гидроизомеризации или гидродепарафинизации. Эти способы могут применяться к средним дистиллятам с тем, чтобы уменьшить температуру их застывания. В качестве альтернативы такой способ может быть применен к смазочным маслам для повышения индекса вязкости.
Способ гидрообработки, в котором используют два последовательно установленных реактора, описан в патентном документе ЕР 611816 А. В указанном документе раскрыт способ гидрообработки, в котором свежее углеводородное масло контактирует в первом реакторе с катализатором гидрообработки в присутствии использованного водородсодержащего газа. Выходящий поток (эффлюент) после этого контактирования разделяют на частично гидрообработанное углеводородное масло и загрязненный водородсодержащий газ. Указанное разделение осуществляют в стриппинг-колонне (отпарной колонне), используя в качестве стриппинг-газа (отпарного газа) свежий чистый водород. Частично гидрообработанное углеводородное масло контактирует во втором реакторе с катализатором гидрообработки в присутствии чистого водородсодержащего газа. Продукт этой стадии способа разделяют на гидрообработанное углеводородное масло и использованный водородсодержащий газ, при этом гидрообработанное углеводородное масло может быть отведено в качестве продукта, а использованный водородсодержащий газ направляют в первый реактор.
Способ, соответствующий этому известному аналогу, имеет недостаток, который заключается в том, что хотя для повышения экономичности этот способ реализует некоторую интеграцию, в отпарной колонне используется водородсодержащий газ. Следовательно, чистый газ в результате смешивается с загрязняющими примесями, содержащимися в вытекающем потоке из первого реактора гидрообработки. Поскольку поток, полученный в результате смешивания, содержит значительные количества сероводорода, перед повторным использованием в реакторах гидрообработки его очищают, например, посредством аминоочистки. Очевидно, что в этом случае поток чистого водородсодержащего газа чрезмерно загрязнен и, соответственно, в дальнейшем очищается, без его использования в реакции гидрообработки. Кроме того, наличие холодного чистого водородсодержащего отпарного газа будет способствовать существенному охлаждению частично гидрообработанного углеводородного масла, что увеличивает потребность в подводе теплоты для достижения желаемых параметров процесса гидрообработки во втором реакторе частично очищенного масла.
В документе WO-A-200248285 раскрыт способ гидрообработки с использованием включенной в технологическую схему промежуточной отпарки. В известном из указанного документа способе гидрообработки между двумя зонами гидрообработки осуществляется промежуточная отпарка. Вытекающий поток из второго реактора направляют через теплообменник, в котором он охлаждается, в зону разделения. Сепаратор в зоне разделения отделяет жидкий продукт от газов. Газообразные продукты из этого сепаратора направляют в первый реактор, где его используют в качестве отпарного газа. Для этого некоторое количество газообразного продукта может быть направлено в питающий трубопровод первого реактора.
Недостаток описанного выше способа заключается в том, что охлажденный рециркуляционный газ будет приводить к значительному охлаждению частично гидрообработанного углеводородного масла в отпарной колонне, увеличивая тем самым потребность в подводе теплоты для достижения желаемых параметров гидрообработки частично гидрообработанного масла во втором реакторе. Дополнительный недостаток состоит в том, что основная подача водорода осуществляется в первый реактор. Свежий водород при этом чрезмерно загрязнен примесями.
В патентном документе US 20060118466 А описан способ гидрообработки, включающий, по меньшей мере, две стадии проведения реакции с промежуточным фракционированием. Отпарная колонна работает с использованием очищенного в соответствии с техническими условиями подпиточного водорода. Кроме того, вытекающий из второго реактора поток охлаждают и газы разделяют при низкой температуре с помощью сепаратора барабанного типа. Помимо того, в этом случае водородсодержащий газ перед повторным использованием охлаждают.
В патентном документе WO 2003054118А описан способ производства базового масла. Рециркулирующий водородсодержащий газ перед повторным использованием очищают. Холодный чистый водородсодержащий газ будет приводить к заметному охлаждению частично гидрообработанного углеводородного масла, повышая тем самым требования к подводу теплоты для достижения желаемых параметров процесса гидродепарафинизации масла во втором реакторе. Кроме того, в соответствии с документом US 2671754В водород из второго реактора охлаждают, после чего перед рециркуляцией осуществляют отдельную стадию сепарации. В отпарную колонну, размещенную между двумя реакторами, подают водород, по существу не содержащий серу.
В патентном документе WO 2003080769 А описан способ гидрокрекинга для производства высококачественных дистиллятов из тяжелых газойлей. Указанное изобретение направлено на использование горячих отпарных колонн и сепараторов, размещенных между ступенями из первого и второго реакторов с использованием единственного контура циркуляции водорода. Поток, выходящий с верха второго реактора, содержащий преимущественно водород, охлаждают в теплообменнике и направляют в холодный сепаратор высокого давления. Кроме того, в этом известном способе водородсодержащий газ перед повторным использованием охлаждают. Еще один недостаток холодного рециркуляционного газа в известном способе заключается в том, что прежде, чем он может быть вновь использован в отпарной колонне или в реакторе, необходима его рекомпрессия.
Задачей настоящего изобретения является дальнейшая оптимизация способа предшествующего уровня техники.
В этой связи настоящее изобретение обеспечивает способ гидрообработки углеводородного масла, в котором используют, по меньшей мере, первый и второй реакторы, при этом способ включает:
(i) контактирование углеводородного масла в первом реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии водородсодержащего газа, при этом потребляется водород;
(ii) разделение выходящего потока, полученного на стадии (i), на частично гидрообработанное углеводородное масло и загрязненный водородсодержащий газ с помощью отпарной колонны, в которой в качестве отпарного газа используют водородсодержащий газ;
(iii) контактирование частично гидрообработанного углеводородного масла, полученного на стадии (ii), во втором реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии чистого водородсодержащего газа, с потреблением при этом водорода, причем по меньшей мере 80% водорода, потребленного на стадиях (i) и (iii), восполняют с помощью дополнительного чистого водородсодержащего газа, подаваемого во второй реактор;
(iv) разделение продукта, произведенного на стадии (iii) во втором реакторе, на гидрообработанное углеводородное масло и использованный водородсодержащий газ, при этом гидрообработанное углеводородное масло может быть отведено в качестве продукта и
(v) транспортирование, по меньшей мере, части использованного водородсодержащего газа, полученного на стадии (iv), на проведение стадии (ii) для его использования в качестве отпарного газа.
Способ согласно настоящему изобретению эффективно использует в отпарной колонне все газообразные компоненты, содержащиеся в используемом водородсодержащем газе. Предложенный способ позволяет также использовать газообразные углеводороды, которые могут быть образованы во втором реакторе гидрообработки, в процессе отпарки. Помимо этого, поскольку использованный водородсодержащий газ выходит непосредственно из второго реактора гидрообработки без какого-либо охлаждения, он может быть использован при параметрах, необходимых для гидрообработки, включающих повышенную температуру. Использованный водородсодержащий газ, находящийся при такой повышенной температуре, будет дополнительно облегчать проведение отпарки и будет улучшать утилизацию содержащейся в нем теплоты. Предпочтительно использованный водородсодержащий газ имеет температуру, по меньшей мере, 200°С, более предпочтительно, по меньшей мере, 250°С, еще более предпочтительно, по меньшей мере, 300°С и самое большее 400°С. Давление использованного водородсодержащего газа предпочтительно составляет, по меньшей мере, 10 бар, более предпочтительно, по меньшей мере, 20 бар.
Максимальная величина давления использованного водородсодержащего газа предпочтительно составляет 100 бар.
В соответствии с предпочтительным воплощением, в котором водородсодержащий газ последовательно переходит из реактора второй ступени в промежуточную отпарную колонну и в реактор первой ступени, поток газа используется весьма эффективно, тем самым минимизируется требуемая производительность компрессора. Кроме того, поскольку контур с водородсодержащим газом не охлаждается, отсутствует необходимость в использовании понижающих давление клапанов, и тем самым минимизируется необходимый перепад давления в компрессоре.
Вообще, выгодно производить очистку углеводородного масла, основное количество которого, например, более 70 мас.%, приемлемо более 80 мас.% и предпочтительно более 90 мас.%, находится в жидком состоянии при технологических параметрах, существующих в первом реакторе. Углеводородные масла, которые могут быть надлежащим образом подвергнуты гидрообработке в соответствии с настоящим изобретением, включают керосиновые фракции, фракции газового масла (газойля) и смазочные масла. В частности, настоящее изобретение весьма удобно может быть применено для фракции газойля, поскольку ограничения по состоянию окружающей среды для газойлей становятся более строгими. Походящим газойлем может быть такой, в котором основная часть углеводородов, например по меньшей мере 75 мас.% выкипает в интервале температур от 150 до 400°С. Подходящее смазочное масло содержит, по меньшей мере, 95 мас.% углеводородов, кипящих в интервале от 320 до 600°С.
Процессом гидрообработки может быть процесс гидроочистки (в котором масло изменяется незначительно, это может быть процесс гидрокрекинга, в котором среднее число атомов углерода в молекулах масла уменьшается, это может быть процесс гидродеметаллизации, в котором из углеводородного сырья удаляют металлические компоненты; это может быть гидрогенизация, при которой ненасыщенные углеводороды гидрогенизируют и насыщают; это может быть процесс гидродепарафинизации, в котором молекулы с прямыми цепями изомеризуются, или это может быть процесс гидрогенизационной сероочистки, в котором из исходного сырья удаляют сернистые соединения. Было обнаружено, что предложенный способ является, в частности, полезным, если углеводородное сырье содержит сернистые соединения, и условия проведения гидрообработки представляют собой условия проведения гидродесульфурации. Предложенный способ является выгодным при обработке серосодержащего исходного сырья, которое содержит так называемые плохо поддающиеся переработке сернистые соединения, т.е. соединения, содержащие дибензотиофен.
Параметры гидрообработки, которые могут быть реализованы в способе в соответствии с настоящим изобретением, не являются строго обязательными и могут быть изменены применительно к типу конверсии, которому подвергают углеводородное сырье. Обычно параметры гидрообработки включают температуру в интервале от 250 до 480°С, предпочтительно от 320 до 400°С, давление в интервале от 10 до 150 бар, предпочтительно от 20 до 90 бар, и среднечасовую скорость подачи сырья в интервале от 0,1 до 10 час-1, предпочтительно от 0,4 до 4 час"1. Специалист может выбрать эти подходящие параметры в соответствии с типом сырья и желаемым видом гидрообработки.
Катализатор, используемый в настоящем изобретении, может быть также выбран в соответствии с желаемой конверсией. Подходящие катализаторы включают в себя, по меньшей мере, металлы групп VB, VIB и/или VIII Периодической таблицы элементов на подходящем носителе. Примеры подходящих металлов включают кобальт, никель, молибден и вольфрам, но также могут быть использованы благородные металлы, такие как палладий и платина. В частности, если углеводородное масло содержит серу, катализатор, соответственно, содержит носитель и, по меньшей мере, один металл из группы VIB и группы VIII. Несмотря на то, что эти металлы могут находиться в виде их оксидов, предпочтительно использовать металлы в виде сульфидов. Поскольку катализатор обычно может быть получен в виде оксида, указанные катализаторы затем могут быть подвержены обработке путем предварительного сульфидирования, которое может быть осуществлено за пределами процесса конверсии, но предпочтительно проводится по месту, в частности, в условиях, которые сходны с эффективной конверсией.
Металлы подходящим образом комбинируют на носителе. Носителем может быть некристаллический огнеупорный оксид, например оксид кремний, оксид алюминия или система «оксид кремния - оксид алюминия». Также могут быть использованы и другие оксиды, такие как оксид циркония, оксид титана или германия. Для процессов гидродепарафинизации могут быть использованы кристаллические алюмосиликаты, такие как бетацеолит, ZSM-5, морденит, ферриериты, ZSM- 11, ZSM-12, ZSM-23 и другие цеолиты со средней пористостью. Если условия проведения гидроочистки приводят к гидрокрекингу, катализатор предпочтительно может представлять собой другой цеолит. Подходящими цеолитами являются цеолиты типа фожазита, такие как цеолит X или Y, в частности, сверхстабильный цеолит Y. Возможно также использование цеолитов с большими порами. Указанные цеолиты обычно комбинируют с аморфным связующим веществом, таким как оксид алюминия. Металлы подходящим образом комбинируют с катализатором путем пропитки, замачивания, совместного дробления, перетирания или дополнительно, в случае цеолитов, путем ионного обмена. Очевидно, что специалисту известно, какие катализаторы являются подходящими и каким образом такие катализаторы могут быть приготовлены.
Под термином «чистый водородсодержащий газ» здесь подразумевается газ, который содержит менее чем 0,1 об.% сероводорода, исходя из общего объема газа, предпочтительно менее 0,01 об.%, более предпочтительно менее 20 ppmv (миллионных долей на единицу объема) и наиболее предпочтительно менее 5 ppmv сероводорода. Примеры чистого водородсодержащего газа могут включать в себя свежий подпиточный водород, полученный, например, в процессе парового риформинга, или загрязненный примесями водородсодержащий газ, подвергнутый обработке с целью очистки, например, с помощью амина. Такой загрязненный газ может быть получен при осуществлении предложенного способа, но, кроме того, может быть подвержен очистке и в последующем использован в предложенном способе загрязненный водородсодержащий газ из других источников или технологических процессов. Содержание водорода в чистом водородсодержащем газе предпочтительно составляет, по меньшей мере, 95 об.%, более предпочтительно, по меньшей мере, 97 об.%, исходя из общего объема чистого водородсодержащего газа.
В первом воплощении водородсодержащим газом, который используют на стадии (i) в первом реакторе, является чистый водородсодержащий газ. В результате количество газа, необходимого для подачи в первый реактор, может быть минимизировано. Такой газ может быть подходящим образом получен при очистке загрязненного водородсодержащего газа, например, такого загрязненного газа, который становится доступным для использования в предложенном способе. Водородсодержащий газ, который используют на стадии (iii) во втором реакторе, представляет собой чистый водородсодержащий газ, необходимый для восполнения водорода, потребленного в первом и втором реакторах, возможно, дополненный очищенным чистым газом.
Согласно следующему предпочтительному воплощению выходящий поток из первого реактора перед его использованием в отпарной колонне транспортируют в газожидкостный сепаратор. Газообразная фаза в этом выходящем потоке обычно содержит большие количества загрязнений, таких как сероводород и аммиак, к примеру от 0,5 до 5,0 об.%, исходя из общего объема газовой фазы. Соответственно, эту фазу отводят в качестве загрязненного водородсодержащего газа в газожидкостный сепаратор, и предпочтительно она может быть направлена в секцию очистки, такую как скруббер, использующий аминоочистку. Жидкую фазу, содержащую частично гидрообработанное углеводородное масло, отводят из газожидкостного сепаратора и направляют в отпарную колонну. Отпарная колонна функционирует с использованным водородсодержащим газом, поступающим из второго реактора. В первый реактор в качестве водородсодержащего газа предпочтительно направляют комбинацию использованного водородсодержащего газа и отпарного газа. Ясно, что в этом воплощении для сепарации на стадии (ii) в дополнение к отпарной колонне используют газожидкостный сепаратор. В этом газожидкостном сепараторе удаляют большую часть загрязняющих примесей и компоненты, содержащие более легкие углеводороды. Оставшиеся примеси, которые подают в первый реактор, присутствуют в небольшом количестве и не влияют на процесс гидрообработки в первом реакторе.
Первый реактор в рассматриваемом предпочтительном воплощении функционирует с использованием водородсодержащего газа, который содержит некоторое количество примесей.
На этой стадии гидрообработки потребляется водород. Вообще, потребление водорода для стадий гидрообработки для способа не является нормированным и зависит от типа обрабатываемого углеводородного масла. Вообще, потребление водорода в каждом из реакторов в условиях проведения гидрообработки находится в пределах от 0,1 до 2,5 мас.%, исходя из массы углеводородного масла для первого реактора и массы частично гидрообработанного углеводородного масла для второго реактора. Водород, использованный в первом и втором реакторах, надлежащим образом восполняется, по меньшей мере, на 80% путем добавления во второй реактор чистого водородсодержащего газа. Таким путем количество газа, который становится загрязненным значительными количествами примесей в первом реакторе, минимизируется. Дальнейшая минимизация может быть подходящим образом достигнута путем дополнения, по меньшей мере, 90%, более предпочтительно, по существу 100% водорода, использованного в первом и втором реакторах, чистым водородсодержащим газом во второй реактор.
Поток, выходящий из первого реактора, содержит частично гидрообработанное углеводородное масло. На второй стадии это частично гидрообработанное углеводородное масло отделяют от загрязненного водородсодержащего газа. В предпочтительном воплощении подлежащее обработке углеводородное масло представляет собой газойль, который обычно содержит сернистые соединения. В первом реакторе эти сернистые соединения превращаются в сероводород, который загрязняет водородсодержащий газ. В соответствии со способом согласно настоящему изобретению загрязненный водородсодержащий газ отделяют от частично гидрообработанного углеводородного масла в отпарной колонне. В процессе отпарки в качестве отпарного газа применяют использованный водородсодержащий газ, отведенный со стадии (iv). Полученный таким образом загрязненный водородсодержащий газ подходящим образом очищают и вновь используют как чистый водородсодержащий газ на стадии (iii) и, по усмотрению, на стадии (i).
Очистка загрязненных водородсодержащих газов, в частности, если они загрязнены сероводородом и другими сернистыми соединениями, такими как сернистый углерод или сероокись углерода, хорошо известна. Подходящий способ удаления этих загрязнений кратко раскрыт в патентном документе ЕР 611816 А и представляет собой аминовую очистку.
В процессе такой очистки загрязненный водородсодержащий газ надлежащим образом контактирует с водным раствором амина. Указанный водный раствор содержит одно или большее количество аминосоединений. Подходящими аминосоединениями являются первичные, вторичные и третичные амины. Предпочтительно амины содержат по меньшей мере, одну оксиалкильную группу. Алкильная группа в такой группе содержит, в общем, от 1 до 4 атомов углерода. В случае вторичных и третичных аминов аминосоединения предпочтительно содержат одну или более алкильных и гидроксиалкильных групп, каждая из которых предпочтительно содержит от 1 до 4 атомов. Подходящие примеры аминосоединений включают моноэтаноламин, монометаноламин, монометилэтаноламин, диэтилмоноэтаноламин, диэтаноламин, триэтаноламин, диизопропаноламин, диэтиленгликольмоноамин, метилдиэтаноламин, а также их смеси. Другими подходящими соединениями являются N,N'-ди(гидроксиалкил)пиперазина, N, N, N',N'- тетракис(гидроксиалкил)-1,6-гександиамина, в которых группа алкила может содержать от 1 до 4 атомов углерода.
Водный раствор может также содержать физические растворители. Подходящие физические растворители включают тетраметиленсульфон (сульфолан) и производные, амиды алифатических карбоксильных кислот, N-алкилпирролидон, в частности N-метилпирролидин, N-алкилпиперидоны, в частности N-метилпиперидон, метанол, этанол, этиленгликоль, полиэтил енгликоли, моно- или ди-(С1-С4)-алкилэфиры этиленгликоля или полиэтиленгликолей, имеющие, в общем, молекулярный вес от 50 до 800, и их смеси.
Концентрация аминосоединения в водном растворе может изменяться в широких пределах. Специалист будет способен определить подходящие концентрации без чрезмерных усилий. Предпочтительно водный раствор содержит, по меньшей мере, 15 мас.% воды, аминосоединения - от 10 до 65 мас.%, предпочтительно от 30 до 55 мас.%, и физический растворитель - от 0 до 40 мас.%, где все проценты определены исходя из массы воды, аминосоединения и физического растворителя.
Условия, в которых загрязненный водородсодержащий газ обрабатывают амином, включают температуру в интервале от 0 до 150°С, предпочтительно от 10 до 60°С, и давление от 10 до 150 бар, предпочтительно от 35 до 120 бар.
Отпарной газ в отпарной колонне содержит использованный водородсодержащий газ. Поскольку указанный отпарной газ становится доступным для использования после реакции гидрообработки на стадии (iii), он может быть использован при повышенной температуре. В связи с тем, что повышенная температура улучшает эффективность отпарки по сравнению с эффективностью отпарки холодным газом и препятствует охлаждению в процессе отпарки, очевидно, что предложенный способ обеспечивает дополнительное преимущество, которое заключается в повышении эффективности процесса отпарки. Использованный водородсодержащий газ, который применяют в качестве отпарного газа на стадии (ii), преимущественно имеет температуру от 250 до 480°С, предпочтительно от 320 до 400°С.
Некоторую часть или все частично гидрообработанное углеводородное масло подвергают дальнейшей гидрообработке на стадии (iii). Как отмечено выше, предложенный способ является особенно выгодным в том случае, когда обрабатываемым углеводородным маслом является газойль. Поэтому в особенности предпочтительно, чтобы в качестве катализатора гидрообработки на стадии (i) был использован катализатор гидродесульфурации, а на стадии (iii) в качестве катализатора гидрообработки - катализатор гидродепарафинизации или катализатор гидродеароматизации. В таких случаях катализатор гидродесульфурации, соответственно, представляет собой выбранный по усмотрению сульфидированный катализатор, содержащий один или большее число металлов из групп V, VI и VIII Периодической таблицы элементов, на твердом носителе. Как отмечалось ранее твердый носитель может быть выбран из числа перечисленных выше огнеупорных оксидов. Катализатор гидродесульфурации, в частности, может содержать один или более металлов, включающих никель и кобальт, и один или большее число металлов, включающих молибден и вольфрам. Катализатор предпочтительно может быть, как отмечено выше, сульфидирован.
Катализатор гидродепарафинизации содержит в качестве каталитически активного металла один или большее число благородных металлов, выбранных из группы VIIII Периодической таблицы элементов, на твердом носителе. Предпочтительно благородный металл выбирают из группы, состоящей из платины, палладия, иридия и рутения.
Носитель преимущественно содержит цеолит (из числа указанных выше цеолитов) в комбинации со связующим материалом. Подходящими связующими материалами являются оксид алюминия, оксид кремния и композиция из оксида кремния и оксида алюминия. Однако могут быть также использованы и другие огнеупорные оксиды.
Если этап гидрообработки проводят на стадии (iii), используя катализатор гидродепарафинизации или катализатор гидродеароматизации, параметры процесса, которые могут быть применены в способе, соответствующем настоящему изобретению, включают обычно температуру в интервале от 200 до 400°С, предпочтительно от 250 до 350°С, давление от 10 до 150 бар, предпочтительно от 20 до 90 бар, и среднечасовую скорость подачи сырья в интервале от 0,1 до 10 час-1, предпочтительно от 0,4 до 4 час-1. Специалист может подобрать наиболее подходящие параметры в соответствии с типом исходного сырья.
На стадии (iv) выходящий поток продуктов гидрообработки во втором реакторе отводят и разделяют на гидрообработанное углеводородное масло и использованный водородсодержащий газ. Согласно стадии (v) предложенного способа, по меньшей мере, часть использованного водородсодержащего газа транспортируют на стадию (ii) для использования в качестве отпарного газа. Предпочтительно, по меньшей мере, 90 об.% использованного водородсодержащего газа транспортируют на стадию (ii), более предпочтительно, по меньшей мере, 95 об.%, и наиболее предпочтительно весь объем использованного водородсодержащего газа транспортируют на стадию (ii).
Разделение на стадии (iv) может быть произведено любым подходящим путем. Один подходящий путь включает использование средств разделения, находящихся внутри второго реактора, включающих наклоненную вниз пластину, между нижним концом которой и стенкой корпуса реактора находится отверстие. Предпочтительно на нижнем конце этой пластины имеется проходящая вниз загнутая кромка. Подобная пластина описана в патентном документе ЕР 611861 А. В качестве альтернативы могут быть использованы одна или большее число разделительных тарелок, размещенных в нижней части корпуса второго реактора. В другом воплощении разделение выходящего потока после гидрообработки во втором реакторе производят в отдельном газожидкостном сепараторе, в качестве варианта, с дополнительной тепловой интеграцией. Указанный выходящий из реактора поток, до или после разделения, может быть подходящим образом использован для теплообмена с частично гидрообработанным углеводородным маслом, выходящим из отпарной колонны. Преимущество такого решения заключается в том, что выходящий из реактора поток охлаждается, в то время как частично гидрообработанное углеводородное масло может быть нагрето до желаемой температуры гидрообработки без использования внешнего источника подвода теплоты, такого как дополнительная нагревательная печь. Очевидно, что такое решение создает значительное преимущество с точки зрения экономичности и эффективности использования теплоты.
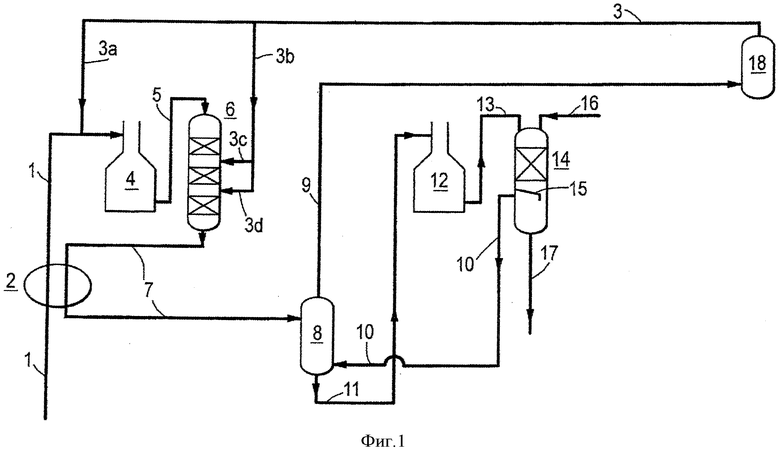
Фиг.1 - принципиальная технологическая схема, соответствующая одному воплощению настоящего изобретения.
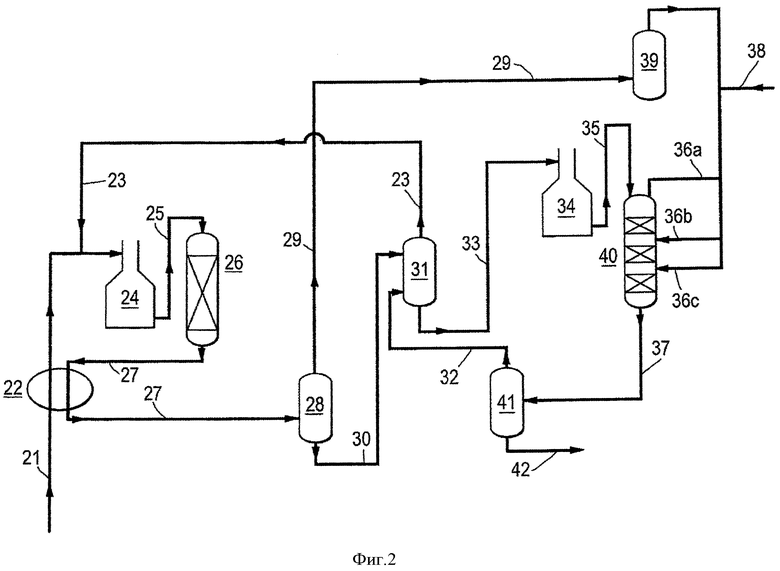
Фиг.2 - альтернативное воплощение способа согласно настоящему изобретению.
На фиг.1 показан трубопровод 1, посредством которого углеводородное масло транспортируется через теплообменник 2 и в который добавляют чистый водородсодержащий газ с помощью трубопровода 3. Смесь водородсодержащего газа и углеводородного топлива транспортируют через печь 4, и нагретую смесь по трубопроводу 5 направляют в первый реактор 6 гидрообработки. В первом реакторе 6 гидрообработки размещены три слоя катализатора. Однако количество слоев катализатора не является строго определенным и может быть изменено в целях соответствия требуемым условиям гидрообработки. В промежуток между двумя последующими слоями добавляют чистый водородсодержащий газ с помощью трубопроводов 3с и 3d, соответственно. В принципе поток в первом и втором реакторах может протекать вверх или вниз. Предпочтительно транспортировать водородсодержащие газы и углеводородное масло или частично гидрообработанное углеводородное масло через реакторы в одном направлении, в прямотоке, в режиме опускного течения (течения сверху вниз). При этом можно надежно регулировать расход газа и расход жидкости. Кроме того, легче регулировать температуры реакции. Вытекающий поток продуктов из первого реактора отводят посредством трубопровода 7. Этот поток пропускают также через теплообменник 2 для предварительного нагрева углеводородного масла, подлежащего гидрообработке, и затем направляют в отпарную колонну 8. В нижнюю часть отпарной колонны 8 посредством трубопровода 10 в качестве отпарного газа подают использованный водородсодержащий газ, а газообразные компоненты, которые содержались в вытекающем из реактора потоке, транспортируемом по трубопроводу 7, отводят вместе с отпарным газом в виде загрязненного водородсодержащего газа по трубопроводу 9. Загрязненный водородсодержащий газ обрабатывают в абсорбционной колонне 18, орошаемой амином, и очищают, а чистый водородсодержащий газ отводят по трубопроводу 3. Трубопровод 3 разветвляют на ветвь 3а трубопровода, которая подает в углеводородное масло водородсодержащий газ, и ветвь 3b трубопровода, которая, в свою очередь, разделяется на трубопроводы 3с и 3d для снабжения первого реактора 6 дополнительным водородом с целью регулирования температуры в реакторе. Следует принимать во внимание, что хотя поглощение амином показано на фиг.1 осуществляемым с помощью единственной абсорбционной колонны 18, комплекс аминоочистки включает в себя колонны абсорбции и десорбции, и, по усмотрению, один или большее количество компрессоров. Кроме того, чистый водородсодержащий газ, проходящий в трубопроводе 3, может быть подвержен теплообмену с одним или большим числом технологических потоков, к примеру, с загрязненным водородсодержащим газом, протекающим по трубопроводу 9, и/или потоком, выходящим из первого реактора и транспортируемым по трубопроводу 7.
Отпаренное, частично гидрообработанное углеводородное масло отводят из отпарной колонны 8 по трубопроводу 11. По желанию, частично гидрообработанное углеводородное масло, транспортируемое по трубопроводу 11, пропускают через печь 12, а нагретое масло посредством трубопровода 13 направляют во второй реактор 14. Чистый водородсодержащий газ (в рассматриваемом конкретном случае свежий подпиточный водород) направляют в реактор 14 по трубопроводу 16. В соответствии с настоящим изобретением, по меньшей мере, 80% водорода, который необходимо добавить в связи с его использованием в реакторах 6 и 14, будет добавлено в реактор 14. Специалисту в данной области техники понятно, что при желании некоторая часть свежего подпиточного водорода, т.е. до 20% от использованного водорода, может быть заменена потоком водородсодержащего газа из трубопровода 3. В верхней части реактора 14 размещен слой катализатора, в то же время в нижней части установлена разделительная тарелка 15, которая позволяет продукту реакции из слоя катализатора стекать в нижний участок реактора, но препятствует прохождению газообразных компонент в обратном направлении. Продукт реакции разделяют на гидрообработанное углеводородное масло и использованный водородсодержащий газ. Газообразные компоненты, а именно, использованный водородсодержащий газ отводят из реактора 14 по трубопроводу 10, который транспортирует указанный водородсодержащий газ в отпарную колонну 8. Жидкое гидрообработанное углеводородное масло извлекают посредством трубопровода 17. Продукты, транспортируемые по трубопроводу 17, могут быть разделены на фракции любым известным способом.
На фиг.2 представлена принципиальная схема технологического процесса согласно альтернативному воплощению изобретения. На схеме показан трубопровод 21, посредством которого углеводородное масло транспортируется через теплообменник 22 и в который с помощью трубопровода 23 добавляют водородсодержащий газ. Водородсодержащий газ поступает в трубопровод 23 из отпарной колонны 31 и содержит водород, который находился в контакте с катализатором гидрообработки в реакторе 40 и отпарной колонне 31. Смешанные водородсодержащий газ и углеводородное масло нагревают в печи 24 и посредством трубопровода 25 транспортируют в первый реактор 26 гидрообработки. Выходящий поток продуктов из реактора 26 направляют через теплообменник 22, служащий для предварительного нагревания углеводородного масла, в газожидкостный сепаратор 28. Жидкий продукт, содержащий частично гидрообработанное углеводородное масло, транспортируют в отпарную колонну 31 посредством трубопровода 30, в газообразный продукт, содержащий значительную часть загрязняющих примесей, а именно, примеси, которые находились в водородсодержащем газе, плюс примеси, которые образовались в процессе реакции в реакторе 26, отводят из газожидкостного сепаратора 28 по трубопроводу 29. Частично гидрообработанное углеводородное масло подвергают в отпарной колонне 31 отпарке с использованием водородсодержащего газа, который образуется во втором реакторе 40 гидрообработки.
Отпарной газ вместе с любой летучей компонентой, которая извлекается из частично гидрообработанного углеводородного масла, отводится посредством трубопровода 23. Газ, проходящий по трубопроводу 23, будет содержать водород, некоторое количество легких газообразных углеводородов и лишь небольшую часть загрязняющих примесей, содержащих гетероатомы, таких как сероводород и аммиак. Этот газ используют в качестве водородсодержащего газа для первого реактора. Поскольку большая часть этих примесей была отделена в газожидкостном сепараторе 28 и отведена по трубопроводу 29, газ, проходящий по трубопроводу 23, может быть подходящим образом использован в качестве водородсодержащего газа для гидрообработки в реакторе 26. В случае необходимости, частично гидрообработанное углеводородное масло, полученное в отпарной колонне 31, может быть направлено из нее по трубопроводу 33 в печь 34, где оно нагревается до желаемой температуры для второго реактора.
При надлежащей тепловой интеграции между выходящим потоком из второго реактора и частично гидрообработанным углеводородным маслом, которое используют в качестве исходного сырья для второго реактора, печь 34 может быть исключена, что позволяет второму реактору работать в так называемом «автотермическом» режиме. Нагретое углеводородное масло направляют по трубопроводу 35 во второй реактор 40, где оно смешивается с чистым водородсодержащим газом, подаваемым по трубопроводу 36а. Между последовательными слоями катализатора может подводиться дополнительный водород по трубопроводу 36а и 36 с, соответственно. Посредством трубопровода 37 продукт реакции из реактора 40 транспортируют в горячий газожидкостный сепаратор 41, в котором гидрообработанное углеводородное масло отделяют от использованного водородсодержащего газа. Использованный водородсодержащий газ отводят по трубопроводу 32 и транспортируют в отпарную колонну 31. Гидрообработанное углеводородное масло выгружают через трубопровод 42 и отбирают в качестве продукта. Продукт, отбираемый по трубопроводу 42, может быть подвергнут фракционированию для получения желаемого конкретного углеводородного продукта.
Загрязненный водородсодержащий газ по трубопроводу 29 направляют в комплекс аминоочистки, представленный на фиг.2 колонной 39. В колонне 39 из загрязненного водородсодержащего газа удаляют загрязнения и в результате получают чистый водородсодержащий газ, который отводят по трубопроводу 36. К чистому водородсодержащему газу в трубопроводе 36 посредством трубопровода 38 добавляют свежий подпиточный водород, в этом случае в количестве, дополняющем до 100% водород, который подлежит использованию в технологическом процессе. Трубопровод 36 может быть разветвлен на ветви 36а, 36b и 36с для подачи водорода в реактор 40 в различные точки ввода.
Следует принимать во внимание, что на рассмотренных чертежах не показано вспомогательное оборудование, которое обычно используют, такое как клапаны, насосы, компрессоры, расширительные устройства, контрольно-измерительная аппаратура и т.п. Специалисту будет понятно, где необходимо установить такое вспомогательное оборудование.
Изобретение относится к способу гидрообработки углеводородного масла с использованием по меньшей мере первого и второго реакторов. Способ включает (i) контактирование углеводородного масла в первом реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии водородсодержащего газа, при котором происходит потребление водорода; (ii) разделение выходящего потока, полученного на стадии (i), на частично гидрообработанное углеводородное масло и загрязненный водородсодержащий газ с помощью отпарной колонны, в которой в качестве отпарного газа используют использованный водородсодержащий газ; (iii) контактирование частично гидрообработанного углеводородного масла, полученного на стадии (ii), во втором реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии чистого водородсодержащего газа, с потреблением при этом водорода, причем по меньшей мере, 80% водорода, потребленного на стадиях (i) и (iii), восполняют с помощью дополнительного чистого водородсодержащего газа, подаваемого во второй реактор; (iv) разделение продукта, произведенного на стадии (iii) во втором реакторе, на гидрообработанное углеводородное масло и использованный водородсодержащий газ, при этом гидрообработанное углеводородное масло может быть извлечено в качестве продукта, и (v) транспортирование по меньшей мер, части использованного водородсодержащего газа, полученного на стадии (iv), который имеет температуру по меньшей мере 200°С на проведение стадии (ii) для его использования в качестве отпарного газа. Технический результат - эффективное использование использованного водородсодержащего газа способствует минимизации требуемой производительности компрессора, облегчению проведения отпарки, улучшению использования тепла. 16 з.п. ф-лы, 2 ил.
1. Способ гидрообработки углеводородного масла с использованием по меньшей мере первого и второго реакторов, при этом способ включает:
(i) контактирование углеводородного масла в первом реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии водородсодержащего газа, при котором происходит потребление водорода;
(ii) разделение выходящего потока, полученного на стадии (i), на частично гидрообработанное углеводородное масло и загрязненный водородсодержащий газ с помощью отпарной колонны, в которой в качестве отпарного газа используют использованный водородсодержащий газ;
(iii) контактирование частично гидрообработанного углеводородного масла, полученного на стадии (ii), во втором реакторе при повышенных температуре и давлении с катализатором гидрообработки в присутствии чистого водородсодержащего газа, с потреблением при этом водорода, причем по меньшей мере 80% водорода, потребленного на стадиях (i) и (iii), восполняют с помощью дополнительного чистого водородсодержащего газа, подаваемого во второй реактор;
(iv) разделение продукта, произведенного на стадии (iii) во втором реакторе, на гидрообработанное углеводородное масло и использованный водородсодержащий газ, при этом гидрообработанное углеводородное масло может быть извлечено в качестве продукта, и
(v) транспортирование, по меньшей мере, части использованного водородсодержащего газа, полученного на стадии (iv), который имеет температуру по меньшей мере 200°С на проведение стадии (ii) для его использования в качестве отпарного газа.
2. Способ по п.1, в котором использованный водородсодержащий газ имеет температуру по меньшей мере 250°С, более предпочтительно по меньшей мере 300°С и самое большее 400°С.
3. Способ по п.1 или 2, в котором использованный водородсодержащий газ имеет давление по меньшей мере 10 бар, предпочтительно по меньшей мере 20 бар.
4. Способ по п.1 или 2, в котором подлежащее гидрообработке углеводородное масло представляет собой газойль, который содержит, по меньшей мере, 75 мас.% углеводородов, кипящих в интервале температур от 150 до 400°С.
5. Способ по п.1 или 2, в котором подлежащее гидрообработке углеводородное масло представляет собой смазочное масло, которое содержит по меньшей мере 95 мас.% углеводородов, кипящих в интервале температур от 320 до 600°С.
6. Способ по п.1 или 2, в котором параметры гидрообработки включают температуру в интервале от 250 до 480°С, давление в интервале от 10 до 150 бар и среднечасовую скорость подачи сырья в интервале от 0,1 до 10 час-1.
7. Способ по п.1 или 2, в котором чистый водородсодержащий газ содержит менее чем 0,1 об. % сероводорода.
8. Способ по п.1 или 2, в котором выходящий из первого реактора поток направляют в газожидкостный сепаратор перед его использованием в отпарной колонне.
9. Способ по п.1 или 2, в котором загрязненный водородсодержащий газ, полученный на стадии (ii), очищают и используют повторно на стадии (iii) и, не обязательно, на стадии (i).
10. Способ по п.9, в котором загрязненный водородсодержащий газ очищают посредством аминоочистки.
11. Способ по п.1 или 2, в котором по меньшей мере 90%, предпочтительно, по существу 100% водорода, использованного на стадиях (i) и (iii), восполняют за счет дополнительного чистого водородсодержащего газа, подаваемого во второй реактор.
12. Способ по п. 1 или п. 2, в котором использованный водородсодержащий газ, который используют в качестве отпарного газа на стадии (ii), имеет температуру в интервале от 250 до 480°С.
13. Способ по п.1 или 2, в котором катализатор гидрообработки стадии (i) представляет собой катализатор гидродесульфурации, а катализатор гидрообработки на стадии (iii) является катализатором гидродепарафинизации.
14. Способ по п.13, в котором указанный катализатор гидродесульфурации содержит один или более металлов из групп VB, VIB и VIII Периодической таблицы элементов на твердом носителе.
15. Способ по п.14, в котором указанный катализатор гидродесульфурации содержит один или более металлов из кобальта и никеля и один или более металлов из молибдена и вольфрама.
16. Способ по п.13, в котором катализатор гидродепарафинизации, используемый на стадии (iii), содержит в качестве каталитически активного металла один или более благородных металлов из группы VIII Периодической таблицы элементов на твердом носителе
17. Способ по п.16, в котором благородные металлы выбирают из группы, состоящей из платины, палладия, иридия и рутения.
| ПОВЕРХНОСТНЫЙ ТЕРМОМЕТР СОПРОТИВЛЕНИЯ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ВАКУУМЕ | 0 |
|
SU248285A1 |
| WO 03054118 A1, 03.07.2003 | |||
| US 20060118466 A1, 08.06.2006 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| МОДЕЛЬ ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ СТЕРЖНЕЙ ФЕРМЫ | 2017 |
|
RU2671754C1 |
| Способ определения выхода сока из плодов | 1982 |
|
SU1160306A1 |
| КОЛЬЦЕВОЙ ПОДПЯТНИК | 1923 |
|
SU717A1 |
| СПОСОБ ГИДРООБРАБОТКИ НЕФТЯНОГО СЫРЬЯ И УСТАНОВКА ГИДРОКОНВЕРСИИ | 1995 |
|
RU2134712C1 |

