ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение имеет отношение к новой конструкции шпангоутов летательного аппарата из композиционного материала, в частности для фюзеляжей, выполненных как единая деталь, а также к способу их изготовления.
УРОВЕНЬ ТЕХНИКИ
Фюзеляж является основным агрегатом летательного аппарата в связи с тем, что остальные элементы, которые составляют летательный аппарат, прямо или косвенно присоединены к нему. Обшивка фюзеляжа - это то, что обеспечивает его форму, которая меняется в зависимости от основного назначения, которое будет иметь летательный аппарат.
В дополнение к обшивке (рассматриваемая обшивка является CFRP - пластиком, армированным углеродными волокнами), фюзеляж летательного аппарата содержит некоторые элементы в виде перпендикулярного относительно продольной оси летательного аппарата набора, называемого шпангоутами (сделаны в форме C, Z и т.д. из CFRP или металла), который ответственен за придание формы и жесткости конструкции фюзеляжа при помощи этих шпангоутов, расположенных с заданным интервалом на внутренней части фюзеляжа летательного аппарата. В дополнение к шпангоутам фюзеляж содержит другие упрочняющие элементы, такие как стрингеры (обычно в форме омеги, T или подобные), чтобы достигнуть оптимизации распределения нагрузки и жесткости. Стрингеры расположены продольно на обшивке фюзеляжа, позволяя ее оптимизировать, таким образом, облегчая вес объединенной конструкции. Таким образом, вся сетка шпангоутов, стрингеров и обшивка соединяются вместе, чтобы образовать полную конструкцию.
Фюзеляж летательного аппарата традиционно собирается посегментно так, чтобы обшивка была образована несколькими панелями и секциями, которые позже соединяются, чтобы сформировать типичный фюзеляж цилиндрической формы. Соединения между этими сегментами или панелями реализованы рядом разработанных для этой цели соединяющих частей, которые обычно соединяются крепежами. В случае таких фюзеляжей шпангоуты подгоняются вручную на предыдущей конструкции. Такая процедура расположения и размещения шпангоутов является простой сборкой, так как части, составляющие обшивку фюзеляжа, открыты внутри так, что можно просто и правильно подгонять шпангоуты сегментами. Однако эта процедура требует очень большого числа сегментов или частей шпангоутов, что приводит к необходимости также использовать большое число соединяющих частей между составляющими фюзеляж шпангоутами и обшивкой. Это является причиной того, что процедура сборки шпангоутов, используя большое количество рабочей силы, должна быть очень долгой и дорогой.
Сегодня получает все большее и большее распространение производство обшивки, при котором фюзеляж летательного аппарата получается в виде одной целой детали, называемой 360-градусным, бочкообразным или одностадийным фюзеляжем. Обшивка, которая образует фюзеляж, полностью формируется в единую замкнутую деталь из одной формы. С этими цельными обшивками нужен другой подход к сегментации шпангоутов, чем сегментация, используемая до сих пор, поскольку необходимо обращать внимание на различные допуски, которые предусматриваются в процессах изготовления и сборки, а также на ограничения доступа для расположения этих сегментированных шпангоутов.
Данное изобретение предлагает разрешение вышеупомянутых ограничений.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, согласно первому аспекту, данное изобретение имеет отношение к новой конструкции шпангоутов летательного аппарата, сделанных из композиционного материала. Эти шпангоуты, будучи сделанными частями или сегментами определенной длины, будут расположены на внутренней стороне обшивки, формирующей фюзеляж летательного аппарата. Фюзеляж будет целиком производиться в виде единой детали (называемого бочкообразным или одностадийным фюзеляжем). Этот фюзеляж может содержать стрингеры, встроенные во время того же самого процесса производства вышеупомянутого фюзеляжа. Длина частей или сегментов шпангоутов будет максимально возможной (что приведет к минимальному количеству частей на диаметр секции фюзеляжа) с тем, чтобы максимальный зазор между этими сегментами шпангоута и обшивкой, причем зазор измеряется от внутренней части обшивки, допускал использование жидкого герметика для присоединения сегментов шпангоута к обшивке. Использование этого типа герметика упрощает операции и уменьшает время сборки, что позволяет в связи с этим снизить текущие расходы. Максимальная длина сегментов шпангоута будет рассчитана на основании технологических ограничений, заданных технологическими допусками обшивки и тех же самых сегментов шпангоута.
Кроме того, следующие соображения должны быть приняты во внимание при конструировании частей или сегментов этих шпангоутов:
- эффект сокращения или спружинивания во время производства элементов шпангоута;
- процесс сборки частей или сегментов шпангоута;
- заданная обшивкой геометрия секции фюзеляжа, где будут расположены части или сегменты шпангоута;
- заданные обшивкой нагрузки, которым подвержена секция фюзеляжа, где будут расположены части или сегменты шпангоута.
Согласно второму аспекту, изобретение имеет отношение к способу получения конструкции шпангоутов летательного аппарата, которые сделаны из композиционного материала и содержат части или сегменты заданной длины так, что расчетные сегменты шпангоута поддерживают максимальное расстояние относительно внутренней части обшивки, которое таково, что позволяет использовать жидкий герметик для присоединения сегмента шпангоута к обшивке, формирующей фюзеляж.
Таким образом, способ изобретения содержит следующие этапы, на которых:
a) определяют первый типовой сегмент шпангоута для верхней части обшивки фюзеляжа для данной секции фюзеляжа, рассчитанный для случая, когда аэродинамический допуск на обшивку является причиной того, что она имеет эффективный внешний размер, с насколько возможно маленьким допуском по толщине обшивки таким образом, что внутренний размер обшивки максимален и технологический допуск этого сегмента шпангоута минимален, что является причиной того, что размер сегмента шпангоута минимален;
b) определяют точку контакта типового сегмента шпангоута с внутренней частью обшивки как результат этапа a);
c) определяют точки сегмента шпангоута на обеих сторонах предыдущей контактной точки, где максимальное расстояние между сегментом шпангоута и внутренней частью обшивки является максимумом, разрешенным для использования герметика жидкого типа;
d) вычисляют длину максимального сегмента шпангоута согласно приведенным выше этапам a) - c) так, что концы сегмента шпангоута расположены в середине промежутка между двумя последовательными стрингерами секции;
e) повторяют приведенные выше этапы a) - d) для остающихся сегментов, которые сформируют части шпангоута в его совокупности;
f) определяют второй типовой сегмент шпангоута для верхней части обшивки фюзеляжа для данной вышеупомянутой секции фюзеляжа, рассчитанный для случая, когда аэродинамический допуск на обшивку является причиной того, что она имеет эффективный внешний размер, с насколько возможно большим допуском по толщине обшивки таким образом, что внутренний размер обшивки минимален и технологический допуск этого сегмента шпангоута максимален, что является причиной того, что размер вышеупомянутого сегмента шпангоута максимален;
g) определяют точки контакта типового сегмента шпангоута с внутренней частью обшивки как результат этапа f);
h) определяют точку сегмента шпангоута, в которой максимальное расстояние между сегментом шпангоута и внутренней частью обшивки является максимумом, разрешенным для использования герметика жидкого типа;
i) вычисляют длину максимального сегмента шпангоута согласно приведенным выше этапам f) - h) так, что концы сегмента шпангоута установлены в середине промежутка между двумя последовательными стрингерами секции;
j) повторяют приведенные выше этапы f) - i) для остающихся сегментов, которые сформируют части шпангоута в его совокупности;
k) определяют окончательные сегменты шпангоута так, что указанные сегменты подтверждают и этапы a) - d), и этапы f) - j), как изложено выше, при этом сегменты формируют окончательные части совокупности шпангоутов для заданной расчетной секции фюзеляжа;
l) определяют, следуя приведенным выше этапам a) - k), сегменты шпангоута фюзеляжа для каждой конкретной секции фюзеляжа.
Другие характеристики и преимущества этого изобретения проявятся из подробного описания, за которым следует иллюстрирующий его цель вариант воплощения вместе с прилагаемыми чертежами.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
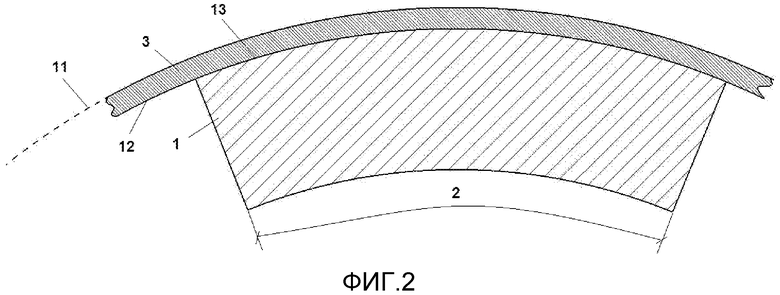
Фиг. 1 показывает в разрезе узлы фюзеляжа летательного аппарата, который заключает в себе конструкцию фюзеляжа летательного аппарата согласно данному изобретению.
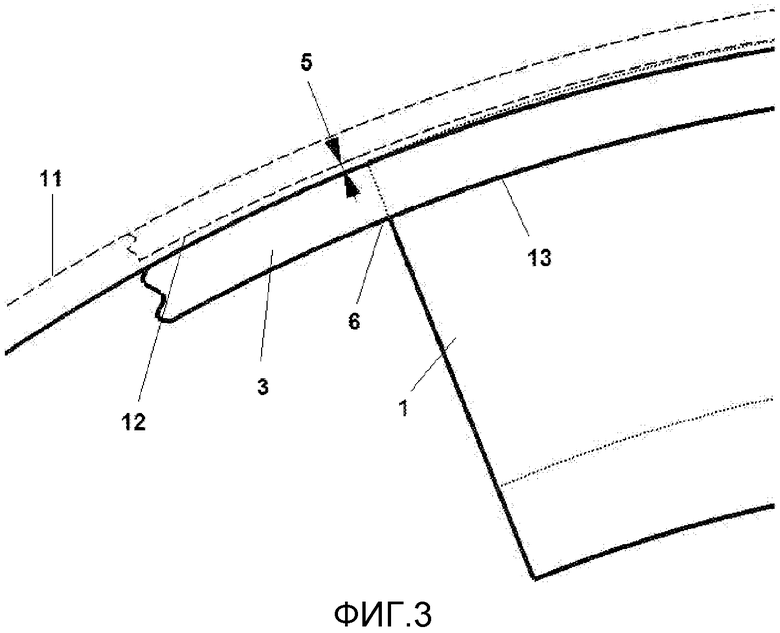
Фиг. 2 показывает в разрезе допуски, которые учтены в конструкции шпангоутов летательного аппарата согласно данному изобретению.
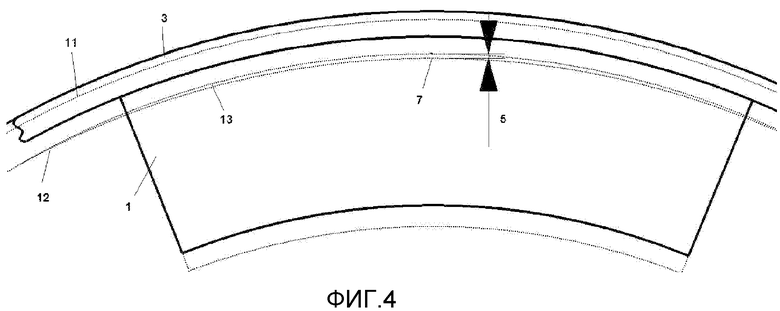
Фиг. 3 показывает в разрезе случай, когда технологические допуски, которые учтены в конструкции шпангоута летательного аппарата согласно способу данного изобретения, сходятся так, что изготовленный шпангоут имеет меньший размер, чем его номинальное значение, при этом обшивка фюзеляжа изготовлена большим размером и меньшей толщиной, чем ее соответствующие номинальные значения.
Фиг. 4 показывает в разрезе случай, когда технологические допуски, которые учтены в конструкции шпангоута летательного аппарата согласно способу этого изобретения, сходятся так, что изготовленный шпангоут имеет больший размер, чем его номинальное значение, при этом обшивка фюзеляжа изготовлена меньшим размером и большей толщиной, чем ее соответствующие номинальные значения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Таким образом, данное изобретение имеет отношение к новой конструкции шпангоутов летательного аппарата, сделанных из композиционного материала, которые, будучи сделанными частями или сегментами 1 определенной длины 2, будут смонтированы на внутренней стороне обшивки 3, формирующей фюзеляж летательного аппарата. Фюзеляж будет производиться в виде единой детали (называемого бочкообразным или одностадийным фюзеляжем) так, что длина 2 частей или сегментов 1 вышеупомянутых шпангоутов будет максимально возможной (что приведет к минимальному количеству частей 1 в расчете на диаметр секции фюзеляжа) с тем, чтобы максимальный зазор 5 между каждой секцией 1 шпангоута и обшивкой 3, при расстоянии или зазоре 5, измеряемом внутри фюзеляжа, был меньше, чем разрешенный предел для применения жидкого герметика. Этот максимальный зазор 5 будет рассчитан на основании технологических ограничений, заданных технологическими допусками обшивки 3 и шпангоутов. Как правило, значение максимального зазора 5 при использовании жидкого герметика составляет приблизительно 0,5 мм. Другой тип герметика должен быть применен, когда превышено это значение зазора 5 (обычно твердый герметик), что увеличивает время сборки и ухудшает механические свойства сборки.
Кроме того, конструкция частей 20 в сегментах 1 вышеупомянутых шпангоутов, согласно данному изобретению, также определяется на основе:
- эффекта сокращения или спружинивания секций 1 шпангоута во время производства секций 1 шпангоута;
- процесса сборки секций 1 шпангоута в его частях 20 с учетом ограничения доступа для процесса сборки, так как обшивка фюзеляжа изготовлена целиком в виде одной части (бочкообразный или одностадийный фюзеляж);
- геометрии секции фюзеляжа, где расположена секция 1 шпангоута, особенно его кривизны;
- нагрузок, которым подвержена секция фюзеляжа в месте, где расположена секция 1 шпангоута, избегая, где только возможно, установку части или секции 1 шпангоута в области или секции фюзеляжа, которая подвержена очень высокой нагрузке.
Таким образом, и основываясь на вышесказанном, длина 2 секции 1 шпангоута будет такой, что будет получено минимально возможное количество секций 1 или частей 20, то есть длина 2 будет максимально возможной. Таким образом, достигается экономия количества соединяющих частей и элементов, используемых в традиционных конструкциях, а также времени сборки, путем избегания использования герметиков в твердом состоянии, что приводит к экономии времени сборки и рабочей силы, таким образом, обходя проблемы операции клепки, без потери механических характеристик соединения.
Учитывая технологические допуски обшивки 3 (аэродинамический допуск, который является причиной того, что обшивка 3 имеет эффективное внешнее значение, показанное как 11, и допуск по толщине обшивки 3, который является причиной того, что обшивка 3 имеет эффективное внутреннее значение, показанное как 12) и секции 1 шпангоута (технологический допуск секции 1 шпангоута, который является причиной того, что вышеупомянутый шпангоут имеет эффективное внешнее значение, показанное как 13), а также ограничения, налагаемые максимально допустимым зазором 5 в сборке, при котором возможно использовать жидкий герметик, определяются количество и оптимальное расположение секций 1 шпангоута согласно данному изобретению, то есть количество частей 20, из которых состоит полный шпангоут согласно данному изобретению.
Два предельных случая рассматриваются исходя из вычисления максимального зазора 5, при вычислении максимальной длины 2 частей или сегментов 1 вышеупомянутых шпангоутов, которые будут определять количество частей 20, из которых состоит шпангоут в его совокупности. Это реализуется путем учета технологических ограничений, заданных технологическими допусками обшивки 3 (аэродинамический допуск, который является причиной того, что обшивка 3 имеет эффективное внешнее значение, показанное как 11, и допуск по толщине обшивки 3, который является причиной того, что обшивка 3 имеет эффективное внутреннее значение, показанное как 12) и секции 1 шпангоута (технологический допуск секции 1 шпангоута, который является причиной того, что вышеупомянутый шпангоут имеет эффективное внешнее значение, показанное как 13).
СЛУЧАЙ 1 (ФИГ. 3):
- обшивка 3 имеет свой максимальный размер, поскольку аэродинамический допуск максимален (эффективное внешнее значение 11 является максимальным), а ее допуск по толщине минимален (эффективное внутреннее значение 12 является максимальным);
- секция 1 шпангоута имеет свой минимальный размер, поскольку ее технологический допуск минимален (эффективное внешнее значение 13 является минимальным);
- при вышеупомянутых условиях максимальный зазор 5 между обшивкой 3 и секцией 1 шпангоута для случая цилиндрического фюзеляжа окажется вблизи концов 6 секции 1 шпангоута (фиг. 3).
СЛУЧАЙ 2 (ФИГ. 4):
- обшивка 3 имеет свой минимальный размер, поскольку ее аэродинамический допуск минимален (эффективное внешнее значение 11 является минимальным), а ее допуск по толщине максимален (эффективное внутреннее значение 12 является минимальным);
- секция 1 шпангоута имеет свой максимальный размер, поскольку ее технологический допуск максимален (эффективное внешнее значение 13 является максимальным);
- при вышеупомянутых условиях максимальный зазор 5 между обшивкой 3 и секцией 1 шпангоута для случая цилиндрического фюзеляжа окажется в области 7 вблизи центра секции 1 шпангоута (фиг. 4).
Таким образом, исходя из случаев 1 и 2, упомянутых выше, согласно данному изобретению максимальный зазор 5 систематически получается для каждой возможной секции 1 шпангоута. Как только известны области, в которых зазор между обшивкой 3 и сегментами 1 шпангоута является максимальным и он ниже, чем предел использования заданного жидкого герметика, и в соответствии с остальными изложенными соображениями, части 20 шпангоута определены между двумя последовательными стрингерами 4, независимо от того факта, что стрингеры 4 уже установлены в том же самом процессе производства вышеупомянутого фюзеляжа или изготовлены независимо и затем расположены на фюзеляже летательного аппарата обычно с помощью заклепок.
Согласно второму аспекту, данное изобретение разрабатывает способ получения этих шпангоутов летательного аппарата, сделанных из композиционного материала, причем эти шпангоуты, будучи сделанными частями или сегментами 1 заданной длины 2, будут расположены на внутренней стороне обшивки 3, формирующей фюзеляж летательного аппарата. Таким образом, способ данного изобретения содержит следующие этапы, на которых:
a) определяют первый типовой сегмент 1 шпангоута для верхней части обшивки 3 фюзеляжа для данной секции фюзеляжа, причем этот первый сегмент 1 рассчитан для случая, когда аэродинамический допуск на обшивку является причиной того, что она имеет максимальный эффективный внешний размер 11, с насколько возможно маленьким допуском по толщине обшивки таким образом, что внутренний размер 12 обшивки максимален и технологический допуск этого типового сегмента шпангоута минимален, что является причиной того, что размер 13 вышеупомянутого сегмента 1 шпангоута минимален;
b) определяют точку контакта типового сегмента 1 шпангоута с внутренней частью обшивки 3 как результат этапа a);
c) определяют точки сегмента 1 шпангоута на обеих сторонах предыдущей контактной точки, где максимальный зазор 5 между указанным сегментом 1 шпангоута и внутренней частью обшивки 3 является максимумом, разрешенным для использования герметика жидкого типа;
d) вычисляют длину 2 максимального сегмента 1 шпангоута согласно приведенным выше этапам a) - c) так, что концы сегмента 1 шпангоута расположены в середине промежутка между двумя последовательными стрингерами 4 секции;
e) повторяют приведенные выше этапы a) - d) для остающихся сегментов 1, которые сформируют части шпангоута в его совокупности;
f) определяют второй типовой сегмент 1 шпангоута для верхней части обшивки 3 фюзеляжа для данной вышеупомянутой секции фюзеляжа, причем этот второй сегмент 1 рассчитан для случая, когда аэродинамический допуск на обшивку является причиной того, что она имеет минимальный эффективный внешний размер 11, с насколько возможно большим допуском по толщине обшивки таким образом, что внутренний размер 12 обшивки минимален и технологический допуск этого сегмента шпангоута максимален, что является причиной того, что размер 13 вышеупомянутого сегмента 1 шпангоута максимален;
g) определяют точки контакта типового сегмента 1 шпангоута с внутренней частью обшивки 3 как результат этапа f);
h) определяют точку сегмента 1 шпангоута, где максимальное расстояние между указанным сегментом шпангоута и внутренней частью обшивки 3 является максимумом, разрешенным для использования герметика жидкого типа;
i) вычисляют длину 2 максимального сегмента 1 шпангоута согласно приведенным выше этапам f) - h) так, что концы сегмента 1 шпангоута расположены в середине промежутка между двумя последовательными стрингерами 4 секции;
j) повторяют приведенные выше этапы f) - i) для остающихся сегментов 1, которые сформируют части шпангоута в его совокупности;
k) определяют окончательные сегменты 1 шпангоута так, что указанные сегменты 1 подтверждают и этапы a) - d), и этапы f) - j), как изложено выше, при этом сегменты 1 формируют окончательные части совокупности шпангоутов для заданной расчетной секции фюзеляжа;
l) определяют, следуя приведенным выше этапам a) - k), сегменты 1 шпангоута фюзеляжа для каждой конкретной секции фюзеляжа.
Для лучшего и самого быстрого осуществления вышеописанного способа желательно подготовить таблицы, к которым можно обращаться для выполнения приведенных выше этапов d), e), i), j) и k). Также можно выполнить приведенные выше этапы d), e), i), j) и k) с помощью любой компьютерной расчетной программы.
Фюзеляж летательного аппарата и, следовательно, обшивка, которая его формирует, может иметь цилиндрическую секцию или коническую секцию. Кроме того, они могут иметь определенные изменения сечения по их длине, по продольной оси летательного аппарата. В любом из этих случаев способ данного изобретения и конструкция шпангоутов, изготовленных по нему, полностью применимы.
В случае, когда фюзеляж и, следовательно, обшивка 3 являются цилиндрическими, на приведенном выше этапе c) точки, в которых оказывается, что максимальный зазор 5 между обшивкой 3 и сегментом 1 шпангоута такой, что позволяет использовать герметик жидкого типа, найдены на концах 6 расчетного сегмента 1 шпангоута. Для случая приведенного выше этапа h) точка, на которой появляется максимальный зазор 5 между обшивкой 3 и секцией 1 шпангоута, найдена в области 7 вблизи центра секции 1 шпангоута.
В предпочтительные варианты воплощения, которые мы только что описали, могут быть внесены те модификации, которые заключены в объеме, определенном следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЕДИНАЯ КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2009 |
|
RU2505453C2 |
| ШПАНГОУТ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2595207C2 |
| ЭЛЕМЕНТ ФЮЗЕЛЯЖА, СОДЕРЖАЩИЙ СЕКЦИЮ ФЮЗЕЛЯЖА И СРЕДСТВА СОЕДИНЕНИЯ | 2010 |
|
RU2560949C2 |
| ФЮЗЕЛЯЖ ЛЕТАТЕЛЬНОГО АППАРАТА, ИЗГОТОВЛЕННЫЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА, И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2564476C2 |
| ЭЛЕМЕНТ ФЮЗЕЛЯЖА, СОДЕРЖАЩИЙ СЕКЦИЮ ФЮЗЕЛЯЖА И СРЕДСТВА СОЕДИНЕНИЯ, УЧАСТОК ФЮЗЕЛЯЖА, ФЮЗЕЛЯЖ И ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2010 |
|
RU2533381C2 |
| СОЕДИНЕНИЕ КОМПОЗИТНЫХ СЕКЦИЙ ФЮЗЕЛЯЖА ВДОЛЬ ОКОННОГО ПОЯСА | 2013 |
|
RU2628262C2 |
| ШПАНГОУТ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2144486C1 |
| Стыковое соединение по окружности для конструкций обшивки | 2013 |
|
RU2658211C2 |
| ФЮЗЕЛЯЖ САМОЛЕТА | 2009 |
|
RU2470829C2 |
| ШПАНГОУТ СУДНА | 1999 |
|
RU2143364C1 |
Фюзеляж летательного аппарата содержит шпангоуты и обшивку (3). Каждый шпангоут выполнен из нескольких частей (1) композиционного материала. Каждая часть имеет длину (2). Обшивка (3) целиком выполнена в виде одной детали. Части (1) шпангоутов расположены на внутренней части обшивки (3). Длина (2) части (1) выполнена такой, что максимальное расстояние (5) между частью (1) и обшивкой (3) учитывает технологические допуски обшивки (3) и части (1) шпангоута. Расстояние (5) измеряется от внутренней части вышеупомянутой обшивки (3) и является меньшим, чем предельное значение, разрешенное для использования герметика в жидком состоянии для соединения части (1) шпангоута к обшивке (3). Летательный аппарат содержит шпангоуты. Способ получения сделанного из композиционного материала шпангоута фюзеляжа летательного аппарата содержит этапы, на которых формируют части шпангоутов для заданной части фюзеляжа в единую деталь. Группа изобретений направлена на упрощение доступа в процессе изготовления к частям шпангоутов. 3 н. и 2 з.п. ф-лы, 4 ил.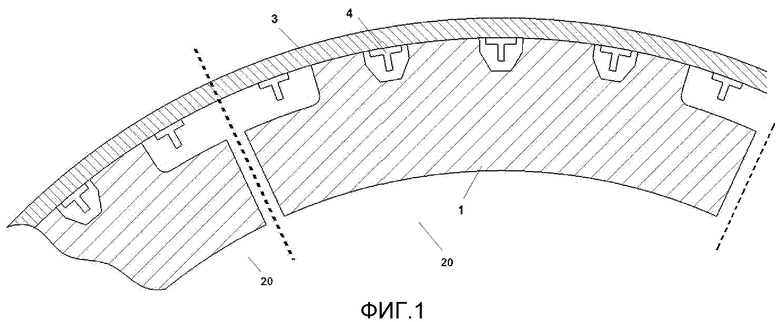
1. Фюзеляж летательного аппарата, который содержит:
- шпангоуты, выполненные из композиционного материала, которые содержат несколько частей (1), формирующих, будучи соединенными, вышеупомянутый шпангоут в его совокупности, при этом упомянутые части (1) имеют длину (2), и
- обшивку (3), которая целиком выполнена в виде одной детали, при этом упомянутые части (1) шпангоутов расположены на внутренней части обшивки (3),
отличающийся тем, что длина (2) части (1) выполнена такой, что максимальное расстояние (5) между частью (1) и обшивкой (3) учитывает технологические допуски обшивки (3) и части (1) шпангоута, причем упомянутое расстояние (5) измеряется от внутренней части вышеупомянутой обшивки (3), и является меньшим, чем предельное значение, разрешенное для использования герметика в жидком состоянии для соединения части (1) шпангоута к обшивке (3).
2. Фюзеляж летательного аппарата по п.1, отличающийся тем, что обшивка (3) фюзеляжа содержит стрингеры (4), интегрированные в процессе производства вышеупомянутой обшивки (3).
3. Фюзеляж летательного аппарата по п.1, отличающийся тем, что части (1) шпангоута не установлены в областях, где фюзеляж подвержен высокой нагрузке.
4. Летательный аппарат, который содержит шпангоут согласно любому из пп.1-3.
5. Способ получения сделанного из композиционного материала шпангоута фюзеляжа летательного аппарата согласно любому из пп.1-3, отличающийся тем, что содержит следующие этапы, на которых:
a) определяют длину первой типовой части (1) шпангоута для верхней части обшивки (3) фюзеляжа для данной части фюзеляжа, причем эта длина первой части (1) рассчитана для случая, когда технологический допуск на обшивку, который является причиной того, что она имеет максимальный эффективный внешний размер (11), с насколько возможно маленьким допуском по толщине обшивки таким образом, что внутренний размер (12) обшивки максимален и технологический допуск этой типовой части шпангоута минимален, что является причиной того, что размер (13) вышеупомянутой части (1) шпангоута минимален;
b) определяют точку контакта типовой части (1) шпангоута с внутренней частью обшивки (3) как результат этапа а);
c) определяют точки части (1) шпангоута на обеих сторонах предыдущей контактной точки, где максимальное расстояние (5) между упомянутой частью (1) шпангоута и внутренней частью обшивки (3) является максимумом, разрешенным для использования герметика жидкого типа;
d) вычисляют длину (2) максимальной части (1) шпангоута согласно приведенным выше этапам а) - с) так, что концы части (1) шпангоута расположены в середине промежутка между двумя последовательными стрингерами (4) части;
e) повторяют приведенные выше этапы а) - d) для остающихся частей (1), которые сформируют части шпангоута в его совокупности;
f) определяют длину второй типовой части (1) шпангоута для верхней части обшивки (3) фюзеляжа для данной вышеупомянутой части фюзеляжа, причем эта вторая часть (1) рассчитана для случая, когда технологический допуск на обшивку является причиной того, что она имеет минимальный эффективный внешний размер (11), с насколько возможно большим допуском по толщине обшивки таким образом, что внутренний размер (12) обшивки минимален и технологический допуск этой части шпангоута максимален, что является причиной того, что размер (13) вышеупомянутой части (1) шпангоута максимален;
g) определяют точки контакта типовой части (1) шпангоута с внутренней частью обшивки (3) как результат этапа f);
h) определяют точку части (1) шпангоута, в которой максимальное расстояние между указанной частью шпангоута и внутренней частью обшивки (3) является максимумом, разрешенным для использования герметика жидкого типа;
i) вычисляют длину (2) максимальной части (1) шпангоута согласно приведенным выше этапам f) - h) так, что концы части (1) шпангоута установлены в середине промежутка между двумя последовательными стрингерами (4) части;
j) повторяют приведенные выше этапы f) - i) для остающихся частей (1), которые сформируют части шпангоута в его совокупности;
k) определяют окончательные части (1) шпангоута так, что указанные части (1) подтверждают и этапы а) - d) и этапы f) - j), как изложено выше, при этом части (1) формируют окончательные части совокупности шпангоутов для заданной расчетной части фюзеляжа;
l) определяют, следуя приведенным выше этапам а) - k), части (1) шпангоута фюзеляжа для каждой конкретной части фюзеляжа.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Терминологический словарь, Машиностроение, М., Машиностроение, 1995, с.449,455 | |||
| СРЕДСТВА, ОБЛАДАЮЩИЕ ФУНГИЦИДНОЙ АКТИВНОСТЬЮ | 2010 |
|
RU2428417C1 |
| Опорный шпангоут из композиционного материала | 1991 |
|
SU1761898A2 |

