Изобретение относится к трубопрокатному и металлургическому производствам, а именно к способу производства бесшовных горячекатаных труб из полых слитков-заготовок электрошлакового переплава сталей марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9 В2МФБР-Ш, 10Х9К3В2МФБР-Ш и 12Х11В2МФ на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара, и может быть использовано при производстве полых слитков способом электрошлакового переплава, механической обработки - расточки и обточки их в слитки-заготовки и прокатки из них на ТПУ 8-16″ с пилигримовыми станами труб размером 610×32-90 и 630×28-80 мм с геометрическими размерами по ТУ 14-3Р-55-2001.
В практике трубопрокатного производства существует способ изготовления бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков в электрических или мартеновских печах, ковку их (уплотнение структуры) с уковом от 2,0 до 3,0, в зависимости от марки стали, обрубку концов поковок с удалением усадочной и донной частей, выплавку слитков электрошлаковым переплавом, механическую обработку поковок и слитков электрошлакового переплава в заготовки и слитки-заготовки на заданный диаметр с допуском +10/-5 мм, с последующей сверловкой центрального отверстия диаметром 100+5,0 мм, нагрев заготовок и слитков-заготовок ЭШП до температуры пластичности, первую прошивку их в станах поперечно-винтовой прокатки на оправках диаметром 300-350 мм, в зависимости от марки стали и величины нагрузки на привод валков, в гильзы-заготовки длиной не более 2100 мм, повторный нагрев гильз-заготовок с горячего или холодного посада до температуры пластичности, повторную прошивку - раскатку в стане поперечно-винтовой прокатки на оправке диаметром больше диаметра дорна на 25-30 мм, прокатку гильз на пилигримовом стане в трубы диаметром 530 мм по ТУ 14-3Р-55-2001 с допуском по диаметру ±1,0% и толщине стеки +20/-5,0% (ТУ 14-1-2560-78 "Заготовка трубная кованая для котельных труб", ТУ 14-136-349-2008 "Слитки электрошлакового переплава для изготовления бесшовных горячедеформированных труб", ТУ 14-3Р-55-2001 "Трубы стальные бесшовные для паровых котлов и трубопроводов" и ТУ 14-3-420-75 "Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф").
Недостатками указанного способа производства котельных являются прокатка труб диаметром не более 530 мм; укороченная длина труб; высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков весом более 4,5 тонн в поковки с последующей обрубкой концов и торцовкой; обточка поковок и слитков ЭШП в заготовки и слитки-заготовки ЭШП; сверление центрального отверстия в заготовках и слитках-заготовках ЭШП диаметром 100±5,0 мм; нагрев заготовок и слитков-заготовок до температуры пластичности; первая прошивка заготовок и слитков-заготовок ЭШП в стане поперечно-винтовой прокатки в гильзы-заготовки на оправках диаметром 300-350 мм, в зависимости от марки стали и нагрузки на привод стана; повторный нагрев гильз-заготовок с горячего или холодного посада до температуры пластичности; повторная прошивка - раскаткой в стане поперечно винтовой прокатки на оправке диаметром больше диаметра дорна на 25-30 мм, из-за повышенной кривизны гильз и невозможности введения дорна в гильзу; прокатка гильз в трубы на пилигримовых станах с повышенным зазором между внутренним диаметром гильз и диаметром дорнов приводит к образованию усов при затравке и закатов (нахлестов) при прокатке, что в свою очередь приводит к увеличению затравочных концов (технологический отход металла); из-за повышенной кривизны и поперечной разностенности гильз прокатка труб производится с допуском по стенке +20/-5%; прокатка труб диаметром 530 и 550 мм в валках с диаметром бочки 1045 мм происходит с коэффициентом полировки менее 2,5, что приводит к повышенной кривизне на погонный метр из-за бугров по телу труб (повышенной продольной и поперечной разностенности труб); повышенный расход металла (расходный коэффициент металла) при переделе слиток - поковка - заготовка - труба и слиток ЭШП - слиток-заготовка ЭШП - труба. И, как следствие, все перечисленные недостатки приводят к повышенной стоимости труб.
В трубопрокатном производстве известен способ изготовления газлифтных труб большого диаметра из слитков стали 09Г2С выплавки ЭШП и ВДП (Патент РФ №2119395, кл. B21B 19/04), где деформацию слитков в прошивном стане ведут вдоль расположения кристаллов, задавая слитки в стан головной частью (усадочной) и прошивают с посадом по диаметру на величину: D=2Sг(1-sinα)Sс, где Sг - толщина стенки гильзы, мм; Sс - толщина стенки сверленого слитка ЭШП, мм; α - угол наклона фронта кристаллизации к оси слитка, град.
Недостатком указанного способа изготовления труб большого диаметра из слитков ЭШП и ВДП стали марки 09Г2С является необходимость изготовления макротемплетов для определения угла наклона фронта кристаллизации к оси слитка, а прошивка слитков усадочной (головной) частью вперед приводит к образованию дефектов в виде внутренних плен на передних концах гильз. Данный способ также не предусматривает прокатку труб диаметром более 530 мм.
В трубной промышленности известен также способ производства котельных труб большого диаметра из слитков ЭШП (Патент RU №2180874, кл. B21B 19/04), обеспечивающий уменьшение энергозатрат, снижение расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большого диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатками данного способа являются повышенные нагрузки на привод прошивного стана при прошивке слитков ЭШП сталей марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9 В2МФБР-Ш, 10Х9К3В2МФБР-Ш и 12Х11В2МФ с посадом по диаметру 8-16%, а для получения гильз диаметром 680 мм необходимы слитки ЭШП диаметром более 730 мм, что на существующем оборудовании ТПУ 8-16″ невозможно, т.к. в стан поперечно-винтовой прокатки можно задать заготовку диаметром не более 650 мм и получить гильзу диаметром не более 680 мм. Данный способ, так же как и вышеприведенные аналоги, не предусматривает производство труб диаметром более 530 мм.
В трубной промышленности известен способ производства бесшовных горячедеформированных длинномерных труб диаметром 500 мм и более на ТПУ с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара (Патент RU №2322315, кл. B21B 19/04). Изобретение обеспечивает увеличение длины труб с толщиной стенки более 40 мм на (20-30)%, снижение энергозатрат, повышение производительности пилигримовых станов, снижение поперечной и продольной разностенность труб с толщиной стенки менее 30 мм и частичное снижение расходного коэффициента металла за счет прокатки труб с отношением D/S≥20 из полых слитков-заготовок без прошивки - раскатки в стане поперечно-винтовой прокатки.
Недостатками данного способа являются: размеры полых слитков-заготовок ЭШП зависят от коэффициентов K1, K2 и K3, которые имеют большие интервалы значимости, что затрудняет определение геометрических размеров полых слитков-заготовок для прокатки труб требуемого размера; внутренние диаметры полых слитков-заготовок с учетом съема металла при расточке по 8 мм на сторону имеют заниженные результаты, что при прокатке толстостенных труб приводит к затяжкам дорнов; прокатка труб с толщиной стенки более 30 мм связана с дополнительной прошивкой - раскаткой полых слитков-заготовок в стане поперечно-винтовой прокатки, что с большой вероятностью может привести к повышенной кривизне и разностенности гильз, при неравномерном нагреве слитков-заготовок в методических печах, а следовательно, к разностенности труб. Данный способ также не предусматривает прокатку труб диаметром 610 и 630 мм.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных механически обработанных труб диаметром 273-750 мм из углеродистой стали 20 и легированных сталей марок 15ГС, 15ГС-Ш, 16ГС, 16ГС-Ш, 12Х1МФ и 15X1Μ1Φ для изготовления деталей и элементов трубопроводов ТЭС и АЭС методом трепанации цилиндрических поковок с последующей расточкой и обточкой на заданный размер с чистотой не ниже Rz 40 мкм (ТУ 1310-030-00212179-2007 "Трубы бесшовные горячедеформированные механически обработанные из углеродистой и легированных марок стали для трубопроводов ТЭС и АЭС").
Недостатками данного способа являются большой расходный коэффициент металла (≈5,0 и более), значение которого увеличивается с уменьшением толщины стенки товарных труб, повышенная трудоемкость и энергоемкость, связанная с нагревом и ковкой слитков массой более 10 тонн в цилиндрические поковки длиной до 5,0 мм, обрубкой концевой обрези, торцовкой и обточкой поковок на заданный наружный диаметр, трепанацией поковок - заготовок на уникальном оборудовании с последующей расточкой с чистотой поверхности не ниже R2 40 мкм и, как следствие, повышенная стоимость котельных труб.
Задачей предложенного способа является разработка и внедрение технологического процесса производства длинномерных котельных труб размером 610×32-90 и 630×28-80 мм на ТПУ 8-16″ с пилигримовыми станами в валках с диаметром бочки 1150 мм из стали марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9 В2МФБР-Ш, 12Х11 В2МФ и 10Х9К3В2МФБР-Ш, снижение энергозатрат за счет использования полых слитков электрошлакового переплава и исключения процесса ковки слитков массой более 10 тонн на прессах повышенной мощности в цилиндрические поковки длиной до 5,0 мм, торцовки и обточки поковок на заданный наружный диаметр, трепанации поковок - заготовок на уникальном оборудовании с последующей расточкой с чистотой поверхности не ниже R2 40 мкм, значительное снижение расхода металла при переделе слиток-заготовка ЭШП - котельная труба за счет исключения механической обработки - обточки и торцовки поковок в заготовки и трепанации их на уникальном оборудовании в бесшовные горячедеформированные механически обработанные трубы размером 610×32-90 и 630×28-80 мм и, как следствие, значительное снижение стоимости товарных труб по ТУ 14-3Р-55-2001.
Технический результат достигается тем, что в известном способе производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов с высокими и сверхкритическими параметрами пара, включающем нагрев полых слитков-заготовок ЭШП до температуры пластичности и прокатку слитков-заготовок на пилигримовом стане, при этом используют полые слитки-заготовки размером 720×Dвн.×Lз мм, где внутренний диаметр Dвн. и длину Lз которых определяют из выражений Dвн=Dт.г.-2Sт+Δ, где Dт.г.=Dк-2; Sт=1,075*SТ; Dт.г. - диаметр трубы в горячем состоянии, мм; Dк - диаметр калибра пилигримовых валков, мм; Sт - толщина стенки прокатанной трубы, мм; Δ - разность между внутренним диаметром полого слитка-заготовки и диаметром дорна, мм; ST - номинальная толщина стенки трубы, мм; 1,075 - коэффициент, учитывающий плюсовое поле допуска по толщине стенки; Lз=от 3200 до 3400 мм - длина полого слитка-заготовки ЭШП, значение которой увеличивается с уменьшением отношения диаметра трубы к толщине стенки D/S, а прокатку производят в валках с диаметром бочки 1150 мм с получением труб размером 610×32-90 или 630×28-80 мм, при этом разность между внутренним диаметром полого слитка-заготовки и диаметром дорна при прокатке труб с отношением диаметра к толщине стенки D/S≥18 принимают равной 10-15 мм, а при отношении D/S≤18 - равной 15-20 мм, прокатку труб с отношением D/S≥15 производят с коэффициентом полировки 3,0-3,5, а труб с отношением D/S≤15 с коэффициентом полировки 2,5-3,0, прокатку труб из сталей марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9В2МФБР-Ш, 10Х9КЗВ2МФБР-Ш и 12Х11В2МФ с отношением D/S≤15 производят с допуском по диаметру ±1,0% и толщине стенки +15,0/-10,0%.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ производства бесшовных горячекатаных труб размером 610×32-90 и 630×28-80 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов с высокими и сверхкритическими параметрами пара отличается от известного тем, что в качестве заготовок используют полые слитки-заготовки размером 720×вн.D×Lз мм, внутренний диаметр вн.D и длину L3 которых определяют из выражений: Dвн=Dт.г-2Sт+ΔΔ, где Dт.г.=Dк-2; Sт=1,075*SТ; Dт.г. - диаметр трубы в горячем состоянии, мм; Dк - диаметр калибра пилигримовых валков, мм; Sт - толщина стенки прокатанной трубы, мм; Δ - разность между внутренним диаметром полого слитка-заготовки и диаметром дорна, мм; SТ - номинальная толщина стенки трубы, мм; 1,075 - коэффициент, учитывающий плюсовое поле допуска по толщине стенки; Lз = от 3200 до 3400 мм - длина полого слитка-заготовки ЭШП, значение которой увеличивается с уменьшением отношения диаметра трубы к толщине стенки DIS, а прокатку производят в валках с диаметром бочки 1150 мм с получением труб размером 610×32-90 или 630×28-80 мм, при этом разность между внутренним диаметром полого слитка-заготовки и диаметром дорна при прокатке труб с отношением диаметра к толщине стенки D/S≥18 принимают равной 10-15 мм, а при отношении D>S≤18 - равной 15-20 мм, прокатку труб с отношением D/S≥15 производят с коэффициентом полировки 3,0-3,5, а труб с отношением D/S≤15 - с коэффициентом полировки 2,5-3,0, прокатку труб из сталей марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9 В2МФБР-Ш, 10Х9К3В2МФБР-Ш и 12X11В2МФ с отношением D/S≤15 производят с допуском по диаметру ±1,0% и толщине стенки +15,0/-10,0%. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволили выявить в них признаки, отличающиеся заявляемое решение от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ производства бесшовных горячедеформированных механически обработанных труб размером 630×40 мм из стали марки 15X1 ΜΙ Φ для изготовления деталей и элементов трубопроводов ТЭС и АЭС методом трепанации цилиндрических поковок с последующей расточкой и обточкой их на заданный размер с чистотой не ниже Rz 40 мкм был осуществлен на ЗАО "ЭНЕРГОМАШ - Белгород" - существующая технология. В производство были заданы 5 цилиндрических поковок размером 650x4500 мм общей массой 58,590 тонн. Концы поковок были сторцованы, а затем обточены в заготовки размером 630×4000 мм. После обточки из заготовок методом трепанации были изготовлены 5 передельных бесшовных горячедеформированных механически обработанных труб размером 630×42×4000 мм, которые после расточки на заданный размер с чистотой не ниже Rz 40 мкм были приняты как товарные трубы в соответствии с ТУ 1310-030-00212179-2007. Масса принятых товарных труб составила 12,443 тонны. Расходный коэффициент металла по трубам данной партии составил 4,709.
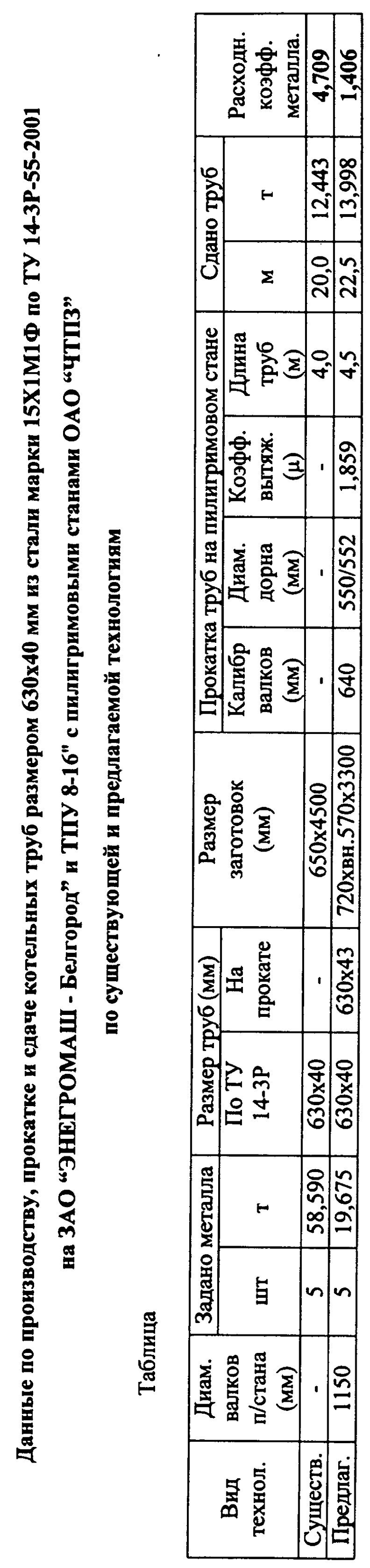
Для прокатки труб данного размера по предлагаемой технологии были использованы полые слитки-заготовки ЭШП размером 720×вн.570×3300 мм поставки ЗАО "ЭНЕРГОМАШ - Белгород". Полые слитки-заготовки были посажены в печь, нагреты до температуры 1270-1280°C, выданы из печи, продуты сжатым воздухом на слитковой тележке, переданы на входную сторону пилигримового стана и прокатаны в валках с диаметром бочки 1150 мм в калибре 640 мм в трубы размером 630×43×4500 мм на дорнах диаметром 550/552 мм с коэффициентом полировки 3,25-3,5. Принято в соответствии с ТУ 14-3Р-55-2001-22,5 м (13,998 т) труб. Расходный коэффициент металла по трубам данной партии составил 1,406. Данные по производству, прокатке и сдаче котельных труб размером 630×40 мм из стали марки 15Х1М1Ф по ТУ14-3Р-55-2001 на ЗАО "ЭНЕРГОМАШ - Белгород" и ТПУ 8-16″ с пилигримовыми станами ОАО "ЧТПЗ" по существующей и предлагаемой технологиям приведены в таблице.
Из таблицы видно, что при производстве способом трепанации цилиндрических поковок с последующей расточкой и обточкой их на заданный размер с чистотой не ниже Rz 40 мкм получено 20,0 метров (12,443 тонны) труб размером 630×40 мм. Вес заготовок, заданных в производство, составил 58,590 тонн, а расходный коэффициент металла 4,709. По предлагаемой технологии в производство были заданы 5 полых слитков-заготовок ЭШП размером 720×вн.570×3300 мм (19,675 тонн), из которых принято в соответствии с ТУ 14-ЗР-55-2001 пять труб общей длиной 22,5 м (13,998 тонн). Расходный коэффициент металла по трубам данной партии составил 1,406. Средняя длина труб на сдаче составила 4,5 м, что на 12,5% больше, чем при прокатке труб данного размера по существующей технологии.
Таким образом, использование предложенного способа производства бесшовных горячекатаных котельных труб размером 610×32-90 и 630×28-80 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов с высокими и сверхкритическими параметрами пара из полых слитков-заготовок ЭШП в валках с диаметром бочки 1150 мм в калибрах 518 и 640 мм позволит увеличить длину труб, снизить энергозатраты за счет исключения нагрева слитков массой более 10 тонн под ковку и ковку слитков, исключить затраты на обточку, трепанацию и расточку горячедеформированных механически обработанных труб, снизить поперечную и продольную разностенность труб за счет увеличения коэффициента полировки при прокатке полых слитков-заготовок ЭШП в валках с диаметром бочки 1150 мм, снизить расходный коэффициент металла при переделе полый слиток - заготовка ЭШП - котельная труба, а следовательно, снизить их стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2013 |
|
RU2545952C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 630×28-32×4800-5500 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2530090C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×5300-6000 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2527523C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 530×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545969C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527560C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 550×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2570152C2 |
Изобретение относится к трубопрокатному и металлургическому производствам. Полые слитки-заготовки ЭШП нагревают до температуры пластичности и прокатывают на пилигримовом стане. Прокатку производят в валках с диаметром бочки 1150 мм с получением труб размером 610×32-90 или 630×28-80 мм. Разность между внутренним диаметром полого слитка-заготовки и диаметром дорна при прокатке труб с отношением диаметра к толщине стенки D/S≥18 принимают равной 10-15 мм, а при отношении D/S≤18 - равной 15-20 мм. Прокатку труб с отношением D/S≥15 производят с коэффициентом полировки 3,0-3,5, а труб с отношением D/S≤15 - с коэффициентом полировки 2,5-3,0. Обеспечивается снижение поперечной и продольной разностенности, снижение расходного коэффициента металла. 1 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов с высокими и сверхкритическими параметрами пара, включающий нагрев полых слитков-заготовок ЭШП до температуры пластичности и прокатку слитков-заготовок на пилигримовом стане, при этом используют полые слитки-заготовки размером 720×Dвн.×Lз мм, внутренний диаметр Dвн. и длину Lз которых определяют из выражений
Dвн=Dт.г.-2Sт+Δ,
где Dт.г.=Dк-2;
Sт=1,075*SТ;
Dт.г. - диаметр трубы в горячем состоянии, мм;
Dк - диаметр калибра пилигримовых валков, мм;
Sт - толщина стенки прокатанной трубы, мм;
Δ - разность между внутренним диаметром полого слитка-заготовки и диаметром дорна, мм;
SТ - номинальная толщина стенки трубы, мм;
1,075 - коэффициент, учитывающий плюсовое поле допуска по толщине стенки;
Lз = от 3200 до 3400 мм - длина полого слитка-заготовки ЭШП, значение которой увеличивается с уменьшением отношения диаметра трубы к толщине стенки D/S, а прокатку производят в валках с диаметром бочки 1150 мм с получением труб размером 610×32-90 или 630×28-80 мм, при этом разность между внутренним диаметром полого слитка-заготовки и диаметром дорна при прокатке труб с отношением диаметра к толщине стенки D/S≥18 принимают равной 10-15 мм, а при отношении D/S≤18 - равной 15-20 мм, прокатку труб с отношением D/S≥15 производят с коэффициентом полировки 3,0-3,5, а труб с отношением D/S≤15 - с коэффициентом полировки 2,5-3,0.
2. Способ по п.1, отличающийся тем, что прокатку труб из сталей марок 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 10Х9В2МФБР-Ш, 10Х9КЗВ2МФБР-Ш и 12X11В2МФ с отношением D/S≤15 производят с допуском по диаметру ±1,0% и толщине стенки +15,0/-10,0%.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ДЛИННОМЕРНЫХ ТРУБ ДИАМЕТРОМ 500 ММ И БОЛЕЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2322315C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
| RU 2003113394 A, 10.01.2005 | |||
| US 4798071 A1, 17.01.1989 | |||

