Изобретение относится к трубопрокатному производству, а именно к способу производства холоднокатаных труб размером вн.346×40 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики, и может быть использовано при прокатке предельных горячекатаных труб размером 480×58×5500-5800 мм на трубопрокатной установке 8-16″ с пилигримовыми станами из слитков-заготовок ЭШП размером 620×100×1750±50 мм с последующей механической обработкой - расточкой и обточкой в передельные трубы размером 470×47×5500-5800 мм, перекаткой их на стане ХПТ 450 в товарные трубы размером вн.346×40×6700-7200 мм и приемкой их на соответствие ТУ 14-3Р-197-2001 с повышенными требованиями по качеству поверхности.
В трубопрокатном производстве известен способ производства товарных и передельных труб из труднодеформируемых марок стали, включающий сверление центрального отверстия диаметром 100±5,0 мм в заготовках и слитках ЭШП диаметром 380-500 мм, выдержку их на колосниках методических печей при температуре 500-550°С в течение 70-95 минут в зависимости от диаметра, после чего нагрев до температуры 1120-1140°С со скоростью 1,4-1,5 град/мин, прошивку заготовок и слитков ЭШП в гильзы размер в размер по диаметру при скорости вращения рабочих валков 25-40 об/мин на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм (Патент РФ №2175899, бюл. №32, 20.11.2001).
Недостатком данного способа является то, что он приемлем только для производства горячекатаных товарных и передельных труб среднего диаметра, а именно труб диаметром 219-325 мм, т.к. для прокатки труб диаметром более 325 мм необходима заготовка диаметром 540-620 мм, которую из-за малой мощности привода стана поперечно-винтовой прокатки прошить невозможно, а самое главное то, что данный способ не оговаривает припуск под механическую обработку передельных труб для изготовления товарных труб повышенного качества размером вн.346×40 мм из коррозионностойкой стали марки 08Х18Н10Т-Ш для объектов атомной энергетики.
В трубопрокатном производстве известен способ производства товарных и передельных горячедеформированных труб большого и среднего диаметров из коррозионно-стойких труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий сверление центрального отверстия диаметром 100±5,0 мм в слитках-заготовках ЭШП и заготовках, нагрев их до температуры пластичности, первую прошивку слитков-заготовок ЭШП или кованых заготовок диаметром 460-600 мм в стане поперечно-винтовой прокатки с вытяжкой 1,2-1,4 при скорости вращения рабочих валков 15-25 об/мин, а вторую и последующие при необходимости прошивки - раскатки с подъемом или посадом по диаметру не более 5,0% и вытяжкой μ=1,4-1,75 при скорости вращения валков 20-50 об/мин, с использованием холодного или горячего посада гильз-заготовок в печь, процесс прошивки от захвата слитков-заготовок ЭШП или заготовок до полного нахождения на оправку ведут с уменьшением числа оборотов рабочих валков с 25 до 15, установившийся процесс прошивки при 15-20 об/мин, а на выходе гильзы-заготовки из валков число оборотов увеличивают до 35-40 об/мин, процесс прошивки - раскатки (вторую прошивку) от захвата гильзы-заготовки до полного нахождения на оправку ведут с уменьшением числа оборотов рабочих валков с 50 до 20, установившийся процесс раскатки при 20-25 об/мин, на выходе гильзы из валков число оборотов увеличивают до 45-50, а прокатку труб на пилигримовом стане ведут с вытяжкой μ=3,0-5,0 (Патент РФ №2247612, бюл. №7, 10.03.2005).
Недостатком данного способа является то, что он также не оговаривает припуск под механическую обработку передельных труб для изготовления товарных труб повышенного качества размером вн.346×40 мм из коррозионностойкой стали 08Х18Н10Т-Ш для объектов атомной энергетики.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных труб размером вн.279×36 и вн.346×40 мм из слитков-заготовок ЭШП коррозионностойкой стали 08Х18Н10Т-Ш с повышенным качеством поверхности для объектов атомной энергетики с расточенной внутренней и обточенной наружной поверхностью с шероховатостью Ra не более 10 мкм по ГОСТ 2789 (ТУ 14-158-131-2002 «Трубы бесшовные горячедеформированные из коррозионностойкой стали повышенного качества»).
Одним из главных недостатков данного способа является то, что при производстве по данной технологии более 80% труб после аустенизации имеют значения предела текучести при +350° от 12 до 18 кгс/мм2 (при норме по ТУ 14-3Р-197-2001 не менее 19 кгс/мм2). Другим недостатком является то, что припуск под механическую обработку (расточку и обточку) труб длиной 4000 мм должен быть не менее 10 мм на сторону. Таким образом, при механической обработке (обточке и расточке) с шероховатостью Ra не более 10 мкм в стружку на каждом погонном метре уходит от 134,68 до 147,52 кг дорогостоящего металла, т.е. от 26,2 до 34,5%) (в зависимости от диаметра и толщины стенки труб).
Задачей предложенного способа является производство холоднокатаных труб размером вн.346×40 мм повышенного качества для объектов атомной энергетики с механическими свойствами металла, отвечающими требованиям ТУ 14-3Р-197-2001, снижение припуска под механическую обработку (расточку и обточку) передельных горячедеформированных труб, снижение расходного коэффициента металла при переделе слиток-заготовка ЭШП - товарная труба повышенного качества по ТУ 14-3Р-197-2001, увеличение длины товарных труб, а следовательно, снижение их стоимости.
Технический результат достигается тем, что в известном способе производства холоднокатаных труб размером вн.346×40 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики, включающем нагрев слитков-заготовок электрошлакового переплава размером 620×100×1750±50 мм в методических печах до температуры 1260-1270°С, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.265×1985-2105 мм на оправке диаметром 250 мм размер в размер по наружному диаметру и вытяжкой μ=1,17, нагрев их с холодного или горячего посада в методических печах до температуры 1260-1270°С, прошивку - раскатку в стане поперечно-винтовой прокатки размер в размер по наружному диаметру в гильзы размером 620×вн.390×2630-2800 мм на оправке диаметром 375 мм с вытяжкой μ=1,33, прокатку гильз на ТПУ 8-16″ с пилигримовыми станами в передельные горячекатаные трубы размером 480×58×5500-5800 мм с обжатием по диаметру Δ=21,8% и вытяжкой μ=2,37, передельные горячекатаные трубы обтачивают и растачивают в передельные механически обработанные трубы размером 470×47×5500-5800 мм со съемом металла по наружной поверхности ≤5,0 мм, а по внутренней поверхности <6,0 мм, и перекатку передельных горячекатаных механически обработанных труб размером 470×47×5500-5800 мм на стане ХПТ 450 в товарные холоднокатаные трубы размером вн.346×40×6700-7200 мм с вытяжкой μ=1,29 и обжатием по диаметру Δ=9,36%, вн.346×40×6700-7200 мм с вытяжкой μ=1,29 и обжатием по диаметру Δ=9,36%, шероховатостью наружной и внутренней поверхностей Ra не более 2,5 мкм, осуществляют подрезку концов и аустенизацию.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что в качестве заготовок используют слитки-заготовки электрошлакового переплава размером 620×100×1750±50 мм, которые нагревают в методических печах до температуры 1260-1270°С, прошивают в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.265×1985-2105 мм на оправке диаметром 250 мм размер в размер по наружному диаметру и вытяжкой μ=1,17, нагревают их с холодного или горячего посада в методических печах до температуры 1260-1270°С, прошивают - раскатывают в стане поперечно-винтовой прокатки размер в размер по наружному диаметру в гильзы размером 620×вн.390×2630-2800 мм на оправке диаметром 375 мм с вытяжкой µ=1,33, гильзы прокатывают на ТПУ 8-16″ с пилигримовыми станами в передельные горячекатаные трубы размером 480×58×5500-5800 мм с обжатием по диаметру Δ=21,8% и вытяжкой µ=2,37, передельные горячекатаные трубы обтачивают и растачивают в передельные механически обработанные трубы размером 470×47×5500-5800 мм со съемом металла по наружной поверхности ≤5,0 мм, а по внутренней поверхности ≤6,0 мм, и перекатывают передельные горячекатаные механически обработанные трубы размером 470×47×5500-5800 мм на стане ХПТ 450 в товарные холоднокатаные трубы с вытяжкой µ=1,29 и обжатием по диаметру Δ=9,36%, шероховатостью наружной и внутренней поверхностей Ra не более 2,5 мкм, осуществляют подрезку концов и аустенизацию. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
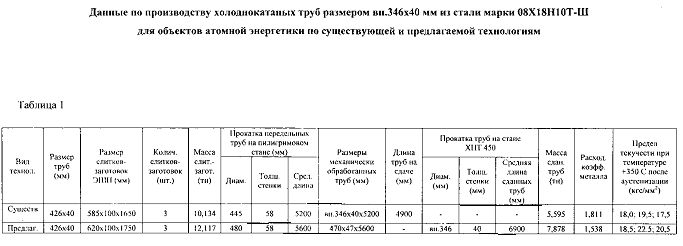
Способ опробован на ТПУ 8-16″ с пилигримовыми станами ОАО «ЧТПЗ» при прокатке передельных труб размером 445×58×5200 мм из слитков-заготовок ЭШП размером 585×100×1650 мм по существующей технологии и передельных труб размером 480×58×5600 мм из слитков-заготовок ЭШП размером 620×100×1750 мм по предлагаемой технологии.
Передельные трубы размером 445×58×5200 мм были расточены и обточены в цехе №1 в товарные трубы размером вн.346×40×5200 мм, с шероховатостью наружных и внутренних поверхностей Ra не более 10 мкм, от которых были отобраны барабаны, изготовлены образцы и проведены механические испытания. Трубы прошли УЗК. Из 3-х труб размером вн.346×40 мм испытания по пределу текучести при температуре +350°С после аустенизации выдержала одна труба, которая сдана по прямому назначению, а две трубы приняты как условно годные. Расходный коэффициент металла составил 1,811. По предлагаемой технологии передельные трубы размером 480×58×5600 мм были расточены и обточены в передельные механически обработанные трубы размером 470×47×5600 мм. На одной трубе не выведенная чернота была удалена шлифовкой абразивными кругами. Передельные горячекатаные механически обработанные трубы размером 470×47×5600 мм были перекатаны на стане ХПТ 450 в товарные холоднокатаные трубы размером вн.346×40×6900 мм с шероховатостью наружной и внутренней поверхностей Ra не более 2,5 мкм. От трех труб были отобраны барабаны, изготовлены образцы и проведены механические испытания. Трубы прошли УЗК. Две трубы размером вн.346×40 мм приняты по ТУ 14-3Р-197-2001 по прямому назначению для объектов атомной энергетики, а одна как условно годная, т.к. не выдержала испытание по пределу текучести при температуре +350°С после аустенизации. Данная труба сдана по другому назначению. Расходный коэффициент металла по трубам данной партии составил 1,538. Труба размером вн.346×40 мм, не выдержавшая испытание по пределу текучести при температуре +350°С после аустенизации была перекатана на стане ХПТ 450 в трубу размером вн.279×36×9000 мм, выдержала все испытания и сдана по прямому назначению для АЭС.
Данные по производству холоднокатаных труб размером вн.345×40 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики по существующей и предлагаемой технологиям приведены в таблице 1. Из таблицы видно, что выход годного по прямому назначению при прокатке труб для АЭС по существующей технологии составил 33,3%, а по предлагаемой технологии с первого предъявления 66,7%. После переката трубы размером вн.346×40 мм в трубу размером вн.279×36 мм выход годного составил 100%. Расходный коэффициент металла при прокатке труб размером вн.346×40 мм по предлагаемой технологии снижен на 273 кг. По предлагаемой технологии при прокатке труб размером вн.346×40 мм среднее увеличение длины труб составило в 1,41 раза, а шероховатость наружной и внутренней поверхностей снижена более чем в 4,0 раза.
Использование предлагаемого способа производства холоднокатаных труб размером вн.346×40 мм повышенного качества из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики позволит снизить расход дорогостоящего металла, увеличить выход труб для АЭС с первого предъявления, снизить шероховатость наружной и внутренней поверхностей, увеличить их длину, а следовательно, снизить стоимость труб и снизить количество сварочных стыков при монтаже трубопроводов на АЭС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х8-18 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2613811C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ РАЗМЕРОМ ВН.279Х36 И ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2542139C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 (351×36) И ВН.346×40 (426×40) мм ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ ИЗ СТАЛИ МАРОК 10ГН2МФА И 08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7 мм | 2013 |
|
RU2542129C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545924C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377х8-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615922C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325Х8-14 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615394C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ 325х8-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615920C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545963C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 426Х14-19 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2642998C1 |
Изобретение относится к трубопрокатному производству. Слитки-заготовки размером 620×100×1750±50 мм нагревают до температуры 1260-1270°С и прошивают их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.265×1985-2105 мм на оправке диаметром 250 мм размер в размер по наружному диаметру и вытяжкой μ=1,17. Гильзы нагревают с холодного или горячего посада до температуры 1260-1270°С и прошивают - раскатывают размер в размер по наружному диаметру в гильзы размером 620×вн.390×2630-2800 мм на оправке диаметром 375 мм с вытяжкой μ=1,33. Гильзы прокатывают на ТПУ 8-16″ с пилигримовыми станами в передельные горячекатаные трубы размером 480×58×5500-5800 мм с обжатием по диаметру Δ=21,8% и вытяжкой μ=2,37. Трубы обтачивают и растачивают в передельные механически обработанные трубы размером 470×47×5500-5800 мм со съемом металла по наружной поверхности ≤5,0 мм, а по внутренней поверхности ≤6,0 мм, и перекатывают их в передельные горячекатаные механически обработанные трубы размером 470×47×5500-5800 мм на стане ХПТ 450 в товарные холоднокатаные трубы размером вн.346×40×6700-7200 мм с вытяжкой μ=1,29 и обжатием по диаметру Δ=9,36%, шероховатостью наружной и внутренней поверхностей Ra не более 2,5 мкм. Обеспечивается снижение расхода металла. 1 табл.
Способ производства холоднокатаных труб размером вн.346×40 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики, включающий нагрев слитков-заготовок электрошлакового переплава размером 620×100×1750±50 мм в методических печах до температуры 1260-1270°С, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.265×1985-2105 мм на оправке диаметром 250 мм размер в размер по наружному диаметру и вытяжкой µ=1,17, нагрев их с холодного или горячего посада в методических печах до температуры 1260-1270°С, прошивку - раскатку в стане поперечно-винтовой прокатки размер в размер по наружному диаметру в гильзы размером 620×вн.390×2630-2800 мм на оправке диаметром 375 мм с вытяжкой µ=1,33, прокатку гильз на ТПУ 8-16″ с пилигримовыми станами в передельные горячекатаные трубы размером 480×58×5500-5800 мм с обжатием по диаметру Δ=21,8% и вытяжкой µ=2,37, обточку и расточку передельных горячекатаных труб в передельные механически обработанные трубы размером 470×47×5500-5800 мм со съемом металла по наружной поверхности ≤5,0 мм, а по внутренней поверхности ≤6,0 мм, и перекатку передельных горячекатаных механически обработанных труб размером 470×47×5500-5800 мм на стане ХПТ 450 в товарные холоднокатаные трубы размером вн.346×40×6700-7200 мм с вытяжкой µ=1,29 и обжатием по диаметру Δ=9,36%, шероховатостью наружной и внутренней поверхностей Ra не более 2,5 мкм, осуществляют подрезку концов и аустенизацию.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ | 1999 |
|
RU2175899C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОГО КАЧЕСТВА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2008 |
|
RU2401169C2 |
| DE 3717698 A1, 14.01.1988 | |||

