Область техники, к которой относится изобретение
Изобретение относится к способу загрузки стеклоплавильной печи сыпучей стекольной шихтой, которая имеет, по меньшей мере, один кессон, при котором предусмотрены:
a) транспортные устройства для загрузки стекольной шихты через отверстие кессона выше зеркала стекла и
b) шибер, периодически приводимый в действие через консоль шибера, для распределения стекольной шихты на поверхности расплава стекла, причем
c) транспортные устройства и консоль шибера установлены на передвижной станине механизма и, по меньшей мере, в значительной степени с уплотнением и пропускаются через отверстие кессона независимо друг от друга.
Уровень техники
Из US-A-4854959 и соответствующего DE 3709178 С2 и ЕР 0282939 A3 известно в устройствах для загрузки стеклоплавильных печей комбинирование желобчатого загрузочного устройства (в специальной литературе также называется «спускной желоб») для подачи материалов, образующих стекло, с шибером (в специальной литератур еще называется «толкателем») для дозированного распределения материалов, образующих стекло, на поверхности расплава стекла. Оба загружаются через теплозащитный экран, отделяющий атмосферу, в печную камеру. В то время как загрузочное устройство, вибрируя с относительно высокой частотой, движется в продольном направлении, шибер приводится в действие с гораздо меньшей частотой с помощью отдельных приводов для горизонтальных и вертикальных движений, которые создают прямоугольные переходы движения. Желоб загрузочного устройства имеет прямоугольное поперечное сечение с ровным, но наклонным вниз в направлении печи дном, так что невозможно поток загрузочного материала распределять направленным образом на расплавленной поверхности в различных направлениях и различном количестве. Кроме того, существует сложное уплотнение печной камеры относительно поступления окружающего воздуха и выхода газообразных продуктов сгорания, так что оба момента приводят как к нарушению работы печи, так и наносят вред окружающей среде. Также перемещение загружаемого материала на расплавленной поверхности задано направлением подъема шибера и таким образом ограничено. Кроме того, такое устройство стоит дорого, требует обслуживания и не применялось на практике.
Благодаря открытому предшествующему использованию со стороны заявителя также уже известно расположение непосредственно перед нижней кромкой желоба или спускным желобом клиновидной насадки, которая разделяет количественный поток загружаемого материала. Но даже с этим невозможно направленное и независимое друг от друга разделение количественных потоков по обеим сторонам насадки, наоборот, благодаря этому фиксируется однажды имеющийся в поперечном сечении желоба образец распределения.
Благодаря DE 8304858 известно загрузочное устройство для стеклоплавильных печей, которое состоит из комбинации транспортного желоба с прямоугольным внутренним поперечным сечением, в качестве транспортного пути для загружаемого материала, и шибера, который там обозначен как устройство для регулирования шихты. Транспортный желоб соединен с двигателем, создающим вибрацию, шибер соединен с кривошипно-шатунным механизмом, который создает протекание движения в форме плоского эллипсоида. Благодаря конструкции колебательного устройства, как оно известно из краностроения, с комбинацией могут выполняться значительные пространственные колебательные движения, чтобы загружаемый материал также распределять и в боковом направлении на расплаве стекла. Для частичного уплотнения печного пространства предусмотрен теплозащитный экран, который по причине большого отверстия в стене печи, необходимого для колебательного движения, образован в виде сектора полой цилиндрической оболочки, которая в своем среднем положении по обеим сторонам далеко заходит за отверстие. Для прохода указанной комбинации с ее допусками и степенями свободы теплозащитный экран имеет отверстие, которое в виде сверху имеет поперечное сечение в форме стоящей на голове «Т». Это поперечное сечение составляет примерно от четверти до трети поперечного сечения отверстия в сопредельной стене печи. Кроме того, имеется еще кольцевой зазор между нижней кромкой теплозащитного экрана и нижним краем отверстия в стене печи. Вследствие этого ограничен эффект уплотнения. Для установки различных количественных потоков внутри ширины общего количественного потока загружаемого материала этот уровень техники также не имеет средств.
Благодаря GB 1364187 известно расположение на конце загрузки стеклоплавильной печи, которая не имеет кессона, двух шнековых транспортеров для стекольной шихты, которые ориентированы друг к другу под углом 90°. Благодаря этому должна быть создана технология, которая получила обозначение "batch swing technique". Шибер для задания направления транспорта стекольной шихты и ее распределения на порции, которые плавают на поверхности расплава, не предусмотрен. Скорее, должны быть вынуждены из-за различного по величине подаваемого количества в единицу времени нагруженные транспортные устройства попеременно направляться на одну или другую боковую стену варочного бассейна. Реверсирование подаваемого количества происходит при этом в зависимости от локальных температурных измерений расплава и общее подаваемое количество регулируется в зависимости от положения зеркала расплава. Подобного рода способы регулирования, однако, сильно зависят от времени из-за инерции температурных изменений и таким образом неточны. Но, в частности, внутреннее пространство печи над расплавом не уплотнено по отношению к области загрузки. Кроме того, имеет место, что транспортные устройства расположены соответственно под раздельными бункерами, вследствие чего увеличиваются затраты на строительство и дополнительное заполнение требуется в два раза чаще.
US 2509390 А исходит из задачи покрыть поверхность расплава стекла по всей ширине ванны по возможности равномерно закрытым слоем загружаемого материала. Последовательно в этом устройстве, во-первых, сначала отсутствует шибер для распределения на порции и направленный транспорт этих порций на поверхности расплава. Доминирующие компоненты транспортных устройств проходят параллельно продольной оси варочного бассейна. Под четырьмя линейно перемещаемыми контейнерами расположены два имеющие возможность поворачиваться промежуточных накопителя с донными имеющими форму шлица отверстиями, которые с целью дозирования снабжены регулируемыми закрывающими плитами. К тому же колебания должны придавать двум занимающим большую площадь потокам материала на расплаве определенные направления. Эти многоосные движения требуют большого количества исполнительных органов, которые также соответственно должны контролироваться. Но независимо от этого установка для загрузки имеет совершенно чрезмерную конструктивную высоту и ширину, которая соответствует ширине варочного бассейна и вследствие этого для покрытия варочного бассейна через кессон полностью не пригодна.
Из DE 1471888 А известно окружение в виде кессона, который корректно переводится как «собачья конура», стеклоплавильной печи многочисленными конструктивными элементами, которые закреплены на стационарных станинах. Крепление на общей станине или на ходовой части не раскрыто и из-за необходимых там ортогональных движений привода Кессон сам открыт в направлении вверх, чтобы загружать материал за счет свободного падения и усреднять его толщину слоя на стороне и потом от торцевой стороны в варочный бассейн. При этом невозможно осуществить герметизацию против загрязнения окружающей среды выходящими газообразными продуктами горения, и также имеет место неконтролируемое поступление окружающего воздуха в печь. Неконтролируемое поступление окружающего воздуха нарушающим образом сказывается на регулировании давления в печи и ведет к нежелательному образованию NOx. Особенно объемистыми при этом являются два бункера с соответственно наклонными воронками, на концах которых расположены имеющие форму клапана запоры. Также эти бункеры закреплены на высокой стационарной платформе. Одна схема согласно фиг.4 показывает какие должны быть понесены затраты на управляющие линии и приводы, чтобы добиться соответствующей способу кооперации всех компонентов.
Раскрытие изобретения
В основе изобретения лежит задача создания способа и устройства, с которыми возможны подача загружаемого материала для стеклоплавильных печей при минимально возможных затратах в части потребности места, изготовления, эксплуатации и технического обслуживания, и при этом направленное распределение загружаемого материала на поверхности расплава, а также обеспечение в значительной степени уплотнения внутреннего пространства печи в отношении окружающей среды относительно выхода пыли и неконтролируемого поступления воздуха, подсасываемого через неплотности.
Поставленная задача согласно изобретению решается в способе благодаря тому, что
d) стекольная шихта подается транспортными устройствами из общего накопительного бункера через распределительную камеру,
e) стекольная шихта наносится друг около друга на расплав стекла с помощью двух транспортных устройств, которые могут регулироваться независимо друг от друга в части подаваемого количества в единицу времени, и
f) благодаря непрерывным вращательным движениям шибера по вертикальной орбите распределяется и перемещается по обеим сторонам консоли шибера на расплаве стекла.
В способе и устройстве согласно изобретению возможны загрузка в печь загружаемого материала для стеклоплавильных печей при минимально возможных затратах на изготовление, эксплуатацию и техническое обслуживание устройства и при этом направленное распределение на поверхности расплава и создание на ней путей движения, которые соответствуют течению расплава стекла. Так, например, возможно применение изобретения для поперечных пламенных печей и U-пламенных печей и сочетать как торцевую стену, так и боковые стены над ванной печи и обеспечить также при этом в значительной степени уплотнение внутреннего пространства печи по отношению к окружающей среде. Уплотнение предназначено также как против проникновения окружающего воздуха, который нарушает атмосферу печи, так и, наоборот, против выхода газообразных продуктов горения и теплового излучения, которые создают нагрузку на окружающую среду.
В ходе других вариантов исполнения способа особенно предпочтительно, если - либо по отдельности, либо в комбинации:
- с помощью транспортных устройств на расплав стекла попарно выкладываются отделенные друг от друга порции стеклянной шихты,
- внутренние сечения транспортных устройств исполняются, по меньшей мере, в значительной степени с уплотнением по отношению к внутреннему пространству кессона,
- применяются транспортные устройства, которые выполнены в виде шнекового транспортера с винтовыми спиралями и трубообразными корпусами, которые расположены попарно и, по меньшей мере, в значительной степени с уплотнением в закрывающей плите отверстия кессона,
- валы транспортных устройств ориентируются под соответственно острым углом к направлению движения шибера,
- направления транспорта рядов порций стекольной шихты на расплаве стекла могут изменяться с помощью изменения углового положения шибера к его направлению подачи, и/или если
- направления транспорта порций стекольной шихты на расплаве стекла могут изменяться с помощью изменения углового положения частичных поверхностей шибера к его направлению подачи.
Изобретение относится также к устройству для загрузки стеклоплавильных печей сыпучей стекольной шихты, которые имеют кессон
a) с транспортными устройствами для загрузки стекольной шихты через отверстие кессона стеклоплавильной печи поверх зеркала стекла и
b) с шибером, периодически приводимым в действие через консоль шибера для распределения стекольной шихты на зеркале стекла, причем
c) транспортные устройства и консоль шибера установлены на передвижной станине механизма и пропущены, по меньшей мере, в значительной степени с уплотнением через отверстие кессона стеклоплавильной печи.
Для решения этой задачи и достижения этих преимуществ устройство согласно изобретению отличается тем, что
d) транспортные устройства через распределительную камеру присоединены к общему накопительному бункеру для стекольной шихты,
e) для стекольной шихты рядом в кессоне расположены два транспортных устройства, которые могут регулироваться независимо друг от друга в части подаваемого количества в единицу времени, и
f) транспортные устройства расположены по обеим сторонам вертикальной виртуальной центральной плоскости, в которой по своей вертикальной орбите шибера движется консоль шибера.
В других вариантах исполнения устройства особенно предпочтительно, если, по отдельности или комбинации:
- благодаря транспортным устройствам на зеркале стекла попарно могут выкладываться отделенные друг от друга порции стеклянной шихты,
- внутренние сечения транспортных устройств, по меньшей мере, в значительной степени уплотнены по отношению к кессону,
- транспортные устройства образованы в виде шнековых транспортеров с винтовыми спиралями и трубообразными корпусами, которые попарно и, по меньшей мере, в значительной степени с уплотнением расположены в закрывающей плите отверстия кессона.
- перед закрывающей плитой установлен теплозащитный экран, периметр которого может быть приложен к наружному краю отверстия кессона,
- оси транспортных устройств ориентированы соответственно под острым углом к виртуальной, вертикальной центральной плоскости,
- угловое положение шибера к его консоли образовано с возможностью его изменения,
- шибер затвор имеет частичные поверхности с различным угловым положением к его консоли,
- транспортные устройства, закрывающая плита и теплозащитный экран закреплены на станине механизма, который может перемещаться в направлении кессона таким образом, что теплозащитный экран закрывает отверстие кессона, по меньшей мере, в значительной степени,
- станина механизма имеет две горизонтальные рамы, которые на их концах соединены друг с другом с помощью вертикальных опор,
- в пространстве между опорами расположена платформа, с которой соединена консоль шибера и. которая с помощью жестко установленной траверсы соединена с эксцентриковым приводом, через который шибер получает свою орбиту,
- другая сторона платформы через вертикальные отстоящие на расстоянии промежуточные шарниры с горизонтальными осями, таким образом закреплена на станине механизма, что движения платформы с горизонтальными компонентами могут компенсироваться,
- на станине механизма над распределительной камерой расположен накопительный бункер для стекольной шихты, который имеет два отделения, которые с помощью имеющих форму воронок промежуточных деталей соединены с транспортными устройствами, и/или, если
- в закрывающей плите расположено отверстие для консоли шибера, и, если отверстие имеет вставку из эластомера с вертикальным шлицем, в котором консоль шибера установлена с уплотнением.
Краткое описание чертежей
Пример осуществления предмета изобретения и принцип его действия и другие преимущества ниже более подробно поясняются с помощью фиг.1-5, где показывают:
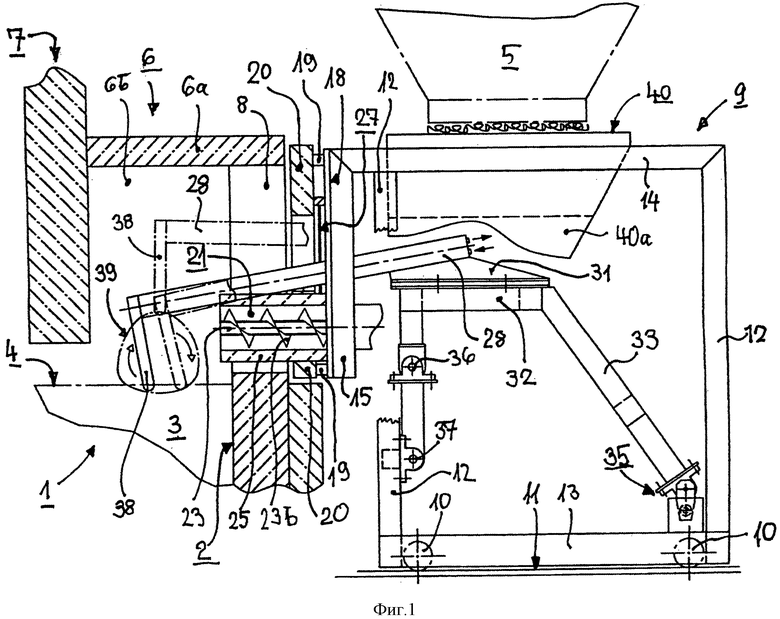
фиг.1 - вертикальный разрез по стене печи, станине механизма и части загрузочного устройства, а также по одному из транспортных устройств для стекольной шихты;
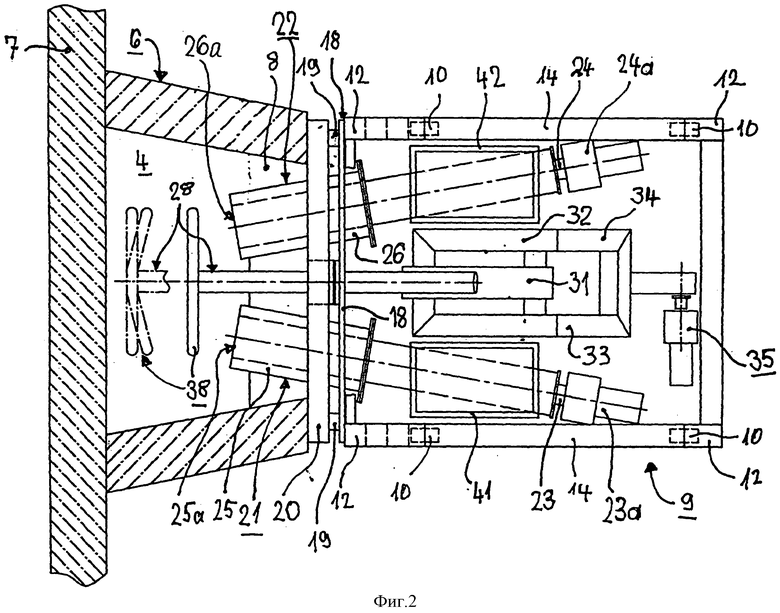
фиг.2 - вид сверху на части загрузочного устройства по фиг.1 в вертикальном направлении;
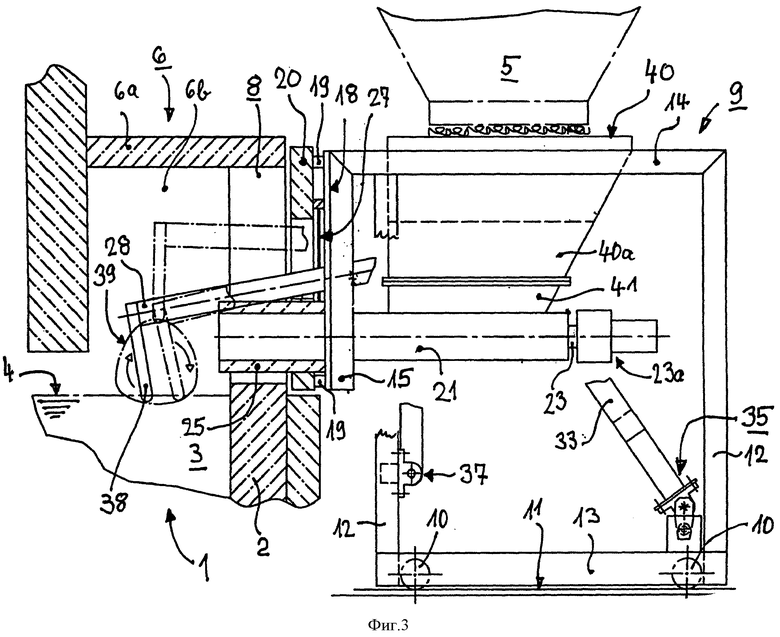
фиг.3 - внутренний вид приводных элементов для шибера в горизонтальном направлении;
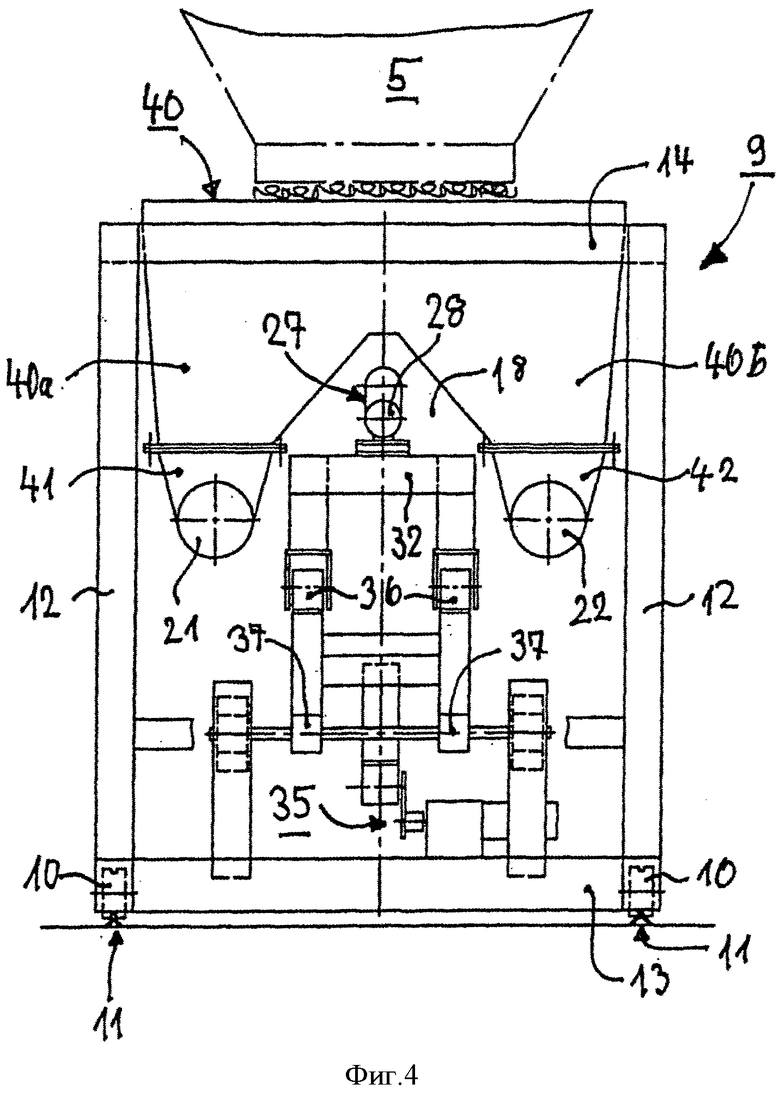
фиг.4 - вид сзади загрузочного устройства в направлении на печь, и
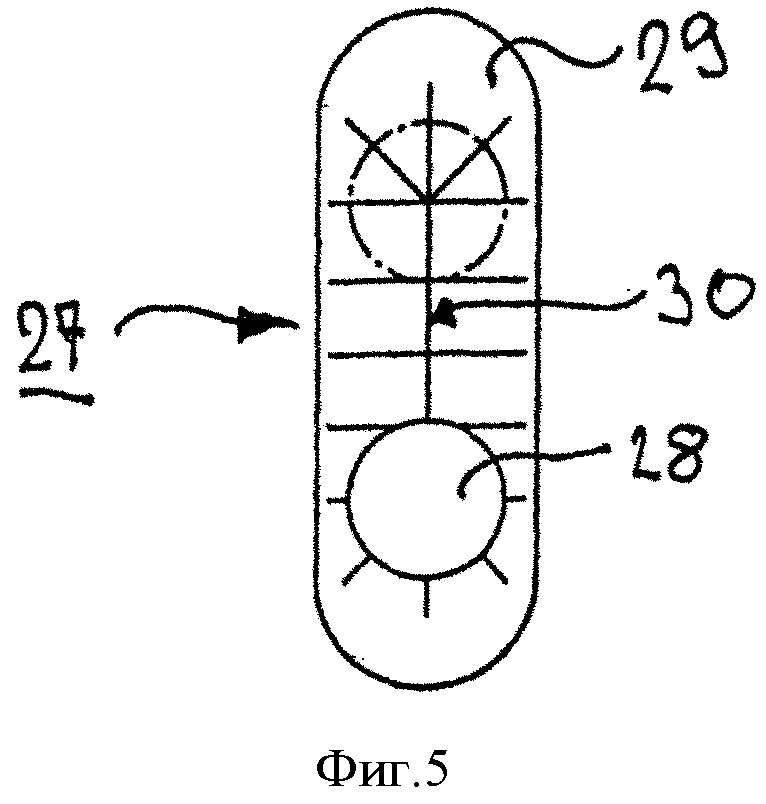
фиг.5 - вид сверху на проход на фиг.4 в увеличенном масштабе.
Осуществление изобретения
На фиг.1 и 2 показана секция стеклоплавильной печи 1, которая имеет варочный бассейн 2 с расплавом 3 стекла с зеркалом 4 стекла. Выше этого зеркала 4 стекла находится так называемый «кессон» для подачи стекольной шихты, которая промежуточным образом хранится в накопительном бункере 5. Кессон 6 имеет кожух 6а, две боковые стенки 6b и отверстие 8 кессона, которое расположено перед стеной 7 печи.
Возле этого отверстия 8 кессона находится станина 9 механизма, которая с помощью колес 10 может перемещаться по рельсам 11 и которая на вертикальных краях воображаемого прямоугольного параллелепипеда имеет четыре опоры 12. Они на верхних и нижних концах соединены с помощью горизонтальных рам 13 и 14, что также следует из фиг.2-4. Верхняя рама 14 на верхней стороне имеет U-образную укосину 15, на которой закреплены прочная, состоящая из металла закрывающая плита 18 и с помощью дистанционных держателей 19 теплозащитный экран 20. Через закрывающую плиту насквозь герметично пропущены два транспортных устройства 21 и 22, которые здесь выполнены в виде шнековых транспортеров и имеют соответственно по валу 23 и 24 с редукторными двигателями 23а и 24а. Валы 23 и 24 с их винтовыми спиралями 23b и 24b с небольшим зазором соответственно окружены цилиндрическим корпусом 25 и 26, который герметично закреплен в закрывающей плите и имеет устье 25а и 26а для выхода стекольной шихты над зеркалом стекла. Благодаря этому вместе со стекольной шихтой между внутренним пространством кессона 6 и атмосферой образуется не проницаемое для излучения и, по меньшей мере, в значительной степени герметичное заграждение. Корпуса 25 и 26 для охлаждения могут быть снабжены полостями и подключениями воды, что здесь, однако, не изображено.
С помощью дистанционных держателей 10 к закрывающей плите крепится теплозащитный экран 20, в котором расположено отверстие 27 для консоли 28. Это отверстие 27 имеет упругую вставку 29, которая в своей середине имеет вертикальный шлиц (см. также фиг.5). Теплозащитный экран 20 может двигаться до краев отверстия 8 кессона. Также благодаря этому и благодаря хорошему уплотнению консоли 28 во вставке 29 заметно ощутимо ограничивается излучение, выход пыли и газов из кессона 6 и поступление воздуха из окружающей среды в кессон 6.
Валы 23 и 24 соответственно по одному одним из редукторных двигателей 23а и 24 приводятся в движение с регулярным числом оборотов, так что на зеркало стекла может сбрасываться независимое друг от друга подаваемое количество в единицу времени, так что общее подаваемое количество может составлять соответственно между 0 и 100%.
Фиг.1, 2 и 4 показывают в кратком обзоре детали привода консоли 28. Она с помощью промежуточной детали 31 закреплена внутри станины 9 механизма на имеющей форму рамы платформе 32, которая на противоположных сторонах жестко соединена с траверсами 33 и 34. С помощью регулируемого снабженного мотором эксцентрикового двигателя 35 платформа 32 отклоняется и перемещается параллельно плоскости чертежа, причем промежуточные шарниры 36 и 37 делают возможными горизонтальные компоненты движения. На противоположном конце консоль 28 внутри кессона 6 снабжена шибером 38, нижняя кромка которого при движении вперед периодически погружается в расплав 3 стекла и при движении назад снова выходит из него и при этом совершает движение по замкнутой орбите 39 в направлении стрелки, которое определяется благодаря эксцентриковому приводу 35 и конструктивному решению промежуточных элементов. Благодаря этому потоки материала, поступающие или сбрасываемые из транспортных устройств 21 и 22, на зеркале стекла 4 распределяются на порции и перемещаются по нему. Консоль и шибер охлаждаются водой, что на фиг.1 обозначено обеими стрелками.
Как показано на фиг.2 штрихпунктирными линиями, шибер 38 полностью или частично может быть под различными углами закреплен на консоли 28. Благодаря этому возможно придавать начальному направлению порциям стекольной шихты внутри кессона 6 предпочтительное направление, вследствие чего опять же возможно соединять соответствующие устройства с кессоном 6, которые расположены на различных местах периметра варочного бассейна 2.
Из обзора фиг.3 и 4 еще следует, каким образом стекольная шихта подается загрузочным устройством и распределяется внутри него. Накопительный бункер 5 находится в середине над станиной 9 механизма и выходит в распределительную камеру 40 с двумя вертикальными отделениями 40а и 40b, к которым через имеющие форму воронок детали 41 и 42 присоединены транспортные устройства 21 и 22.
Перечень позиций
1 Стеклоплавильная печь
2 Варочный бассейн
3 Расплав стекла
4 Зеркало стекла
5 Накопительный бункер
6 Кессон
6а Кожух кессона
6b Боковые стены кессона
7 Стена печи
8 Отверстие кессона
9 Станина механизма
10 Колеса
11 Рельсы
12 Опоры
13 Рама
14 Рама
15 Укосина
18 Закрывающая плита
19 Дистанционный держатель
20 Теплозащитный экран
21 Транспортное устройство
22 Транспортное устройство
23 Вал
23а Редукторный двигатель
23b Винтовая спираль
24 Вал
24а Редукторный двигатель
24b Винтовая спираль
25 Корпус
25а Устье
26 Корпус
26а Устье
27 Отверстие
28 Консоль шибера
29 Вставка
30 Шлиц
31 Промежуточная деталь
32 Платформа
33 Траверс
34 Траверс
35 Эксцентриковый привод
36 Промежуточный шарнир
37 Промежуточный шарнир
38 Шибер
39 Орбита
40 Распределительная камера
40а Отделение
40b Отделение
41 Промежуточная деталь
42 Промежуточная деталь
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ СТЕКЛОПЛАВИЛЬНОЙ УСТАНОВКИ | 2011 |
|
RU2556093C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2018 |
|
RU2673469C1 |
| Устройство для загрузки шихты в стеклоплавильные печи | 1946 |
|
SU68763A1 |
| СПОСОБ ПЛАВЛЕНИЯ СТЕКЛООБРАЗУЮЩЕГО МАТЕРИАЛА В СТЕКЛОПЛАВИЛЬНОЙ ПЕЧИ И КИСЛОРОДОТОПЛИВНАЯ ГОРЕЛКА | 2002 |
|
RU2288193C2 |
| Стекловаренная ванная печь | 1988 |
|
SU1604757A1 |
| ЭЛЕКТРИЧЕСКАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 1996 |
|
RU2180897C2 |
| УСТРОЙСТВО ДЛЯ СУШКИ И ПОДОГРЕВА СОСТОЯЩЕГО ИЗ ЧАСТИЦ ЗАГРУЖАЕМОГО МАТЕРИАЛА | 2011 |
|
RU2553126C2 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| СПОСОБ ВАРКИ СТЕКЛОМАССЫ И СТЕКЛОВАРЕННАЯ ПЕЧЬ С БАРБОТИРОВАНИЕМ СЛОЯ СТЕКЛОМАССЫ | 2011 |
|
RU2473474C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО СТЕКЛОВОЛОКНА И ИЗДЕЛИЯ, ФОРМОВАННЫЕ ИЗ НЕГО | 2009 |
|
RU2531950C2 |
Изобретение относится к способу и устройству для загрузки стеклоплавильных печей. Технический результат изобретения - снижение затрат при загрузке печи, обеспечение направленного распределения загружаемого материала на поверхности расплава и обеспечение уплотнения внутреннего пространства печи по отношению к окружающей среде. Устройство содержит кессон, транспортные устройства для подачи стекольной шихты через отверстие кессона над зеркалом стекла. С помощью шибера, периодически приводимого в действие через консоль шибера для распределения стекольной шихты на расплаве стекла, транспортные устройства и консоль шибера пропускаются с уплотнением через отверстие кессона. Стекольная шихта наносится друг около друга на расплав стекла с помощью двух транспортных устройств, которые могут регулироваться независимо друг от друга в части подаваемого количества в единицу времени, распределяется и перемещается на расплаве стекла с помощью непрерывных вращательных движений шибера по обеим сторонам консоли шибера. 2 н. и 19 з.п. ф-лы, 5 ил.
1. Способ загрузки стеклоплавильных печей (1) сыпучей стекольной шихтой, которые, по меньшей мере, имеют кессон (6), при котором
a) для подачи стекольной шихты через отверстие (8) кессона поверх зеркала (4) стекла предусмотрены транспортные устройства (21, 22);
b) для распределения стекольной шихты на расплаве (3) стекла предусмотрен шибер (38), периодически приводимый в действие через консоль (28),
c) причем транспортные устройства (21, 22) и консоль (28) установлены на передвижной станине (9) механизма и проходят через отверстие (8) кессона, по меньшей мере, в значительной степени с уплотнением и независимо друг от друга,
отличающийся тем, что
d) стекольную шихту подают транспортными устройствами (21, 22) из общего накопительного бункера (5) через распределительную камеру (40),
e) стекольную шихту наносят друг около друга на расплав (3) стекла с помощью двух транспортных средств (21, 22), которые выполнены с возможностью регулирования независимо друг от друга в части подаваемого количества в единицу времени, и
f) благодаря непрерывным вращательным движениям шибера (38) по вертикальной орбите распределяют и перемещают по обеим сторонам консоли (28) на расплаве (3) стекла.
2. Способ по п. 1, отличающийся тем, что с помощью транспортных устройств (21, 22) на расплаве (3) стекла попарно выкладывают отделенные друг от друга порции стекольной шихты.
3. Способ по п. 1, отличающийся тем, что внутренние поперечные сечения транспортных устройств (21, 22) снабжены, по меньшей мере, в значительной степени уплотнением по отношению к внутреннему пространству кессона (6).
4. Способ по п. 1, отличающийся тем, что применяют транспортные устройства (21, 22), выполненные в виде шнекового транспортера с винтовыми спиралями (23b, 24b) и трубообразными корпусами (25, 26), которые расположены попарно и, по меньшей мере, в значительной мере с уплотнением в закрывающей плите (18) отверстия (8) кессона.
5. Способ по п. 4, отличающийся тем, что валы (23, 24) транспортных устройств (21, 22) ориентируют под соответственно острым углом к направлению движения шибера (38).
6. Способ по п. 2, отличающийся тем, что направления транспорта рядов порций стекольной шихты на расплаве (3) стекла могут изменяться с помощью изменения углового положения шибера (38) к его направлению подачи.
7. Способ по п. 6, отличающийся тем, что направления транспорта порций стекольной шихты на расплаве (3) стекла могут изменяться с помощью изменения углового положения частичных поверхностей шибера (38) к его направлению подачи.
8. Устройство для загрузки стеклоплавильных печей (1) сыпучей стекольной шихтой, снабженное кессоном (6) и содержащее
a) с транспортные устройства для загрузки стекольной шихты через отверстие (8) кессона стеклоплавильной печи (1) поверх зеркала (4) стекла и
b) шибер, выполненный с возможностью периодического привода в действие через консоль (28) для распределения шихты на зеркале стекла (4), причем
c) транспортные устройства (21, 22) и консоль (28) шибера установлены на передвижной станине (9) механизма и проходят, по меньшей мере, в значительной степени с уплотнением через отверстие (8) кессона стеклоплавильной печи (1),
отличающееся тем, что
d) транспортные устройства (21, 22) через распределительную камеру (40) присоединены к общему накопительному бункеру (5) для стекольной шихты,
e) для стекольной шихты рядом в кессоне (6) расположены два транспортных устройства (21, 22), выполненные с возможностью регулирования независимо друг от друга в части подаваемого количества в единицу времени, причем
f) транспортные устройства (21, 22) расположены по обеим сторонам вертикальной виртуальной центральной плоскости, в которой по вертикальной орбите (39) шибера движется консоль (28) шибера.
9. Устройство по п. 8, отличающееся тем, что транспортные устройства (21, 22) выполнены с возможностью выкладывания на зеркале стекла (4) попарно разделенных друг от друга порций стекольной шихты.
10. Устройство по п. 8, отличающееся тем, что внутренние поперечные сечения транспортных устройств (21, 22), по меньшей мере, в значительной степени уплотнены по отношению к внутреннему пространству кессона (6).
11. Устройство по п. 8, отличающееся тем, что транспортные устройства (21, 22) выполнены в виде шнекового транспортера с винтовыми спиралями (23b, 24b) и трубообразными корпусами (25, 26), которые расположены попарно и, по меньшей мере, в значительной степени с уплотнением в закрывающей плите (18) отверстия (8) кессона.
12. Устройство по п. 11, отличающееся тем, что перед закрывающей плитой (18) установлен теплозащитный экран (20), который прилегает периметром к наружному краю отверстия (8) кессона.
13. Устройство по п. 8, отличающееся тем, что оси транспортных устройств (21, 22) ориентированы под соответственно острым углом к виртуальной, вертикальной центральной плоскости.
14. Устройство по п. 8, отличающееся тем, что шибер выполнен с возможностью изменения углового положение к его консоли (28).
15. Устройство по п. 14, отличающееся тем, что шибер (38) имеет частичные поверхности с различным угловым положением к его консоли (28).
16. Устройство по п.11 или 12, отличающееся тем, что транспортные устройства (21, 22), закрывающая плита (18) и теплозащитный экран (20) закреплены на станине (9) механизма, выполненной с возможностью перемещения в направлении кессона (6), причем теплозащитный экран (20), по меньшей мере, в значительной степени закрывает отверстие (8) кессона.
17. Устройство по п. 16, отличающееся тем, что станина (9) механизма содержит две горизонтальные рамы (13, 14), которые на их углах соединены друг с другом с помощью вертикальных опор (12).
18. Устройство по п. 17, отличающееся тем, что в пространстве между опорами (12) расположена платформа (32), с которой соединена консоль (28), которая с помощью жестко установленной траверсы (33) соединена с эксцентриковым приводом (35), с помощью которого шибер получает свою орбиту (39).
19. Устройство по п. 18, отличающееся тем, что другая сторона платформы (32) через вертикально находящиеся на расстоянии промежуточные шарниры (36, 37) с горизонтальными осями закреплена на станине (9) механизма с обеспечением компенсирования движения платформы (32) с горизонтальными компонентами.
20. Устройство по п. 16, отличающееся тем, что на станине (9) механизма над распределительной камерой (40) расположен накопительный бункер (5) для стекольной шихты, который имеет два отделения (40а, 40b), которые через имеющие форму воронки промежуточные детали (41, 42) соединены с транспортными устройствами (21, 22).
21. Устройство по п. 16, отличающееся тем, что в закрывающей плите (18) расположено отверстие (27) для консоли, которое снабжено вставкой из эластомера с вертикальным шлицем (30), в котором с уплотнением установлена консоль (28).
| Загрузчик шихты | 1978 |
|
SU747829A1 |
| Устройство для загрузки шихты и стеклобоя в стекловаренную печь | 1974 |
|
SU518468A1 |
| Шнековый питатель | 1976 |
|
SU612903A1 |
| ЗАГРУЗЧИК ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 0 |
|
SU271743A1 |
| УСТРОЙСТВО ДЛЯ ДРЕНАЖИРОВАНИЯ ПОЛОСТИ АГРЕГАТОВ ТОПЛИВНОЙ СИСТЕМЫ ЛЕТАТЕЛЬНЫХАППАРАТОВ | 0 |
|
SU282939A1 |

