Установка переработки газов регенерации цеолитов с получением из них товарной продукции может быть использована в газоперерабатывающей промышленности.
Природные углеводородные газы и газоконденсаты различных месторождений имеют разный состав как по типу месторождения, так и по времени его разработки, и при этом содержат ряд примесей, препятствующих непосредственной транспортировке и использованию этих энергоносителей. В частности, к таким примесям относят сероводород (коррозионно-активный компонент), воду (образует при транспортировке при низкой температуре кристаллогидраты, забивающие трубопроводы), меркаптаны (ухудшают органолептические свойства товарных продуктов). С другой стороны, сероводород и меркаптаны являются ценными исходными веществами для производства элементной серы, одорантов и сульфидов. Как правило, природные углеводородные газы подвергают адсорбционной очистке цеолитами, в ходе которой примеси - вода, сероводород, меркаптаны - переходят в первичную пористую структуру адсорбента. После насыщения адсорбента извлеченными примесями выполняют его высокотемпературную регенерацию потоком очищенного газа или воздуха, в которые переходят ранее извлеченные примеси.
Известны многочисленные установки переработки природных углеводородных газов, включающие систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, которые отличаются друг от друга, в основном, числом адсорберов и видом используемого десорбирующего агента (Кельцев Н.В. Основы адсорбционной техники. - М.: Химия. - 1976, 511 с.). Общими недостатками этих установок являются:
- неполнота извлечения примесей по их виду, например, цеолиты КА адсорбируют воду, но пропускают меркаптаны;
- извлеченные примеси переходят в газы регенерации адсорбентов;
- сброс газов регенерации вместе с извлеченными серусодержащими примесями в атмосферу приводит к безвозвратной потере этих ценных продуктов и загрязнению окружающей среды.
Известна установка адсорбционной очистки газа (воздуха) от диоксида углерода и воды с реализацией процесса типа температурные качели и использование в качестве газа регенерации адсорбента азотсодержащего газа при повышенном давлении (патент US 5968234, МПК B01D 53/04, B01D 53/26, заявлен 14.04.1998 г., получен 19.09.1999 г.). Недостатками данного изобретения являются:
- проведение регенерации адсорбента при повышенном давлении сжатым в многоступенчатом компрессоре азотсодержащим газом, что снижает эффективность процесса регенерации;
- осуществление регенерации адсорбента азотсодержащим газом, что существенно снижает экономичность процесса: в данной ситуации для регенерации адсорбента лучше применять воздух, лучше всего десорбирующий воздух и диоксид углерода.
Известен способ регенерации цеолита процесса осушки и очистки природного газа от сернистых соединений (сероводорода и меркаптанов), реализуемый в установке, включающей систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, в которой газы регенерации получают продувкой регенерируемого адсорбента метановой фракцией, выделяемой из части осушенного и очищенного от сернистых соединений природного газа, смешанного с азотно-метановой фракцией - отходом производства гелиевого концентрата, при соотношении, обеспечивающем теплотворную способность смеси фракции не ниже 7600 ккал/м3 (патент RU 2240176 С1, МПК B01D 53/96, B01D 53/02, B01D 53/26, заявлено 22.09.2003 г., опубликовано 20.11.2004 г.). Недостатками данного изобретения являются:
- необходимость дополнения установки узлом низкотемпературного извлечения метана из углеводородного газа, что приводит к увеличению капиталовложений и энергозатрат на реализацию процесса;
- низкая теплотворная способность газов регенерации цеолитов из-за разбавления их азотом от производства гелиевого концентрата;
- наличие сероводорода и меркаптанов в газах регенерации, далее используемых в качестве топлива, приводит к тому, что сернистые соединения переходят в получаемый товарный продукт - топливный газ - и при сжигании последнего окисляются до оксидов серы, загрязняющих окружающую среду.
Известен способ осушки и очистки этановой фракции от сернистых соединений и диоксида углерода, реализуемый в установке, включающей систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, в которой газы регенерации получают продувкой регенерируемого адсорбента (цеолита СаА) метановой фракцией, которую затем используют в качестве топливного газа (патент RU 2221626 С1, МПК B01D 53/02, МПК B01D 53/26, заявлено 15.08.2002 г., опубликовано 20.01.2004 г.). Недостатками данного изобретения являются:
- низкая теплотворная способность газов регенерации цеолитов из-за разбавления их диоксидом углерода, выделяющегося при регенерации цеолитов;
- наличие меркаптанов в газах регенерации, далее используемых в качестве топлива, приводит к тому, что сернистые соединения переходят в получаемый товарный продукт - топливный газ - и при сжигании последнего окисляются до оксидов серы, загрязняющих окружающую среду.
Известен также способ регенерации цеолита процесса осушки и очистки природного газа от сернистых соединений, реализуемый в установке, аналогичной выше рассмотренной, включающей систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, в которой газы регенерации получают продувкой регенерируемого адсорбента (цеолита СаА) метановой фракцией, которую затем используют в качестве топливного газа (патент RU 2159663 С2, МПК B01D 53/02, B01D 53/26, заявлено 16.09.1999 г., опубликовано 27.11.2000 г.). Недостатками данного изобретения являются:
- при сжигании топливного газа происходит безвозвратная потеря ценных сернистых веществ;
- наличие сернистых соединений в газах регенерации, далее используемых в качестве топлива, приводит к тому, что сернистые соединения в топливном газе при сжигании окисляются до оксидов серы, загрязняющих окружающую среду.
Общим недостатком рассмотренных аналогов является то, что при использовании на установках осушки и очистки углеводородных газов в качестве десорбирующего агента углеводородных газов (метановой фракции или части очищенного исходного углеводородного газа) получают газы регенерации адсорбента, используемые далее в качестве топлива, загрязненные теми же серусодержащими веществами, что и исходный очищаемый углеводородный газ, то есть по своей сущности назначение рассмотренных аналогичных установок - концентрирование серусодержащих веществ исходного газа (затем применяемого в качестве топлива) в его части, которая далее также используется как топливо для нужд предприятия. Таким образом, происходит точечное интенсивное загрязнение окружающей среды предприятием вместо распределенного загрязнения окружающей среды многочисленными потребителями при отсутствии очистки углеводородного топливного газа и в целом количество выбросов оксидов серы в атмосферу не изменяется. Кроме того, сжигание ценных серусодержащих веществ в любом случае приводит к их безвозвратной потере для народного хозяйства. Таким образом, целесообразно извлекать и перерабатывать серусодержащие вещества, имеющиеся в газах регенерации цеолитов, однако прототипов заявляемого изобретения невыявлено.
Задачей заявляемого изобретения является разработка установки переработки газов регенерации цеолитов, позволяющей одновременно осушать и очищать от серусодержащих веществ - сероводорода и меркаптанов - углеводородный газ и/или газоконденсат и получать большой ассортимент конечных продуктов: чистый товарный топливный газ, товарный сероводород, используемый в качестве сырья процесса Клауса при производстве элементной серы, одорантов (этилмеркаптана и смеси пропилмеркаптана и бутилмеркаптана) и диметилдисульфида. Дополнительно получение товарных серусодержащих веществ обеспечит, как следствие, уменьшение загрязнения окружающей среды оксидами серы при сжигании топливного углеводородного газа.
Для решения поставленной задачи предлагается установка переработки газов регенерации цеолитов, включающая систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, которая дополнительно содержит абсорбер и десорбер узла аминовой очистки газов регенерации цеолитов от сероводорода с получением товарного сероводорода, используемого в качестве сырья процесса Клауса при производстве элементной серы, абсорбер и десорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов с выделением последних в десорбере, узел адсорбционной осушки и фракционирования меркаптанов с получением метилмеркаптана и товарных этилмеркаптана и смеси пропилмеркаптана и бутилмеркаптана и узел получения из метилмеркаптана диметилдисульфида. Спецификой предлагаемой установки являются низкие капитальные и эксплуатационные затраты на реализацию дополнительных технологических процессов, направленных на получение чистого товарного топливного газа, товарного сероводорода, одорантов (этилмеркаптана и смеси пропилмеркаптана и бутилмеркаптана) и диметилдисульфида, поскольку предложенные процессы переработки газов регенерации цеолитов относятся к процессам малотоннажной тонкой химической технологии и являются малозатратными по отношению к базовой установке адсорбционной осушки и очистки углеводородного газа. Так, например, если для регенерации адсорбента на базовой установке необходимо использовать 5-6% исходного углеводородного газа, то в дополнительном узле адсорбционной осушки меркаптанов потребуется использовать 0,05-0,06% исходного углеводородного газа.
Целесообразно также, чтобы товарный газ регенерации после щелочной очистки разделялся на части, одна часть поступала на собственные нужды, другая часть отправлялась на дополнительный узел осушки от влаги, который в зависимости от требований по температуре точки росы товарного топливного газа исполнялся либо с применением цеолитов, которому сопутствует собственные газы регенерации, используемые далее на собственные нужды или возвращаемые на вход узла щелочной очистки, либо с применением поглощающего влагу циркулирующего раствора гликоля, которому сопутствует абсорбер или чиллер со вспрыском регенерированного гликоля и десорбер, в котором десорбируется насыщенный влагой гликоль.
Целесообразно также, чтобы при переработке, по крайней мере, двух или более разновидностей газов регенерации цеолитов, полученных при раздельной переработке углеводородных газов с различным содержанием удаляемых примесей и/или различной теплотворной способностью, установка выполнялась, по крайней мере, из двух параллельных ниток, в которых газы регенерации цеолитов перерабатываются раздельно последовательно в абсорберах аминовой и щелочной очистки газов регенерации цеолитов, а десорберы аминовой и щелочной очистки газов регенерации цеолитов объединялись в узел регенерации абсорбентов, благодаря небольшим размерам десорберов, что снизит капитальные затраты на их реализацию.
Для интенсификации массопередачи на контактных устройствах, как следствие, уменьшения размеров и стоимости массообменных аппаратов целесообразно, чтобы абсорбер и десорбер узла аминовой очистки газов регенерации цеолитов от сероводорода и абсорбер и десорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов были снабжены насадками перекрестно-точного типа.
Целесообразно также для обеспечения гибкости и вариативности работы установки переработки газов регенерации цеолитов, чтобы абсорбер узла аминовой очистки газов регенерации цеолитов от сероводорода и абсорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов, кроме штуцера ввода регенерированного абсорбента в верхней части абсорбера, были снабжены коллекторным вводом регенерированного абсорбента по высоте абсорбера в средней его части, что позволит при существенных колебаниях концентраций, соответственно сероводорода и меркаптанов, в газах регенерации и расходов этих газов обеспечивать необходимое качество очистки газов в абсорберах не только за счет изменения расхода регенерированных абсорбентов, но и за счет изменения места ввода части регенерированных абсорбентов в средние части абсорберов.
Заявляемое изобретение иллюстрируется чертежами, где на фигурах 1-3 изображены схемы предлагаемой установки переработки газов регенерации цеолитов, выполняемые в одну нитку, в одну нитку с расшифровкой аппаратов и в две нитки соответственно.
Схемы установки переработки газов регенерации цеолитов содержат следующие позиции:
001, 002 - узел адсорбционной осушки и очистки газа;
100, 200 - узел аминовой очистки;
110, 210 - узел щелочной очистки;
120 - узел регенерации этанол амина;
130 - узел регенерации щелочи;
140 - узел адсорбционной осушки и фракционирования меркаптанов;
150 - узел получения диметилдисульфида;
160 - узел фракционирования меркаптанов;
30 - абсорбер аминовой очистки;
31 - десорбер аминовой очистки;
32 - абсорбер щелочной очистки;
33 - десорбер щелочной очистки;
34 - адсорбер;
35 - десорбер;
36, 37 - ректификационная колонна;
38, 39, 40 - теплообменник;
41, 42, 44, 46 - сепаратор;
43, 45 - сборная емкость;
47-50 - ребойлер;
51-56 - холодильник;
57-62 - насос;
63 - фильтр;
01, 010, 02, 020, 1-21, 64-99, 101-109, 111-119, 121-129, 131-137 - трубопроводы.
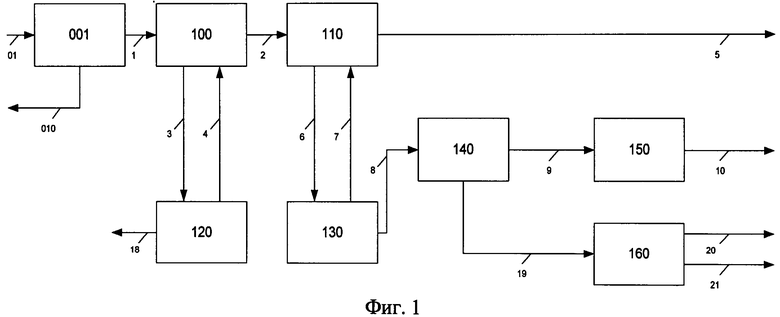
Установка переработки газов регенерации цеолитов, выполняемая в одну нитку, то есть на установке перерабатывается один газ регенерации, согласно фигуре 1, реализуется по предлагаемому изобретению следующим образом.
Исходный газ по трубопроводу 01 поступает в узел адсорбционной осушки и очистки газа 001, после которого осушенный и очищенный газ по трубопроводу 010 отводится на дальнейшую переработку, а газ регенерации по трубопроводу 1 поступает в узел аминовой очистки 100, состоящий из абсорбера, обеспечивающего очистку газа регенерации от сероводорода с использованием в качестве абсорбента этаноламин, поступающий по трубопроводу 4 с узла регенерации этаноламина 120, откуда по трубопроводу 18 отводится сероводород на установку Клауса с выработкой элементной серы. С узла аминовой очистки по трубопроводу 3 отводится насыщенный абсорбент в узел регенерации этаноламина 120, а очищенный от сероводорода газ регенерации по трубопроводу 2 направляется в узел щелочной очистки 110, обеспечивающий очистку от меркаптанов в абсорбере. С узла щелочной очистки 110 насыщенная щелочь по трубопроводу 6 направляется в узел регенерации щелочи 130, откуда регенерированная щелочь направляется по трубопроводу 7 в узел щелочной очистки 110, после которой по трубопроводу 5 отводится очищенный от сероводорода и меркаптанов газ регенерации, часть его используется на собственные нужды, а оставшаяся часть осушается либо с помощью цеолита, когда требуется товарный газ с заданной температурой точки росы, либо с помощью гликоля, и далее отводится с установки в качестве товарного газа (на фиг.1 не показано). По трубопроводу 8 выделенные меркаптаны поступают в узел адсорбционной осушки и фракционирования меркаптанов 140, после которого по трубопроводу 9 отводится метилмеркаптан на узел получения диметилдисульфида 150, откуда по трубопроводу 10 диметилдисульфид отводится с установки. Смесь меркаптанов, отводимая по трубопроводу 19 с узла адсорбционной осушки и фракционирования меркаптанов 140, отправляется на дальнейшее разделение в узел фракционирования меркаптанов 160 с получением этилмеркаптана, отводимого по трубопроводу 20, и смеси пропилмеркаптана и бутилмеркаптана, отводимой по трубопроводу 21.
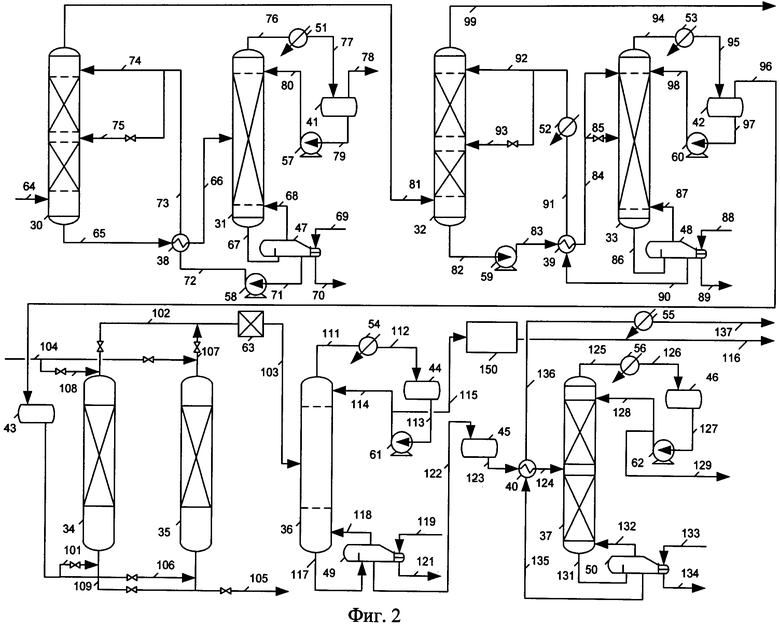
Установка переработки газов регенерации цеолитов, выполняемая в одну нитку с расшифровкой аппаратов, то есть на установке перерабатывается один газ регенерации, согласно фигуре 2, реализуется по предлагаемому изобретению следующим образом.
Узел аминовой очистки включает абсорбер 30, представляющий колонну с насадками перекрестно-точного типа, с входом газа регенерации цеолитов по трубопроводу 64 в нижней части, выходом очищенного от сероводорода газа регенерации по трубопроводу 81 и входами для раствора абсорбента (этаноламина), вводимого по трубопроводам 74 и 75 в абсорбер 30 в разных соотношениях и выходом кубовой жидкости по трубопроводу 65 в трубное пространство теплообменника 38, на выходе которого нагретый насыщенный абсорбент (этаноламин) по трубопроводу 66 поступает в узел регенерации этаноламина 120, включающему десорбер 31, также представляющий собой массообменную колонну с насадками перекрестно-точного типа с входом по трубопроводу 66 насыщенного абсорбента, соединенным через межтрубное пространство теплообменника 38 с входами в абсорбер 30. Десорбер 31 снабжен в нижней части ребойлером47 с трубопроводом подачи теплоносителя водяного пара 69 и трубопроводом вывода конденсата 70. Кубовая жидкость десорбера 31 по трубопроводу 67 подается в межтрубное пространство ребойлера 47, на выходе из которого паровая фаза по трубопроводу 68 возвращается в десорбер 31, а жидкая фаза по трубопроводу 71 направляется в теплообменник 38 через насос 58.
С верхней части десорбера 31 отводится пар и газ по трубопроводу 76, которые охлаждаются в холодильнике 51 и далее трубопроводом 77 соединен с рефлюксной емкостью 41, снабженной выходами кислых газов и кислой воды по трубопроводам 78 и 79 соответственно. Кислая вода через насос 57 по трубопроводу 80 подается в верхнюю часть десорбера 31 в виде орошения.
Узел щелочной очистки включает абсорбер 32, представляющий колонну с насадками перекрестно-точного типа, с входом очищенного от сероводорода газа регенерации цеолитов по трубопроводу 81 в нижней части, выходом очищенного от меркаптанов газа регенерации по трубопроводу 99 и входами для раствора щелочи, вводимой по трубопроводам 92 и 93 в абсорбер 32 в разных соотношениях и выходом кубовой жидкости по трубопроводу 82 во всасывающий патрубок насоса 59, нагнетательный патрубок которого соединяется трубопроводом 83 с трубным пространством теплообменника 39, на выходе которого нагретая насыщенная щелочь по трубопроводам 84 и 85 поступает в узел регенерации щелочи 130, включающий десорбер 33, также представляющий собой массообменную колонну с насадками перекрестно-точного типа с входом по трубопроводу 84 насыщенной щелочи, соединенным через межтрубное пространство теплообменника 39 и холодильника 52 с входами в абсорбер 32. Десорбер 33 снабжен в нижней части ребойлером 48 с трубопроводом подачи теплоносителя 88 и трубопроводом вывода теплоносителя 89. Кубовая жидкость десорбера 33 по трубопроводу 86 подается в межтрубное пространство ребойлера 48, на выходе из которого паровая фаза по трубопроводу 87 возвращается в десорбер 33, а жидкая фаза по трубопроводу 90 направляется в теплообменник 39.
С верхней части десорбера 33 отводится пар и газ по трубопроводу 94, которые охлаждаются в холодильнике 53 и далее трубопроводом 95 соединен с рефлюксной емкостью 42, снабженной выходами меркаптанами и щелочной воды по трубопроводам 96 и 97 соответственно. Щелочная вода через насос 60 по трубопроводу 98 подается в верхнюю часть десорбера 33 в виде орошения, а меркаптаны по трубопроводу 96 направляются в узел адсорбционной осушки и фракционирования 140.
Узел адсорбционной осушки и фракционирования меркаптанов 140 включает сборную емкость 43, представляющую собой горизонтальный цилиндрический пустотелый аппарат, заполняемый меркаптанами по трубопроводу 96 и разгружающий меркаптаны по трубопроводу 101 или 106, адсорбер 34 и десорбер 35, представляющие собой вертикальные цилиндрические аппараты, заполненные адсорбентом и работающие попеременно с регенерацией адсорбента после его дезактивации, фильтр 63, предназначенный для очистки от унесенных частиц адсорбента, трубопроводную систему с клапанами, функционирующую в соответствии с циклограммой процесса осушки меркаптанов, при этом верх адсорбера 34 соединен с трубопроводом 102 выхода осушенных меркаптанов и трубопроводом 108 подачи десорбирующего метансодержащего газа, а низ адсорбера 34 соединен с трубопроводом 101 входа осушаемых меркаптанов из сборной емкости 43 и трубопроводом 109 выхода газа регенерации, а вверх десорбера 35 соединен трубопроводом 104 подачи десорбирующего метансодержащего газа трубопроводом 107 выхода осушенных меркаптанов, а низ десорбера 35 соединен с трубопроводом 105 выхода газа регенерации и трубопроводом 106 подачи осушаемых меркаптанов со сборной емкости 43, ректификационную колонну 36, с входом осушенных меркаптанов по трубопроводу 103 в средней части. С верхней части ректификационной колонны 36 отводится метилмеркаптан по трубопроводу 111, который охлаждается в холодильном аппарате 54 и далее трубопроводом 112 соединен с рефлюксной емкостью 44, снабженной выходом метилмеркаптана по трубопроводу 113, который далее через насос 61 по трубопроводу 114 подается в верхнюю часть ректификационной колонны 36 в виде орошения, а по трубопроводу 115 отправляется в узел получения диметилдисульфида 150, откуда по трубопроводу 116 диметилдисульфид выводится с установки. Ректификационная колонна 36 снабжена в нижней части ребойлером 49 с трубопроводом подачи теплоносителя 119 и трубопроводом вывода теплоносителя121. Кубовая жидкость ректификационной колонны 36 по трубопроводу 117 подается в межтрубное пространство ребойлера 49, на выходе из которого паровая фаза по трубопроводу 118 возвращается в ректификационную колонну 36, а жидкая фаза по трубопроводу 122 направляется в следующий узел фракционирования меркаптанов 160, включающий ректификационную колонну 37, сборную емкость 45, теплообменник 40, ребойлер 50, рефлюксную емкость 46, холодильники 55 и 56 и насос 62. Ректификационная колонна 37 представляет собой массообменную колонну с насадками перекрестно-точного типа с входом по трубопроводу 124 смеси меркаптанов. Ректификационная колонна 37 снабжена в нижней части ребойлером 50 с трубопроводом подачи теплоносителя 133 и трубопроводом вывода теплоносителя 134. Кубовая жидкость ректификационной колонны 37 по трубопроводу 131 подается в межтрубное пространство ребойлера 50, на выходе из которого паровая фаза по трубопроводу 132 возвращается в ректификационную колонну 37, а жидкая фаза по трубопроводу 135 направляется в теплообменник 40, после которого частично охлажденная смесь пропилмеркаптана и бутилмеркаптана по трубопроводу 136 доохлаждается в холодильнике 55 и по трубопроводу 137 отводится с установки.
С верхней части ректификационной колонны 37 отводится этилмеркаптан по трубопроводу 125, который охлаждается в холодильнике 56 и далее трубопроводом 126 соединен с рефлюксной емкостью 46, снабженной выходом этилмеркаптана по трубопроводу 127 на прием насоса 62, после которого по трубопроводу 128 часть этилмеркаптана подается в верхнюю часть ректификационной колонны 37 в виде орошения, а оставшаяся часть этилмеркаптана по трубопроводу 129 отводится с установки.
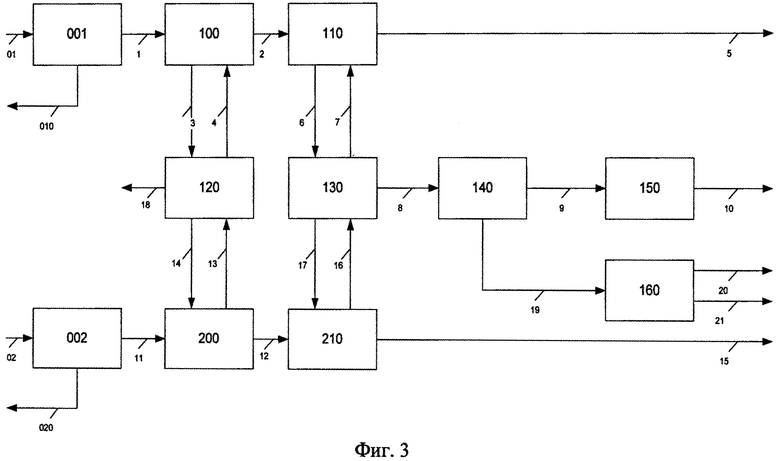
Установка переработки газов регенерации цеолитов, выполняемая в две нитки, то есть на установке раздельно перерабатывается два различных газа регенерации, согласно фигуре 3, реализуется по предлагаемому изобретению следующим образом.
Исходный газ по трубопроводам 01 и 02 поступает в узлы адсорбционной осушки и очистки газа 001 и 002, после которых осушенный и очищенный газ по трубопроводам 010 и 020 отводится на дальнейшую переработку, а газы регенерации по трубопроводам 1 и 11 поступают в узлы аминовой очистки 100 и 200 соответственно, состоящие из абсорберов, обеспечивающих очистку газов регенерации от сероводорода с использованием в качестве абсорбента этаноламина, поступающего по трубопроводам 4 и 14 с узла регенерации этаноламина 120, откуда по трубопроводу 18 отводится сероводород на установку Клауса с выработкой элементной серы. С узлов аминовой очистки 100 и 200 по трубопроводам 3 и 13 отводится насыщенный абсорбент в узел регенерации этаноламина 120, а очищенные от сероводорода газы регенерации по трубопроводам 2 и 12 направляются в узлы щелочной очистки 110 и 210 соответственно, в которых обеспечивается очистка от меркаптанов в абсорбере, снабженном насадками перекрестноточного типа. Насыщенная щелочь по трубопроводам 6 и 16 направляется в узел регенерации щелочи 130, после которой регенерированная щелочь по трубопроводам 7 и 17 возвращается в узлы щелочной очистки 110 и 210 соответственно. По трубопроводам 5 и 15 отводятся очищенные от сероводорода и меркаптанов газы регенерации, часть их используется на собственные нужды, а оставшаяся часть осушается либо с помощью цеолита, когда требуется товарный газ с заданной температурой точки росы, либо с помощью гликоля, и далее отводится с установки в качестве товарного газа (на фиг.3 не показано). С узла регенерации щелочи 130 по трубопроводу 8 выделенные меркаптаны поступают в узел адсорбционной осушки и фракционирования 140, после которого по трубопроводу 9 отводится метилмеркаптан на узел получения диметилдисульфида 150, откуда по трубопроводу 10 диметилдисульфид отводится с установки. Смесь меркаптанов, отводимая по трубопроводу 19 с узла адсорбционной осушки и фракционирования, отправляется на дальнейшее разделение в узел фракционирования 160 с получением этилмеркаптана, отводимого по трубопроводу 20, и смеси пропилмеркаптана и бутилмеркаптана, отводимой по трубопроводу 21.
В качестве примеров в таблице 1 представлены данные по особенностям установок переработки газов регенерации цеолитной осушки природных углеводородных газов различных месторождений с целью выделения из газов регенерации сероводорода (H2S) и меркаптанов (RSH). Анализ таблицы 1 показывает, что предложенная установка переработки газов регенерации цеолитов приемлема для ряда газоперерабатывающих заводов страны и ближнего зарубежья, при этом для реализации установки в полном объеме на некоторых заводах имеются готовые резервные узлы, что позволит существенно снизить затраты на реализацию заявляемого изобретения.
достаточны для одоризации всего товарного газа. Также узел осушки и сжатия избыточного количества товарного газа для закачки его в магистральный газопровод, незадействованного на собственные нужды завода.
Изобретение может быть использовано в газоперерабатывающей промышленности. Установка переработки газов регенерации цеолитов содержит абсорбер и десорбер узла аминовой очистки газов регенерации цеолитов от сероводорода с получением товарного сероводорода, используемого в качестве сырья процесса Клауса при производстве элементной серы, абсорбер и десорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов с выделением последних в десорбере, узел адсорбционной осушки и фракционирования меркаптанов с получением метилмеркаптана, отправляемого на узел получения диметилдисульфида, и смеси этилмеркаптана, пропилмеркаптана и бутилмеркаптана с выделением в узле фракционирования товарных этилмеркаптана и смеси пропилмеркаптана и бутилмеркаптана, при этом абсорберы и десорберы снабжены насадками перекрестно-точного типа. Изобретение позволяет одновременно осушать и очищать от серусодержащих веществ углеводородный газ и/или газоконденсат и получать большой ассортимент конечных продуктов. 6 з.п. ф-лы, 3 ил.
1. Установка переработки газов регенерации цеолитов, включающая систему адсорберов, заполненных цеолитами и работающих попеременно на стадиях адсорбции примесей из сырья, регенерации цеолитов и охлаждения цеолитов, печь, теплообменники, насосы, трубопровод подачи очищаемого углеводородного газа или газоконденсата, трубопровод отвода очищенного углеводородного газа или газоконденсата, трубопровод отвода газов регенерации цеолитов и систему трубопроводов обвязки аппаратов, отличающаяся тем, что она дополнительно содержит абсорбер и десорбер узла аминовой очистки газов регенерации цеолитов от сероводорода с получением товарного сероводорода, используемого в качестве сырья процесса Клауса при производстве элементной серы, абсорбер и десорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов с выделением последних в десорбере, узел адсорбционной осушки и фракционирования меркаптанов с получением метилмеркаптана и товарных этилмеркаптана и смеси пропилмеркаптана и бутилмеркаптана и узел получения из метилмеркаптана диметилдисульфида.
2. Установка переработки газов регенерации цеолитов по п.1, отличающаяся тем, что товарный газ регенерации после щелочной очистки может разделяться на части, одна часть поступает на собственные нужды, другая часть отправляется на дополнительный узел осушки от влаги, который в зависимости от требований по температуре точки росы товарного топливного газа исполняется либо с применением цеолитов, которому сопутствует собственные газы регенерации, используемые далее на собственные нужды или возвращаемые на вход узла щелочной очистки, либо с применением поглощающего влагу циркулирующего раствора гликоля, которому сопутствуют абсорбер или чиллер со вспрыском регенерированного гликоля и десорбер, в котором десорбируется насыщенный влагой гликоль.
3. Установка переработки газов регенерации цеолитов по п.1, отличающаяся тем, что при переработке, по крайней мере, двух или более разновидностей газов регенерации цеолитов, полученных при раздельной переработке углеводородных газов с различным содержанием удаляемых примесей и/или различной теплотворной способностью, она выполняется, по крайней мере, из двух параллельных ниток, в которых газы регенерации цеолитов перерабатываются раздельно последовательно в абсорберах аминовой и щелочной очистки газов регенерации цеолитов, а десорберы аминовой и щелочной очистки газов регенерации цеолитов объединяются в узел регенерации абсорбентов.
4. Установка переработки газов регенерации цеолитов по п.1 или 2, отличающаяся тем, что абсорбер и десорбер узла аминовой очистки газов регенерации цеолитов от сероводорода снабжены насадками перекрестно-точного типа.
5. Установка переработки газов регенерации цеолитов по п.1 или 2, отличающаяся тем, что абсорбер узла аминовой очистки газов регенерации цеолитов от сероводорода, кроме штуцера ввода регенерированного абсорбента в верхней части абсорбера, снабжен коллекторным вводом регенерированного абсорбента по высоте абсорбера в средней его части.
6. Установка переработки газов регенерации цеолитов по п.1 или 2, отличающаяся тем, что абсорбер и десорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов снабжены насадками перекрестно-точного типа.
7. Установка переработки газов регенерации цеолитов по п.1 или 2, отличающаяся тем, что абсорбер узла щелочной очистки газов регенерации цеолитов от меркаптанов, кроме штуцера ввода регенерированного абсорбента в верхней части абсорбера, снабжен коллекторным вводом регенерированного абсорбента по высоте абсорбера в средней его части.
| СПОСОБ ОСУШКИ И ОЧИСТКИ ЭТАНОВОЙ ФРАКЦИИ | 2002 |
|
RU2221626C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДОРАНТА ДЛЯ ПРИРОДНОГО ГАЗА | 2008 |
|
RU2419479C2 |
| СПОСОБ ПОДГОТОВКИ СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ | 2002 |
|
RU2220756C2 |
| US 4857078 C2, 18.08.1989 | |||

