Область техники, к которой относится изобретение
Изобретение относится к способам испытаний и эксплуатационного ультразвукового контроля изделий в рамках системы планово-предупредительных ремонтов, в частности для оценки показателей качества изделия по результатам неразрушающего контроля. Изобретение может применяться в транспорте, атомной и традиционной энергетике, машиностроении, авиации, судостроении, нефтехимии, нефте-, газо- и продуктопроводах, сельскохозяйственных машинах и других областях техники.
Уровень техники
Из уровня техники известно большое количество способов неразрушающего контроля изделий.
Так, известен, в частности, способ неразрушающего контроля, раскрытый в ГОСТ 17410-78 «Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии». Данный известный способ предполагает настройку чувствительности дефектоскопа по стандартным образцам. Недостатком способа является то, что не учитывается реальное раскрытие дефекта в ходе эксплуатации изделия.
В качестве прототипа принят известный способ неразрушающего контроля изделий, раскрытый в ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые». Недостатком способа также является то, что не учитывается реальное раскрытие дефекта в ходе эксплуатации изделия.
Раскрытие изобретения
Задача, которую решает данное изобретение, состоит в создании способа контроля эксплуатационных качеств изделий, обладающего улучшенными характеристиками.
Технический результат, на достижение которого направлено данное изобретение, заключается в том, что оно позволяет осуществлять ультразвуковой контроль качества изделий (на стадии выходного заводского контроля или во время эксплуатации) с более высокой достоверностью, что позволит своевременно выявить опасные дефекты, выполнить ремонт изделия и повысить надежность эксплуатации.
Способ повышения достоверности ультразвукового неразрушающего дефектоскопического контроля изделия состоит в том, что для изделия определяют критерии отбраковки, выбирают прибор для проведения ультразвукового контроля с частотой ультразвука f, при этом определяют длину волны λ конкретного метода ультразвукового контроля по формуле λ=с/f, где с - скорость звука в материале изделия,
определяют критические и допустимые размеры дефекта в изделии;
определяют величину δ увеличения гипотетического дефекта, превышающую значение 0,25λ;
определяют величину нагрузки, которую необходимо приложить к изделию для увеличения раскрытия гипотетического дефекта на величину, обеспечивающую отражение ультразвуковой волны от дефекта;
прикладывают необходимую нагрузку к изделию и проводят при этой нагрузке ультразвуковой контроль изделия.
Частный вариант осуществления способа характеризуется также тем, что в качестве критериев отбраковки принимают допустимые размеры несплошностей материала изделия, в частности трещин.
Частный вариант осуществления способа характеризуется также тем, что в качестве дефекта рассматривают трещину, а за величину δ увеличения дефекта принимают величину раскрытия трещины.
Частный вариант осуществления способа характеризуется также тем, что определяют величину нагрузки р, которую необходимо приложить к изделию для обеспечения раскрытия гипотетической трещины, нагружают изделие давлением, превышающим р на 5%, затем нагрузку снижают до величины р, и при этой нагрузке проводят контроль.
Отличительной особенностью данного способа является то, что перед проведением ультразвукового контроля изделие нагружают нагрузкой, достаточной для раскрытия гипотетического дефекта в месте контроля до величины, которая обеспечила бы отражение ультразвуковой волны от дефекта и сделала его выявляемым.
Краткое описание чертежей
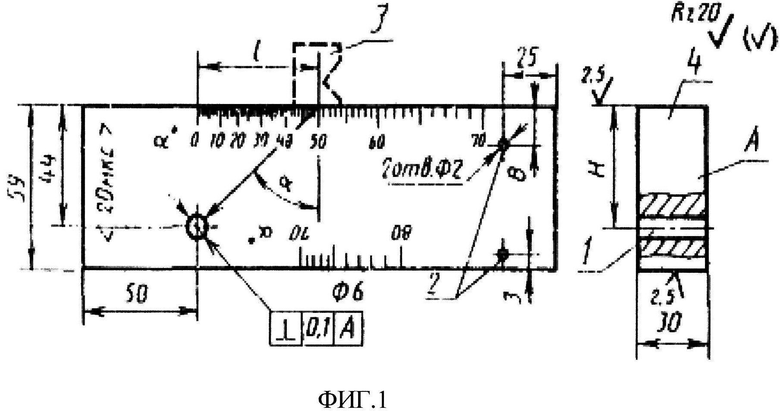
На ФИГ.1 показан стандартный образец СО-2 в соответствии с ГОСТ 14782-86.
На ФИГ.2 показан стандартный образец для трубопровода в соответствии с ГОСТ 17410-78.
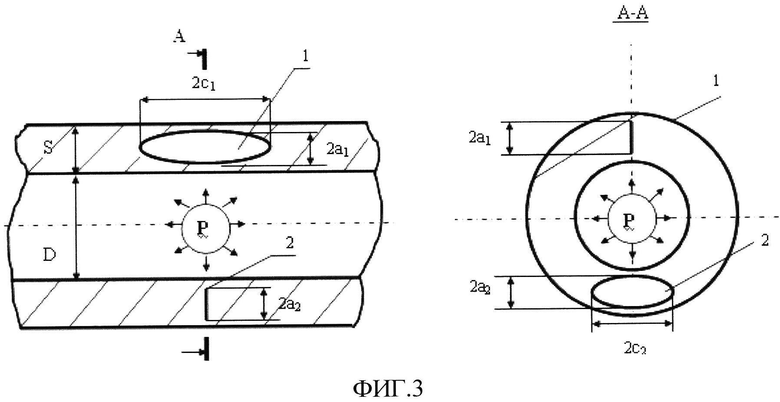
На ФИГ.3 показана схематизация дефекта в трубопроводе эллипсом с полуосями α и с.
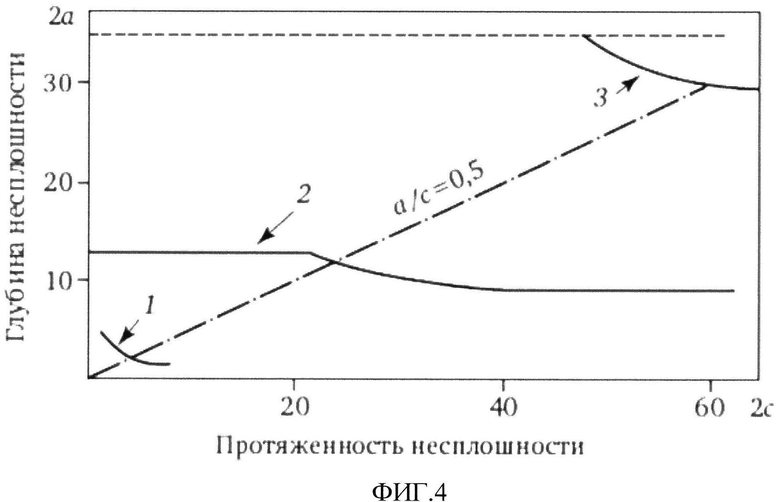
На ФИГ.4 показана совокупность дефектов критических и допустимых размеров.
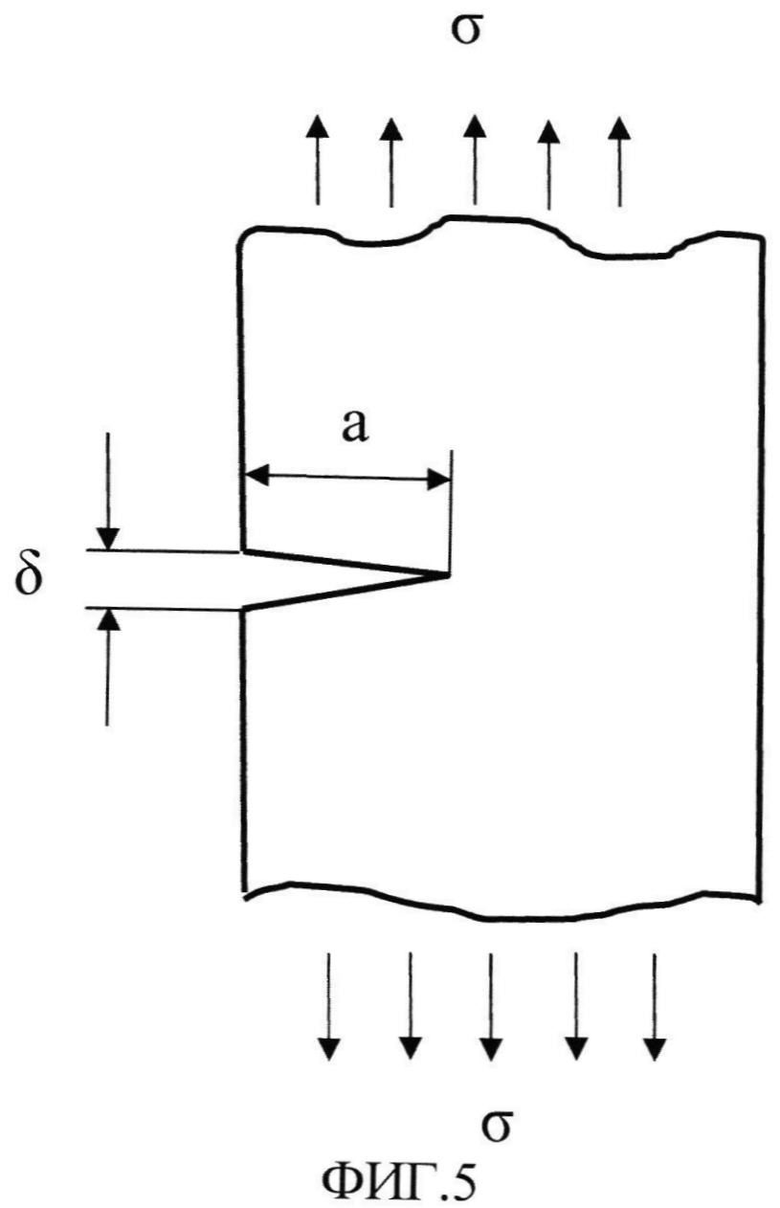
На ФИГ.5 показано раскрытие δ трещины длиной а под действием напряжений σ.
Осуществление изобретения
Достоверность УЗК зависит от возможности выявить дефект, что в свою очередь, зависит от разрешающей способности акустического исследования. Способности выявлять дефекты определяется длиной λ звуковой волны, которая в свою очередь зависит от частоты f ввода акустических колебаний в исследуемый объект (деталь или элемент конструкции).
Чем больше частота, тем меньше длина волны. Эффект возникает из-за того, что при размере препятствия меньше четверти длины волны, отражения колебаний практически не происходит, и волна «не видит» препятствие. Поэтому, как правило, частоту ультразвуковой волны стремятся повышать. С другой стороны, при повышении частоты колебаний быстро растет их затухание, что сокращает возможную область контроля. Практическим компромиссом стали частоты в диапазоне от 0,5 до 10 МГц.
Выявляемость дефекта при прочих равных условиях зависит от его типа. Наилучшим образом выявляются плоские дефекты технологической природы: непровары, несплавления, поры, расслоения и другие дефекты типа трещин, ориентированные перпендикулярно контролируемой поверхности. Ширина раскрытия таких дефектов в определенных пределах не влияет на их выявляемость (20-30 мкм), однако выявляемость очень плотных трещин резко уменьшается. Такое явление, например, характерно для закалочных трещин (Ермолов И.Н., Останин Ю.А. Методы и средства неразрушающего контроля качества. -М.: Высшая школа, 1988. Неразрушающий контроль металлов и изделий. Справочник).
Плохо выявляются также трещины эксплуатационной природы, прежде всего трещины усталости, так как эти трещины при отсутствии нагрузки охлопываются (закрываются) и практически не имеют раскрытия.
В процессе эксплуатации технологические поверхностные дефекты могут забиваться плотными отложениями, например окислами железа при эксплуатации сталей в водных средах. Происходит сцепление поверхностей дефекта с окислами, что также делает такие дефекты плохо выявляемыми.
На практике данное свойство ультразвукового контроля не учитывается, что приводит к снижению его достоверности. По данным программы PISC, а также другим исследованиям (см., например, Аркадов Г.В., Гетман А.Ф., Родионов А.Н. Надежность оборудования и трубопроводов АЭС и оптимизация их жизненного цикла, -М.: Энергоатомиздат, 2010, Гурвич А.К. «Надежность дефектоскопического контроля как надежность комплекса «Дефектоскоп-оператор-среда», Дефектоскопия, 1992 г., №3, с.5-13), известно, что практически во всех случаях неразрушающего контроля имеется существенная вероятность пропуска дефектов больших размеров, существенно превышающих допустимые размеры. На практике оказывается, что практически всегда после неразрушающего контроля и устранения выявленных дефектов в изделии еще остаются дефекты. Именно эти оставшиеся дефекты в конечном итоге и определяют качество и надежность изделия.
В соответствии с ГОСТ 14782-86 (Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.) настройка чувствительности приборов УЗК происходит на специальных так называемых стандартных образцах. На ФИГ.1 показана конструкция стандартного образца СО-2 в соответствии с ГОСТ 14782-86. Позициями на ФИГ.1 обозначены:
1 - отверстие для определения угла ввода луча, ширины основного лепестка диаграммы направленности, условной и предельной чувствительности; 2 - отверстие для проверки мертвой зоны; 3 - преобразователь; 4 - блок из стали марки 20 или стали марки 3.
Данный стандартный образец СО-2 предписано применять для сталей. Этот образец применяют для определения условной чувствительности, мертвой зоны, погрешности глубиномера, угла α ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования при контроле соединений из малоуглеродистой и низколегированной сталей, а также для определения предельной чувствительности.
Образец СО-2 должен быть изготовлен из стали марки 20 или стали марки 3. Скорость распространения продольной волны в образце при температуре (20±5)°С должна быть равна (5900±59) м/с. Измеренное с погрешностью не хуже 0,5% значение скорости должно быть указано в паспорте на образец.
При контроле соединений из металлов, отличающихся по акустическим характеристикам от малоуглеродистой и низколегированной сталей, для определения указанных выше характеристик, в том числе предельной чувствительности должен применяться стандартный образец СО-2А, который отличается от СО-2 только небольшими изменениями геометрических параметров.
До начала эксплуатации и во время эксплуатации ответственных изделий, например, в области атомной энергетики, в соответствии с нормативными документами, например, «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» ПНАЭГ-7-008-89; «Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля» ПНАЭГ-7-010-89, Госатомнадзор России, Энергоатомиздат, 1991 г., и другие, проводят неразрушающий контроль состояния изделий. При этом в эксплуатации, как правило, при каждом контроле, выявляют дефекты или технологической природы, или эксплуатационной. Это происходит в основном из-за недостаточной достоверности неразрушающего контроля, в том числе ультразвукового.
На ФИГ.2 показан другой стандартный образец, предусмотренный ГОСТ 17410-78 «Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии».
Как известно, в зависимости от частоты упругие волны подразделяют на инфразвуковые (с частотой до 20 Гц), звуковые (от 20 до 2·104 Гц), ультразвуковые (от 2·104 до 109 Гц) и гиперзвуковые (свыше 109 Гц). В практике ультразвуковой дефектоскопии металлов применяются ультразвуковые колебания частотой от 0,5-0,8 до 10 МГц
Акустические (упругие) волны - распространяющиеся в упругой среде, порождают механические возмущения (деформации). Возмущения от источника передаются частицам среды, которые также начинают колебаться относительно своей точки равновесия. Эти колебания передаются соседним частицам, которые также начинают колебаться, затем колебания передаются все новым и новым частицам и в среде возникает упругая волна. Пространство, в котором распространяются упругие волны, - звуковое или акустическое поле. Упругие волны характеризуются следующими параметрами: длиной λ, частотой f и скоростью распространения с, которые связаны зависимостью λ=c/f.
Если раскрытие несплошности (дефекта) меньше четверти длины волны λ, то такая несплошность является прозрачной для ультразвуковой волны и не может быть выявлена УЗК. В то же время опытным путем установлено, что трещиноподобные дефекты с раскрытием 20-30 мкм могут быть обнаружены УЗК за счет слабого отраженного сигнала и дифракции берегов дефекта (трещины). Схематизация дефекта типа трещины показана на ФИГ.5.
Перед проведением контроля для изделия определяют критерии отбраковки и выбирают дефектоскоп - прибор для проведения ультразвукового контроля с частотой ультразвука f. В качестве критериев отбраковки могут быть приняты допустимые размеры несплошностей материала изделия, в частности трещин. В качестве дефекта может быть рассмотрена трещина, а за величину δ увеличения дефекта принята величина раскрытия трещины.
Основная особенность данного способа ультразвукового неразрушающего дефектоскопического контроля состоит в том, что перед проведением контроля изделие нагружают нагрузкой, достаточной для раскрытия гипотетического дефекта (например, типа трещины) в месте контроля до величины, которая обеспечила бы отражение ультразвуковой волны от дефекта и сделала его выявляемым.
Для этого определяют длину волны λ конкретного метода ультразвукового контроля по формуле λ=c/f, где с - скорость звука в материале контролируемого изделия, f - частота дефектоскопа.
Известными методами механики разрушения (например, см. монографию Аркадов Г.В., Гетман А.Ф., Родионов А.Н. -М.: Энергоатомиздат, 2010 г.) определяют допустимые и критические размеры αкр дефекта изделия (например, несплошностей материала), а также при необходимости другие характеристические размеры дефектов, например допустимые в эксплуатации размеры трещин для данного вида изделия; при этом для стадии изготовления и стадии эксплуатации могут быть различные допустимые размеры дефектов (ФИГ.4).
Определяют величину δ увеличения гипотетического дефекта (например, трещины), превышающую ¼ длины волны ультразвука (значение 0,25λ).
Определяют напряжение, которое необходимо приложить к изделию для обеспечения необходимого раскрытия гипотетического дефекта (например, трещины), а также соответствующую этому напряжению нагрузку; δ=φ(σ, α? с), σ=Ψ(p), где α и с - геометрические характеристики дефекта, а р - нагрузка.
Прикладывают необходимую нагрузку к изделию и проводят при этой нагрузке ультразвуковой контроль изделия. В частном случае осуществления изобретения нагружают изделие нагрузкой, превышающей р на 5%, затем нагрузку снижают до величины р, и при этой нагрузке проводят контроль.
Сбрасывают давление до нуля и по результатам контроля выполняют ремонт выявленных дефектов.
Изобретение иллюстрируется следующим примером.
Имеется трубопровод внутренним диаметром D=800 мм? толщиной стенки S=34 мм из перлитной стали типа сталь 22К со скоростью звуковой волны с=5000 м/с (ФИГ.3). Используют дефектоскопический прибор с частотой ультразвуковой волны 8 МГц.
Сталь 22К имеет скорость звука 5000 м/с, следовательно, длина волны ультразвука в этой стали равна
λ=c/f=5000(м/с)/8000000(Гц)=0,62 мм.
Определяют размеры допустимых и критических несплошностей дефектов (типа трещин) для данного вида изделия. При этом для стадии изготовления и стадии эксплуатации могут быть различные допустимые размеры дефектов (ФИГ.4). Максимальная глубина допустимой несплошности в эксплуатации равна 13 мм, а опасные дефекты находятся в области размеров от 13 до 34 мм (по глубине). Проведем дальнейший расчет для недопустимого в эксплуатации дефекта глубиной α=33 мм.
Определяют величину раскрытия трещины δ, превышающую ¼ длины волны ультразвука: δ=0,25λ=0,25·0,62 мм=0,155 мм.
Определяют напряжение, которое необходимо приложить к изделию для обеспечения необходимого раскрытия гипотетической трещины, а также соответствующую этому напряжению нагрузку; δ=Ψ(σ, α, с), σ=Ψ(р), где α и с - геометрические характеристики дефекта, а р - нагрузка. Для подповерхностной трещины глубиной α=33 мм раскрытие можно в первом приближении найти по формуле (см., например, Гетман А.Ф. «Концепция безопасности «течь перед разрушением» для сосудов и трубопроводов атомных станций». -М.: Энергоатомиздат, 1999 г., 250 стр.)
δ/2=σ·α/Е, или, проводя преобразования, получим
σ=δ·Е/2а=0,155(мм)·20000(кг/мм2)/2·33 мм=50 кг/мм2=500 МПа
Полученное напряжение очень велико и не может быть приложено к реальному трубопроводу, поэтому используем второй опытный критерий раскрытия 30 мкм. В этом случае получим
σ=δ·Е/2а=0,03(мм)·20000(кг/мм2)/2·33 мм=95 МПа
Полученное напряжение 95 МПа является приемлемым, так как оно ниже допускаемого мембранного напряжения для этой стали, равного 146 МПа.
Для получения мембранного напряжения 95 МПа в тонкостенном трубопроводе внутренним диаметром 800 мм и толщиной стенки 34 мм необходимо приложить давление р, равное
р=95(МПа)·34(мм)·2/800(мм)=8,1 МПа
Далее прикладывают необходимую нагрузку к изделию и проводят при этой нагрузке ультразвуковой контроль изделия. В качестве другого варианта, подают на трубопровод давление, превышающее на небольшую величину, например на 5%, давление 8,1 МПа (что необходимо для обеспечения безопасности операторов контроля), выдерживают при этом повышенном давлении трубопровод, затем снижают давление до 8,1 МПа и проводят при этом давлении ультразвуковой контроль изделия.
После этого сравнивают полученные в результате контроля размеры дефектов с критическими размерами. После завершения контроля сбрасывают давление до нуля и по результатам контроля выполняют ремонт выявленных дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ДОСТОВЕРНОСТИ ВИХРЕТОКОВОГО НЕРАЗРУШАЮЩЕГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ | 2013 |
|
RU2547153C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗАДАННОГО УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЯ НА ОСНОВЕ НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННЫХ НАГРУЗОК И НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПО ЕГО ПОКАЗАНИЯМ | 2013 |
|
RU2531428C1 |
| СПОСОБ ПОВЫШЕНИЯ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ | 2013 |
|
RU2529096C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ СО СКРЫТЫМИ ДЕФЕКТАМИ | 2013 |
|
RU2518409C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2013 |
|
RU2518413C1 |
| СПОСОБ ПРОВЕДЕНИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЯ ВО ВРЕМЯ ЕГО ЭКСПЛУАТАЦИИ | 2013 |
|
RU2518407C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОСТОВЕРНОСТИ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2013 |
|
RU2542684C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ | 2003 |
|
RU2254562C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
Изобретение относится к способам испытаний и эксплуатационного ультразвукового контроля изделий. Для повышения достоверности ультразвукового неразрушающего контроля перед проведением контроля изделие нагружают нагрузкой, достаточной для раскрытия гипотетического дефекта типа трещины в месте контроля до величины, которая обеспечила бы отражение ультразвуковой волны от дефекта и сделала его выявляемым. Достигается повышение надежности и качества изделия. 3 з.п. ф-лы, 5 ил.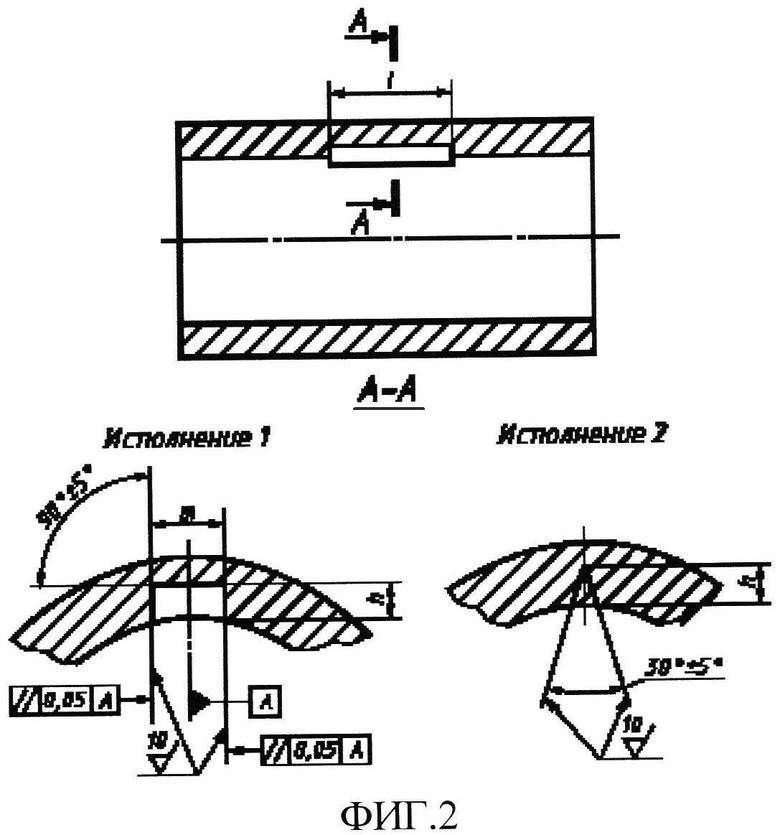
1. Способ повышения достоверности ультразвукового неразрушающего дефектоскопического контроля изделия, состоящий в том, что для изделия определяют критерии отбраковки, выбирают прибор для проведения ультразвукового контроля с частотой ультразвука f, отличающийся тем, что определяют длину волны λ конкретного метода ультразвукового контроля по формуле
λ=c/f, где c - скорость звука в материале изделия,
определяют критические и допустимые размеры дефекта в изделии;
определяют величину раскрытия δ гипотетического дефекта, превышающую значение 0,25λ;
определяют величину нагрузки р, которую необходимо приложить к изделию для увеличения раскрытия гипотетического дефекта до величины δ, обеспечивающую отражение ультразвуковой волны от дефекта;
прикладывают необходимую нагрузку к изделию и проводят при этой нагрузке ультразвуковой контроль изделия.
2. Способ по п.1, отличающийся тем, что в качестве критериев отбраковки принимают допустимые размеры несплошностей материала изделия, в частности трещин.
3. Способ по п.1, отличающийся тем, что в качестве дефекта рассматривают трещину, а за величину δ принимают величину раскрытия этой трещины.
4. Способ по п.1, отличающийся тем, что определяют величину нагрузки р, которую необходимо приложить к изделию для обеспечения раскрытия гипотетической трещины, нагружают изделие нагрузкой, превышающей р на 5%, затем нагрузку снижают до величины р, и при этой нагрузке проводят контроль.
| Способ ультразвуковой дефектоскопии изделий из крупноструктурных материалов | 1982 |
|
SU1067431A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| WO 1995012123 A1, 04.05.1995; | |||
| JP 3084454 A, 10.04.1991. | |||

