Изобретение относится к области создания средств неразрушающего контроля изделий физическими методами и может быть использовано при метрологическом обеспечении дефектоскопии посредством создания эталонных образцов, образцов для испытаний, контрольных и рабочих образцов, содержащих разнообразные по размерам и форме дефекты (несплошности, физические неоднородности).
Цель изобретения - упрощение технологии моделирования дефектов в объектах
неразрушающего дефектоскопического контроля, используемых в качестве эталонных образцов, посредством прецизионной имитации в них несплошностей и других дефектов по размерам, форме, ориентации, физическим свойствам (магнитным, электрическим, акустическим, массовым, капиллярным) и расширение области применения в ряду различных методов неразрушающего контроля.
Известные способы основаны на механических многооперационных приемах изVI
О
ел
4J
со о
готовления (образования) различных по форме и размерам полостей или твердотельных вставок, имитирующих составное изделие с дефектами, что не позволяет имитировать и нормировать дефекты сложной геометрической формы, залегающие на различной глубине моноблочного образца и под любым углом к его поверхности.
Предлагаемый способ изготовления эталонных образцов заключается в том, что образец выполняется любой формы в виде литого тела, в котором размещают тугоплавкие вставки, предварительно закрепляемые в стенках литейной формы или на поверхности основного металла (материала) сварного или паяного соединения так, чтобы тугоплавкие вставки (имитаторы дефектов) ориентировались в зоне формирования образца, которую заполняют посредством литья, сварки или пайки расплавленным материалом, менее тугоплавким, чем материал вставок, фиксируют его посредством охлаждения и удаляют вспомогательные выступы, литейную или сварочную форму.
При этом для эталонного образца, применяемого для магнитного метода дефектоскопии (порошковому, феррозондовому, магнитографическому), встав ка-имитатор дефекта подбирается заданных размеров, формы и изготавливается из неферромагнитного и более тугоплавкого материала. Например, для ферромагнитной стали Ст-3 используются танталовая, ниобиевая, вольфрамовая, кварцевая, графитовая, композитная вставки-имитаторы.
Для эталонного образца, применяемого для ультразвукового метода контроля титановых, алюминиевых, магниевых, стальных изделий вставка-имитатор изготавливается из графита, композитов.
Для эталонного образца применяемого для радиационных методов дефектоскопии титановых, алюминиевых магниевых изделий, вставка-имитатор изготавливается из бериллия, графита или композита.
При магнитопорошковом или ферро- зондовом дефектоскопическом использовании эталонногообразца неферромагнитные вставки имитируют несплошности или неферромагнитные фазовые составляющие ферромагнитной основы.
При рентгенографическом использовании эталонного образца из титанового, алюминиевого или магниевого сплава вставки-имитаторы из бериллия или графита, будучи радиационно более прозрачными, имитируют несплошности (трещины, поры, непровары. неслигины).
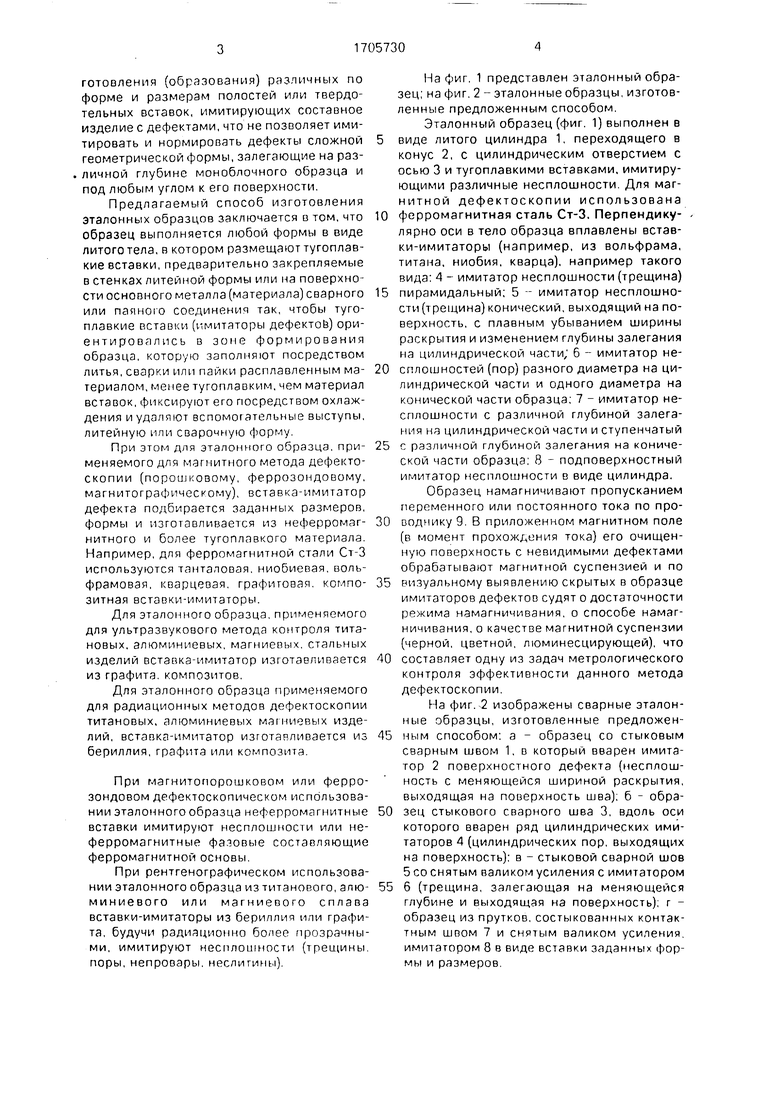
На фиг. 1 представлен эталонный образец; на фиг. 2 эталонные образцы, изготовленные предложенным способом.
Эталонный образец (фиг. 1) выполнен в
виде литого цилиндра 1, переходящего в конус 2, с цилиндрическим отверстием с осью 3 и тугоплавкими вставками, имитирующими различные несплошности. Для магнитной дефектоскопии использована
ферромагнитная сталь Ст-3. Перпендикулярно оси в тело образца вплавлены вставки-имитаторы (например, из вольфрама, титана, ниобия, кварца), например такого вида: 4 - имитатор несплошности (трещина)
пирамидальный; 5 - имитатор несплошности (трещина) конический, выходящий на поверхность, с плавным убыванием ширины раскрытия и изменением глубины залегания на цилиндрической части; 6 - имитатор несплошностей (пор) разного диаметра на цилиндрической части и одного диаметра на конической части образца; 7 - имитатор несплошности с различной глубиной залегания на цилиндрической части и ступенчатый
с различной глубиной залегания на конической части образца: 8 - подповерхностный имитатор несплошности в виде цилиндра.
Образец намагничивают пропусканием переменного или постоянного тока по проводнику 9. В приложенном магнитном поле (в момент прохождения тока) его очищенную поверхность с невидимыми дефектами обрабатывают магнитной суспензией и по
визуальному выявлению скрытых в образце имитаторов дефектов судят о достаточности режима намагничивания, о способе намагничивания, о качестве магнитной суспензии (черной, цветной, люминесцирующей), что
составляет одну из задач метрологического контроля эффективности данного метода дефектоскопии.
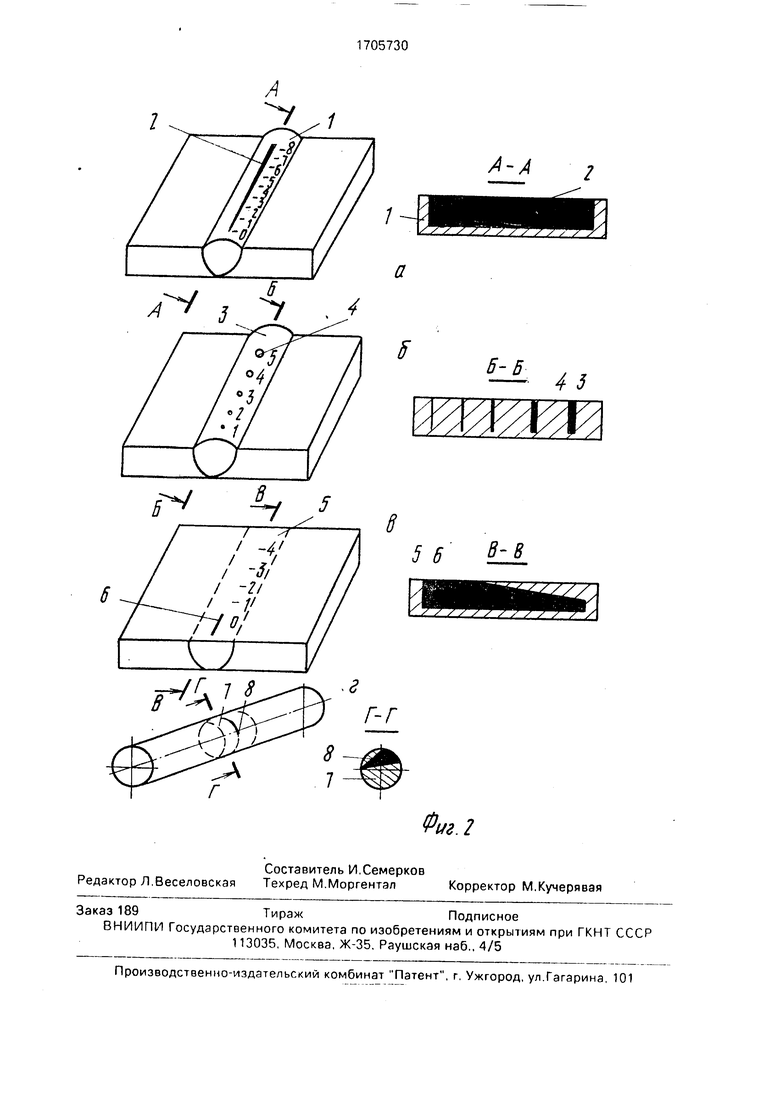
На фиг. 2 изображены сварные эталонные образцы, изготовленные предложенным способом: а - образец со стыковым сварным швом 1, в который вварен имитатор 2 поверхностного дефекта (несплошность с меняющейся шириной раскрытия, выходящая на поверхность шва); б - образец стыкового сварного шва 3, вдоль оси которого вварен ряд цилиндрических имитаторов 4 (цилиндрических пор, выходящих на поверхность): в - стыковой сварной шов 5 со снятым вал и ком усиления с имитатором
6 (трещина, залегающая на меняющейся глубине и выходящая на поверхность); г - образец из прутков, состыкованных контактным швом 7 и снятым валиком усиления, имитатором 8 в виде вставки заданных формы и размеров.
В результате осуществления предлагаемого способа изготовления эталонных образцов удается быстро воспроизводить монолитные образцы изделий сложной конфигурации, несущие в своем твердом теле имитаторы дефектов заданных формы, размеров и ориентации. Заданное соотношение физических свойств материалов имитаторов и образцов позволяет нормирование контролировать достигаемые метрологические параметры (чувствительность, выявляемость, разрешающую способность) различных физических методов и средств неразрушающего контроля применительно к контролю качества аналогичных объектов (изделий).
Формула изобретения 1. Способ изготовления эталонных образцов для дефектоскопии, включающих ос4
5
0
5
0
нову и имитатор дефектов, заключающийся в том, что имитаторы дефектов заданной формы из материала с заданными свойствами размещают в материале основы образца, отличающийся тем, что, с целью упрощения технологии изготовления и повышения точности образца, ориентирование вставок осуществляют предварительно в литейной форме или в зоне разделки под сварку или пайку, затем зону размещения вставок заполняют жидким материалом основы, менее тугоплавким, чем материал вставок, охлаждают и осуществляют зачистку поверхности.
2. Способ по п. 1,отличающийся тем, что в качестве материала для вставок используют вольфрам, тантал, ниобий, бериллий, кварц, композитные керамики или графит.л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ калибровки магнитных дефектоскопов | 1991 |
|
SU1797029A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1991 |
|
SU1817015A1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| Стандартный образец для магнитной дефектоскопии | 1991 |
|
SU1810805A1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ ВНУТРИТРУБНЫХ ИНСПЕКЦИОННЫХ ПРИБОРОВ | 2015 |
|
RU2596243C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НАСТОЙКИ ДЕФЕКТОСКОПИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2538053C2 |
Изобретение относится к неразрушающему контролю и может быть использовано для метрологического обеспечения дефектоскопии. Цель изобретения - упрощение технологии изготовления и повышения точности образца. Способ изготовления эталонных образцов для дефектоскопии, включающих, основу и имитатор дефектов, заключается в том, что имитаторы дефектов заданной формы из материала с заданными свойствами размещают в материале основы образца, а ориентирование вставок осуществляют предварительно в литейной форме или в зоне разделки под сварку или пайку, затем зону размещения вставок заполняют жидким материалом основы, менее тугоплавким, чем материал вставок, охлаждают и осуществляют маскирующую зачистку поверхности. 1 з. п. ф-лы, 2 ил.
5 Физ. 1
1
А
-у , ,
гЈ1 а
6-5
43
тлжу/
S
56 LL
г-г
| ЭТАЛОН ЧУВСТВИТЕЛЬНОСТИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ и СУСПЕНЗИЙ | 0 |
|
SU195694A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения качества магнитных порошков и эталонный образец для его осуществления | 1980 |
|
SU879435A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эталонный образец для определения качества магнитных дефектоскопических материалов | 1983 |
|
SU1087871A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения качества магнитных порошков и эталонный образец для его осуществления | 1983 |
|
SU1136070A1 |
| Резистивный материал | 1974 |
|
SU518806A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Настроечный образец с имитатором подповерхностного дефекта для магнитной дефектоскопии | 1987 |
|
SU1467488A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кулачок изменяемого профиля | 1948 |
|
SU79361A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы (Карл Дойч (ФРГ) на устройство ФлуксаТесткорпер, тип 9803 | |||
| Способ изготовления образцов для калибровки дефектоскопов | 1985 |
|
SU1288577A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
