Область техники
Настоящее изобретение относится к конструкции реторт-стакана, в которой бумажная торцевая поверхность недоступна для жидкости и т.п. и к способу ее изготовления.
В настоящей заявке испрашивается приоритет по японской патентной заявке № 2009-148498, поданной 23 июня 2009 г., содержание которой включено в настоящее описание путем отсылки.
Предшествующий уровень техники
Бумажные стаканы, которые используются после заполнения напитками, например, соком, и в которых верхнее отверстие закрыто крышечным элементом нашли широкое распространение. Такие бумажные стаканы сформированы из заготовки с соединительным участком, расположенным на трубчатом участке. Заготовки формируют пробивкой ламинированного материала, выполняемой с заданной формой. В таком ламинированном материале по обе стороны бумажной основы имеются слои термопластичного полимера, например, полиэтилена.
Дополнительно, когда стакану требуется придать газонепроницаемые свойства, например, чтобы не допустить проникновения в стакан кислорода или пара, часто использовались бумажные контейнеры, например, бумажные стаканы, сформированные из ламинированного материала с конфигурацией, содержащей слой, обладающий высокими барьерными свойствами. В качестве такого ламинированного материала используют, например, пленку полиэтилена, бумагу, пленку полиэтилена, алюминиевую фольгу, пленку полиэтилентерефталата, и пленку полиэтилена, или пленку полиэтилена, бумагу, пленку полиэтилена, пластиковую пленку со слоем оксида металла, нанесенного методом вакуумной металлизации и пленку полиэтилена на внешней стороне.
Известен способ сохранения барьерных свойств соединительного участка, например, бумажного стакана, при котором обрабатывают торцевую поверхность (защищают кромку), защищая торцевые поверхности обоих боковых торцов соединительного участка трубчатого элемента, который образует трубчатую часть бумажного стакана. Такой способ именуется подгибанием срезанного участка и показан на фиг. 2А-2С.
При этом способе используют трубчатый элемент 100, выполненный из ламинированного листа, в котором термопластичный полимер 102 нанесен на бумажную основу 101 (см. фиг. 2А). Краевой участок внешнего слоя трубчатого элемента 100 подрезают (срезают) приблизительно на половину толщины трубчатого элемента 100 фрезерованием или с использованием чашечного ножа (см. фиг. 2В). Далее оставшуюся после подрезания (срезания) половину кромки трубчатого элемента 100 подгибают так, чтобы срезанная поверхность оказалась внутри (загнута), и торец бумажной поверхности был защищен слоем термопластичного полимера (см. фиг. 2С).
Как указано выше, для выполнения процесса подрезания и подгибания торцовой поверхности бумаги необходимо использовать специальное оборудование, которое применяется до того как заранее изготовленный трубчатый элемент (заготовка) будет сформирован в бумажный стакан. Кроме того, при обрезании утоньшенной торцевой поверхности по прямой, выполнять формирование стакана одновременно с утоньшением и подгибанием кромок на формирующей машине затруднительно. Поэтому процесс утоньшения и подгибания трудоемок. Кроме того, трудно полностью убрать все обрезки, возникающие при подрезании (срезании) бумажной основы 101.
Поскольку в процессе подрезания и подгибания трудно управлять глубиной срезания, возникают случаи, когда после формирования возникают разрывы подрезанных участков. В результате возникает проблема, заключающаяся в нестабильности бокового уплотнения. Кроме того, при использования клея для фиксации подогнутого участка после подрезания, трудно управлять количеством, положением и т.п. клея.
Был предложен способ изготовления стаканоподобных бумажных контейнеров, обладающих прекрасными барьерными свойствами и не требующий процесса подрезания и подгибания, при котором используют заготовки, в которых торцевые поверхности бумажной основы покрыты пленкой (см. патентные документы 1-5).
В стаканоподобном бумажном контейнере, обладающем барьерными свойствами, защищающими торцовые поверхности такой бумажной основы слой термопластичного полимера готовят так, чтобы он проходил от бумажной основы, поверх всей внутренней концевой кромки скрепленного наложенного участка трубчатого элемента. Поэтому пленка термопластичного полимера, отходящая от бумажной основы, во время формирования стакана будет формироваться неравномерно. Поэтому первоначальная цель, заключающаяся в закрывании торцовых поверхностей бумажной основы, не вполне достигается. Кроме того, возникает проблема проявления дефекта, ухудшающего внешний вид стаканоподобного бумажного контейнера.
Кроме того, был предложен способ пробивки ламинированного листа на бумажной основе, при котором по меньшей мере на внутреннюю поверхность наносят слой термопластичного полимера заданной формы, и после этого плотно накладывают участок полимера, отходящий наружу от одной боковой кромки заготовки так, что этот участок полимера оказывается внутри другой кромки, тем самым образуя скрепленный наложенный участок трубчатого элемента (см. патентный документ 2). Такой участок полимера закрыт заготовкой вдоль торцевых поверхностей основания.
Кроме того, на открывающейся части стаканоподобного контейнера сформирован фланцевый участок, выполненный путем загибания верхней кромки трубчатого элемента за один виток или более.
Благодаря выполнению фланцевого участка на участке отверстия стаканоподобного контейнера, можно предотвратить деформацию контейнера, даже если к нему приложена внешняя сила. Поэтому имеется возможность создать бумажный контейнер, пригодный для использования в качестве горлышка контейнера для напитков.
Кроме того, поскольку уплотнение можно создавать наложением крышечного элемента на верхнюю поверхность фланцевого участка, такой стаканоподобный контейнер пригоден для использования в качестве стаканоподобного бумажного контейнера для применений, которые требуют уплотнения.
Дополнительно, для облегчения уплотнения с помощью крышечного элемента, фланцевый участок, изготовленный путем загибания верхней кромки трубчатого элемента, прессуют в направлении вверх-вниз и приводят в плоское состояние.
Вместо обычного нагрева и прессования для придания фланцу плоской формы можно использовать ультразвуковое средство.
Когда верхняя кромка трубчатого элемента загнута для образования фланцевого участка, на фланце возникает ступенчатый участок, образованный толщиной бумажной основы. Поэтому, когда крышечный элемент накладывают на верхнюю поверхность фланцевого участка, нагревают и уплотняют, такой ступенчатый участок мешает выполнить надежное уплотнение. В частности, влияние толщины основы особенно велико, когда фланцевый участок находится в плоском состоянии.
Кроме того, для заполнения ступенчатого участка верхней поверхности фланцевого участка для надежного осуществления уплотнения, необходимо создать заполняющий элемент, выполненный отдельно из полимера и т.п., чтобы устранить ступенчатый участок и выполнить уплотнение на ступенчатом участке.
Когда крышечный элемент накладывают на верхнюю поверхность фланцевого участка и уплотняют, в уплотненном участке крышечного элемента может возникнуть зазор из-за разницы в уровне фланцевого участка, если верхняя кромка загнута, когда фланцевый участок на верхней кромке скрепленного наложенного участка трубчатого элемента наложен на бумажную основу скрепленного наложенного участка трубчатого элемента. Дополнительно, возникают проблемы с внешним видом стаканоподобного контейнера, поскольку на нем видны дефекты.
Для решения этой проблемы в стаканоподобном контейнере, в котором трубчатый элемент интегрирован с донным элементом, расположенным под трубчатым элементом, в приведенном ниже патентном документе 5 была предложена конструкция, в которой боковая кромка, расположенная внутри наложенного участка заготовки, имеет участок из полимера, отходящий от боковой кромки основания, и имеется вырезанный участок, расположенный в верхней части боковой кромки, на котором полимер отсутствует. Такая заготовка состоит, например, из ламинированного листа на бумажной основе, который имеет слой термопластичного полимера, нанесенный по меньшей мере на ее внутреннюю поверхность. Такой трубчатый элемент формируют с скрепленным наложенным участком, полученным путем наложения одной боковой кромки заготовки на другую боковую кромку, а фланцевый участок формируют загибанием верхней кромки за один или более виток.
В этом способе, за счет создания вырезанного участка на верхней части боковой кромки трубчатого элемента, трубчатый элемент не загибается при наложении фланцевого участка на верхней части трубчатого участка. Поэтому формируется фланцевый участок с небольшой разницей в уровне, и зазор на уплотненном участке при установке элемента крышки может быть небольшим.
Однако количество полимера, необходимого для соединения крышечного элемента может быть недостаточным, если просто создать вырез в верхней части боковой кромки трубчатого элемента, на котором нет участка полимера. Кроме того, не решается проблема неидеального уплотнения при использовании полимера торцовой поверхности в верхней части фланцевого участка наложенного участка трубчатого элемента.
Кроме того, был предложен бумажный контейнер, в котором ламинированному листу на бумажной основе со слоем термопластичного полимера, нанесенным на внутреннюю поверхность, пробивкой придавали заданную форму, и затем, загибаемый участок полимера заготовки плотно накладывали на основу так, чтобы участок полимера оказался внутри другой кромки, тем самым формируя скрепленный наложенный участок трубчатого элемента (см. патентный документ 3). Такой загибаемый участок полимера сформирован как участок, отходящий наружу от одной боковой кромки и загнут назад на поверхность другой стороны.
Такой бумажный контейнер защищен, поскольку поверхность внутренней стороны скрепленного наложенного участка трубчатого элемента покрыта слоем термопластичного полимера. Дополнительно, в случае стаканоподобного контейнера верхняя кромка трубчатого элемента загнута для формирования фланцевого участка. Следовательно, на фланце возникает ступенчатый участок, создаваемой толщиной бумажной основы. Поэтому, когда крышечный элемент накладывают на верхнюю поверхность фланцевого участка, и нагревают и уплотняют, уплотнение нарушается из-за ступенчатого участка. В патентном документе 3 предлагается решение этой проблемы.
Однако проблема барьерный свойств нижней кромки трубчатого элемента остается нерешенной в смысле защиты торцовой поверхности бумажной основы. То есть, в то время как торцовая поверхность периферийной кромки донного элемента стакана зажата в складке нижней части трубчатого элемента, нижний конец трубчатого элемента зафиксирован в загнутом состоянии внутри контейнера, и торцовая поверхность открыта в атмосферу. Поэтому такой стакан пропускает воду через торцовую поверхность бумаги.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1 - непрошедшая экспертизу заявка на патент Японии, первая публикация № S51-122566.
Патентный документ 2 - непрошедшая экспертизу заявка на патент Японии, первая публикация № 2005-272010.
Патентный документ 3 - непрошедшая экспертизу заявка на патент Японии, первая публикация № 2008-222245.
Патентный документ 4 - непрошедшая экспертизу заявка на патент Японии, первая публикация № S58-43264.
Патентный документ 5 - непрошедшая экспертизу заявка на патент Японии, первая публикация № 2008-222246.
Раскрытие изобретения
Проблемы, решаемые изобретением
При формировании контейнера, обладающего высокими барьерными свойствами, если полимерная пленка, содержащая слой термопластичного полимера, расположена так, что выступающая боковая кромка, расположенная снаружи от наложенного участка, возникает проблема.
То есть, в вышеуказанных документах уровня техники в стаканоподобном контейнере ламинированному листу придают заранее определенную форму, и загибаемый полимерный участок заготовки накладывают в плотном контакте на основу так, чтобы он оказался внутри другой кромки, тем самым формируя бумажный контейнер, имеющий скрепленный наложенный участок трубчатого элемента. Такой ламинированный лист на бумажной основе имеет слой термопластичного полимера, который проходит снаружи, когда она боковая кромка загнута на сторону внешней поверхности. В этих известных решениях возникают проблемы, заключающиеся в том, что из-за морщин и т.п. на расположенном снаружи наложенном участке торцовой поверхности основы, в скрепленном участке возникает не только дефект внешнего вида, но и появляется возможность проникновения влаги снаружи.
Настоящее изобретение было создано с учетом этой проблемы и направлено на создание стакана, который не препятствует закрытию торцовых поверхностей бумаги и имеет аккуратный внешний вид и обладает барьерными свойствами.
Дополнительно, настоящее изобретение направлено на создание бумажных контейнеров, например, стаканов, обладающих высокой стойкостью к воде и высокими характеристиками уплотнения.
Дополнительно, настоящее изобретение направлено на создание способа изготовления бумажного контейнера и стакана из рулона бумажной основы.
Дополнительно, настоящее изобретение направлено на создание стакана, в котором крышечный элемент легко уплотняется, и обладающего хорошими характеристиками уплотнения, а также стакана, в котором трубчатый элемент на участке отверстия загнут для формирования фланцевого участка, и стакана с плоским фланцем.
Средства решения проблемы
Стакан по одному аспекту настоящего изобретения содержит трубчатый участок, выполненный из заготовки трубчатого участка, имеющей бумажный слой и слои термопластичного полимера, расположенные по обе стороны бумажного слоя, и донный участок, который закрывает одно из отверстий трубчатого участка. Донный участок имеет загнутый вниз периферийный краевой участок. Трубчатый элемент имеет скрепленный наложенный участок, на котором обе кромки заготовки трубчатого участка наложены одна на другую и сварены, нижний загнутый участок, сформированный на нижнем конце трубчатого участка путем загибания концов заготовки трубчатого участка внутрь. Нижний конец трубчатого участка, верхний загнутый участок и участок периферийной кромки донного участка плотно сварены друг с другом, при этом участок периферийной кромки донного участка вставлен в нижний загнутый участок трубчатого участка.
Согласно этому аспекту краевые участки выполнены так, что на обеих кромках трубчатого участка могут быть нанесены слои термопластичного полимера, проходящие на заданную ширину.
Согласно этому аспекту выступающий участок концевой кромки, расположенный внутри трубчатого элемента на скрепленном наложенном участке трубчатого элемента может быть загнут наружу относительно трубчатого элемента и расположен между концевыми кромками.
Согласно вышеописанному аспекту выступающий участок концевой кромки, расположенный снаружи трубчатого участка в скрепленном наложенном участке трубчатого элемента может быть загнут внутрь трубчатого участка и расположен между концевыми кромками.
Согласно вышеописанному аспекту выступающий участок концевой кромки может проходить по всей длине концевой кромки.
Согласно вышеописанному аспекту выступающий участок концевой кромки, расположенный снаружи наложенного участка, может находиться в плотном контакте заготовкой трубчатого участка, расположенной внутри наложенного участка.
Согласно вышеописанному аспекту слой термопластичного полимера может включать слой, имеющий свойства газового барьера.
Согласно вышеописанному аспекту трубчатый участок может содержать фланцевый участок с плоской верхней поверхностью.
Согласно вышеописанному участку бумажный слой на угле, где сформирован фланцевый участок, может иметь вырез так, чтобы заготовка трубчатого участка была вырезана.
Согласно вышеописанному аспекту угол бумажного слоя заготовки трубчатого участка, который уплотнен донным участком, вырезан.
Согласно вышеописанному аспекту трубчатый участок может иметь слой термопластичного полимера, нанесенный так, чтобы отходить от вырезанного участка.
Согласно вышеописанному аспекту конец периферийного краевого участка может быть отнесен от верхнего сложенного участка и от нижнего сложенного участка.
Способ изготовления стакана по другому аспекту настоящего изобретения содержит этапы, на которых пробивают ламинированный лист с бумажной основой для формирования заготовки заданной формы, формируют полимерные участки, отходящие наружу от концевых кромок заготовки, загибают полимерные участки, и формируют трубчатый элемент, плотно накладывая концевые кромки для формирования скрепленного наложенного участка трубчатого элемента.
Согласно вышеописанному аспекту на этапе загибания полимерного участка один из полимерных участков может быть загнут, а на этапе формирования трубчатого элемента концевые кромки могут быть плотно наложены друг на друга для формирования скрепленного наложенного участка так, что загнутые полимерные участки становятся внутренней частью другого полимерного участка.
Эффекты изобретения
В стакане по одному аспекту настоящего изобретения обнаженные участки концевых кромок заготовки трубчатого элемента сбоку от донного участка уплотнены для защиты торцовых поверхностей.
Поскольку бумажные торцовые поверхности заготовки трубчатого участка на стороне донного участка, имеют покрытие, жидкость в стакане не может просочиться в торцевые поверхности бумаги и размочить бумагу. В результате, прочность бумажного слоя не снижается. Дополнительно, поскольку предотвращается просачивание не только изнутри, но и снаружи, можно создать водостойкий стакан, выдерживающий кипячение, стерилизацию в автоклаве или погружение и охлаждение в воде.
Дополнительно, в реторт-стакане по одному аспекту настоящего изобретения отходящие участки кромки выполнены так, что слои термопластичного полимера, ламинированные на лист основы проходят с заданной шириной вдоль кромок и нанесены на обе обращенные друг к другу кромки заготовки трубчатого элемента, что позволяет заваривать торцы основы. Дополнительно, такое заваривание можно надежно осуществлять, подводя и плотно прижимая другой конец, который наложен на скрепленный участок трубчатого элемента, и прилагая к нему теплоту и давление. Кроме того, можно предотвратить отслаивание слоев и ухудшение внешнего вида, возникающие когда выступающие участки концевых кромок скрепленного наложенного участка трубчатого элемента изолированы от заготовки.
Дополнительно, в реторт-стакане согласно этому аспекту изобретения выступающий участок внутренней кромки в скрепленной наложенном участке трубчатого элемента загнут внутрь этого стакана и скреплен давлением в состоянии, когда он расположен между внешней кромкой, в результате чего внутренняя кромка покрыта выступающим участком концевой кромки. В результате более надежно предотвращается проникновение воды.
Кроме того, конец внутреннего выступающего участка кромки заварен между внешним основанием и внутренним основанием, поэтому можно предотвратить обнажение этого конца. В частности, например, когда слой термопластичного полимера на внутренней поверхности основания имеет слоистую структуру, содержащую газовый барьер, выполненный из металла, неорганического вещества и т.п., не стойкого к воде или газу, можно защитить слой полимера.
Дополнительно, в реторт-стакане согласно этому аспекту изобретения внешний участок выступающей концевой кромки в скрепленном наложенном участке заготовки трубчатого элемента загнут внутрь стакана и соединен прессованием в состоянии, когда он расположен у внутренней кромки, благодаря чему кромка за пределами соединяющей поверхности оснований трубчатого участка закрыта выступающей частью концевой кромки. В результате надежно предотвращается проникновение воды.
Кроме того, торец выступающего участка внешней кромки вварен между внешним основанием и внутренним основанием так, что предотвращает обнажение этого торца. В частности, например, когда слои полимера на обеих поверхностях основания имеют слоистую структуру, содержащую газовый барьер, выполненный из металла, неорганического вещества и т.п., не стойкого к воде или газу, можно защитить полимерные слои.
Кроме того, отходящий участок внутренней концевой кромки загнут наружу стакана и соединен прессованием в состоянии, когда он расположен на внешней концевой кромке, благодаря чему более надежно повышаются барьерные свойства в соединительной поверхности оснований трубчатого элемента.
Дополнительно, по настоящему изобретению, можно существенно улучшить уплотняющие характеристики скрепленного наложенного участка трубчатого элемента путем создания выступающего участка кромки на всей длине кромки.
При использовании способа подрезания и подгибания возникают проблемы с качеством, например, бумажная стружка после подрезания бумаги, выступание клея и разрывы подрезанных участков. В реторт-стакане по этому аспекту изобретения эти проблемы решены за счет того, что кромки защищены путем нанесения пленки.
Дополнительно, даже для донного участка реторт-стакана предотвращается обнажение концевых поверхностей трубчатого элемента в нижней части за счет увеличения величины загибания донного участка трубчатого элемента, зажима и савривания концов между трубчатым элементом и донным элементом. Следовательно, все кромки реторт-стакана защищены и стакан можно применять в тех областях (в автоклавах, для туалетных принадлежностей, приправ, и пр.), где раньше это было невозможно.
Кроме того, в реторт-стакане по настоящему изобретению слой, который уплотняет поверхность бумажной основы, сформирован на слое термопластичного полимера без сгибания бумажной основы и т.п., благодаря чему выполняется обработка торцовой поверхности (защита кромки). Поэтому можно получить реторт-стакан с очень высокими барьерными свойствами в отношении кислорода, пара и т.п., при этом в нем не возникает мелких отверстий, трещин и т.п.
Дополнительно, в реторт-стакане по настоящему изобретению можно устранить такие проблемы, как ухудшение внешнего вида, вызванное ступенчатым участком, возникающим на скрепленном наложенном участке трубчатого элемента в состоянии, когда торцевая поверхность внешней поверхности наложена на скрепленный участок, и проникновение влаги снаружи по морщинам и т.п. во время наложения.
Дополнительно, в реторт-стакане по настоящему изобретению, полимерный участок, который проходит от концевой кромки, расположенной снаружи наложенного участка заготовки, имеет загнутый полимерный участок, который загнут к внешней поверхности или к внутренней поверхности основания, поэтому сваривание концов основания облегчается. Кроме того, количество полимера на скрепленном наложенном участке трубчатого элемента можно сократить. Дополнительно, когда слой термопластичного полимера содержит слой газового барьера, можно получить бумажный контейнер, в котором торцовые поверхности слоя газового барьера не обнажены.
Дополнительно, в реторт-стакане по настоящему изобретению полимерный участок, который проходит от концевой кромки, расположенной снаружи наложенного участка заготовки, плотно контактирует с заготовкой внутри наложенного участка, поэтому можно облегчить сварку концов основания. В результате можно получить бумажный контейнер, в котором можно сократить количество полимера на скрепленном наложенном участке трубчатого элемента.
Дополнительно, в реторт-стакане по настоящему изобретению можно получить бумажный контейнер, обладающий хорошей способностью сохранения содержимого, используя конструкцию, в которой слой термопластичного полимера на внутренней поверхности имеет слой газового барьера.
Дополнительно, в реторт-стакане по настоящему изобретению стакан изготавливают из заготовки трубчатого элемента, в которой на вырезанном участке имеется слой термопластичного полимера, при этом бумажный слой на верхнем угле заготовки трубчатого элемента, выполненной из ламинирующего материала, состоит по меньшей мере из бумажного слоя и слоя термопластичного полимера и имеет вырез. Поэтому разница уровней, создаваемая наложением бумажных слоев на соединительном участке обоих концов трубчатого элемента, может быть устранена при формировании фланцевого участка, расположенного над соединительным участком. Одновременно, верхняя часть фланцевого участка может быть плоской, благодаря заполняющему эффекту термопластичного полимера для предотвращения появления зазора во время приваривания крышечного элемента.
Дополнительно, в реторт-стакане по настоящему изобретению слой термопластичного полимера расположен так, чтобы проходить от концевой кромки бумажного слоя трубчатого элемента и отходящий участок этого слоя загнут назад и приварен так, чтобы закрывать концевую кромку бумажного слоя. Поэтому, формирования трубчатого элемента выполняют с использованием заготовки, в которой торцовая поверхность закрыта слоем термопластичной смолы. Поэтому, проникновение содержимого или влаги с концевой кромки бумажного слоя трубчатого участка можно предотвратить.
Таким образом, в реторт-стакане, в котором трубчатый элемент согнут в области отверстия для получения фланцевого участка, в частности, в реторт-стакане, в котором сформирован плоский фланцевый участок, можно одновременно реализовать эффекты защиты концевой кромки бумажного слоя и улучшение плотного контакта верхней части фланцевого участка с крышечным элементом. В результате можно создать реторт-стакан, в котором облегчается приваривание элемента крышки и который обладает хорошими характеристиками уплотнения.
Дополнительно, в реторт-стакане по настоящему изобретению слой термопластичного полимера, который образует заготовку трубчатого полимера, содержит слой газового барьера, благодаря чему внутренняя поверхность трубчатого элемента защищена, и свойства газового барьера сохраняются. Таким образом, можно создать реторт-стакан, обладающий хорошими свойствами сохранения содержимого.
Дополнительно, поскольку слой термопластичного полимера расположен так, чтобы отходить от концевой кромки бумажного слоя трубчатого элемента, и отходящий участок этого слоя загнут назад и приварен так, чтобы покрывать концевую кромку бумажного слоя, количество полимера в скрепленном наложенном участке трубчатого элемента можно сократить, и затруднить появление разницы в уровнях в скрепленном наложенном участке трубчатого элемента. Кроме того, если слой термопластичного полимера содержит газовый барьер, можно создать реторт-стакан, в котором торцовые поверхности газового барьера не обнажены внутрь.
Дополнительно, в реторт-стакане по настоящему изобретению, сформирован отходящий участок слоя термопластичного полимера на заготовке трубчатого элемента. Поэтому дополнительные процессы, такие как крепление ленты или хомута не требуются, и нет необходимости использовать особые материалы. Поэтому можно просто и легко получить реторт-стакан, с хорошими свойствами сохранения содержимого.
Дополнительно, в реторт-стакане по настоящему изобретению можно легко получить плоскую верхнюю поверхность фланцевого участка. То есть, верхняя поверхность загнутого фланцевого участка может быть плоской без разницы в уровнях, и на такую поверхность без какого-либо зазора можно наложить крышечный элемент, что повышает надежность уплотнения.
Дополнительно, согласно способу изготовления реторт-стакана согласно другому аспекту настоящего изобретения непосредственно из рулона бумажной основы можно изготавливать стакан, в котором торцовые поверхности бумаги закрыты и который имеет аккуратный внешний вид и обладает барьерными свойствами.
Кроме того, на машине, формирующей реторт-стакан можно установить устройство, загибающее торцовые поверхности, чтобы загибать концевые кромки. Поэтому стакан можно производить более эффективно с малыми потерями между соответствующими процессами.
Дополнительно, поскольку торцовая поверхность боковой концевой кромки подвергается защитной обработке в состоянии полосы, ширина формующей машины, которая формирует стакан или бумажный контейнер, увеличивается. Поэтому, можно производить реторт-стаканы на быстродействующей машине ротационного типа, листового типа и т.п. Дополнительно, поскольку ненужные части полосы исходного материала отрезаются, можно легко использовать известные машины для формирования стаканов.
Кроме того, слой, уплотняющий торцовую поверхность в слое термопластичного полимера без загибания бумаги, формируется путем обработки торцовой поверхности (путем защиты кромки). Поэтому можно получить реторт-стакан, в котором улучшены свойства барьера для кислорода, пара и т.п. без образования мелких отверстий, трещин и т.п.
Краткое описание чертежей
Фиг. 1 - схематический вид, иллюстрирующий процесс изготовления реторт-стакана по настоящему изобретению.
Фиг. 2А - частичное сечение, иллюстрирующее способ защиты кромки процессом подрезания и подгибания.
Фиг. 2В - частичное сечение, иллюстрирующее способ.
Фиг. 2С - частичное сечение, иллюстрирующее способ.
Фиг. 3А - частичное сечение, иллюстрирующее скрученное состояние нижнего конца трубчатого элемента в скрепленном наложенном участке дна в реторт-стакане по настоящему изобретению.
Фиг. 3В - частичное сечение, иллюстрирующее состояние, когда наложенный донный участок, показанный на фиг. 3, подвергнут прессованию и термосклеиванию.
Фиг. 4А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 4В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 4С - частичное сечение, иллюстрирующее скрепленный участок для трубчатого элемента после сборки реторт-стакана по настоящему изобретению.
Фиг. 5А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 5В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 5С - частичное сечение, иллюстрирующее скрепленный участок для трубчатого элемента после сборки реторт-стакана по настоящему изобретению.
Фиг. 6А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 6В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 6С - частичное сечение, иллюстрирующее скрепленный участок для трубчатого элемента после сборки реторт-стакана по настоящему изобретению.
Фиг. 7А - вид сверху, иллюстрирующий первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг 7В - сечение по линии А-А' на фиг. 7А, иллюстрирующее первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для создания реторт-стакана по настоящему изобретению.
Фиг. 8А - вид сверху, иллюстрирующий процесс нанесение термопластичного полимера на заготовку трубчатого элемента, используемую для изготовления реторт-стакана по настоящему изобретению.
Фиг 8В - сечение по линии А-А' на фиг. 8А, иллюстрирующее процесс нанесения термопластичного полимера на заготовку трубчатого элемента, используемую для создания реторт-стакана по настоящему изобретению.
Фиг. 9А - вид сверху, иллюстрирующий процесс пробивки заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению, имеющего заданную форму, и спрессовывания выступающего наружу полимерного участка.
Фиг. 9В - сечение по линии А-А' на фиг. 9А, иллюстрирующее процесс пробивки заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению, имеющего заданную форму, и спрессовывания выступающего наружу полимерного участка.
Фиг. 10 - схематический вид, иллюстрирующий процесс изготовления реторт-стакана по второму варианту настоящего изобретению.
Фиг. 11А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 11В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 11С - частичное сечение, иллюстрирующее скрепленный участок для трубчатого элемента после сборки реторт-стакана по настоящему изобретению.
Фиг. 12А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 12В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, наложенного на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 12С - частичное сечение, иллюстрирующее скрепленный участок для трубчатого элемента после сборки реторт-стакана по настоящему изобретению.
Фиг. 13А - вид сверху, иллюстрирующий первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг 13В - сечение по линии А-А' на фиг. 13А, иллюстрирующее первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для создания стаканоподобного контейнера по настоящему изобретению.
Фиг. 14А - вид сверху, иллюстрирующий процесс нанесения термопластичного полимера на заготовку трубчатого элемента, используемую для изготовления стаканоподобного контейнера по настоящему изобретению.
Фиг 14В - сечение по линии А-А' на фиг. 8А, иллюстрирующее процесс нанесения термопластичного полимера на заготовку трубчатого элемента, используемую для создания реторт-стакана по настоящему изобретению.
Фиг. 15А - вид сверху, иллюстрирующий второй процесс пробивки заготовки трубчатого элемента, используемой для изготовления стаканоподобного контейнера по настоящему изобретению.
Фиг. 15В - сечение по линии А-А' на фиг. 15А, иллюстрирующее второй процесс пробивки заготовки трубчатого элемента, используемой для изготовления стаканоподобного контейнера по настоящему изобретению.
Фиг. 16 - вид в перспективе, иллюстрирующий пример механизма временного соединения, который загибает и временно соединяет полимерный участок с поверхностью внешней стороны бумажной основы.
Фиг. 17А - частичное сечение, иллюстрирующее процесс загибания и временного соединения полимерного участка с поверхностью внешней стороны бумажной основы.
Фиг. 17В - частичное сечение, иллюстрирующее процесс загибания и временного соединения полимерного участка с поверхностью внешней стороны бумажной основы.
Фиг. 17С - частичное сечение, иллюстрирующее процесс загибания и временного соединения полимерного участка с поверхностью внешней стороны бумажной основы.
Фиг. 17D - частичное сечение, иллюстрирующее процесс загибания и временного соединения полимерного участка с поверхностью внешней стороны бумажной основы.
Фиг. 18А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного участка, заходящего на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 18В - частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного участка, заходящего на трубчатый элемент реторт-стакана по настоящему изобретению.
Фиг. 18С - частичное сечение, иллюстрирующее скрепленный участок после крепления к реторт-стакану по настоящему изобретению.
Фиг. 19 - схематический вид, иллюстрирующий процесс изготовления реторт-стакана по третьему варианту настоящего изобретения.
Фиг. 20А - вид сверху, иллюстрирующий первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 20В - сечение по линии Х-Х' на фиг. 20А, иллюстрирующий первый процесс пробивки для создания длинного окна заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 21А - вид сверху, иллюстрирующий процесс крепления термопластичного полимера к заготовке трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 21В - сечение по линии Х-Х' на фиг. 21А, иллюстрирующее процесс крепления термопластичного полимера к заготовке трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 22А - вид сверху, иллюстрирующий второй процесс пробивки заготовки трубчатого элемента, имеющей полимерный участок, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 22В - сечение по линии X-X' на фиг. 22А, иллюстрирующее второй процесс пробивки заготовки трубчатого элемента, имеющей полимерный участок, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 23А - вид сверху, иллюстрирующий процесс загибания и временного соединения полимерного участка, используемого для изготовления реторт-стакана по настоящему изобретению, с поверхностью внешней стороны бумажного слоя.
Фиг. 23В - сечение по линии X-X' на фиг. 23А, иллюстрирующее процесс загибания и временного соединения полимерного участка, используемого для изготовления реторт-стакана по настоящему изобретению, с поверхностью внешней стороны бумажного слоя.
Фиг. 24А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 24В - частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 24С - частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента, после скрепления реторт-стакана по настоящему изобретению.
Фиг. 25А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 25В - частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 25С - частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента, после скрепления реторт-стакана по настоящему изобретению.
Фиг. 64А - частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 64В - частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению.
Фиг. 64С - частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента, после скрепления реторт-стакана по настоящему изобретению.
Фиг. 27А - вид сверху, иллюстрирующий форму отходящего полимерного слоя заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 27В - вид сверху, иллюстрирующий форму отходящего полимерного слоя заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 27С - вид сверху, иллюстрирующий форму отходящего полимерного слоя заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Фиг. 28 - вид сверху, иллюстрирующий форму заготовки трубчатого элемента, используемой для изготовления реторт-стакана по настоящему изобретению.
Описание вариантов осуществления изобретения
Реторт-стакан по настоящему изобретению имеет конструкцию, в которой может быть осуществлена защита кромки как на внешней, так и на внутренней поверхности путем закрывания торцовых поверхностей бумажной основы на внутренней стороне и на внешней стороне обеих боковых концевых кромок трубчатого элемента пленкой и загибания нижней части трубчатого элемента.
Способы защиты кромок соединительного участка трубчатого элемента включают способ загибания назад пленки, и простой способ, не требующий загибания пленки. К торцевым поверхностям бумажной основы обоих боковых концевых кромок и поверхности внешней стороны, и поверхности внутренней стороны при необходимости можно применять оба способа. Способ загибания пленки подходит для случая, когда имеется слой, в котором возникают проблемы, когда металлический слой и т.п., открыт для полимерного слоя, поскольку в этом случае содержимое не контактирует с торцовыми поверхностями пленки. Дополнительно, способ, при котором пленка не загибается, также может защитить кромки бумажной основы просто за счет удаления ненужных частей трубчатого элемента.
При защите кромок донного участка трубчатого элемента в реторт-стакане по одному аспекту настоящего изобретения, защиту можно выполнить, не обнажая торцовую поверхность бумажной основы, путем приваривания донного участка после загибания донного участка внутрь, после того, как нагретый донный участок загнется так, чтобы формовочная машина могла повернуть торцовые поверхности внутрь. Обработка материала может осуществляться так же, как и в этом процессе.
(1) Первый вариант осуществления
Далее со ссылками на чертежи следует описание реторт-стакана по первому варианту осуществления настоящего изобретения.
Реторт-стакан по настоящему изобретению изготовлен из листа бумажной основы, на внешнюю и внутреннюю поверхности которого нанесены слои термопластичного полимера.
На фиг. 1 приведен схематический вид примера процесса изготовления реторт-стакана по настоящему изобретению.
Как показано на фиг. 1, трубчатому элементу 18 придают цилиндрическую форму, которая имеет скрепленный наложенный участок 15 трубчатого элемента. Скрепленный наложенный участок 15 трубчатого элемента формируют так, чтобы одна кромка 11 заготовки 10 трубчатого элемента была наложена на другую кромку 12. На верхних частях обеих боковых кромок заготовки 10 трубчатого элемента соответственно выполнены вырезанные участки 31 и 32. Дополнительно, донный элемент 20 имеет круглую форму и участок 21 периферийной кромки, отходящий вниз. Внешняя поверхность участка 21 периферийной кромки донного элемента 20 соединена с нижней частью внутренней поверхности трубчатого элемента 18.
Далее, нижнюю кромку трубчатого элемента 18 загибают вниз, чтобы закрыть участок 21 периферийной кромки и соединяют с участком 21 периферийной кромки донного элемента 20, в результате чего формируют кольцевую опору 22. Фланцевый участок 16 формируют загибанием верхней периферийной кромки трубчатого элемента 18 наружу на один виток или более. Таким образом, формируют реторт-стакан. Такая конструкция не ограничена коническим реторт-стаканом, но может иметь форму цилиндрического стаканоподобного контейнера.
В основном, реторт-стакан по настоящему изобретению имеет фланцевый участок 16. Используется заготовка 10 трубчатого элемента, в которой соответственно выполнены вырезанные участки 31 и 32, соответственно, в на верхних участок обеих боковых кромок. Поэтому, когда верхняя периферийная кромка трубчатого элемента 18 загибается наружу на один виток или более для формирования фланцевого участка 16, имеющего по меньшей мере трехслойную конфигурацию, то даже на верхнем конце скрепленного участка 15 трубчатого элемента 18 бумажная основа (бумажный слой) 1 переходит в согнутое состояние в такую же трехслойную конфигурацию, что и участки, не относящиеся к скрепленному участку 15.
В этом случае, благодаря формированию вырезов 31 и 32 разной формы, разница уровней верхней поверхности фланцевого участка 16 в месте скрепленного участка 15 может быть устранена, даже если верхняя поверхность фланцевого участка 16 по меньшей мере трехслойной конфигурации имеет плоскую форму.
На фиг. 3А приведено частичное сечение, иллюстрирующее загнутое состояние нижнего конца трубчатого элемента, в котором находится скрепленный наложенный донный участок реторт-стакана по настоящему изобретению. На фиг. 3В приведено частичное сечение, иллюстрирующее скрученное состояние, когда скрепленный донный участок реторт-стакана по настоящему изобретению подвергся термосклеиванию под давлением.
Как показано на фиг. 3А, участок 21 периферийной кромки донного элемента 20 вставлен в нижнюю внутреннюю поверхность трубчатого элемента 18, выполненного из заготовки 10. Участок 21 периферийной кромки донного элемента 20 сформирован путем загибания вниз участка периферийной кромки заготовки, образующей донный участок. Далее, нижний конец 23 трубчатого элемента 18 сгибают внутрь, а его верхнюю часть загибают внутрь. Таким способом формируют верхний согнутый участок 24 и нижний согнутый участок 25. В результате нижний участок реторт-стакана по настоящему изобретению приводят в состояние, в котором нижний конец 23 трубчатого элемента расположен между верхним согнутым участком 24 и загнутым вниз участком донного элемента 20. То есть, участок 21 периферийной кромки донного элемента 20 вставлен в нижний согнутый участок 25.
Кроме того, приводя нижний конец 23 и загнутый верхний участок 24 трубчатого элемента 18 в плотный контакт с периферийной кромкой 21 донного элемента 20, и соединяя термосклеиванием нижний конец и верхний загнутый участок трубчатого элемента с внутренней поверхностью периферийной кромки 21 донного элемента 20 (см. фиг. 3), формируют кольцевую опору 22.
В результате нижний конец 23 трубчатого элемента 18 оказывается уплотнен внутренней поверхностью участка 21 периферийной кромки донного элемента 20, и трубчатым элементом, рядом с верхним загнутым участком 24 трубчатого элемента 18. В результате, в этом положении предотвращается проникновение влаги и т.п.
Дополнительно, торец 21а участка 21 периферийной кромки может быть отнесен от верхнего загнутого участка 24 и нижнего загнутого участка 25, соответственно.
На фиг. 4А приведено частичное сечение, иллюстрирующее заготовку, которая становится внутренней частью скрепленного наложенного участка реторт-стакана по настоящему изобретению. На фиг. 4В приведено частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного наложенного участка реторт-стакана по настоящему изобретению. На фиг. 4С показано частичное сечение, иллюстрирующее скрепленный участок после соединения реторт-стакана по настоящему изобретению.
Как показано на фиг. 4А-4С, заготовка 10 трубчатого элемента имеет конфигурацию, содержащую участок, отходящий от кромки 4а (выступающий участок кромки), который сформирован как слой 40 термопластичного полимера на стороне внутренней поверхности листа основы и слой 41 термопластичного полимера на стороне внешней поверхности листа основы, и который отходит наружу от боковой кромки бумажной основы 1, в торце 11 бумажной основы, расположенном внутри контейнера в скрепленном наложенном участке 15 трубчатого элемента.
Дополнительно, заготовка 10 трубчатого элемента имеет конфигурацию, содержащую участок 4с, отходящий от кромки (выступающий от кромки) который сформирован как слой 40 термопластичного полимера на стороне внутренней поверхности листа основы, и слой 41 термопластичного полимера на стороне внешней поверхности листа основы, и который отходит наружу от боковой кромки бумажной основы 1, торце 12 бумажной основы, расположенном снаружи контейнера в скрепленном наложенном участке 15 трубчатого элемента.
Используя конструкцию, в которой отходящий от кромки участок 4а отходит наружу от боковой кромки бумажной основы 1, количество полимера на скрепленном наложенном участке 15 трубчатого элемента можно гарантировать. В результате, характеристики уплотнения внутренней поверхности скрепленного участка остаются высокими, а барьерные свойства торцевых поверхностей бумажной основы улучшаются.
Дополнительно, используя конструкцию, в которой отходящий от кромки участок 4с проходит наружу от боковой кромки бумажной основы 1, можно гарантировать количество полимера на скрепленном наложенном участке 15. В результате характеристики уплотнения внешней поверхности скрепленного участка остаются высокими, а барьерные свойства торцевых поверхностей бумажной основы улучшаются.
Благодаря тому, что реторт-стакан по настоящему изобретению имеет такую конструкцию, торцовая поверхность бумажной основы, расположенная внутри скрепленного наложенного участка 15 трубчатого элемента защищена отходящим от кромки участком 4а, который подвергается термосклеиванию под давлением. Дополнительно, торцовая поверхность бумажной основы, расположенная снаружи скрепленного наложенного участка 15 трубчатого элемента защищена отходящим от кромки участком 4с, который подвергается термосклеиванию под давлением. Поэтому не только содержимое, залитое в контейнер не может проникнуть бумажную основу через ее торцовые поверхности, но и достигается эффект защиты кромок, препятствующий проникновению воды снаружи контейнера во время стерилизации или подобной обработки.
Благодаря наличию слоев 40 и 41 термопластичного полимера, на обеих поверхностях бумажной основы 1 сформированы отходящие от кромки участки 4а и 4с, которые отходят наружу от торцевых поверхностей основы, при этом слои 40 и 41 термопластичного полимера на обеих поверхностях интегрированы друг с другом на внешних кромках.
Используя конструкцию, в которой отходящие от кромок участки 4а и 4с отходят наружу от кромок бумажной основы 1 и соединены термосклеиванием под давлением, перепад уровней на скрепленном наложенном участке 15 трубчатого элемента заполняется отходящими от кромок участками 4а и 4с. В результате можно получить конструкцию не только не имеющую перепада уровней, но и конструкцию, в которой бумажная основа 1 не обнажена наружу и внутрь бумажного контейнера.
В частности, отходящий от кромки участок 4а сформирован на торце бумажной основы 1, соединенной с внутренней стороной скрепленного наложенного участка 15 трубчатого элемента слоями 40 и 41 термопластичного полимера, расположенными на обеих поверхностях. Полимерный участок, образующий отходящий от кромки участок 4а сформирован простым термосклеиванием под давлением. Затем полимерный участок, состоящий из отходящего наружу участка 4а, вводят в плотный контакт и скрепляют с полимерным участком, состоящим из отходящего от кромки полимерного участка 4с, сформированного на торце бумажной основы 1, и со слоем 41 термопластичного полимера на внешней поверхности рядом с торцом бумажной основы 1. Поэтому можно обеспечить требуемую защиту торца и гарантировать постоянное количество полимера на соединенном участке. Кроме того, поскольку внешняя и внутренняя поверхности бумажной основы 1 наложены друг на друга, можно гарантировать прочность скрепленного наложенного участка 15 трубчатого элемента.
В бумажном контейнере по настоящему изобретению слой 40 термопластичного полимера может иметь барьерный слой. Благодаря конструкции, содержащий такой барьерный слой, этим барьерным слоем можно защитить торцовые поверхности бумажной основы 1. Следовательно, можно создать реторт-стакан, обладающий хорошими барьерными свойствами.
На фиг. 5А показано частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 5В показано частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 5С показано частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента реторт-стакана по настоящему изобретению.
На фиг. 6А показано частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 6В показано частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 6С показано частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента реторт-стакана по настоящему изобретению.
В примере, показанном на фиг. 5А-5С, заготовка 10 трубчатого элемента имеет конфигурацию, в которой одна кромка 11, расположенная на стороне внутренней поверхности контейнера на скрепленном наложенном участке 15, содержит подогнутый полимерный участок 4b. Подогнутый полимерный участок 4b расположен рядом с бумажной основой и образован путем сгибания полимерного участка 4а на внешней стороне бумажной основы 1. Полимерный участок 4а сформирован как слой 40 термопластичного полимера на стороне внутренней поверхности бумажной основы, а слой 41 термопластичного полимера на внешней поверхности бумажной основы отходит наружу от боковой кромки бумажной основы 1.
Дополнительно, в примере, показанном на фиг. 6А-6С, другая внешняя кромка 12, расположенная на внешней поверхности контейнера в скрепленном наложенном участке 15 трубчатого элемента, содержит загнутый полимерный участок 4d. Загнутый полимерный участок 4d расположен рядом с бумажной основой 1 и сформирован путем загибания полимерного участка 4с к стороне внутренней поверхности бумажной основы 1. Полимерный участок 4с сформирован как слой 40 термопластичного полимера на стороне внутренней поверхности бумажной основы, а слой 41 термопластичного полимера на стороне внешней поверхности бумажной основы проходит наружу от боковых кромок бумажной основы 1.
Когда полимерный участок 4b принимает конфигурацию, при которой полимерный участок 4а загнут назад к стороне внешней поверхности бумажной основы 1, можно гарантировать количество полимера в скрепленном наложенном участке 15 трубчатого элемента, и характеристики уплотнения внутренней поверхности скрепленного участка существенно улучшаются.
Дополнительно, когда полимерный участок 4d принимает конфигурацию, при которой полимерный участок 4а загнут назад к стороне внутренней поверхности бумажной основы 1, можно гарантировать количество полимера в скрепленном наложенном участке 15 трубчатого элемента, и характеристики уплотнения внутренней поверхности скрепленного участка существенно улучшаются. Хотя между концом этого полимерного участка 4а и концом полимерного участка 4с на фиг. 6А-6С показан зазор 42, эти концы могут быть наложены друг на друга.
В другом варианте полимерный участок 4d может иметь конфигурацию, при которой полимерный участок 4с загнут назад к стороне внешней поверхности бумажной основы 1.
Так как реторт-стакан по настоящему изобретению имеет такую конструкцию, торцовая поверхность бумажной основы, расположенная внутри скрепленного наложенного участка 15 трубчатого элемента, защищена загнутым полимерным участком 4b или полимерным участком 4а, которые при необходимости подвергают термосклеиванию под давлением. Дополнительно, торцовая поверхность бумажной основы, расположенная вне скрепленного наложенного участка 15 трубчатого элемента, защищена загнутым назад полимерным участком 4d или полимерным участком 4с, приваренным термосклеиванием под давлением. В результате не только содержимое контейнера не проникает в торцевые поверхности бумажной основы, но и жесткость бумажной основы не ослабевает, даже если жидкости, например, вода, прилипнут к ней снаружи. В результате можно получить эффект защиты кромок и высокой водостойкости.
Реторт-стакан по этому варианту настоящего изобретения имеет структуру, которая позволяет получить эффект защиты кромок за счет обработки торцовой поверхности бумажной основы, из которой изготовлен реторт-стакан. Поэтому такой реторт стакан по настоящему изобретению обладает прекрасной водостойкостью, так как его торцовые поверхности защищены во всех точках.
Далее следует описание способа изготовления реторт-стакана по настоящему изобретению, в частности, способа изготовления заготовки трубчатого элемента.
Сначала на рулоне бумажной основы 1 размечают рядом друг с другом и печатают множество имеющих форму сектора заготовок 10 трубчатого элемента. Дополнительно, на обоих кромках 11, 12 заготовки 10 трубчатого элемента пробивают наружные участки в форме длинных окон 13 и 14, включающие эти кромки (см. фиг. 7А и 7В).
Ламинированный лист формируют путем нанесения слоев 40 и 41 термопластичного полимера, например, полиэтилена, на внутреннюю поверхность и на внешнюю поверхность бумажной основы 1, в которой в заготовке 10 трубчатого элемента пробиты длинные окна 13 и 14. Эти слои наносят процессом экструзии расплава полимера. В это время, на участках длинных окон в бумажной основе 1 двумя слоями термопластичного полимера формируют полимерные участки 4а и 4с (см. фиг. 8А и 8В).
Альтернативно, ламинированный лист формируют путем нанесения слоя 40 термопластичного полимера, имеющего барьерный слой, обращенный к внутренней поверхности бумажной основы 1, в которой выполнены длинные окна 13 и 14, печатают заготовку трубчатого элемента и наносят слой 41 термопластичного полимера, не содержащий барьерного слоя, обращенного к внешней поверхности бумажной основы. В это время на участках длинных окон бумажной основы 1 из двух слоев термопластичного полимера формируют полимерные участки 4а и 4с, которые становятся участками, отходящими от кромки (см. фиг. 8А и 8В).
Альтернативно, ламинированный лист формируют путем нанесения слоя 40 термопластичного полимера на внутреннюю поверхность бумажной основы 1, в которой выполнены длинные окна 13 и 14, печатают заготовку 10 трубчатого элемента и наносят слой 41 термопластичного полимера, обладающего высокой термостойкостью и износостойкостью, например, полиэтилентерефталата или нейлона, на внешнюю поверхность бумажной основы. Таким способом можно избежать появления дефектов, таких как мелкие отверстия, которые могут возникать при формировании стакана.
В качестве вышеуказанного барьера можно использовать материалы, имеющие хорошие свойства газового барьера, такие как алюминиевая фольга, металлизированная в вакууме алюминием пластиковая пленка, пластиковая пленка с нанесенным в вакууме неорганическим соединением, пленка из сополимера этиленпропилвинилового спирта, пленка полиэтилентерефталата, и полиамидная пленка.
С ламинированного листа непрерывно срезают части, которые не являются необходимыми для заготовки 10 трубчатого элемента, в которой участки длинных окон содержат полимерные участки 4а и 4с. Полимерные участки 4а и 4с становятся участками, отходящими от кромки, которые расположены так, чтобы отходить наружу от бумажной основы 1.
Множество имеющих форму сектора заготовок 10 трубчатого элемента, изготовленных из ламинированного листа, с которого удалены ненужные части, пробивают и формируют заготовки 10 трубчатого элемента, в которых на всей длине соединительного участка сформированы отходящие от кромок участки 4а и 4с.
Таким соответствующим процессом (см. фиг. 8А и 8В) можно изготовить заготовку 10 трубчатого элемента, в которой отходящие от кромки участки 4а и 4с отходят от бумажной основы 1 на заданное расстояние.
Далее следует описание способа формирования реторт-стакана с использованием заготовки 10 трубчатого элемента, изготовленной вышеописанным способом (см. фиг. 1, 3А и 3В).
Внутреннюю кромку 11 основы, на которой на торцевой поверхности заготовки 10 трубчатого элемента имеется отходящий от кромки участок 4а, помещают внутри, и внутреннюю кромку 11 основы и внешнюю кромку 12 основы, на которой имеется другой отходящий от кромку участок 4с, накладывают друг на друга и соединяют друг с другом так, чтобы они были наложены друг на друга на заданной ширине. Таким образом формируют цилиндрический трубчатый элемент (трубчатый участок) 18, имеющий скрепленный наложенный участок 15 трубчатого элемента.
Участок 21 периферийной кромки донного элемента (донного участка) 20 вставляют в нижнюю внутреннюю поверхность трубчатого элемента 18, изготовленного из заготовки 10. Участок 21 периферийной кромки формируют изготовлен загибанием вниз участка периферийной кромки заготовки донного участка. Далее, нижний конец 23 трубчатого элемента 18 загибают внутрь, и его верхний участок загибают внутрь. Таким образом, нижний конец 18 трубчатого элемента помещают между верхним загнутым участком 24 и загнутым вниз участком донного элемента 20 (фиг. 3А). В этом состоянии формируют кольцевую опору 22, сжимая нижний конец 23 и верхний загнутый участок 24 трубчатого элемента с загнутым вниз участком (не показан) донного элемента, и соединяя нижний конец и верхний загнутый участок трубчатого элемента с внутренней поверхностью участка 21 периферийной кромки донного элемента 20 термосклеиванием (фиг. 3В).
В результате получают структуру донного участка реторт-стакана, которая эффективно препятствует проникновению влаги от нижней кромки трубчатого элемента 18.
Наконец, в реторт-стакане по настоящему изобретению завивают верхнюю периферийную кромку трубчатого элемента 18 наружу на один виток или более для формирования фланцевого участка 16.
Фланцевый участок 16 не ограничивается конфигурацией, в которой периферийная кромка завита наружу на один виток или более, как описано выше. Верхнюю поверхность фланцевого участка 16 можно сделать плоской прессованием сверху и снизу и соединением прессованием.
В описанном случае, для изготовления трубчатого элемента 18 используют заготовку 10, в которой соответственно имеются вырезанные участки 31 и 32, имеющиеся в верхней части обеих боковых кромок. Поэтому когда верхняя периферийная кромка трубчатого элемента 18 загнута наружу на один виток или более, чтобы сформировать фланцевый участок 16, даже на скрепленном участке 15 бумажная основа скручивается с таким же нахлестом, что и участки, не относящиеся к скрепленному участку. В результате, можно устранить разницу в уровнях на фланцевом участке 16.
Реторт-стакан по настоящему изобретению можно декорировать известными способами. Например, реторт-стакан можно изготавливать, используя заготовку трубчатого элемента, на бумажную основу которой нанесен декоративный слой, полученный глубокой печатью или офсетной печатью. Альтернативно, можно изготовить реторт-стакан, используя ламинированный материал, в котором пластиковая пленка со слоем орнамента и/или металлизированным слоем нанесена на поверхность бумажной основы.
Альтернативно, пленка, создающая слой орнамента может быть нанесена на поверхность трубчатого элемента уже сформированного реторт-стакана способом печати или вакуумной металлизации.
(2) Второй вариант
Далее со ссылками на чертежи следует описание стаканоподобного контейнера по второму варианту настоящего изобретения.
Бумажный контейнер по настоящему изобретению содержит, например, ламинированный лист на бумажной основе, на верхнюю и нижнюю поверхность которой нанесены слои термопластичного полимера.
На фиг. 10 схематически показан процесс изготовления стаканоподобного контейнера по настоящему изобретению.
Как показано на фиг. 10, трубчатому элементу 218 придают цилиндрическую форму, на которой имеется скрепленный наложенный участок 215 трубчатого элемента. Скрепленный наложенный участок 215 трубчатого элемента сформирован так, что одна кромка 211 заготовки 210 трубчатого элемента наложена на другую кромку 212. В верхней части обеих боковых кромок заготовки 210 трубчатого элемента выполнены вырезанные участки 231 и 232. Дополнительно, донный элемент 220 имеет круглую форму и содержит участок 221 периферийной кромки, проходящий вниз. Внешняя поверхность участка 221 периферийной кромки донного элемента 220 соединена с нижней частью внутренней поверхности трубчатого элемента 218.
Кроме того, нижняя кромка трубчатого элемента 218 загнута вниз так, чтобы закрывать участок 221 периферийной кромки и соединена с внутренней поверхностью участка 221 периферийной кромки донного элемента 220 так, чтобы образовать кольцевую опору 222. Фланцевый участок 216 сформирован завиванием верхней периферийной кромки трубчатого элемента 218 наружу на один виток или более. Таким способом формируют стаканоподобный бумажный контейнер.
Дополнительно, такая конструкция не ограничена коническим стаканоподобным контейнером, и может быть цилиндрическим стаканоподобным контейнером. Кроме того, базовая конструкция следующего соединительного участка остается той же самой даже в бумажном контейнере, который требует защиты кромок соединительного участка бумажной основы от проникновения влаги из содержимого контейнера или из внешней среды.
На фиг. 11А показано частичное сечение, иллюстрирующее заготовку, становящуюся внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему варианту. На фиг. 11В приведено частичное сечение, иллюстрирующее заготовку, которая становится внешней частью скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 11С показано частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого участка после скрепления реторт-стакана по настоящему изобретению.
На фиг. 12А показано частичное сечение, иллюстрирующее заготовку, которая становится внутренней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 12В показано частичное сечение, иллюстрирующее заготовку, которая становится внешней стороной скрепленного наложенного участка трубчатого элемента реторт-стакана по настоящему изобретению. На фиг. 12С показано частичное сечение, иллюстрирующее скрепленный наложенный участок трубчатого элемента реторт-стакана по настоящему изобретению.
Как показано на фиг. 11А-11С, заготовка 210 трубчатого элемента имеет конфигурацию, содержащую полимерный участок (отходящий от кромки участок) 204а, который сформирован как слой 240 термопластичного полимера на стороне внутренней поверхности бумажной основы и слой 241 термопластичного полимера на стороне внешней поверхности бумажной основы, и отходит от боковой кромки бумажной основы 201, на внутренней кромке 211, расположенной на стороне внутренней поверхности контейнера в скрепленном наложенном участке 215 трубчатого элемента, и загнутый полимерный участок 204b, расположенный рядом с бумажной основой 201 и сформированный как слои термопластичного полимера, загнутые к стороне внешней поверхности бумажной основы 201.
Дополнительно, заготовка трубчатого элемента имеет конфигурацию, содержащую полимерный участок (отходящий от кромки участок) 204с, который сформирован как слой 240 термопластичного полимера на стороне внутренней поверхности бумажной основы, и слой 241 термопластичного полимера на стороне внешней поверхности бумажной основы, отходящий наружу от боковой кромки полимерной основы 201 на внутренней кромке 211, расположенной на стороне внутренней поверхности контейнера на скрепленном наложенном участке 215 трубчатого элемента, и загнутый полимерный участок 204b, расположенный рядом с бумажной основой 201 и сформированный как слой термопластичного полимера, загнутый назад к стороне внешней поверхности бумажной основы 201.
Поскольку полимерный участок 204b имеет конфигурацию, в которой полимерный участок 204а загнут назад к стороне внешней поверхности бумажной основы 201, можно гарантировать некоторое количество полимера в скрепленном наложенном участке 215 трубчатого элемента. В результате улучшаются характеристики уплотнения внутренней поверхности скрепленного участка.
Дополнительно, поскольку полимерный участок 204d имеет конфигурацию, в которой полимерный участок 204с загнут назад к стороне внутренней поверхности бумажной основы 201, можно гарантировать некоторое количество полимера в скрепленном наложенном участке 215 трубчатого элемента. В результате улучшаются характеристики уплотнения внешней поверхности скрепленного участка. Хотя между концом этого полимерного участка 204а и концом полимерного участка 204с на фиг. 11А-11С показан зазор, эти концы могут быть наложены друг на друга.
Альтернативно, полимерный участок 204d может иметь конфигурацию, в которой полимерный участок 204с загнут назад к стороне внешней поверхности бумажной основы 201.
Кроме того, в зависимости степени необходимости защиты кромок снаружи скрепленного наложенного участка 15 трубчатого элемента, как показано на фиг. 12А-12С, слой 240 термопластичного полимера на стороне внутренней поверхности бумажной основы и слой 241 термопластичного полимера на стороне внешней поверхности бумажной основы, на другой кромке 212 бумажной основы, расположенной на стороне внешней поверхности контейнера в скрепленном наложенном участке 215 трубчатого элемента, также могут иметь конфигурацию, в которой полимерный участок 204с, отходящий наружу от боковой кромки бумажной основы 201, приведен в плотный контакт и соединен термосклеиванием под давлением со слоем 241 термопластичного полимера на стороне внешней поверхности бумажной основы 201 на стороне внутренней поверхности контейнера.
Поскольку стаканоподобный контейнер по настоящему изобретению имеет такую конструкцию, торцовая поверхность бумажной основы 201, расположенная внутри скрепленного наложенного участка 215 трубчатого элемента, защищена загнутым назад полимерным участком 204b. Дополнительно, торцовая поверхность бумажной основы 201, расположенная снаружи скрепленного наложенного участка 215 трубчатого элемента, защищена загнутым назад полимерным участком 204d, или полимерным участком 204с, приваренным при необходимости с помощью термосклеивания под давлением. Поэтому, не только содержимое контейнера не проникает в торцовые поверхности бумажной основы, но и достигается эффект защиты кромок от проникновения извне контейнера.
За счет наличия слоев 240, 241 термопластичного полимера на обеих поверхностях бумажной основы, сформированы полимерные участки 204а и 204с, которые отходят наружу к торцовым поверхностям, и слои 240, 241 термопластичного полимера интегрированы на внешних кромках. Полимерные участки 204а, 204с могут иметь конфигурацию, в которой вместо слоев 240, 241 термопластичного полимера на обеих поверхностях бумажной основы 201, на торцах основы имеются отдельные элементы (например, ленты), интегрированные как описано выше.
Дополнительно, полимерные участки 204а и 204с могут иметь конфигурацию, в которой одной стороной является слой термопластичного полимера, обращенный к бумажной основе 201, а другой стороной - лента, которые интегрированы на внешних кромках, как описано выше.
Полимерный участок 204а может иметь конфигурацию, в которой назад загнут полимерный участок 204b, загнутый к стороне внешней поверхности бумажной основы 201, вместо конфигурации, в которой полимерный участок отходит от кромки бумажной основы 201 наружу, как описано выше. Полимерный участок 204с может иметь конфигурацию, в которой полимерный участок отходит от кромки бумажной основы и соединен термосклеиванием под давлением или имеет загнутый полимерный участок 204d, загнутый назад к стороне внешней поверхности или внутренней поверхности бумажной основы.
Таким образом, за счет конфигурации, в которой скрепленный полимерный участок 215 трубчатого элемента 218 имеет загнутый назад полимерный участок 204b, который загнут назад к стороне внутренней поверхности бумажной основы 201, разница в уровнях скрепленного наложенного участка 215 трубчатого элемента заполняется загнутым назад полимерным участком 204b. В результате, можно не только получить конфигурацию без разницы в уровнях, но и конфигурацию, в которой торцовые поверхности бумажной основы не обнажены внутрь бумажного контейнера.
Дополнительно, разница уровней на скрепленном наложенном участке 215 трубчатого элемента заполнена отходящим наружу полимерным участком 204d в конфигурации, в которой полимерный участок 204с отходит наружу от кромки бумажной основы 201 и соединен термосклеиванием под давлением. В результате можно не только получить конфигурацию без разницы уровней, но и конфигурацию, в которой бумажная основа 201 не обнажена наружу относительно бумажного контейнера.
Дополнительно, разница уровней скрепленного наложенного участка 215 трубчатого элемента заполнена загнутым назад полимерным участком 204d, в конфигурации, в которой полимерный участок 204с имеет загнутый назад полимерный участок 204d, который загнут назад к стороне внешней поверхности бумажной основы 201 от кромки бумажной основы 201. В результате можно получить не только конфигурацию без разницы уровней, но и конфигурацию, в которой торцевые поверхности бумажной основы 201 не обнажены наружу относительно бумажного контейнера.
В основном стаканоподобный бумажный контейнер по настоящему изобретению имеет фланцевый участок 216. Используется заготовка 210 трубчатого элемента, в которой в верхней части обеих боковых кромок имеются вырезанные участки 231 и 232. В результате, когда верхнюю периферийную кромку трубчатого элемента завивают наружу на один виток или более для формирования фланцевого участка 216 по меньшей мере трехслойной конфигурации, даже на верхнем конце скрепленного участка 215 трубчатого элемента 218 бумажная основа приводится в свернутое состояние такой же трехслойной конфигурации, что и участки, не являющиеся скрепленным участком.
В этом случае, за счет формирования вырезанных участков 231 и 232 разных форм, разницу в уровне верхней поверхности фланцевого участка 216, возникающую в положении скрепленного участка 215, можно устранить, даже если верхняя поверхность фланцевого участка 216, имеющая по меньшей мере трехслойную конфигурацию, выполнена плоской.
В бумажном контейнере по настоящему изобретению слой 240 термопластичной смолы может содержать барьерный слой. Благодаря конструкции, содержащей барьерный слой 202а, торцовые поверхности бумажной основы 201 защищены барьерным слоем. Поэтому можно получить стаканоподобный бумажный контейнер с хорошими барьерными свойствами.
Дополнительно, как показано на фиг. 18А-18С, торцовые поверхности барьерного слоя 202а не обнажены внутрь контейнера, поскольку полимерный участок 204а, содержащий барьерный слой, имеет загнутый назад участок 204b. Следовательно, поскольку содержимое не контактирует с барьерным слоем, сохранность содержимого не ухудшается.
Загнутые полимерные участки 204b и 204d имеют конфигурацию, при которой концы этих полимерных участков загнуты назад к стороне внешней поверхности бумажной основы 201 внутри скрепленного участка 215, или к стороне внешней или внутренней поверхности бумажной основы 201 вне скрепленного участка 215. Поэтому, даже в конфигурации, в которой слой 240 термопластичного полимера содержит барьерный слой 202а, выполненный из другого материала, можно гарантировать постоянное количество полимера для скрепления в скрепленном участке 215 формируемого трубчатого участка. В результате, помимо защиты торцовых поверхностей бумажной основы 201, можно устранить разницу уровней бумажной основы 201 в скрепленном участке 215 трубчатого элемента.
Дополнительно, используется конфигурация, в которой слой 241 термопластичного полимера, например, полиэтилена, находится на внешней поверхности бумажной основы 201, а слой 240 термопластичного полимера находится на внутренней поверхности бумажной основы 201. Поэтому, поскольку внутренние поверхности концов слоев 240 и 241 термопластичного полимера на обеих поверхностях интегрированы друг с другом, полимерные участки 204а и 204с, которые уплотняют торцовые поверхности бумажной основы 201, можно сформировать простым термосклеиванием под давлением.
В частности, полимерный участок 204с сформирован на торце бумажной основы, соединенной с внешней частью скрепленного наложенного участка 215 трубчатого элемента слоями 240, 241 термопластичного полимера на обеих поверхностях. Если нет необходимости предотвращать проникновения влаги и т.п. снаружи контейнера, этот полимерный участок 204с вводят в плотный контакт и соединяют с полимерным участком 204b или слоем 241 термопластичного полимера, сформированным на торце внутренней части бумажной основы 201, после того, как он будет сформирован простым термосклеиванием под давлением. В результате, можно получить необходимую защиту торца, в соединенном участке можно обрабатывать постоянное количество полимера, и при формировании трубчатого участка разницу уровней на скрепленном наложенном участке 215 трубчатого элемента можно устранить.
В конфигурации, в которой полимерный участок внутреннего торца бумажной основы загнут назад, торцовые поверхности барьерного слоя 202а обнажены внутрь контейнера. Благодаря такой конфигурации содержимое не контактирует с барьерным слоем, даже в конфигурации, в которой слой 240 термопластичного полимера содержит барьерный слой 202а из другого материала. Поэтому сохранность содержимого не ухудшается. Поскольку жесткость бумажной основы не снижается, даже если снаружи прилипнет жидкость, например, вода, можно получить стаканоподобный контейнер обладающий высокой стойкостью к воде.
Дополнительно, такая структура не ограничена только коническим стаканоподобным бумажным контейнером и может принимать форму цилиндрического стаканоподобного бумажного контейнера. Дополнительно, такую структуру можно использовать для бумажного контейнера, требующего защиты кромок на скрепленном участке.
Далее следует описание способа изготовления заготовки трубчатого элемента в способе изготовления бумажного контейнера по настоящему изобретению.
Сначала, на рулоне бумажной основы 201 размечают рядом друг с другом и печатают множество имеющих форму сектора заготовок 210 трубчатого элемента. На обоих концах 211 и 212 заготовки 210 трубчатого элемента выполняют наружные участки в форме длинных окон 213 и 214 (см. фиг. 13А и 13В) (первый процесс пробивки).
Ламинированный лист 203 формируют путем нанесения слоев 240, 241 термопластичного полимера, например, полиэтилена, на внутреннюю и внешнюю поверхности бумажной основы 201, в которой выполнены длинные окна 213 и 214,способом экструзии расплавленного полимера. В это время на длинных окнах бумажной основы 201 из двух слоев термопластичного полимера формируются полимерные участки 204а и 204с (см. фиг. 14А и 14В) (процесс нанесения термопластичного полимера).
Альтернативно, ламинированный лист 203 формируют путем нанесения слоя 240 термопластичного полимера с барьерным слоем 202а на внутреннюю поверхность бумажной основы 201, в которой выполнены длинные окна 213 и 214, путем пробивки заготовки 210 трубчатого участка, и наносят слой 241 термопластичного полимера, который не имеет барьерного слоя, на внешнюю поверхность бумажной основы. В это время на длинных окнах бумажной основы 201 из двух слоев термопластичного полимера формируются полимерные участки 204а и 204с (см. фиг. 14А и 14В) (процесс нанесения термопластичного полимера).
В качестве барьерного слоя 202а можно использовать материалы, обладающие хорошими свойствами газового барьера, такие как алюминиевая фольга, металлизированная в вакууме алюминием пластиковая пленка, пластиковая пленка с нанесенным в вакууме неорганическим соединением, пленка из сополимера этиленпропилвинилового спирта, пленка полиэтилентерефталата, и полиамидная пленка.
Участки, которые не нужны для заготовки 210 трубчатого участка, в которой имеются длинные окна с полимерными участками 204а и 204с, выступающие наружу от бумажной основы 201, постоянно срезаются с ламинированного листа 203 (см. фиг. 15А и 15В) (процесс срезания отходов). Заготовку 210 трубчатого элемента формируют так, полимерные участки 204а и 204с, находящиеся на длинных окнах, отходили наружу от бумажной основы 201.
Затем, из ламинированного листа 203, с которого срезаны ненужные участки, по одной пробивают множество имеющих форму сектора заготовок 210 трубчатого участка, в которых сформированы полимерные участки 204а и 204с (см. фиг. 15А и 15В) (второй процесс пробивки).
Таким способом можно получить заготовку 210 трубчатого участка с полимерными участками 204а и 204с, отходящими от бумажной основы 201 на заданное расстояние, сформированными на обоих торцах заготовки.
Далее со ссылками на фиг. 16, 17А-17D следует описание приведения полимерного участка 204а заготовки 210 трубчатого элемента в плотный контакт с торцовыми поверхностями бумажной основы и формирования загнутого полимерного участка 204b.
На фиг. 16А приведен вид в перспективе, иллюстрирующий пример механизма для временного соединения, который загибает и временно соединяет полимерный участок согласно варианту настоящего изобретения со стороной внешней поверхности бумажной основы.
На фиг. 17А-17D приведены частичные сечения, иллюстрирующие процесс сгибания и временного соединения полимерного участка согласно варианту настоящего изобретения со стороной внешней поверхности бумажной основы.
Способ приведения полимерного участка 204с в плотный контакт с торцовыми поверхностями бумажной основы и формирования загнутого полимерного участка 204d аналогичен. Способ, которым полимерный участок 204с соединяется давлением на участке, отходящим наружу на заданное расстояние от торца бумажной основы, проще, чем способ формирования загнутого полимерного участка 204d. Поэтому описание этого способа опускается.
Полимерный участок 204а выталкивают, сгибают и временно загибают под углом приблизительно 90о к той стороне, которая станет стороной внешней поверхности бумажной основы 201, когда будет сформирован реторт-стакан, с помощью перемещения первого элемента D201 вертикально сверху вниз (фиг. 17А и 17В). Полимерный слой 204а отходит на заданное расстояние от стороны бумажного основания 201, которая станет внутренней стороной скрепленного участка 215 заготовки 210 трубчатого элемента. Первый элемент D201 содержит прижимной выступ D211, который выполнен в форме гребенки.
Далее, второй элемент D202 движется горизонтально внутрь снаружи заготовки 210 трубчатого элемента к зазору 212 между прижимным выступом D211 и прижимным выступом D211 первого элемента D201. Затем полимерный слой 204а вталкивается и загибается на 90о и, тем самым, временно загибается так, что полимерный слой 204а, включающий полимерный участок 204b, накрывает поверхность бумажной основы 201 заготовки 210, проходя в противоположном направлении (см. фиг. 17С). Второй элемент D202 содержит прижимной выступ D221, имеющий форму гребенки.
Наконец, загнутый полимерный участок 204b временно соединяют со стороной внешней поверхности бумажной основы 201 заготовки 210 трубчатого элемента, выталкивая и прижимая третий элемент D203 вертикально вверх (фиг. 17D). Третий элемент D203 расположен под первым элементом D201 и содержит вертикальный выступ D231, имеющий форму гребенки.
При необходимости, также можно сформировать загнутый участок 204d на той стороне бумажной основы 201, которая станет внешней стороной скрепленного участка 215.
Дополнительно, если прижимной выступ D231 третьего элемента D203 нагреть до нужной температуры, соединительные свойства полимерного участка улучшаются, что позволяет повысить эффективность операции.
Дополнительно, когда загнутый участок не нужен, это устройство можно использовать для уплотнения торцовых поверхностей бумажной основы простым прессованием.
Далее следует описание примера способа формирования стаканоподобного контейнера из заготовки 210, изготовленной таким способом (см. фиг. 10).
Боковую кромку 211 заготовки 210 трубчатого элемента, на торцовой поверхности которой имеется загнутый полимерный участок 204b, поворачивают на сторону внутренней поверхности и эту боковую кромку накладывают на боковую кромку 212, на которой имеется другой загнутый полимерный участок 204d, формируя тем самым трубчатый элемент 218, имеющий скрепленный наложенный участок 215.
Внешнюю поверхность участка 221 периферийной кромки донного элемента 220 соединяют с нижней частью внутренней поверхности трубчатого элемента 218. Кроме того, нижнюю кромку трубчатого элемента 218 загибают вниз так, чтобы закрывать участок 221 периферийной кромки, и соединяют с внутренней поверхностью участка 221 периферийной кромки донного элемента, в результате чего формируется кольцевая опора 222.
Наконец, формируют фланцевый участок 216, завивая верхнюю периферийную кромку трубчатого элемента 218 наружу на один виток или более. Таким образом формируют стаканоподобный бумажный контейнер по настоящему изобретению.
Фланцевый участок 216 может иметь конфигурацию, в которой фланцевый участок 216 не завит на один или более виток, как описано выше, а спрессован сверху и снизу, и его верхняя поверхность является плоской.
Поскольку для изготовления трубчатого элемента 218 использована заготовка 210 в которой в верхней части обеих кромках имеются вырезы 231 и 232, соответственно, когда верхнюю периферийную кромку трубчатого элемента 218 завивают наружу на один виток или более для формирования фланцевого участка 216, даже на скрепленном участке 215 бумажная основа 201 завивается с таким же нахлестом, что и участки, не относящиеся к скрепленному участку 215. Поэтому, разницу уровня на фланцевом участке 216 можно устранить.
Бумажный контейнер по варианту настоящего изобретения можно декорировать известным способом. Например, можно изготовить бумажный контейнер, используя в качестве заготовки 210 трубчатого элемента бумажную основу 201, в которой имеется декоративный слой, полученный глубокой или офсетной печатью. Альтернативно, реторт-стакан можно изготовить, используя ламинированный материал, в котором на поверхность бумажной основы нанесена пластиковая пленка, имеющая декоративный слой, и/или слой, нанесенный металлизацией в вакууме, и т.п.
Альтернативно, на поверхность трубчатого участка сформированного бумажного контейнера печатью или вакуумной металлизацией можно нанести пластиковую пленку, образующую декоративный слой.
(3) Третий вариант
Далее со ссылками на чертежи следует описание реторт-стакана по третьему варианту настоящего изобретения.
Реторт-стакан по этому варианту настоящего изобретения изготовлен, например, из ламинированного листа 403 на бумажной основе 401, по меньшей мере на внутреннюю поверхность которого нанесен слой 440 термопластичного полимера.
На фиг. 19 приведен схематический вид, иллюстрирующий процесс изготовления реторт-стакана по третьему варианту настоящего изобретения.
Реторт-стакан по этому варианту состоит из трубчатого элемента 418 и донного элемента 420. Трубчатый элемент 418 имеет по существу цилиндрическую форму, имеющую скрепленный наложенный участок 415, в котором одна кромка 411 заготовки 410 трубчатого участка 418 наложена на другую кромку 412. В верхней части боковой кромки заготовки 410 трубчатого элемента имеется вырезанный участок 431. Донный элемент 420 имеет круглую форму и загнутый вниз участок 421 периферийной кромки.
Внешняя поверхность участка 421 периферийной кромки донного элемента 420 соединена с нижней частью внутренней поверхности трубчатого элемента 418.
Кроме того, нижняя кромка трубчатого элемента 418 загнута вниз так, чтобы закрывать участок 421 периферийной кромки, и соединена с внутренней поверхностью участка 421 периферийной кромки донного элемента, в результате чего сформирована кольцевая опора 422.
С другой стороны, фланцевый участок 416 сформирован путем завивания верхней периферийной кромки трубчатого элемента наружу на один виток или более. Таким способом сформирован реторт-стакан.
Дополнительно, такая структура не ограничена только коническим реторт-стаканом и может являться цилиндрическим бумажным контейнером.
Как показано на фиг. 24А-24С, выступающий полимерный участок (краевой выступающий участок) 404а сформирован на одной кромке 411 заготовки 410 трубчатого элемента нанесением слоя 440 термопластичного полимера по меньшей мере на сторону внутренней поверхности так, чтобы он отходил наружу от боковой кромки бумажного слоя 401. На фиг. 24А-24С показан пример, в котором отходящий полимерный участок также имеется на слое 441 термопластичного полимера на стороне внешней поверхности, так же, как и на стороне внутренней поверхности.
Кроме того, в реторт-стакане по этому варианту настоящего изобретения на одной кромке 411 в верхней части бумажного слоя имеется вырез 431. В результате, вырез 431 отходящего полимерного участка 404а сформирован как слой без бумажного слоя и состоящий только из термопластичного полимера.
Как показано на фиг. 24А-24С, отходящий полимерный участок 404а может иметь конфигурацию, в которой этот отходящий полимерный участок может содержать загнутый полимерный участок 404b, также отходящий от торца бумажного слоя 401. Загнутый полимерный участок 404b расположен рядом с бумажным слоем 401 и сформирован путем загибания назад отходящего полимерного участка 404а к стороне внешней поверхности бумажного слоя 401.
Благодаря конфигурации, в которой загнутый полимерный участок 404b загнут назад к стороне внешней поверхности бумажного слоя 401, не только можно предотвратить проникновение содержимого в торцы основы, но и гарантировать некоторое количество полимера в скрепленном участке 415. В результате, характеристики уплотнения прикрепленного участка на обеих боковых кромках трубчатого элемента улучшаются.
Кроме того, участок, сформированный в вырезе 431 отходящего полимерного участка 404а, является загнутым назад полимерным участком 404b без бумажного слоя 401 и выполнен только из полимера. Поэтому, при формировании верхнего фланцевого участка 416 на скрепленном участке 415 трубчатого участка имеется достаточное количество полимера для соединения фланцевого участка и появляется возможность бездефектного сглаживания верхней поверхности фланцевого участка. В результате улучаются характеристики уплотнения между фланцевым участком 416 и элементом крышки (не показан).
Ширина отходящего полимерного участка 404а предпочтительно равна толщине бумажного слоя 401 или превышает ее. Более предпочтительно, ширина отходящего участка 404а равна толщине заготовки 410 трубчатого элемента или превышает ее.
Хотя выше был описан случай, когда отходящий полимерный участок 404а, отходящий от боковой кромки бумажного слоя 401, имеется на одной кромке заготовки 410 трубчатого элемента, как показано на фиг. 25А-25С, можно использовать конфигурацию, в которой полимерные участки 404а имеются на обеих кромках. Благодаря такой конфигурации предотвращается проникновение влаги через торцовую поверхность внешнего бумажного слоя скрепленного участка 415 и т.п., и появляется возможность улучшить барьерные свойства.
Благодаря такой структуре реторт-стакана по этому варианту настоящего изобретения, торцовая поверхность бумажного слоя, расположенная внутри скрепленного наложенного участка 415 трубчатого элемента защищена отходящим полимерным участком 404а или загнутым полимерным участком 404b. В результате, содержимое контейнера на проникает в торцевые поверхности бумажного слоя.
Как показано на фиг. 24А-24С, слой 440 термопластичного полимера может иметь конфигурацию, при которой слой термопластичного полимера расположен на стороне внешней поверхности бумажного слоя, а также на стороне внутренней поверхности бумажного слоя 401. Благодаря наличию слоев 440 и 441 на сторонах обеих поверхностей бумажного слоя, на торцовой поверхности сформирован отходящий полимерный участок 404а, а на внешних кромках слои 440 и 441 термопластичного полимера интегрированы друг с другом.
Дополнительно, отходящий полимерный участок 404а может иметь конфигурацию, в которой, вместо формирования отходящего полимерного участка из слоя термопластичного полимера, например, на торцах бумажного слоя, могут иметься отдельные элементы, например, ленты термопластичного полимера, которые интегрированы на внешних кромках, как описано выше.
Дополнительно, отходящий полимерный участок 404а может иметь конфигурацию, в которой на одной стороне используется слой термопластичного полимера, имеющийся на бумажном слое, а на другой стороне используется лента из термопластичного полимера, и они интегрированы на внешних кромках, как описано выше.
Кроме того, что касается отходящего полимерного участка 404а, вырезанный участок, полученный вырезанием бумажного слоя, можно создать в верхнем углу заготовки трубчатого элемента. В этом случае можно улучшить характеристики уплотнения фланцевого участка.
Кроме того, в конфигурации в которой отходящий полимерный участок 404а отходит наружу от кромки бумажного слоя, как описано выше, можно защитить обе кромки трубчатого элемента.
На фиг. 27А-27С представлены виды сверху, иллюстрирующие форму отходящего полимерного участка заготовки трубчатого элемента, используемой для изготовления реторт-стакана по варианту настоящего изобретения.
На фиг. 27А, как и для заготовки по фиг. 22А, показан случай, когда вырезанный участок 431 бумажного слоя в верхнем углу имеет прямоугольную форму, а отходящий полимерный участок сформирован только на прямоугольном вырезе.
На фиг. 27В как и для заготовки по фиг. 22А, показан случай, когда отходящий полимерный участок имеется на обеих кромках 411 и 412 трубчатого элемента, а вырезанный участок 431 бумажного слоя в верхнем углу имеет треугольную форму.
На фиг. 27 показан случай, когда вырезанный участок 431 бумажного слоя в верхнем углу заготовки имеет треугольную форму, и на обеих кромках 411, 412 трубчатого элемента отсутствует отходящий участок.
Форму вырезанных участков 431 этих бумажных слоев и наличие/отсутствие отходящего полимерного участка 404 на обеих кромках 411 и 412 трубчатого элемента выбирают в соответствии требуемыми свойствами и степенью уплотнения.
В частности, для предотвращения инфильтрации содержимого через торцы, предпочтительно иметь загнутый полимерный участок 404b, как показано на фиг. 24А-24С, а не конфигурацию, в которой полимерный участок просто отходит наружу. Загнутый полимерный участок 404b сформирован путем загибания отходящего полимерного участка 404а к стороне внешней поверхности бумажного слоя.
Кроме того, для улучшения барьерных свойств, защиты проникновения от влаги снаружи и т.п., как показано на фиг. 25А-25С, предпочтительно создать загнутый полимерный участок 404d. загнутый полимерный участок 404d сформирован путем загибания назад отходящего полимерного участка (отходящего от кромки участка) 404с, к стороне внутренней поверхности бумажного слоя.
С помощью конфигурации, в которой полимерный участок имеет загнутый полимерный участок, который загнут к стороне внутренней поверхности бумажного слоя, можно заполнить разницу уровней скрепленного наложенного участка трубчатого элемента загнутым полимерным участком. В результате можно создать конфигурацию, не имеющую разницу уровней. Кроме того, можно создать конфигурацию, в которой торцовая поверхность загнутого полимерного участка не обнажена не внутрь, ни наружу реторт-стакана.
Как показано на фиг. 24С, на боковую кромку, снабженную отходящим полимерным участком 404а заготовки 410 трубчатого элемента, наложен трубчатый элемент 418 так, чтобы нагревом и прессованием сформировать скрепленный наложенный участок 415 трубчатого элемента. Как показано на фиг. 19, верхняя часть одной кромки заготовки 410 трубчатого элемента имеет вырезанный участок 431 бумажного слоя, и на этот участок находит покрытие из термопластичного полимера.
Здесь имеется вырезанный участок 4321 бумажного слоя боковой кромки, снабженный полимерным участком 404а, на который наложено покрытие из термопластичного полимера. Поэтому, для заполнения и уплотнения зазора соединительного участка фланцевого участка можно использовать достаточное количество полимера.
Дополнительно, даже если верхняя поверхность фланцевого участка 416 выполнена плоской, верхняя поверхность соединительного участка фланцевого участка является непрерывно сформированной из полимера над скрепленным наложенным участком 415 трубчатого элемента. Это позволяет устранить разницу в уровне, возникающую в положении скрепленного участка.
Реторт-стакан по этому варианту настоящего изобретения может иметь конфигурацию, в которой слои 440 и 441 термопластичного полимера имеют барьерный слой.
Благодаря конфигурации, в которой слои 440 и 441 термопластичного полимера имеют барьерный слой, торцовые поверхности бумажного слоя 401 защищены барьерным слоем. В результате можно сформировать стаканоподобный бумажный контейнер с хорошими барьерными свойствами.
В качестве вышеуказанного барьерного слоя можно использовать материалы, имеющие хорошие свойства газового барьера, такие как алюминиевая фольга, металлизированная в вакууме алюминием пластиковая пленка, пластиковая пленка с нанесенным в вакууме неорганическим соединением, пленка из сополимера этиленпропилвинилового спирта, пленка полиэтилентерефталата, и полиамидная пленка.
Дополнительно, как показано на фиг. 24А-24С, предлагается конфигурация, в которой торцовые поверхности барьерного слоя не обнажены внутрь контейнера, за счет наличия загнутых полимерных участков 404b, в которых полимерные участки загнуты назад. В результате, поскольку содержимое не контактирует с барьерным слоем, можно получить реторт-стакан, в котором сохранность содержимого не ухудшается.
Дополнительно, можно использовать конфигурацию, в которой слой 441 термопластичного полимера, например, полиэтилена, нанесен на внешнюю поверхность бумажного слоя 401, и слои 440 и 441 термопластичного полимера нанесены на обе поверхности бумажного слоя.
С помощью конфигурации, в которой слои термопластичного полимера нанесены и на внешнюю, и на внутреннюю поверхности бумажного слоя 401, внутренние поверхности концов слоев 440 и 441 термопластичного полимера на обеих поверхностях можно интегрировать для формирования отходящего полимерного участка 404а.
В частности, загнутый полимерный участок 404b, сформированный из слоев 440 и 441 термопластичного полимера на обеих поверхностях, имеет конфигурацию, в которой отходящий полимерный участок 404а загнут назад к стороне внешней поверхности бумажного слоя. В результате, поскольку можно обеспечить постоянное количество полимера, разница в уровне скрепленного наложенного участка 415 трубчатого элемента может быть устранена при формировании трубчатого элемента.
Дополнительно, в конфигурации, в которой слой 440 термопластичного полимера содержит барьерный слой, выполненный из материала, не являющегося термопластичным полимером, торцовые поверхности барьерного слоя не обнажены внутрь контейнера, поскольку имеется загнутая конфигурация. Следовательно, поскольку содержимое не контактирует с барьерным слоем, сохранность содержимого не ухудшается.
Кроме того, как показано на фиг. 25А-25С, в конфигурации, в которой внутренняя кромка 411 бумажного слоя и внешняя кромка 412 бумажного слоя скрепленного наложенного участка 415 трубчатого элемента покрыты загнутыми полимерными участками 404b и 404d, можно получить реторт-стакан с хорошей стойкостью к воде, поскольку жесткость бумажного слоя не снижается, даже если жидкость, например, вода, прилипнет снаружи.
Дополнительно, как показано на фиг. 26А-26С, полимерные участки 404b и 404d можно сформировать, загнув отходящие полимерные участки (участки, отходящие от кромки) 404а и 404с к стороне внешней поверхности бумажного слоя, соответственно.
Поскольку оба полимерных участка 404b и 404 d, расположенные на обоих концах заготовки 410 трубчатого элемента, загнуты назад к стороне внешней поверхности бумажного слоя, эти два загнутых полимерных участка можно легко загибать и формировать одновременно. То есть, поскольку отходящие полимерные участки на обоих концах загнуты в одном и том же направлении для формирования загнутых полимерных участков, нет необходимости менять направления сгиба в процесса загибания. Поэтому, процесс формирования загнутых полимерных участков на обоих концах укорачивается. В результате, процесс изготовления реторт-стакана можно сократить, а производительность - повысить.
Далее следует описание способа изготовления заготовки трубчатого элемента в способе изготовления реторт-стакана по настоящему варианту изобретения.
Сначала на рулоне бумажного слоя 401 рядом друг с другом размечают множество заготовок 410 трубчатого элемента. На одной кромке 411 заготовки трубчатого элемента внешний участок, содержащий кромку, выполняют в форме длинного окна 413.
Длинное окно имеет форму, содержащую вырезанный участок 431 в верхней части и прямоугольный участок снаружи от кромки 411 (см. фиг. 20А и 20В) (первый процесс пробивки).
Ламинированный лист 403 формируют нанесением слоев 440 и 441 термопластичного полимера, например, полиэтилена, на внутреннюю поверхность и внешнюю поверхность бумажного слоя 401, в котором пробито длинное окно 413 при печати заготовки 410 трубчатого элемента, при этом при нанесении слоев используют процесс экструзии расплава полимера. В это время на длинном окне бумажного слоя 401 из двух слоев термопластичного полимера формируется отходящий полимерный участок 404а (см. фиг. 31А и 21В) (процесс крепления термопластичного полимера).
Участки, не нужные для заготовки 410 трубчатого элемента, на стороне длинного окна с отходящим полимерным участком 404а, отходящим наружу от бумажного слоя 401, непрерывно срезают с ламинированного листа 403. Множество имеющих форму сектора заготовок 410 трубчатого участка, вырубают из ламинированного листа 403, с одной стороны которого срезаны ненужные участки, и одну за одной получают заготовки 410 трубчатого элемента с отходящим полимерным участком 404а (второй процесс пробивки).
Далее, загибая и временно соединяя отходящий полимерный участок 404а (см. фиг. 23А и 23В) изготавливают заготовку 410 трубчатого участка, в которой сформирован загнутый полимерный участок 404b (процесс загибания полимерного участка). Отходящий полимерный участок 404а выполнен так, чтобы отходить наружу от заготовки 410 трубчатого участка.
С помощью таких процессов можно изготовить заготовку 410 трубчатого участка, на одном боковом конце которой сформирован полимерный участок 404b. Полимерный участок 404b формируют загибанием отходящего полимерного участка 404а участка 413 длинного окна, который отходит наружу на заданное расстояние от кромки бумажного слоя 401.
В это время отходящий полимерный участок области вырезанного участка 431 бумажного слоя загибают и накладывают на полимерный участок. Другой отходящий полимерный участок загибают внутрь от торцовой поверхности бумажного слоя.
Пример формирования реторт-стакана с использованием заготовки 410 трубчатого элемента таким способом был описан выше со ссылками на фиг. 19, поэтому повторное описание опускается.
В реторт-стакане по этому варианту для трубчатого элемента 418 используется заготовка 410, в которой на вырезанном участке 431 в верхней части кромки имеется покрытие из термопластичного полимера. Поэтому, когда верхнюю периферийную кромку трубчатого элемента 418 завивают наружу на один виток или более для формирования фланцевого участка 416, даже на скрепленном участке 415 имеется достаточно термопластичного полимера для соединения. В результате, разницу уровней на фланцевом участке можно устранить без зазора.
Дополнительно, поскольку разницу уровней на верхней поверхности фланцевого участка можно устранить, даже если верхняя поверхность фланцевого участка выполнена плоской, можно эффективно предотвратить утечку содержимого через зазор, даже когда фланцевый участок уплотнен крышечным элементом.
На фиг. 28 приведен вид сверху, иллюстрирующий форму заготовки трубчатого элемента, используемого для изготовления реторт-стакана по настоящему варианту. Вырезы 431 и 432 бумажного слоя расположены в верхних углах заготовки 410 трубчатого элемента. Дополнительно, в нижней части кромки 411 заготовки трубчатого элемента имеется вырез 433 в бумажном слое.
Благодаря наличию выреза 433, когда трубчатый элемент 418 загибают внутрь для формирования кольцевой ножки 422, бумажная основа загибается с таким же нахлестом, что и участки, не являющиеся соединенным участком. Это позволяет устранить разницу уровней, возникающую в положении скрепленного участка 415.
Примеры
(Пример 1)
В листе, выполненном из бумажной основы (базовая плотность 260 г/м2) было сформировано длинное окно.
Далее, на лицевую поверхность бумажной основы листа был нанесен слой полиэтилена низкой плотности (30 мкм). На тыльную сторону бумажной основы были нанесены слой полиэтилена низкой плотности (30 мкм), алюминиевая фольга (9мкм), пленка полиэтилентерефталата (12 мкм) и слой полиэтилена низкой плотности (70 мкм). Затем, внутреннюю поверхность слоя полиэтилена низкой плотности соединили и интегрировали в положении длинного окна.
Затем, пробивкой формировали заготовку 10 трубчатого участка в форме сектора (225 мм длиной по верхней стороне и 162 мм длиной по нижней стороне). Эта форма сектора имела треугольный вырезанный участок шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы. Эта форма сектора имела треугольный вырезанный участок шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки.
Дополнительно, ширина полимерных участков на обеих боковых кромках равна 5 мм. Таким образом была сформирована заготовка 10 трубчатого участка, имеющая полимерные участки, отходящие от кромки.
Боковые кромки заготовки, имеющей отходящие от кромки полимерные участки, были соединены путем наложения друг на друга и соединения друг с другом так, что длина L нахлеста составила 5 мм. В результате, был сформирован трубчатый элемент со скрепленным наложенным участком трубчатого элемента.
Далее, нижняя часть внутренней поверхности трубчатого элемента была соединена с внешней поверхностью участка 21 периферийной кромки, отходящей вниз.
Затем, внешнюю поверхность участка 21 периферийной кромки элемента 20 опоры соединили с нижней частью внутренней поверхности трубчатого элемента 18, используя машину для формирования стаканов. Кроме того, трубчатый элемент 18 загнули внутрь и завили так, чтобы закрыть участок 21 периферийной кромки, и привели в состояние, когда его нижняя кромка стала находиться между верхним загнутым участком 24 трубчатого элемента 18 и загнутым вниз участком 21 участка периферийной кромки заготовки для формирования донного элемента. В таком состоянии трубчатый элемент был соединен с внутренней поверхностью участка 21 периферийной кромки донного элемента 20, в результате чего была сформирована кольцевая опора 22 диаметром 52 мм.
Дополнительно, кромка верхнего отверстия трубчатого элемента 18 была завита на один виток или более на завивочной машине, в результате чего был получен реторт-стакан, с диаметром отверстия 69 мм. Этот реторт-стакан имеет фланцевый участок 16 шириной 3 мм, в котором нижняя половина имеет один виток, а верхняя половина - два витка.
В результате, был сформирован реторт-стакан без разницы уровней на скрепленном наложенном участке 15 трубчатого элемента и на части верхней поверхности фланцевого участка 16, расположенной на скрепленном наложенном участке трубчатого элемента. Дополнительно, прочность и водостойкость скрепленного участка трубчатого элемента и донного элемента были достаточными, и даже при погружении в воду и охлаждении водой дефекты, такие как набухание бумажной основы, не наблюдались.
(Пример 2)
Фланцевый участок 16 реторт-стакана по Примеру 1 прессовали и соединяли прессованием сверху и снизу, используя устройство ультразвуковой сварки, и верхнюю поверхность фланцевого участка делали плоской.
В результате, был сформирован реторт-стакан, без разницы уровней на участке верхней поверхности фланцевого участка 16, расположенном на скрепленном наложенном участке 15 трубчатого элемента, независимо от того, что эта верхняя поверхность фланцевого участка 16 была плоской. Дополнительно, прочность и водостойкость скрепленного наложенного участка и донного элемента были достаточными, и даже при погружении в воду и охлаждении водой дефекты, такие как набухание бумажной основы, не наблюдались.
(Пример 3)
В листе, состоящем из бумажной основы (плотность 260 г/м2), слоя полиэтилена низкой плотности (30 мкм), алюминиевой фольги (9 мкм) и пленки полиэтилентерефталата (12 мм), если считать от лицевой стороны, формировали длинное окно.
Затем, на лицевую поверхность на лицевую сторону бумажной основы ламинированного листа наносили слой полиэтилена низкой плотности (30 мкм), а на поверхность пленки полиэтилентерефталата наносили слой полиэтилена (70 мкм). Затем, внутренние поверхности слоя полиэтилена низкой плотности соединяли и интегрировали в положении длинного окна.
Затем формировали заготовку 10 трубчатого элемента, вырубая сектор (255 мм длиной по верхней стороне и 162 мм по нижней стороне). Этот сектор имеет треугольный вырез шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы, и треугольный вырез шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки. Дополнительно, полимерные участки, стали участками, отходящими от обеих боковых кромок на ширину 5 мм, и были спрессованы без загибания.
Боковые кромки заготовки с отходящими от них участками были наложены друг на друга на 5 мм и интегрированы прессованием и соединением отходящих от кромок участков с лицевой поверхностью основы, благодаря чему был образован скрепленный наложенный участок 15 для формирования трубчатого элемента.
Далее, нижнюю часть внутренней поверхности трубчатого элемента соединили с внешней поверхностью участка 21 периферийной кромки донного элемента 20. Донный элемент 20 дна имеет круглую форму и участок 21 периферийной кромки, загнутый вниз.
Затем, внешнюю поверхность участка 21 периферийной кромки элемента 20 опоры соединили с нижней частью внутренней поверхности трубчатого элемента 18, используя машину для формирования стаканов. Кроме того, трубчатый элемент 18 загнули внутрь и завили так, чтобы зарыть участок 21 периферийной кромки, и привели в состояние, когда его нижняя кромка стала находиться между верхним загнутым участком 24 трубчатого элемента 18 и загнутым вниз участком 21 участка периферийной кромки заготовки для формирования донного элемента. В таком состоянии трубчатый элемент был соединен с внутренней поверхностью участка 21 периферийной кромки донного элемента 20, в результате чего была сформирована кольцевая опора 22 диаметром 52 мм.
Дополнительно, на завивочной машине был сформирован реторт-стакан с диаметром отверстия 69 мм. Этот реторт-стакан имел фланцевый участок 16 шириной 3 мм, в котором участок верхнего отверстия был завит на один виток или более, при этом нижняя часть имела один виток, а верхняя - два витка.
В результате был сформирован реторт-стакан без разницы уровней на скрепленном наложенном участке 15 трубчатого элемента и на участке верхней поверхности фланцевого участка 16, расположенном на скрепленном наложенном участке. Дополнительно, прочность и водостойкость скрепленного участка трубчатого элемента и донного элемента были достаточными, и даже при погружении в воду и охлаждении водой дефекты, такие как набухание бумажной основы, не наблюдались.
(Пример 4)
В листе, состоящем из слоя полиэтилена низкой плотности (30 мкм) и бумажной основы (плотность 260 г/м2) с лицевой стороны было сформировано длинное окно.
Далее на тыльную поверхность бумажной основы нанесли слой полиэтилена низкой плотности (30 мкм), алюминиевую фольгу (9 мкм), пленку полиэтилентерефталата (12 мкм) и слой полиэтилена низкой плотности (15 мкм) так, чтобы закрывать длинное окно на лицевой поверхности бумажной основы.
Затем, пробивкой формировали заготовку 10 трубчатого участка в форме сектора (225 мм длиной по верхней стороне и 162 мм длиной по нижней стороне). Эта форма сектора имела треугольный вырезанный участок шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы. Эта форма сектора имела треугольный вырезанный участок шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки. Дополнительно, ширина полимерных участков, которые стали участками, отходящими от кромки, на обеих боковых кромках составила 5 мм.
Боковые кромки, от которых отходят полимерные участки заготовки, были наложены друг на друга на 5 мм и интегрированы прессованием и соединением отходящих от кромок участков с лицевой поверхностью основания, в результате чего был сформирован скрепленный наложенный участок для формирования трубчатого элемента.
Далее, нижнюю часть внутренней поверхности трубчатого элемента соединили с внешней поверхностью участка 21 периферийной кромки донного элемента 20. Донный элемент 20 имеет круглую форму и имеет участок 21 периферийной кромки, загнутый вниз.
Затем, внешнюю поверхность участка 21 периферийной кромки донного элемента 20 соединили с нижней частью внутренней поверхности трубчатого элемента 18, используя машину для формирования стаканов. Кроме того, трубчатый элемент 18 загнули внутрь и завили так, чтобы закрыть участок 21 периферийной кромки, и привели в состояние, когда его нижняя кромка стала находиться между верхним загнутым участком 24 трубчатого элемента 18 и загнутым вниз участком 21 участка периферийной кромки заготовки для формирования донного элемента. В таком состоянии трубчатый элемент был соединен с внутренней поверхностью участка 21 периферийной кромки донного элемента 20, в результате чего была сформирована кольцевая опора 22 диаметром 52 мм.
Дополнительно, на завивочной машине был сформирован реторт-стакан с диаметром отверстия 69 мм. Этот реторт-стакан имел фланцевый участок 16 шириной 3 мм, в котором участок верхнего отверстия был завит на один виток или более, при этом нижняя часть имела один виток, а верхняя - два витка.
В результате был сформирован реторт-стакан без разницы уровней на скрепленном наложенном участке 15 трубчатого элемента и на участке верхней поверхности фланцевого участка 16, расположенном на скрепленном наложенном участке 15. Дополнительно, прочность и водостойкость скрепленного участка трубчатого элемента и донного элемента были достаточными, и даже при погружении в воду и охлаждении водой дефекты, такие как набухание бумажной основы, не наблюдались.
(Пример 5)
В листе, выполненном из бумажной основы (плотность 260 г/м2) с лицевой стороны было выполнено длинное окно.
Затем, на лицевую поверхность бумажной основы листа нанесли слой полиэтилена низкой плотности (30 мкм), а на тыльную поверхность бумажной основы листа нанесли слой полиэтилена низкой плотности (30 мкм), алюминиевую фольгу (9 мкм), пленку полиэтилентерефталата (12 мкм) и слой полиэтилена низкой плотности (70 мкм). После этого внутренние поверхности слоев полиэтилена низкой плотности соединили и интегрировали в положении длинного окна.
Затем, пробивкой формировали заготовку трубчатого участка в форме сектора (225 мм длиной по верхней стороне и 162 мм длиной по нижней стороне). Эта форма сектора имела треугольный вырезанный участок шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы. Эта форма сектора имела треугольный вырезанный участок шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки.
Дополнительно, ширина полимерных участков на обеих боковых кромках составила 5 мм. Таким образом, сформировали заготовку, имеющую загнутые полимерные участки, отходящие на 2,5 мм.
Боковые кромки заготовки с загнутыми полимерными участками наложили друг на друга, соединили и интегрировали, получив скрепленный наложенный участок для формирования трубчатого элемента.
Далее, нижнюю часть внутренней поверхности трубчатого элемента соединили с внешней поверхностью участка 221 периферийной кромки донного элемента 220. Донный элемент 220 дна имеет круглую форму и имеет участок 221 периферийной кромки, загнутый вниз.
Затем, внешнюю поверхность участка 221 периферийной кромки донного элемента 220 соединили с нижней частью внутренней поверхности трубчатого элемента 218, используя машину для формирования стаканов. Кроме того, нижнюю кромку трубчатого элемента 218 загнули вниз так, чтобы закрыть участок 221 периферийной кромки, и соединили с внутренней поверхностью участка 221 периферийной кромки донного элемента, в результате чего была сформирована кольцевая опора 22 диаметром 52 мм.
Дополнительно, кромка верхнего отверстия трубчатого элемента 18 была завита на один виток или более на завивочной машине, в результате чего был получен бумажный контейнер, с диаметром отверстия 69 мм. Этот стаканоподобный контейнер имеет фланцевый участок 216 шириной 3 мм, в котором нижняя половина имеет один виток, а верхняя половина - два витка.
В результате, был сформирован стаканоподобный контейнер без разницы уровней на скрепленном наложенном участке трубчатого элемента и на участке верхней поверхности фланцевого участка, расположенном на скрепленном наложенном участке.
(Пример 6)
Фланцевый участок 216 контейнера по Примеру 5 прессовали и спрессовывали сверху и снизу с применением устройства ультразвуковой сварки и верхней поверхности фланцевого участка 216 придавали плоскую форму.
В результате был получен стаканоподобный контейнер без разницы уровней на участке верхней поверхности фланцевого участка 216, расположенном на скрепленном наложенном участке трубчатого элемента, независимо от того, что верхняя поверхность фланцевого участка 216 была плоской.
(Пример 7)
В листе, состоящем из бумажной основы (плотность 260 г/м2), слой полиэтилена низкой плотности (30 мкм), алюминиевой фольги (9 мкм) и пленки полиэтилентерефталата (12 мкм) с лицевой стороны создавали длинное окно.
Затем, на лицевую сторону бумажной основы ламинированного листа наносили слой полиэтилена низкой плотности (30 мкм) и слой полиэтилена (70 мкм). После этого внутреннюю поверхность слоя полиэтилена низкой плотности соединяли и интегрировали в положении длинного окна.
Затем, пробивкой формировали заготовку трубчатого участка в форме сектора (225 мм длиной по верхней стороне и 162 мм длиной по нижней стороне). Эта форма сектора имела треугольный вырезанный участок шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы. Эта форма сектора имела треугольный вырезанный участок шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки.
Дополнительно, ширина полимерного участка, на одной боковой кромки составила 5 мм. Ширина загнутого участка составила 2,5 мм. Полимерный участок, выполненный на другой боковой кромке, имел ширину 5 мм и был спрессован без загибания.
Боковую кромку заготовки, имеющую загнутый полимерный участок, помещали внутрь и отходящий наружу полимерный участок спрессовывали и соединяли и интегрировали с лицевой поверхностью внутренней основы, благодаря чему формировали скрепленный наложенный участок шириной 5 мм для получения трубчатого элемента. Такой выступающий наружу полимерный участок был выполнен на внешней боковой кромке путем наложения боковых кромок друг на друга.
Далее, нижнюю часть внутренней поверхности трубчатого элемента соединили с внешней поверхностью участка 221 периферийной кромки донного элемента 220. Донный элемент 220 дна имеет круглую форму и имеет участок 221 периферийной кромки, загнутый вниз.
Затем, внешнюю поверхность участка 221 периферийной кромки донного элемента 220 соединили с нижней частью внутренней поверхности трубчатого элемента 218, используя машину для формирования стаканов. Кроме того, нижнюю кромку трубчатого элемента 218 загнули вниз так, чтобы закрыть участок 221 периферийной кромки, и соединили с внутренней поверхностью участка 221 периферийной кромки донного элемента, в результате чего была сформирована кольцевая опора 22 диаметром 52 мм.
Дополнительно, кромка верхнего отверстия была завита на один виток или более на завивочной машине, в результате чего был получен стаканоподобный контейнер, с диаметром отверстия 69 мм. Этот стаканоподобный контейнер имеет фланцевый участок 216 шириной 3 мм, в котором нижняя половина имеет один виток, а верхняя половина - два витка.
В результате, был сформирован стаканоподобный контейнер без разницы уровней на скрепленном наложенном участке 215 трубчатого элемента и на участке верхней поверхности фланцевого участка 216, расположенном на скрепленном наложенном участке.
(Пример 8)
Фланцевый участок 216 по примеру 7 прессовали и спрессовывали сверху и снизу с использованием аппарата ультразвуковой сварки, и верхнюю поверхность фланцевого участка 216 делали плоской.
В результате был получен стаканоподобный контейнер, без разницы уровней на участке, расположенном на скрепленном наложенном участке трубчатого элемента, независимо от того, что верхняя поверхность фланцевого участка 216 была плоской.
(Пример 9)
В листе, состоящем из слой полиэтилена низкой плотности (30 мкм) и бумажной основы (плотность 260 г/м2) с лицевой стороны формировали длинное окно.
Затем, на тыльную поверхность бумажной основы наносили слой полиэтилена низкой плотности (30 мкм), алюминиевую фольгу (9 мкм), пленку полиэтилентерефталата (12 мкм) и слой полиэтилена низкой плотности (15 мкм).
Затем, пробивкой формировали заготовку трубчатого участка в форме сектора (225 мм длиной по верхней стороне и 162 мм длиной по нижней стороне). Эта форма сектора имела треугольный вырезанный участок шириной 9 мм и высотой 5 мм в верхней части одной боковой кромки бумажной основы. Эта форма сектора имела треугольный вырезанный участок шириной 8 мм и высотой 6 мм в верхней части другой боковой кромки.
Кроме того, ширина полимерных участков на обеих кромках составляет 5 мм. Ширина загнутого полимерного участка составляет 2,5 мм.
Боковые кромки заготовки, имеющие полимерные слои, были наложены друг на друга, соединены и интегрированы, в результате чего был получен скрепленный наложенный участок для формирования трубчатого элемента.
Далее, нижнюю часть внутренней поверхности трубчатого участка соединили с внешней поверхностью участка 22 периферийной кромки донного элемента 220. Донный элемент 220 имеет круглую форму и периферийную кромку 221, загнутую вниз.
Затем, внешнюю поверхность участка 221 периферийной кромки донного элемента 220 соединяют с нижней частью внутренней поверхности трубчатого элемента 218 с помощью машины, формирующей стаканы. Кроме того, нижнюю кромку трубчатого элемента 218 загибают вниз так, чтобы закрыть участок 221 периферийной кромки и соединяют с внутренней поверхностью участка 221 периферийной кромки донного элемента, в результате чего формируют кольцевую опору 222 диаметром 52 мм.
Дополнительно, кромка верхнего отверстия была завита на один виток или более на завивочной машине, в результате чего был получен стаканоподобный контейнер, с диаметром отверстия 69 мм. Этот стаканоподобный контейнер имеет фланцевый участок 216 шириной 3 мм, в котором нижняя половина имеет один виток, а верхняя половина - два витка.
В результате, был сформирован стаканоподобный контейнер без разницы уровней на участке верхней поверхности фланцевого участка 216, расположенном на скрепленном наложенном участке 215.
(Пример 10)
Фланцевый участок 216 по Примеру 9 прессовали и спрессовывали сверху и снизу, используя аппарат ультразвуковой сварки, и верхнюю поверхность фланцевого участка 216 делали плоской.
В результате формировали стаканоподобный контейнер без разницы уровней на участке, расположенном на скрепленном наложенном участке 215 трубчатого элемента, независимо от того, что верхняя поверхность фланцевого участка 216 была плоской.
Промышленная применимость
Согласно настоящему изобретению можно создать реторт-стакан, имеющий аккуратный внешний вид и обладающий высокой стойкостью к воде, характеристиками уплотнения и барьерными свойствами.
Позиции на чертежах:
1 - бумажная основа (бумажный слой)
2 - базовый лист
40 - слой термопластичного полимера
41 - слой термопластичного полимера
42 - зазор между торцами полимерных участков
4 - полимерный участок
4а - отходящий от кромки участок (отходящий наружу полимерный участок)
4b - отходящий от кромки участок (загнутый назад полимерный участок)
4с - отходящий от кромки участок (отходящий наружу полимерный участок)
4d - отходящий от кромки участок (загнутый назад полимерный участок)
10 - заготовка трубчатого элемента (заготовка для формирования трубчатого участка)
11 - боковая кромка (кромка) с полимерным участком
12 - боковая кромка (кромка) с полимерным участком
13 - длинное окно
14 - длинное окно
15 - скрепленный наложенный участок трубчатого элемента
16 - фланцевый участок
18 - трубчатый элемент (трубчатый участок)
20 - донный элемент (донный участок)
21 - участок периферийной кромки
21а - торец участка периферийной кромки
22 - кольцевая опора
23 - нижний торец трубчатого элемента
24 - верхний загнутый участок
25 - нижний загнутый участок
31 - вырез
32 - вырез
201 - бумажная основа
202а - барьерный слой
203 - ламинированный лист
240 - слой термопластичной смолы
241 - слой термопластичной смолы
242 - зазор между торцами полимерных участков
204 - полимерный участок
204а - отходящий наружу полимерный участок
204b - загнутый полимерный участок
204с - отходящий наружу полимерный участок
204d - загнутый полимерный участок
210 - заготовка трубчатого элемента
211 - боковая кромка с полимерным участком
212 - боковая кромка с полимерным участком
213 - длинное окно
214 - длинное окно
215 - скрепленный участок
216 - фланцевый участок
218 - трубчатый элемент
220 - донный элемент
221 - участок периферийной кромки
222 - кольцевая опора
231 - вырез
232 - вырез
D201 - первый элемент
D211 - прижимной выступ
D212 - зазор
D202 - второй элемент
D221 - прижимной выступ
D203 - третий элемент
D231 - прижимной выступ
401 - бумажный слой
403 - ламинированный лист
404 - отходящий полимерный слой
404а - отходящий полимерный слой
404b - загнутый полимерный слой
404с - отходящий полимерный слой
404d - загнутый полимерный слой
410 - заготовка трубчатого элемента
411 - боковая кромка
412 - боковая кромка
413 - длинное окно
415 - скрепленный участок
416 - фланцевый участок
418 - трубчатый элемент
420 - донный элемент
421 - участок периферийной кромки
422 - кольцевая опора
431 - вырез бумажного слоя
440 - слой термопластичного полимера на стороне внутренней поверхности
441 - слой термопластичного полимера на стороне внешней поверхности.
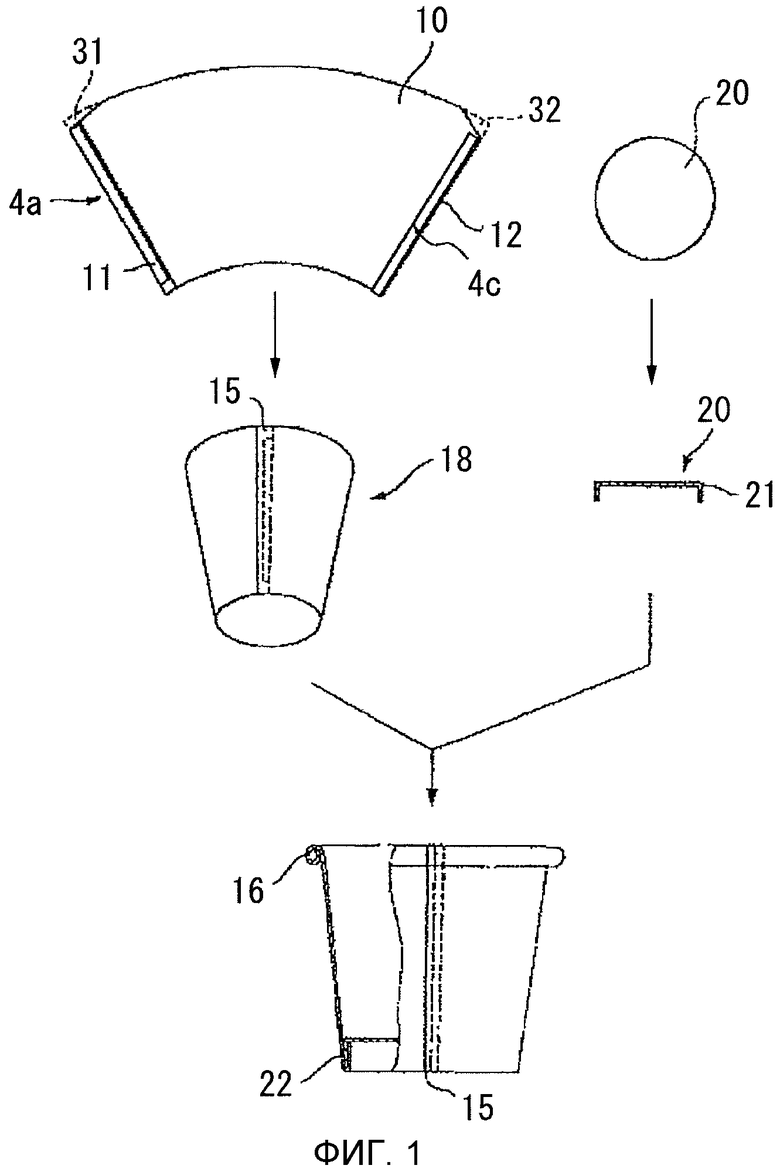
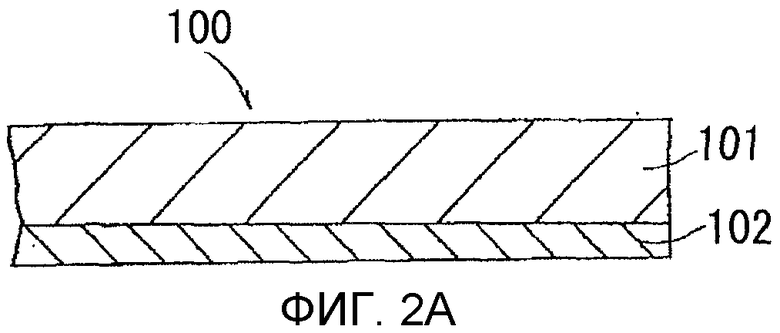
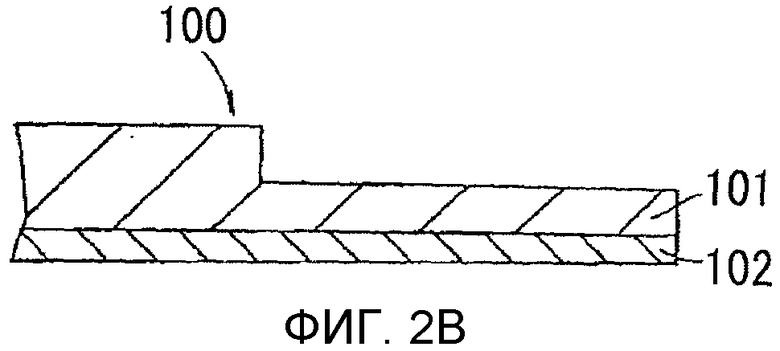
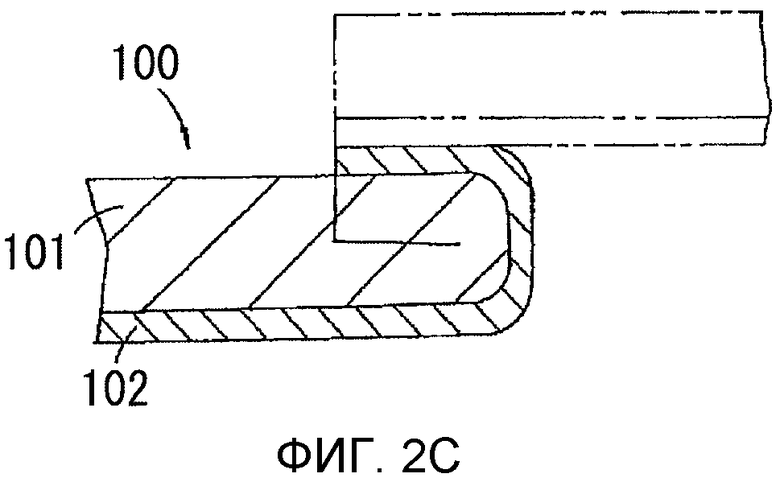
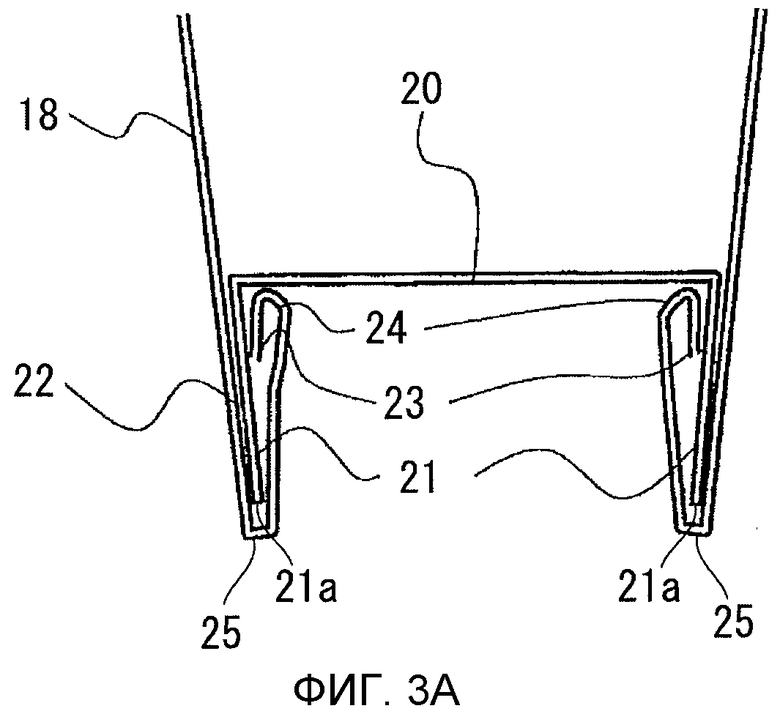
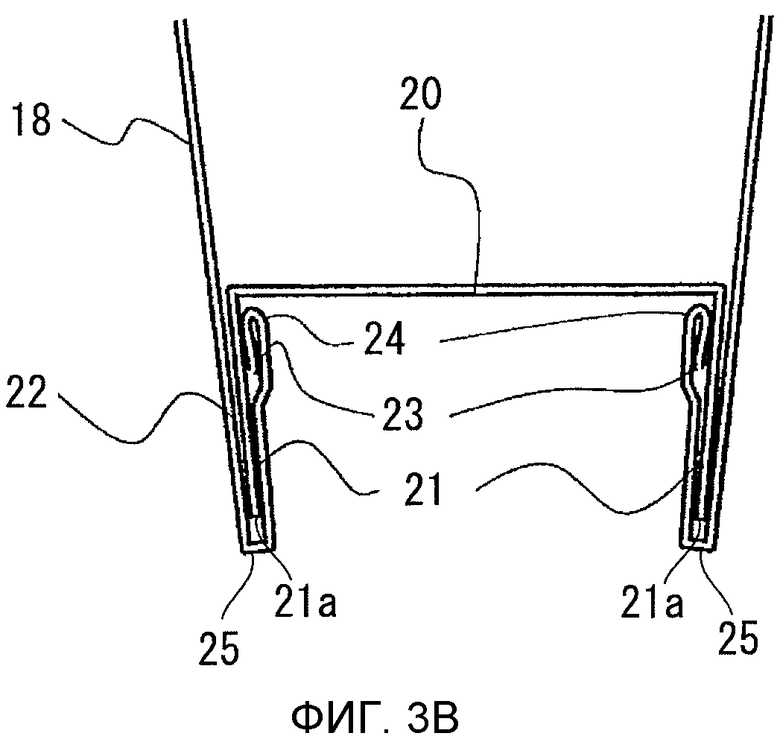
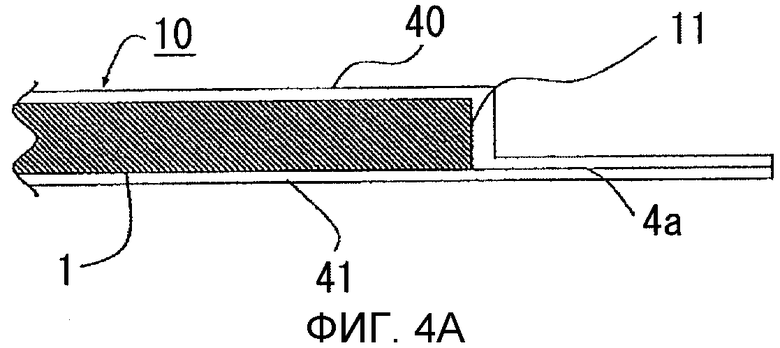
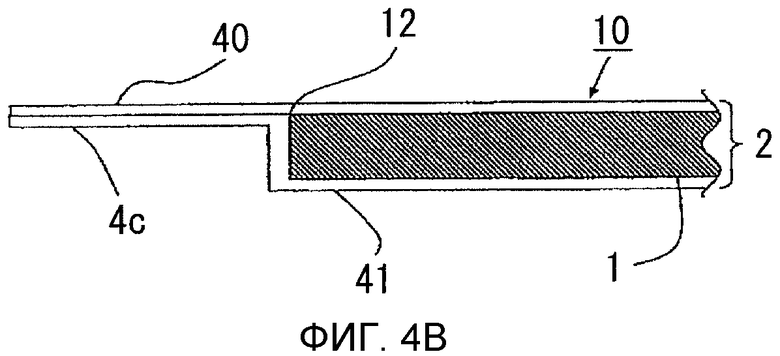
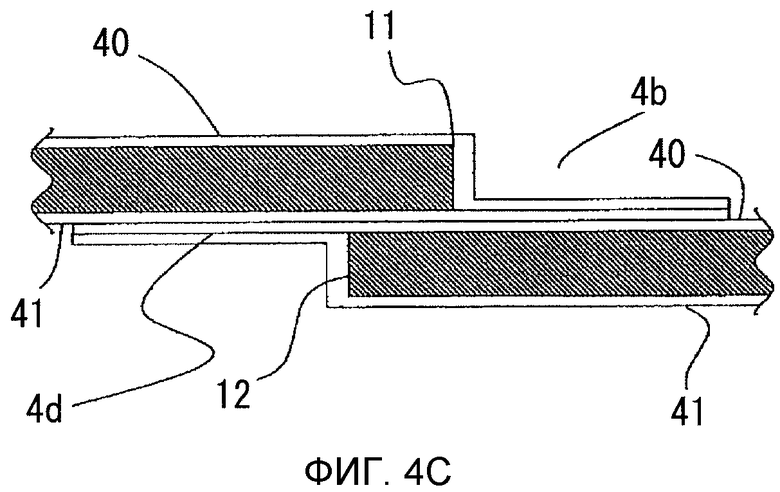
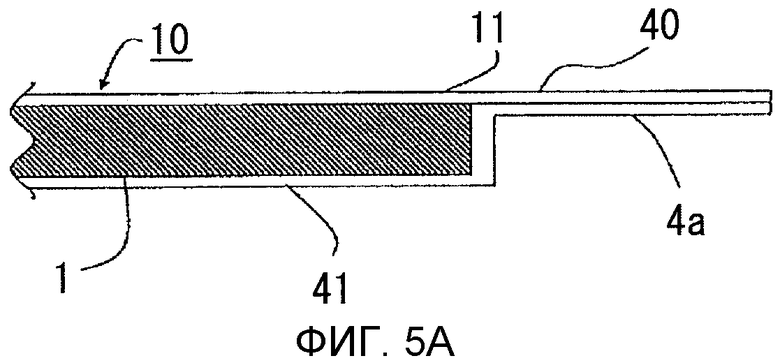
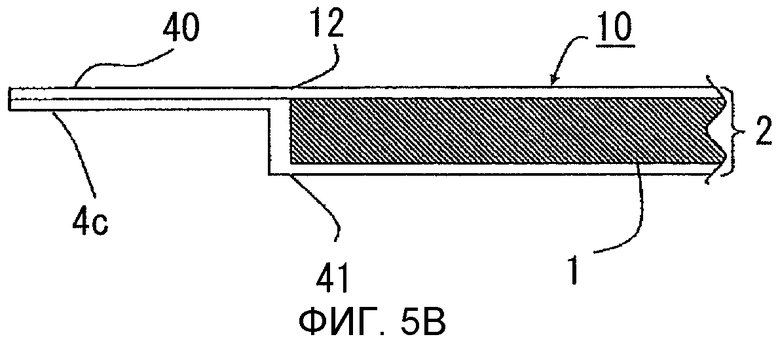
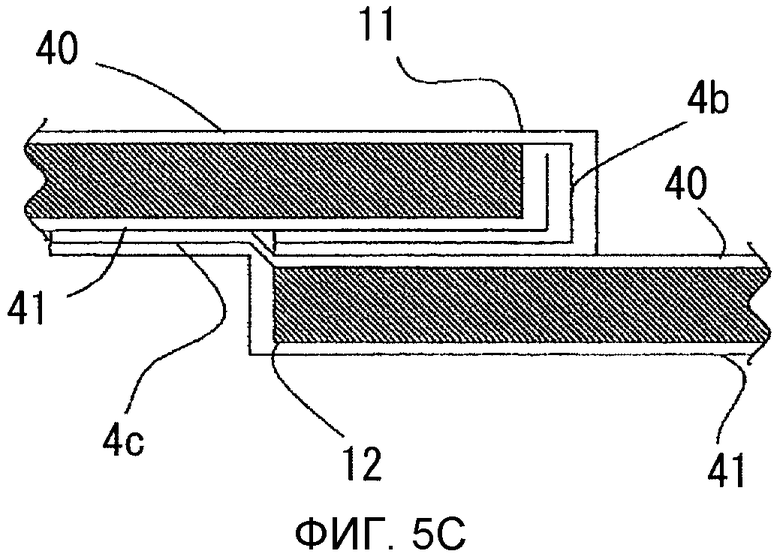
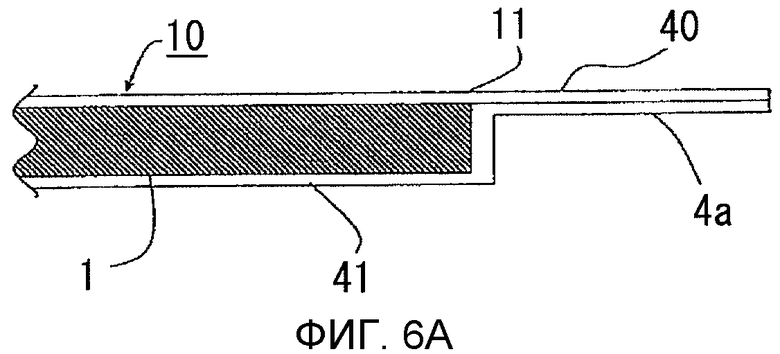
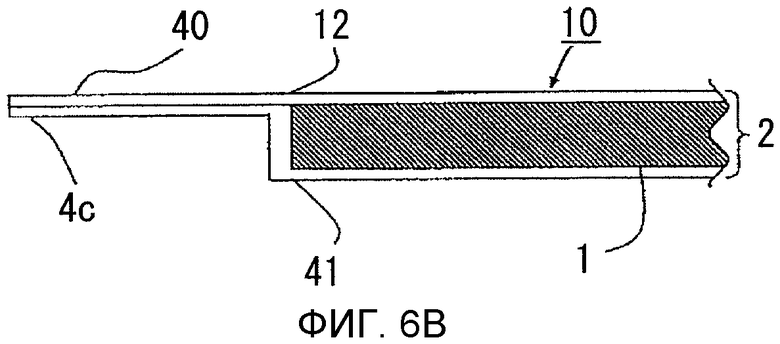
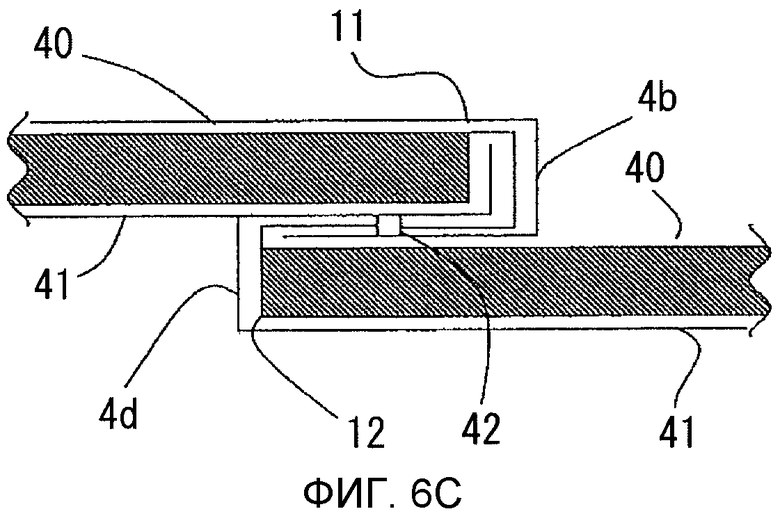
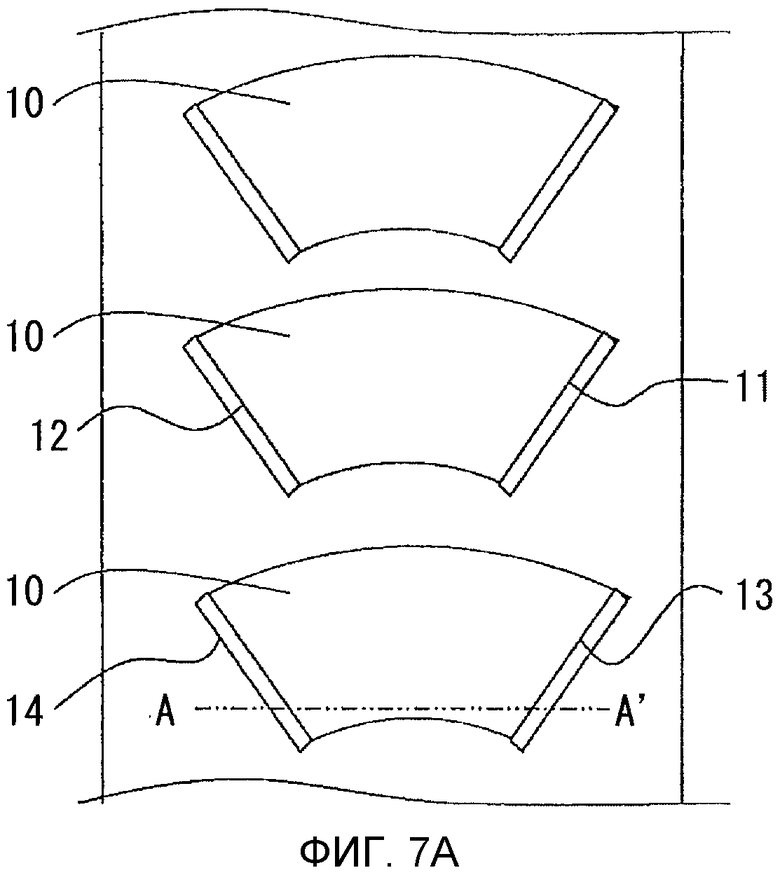
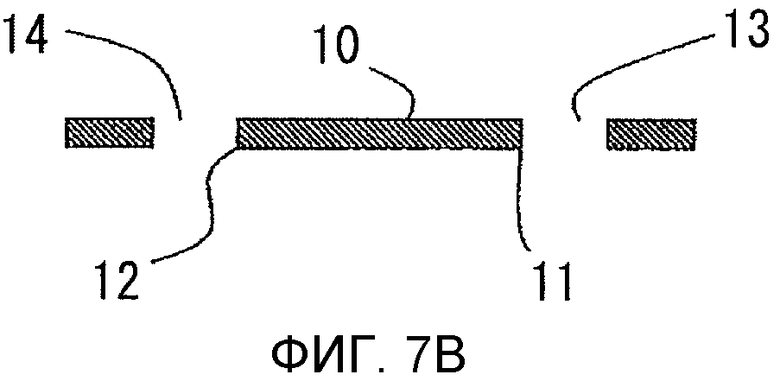
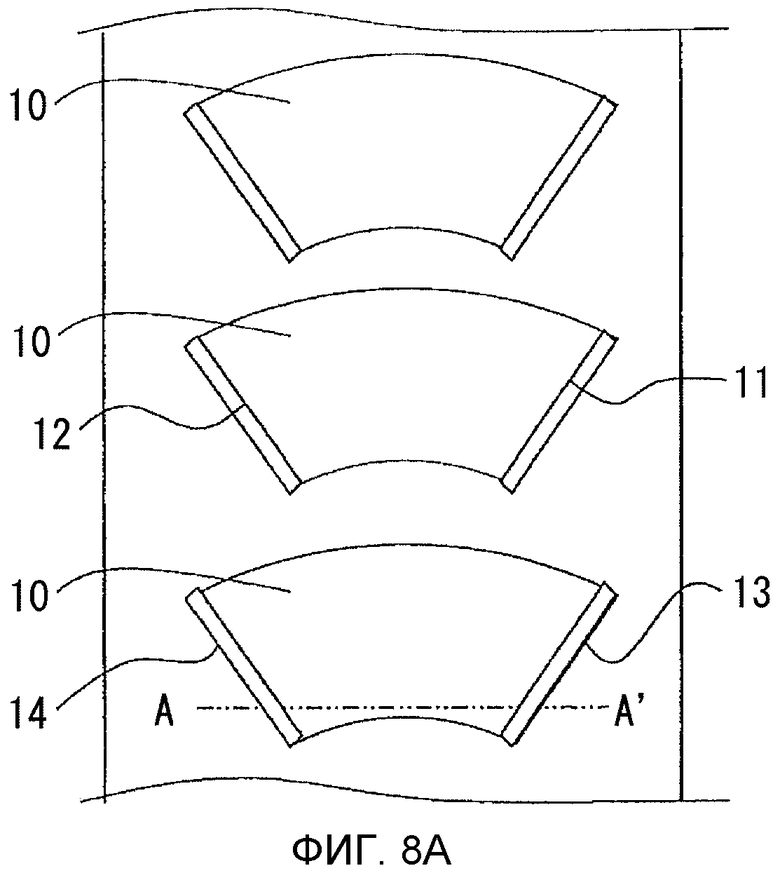
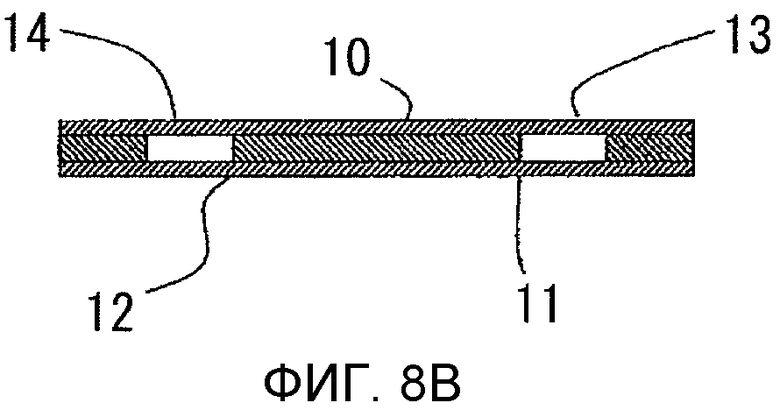
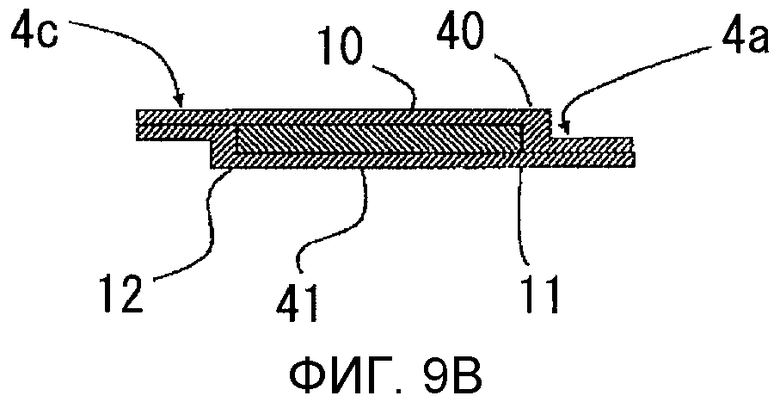
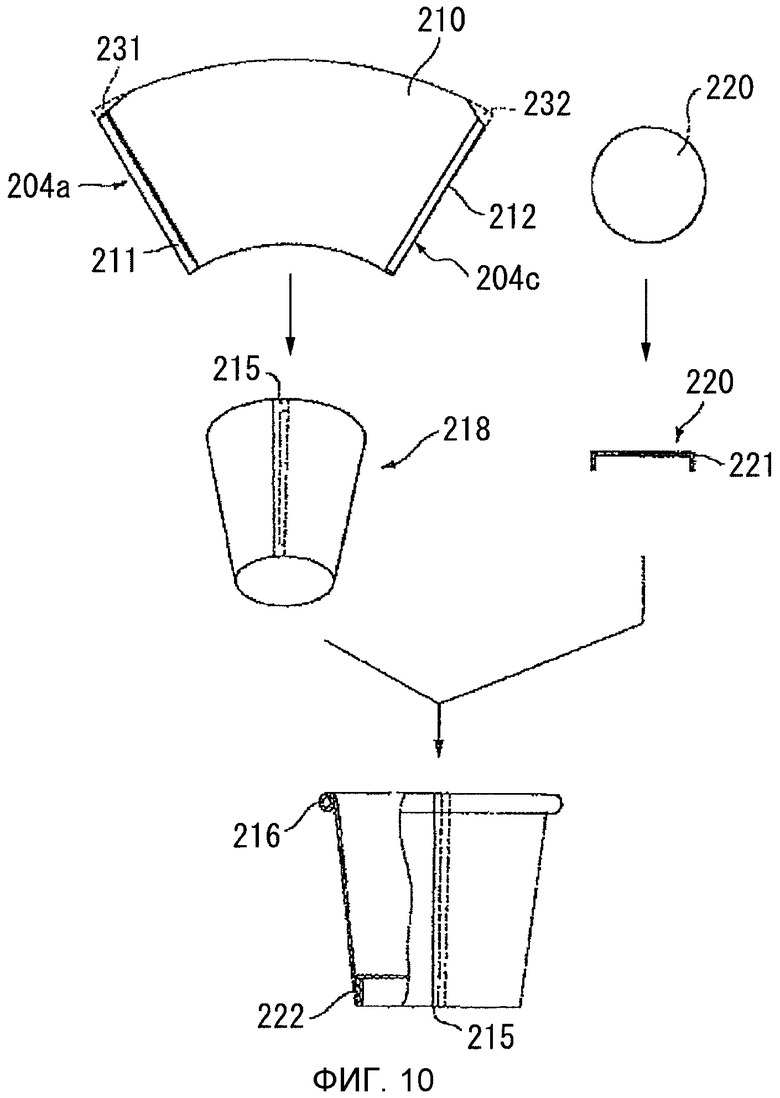
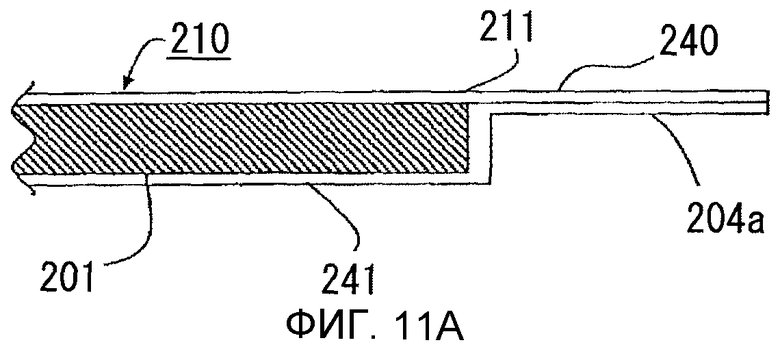
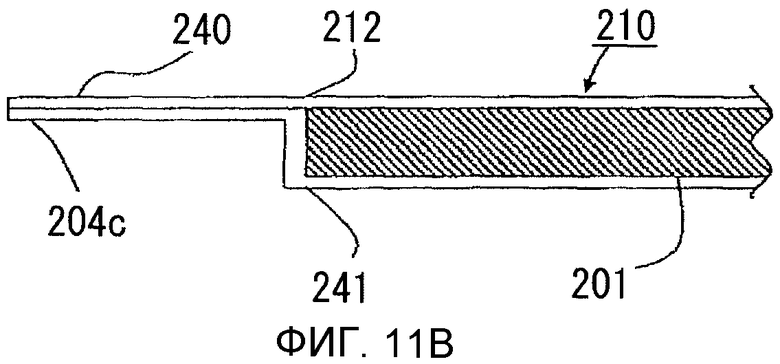
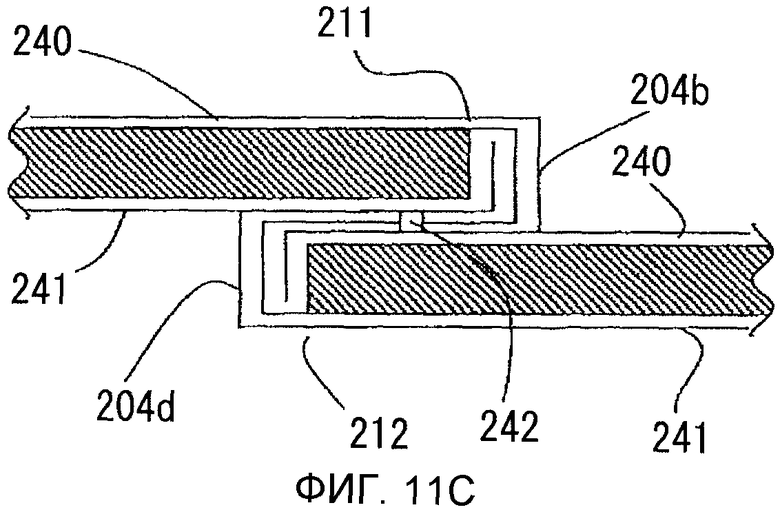
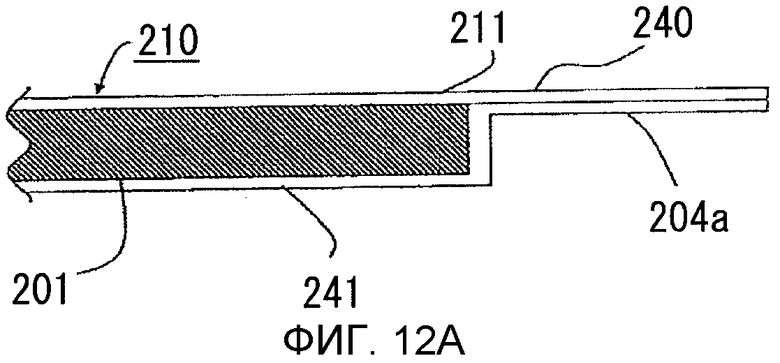
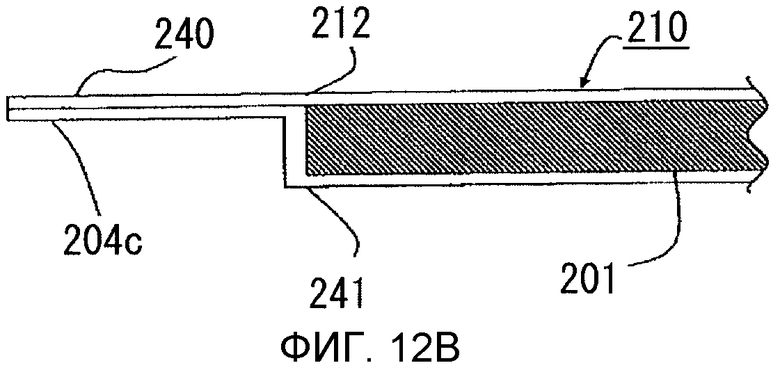
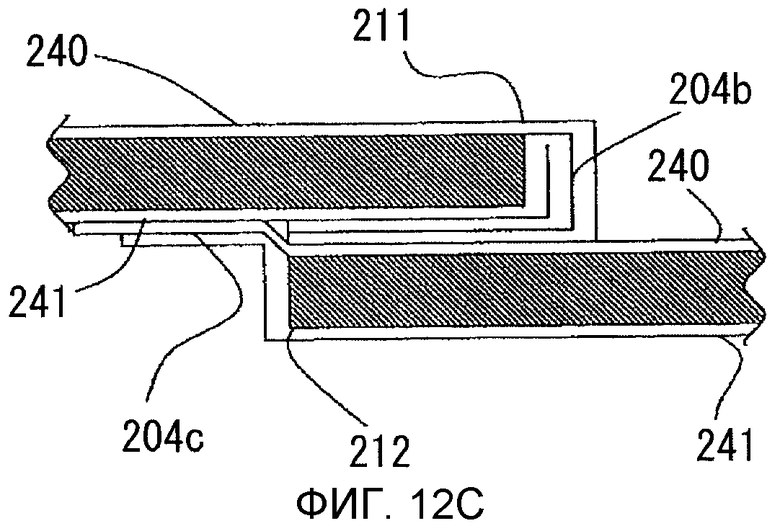
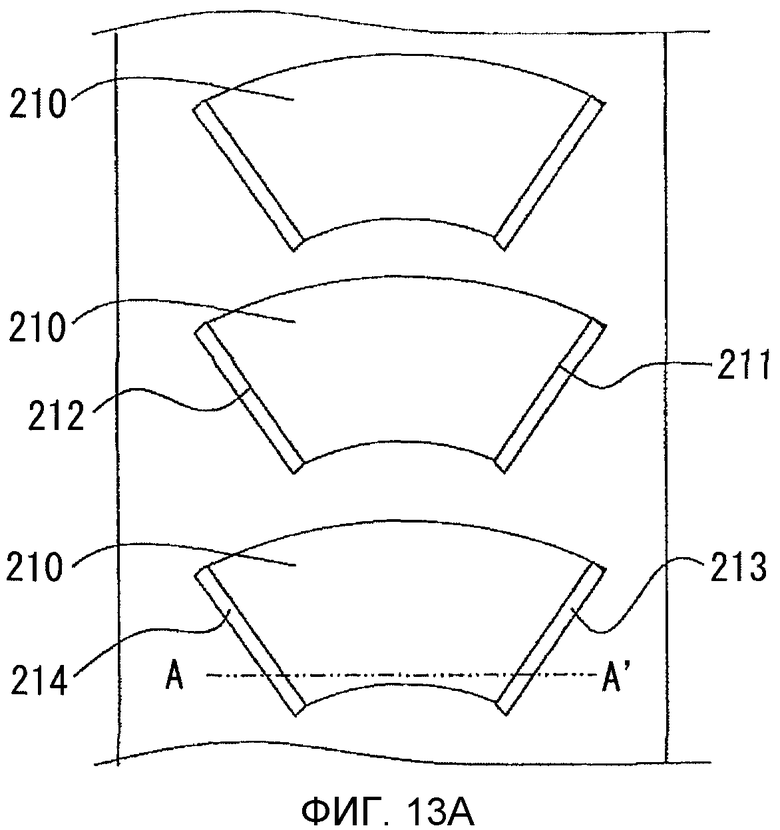
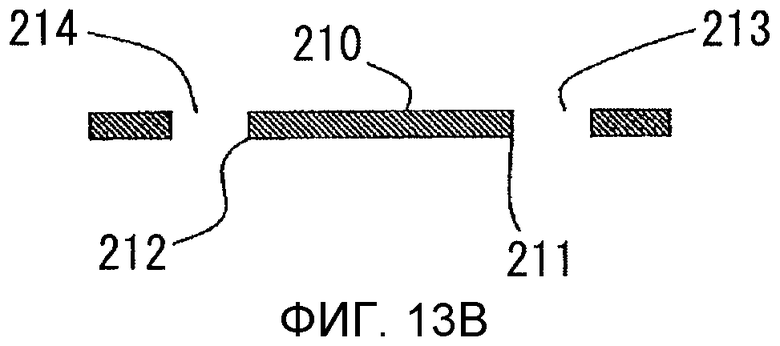
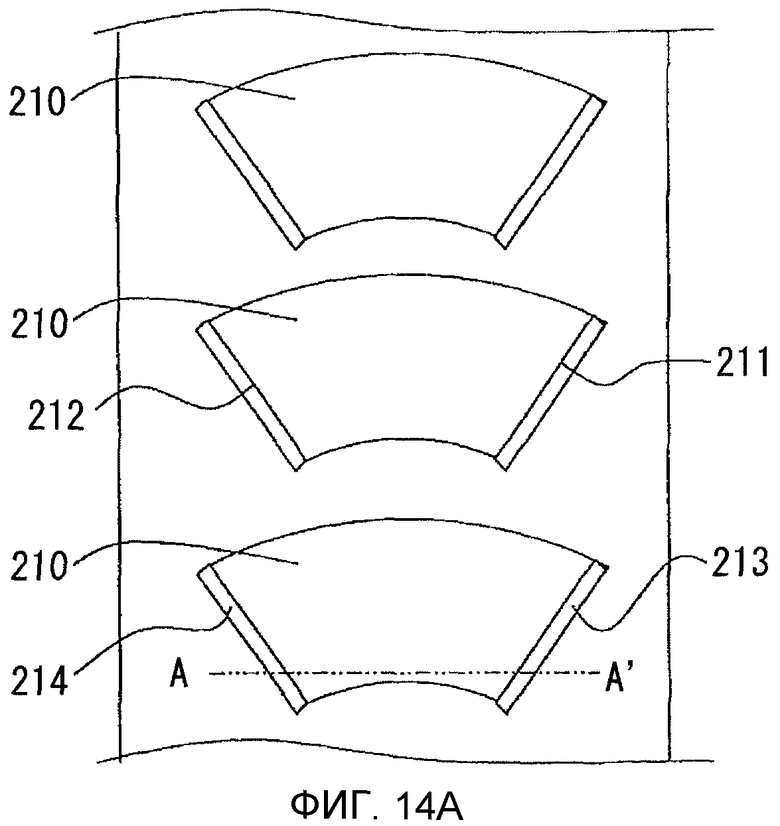
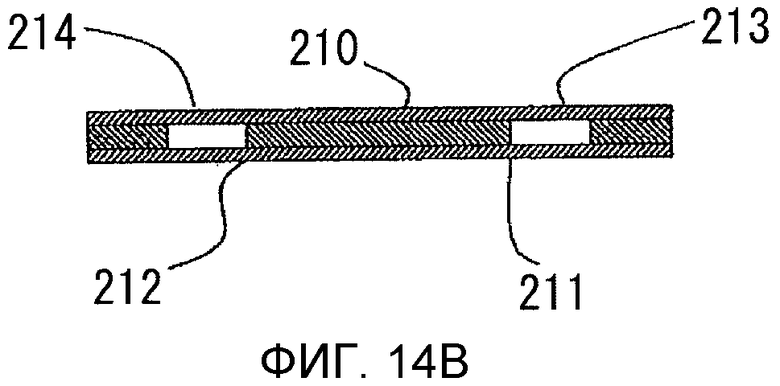
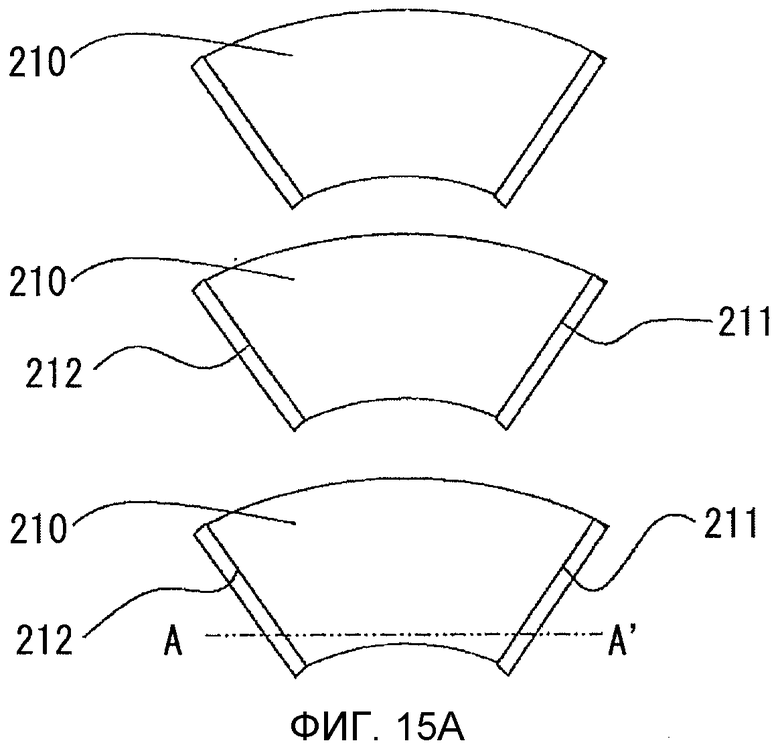
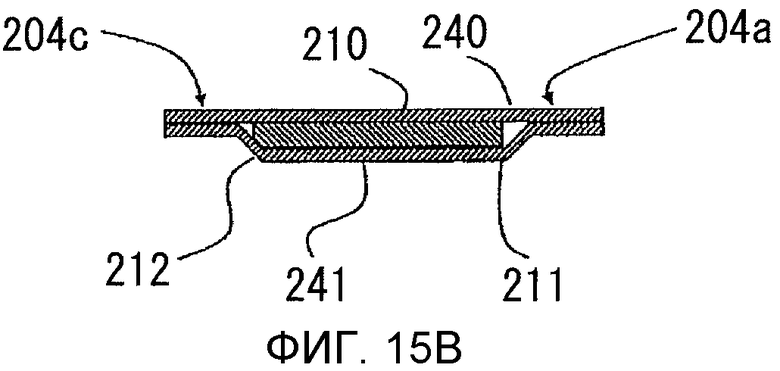
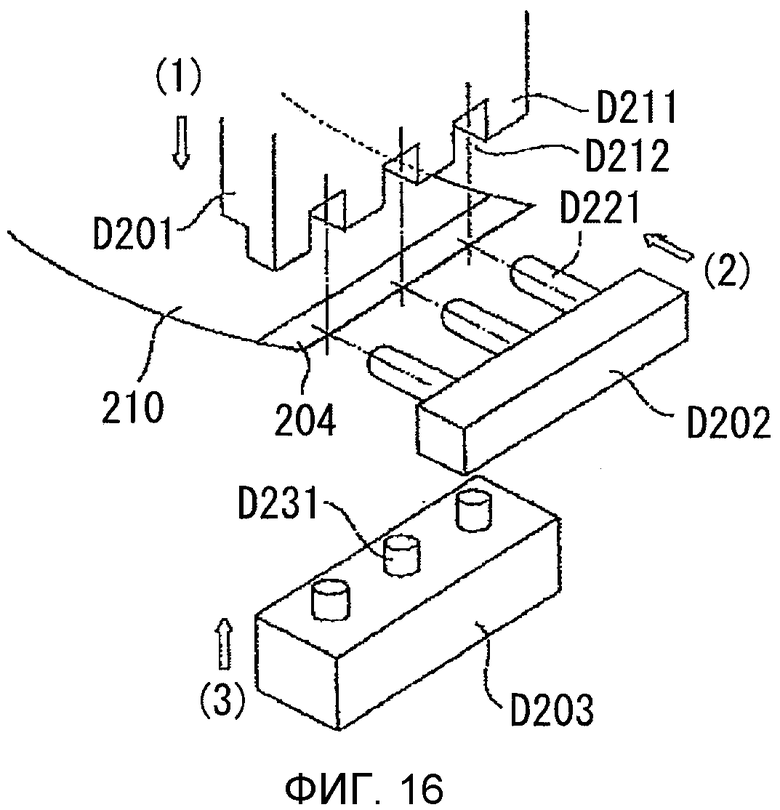
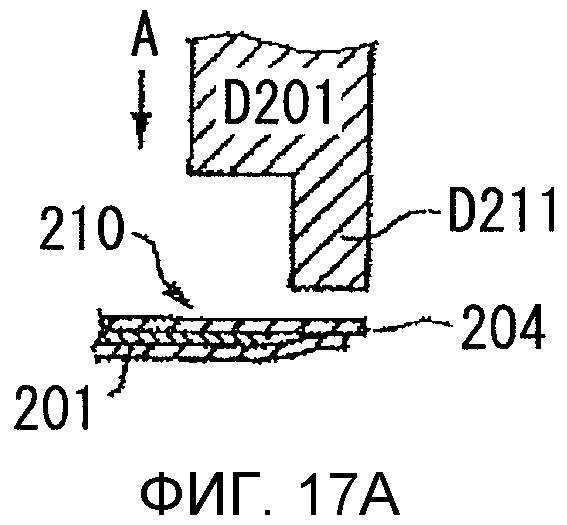
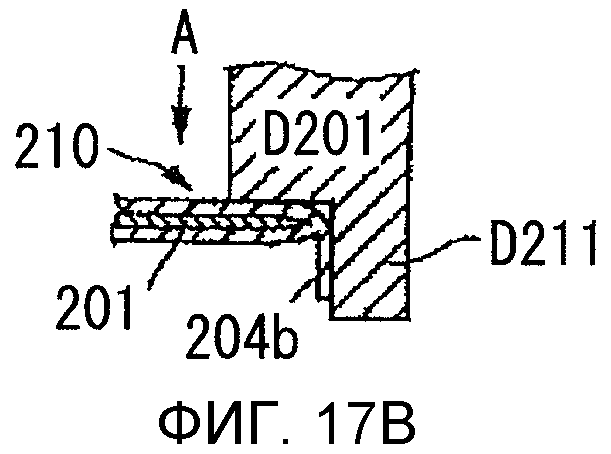
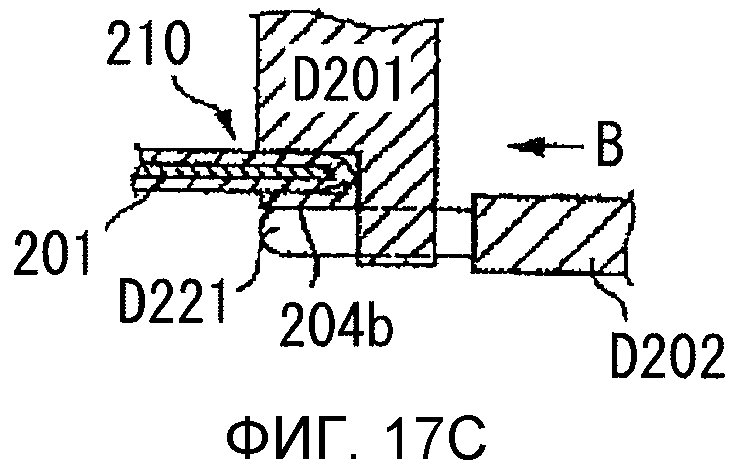
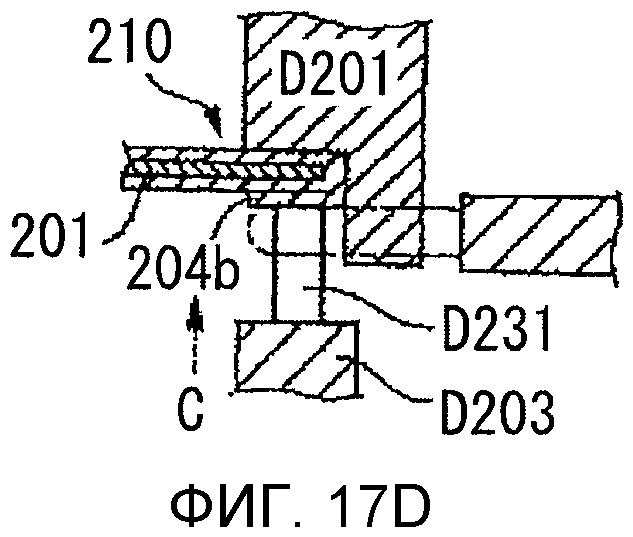
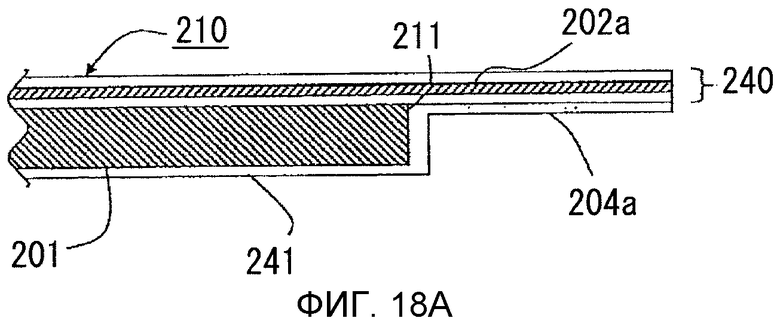
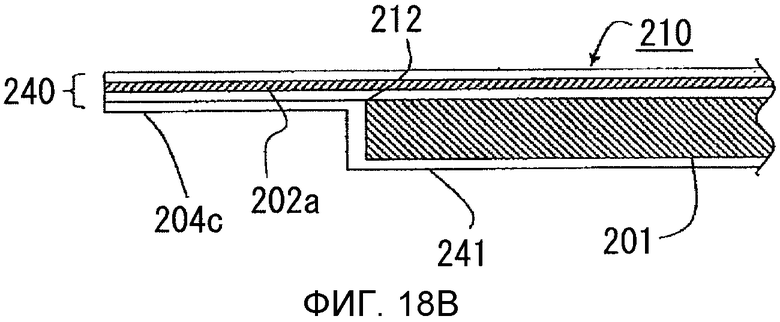
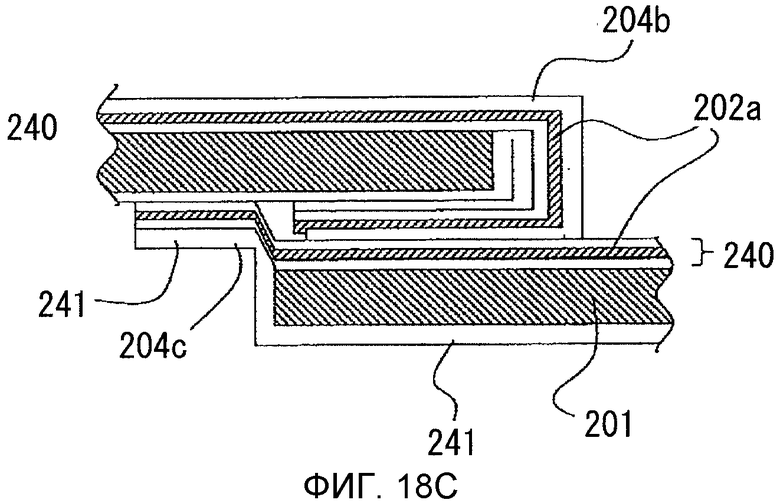
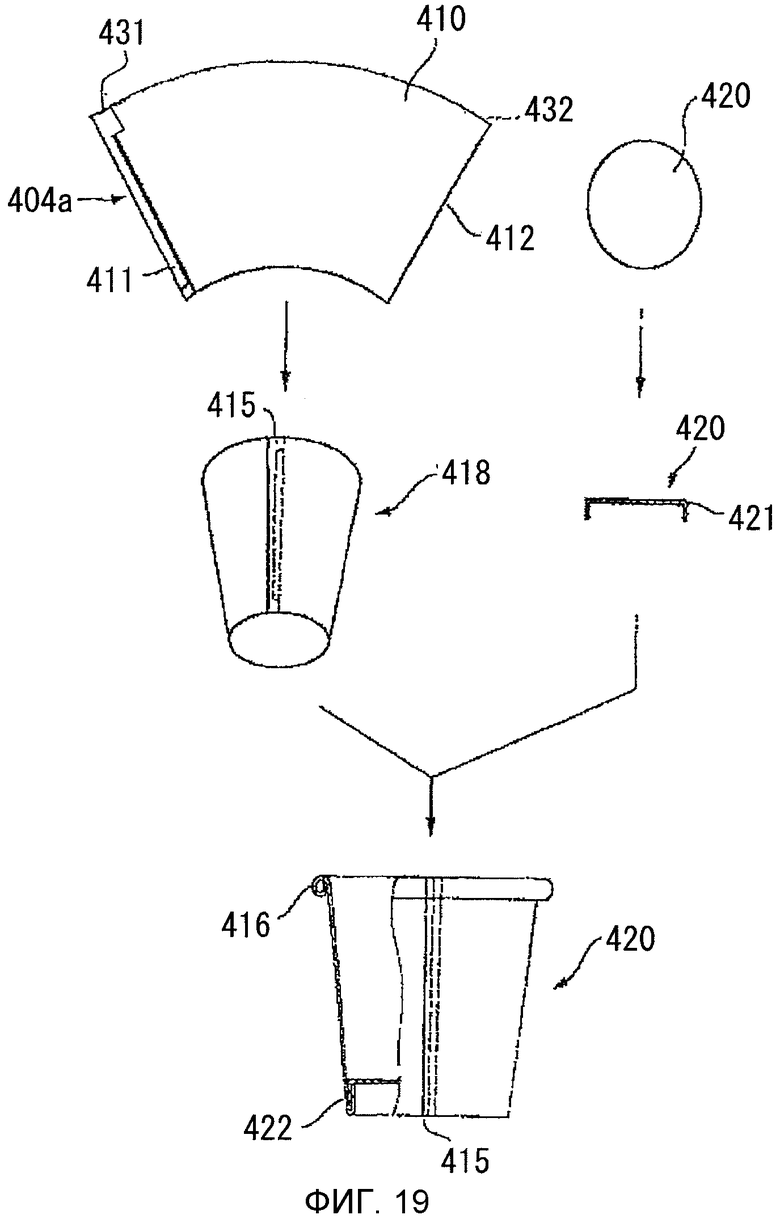
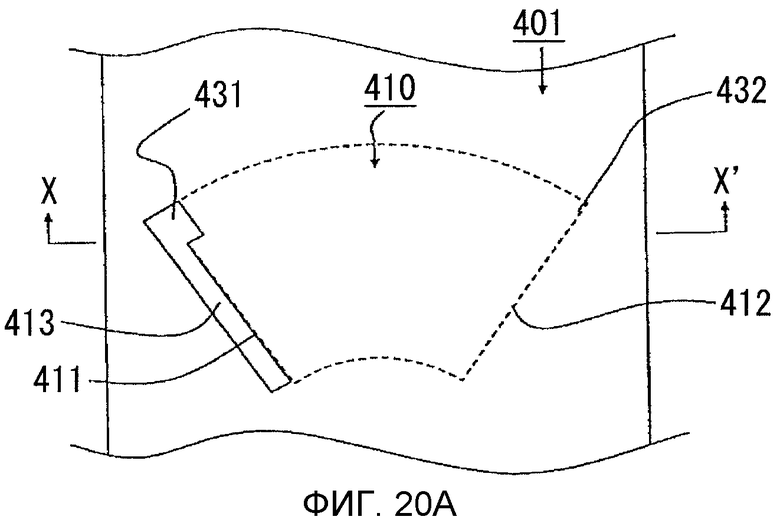
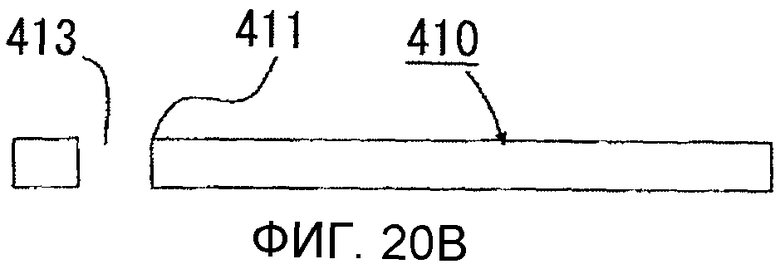
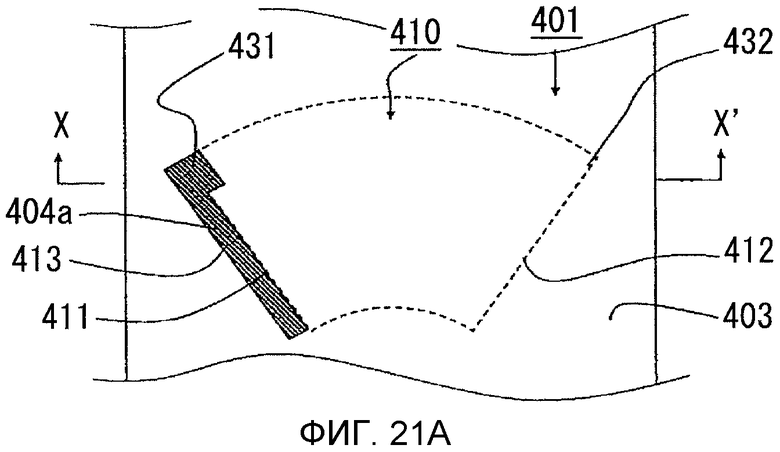
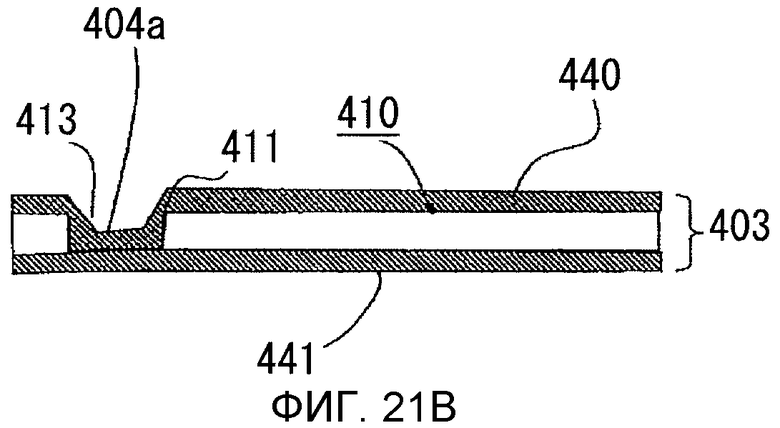
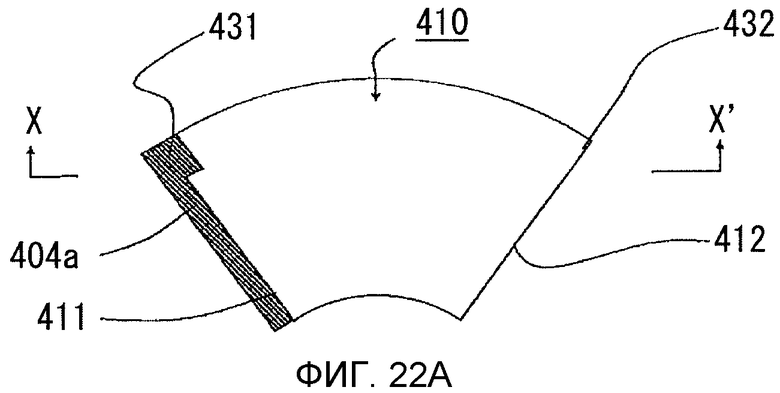
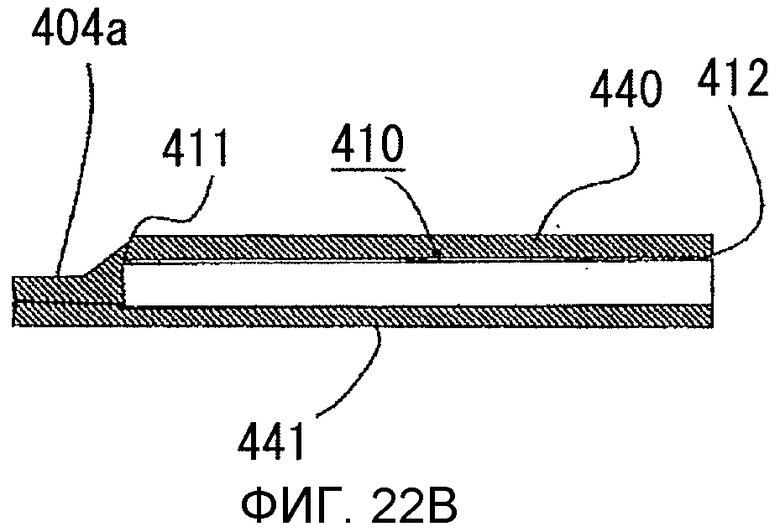
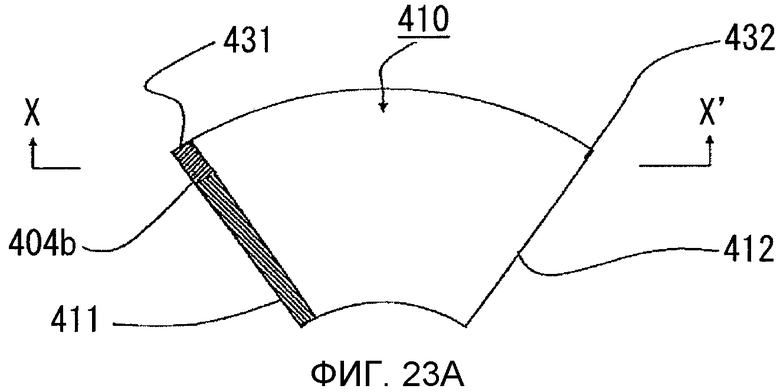
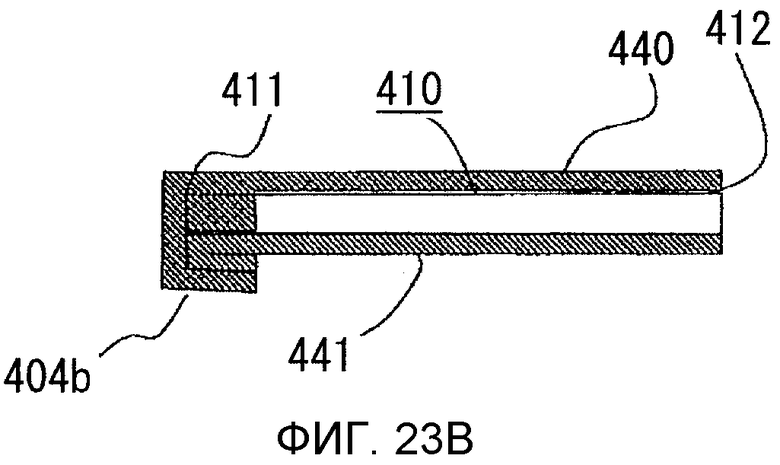
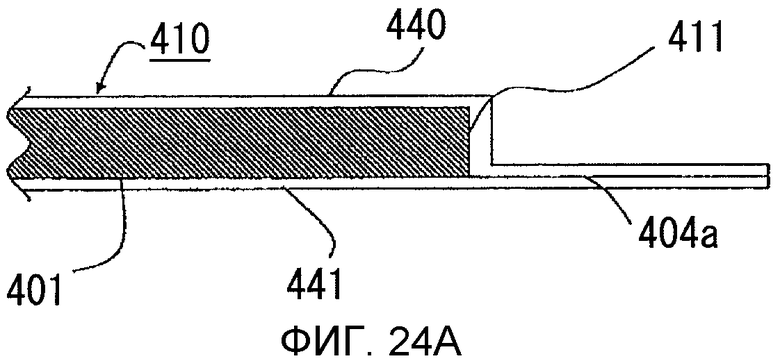
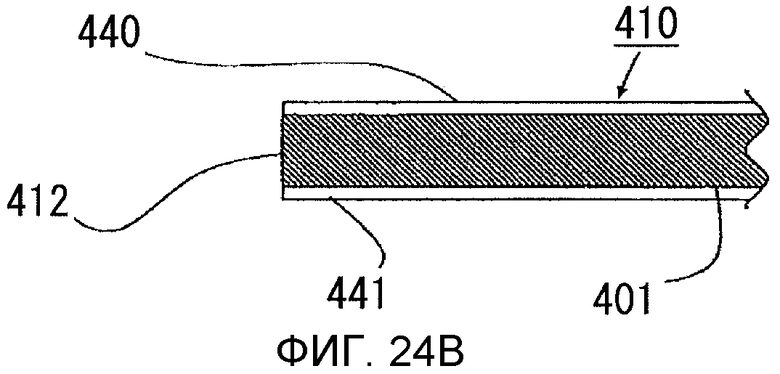
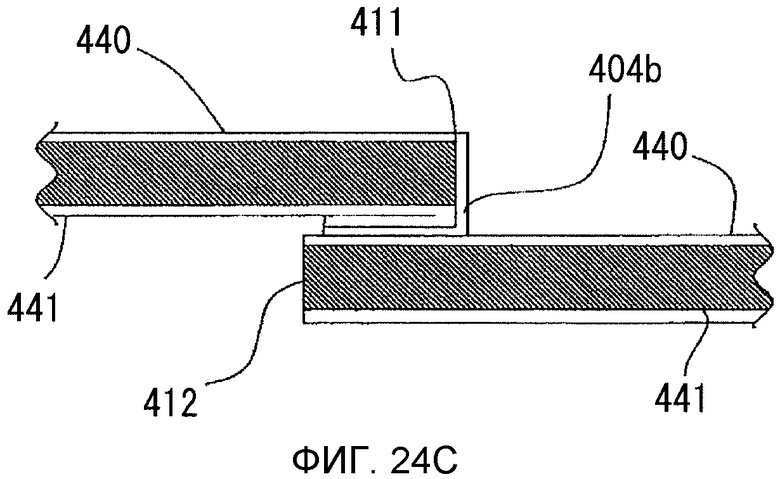
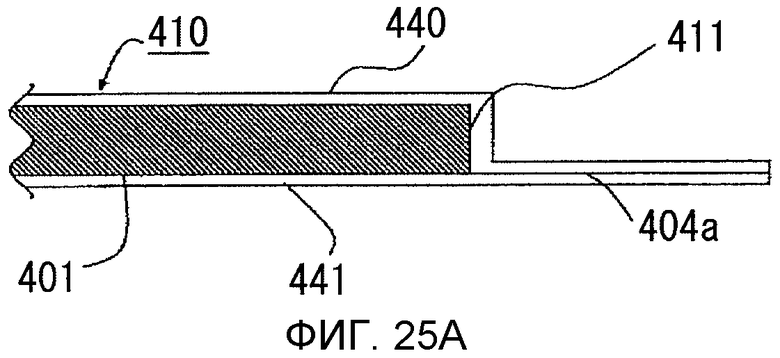
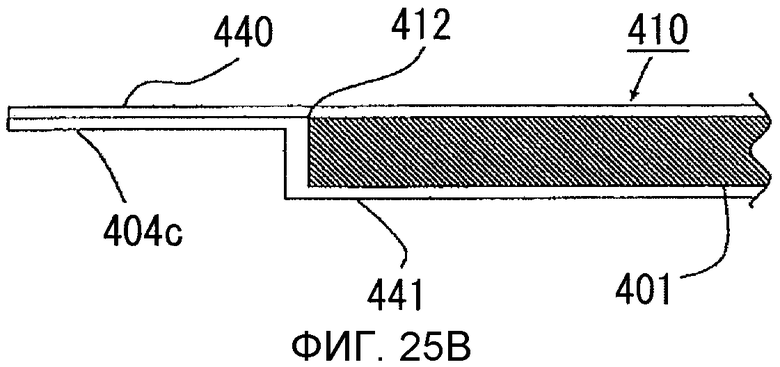
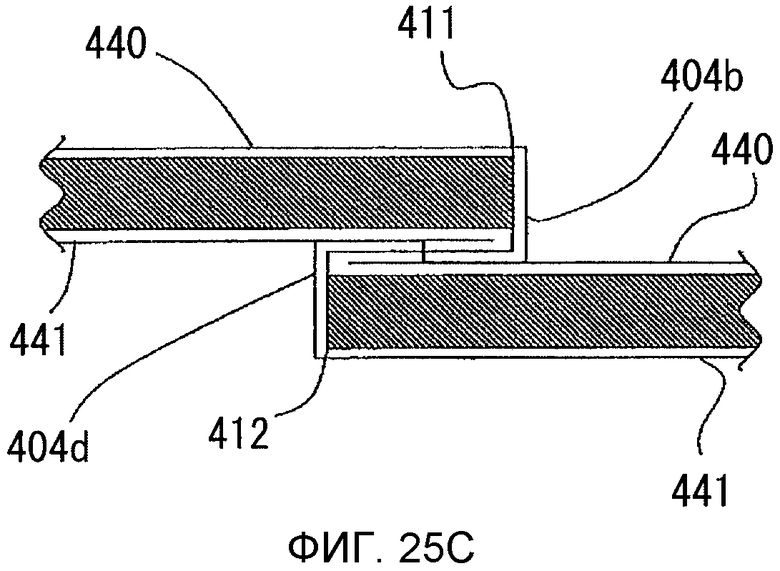
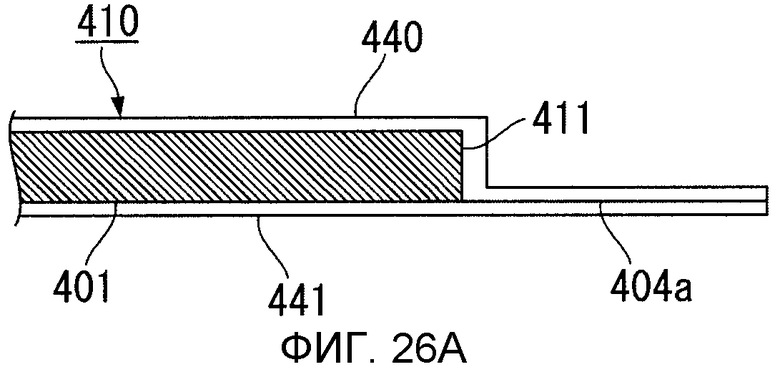
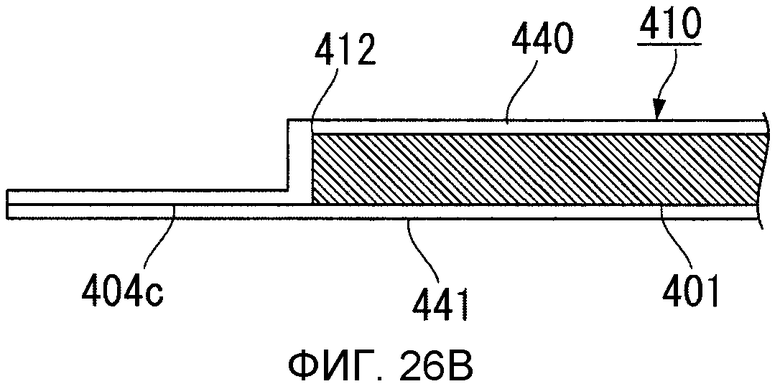
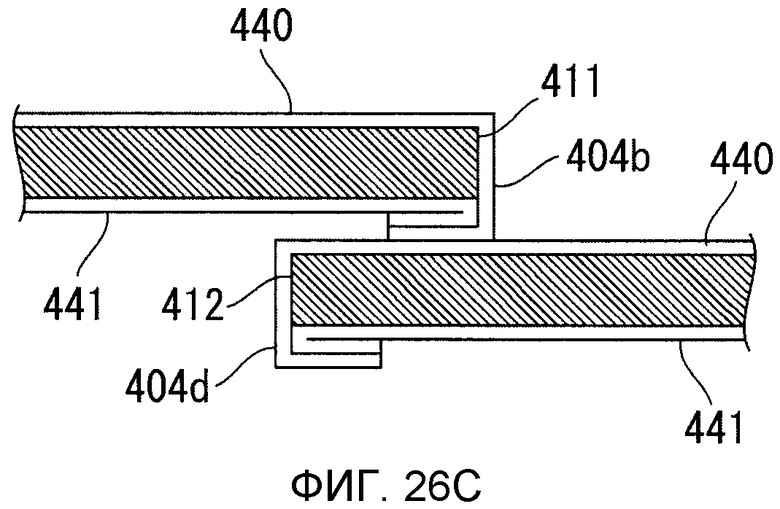
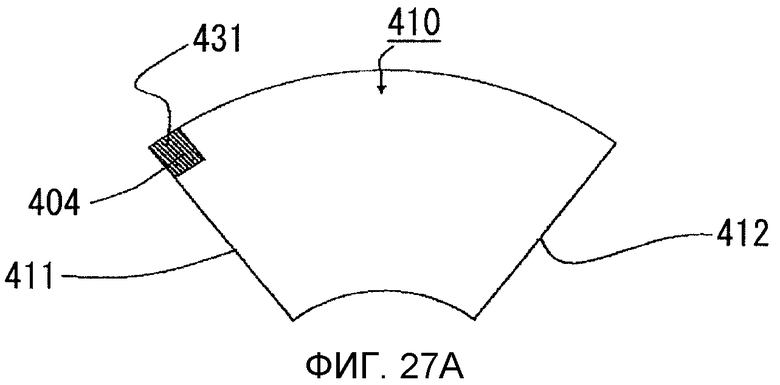
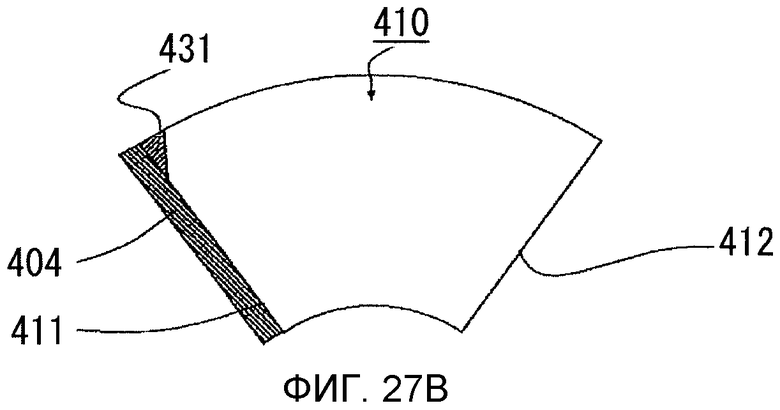
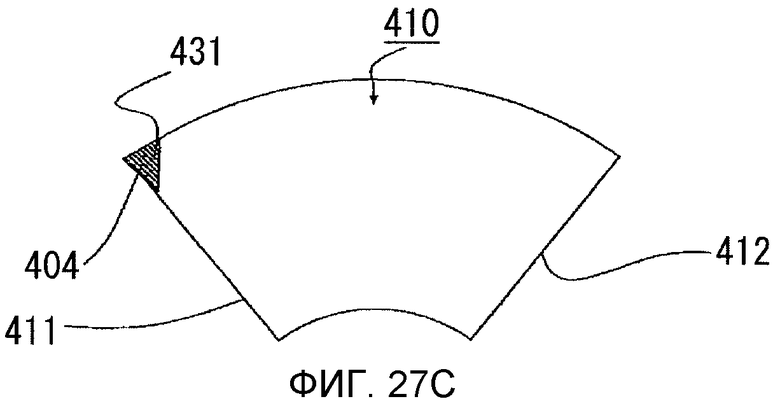
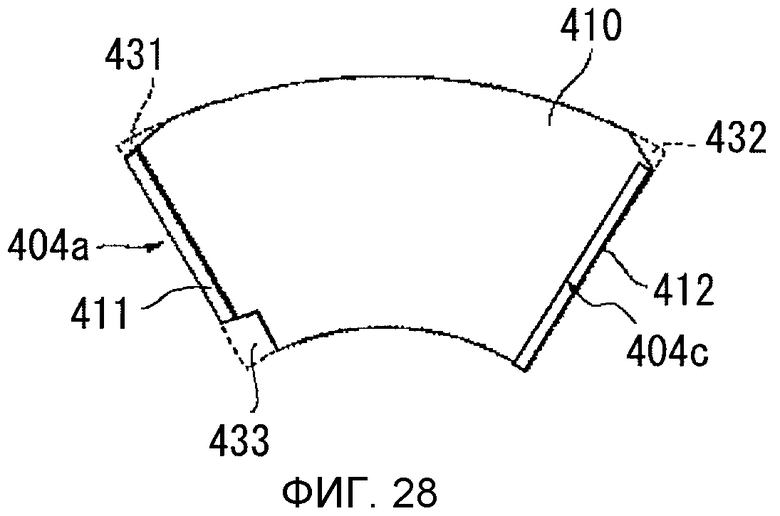
Реторт-стакан, содержащий трубчатый элемент, сформированный из заготовки, имеющей бумажный слой и слои термопластичного полимера, нанесенные на обе стороны бумажного слоя; и донный участок, который уплотняет одно из отверстий трубчатого элемента, при этом донный участок содержит загнутый вниз участок периферийной кромки; и трубчатый участок имеет скрепленный наложенный участок, на котором обе кромки заготовки наложены друг на друга и уплотнены, нижний загнутый участок, сформированный на нижнем конце трубчатого участка путем загибания заготовки трубчатого участка внутрь, и верхний загнутый участок, сформированный путем загибания концов загнутого участка заготовки трубчатого участка внутрь, причем нижний конец трубчатого участка, верхний загнутый участок, и участок периферийной кромки плотно сварены друг с другом, и участок периферийной кромки донного участка вставлен в нижний загнутый участок. 3 н. и 17 з.п. ф-лы, 28 ил.
1. Реторт-стакан, содержащий:
трубчатую корпусную часть, сформированную из заготовки корпусной части, имеющей бумажный слой и слои термопластичного полимера на обеих поверхностях бумажного слоя; и
донную часть, уплотняющую одно отверстие корпусной части,
в котором донная часть содержит загнутый вниз участок периферийной кромки,
в котором корпусная часть имеет скрепленный наложенный участок, на котором обе кромки заготовки корпусной части наложены друг на друга и уплотнены, нижний загнутый участок, сформированный на нижнем конце корпусной части путем загибания заготовки корпусной части внутрь, и верхний загнутый участок, сформированный путем загибания концов загнутого участка заготовки корпусной части внутрь,
в котором нижний конец корпусной части, верхний загнутый участок и участок периферийной кромки плотно сварены друг с другом, и участок периферийной кромки донной части вставлен в нижний загнутый участок,
в котором на обеих кромках корпусной части предусмотрены отходящие от кромок участки, выполненные так, чтобы имелись слои термопластичного полимера, проходящие на заданную ширину, и
в котором отходящий от кромки участок, расположенный внутри корпусной части в скрепленном наложенном участке корпусной части, загнут наружу корпусной части и расположен между кромками.
2. Реторт-стакан по п. 1, в котором отходящий от кромки участок проходит по всей длине кромки.
3. Реторт-стакан по п. 1, в котором отходящий от кромки участок, расположенный снаружи наложенного участка, находится в плотном контакте с заготовкой трубчатого участка, расположенной внутри наложенного участка.
4. Реторт-стакан по п. 1, в котором слой термопластичного полимера включает слой, обладающий свойствами газового барьера.
5. Реторт-стакан по п. 1, в котором корпусная часть содержит фланцевый участок с плоской верхней поверхностью.
6. Реторт-стакан по п. 1, в котором бумажный слой угла на верхней стороне трубчатой корпусной части имеет вырезанный участок, выполненный путем выполнения выреза в заготовке корпусной части.
7. Реторт-стакан по п. 1, в котором угол бумажного слоя заготовки корпусной части, который уплотнен донной частью, срезан.
8. Реторт-стакан по п. 1, в котором корпусная часть имеет слой термопластичного полимера, расположенный так, чтобы отходить от вырезанного участка.
9. Реторт-стакан по п. 1, в котором торец участка периферийной кромки отстоит от верхнего загнутого участка и от нижнего загнутого участка.
10. Реторт-стакан, содержащий:
трубчатую корпусную часть, сформированную из заготовки корпусной части, имеющей бумажный слой и слои термопластичного полимера на обеих поверхностях бумажного слоя; и
донную часть, уплотняющую одно отверстие корпусной части,
в котором донная часть содержит загнутый вниз участок периферийной кромки,
в котором корпусная часть имеет скрепленный наложенный участок, на котором обе кромки заготовки корпусной части наложены друг на друга и уплотнены, нижний загнутый участок, сформированный на нижнем конце корпусной части путем загибания заготовки корпусной части внутрь, и верхний загнутый участок, сформированный путем загибания концов загнутого участка заготовки корпусной части внутрь,
в котором нижний конец корпусной части, верхний загнутый участок и участок периферийной кромки плотно сварены друг с другом, и участок периферийной кромки донной части вставлен в нижний загнутый участок,
в котором на обеих кромках корпусной части предусмотрены отходящие от кромок участки, выполненные так, чтобы имелись слои термопластичного полимера, проходящие на заданную ширину, и
в котором отходящий от кромки участок, расположенный снаружи корпусной части в скрепленном наложенном участке корпусной части, загнут внутрь корпусной части и расположен между кромками.
11. Реторт-стакан по п. 10, в котором отходящий от кромки участок проходит по всей длине кромки.
12. Реторт-стакан по п. 10, в котором отходящий от кромки участок, расположенный снаружи наложенного участка, находится в плотном контакте с заготовкой трубчатого участка, расположенной внутри наложенного участка.
13. Реторт-стакан по п. 10, в котором слой термопластичного полимера включает слой, обладающий свойствами газового барьера.
14. Реторт-стакан по п. 10, в котором корпусная часть содержит фланцевый участок с плоской верхней поверхностью.
15. Реторт-стакан по п. 10, в котором бумажный слой угла на верхней стороне трубчатой корпусной части имеет вырезанный участок, выполненный путем выполнения выреза в заготовке корпусной части.
16. Реторт-стакан по п. 10, в котором угол бумажного слоя заготовки корпусной части, который уплотнен донной частью, срезан.
17. Реторт-стакан по п. 10, в котором корпусная часть имеет слой термопластичного полимера, расположенный так, чтобы отходить от вырезанного участка.
18. Реторт-стакан по п. 10, в котором торец участка периферийной кромки отстоит от верхнего загнутого участка и от нижнего загнутого участка.
19. Способ изготовления реторт-стакана по п. 1, содержащий этапы, на которых:
пробивают ламинированный лист на основе бумаги для формирования заготовки заданной формы;
формируют отходящие от кромок участки, которые выполнены из полимера и отходят наружу от кромок заготовки, соответственно;
загибают отходящие от кромок участки; и
плотно накладывают отходящие от кромок участки друг на друга для формирования наложенного участка скрепленного корпуса.
20. Способ по п. 19, при котором на этапе загибания отходящих от кромок участков один из отходящих от кромок участков загибают назад, а на этапе плотного накладывания отходящих от кромок участков плотно накладывают отходящие от кромок участки друг на друга для формирования наложенного участка скрепленного корпуса так, чтобы загнутый отходящий от кромки участок стал внутренней частью другого отходящего от кромки участка.
| JP 59035316 U, 05.03.1984 | |||
| JP 2005014975 A, 20.01.2005 | |||
| JP 2008024313 A, 07.02.2008 |

