Настоящее изобретение относится к структуре из двух расположенных друг за другом устройств для обработки отработавшего газа (ОГ) в выпускном трубопроводе, прежде всего в выпускном трубопроводе двигателя внутреннего сгорания (ДВС), причем одно устройство для очистки ОГ опирается на другое устройство для очистки ОГ посредством по меньшей мере одного опорного элемента.
Из WO-A1-2008/145556 известно устройство с сотовым телом, в котором электрически обогреваемое сотовое тело посредством опорных штифтов закреплено на расположенном за ним опорном катализаторе. Там, в частности, предлагается предусматривать как можно меньшее количество опорных штифтов. Кроме того, там делается ссылка на особый способ монтажа устройства.
Электрически обогреваемые катализаторы все чаще применяются в современных структурах выпуска ОГ, так как строгие предписания по ОГ в странах приводят к тому, что и поведению структур выпуска ОГ при пуске холодного двигателя автомобилей уделяется все большее внимание. Электрический обогреваемый катализатор за счет нагрева потока ОГ и/или каталитически активной поверхности сокращает время, которое необходимо предусмотренным в выпускном трубопроводе устройствам обработки ОГ для того, чтобы достигнуть необходимой для превращения вредных веществ минимальной температуры. В результате этого вредные вещества уже во время фазы холодного запуска ДВС могут быть надежно и почти полностью удалены из ОГ или же преобразованы.
Обогреваемые катализаторы часто имеют конструкцию типа (короткого) диска и могут быть применены в структуре с еще одним так называемым опорным катализатором, причем сотовые структуры обоих этих катализаторов соединены друг с другом с помощью опорных элементов. Позиционирование опорных элементов также может быть использовано для того, чтобы в сотовых структурах образовались (электрически изолирующие) воздушные зазоры, которые реализуют заданный путь тока через электрический нагреватель. В результате все более широкого применения этих нагревателей и/или обогреваемых катализаторов возрастают и требования к таким компонентам. Так, применяются сотовые структуры с как можно более тонкими стенками и/или высокой плотностью каналов, которые достигают быстрого времени реакции и высокой эффективности при превращении вредных веществ. Однако выполненные таким образом устройства для очистки ОГ предрасположены к повреждениям, которые именно при применении сотового тела в качестве опорного катализатора для электрически обогреваемого катализатора возникают в результате того, что опорный катализатор должен служить опорой опорным элементам, чтобы электрически обогреваемый катализатор мог быть расположен механически закрепленным и электрически изолированным от выпускного трубопровода.
Поэтому задача изобретения состоит в том, чтобы, по меньшей мере, частично решить указанные со ссылкой на уровень техники проблемы и, прежде всего, указать структуру из двух расположенных друг за другом устройств для очистки ОГ, которая может длительно выдерживать повышенные механические требования при эксплуатации.
Эти задачи решены с помощью структуры в соответствии с признаками п.1 формулы изобретения. Благоприятные варианты осуществления изобретения указаны в сформулированных как зависимые пунктах формулы изобретения. Следует указать на то, что приведенные в формуле изобретения по отдельности признаки могут быть скомбинированы друг с другом любым технологически рациональным способом и показывают другие варианты осуществления изобретения. Описание, прежде всего, в связи с фигурами, поясняет изобретение подробнее и приводит дополнительные примеры осуществления изобретения.
Структура согласно изобретению содержит расположенные друг за другом устройства для очистки ОГ в выпускном трубопроводе, прежде всего выпускном трубопроводе ДВС автомобиля. При этом первое устройство для очистки ОГ первой частичной областью посредством по меньшей мере одного опорного элемента соединено со второй частичной областью второго устройства для очистки ОГ. Опорный элемент имеет противолежащие концы и на концах через соединительные точки соединен с соответственно одной частичной областью. По меньшей мере, вторая частичная область образована посредством металлических компонентов. Эти металлические компоненты посредством взаимного контактирования образуют контактные поверхности, причем не более чем 20% площади контактных поверхностей имеет, по меньшей мере, паяные соединения или диффузионные соединения.
Прежде всего, здесь делается ссылка на уже упомянутую WO-A1-2008/145556, которая в полном объеме привлекается для описания конструкции структуры и/или формы опорных элементов, причем указанные здесь опорные элементы могут соответствовать описанным там опорным штифтам. Прежде всего, в случае с настоящей структурой речь идет об аппарате, содержащем электрически обогреваемое сотовое тело (первое устройство для очистки ОГ) и расположенный ниже по потоку от него так называемый опорный катализатор (имеющее каталитическое покрытие второе устройство для очистки ОГ), причем они предпочтительно имеют отдельные корпусные детали. Второе устройство для очистки ОГ выполняет функцию механической опоры первого устройства для очистки ОГ. Для этого второе устройство для очистки ОГ удерживает первое устройство для очистки ОГ в осевом направлении, то есть в направлении прохождения потока ОГ, и, прежде всего, также в радиальном направлении и в направлении по окружности в заданном относительном положении. Электрически обогреваемое сотовое тело (первое устройство для очистки ОГ) имеет, прежде всего, электрически изолированные друг от друга зоны, которые более предрасположены к смещению, как в осевом направлении, так и в радиальном направлении или в направлении по окружности сотового тела. Фиксация сотовой структуры электрически обогреваемого сотового тела достигается посредством указанных здесь опорных элементов, которые, с одной стороны, в первом устройстве для очистки ОГ, а также в расположенном ниже по потоку втором устройстве для очистки ОГ соответственно сплошным образом («сплошными соединениями» называются все соединения, при которых партнеры по соединению удерживаются вместе атомарными или молекулярными силами) посредством единичных или нескольких точек соединения соединены с металлическими компонентами.
В соответствии с этим, указанное здесь первое устройство для очистки ОГ является, прежде всего, электрически обогреваемым сотовым телом, причем, к тому же, указанное здесь второе устройство для очистки ОГ является так называемым опорным катализатором.
Опорный элемент является, прежде всего, металлическим штифтом, по меньшей мере один конец которого имеет электрическую изоляцию. В принципе, также является возможным, что несколько штифтов, которые, при необходимости, расположены на общем держателе штифтов, образуют опорный элемент. Кроме того, различные виды штифтов, держателей штифтов и т.п. могут комбинироваться друг с другом. Опорный элемент, предпочтительно, механически прочно соединен с сотовой структурой первого устройства для очистки ОГ и второго устройства для очистки ОГ, так что крепление (сотовой структуры) первого устройства для очистки ОГ достигается посредством (сотовой структуры) второго устройства для очистки ОГ. Прежде всего, опорный элемент, по меньшей мере, частично имеет электрическую изоляцию на тот случай, если первое устройство для очистки ОГ содержит электрически обогреваемое сотовое тело, которое располагается электрически изолированно от второго устройства для очистки ОГ и, прежде всего, также от выпускного трубопровода или же корпуса. Прежде всего, опорный элемент соединен с металлическими компонентами устройств для очистки ОГ с силовым замыканием («соединения с силовым замыканием» возникают в результате передачи сил, например сил сжатия или сил трения, причем прочность соединения с силовым замыканием обеспечивается чисто действующей силой), то есть, например, зажимом, или же сплошным образом, например, с помощью паяного соединения, сварного соединения и/или диффузионной связи.
Указанная здесь первая частичная область расположена в первом устройстве для очистки ОГ и включает в себя, прежде всего, ограниченную во всех направлениях (радиальное направление, осевое направление, направление по окружности) частичную область вокруг расположенного в этой первой частичной области опорного элемента или же его присоединительной точки. Прежде всего, также и вторая частичная область выполнена ограниченной во всех направлениях (радиальное направление, осевое направление, направление по окружности). Прежде всего, второе устройство для очистки ОГ, по меньшей мере, в области второй частичной области имеет металлические компоненты, которыми образуется проходимая для потока ОГ сотовая структура.
Эти металлические компоненты (прежде всего, жестяная фольга, нетканые материалы, сетки и т.п.) посредством взаимного контактирования образуют контактные поверхности. Для этого, как правило, по меньшей мере один компонент имеет структуру, например, типа гофра. В результате штабелирования или же смежного расположения этих компонентов эти компоненты соприкасаются, например, по типу полос вдоль гребней волны и/или впадин волны. Они называются контактными поверхностями, причем тем самым описана максимально возможная область соединения друг с другом компонентов. Однако фактически эти контактные поверхности не полностью используются для фиксации компонентов друг с другом, а только максимально на 20%, предпочтительно максимально на 10% и особо предпочтительно максимально на 5%. Следовательно, предусмотрено, что значительная преобладающая доля площади контактных поверхностей фактически является лишь касательными поверхностями, причем соприкосновение при эксплуатации может быть снова ликвидировано. Только в указанной выше малой доле создаются соединительные области посредством высокотемпературной пайки и/или диффузии. Прежде всего, эти паяные соединения и/или диффузионные соединения образуют нечто типа (гибкого) каркаса (по меньшей мере, на втором торце второго устройства для очистки ОГ). При определенных условиях, во второй частичной области не предусмотрено вообще никаких паяных соединений и/или диффузионных соединений на контактных поверхностях.
В противоположность прежнему допущению, что используемая, прежде всего, для опоры вторая частичная область второго устройства для очистки ОГ должна иметь как можно более прочную структуру, здесь предлагается, чтобы лишь небольшие доли образованных в результате взаимного контактирования контактных поверхностей имели сплошное соединение (паяное соединение и/или диффузионное соединение). Посредством этой небольшой доли сплошного соединения контактных поверхностей достигается гибкость, по меньшей мере, в области второй частичной области, так что возникающие при эксплуатации различные деформации первого устройства для очистки ОГ относительно второго устройства для очистки ОГ, прежде всего в результате различной деформации соответствующих сотовых структур, могут быть выровнены или же компенсированы, так что предотвращается повреждение сотовой структуры первого устройства для очистки ОГ и/или второго устройства для очистки ОГ и, кроме того, также по меньшей мере один опорный элемент (прежде всего за счет значительно уменьшенной срезающей нагрузки) не повреждается. При этом вторая частичная область расположена, прежде всего, на обращенном к первому устройству для очистки ОГ торце второго устройства для очистки ОГ и, исходя оттуда, простирается в сотовую структуру второго устройства для очистки ОГ.
До сих пор считалось важным, чтобы металлические сотовые тела именно в области входа ОГ были спаяны по возможности полностью и на большой поверхности, так чтобы, по возможности, не возникало повреждения на сотовой структуре в результате пульсаций ОГ. Теперь от этой точки зрения отходят, так как, прежде всего, в области входа ОГ вторая частичная область предусмотрена с малой долей паяных соединений, так что, прежде всего, опорные элементы внутри второго устройства для очистки ОГ могут смещаться относительно корпуса. Однако в результате расположения первого устройства для очистки ОГ выше по потоку от второго устройства для очистки ОГ может происходить ламинаризация потока ОГ, так что нагрузки на стороне входа ОГ второго устройства для очистки ОГ уменьшаются.
Согласно одному благоприятному усовершенствованию структуры, по меньшей мере, второе устройство для очистки ОГ является сотовым телом, которое содержит сотовую структуру и окружающий сотовую структуру корпус.
При этом сотовая структура, по меньшей мере, частично образована посредством гладких и структурированных металлических пластов. Прежде всего, так образуются (проходящие по существу аксиально) проточные каналы для ОГ, по которым ОГ направляется при прохождении устройства для очистки ОГ. Прежде всего, они имеют плотность по меньшей мере 50 каналов на квадратный сантиметр, прежде всего более чем 200 каналов на см2 или же более чем 600 каналов на см2. Эта плотность относится к соответствующим торцам устройства для очистки ОГ, через которые ОГ входит в устройство для очистки ОГ или же снова выходит из него. При этом вторая частичная область может иметь не такую плотность, как другие области сотовой структуры. Металлические гладкие и структурированные пласты, прежде всего, уложены один на другой, и/или свиты друг с другом, и/или намотаны один на другой.
Прежде всего, вторая частичная область второго устройства для очистки ОГ, в котором одним концом расположен по меньшей мере один опорный элемент, содержит по меньшей мере 10, предпочтительно по меньшей мере 50 и особо предпочтительно по меньшей мере 500 каналов и простирается, прежде всего, от обращенного к первому устройству для очистки ОГ торца второго устройства для очистки ОГ до присоединительной точки конца опорного элемента. Прежде всего, каналы расположены в пределах радиуса вокруг опорного элемента, причем радиус с увеличением числа каналов равномерно увеличивается во всех (радиальных) направлениях. Прежде всего, вторая частичная область простирается глубже в осевом направлении в сотовую структуру второго устройства для очистки ОГ, прежде всего по меньшей мере на 20%, и, предпочтительно, по меньшей мере на 50% глубже, чем глубина присоединительной точки, при измерении от обращенного к первому устройству для очистки ОГ торца.
Прежде всего, вторая частичная область имеет протяженность с радиусом по меньшей мере 2 мм, предпочтительно по меньшей мере 5 мм, а совершенно особо предпочтительно по меньшей мере 8 мм вокруг присоединительной точки в радиальном направлении устройства для очистки ОГ и, прежде всего, в форме шара вокруг присоединительной точки. Совершенно особо предпочтительно вторая частичная область охватывает весь второй торец второго устройства для очистки ОГ.
В качестве гладкого и/или структурированного металлического пласта предусмотрена, прежде всего, подходящая для устройств для очистки ОГ фольга из высококачественной стали, например, толщиной от 30 до 160 мкм [микрон]. Кроме того, корпус также может быть (электрически изолированной) второй корпусной деталью, которая, при определенных условиях, закреплена на первой корпусной детали первого устройства для очистки ОГ.
Структура имеет, прежде всего, несколько опорных элементов, которые в соответствии с потребностями расположены на расстоянии друг от друга. Кроме того, прежде всего, все опорные элементы расположены в единственной второй частичной области, но при этом также могут быть предусмотрены несколько дистанцированных друг от друга вторых частичных областей, в которых, прежде всего, расположено только по одному опорному элементу.
Согласно другому благоприятному варианту первое устройство для очистки ОГ, по меньшей мере, частично образовано посредством стопки из металлических пластов, причем пласты, по меньшей мере, в первой частичной области, по меньшей мере, частично дистанцированы друг от друга посредством воздушных зазоров.
Эти воздушные зазоры служат, прежде всего, для электрической изоляции отдельных металлических пластов друг от друга, так что получается электрически обогреваемое сотовое тело. Вследствие наличия этих воздушных зазоров первое устройство для очистки ОГ, по меньшей мере, в частичных областях сотовой структуры имеет меньшее сопротивление деформации, так что именно вследствие термической переменной нагрузки первого устройства для очистки ОГ происходит деформация сотовой структуры в результате удлинения металлических пластов. В результате деформации металлических пластов расположенный в первой частичной области опорный элемент также приводится в движение или же нагружается изгибающими силами и срезающими силами. Прежде всего, чтобы компенсировать эти движения или же уменьшить нагрузки, вторая частичная область второго устройства для очистки ОГ имеет соответствующую гибкость, так что и здесь опорный элемент может совершать соответствующее движение. Прежде всего, это движение происходит так, что в обеих частичных областях происходит одинаково направленное и по возможности одинаковое по величине движение. Это привело бы к параллельному смещению опорного элемента, так что он, прежде всего, не создает увеличенного сопротивления потоку ОГ. Гибкость второй частичной области допускает, прежде всего, (также) отгибание опорного элемента, так что уменьшаются сгибающие силы и срезающие силы в области присоединительных точек во второй частичной области.
Первая частичная область и вторая частичная область выполнены, прежде всего, независимо друг от друга относительно их положения, количества и протяженности. При этом необходимо учитывать то, что сотовые структуры в отношении их штабелирования, наматывания или свивания отдельных компонентов выполнены так, что при нагревании устройств для очистки ОГ по своим деформационным свойствам они, по меньшей мере, друг другу не противодействуют. Это может быть достигнуто, например, за счет того, что пласты обоих устройств для очистки ОГ свиты в одинаково направленной форме S или аналогично. Соответственно должно осуществляться и расположение опорных элементов, так чтобы избегать расположения опорных элементов в областях сотовых структур с различными деформационными свойствами.
Согласно другому благоприятному варианту первое устройство для очистки ОГ является электрически обогреваемым сотовым телом. Для этого первое устройство для очистки ОГ имеет необходимые электроды и электрические изоляторы, которые делают возможным электропитание. В этой связи делается ссылка на вводную информацию по уровню техники.
Согласно другому особо благоприятному усовершенствованию второе устройство для очистки ОГ имеет обращенный от первого устройства для очистки ОГ первый торец, а также продольную ось. В направлении продольной оси между второй частичной областью и первым торцом второе устройство для очистки ОГ к тому же имеет только на аксиально ограниченном участке контактные поверхности взаимно контактирующих металлических компонентов, причем по меньшей мере 80% площади контактных поверхностей имеют паяные соединения и/или диффузионные соединения. Прежде всего, на этом лишь аксиально ограниченном участке между второй частичной областью и первым торцом предпочтительно 100% контактных поверхностей соединены друг с другом сплошным образом посредством паяных соединений и/или диффузионных соединений. Естественно, незначительные отклонения от этого также охвачены. Прежде всего, осевая протяженность этого участка ограничена длиной не более 5 мм, прежде всего не более 10 мм.
За счет этого предусмотренного здесь обширного соединения друг с другом отдельных металлических компонентов достигается высокая механическая прочность второго устройства для очистки ОГ. Прежде всего, за счет такого сплошного соединения телескопирование металлических компонентов, то есть смещение в осевом направлении относительно корпуса устройства для очистки ОГ, является лишь очень ограниченно возможным или же полностью предотвращено. Прежде всего, кроме того, этим видом соединения обеспечивается высокая деформационная прочность, так что за счет этого в достаточной мере обеспечено опорное действие относительно опорных элементов. Прежде всего, этот ограниченный лишь аксиально участок второго устройства для очистки ОГ простирается, исходя из первого торца, максимально на треть максимальной осевой длины сотовой структуры второго устройства для очистки ОГ, прежде всего максимально на шестую часть.
Кроме того, является благоприятным, если, исходя из первого торца, другой участок осевой длиной в направлении продольной оси максимально 1 мм [миллиметр], прежде всего максимально 3 мм, является свободным от паяных соединений и/или диффузионных соединений (то есть без сплошных соединений), и лишь затем следует указанный участок по меньшей мере с 80% или же 100% площади контактных поверхностей с паяными соединениями и/или диффузионными соединениями. Прежде всего, этот аксиально ограниченный участок с соединенными друг с другом контактными поверхностями содержит исключительно контактные поверхности между металлическими компонентами и корпусом.
Однако, особо предпочтительным образом, этот аксиально ограниченный участок также охватывает контактные поверхности металлических компонентов с корпусом, причем в соответствии с одним особо благоприятным вариантом корпус соединен с сотовой структурой посредством паяных соединений и/или диффузионных соединений на всех контактных поверхностях между металлическими компонентами и корпусом.
Согласно другому благоприятному варианту структуры второе устройство для очистки ОГ имеет обращенный к первому устройству для очистки ОГ второй торец, а также продольную ось, причем второе устройство для очистки ОГ содержит по меньшей мере один металлический компонент с различными по длине областями на втором торце в направлении продольной оси. При этом присоединительные точки, по меньшей мере, частично расположены в более длинных областях по меньшей мере одного компонента, причем более длинные области компонента на втором торце, по меньшей мере, во второй частичной области в направлении продольной оси выступают за пределы более коротких областей компонента.
Это, прежде всего, означает, что металлический компонент на втором торце имеет по меньшей мере одну выемку, которая простирается в осевом направлении и в направлении параллельно второму торцу. В осевом направлении эта выемка простирается максимально на 5 мм, предпочтительно максимально на 10 мм. В результате такого выполнения второе устройство для очистки ОГ на втором торце, по меньшей мере, во второй частичной области имеет расщепленную торцевую поверхность, причем, по меньшей мере, часть стенок каналов сотовой структуры, при рассмотрении от второго торца, расположены отведенными назад. При этом указанные области по меньшей мере одного металлического компонента охватывают, прежде всего, лишь малую часть ширины металлического компонента, причем ширина простирается поперек продольной оси устройства для очистки ОГ. Эта малая часть ширины составляет, прежде всего, максимально 5 мм, предпочтительно максимально 10 мм. Прежде всего, эти более короткие области компонента расположены так, что на втором торце во второй частичной области непосредственно вокруг опорного элемента не расположены более длинные области компонентов, так что отгибание опорного элемента возможно без того, чтобы он контактировал с более длинными областями в области второго торца вследствие отгибания.
Прежде всего, также является возможным, что опорный элемент через присоединительные точки расположен в более коротких в направлении продольной оси областях по меньшей мере одного компонента, причем тогда отгибанию опорного элемента оказывается еще меньшее сопротивление.
Согласно другому особо предпочтительному варианту выполнения структуры второе устройство для очистки ОГ выполнено, по меньшей мере, с металлическими компонентами по меньшей мере с одной выемкой, причем выемка, по меньшей мере, частично расположена рядом с присоединительной точкой. При этом выемка предусмотрена, по меньшей мере, частично между обращенным к первому устройству для очистки ОГ вторым торцом и присоединительной точкой. Кроме того, она, прежде всего, не простирается до второго торца, а расположена в компоненте. Это расположение выемки также делает возможным придание большей гибкости присоединительной точке внутри второго устройства для очистки ОГ. Выемка обеспечивает то, что в этой области рядом с присоединительной точкой никакой опоры или же сплошного соединения компонента с другими компонентами посредством взаимного контактирования не обеспечено. За счет этого опорный элемент в области присоединения может совершать движение, которому оказывается меньшее сопротивление. Выемку нельзя путать, прежде всего, с отверстиями между отдельными каналами в сотовой структуре, которые делают возможным обмен потоков ОГ, и она сравнительно больше и, прежде всего, содержит область, которая в радиальном направлении или направлении по окружности содержит несколько контактных поверхностей между соответствующими металлическими компонентами. Прежде всего, осевая длина выемки имеет, по меньшей мере, такой же размер, как и протяженность присоединительной точки. Прежде всего, также может быть предусмотрено несколько выемок, которые расположены в области по меньшей мере одной присоединительной точки, так что тем самым еще больше повышается гибкость присоединительной точки для опорного элемента. Выемки, прежде всего, расположены и ниже по потоку от присоединительных точек для компонентов, которые через присоединительные точки соединены с опорным элементом. Прежде всего, выемки расположены ниже по потоку и в осевом направлении на одной прямой с присоединительными точками. Выемка внутри металлических компонентов, прежде всего, имеет длину в направлении продольной оси максимально 5 мм, предпочтительно максимально 10 мм и, кроме того, ширину в направлении поперек продольно оси максимально 5 мм, предпочтительно максимально 10 мм.
Согласно еще одному варианту выполнения структуры опорный элемент при 20°С расположен параллельно продольной оси первого устройства для очистки ОГ и второго устройства для очистки ОГ. Вследствие термической нагрузки структуры до 800°С этот опорный элемент наклоняется максимально на 2 угловых градуса относительно продольной оси. Этот параметр описывает гибкость структуры тем, что наклонное положение опорного элемента вследствие малого сопротивления деформации второго устройства для очистки ОГ предотвращается, и опорный элемент соответственно внутри структуры может перемещаться по существу параллельно. Это параллельное смещение является предпочтительным, так как тогда через опорный элемент не передаются срезающие или изгибающие силы и, тем самым, предотвращается отказ опорного элемента или же отказ присоединительных точек или же компонентов устройства для очистки ОГ. Однако, по меньшей мере, структурой предотвращается вызванная в радиальном направлении или в направлении по окружности фиксация опорного элемента вторым устройством для очистки ОГ, так что уже посредством этой меры могут быть достаточно уменьшены иначе возникающие срезающие силы и изгибающие силы.
Одно благоприятное усовершенствование структуры направлено на то, что второе устройство для очистки ОГ является сотовым телом с множеством выполненных с возможностью прохождения через них отработанного газа каналов, причем вторая частичная область, по меньшей мере:
а) имеет меньшее число каналов на единицу площади, чем остальные области сотового тела, или
б) образована из металлических пластов, которые имеют меньшую толщину материала, чем металлические пласты в остальных областях сотового тела.
Прежде всего, за счет меньшего числа каналов на единицу площади достигается то, что гибкость присоединительных точек в этой частичной области больше. Это достигается за счет того, что имеется меньше контактных поверхностей и меньше опорных точек металлических компонентов между собой или же они расположены дальше друг от друга. Соответствующее относится к случаю, если металлические пласты имеют меньшую толщину материала, так как в этом случае понижается сопротивление деформации пластов.
Прежде всего, вторая частичная область простирается по всему второму торцу второго устройства для очистки ОГ. Предпочтительно, на этом втором торце, по меньшей мере, расположена, прежде всего огибающая, остаточная область около корпуса, которая имеет большую долю площади со сплошными соединениями друг с другом металлических компонентов, чем во второй частичной области.
Посредством изобретения предлагается второе устройство для очистки ОГ в качестве так называемого опорного катализатора, который, с одной стороны, имеет обладающую высокой гибкостью сотовую структуру, по меньшей мере, во второй частичной области, а с другой стороны, обеспечивает опорную функцию для электрически обогреваемого сотового тела, в котором предусмотрена высокая жесткость, по меньшей мере, на расположенном ниже по потоку участке. Таким образом, может быть предотвращено телескопирование сотовой структуры второго устройства для очистки ОГ, причем в то же время является возможным смещение сотовой структуры в области второго торца, так что предотвращается отгибание опорных элементов в связи с увеличенными сгибающими силами и срезающими силами. Но, по меньшей мере, гибкость в области второго торца повышается таким образом, что вызванные расположением опорных элементов сгибающие силы и срезающие силы могут быть заметно уменьшены. Обеспеченная повышенной гибкостью, по меньшей мере, во второй частичной области, свобода движения присоединительных точек опорных элементов делает возможным совместное движение присоединительных точек во второй частичной области с вынужденно возникающим движением присоединительных точек опорных элементов в первой частичной области первого устройства для очистки ОГ. Тем самым, благодаря изобретению может быть предотвращено повреждение опорных элементов, как и повреждение сотовых тел, и обеспечена обладающая высокой усталостной прочностью структура.
Прежде всего, по меньшей мере одна вторая частичная область расположена в середине (в радиальном направлении) второго устройства для очистки ОГ, причем здесь (существенно) большая доля контактных поверхностей имеет, по меньшей мере, паяные соединения или диффузионные соединения. Прежде всего, «середина» охватывает радиальную область вокруг продольной оси структуры в 50% наибольшего диаметра сотовой структуры второго устройства для очистки ОГ. При этом прежде всего до 100% площади контактных поверхностей соединены друг с другом. Однако, прежде всего, в этом случае предусмотрены другие вторые частичные области в радиально внешней области (вне «середины») сотовой структуры второго устройства для очистки ОГ, которые имеют долю соединенных друг с другом площадей контактных поверхностей не более 20%.
Изобретение находит применение, прежде всего, в автомобиле, имеющем структуру выпуска ОГ, причем структура выпуска ОГ выполнена с представленной здесь согласно изобретению структурой. Для этого структура может быть соединена с источником напряжения и управляющим устройством, так чтобы могло происходить необходимое активирование электрически обогреваемого сотового тела (первое устройство для очистки ОГ).
Далее изобретение, а также технический контекст более детально поясняются на фигурах. Следует указать на то, что на фигурах показаны особо предпочтительные варианты осуществления изобретения, однако ими оно не ограничено. Схематически показано на:
Фиг.1: структура с первым устройством для очистки ОГ и вторым устройством для очистки ОГ,
Фиг.2: автомобиль со структурой,
Фиг.3: поперечный разрез через электрически обогреваемое сотовое тело,
Фиг.4: опорный элемент,
Фиг.5: расположение опорного элемента в сотовой структуре,
Фиг.6: еще одно расположение опорного элемента в сотовой структуре,
Фиг.7: еще один конструктивный вариант структуры.
На фиг.1 показана структура 1 с первым устройством 2 для очистки ОГ и вторым устройством 3 для очистки ОГ, по которым последовательно в направлении 32 потока проходит ОГ 24. Первое устройство 2 для очистки ОГ имеет корпус 16 и выполнено в виде электрически обогреваемого сотового тела. Оно имеет электрический контакт 27, с которым первое устройство 2 для очистки ОГ электропроводным образом соединено через второй контакт 30. Кроме того, предусмотрена электрическая масса 28, которая через первый контакт 29 соединена с первым устройством 2 для очистки ОГ. Кроме того, первое устройство 2 для очистки ОГ имеет первую частичную область 5, в которой своими соответствующими концами 9 расположено несколько опорных элементов 6. Кроме того, здесь предусмотрены опорные элементы 6, которые расположены не в первой частичной области 5 первого устройства 2 для очистки ОГ. Первое устройство 2 для очистки ОГ и второе устройство для очистки ОГ дистанцированы друг от друга зазором 31, причем этот зазор 31 перекрывается опорными элементами 6. Опорные элементы 6 соответственно во втором устройстве 3 для очистки ОГ, по меньшей мере, своими концами 9 частично расположены во второй частичной области 7. Второе устройство 3 для очистки ОГ также имеет корпус 16, а также выполненную с возможностью прохождения через нее потока ОГ сотовую структуру 15, которые вместе образуют сотовое тело 14. Сотовая структура 15, по меньшей мере, частично образуется металлическими компонентами 10 и простирается в направлении 32 потока к расположенному ниже по потоку первому торцу 19. Сотовая структура 15 контактирует на осевой длине 44 с корпусом 16.
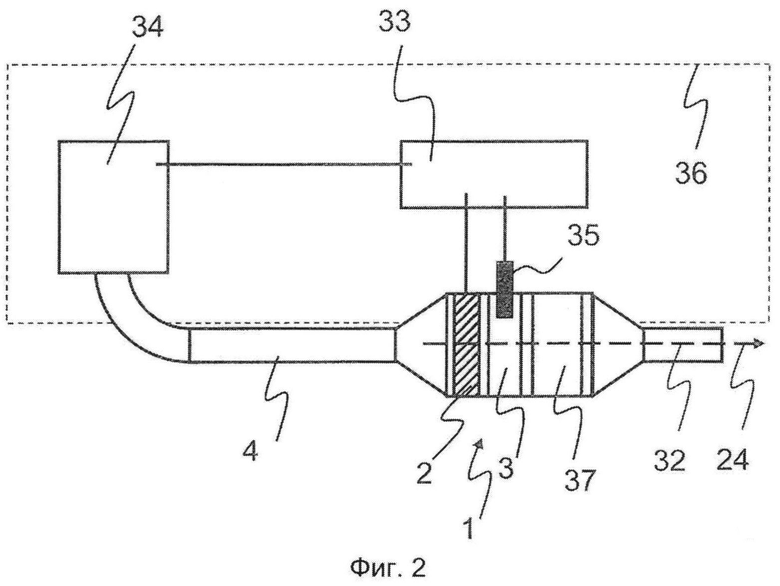
На фиг.2 показан автомобиль 36 с двигателем 34 внутреннего сгорания (ДВС), выпускным трубопроводом 4 и расположенной в выпускном трубопроводе 4 структурой 1 с первым устройством 2 для очистки ОГ и вторым устройством 3 для очистки ОГ, а также еще одним компонентом 37 нейтрализации ОГ, через которые последовательно, но в любом порядке, в направлении 32 потока проходит ОГ 24. Во втором устройстве 3 для очистки ОГ расположен датчик 35, который соединен с блоком 33 управления. Этот датчик включает в себя, например, датчики температуры, так что посредством соответствующих сигналов датчика может происходить обогрев электрически обогреваемого сотового тела, которое здесь реализуется первым устройством 2 для очистки ОГ.
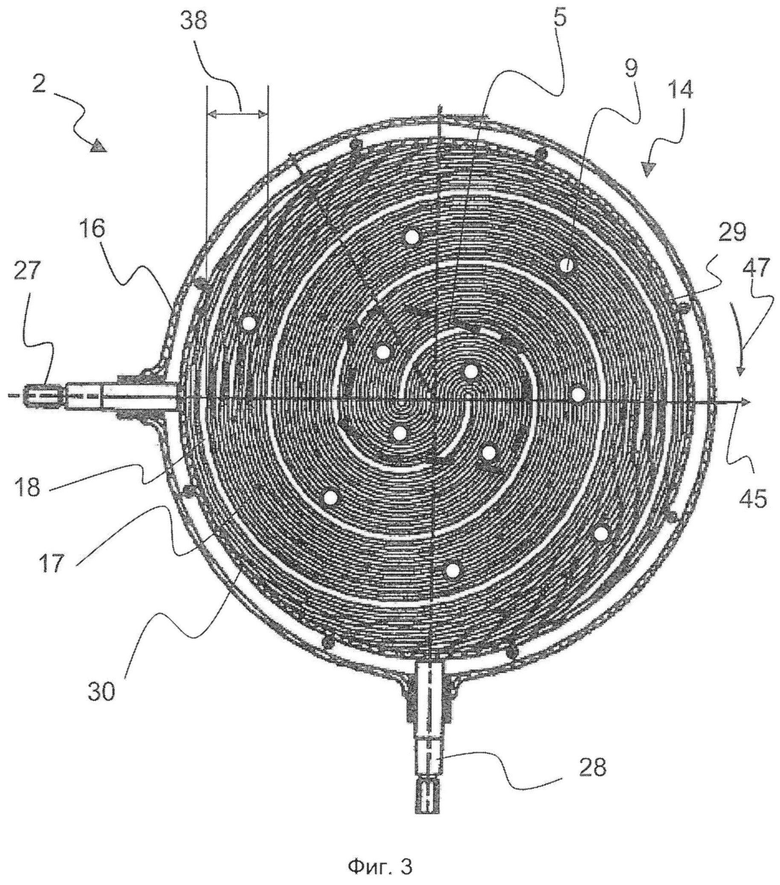
На фиг.3 электрически обогреваемое сотовое тело 14 показано в поперечном разрезе. Это электрически обогреваемое сотовое тело 14 соответствует, например, первому устройству 2 для очистки ОГ на фиг.1. Сотовое тело 14 содержит корпус 16 и сотовую структуру 15, которая, со своей стороны, образуется металлическими пластами 17 из гладкой волнистой фольги. Здесь эти пласты уложены в стопку 38 и свиты друг с другом, причем пласты в стопке 38 соответственно дистанцированы друг от друга воздушными зазорами 18. Таким образом должна быть обеспечена электрическая изоляция пластов 17 друг от друга, так чтобы был возможным равномерный обогрев электрически обогреваемого сотового тела 14. Отдельные пласты 17, которые соответственно сосредоточены в стопку 38, через второй контакт 30 контактируют с электрическим контактом 27, а через первый контакт 29 с электрической массой 28, так что создается электрический ток. В поперечном разрезе видно, что опорные элементы своими соответствующими концами 9 расположены внутри сотовой структуры 15 и внутри первой частичной области 5. За счет воздушных зазоров 18 и вследствие специальной структуры электрически обогреваемого катализатора происходит смещение опорных элементов, по меньшей мере, в радиальном направлении 45 и/или в направлении 47 по окружности.
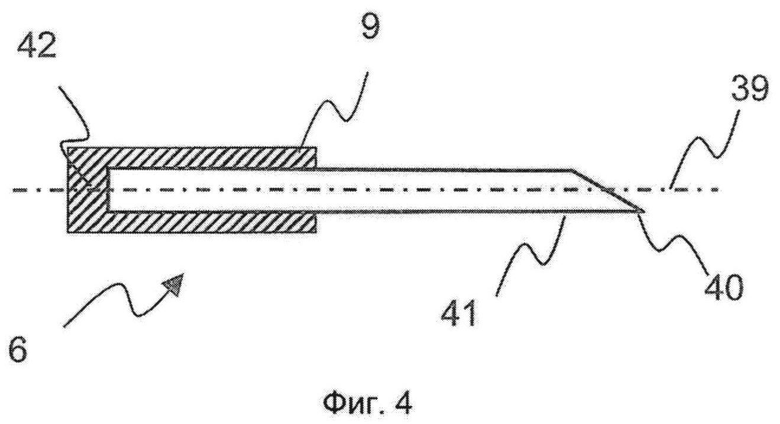
На фиг.4 показан опорный элемент 6, который образуется круглым штифтом 41, который простирается вдоль центральной оси 39. Опорный элемент 6 имеет на своем левом конце 9 электрическую изоляцию 42. На своем правом конце 9 опорный элемент 6 имеет на штифте острие 40, которое делает возможным более легкое введение опорного элемента 6 в сотовую структуру устройства для очистки ОГ.
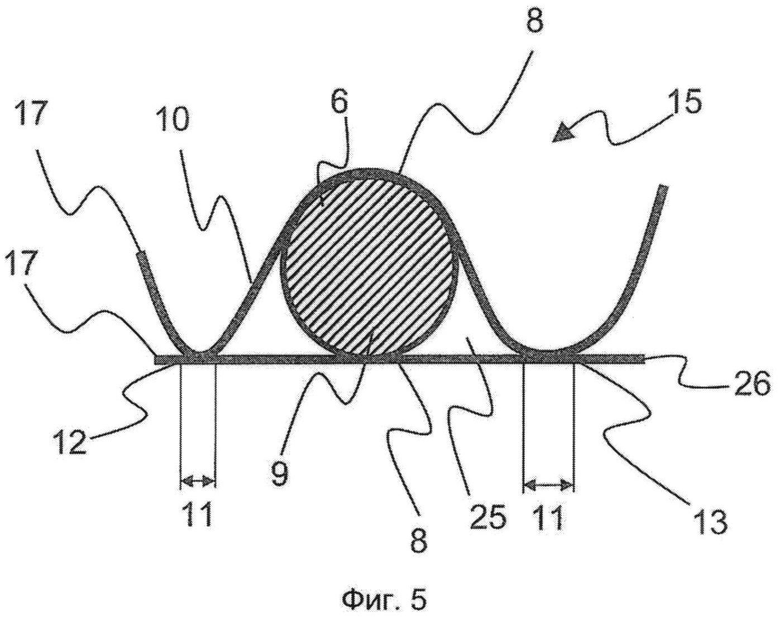
На фиг.5 показано расположение опорного элемента 6 внутри сотовой структуры 15, причем здесь в качестве металлических компонентов 10 волнистый пласт 17 и гладкий пласт 17 образуют канал 25. Внутри этого канала 25 расположен один конец 9 опорного элемента 6 и через присоединительные точки 8 соединен с пластом (пластами) 17. Пласты 17 на контактных поверхностях 11 имеют паяные соединения 12 и/или диффузионные соединения 13 и тем самым соединены друг с другом сплошным образом. Кроме того, пласты 17 имеют толщину 26 материала.
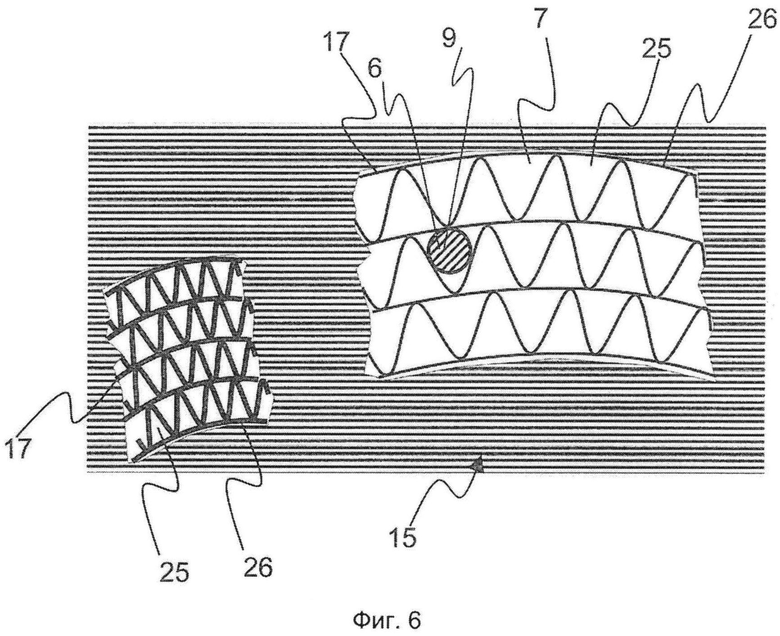
На фиг.6 в поперечном разрезе показана еще одна сотовая структура 15, причем сотовая структура 15, по меньшей мере, частично образована гладкими и волнистыми пластами 17, которые образуют каналы 25 и имеют толщину 26 материала. По меньшей мере, во второй частичной области 7 сотовая структура 15 образуется пластами 17, которые имеют большее поперечное сечение 25 каналов и, при определенных условиях, меньшую толщину 26 материала. В этой второй частичной области 7 своими соответствующими концами 9 расположены опорные элементы 6.
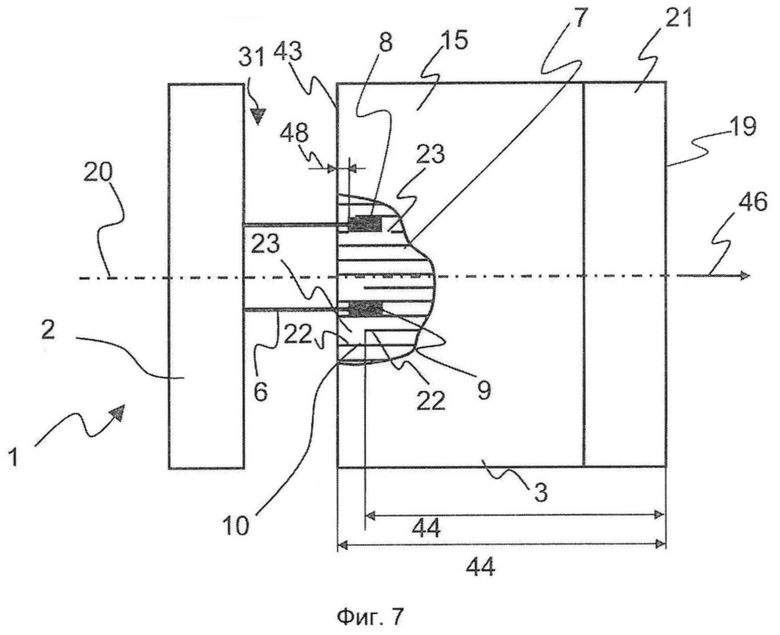
На фиг.7 показана еще одна структура 1 с первым устройством 2 для очистки ОГ и вторым устройством 3 для очистки ОГ. Они расположены вдоль продольной оси 20 в осевом направлении 46 друг за другом и отделены друг от друга зазором 31. Это зазор 31 перекрывается опорными элементами 6, так что оба устройства 2, 3 для очистки ОГ соединяются друг с другом опорными элементами 6. Второе устройство 3 для очистки ОГ имеет вторую частичную область 7, которая от второго торца 43 простирается в сотовую структуру 15, в которой опорные элементы 6 своими концами 9 в присоединительных точках 8 соединены с сотовой структурой 15. Сотовая структура 15, по меньшей мере, во второй частичной области 7 образуется металлическими компонентами 10, которые соответственно имеют области 22 различной длины 44 вдоль продольной оси 20. За счет различных длин 44 образуются, исходя из второго торца 43, выемки 23. Также предусмотрены другие выемки 23 внутри компонента 10, то есть на расстоянии от второго торца 43. За счет отсутствующих в результате этого контактных поверхностей в области присоединительных точек 8 между областями металлического компонента 10 меньшей длины 44 или же выемками 23 и компонентами 10, на которых расположены присоединительные точки 8, обеспечивается гибкость присоединительных точек 8 или же опорных элементов 6 в пределах второй частичной области 7. Присоединительная точка 8 опорного элемента 6 во второй частичной области 7 расположена в направлении продольной оси 20 в глубине 48, исходя из второго торца 43. На участке 21 между второй частичной областью 7 и первым торцом 19 имеется большая доля соединенных друг с другом сплошным образом контактных поверхностей компонентов 10, так что за счет этого обеспечивается жесткость сотовой структуры 15 второго устройства 3 для очистки ОГ.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Структура
2 Первое устройство для очистки ОГ
3 Второе устройство для очистки ОГ
4 Выпускной трубопровод
5 Первая частичная область
6 Опорный элемент
7 Вторая частичная область
8 Присоединительная точка
9 Конец
10 Компонент
11 Контактная поверхность
12 Паяное соединение
13 Диффузионное соединение
14 Сотовое тело
15 Сотовая структура
16 Корпус
17 Пласт
18 Воздушный зазор
19 Первый торец
20 Продольная ось
21 Участок
22 Область
23 Выемка
24 ОГ
25 Канал
26 Толщина материала
27 Электрический контакт
28 Электрическая масса
29 Первый контакт
30 Второй контакт
31 Зазор
32 Направление потока
33 Блок управления
34 ДВС
35 Датчик
36 Автомобиль
37 Компонент нейтрализации ОГ
38 Стопка
39 Центральная ось
40 Острие
41 Штифт
42 Изоляция
43 Второй торец
44 Длина
45 Радиальное направление
46 Осевое направление
47 Направление по окружности
48 Глубина
Изобретение относится к устройству для обработки отработавших газов в выпускном трубопроводе. Структура (1) содержит два расположенных друг за другом устройства (2, 3) для очистки отработавшего газа (ОГ) в выпускном трубопроводе (4). Первое устройство (2) для очистки ОГ первой частичной областью (5) через по меньшей мере один опорный элемент (6) соединено со второй частичной областью (7) второго устройства (3) для очистки ОГ. Опорный элемент (6) имеет противолежащие концы (9) и на концах (9) через присоединительные точки (8) соединен с соответственно одной частичной областью (5, 7). Вторая частичная область (7) образована посредством металлических компонентов (10), которые посредством взаимного контактирования образуют контактные поверхности (11). Максимально 20% площади контактных поверхностей (11) имеют по меньшей мере паяные соединения (12) или диффузионные соединения (13). Техническим результатом изобретения является устойчивость к повышенным механическим требованиям при эксплуатации. 8 з.п. ф-лы, 7 ил.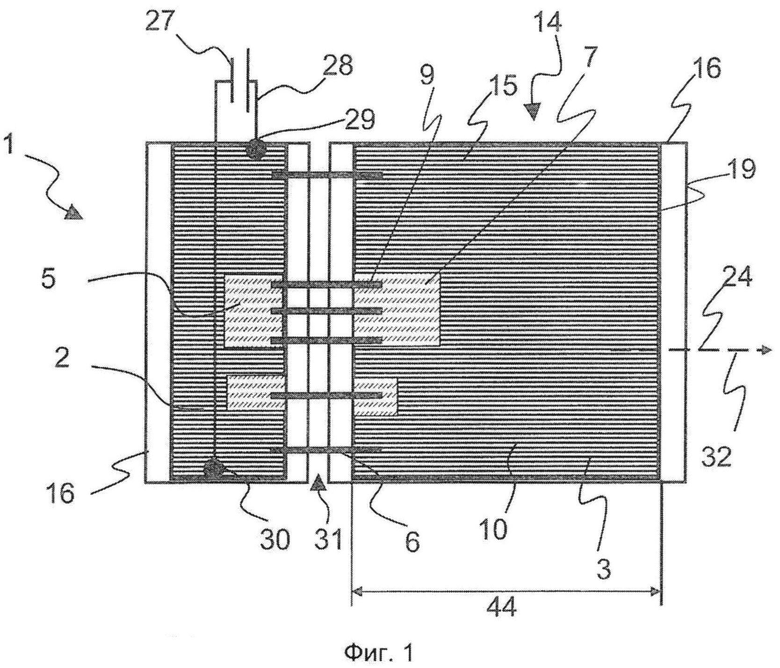
1. Структура (1), содержащая два расположенных друг за другом устройства (2, 3) для очистки отработавшего газа (ОГ) в выпускном трубопроводе (4), причем первое устройство (2) для очистки ОГ первой частичной областью (5) через по меньшей мере один опорный элемент (6) соединено со второй частичной областью (7) второго устройства (3) для очистки ОГ, причем опорный элемент (6) имеет противолежащие концы (9) и на концах (9) через присоединительные точки (8) соединен с соответственно одной частичной областью (5, 7), причем по меньшей мере вторая частичная область (7) образована посредством металлических компонентов (10), которые посредством взаимного контактирования образуют контактные поверхности (11), причем максимально 20% площади контактных поверхностей (11) имеют по меньшей мере паяные соединения (12) или диффузионные соединения (13).
2. Структура (1) по п.1, в которой по меньшей мере второе устройство (3) для очистки ОГ является сотовым телом (14), содержащим по меньшей мере одну сотовую структуру (15) и окружающий сотовую структуру (15) корпус (16), причем сотовая структура (15) по меньшей мере частично образована посредством гладких и структурированных металлических пластов (17).
3. Структура (1) по п.1 или 2, в которой первое устройство (2) для очистки ОГ по меньшей мере частично образовано посредством стопки из металлических пластов (17), причем пласты (17) по меньшей мере в первой частичной области (5) по меньшей мере частично отделены друг от друга посредством воздушных зазоров (18).
4. Структура (1) по п.1 или 2, в которой первое устройство (2) для очистки ОГ является электрически обогреваемым сотовым телом (14).
5. Структура (1) по п.1 или 2, в которой второе устройство (3) для очистки ОГ имеет обращенный от первого устройства (2) для очистки ОГ первый торец (19), а также продольную ось (20) и в направлении продольной оси (20) между второй частичной областью (7) и первым торцом (19) на одном лишь аксиально ограниченном участке (21) имеет контактные поверхности (11) взаимно контактирующих металлических компонентов (10), причем по меньшей мере 80% площади контактных поверхностей (11) имеют паяные соединения (12) и/или диффузионные соединения (13).
6. Структура (1) по п.1 или 2, в которой второе устройство (3) для очистки ОГ имеет обращенный к первому устройству (2) для очистки ОГ второй торец (43), а также продольную ось (20), причем второе устройство (3) для очистки ОГ содержит по меньшей мере один металлический компонент (10) с различными по длине областями (22) в направлении продольной оси (20), причем присоединительные точки (8) по меньшей мере частично расположены в более длинных областях (22) компонентов (10), причем более длинные области (22) компонентов (10) на втором торце (43) по меньшей мере во второй частичной области (7) в направлении продольной оси (20) выступают за пределы более коротких областей (22) компонента (11).
7. Структура (1) по п.1 или 2, в которой второе устройство (3) для очистки ОГ образовано по меньшей мере с одним металлическим компонентом (10) по меньшей мере с одной выемкой (23), причем выемка (23) по меньшей мере частично расположена рядом с присоединительной точкой (8), и при этом выемка (23) по меньшей мере частично предусмотрена между обращенным к первому устройству (2) для очистки ОГ торцом (43) и присоединительной точкой (8).
8. Структура (1) по п.1 или 2, в которой опорный элемент (6) при 20°C расположен параллельно продольной оси (20) первого устройства (2) для очистки ОГ и второго устройства (3) для очистки ОГ и вследствие термической нагрузки структуры (1) до 800°C максимально на 2 угловых градуса наклоняется относительно продольной оси (20).
9. Структура (1) по п.1 или 2, в которой второе устройство (3) для очистки ОГ является сотовым телом (14) с множеством выполненных с возможностью прохождения через них ОГ (24) каналов (25), причем вторая частичная область (7) по меньшей мере:
а) имеет меньшее число каналов (25) на единицу площади, чем остальные области сотового тела (14), или
б) образована из металлических пластов (17), которые имеют меньшую толщину (26) материала, чем металлические пласты (17) в остальных областях сотового тела (14).
| WO2008145556 A1, 04.12.2008 | |||
| DE102008025593 A1, 03.12.2009 | |||
| DE 4434673 A1, 04.04.1996 | |||
| DE 10051562 A1, 25.04.2002 | |||
| DE 9317050 U1, 09.03.1995 |

