Настоящее изобретение относится к сотовому элементу для устройства для обработки или снижения токсичности отработавших газов (ОГ), имеющему по меньшей мере одну сотовую структуру и по меньшей мере один корпус, который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру. Изобретение относится прежде всего соединению между собой сотовой структуры и корпуса пайкой твердым припоем. Подобные сотовые элементы широко применяются в устройствах для обработки или снижения токсичности, соответственно нейтрализации ОГ, образующихся при работе двигателей транспортных средств.
Обычно такие сотовые элементы имеют металлическую или керамическую сотовую структуру. В последующем описании рассматривается преимущественно металлическая сотовая структура, которая путем пайки твердым припоем фиксируется на корпусе, соответственно в нем, однако многие из описанных ниже аспектов применимы и к керамическим сотовым структурам. Целенаправленное создание паяных соединений имеет особое значение для обеспечения долговечного соединения сотовой структуры с корпусом. Необходимость создания подобных соединений обусловлена тем, что оба этих компонента сотового элемента обладают разным поведением под действием термических и динамических нагрузок в системах выпуска ОГ, которыми оснащаются нестационарные или стационарные двигатели внутреннего сгорания. Для обеспечения определенной подвижности сотовой структуры и корпуса относительного друг друга оба этих компонента сотового элемента целесообразно соединять между собой пайкой лишь на отдельных участках, т.е. не по всей их боковой поверхности, соответственно поверхности контакта друг с другом.
В принципе из уровня техники уже известно множество рекомендаций относительно того, как и в каких местах следует наносить твердый припой и выполнять паяные соединения. Однако при этом до настоящего времени не в полной мере учитывался тот факт, что непосредственно в процессе самой пайки или уже в процессе сборки сотового элемента, соответственно при его последующем хранении или транспортировании возможно создание условий, приводящих в конечном итоге к образованию паяных соединений не только на требуемом участке, но и за его пределами. В результате подобного "распространения" паяных соединений за пределы требуемого участка изменяются характеристики теплового расширения сотового элемента, что при определенных условиях может привести к появлению сбоев в работе сотового элемента.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично решить технические проблемы, рассмотренные выше при описании уровня техники. Задача изобретения состояла прежде всего в разработке сотового элемента, у которого даже при серийном производстве выполняемые пайкой твердым припоем соединения располагались бы в точно ограниченных местах. Еще одна задача изобретения состояла в разработке способа изготовления сотового элемента, который обеспечивал бы получение подобных, четко ограниченных соединений пайкой твердым припоем.
Указанные задачи решаются с помощью сотового элемента с отличительными признаками, представленными в п.1 формулы изобретения, а также с помощью способа изготовления сотового элемента, заявленного в п.5 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения. При этом следует отметить, что представленные по отдельности в формуле изобретения отличительные признаки могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие предпочтительные варианты осуществления изобретения.
Предлагаемый в изобретении сотовый элемент для устройства для обработки или снижения токсичности отработавших газов имеет по меньшей мере одну сотовую структуру и по меньшей мере один корпус, который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру и между которым и сотовой структурой предусмотрен по меньшей мере один участок соединения пайкой твердым припоем. В таком сотовом элементе предусмотрено по меньшей мере два отличных друг от друга средства для ограничения места расположения соединения пайкой твердым припоем.
Предлагаемый в изобретении сотовый элемент предназначен для применения прежде всего в качестве носителя каталитического нейтрализатора, фильтра, адсорбера или иного аналогичного устройства для обработки или снижения токсичности ОГ, например в системе выпуска ОГ, которой оснащаются транспортные средства. В предпочтительном варианте предлагаемый в изобретении сотовый элемент имеет одну сотовую структуру и один корпус, который предпочтительно полностью охватывает сотовую структуру. Количество участков для выполнения на них соединений пайкой твердым припоем следует согласовывать с конкретной термической нагрузкой, воздействию которой будет подвергаться сотовый элемент при его эксплуатации, причем в качестве участка для выполнения паяного соединения во многих случаях вполне достаточно использовать единственный участок поверхности контакта между сотовой структурой и корпусом.
Предлагаемый в изобретении сотовый элемент отличается тем, что средствами для ограничения места расположения соединения пайкой твердым припоем являются по меньшей мере два средства, выбранных из группы, включающей:
- канавку в корпусе,
- микропрофильную структуру снаружи на сотовой структуре,
- керамическое покрытие,
- промежуточный слой между сотовой структурой и корпусом.
Согласно изобретению отдельные средства для требуемого ограничения места расположения паяного соединения следует располагать у края, соответственно вне участка паяного соединения. Назначение подобных средств состоит в предотвращении нежелательного "растекания" твердого припоя (например, в процессе пайки и/или в процессе сборки сотового элемента). В наиболее же предпочтительном варианте средства для ограничения места расположения паяного соединения служат для предотвращения капиллярного эффекта, в результате которого расплавленный твердый припой и/или продукты его истирания могли бы попадать за пределы участка паяного соединения.
Канавку в корпусе предпочтительно выполнять кольцевой с глубиной, например, от 0,1 до 0,5 мм и с шириной от 0,5 до 2,0 мм. Помимо этого такую канавку предпочтительно выполнять с в основном полукруглым профилем в поперечном сечении. Подобную канавку предпочтительно далее располагать непосредственно у края участка соединения пайкой твердым припоем. При определенных условиях может также оказаться целесообразным предусматривать по одну или по обе стороны от участка соединения пайкой твердым припоем несколько канавок, прежде всего непосредственно примыкающих одна к другой. В предпочтительном же варианте для отграничения участка соединения пайкой твердым припоем от тех частей сотового элемента, которые в осевом направлении расположены ближе к его середине, предусмотрена только одна канавка.
Под микропрофильными структурами подразумеваются прежде всего обращенные радиально наружу возвышения или выступы сотовой структуры, которые, например, могут непрерывно или дискретно проходить в окружном направлении по линии, вдоль которой сотовая структура через эти возвышения или выступы контактирует с корпусом. Микропрофильные структуры можно, например, наносить снаружи на боковую поверхность сотовой структуры, соответственно выполнять снаружи на боковой поверхности сотовой структуры, однако в принципе такие микропрофильные структуры могут быть образованы и отдельными конструктивными элементами, помещаемыми между сотовой структурой и корпусом.
Керамическое покрытие, прежде всего из оксида алюминия или аналогичных материалов, обладает свойствами, исключающими скапливание на нем частиц твердого припоя, соответственно выполняет функцию своего рода барьера или заграждения для припоя. Керамическое покрытие может быть также частью сотовой структуры и/или корпуса.
Помимо этого между сотовой структурой и корпусом можно также предусмотреть промежуточный слой. Предпочтительно при этом использовать для образования подобного промежуточного слоя отдельный конструктивный элемент, например отдельную фольгу. Такая фольга служит своего рода барьером, предотвращающим нежелательное "растекание" твердого припоя между сотовой структурой и корпусом за пределы участка паяного соединения.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента его сотовая структура образована множеством по меньшей мере частично профилированных металлических слоев толщиной менее 80 мкм. Сотовую структуру изготавливают прежде всего из множества совместно свертываемых в рулон и/или скручиваемых гладких и гофрированных листов фольги. Обычно такие листы фольги образуют между собой множество проходящих в основном параллельно друг другу каналов, проточных для ОГ. Поверхности, ограничивающие каналы, обычно служат фильтрующими поверхностями, соответственно поверхностями-носителями катализатора. Для образования сотовой структуры предпочтительно даже использовать металлические слои, соответственно листы фольги толщиной менее 50 мкм. Подобные сотовые структуры помещают в корпус с относительно высоким предварительным сжатием в окружном направлении или натягом, из-за которого возникают значительные силы трения. Под действием таких сил трения ранее нанесенный твердый припой при помещении сотовой структуры в корпус подвергается в нем истиранию, соответственно "смещается". Однако для точного ограничения места расположения паяного соединения на требуемом участке согласно изобретению и предлагается предусматривать различные предназначенные для этого средства.
В еще одном варианте в сотовом элементе предлагается предусматривать кольцевой участок соединения пайкой твердым припоем, а средства для ограничения места расположения соединения пайкой твердым припоем предлагается при этом располагать между этим участком и торцом сотового элемента. Иными словами, в этом варианте по одну сторону от участка паяного соединения предусмотрено по меньшей мере два отличных друг от друга средства для ограничения места расположения паяного соединения, т.е. своего рода двойной барьер для припоя. Наиболее предпочтительно при этом предусматривать по одному средству для ограничения места расположения паяного соединения в разных частях сотового элемента (на корпусе и/или на сотовой структуре, и/или в виде промежуточного слоя).
В следующем варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере один участок соединения пайкой твердым припоем расположен ближе ко второму торцу сотового элемента, чем к его первому торцу, между которым и участком соединения пайкой твердым припоем расположены средства для ограничения места расположения этого соединения. Наиболее же предпочтительно выполнять паяное соединение на участке, который, по существу, примыкает ко второму торцу сотового элемента и с обращенной к первому торцу сотового элемента стороны которого расположены средства для ограничения места расположения паяного соединения, предотвращающие нежелательное "растекание" твердого припоя в направлении к первому торцу сотового элемента.
Еще одним объектом изобретения является способ изготовления сотового элемента, имеющего по меньшей мере одну сотовую структуру и по меньшей мере один корпус, который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру, заключающийся в выполнении по меньшей мере следующих стадий:
- между сотовой структурой и корпусом выбирают по меньшей мере один участок для выполнения на нем соединения пайкой твердым припоем,
- задают направление помещения сотовой структуры в корпус,
- в корпусе предусматривают канавку, которая в направлении помещения сотовой структуры в корпус расположена перед выбранным участком для выполнения на нем соединения пайкой твердым припоем,
- предусматривают еще одно средство для ограничения места расположения выполняемого пайкой твердым припоем соединения, выбранное из группы, включающей:
- микропрофильную структуру снаружи на сотовой структуре,
- керамическое покрытие,
- промежуточный слой между сотовой структурой и корпусом,
- на выбранный участок наносят припой,
- сотовую структуру помещают в корпус и
- на выбранном участке выполняют соединение пайкой твердым припоем.
В качестве указанного выше еще одного средства для ограничения места расположения паяного соединения наиболее предпочтительно предусматривать керамическое покрытие, которое предпочтительно наносить на сотовую структуру. Предлагаемым в изобретении способом наиболее предпочтительно изготавливать описанный выше предлагаемый в изобретении сотовый элемент, прежде всего металлический сотовый элемент, сотовую структуру которого образуют из металлических слоев. Именно при применении в этих целях тонких листов фольги более явно проявляются отчасти нежелательные капиллярные эффекты между корпусом и сотовой структурой, для предотвращения которых в изобретении и предлагаются новые защитные меры.
Ниже настоящее изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи. На этих чертежах показаны помимо прочего наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. На прилагаемых к описанию чертежах, которые носят схематичный характер, в частности, показано:
на фиг.1 - предлагаемый в изобретении сотовый элемент, выполненный по первому варианту,
на фиг.2 - фрагмент предлагаемого в изобретении сотового элемента, выполненного по второму варианту, и
на фиг.3 - фрагмент предлагаемого в изобретении сотового элемента, выполненного по третьему варианту.
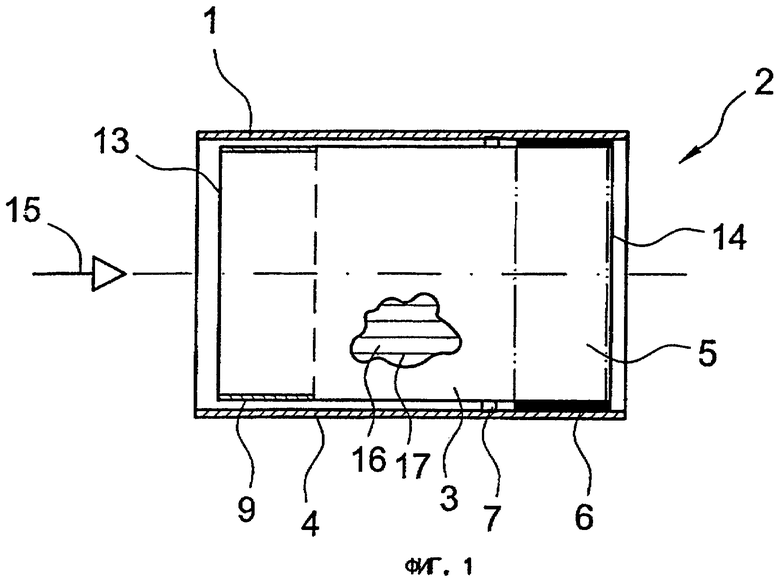
На фиг.1 схематично и частично в разрезе показан сотовый элемент 1 для устройства 2 для обработки или снижения токсичности ОГ. Такой сотовый элемент 1 состоит из сотовой структуры 3 и полностью охватывающего ее корпуса 4. Между сотовой структурой 3 и корпусом 4 предусмотрен участок 5, на котором выполнено соединение 6 пайкой твердым припоем, ниже называемое просто паяным соединением. Этот участок 5 паяного соединения 6 расположен ближе ко второму торцу 14 сотового элемента, чем к его первому торцу 13.
Сотовый элемент 1 имеет далее два разных средства для ограничения места расположения паяного соединения 6, а именно канавку 7, выполненную в корпусе 4 по всей его окружности, а также керамическое покрытие 9, которое предусмотрено снаружи вблизи первого торца 13 сотовой структуры 3.
Для изготовления подобного сотового элемента 1 сначала вблизи его второго торца 14 выбирают участок 5 для выполнения на нем паяного соединения 6. После этого задают направление 15, в котором при сборке сотового элемента 1 его сотовая структура должна вставляться или помещаться в корпус 4. Для предотвращения нежелательного растекания расплавленного твердого припоя в процессе термической обработки сотового элемента 1 в направлении к первому торцу 13 сотового элемента в корпусе 4 предусматривают кольцевую канавку 7, которая в направлении 15 помещения сотовой структуры в корпус расположена перед участком 5. Дополнительно необходимо также отметить, что при удалении участка 5 на большее расстояние от второго торца 14 сотового элемента по другую сторону от этого участка также можно предусмотреть канавку 7, которая, например, предотвращает нежелательное увлечение твердого припоя сотовой структурой за собой при ее помещении в корпус.
Сотовая структура 3 сотового элемента изготовлена из множества по меньшей мере частично профилированных металлических листов фольги 17, которые образуют между собой множество проходящих в основном параллельно друг другу каналов 16. Такую сотовую структуру 3 ее перемещением в направлении 15 помещают или вставляют в корпус 4, на внутреннюю сторону которого на участке 5 предварительно была нанесена полоска твердого припоя. По достижении требуемого относительного положения сотовой структуры в корпусе 4 сотовый элемент 1 подвергают термической обработке, в результате которой на участке 5 образуется точно ограниченное паяное соединение 6. Подобный сотовый элемент 1 обладает длительным ожидаемым сроком службы даже при значительных термических и динамических нагрузках, которым он подвергается в системе выпуска ОГ, образующихся при работе двигателя транспортного средства.
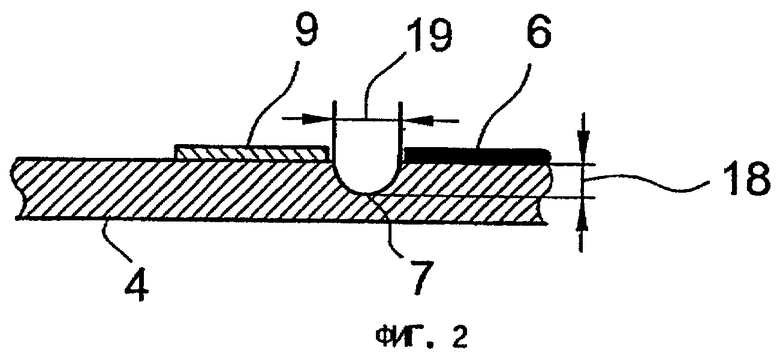
На фиг.2 схематично показан фрагмент сотового элемента с выполненными по другому варианту средствами для ограничения места расположения паяного соединения 6. В этом варианте также предусмотрена канавка 7 определенной ширины 19 и заданной глубины 18. По одну сторону от этой канавки 7 расположен участок с паяным соединением 6, а по другую сторону от канавки предусмотрено керамическое покрытие 9 на корпусе 4.
На фиг.3 показан еще один вариант выполнения сотового элемента, в котором дополнительно к канавке 7, выполненной на внутренней поверхности корпуса 4, между ним и сотовой структурой 3 предусмотрен промежуточный слой 10. Сотовая структура 3 такого сотового элемента образована металлическими слоями 11 заданной толщины 12. Промежуточный слой 10, который в данном случае образован фольгой с микропрофильными структурами 8, также расположен между первым торцом 13 сотового элемента и канавкой 7. Наиболее предпочтительно при этом выполнять микропрофильную структуру 8 промежуточного слоя 10 проходящей в окружном направлении сотового элемента параллельно канавке 7.
Несмотря на то что изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи, все обычные модификации, отличные от показанных на чертежах вариантов осуществления изобретения, не выходят за его объем.

Изобретение относится сотовому элементу для устройства для обработки или снижения токсичности отработавших газов. Сущность изобретения: сотовый элемент (1) для устройства (2) для обработки или снижения токсичности отработавших газов, имеющий по меньшей мере одну сотовую структуру (3) и по меньшей мере один корпус (4), который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру (3) и между которым и сотовой структурой (3) предусмотрен по меньшей мере один участок (5) соединения (б) пайкой твердым припоем, причем в сотовом элементе предусмотрено по меньшей мере два отличных друг от друга средства для ограничения места расположения соединения (6) пайкой твердым припоем, причем средствами для ограничения места расположения соединения пайкой твердым припоем является по меньшей мере два средства, выбранных из группы, включающей канавку (7) в корпусе (4), микропрофильную структуру (8) снаружи на сотовой структуре (3), керамическое покрытие (9), промежуточный слой (10) между сотовой структурой (3) и корпусом (4). Также описан способ изготовления подобного сотового элемента. Техническим результатом изобретения является выполнение пайкой твердым припоем соединений, расположенных в точно ограниченных местах. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Сотовый элемент (1) для устройства (2) для обработки или снижения токсичности отработавших газов, имеющий по меньшей мере одну сотовую структуру (3) и по меньшей мере один корпус (4), который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру (3) и между которым и сотовой структурой (3) предусмотрен по меньшей мере один участок (5) соединения (6) пайкой твердым припоем, причем в сотовом элементе предусмотрено по меньшей мере два отличных друг от друга средства для ограничения места расположения соединения (6) пайкой твердым припоем, отличающийся тем, что средствами для ограничения места расположения соединения пайкой твердым припоем являются по меньшей мере два средства, выбранных из группы, включающей:
- канавку (7) в корпусе (4),
- микропрофильную структуру (8) снаружи на сотовой структуре (3),
- керамическое покрытие (9),
- промежуточный слой (10) между сотовой структурой (3) и корпусом (4).
2. Сотовый элемент (1) по п.1, отличающийся тем, что сотовая структура (3) образована множеством по меньшей мере частично профилированных металлических слоев (11) толщиной (12) менее 60 мкм.
3. Сотовый элемент (1) по п.1 или 2, отличающийся тем, что в нем предусмотрен кольцевой участок (5) соединения (6) пайкой твердым припоем, при этом средства для ограничения места расположения соединения (6) пайкой твердым припоем расположены между этим участком (5) и торцом (13, 14) сотового элемента (1).
4. Сотовый элемент (1) по п.1 или 2, отличающийся тем, что по меньшей мере один участок (5) соединения (6) пайкой твердым припоем расположен ближе ко второму торцу (14) сотового элемента, чем к его первому торцу (13), между которым и участком (5) соединения пайкой твердым припоем расположены средства для ограничения места расположения этого соединения.
5. Способ изготовления сотового элемента (1), имеющего по меньшей мере одну сотовую структуру (3) и по меньшей мере один корпус (4), который по меньшей мере частично окружает эту по меньшей мере одну сотовую структуру (3), заключающийся в выполнении по меньшей мере следующих стадий:
- между сотовой структурой (3) и корпусом (4) выбирают по меньшей мере один участок (5) для выполнения на нем соединения (6) пайкой твердым припоем,
- задают направление (15) помещения сотовой структуры (3) в корпус (4),
- в корпусе (4) предусматривают канавку (7), которая в направлении (15) помещения сотовой структуры в корпус расположена перед выбранным участком (5) для выполнения на нем соединения (6) пайкой твердым припоем,
- предусматривают еще одно средство для ограничения места расположения выполняемого пайкой твердым припоем соединения (6), выбранное из группы, включающей:
- микропрофильную структуру (8) снаружи на сотовой структуре (3),
- керамическое покрытие (9),
- промежуточный слой (10) между сотовой структурой (3) и корпусом (4,)
- на выбранный участок (5) наносят припой,
- сотовую структуру (3) помещают в корпус (4) и
- на выбранном участке (5) выполняют соединение (6) пайкой твердым припоем.
| WO 03087548 A1, 23.10.2003 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПНЕВМОТРАНСПОРТНЫМИ УСТАНОВКАМИ | 0 |
|
SU179669A1 |
| WO 2004022937 A1, 18.03.2004 | |||
| WO 2004037394 A1, 06.05.2004 | |||
| WO 9937896 A1, 29.07.1999. | |||

