Настоящее изобретение относится к сотовому элементу, который по меньшей мере имеет корпус и сотовую структуру со множеством каналов, образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, который образует точки соединения, фиксирующие сотовую структуру. В поперечном сечении сотовой структуры при этом имеются радиальные зоны с местами соединения, в по меньшей мере одной из которых, кроме того, от по меньшей мере 1 до максимум 20% внутренних точек контакта по меньшей мере одного по меньшей мере частично профилированного металлического слоя образуют в поперечном сечении сотовой структуры места соединения. Подобный сотовый элемент используется главным образом в качестве устройства для снижения токсичности отработавших газов (ОГ) в системах их выпуска, которыми оснащаются нестационарные (автомобильные) двигатели внутреннего сгорания (ДВС).
Сотовые элементы подобного типа обычно имеют цельный или состоящий из нескольких частей корпус, который изготавливают из материала сравнительно большой толщины и который поэтому может определять наружную форму, соответственно внешний вид выпускного трубопровода и/или даже представлять собой его часть. В отличие от корпуса для изготовления сотовой структуры стремятся использовать сравнительно тонкие листы фольги с тем, чтобы в неизменном монтажном пространстве обеспечить наличие поверхности максимально большой площади. Такая поверхность используется, например, для нанесения на нее катализаторов, с которыми контактируют ОГ, проходящие через сотовую структуру. Таким путем обеспечиваются интенсивное контактирование компонентов ОГ с катализатором и тем самым эффективное снижение токсичности ОГ.
При этом приходится сталкиваться с той проблемой, что при знакопеременных термических и/или динамических нагрузках, обычных для автомобильной системы выпуска ОГ, поведение тонких листов фольги отлично от поведения сравнительно толстостенного корпуса. По этой причине решение задачи по обеспечению надежного соединения между корпусом и листами фольги требует особого технического подхода.
Известно нанесение полосок припоя, например, так называемой припойной фольги на внутреннюю боковую поверхность корпуса подобного сотового элемента перед помещением в его корпус листов фольги, соответственно сотовой структуры с последующей ее вставкой в корпус. Известно также обматывание сотовой структуры подобной припойной фольгой с последующей вставкой такой комбинации из сотовой структуры и намотанной на нее припойной фольги в корпус, в результате чего вся припойная фольга прилегает к внутренней боковой поверхности корпуса. Ранее уже был предложен аналогичный способ, предусматривающий образование зон паяного соединения не в виде сплошной круговой полоски по всему окружному периметру сотовой структуры, а в виде сравнительно крупных, смещенных друг относительно друга отдельных или локально ограниченных участков ("пятен"). Помимо этого уже также был предложен аналогичный способ снабжения сотовой структуры припоем в виде локально ограниченных участков большой площади на ее торце или в отдельных частях ее объема.
Цель подобной "избирательной" пайки состоит прежде всего в образовании в сотовой структуре, соответственно в месте ее соединения с корпусом зон, в которых образующие сотовую структуру металлические слои, соответственно сотовая структура и охватывающий ее корпус не скреплены между собой жесткими соединениями и которые тем самым позволяют компенсировать различия в характеристиках расширения компонентов сотового элемента и иные аналогичные различия, допуская смещение компонентов сотового элемента друг относительно друга. Несмотря на то, что подобный подход уже позволяет обеспечить достаточную для некоторых областей применения выносливость сотовых элементов, иногда происходит повреждение их именно высоконагруженных компонентов.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично решить рассмотренные выше в описании уровня техники проблемы. Задача изобретения состояла прежде всего в разработке сотового элемента, который даже при его применении в условиях высоких нагрузок обладал бы определенными и стабильными свойствами при воздействии на него знакопеременных термических и/или динамических нагрузок и тем самым обладал бы длительным сроком службы.
Указанные задачи решаются с помощью сотового элемента, заявленного в п.1 формулы изобретения. Различные предпочтительные варианты выполнения предлагаемого в изобретении сотового элемента и области его применения представлены в соответствующих зависимых пунктах формулы изобретения. Необходимо отметить, что представленные по отдельности в формуле изобретения отличительные особенности изобретения могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения. Изобретение более подробно рассмотрено в последующем описании, прежде всего во взаимосвязи с прилагаемыми к нему чертежами, в котором представлены также другие варианты осуществления изобретения.
Предлагаемый в изобретении сотовый элемент по меньшей мере имеет корпус и сотовую структуру со множеством каналов, образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, который образует точки соединения, фиксирующие сотовую структуру. В поперечном сечении сотовой структуры помимо этого имеются радиальные зоны с местами соединения, в по меньшей мере одной из которых, кроме того, от по меньшей мере 1 до максимум 20% внутренних точек контакта по меньшей мере одного по меньшей мере частично профилированного металлического слоя образуют в поперечном сечении сотовой структуры одно место соединения. Кроме того, в по меньшей мере двух радиальных зонах каналы выполнены с различающимся между собой поперечным сечением.
Корпус сотового элемента при этом в предпочтительном варианте выполнен цельным и может иметь в поперечном сечении круглую или отличную от нее форму. Касательно количества каналов следует отметить, что сотовый элемент предпочтительно выполнять с плотностью их расположения от 100 до 1000 каналов на кв. дюйм, прежде всего от 200 до 600 каналов на кв. дюйм. Предпочтительно далее использовать для изготовления сотового элемента несколько гладких и несколько профилированных (например, гофрированных) металлических слоев (например, листов фольги). В принципе такие металлические слои можно, например, свертывать в рулон со спиральной навивкой, однако более предпочтительно в данном случае изгибать их с приданием им в поперечном сечении сотового элемента иной формы, например, S-образной, V-образной, W-образной, U-образной или иной аналогичной формы. В этом случае подобные металлические слои располагают друг относительно друга таким образом, чтобы в конечном итоге они равномерно заполняли собой (круглое, овальное или иное аналогичное) поперечное сечение сотового элемента. Металлические слои соединены между собой (с силовым замыканием и/или присадочным материалом) в разных местах, в так называемых местах соединения. В предпочтительном варианте речь при этом идет о паяном соединении, прежде всего о соединении, получаемом путем высокотемпературной пайки в вакууме. Тем самым такими местами соединения положение металлических слоев друг относительно друга точечно определяется таким образом, что образующие сотовую структуру металлические слои оказываются в основном зафиксированы друг относительно друга и в охватывающем их корпусе.
Сотовый элемент можно подразделить на несколько радиальных зон, в по меньшей мере одной из которых места соединения выполнены лишь в очень ограниченном количестве. Так, в частности, в такой радиальной зоне (имеющей форму, например, центрального круга или кругового кольца) имеется множество внутренних точек контакта по меньшей мере одного металлического слоя. Обычно такие точки контакта образуются в результате прилегания участка профилированного металлического слоя к участку другого, соседнего с ним (гладкого и/или профилированного) металлического слоя. Подобные точки контакта, таким образом, представляют собой обычно проходящие в направлении профильной структуры линии контакта участков соседних между собой металлических слоев. В такой по меньшей мере одной зоне, таким образом, для образования распределенных мест соединения, фиксирующих сотовую структуру, используются лишь максимум 20% этих точек контакта, а остальные точки контакта (по меньшей мере в рассматриваемом поперечном сечении) не образуют ни одного места соединения. В предпочтительном варианте на долю мест соединения приходится менее 10% или даже менее 5% от всего количества точек контакта.
Помимо этого по меньшей мере в двух радиальных зонах каналы согласно изобретению предлагается также выполнять с различающимся между собой поперечным сечением. Особенно предпочтительно при этом выполнять каналы с иным поперечным сечением прежде всего в той зоне, которая расположена вблизи корпуса. С изменением формы поперечного сечения каналов прежде всего достигается изменение вида внутренних точек контакта, соответственно точек контакта металлического слоя с корпусом. Преследуемая при этом цель состоит прежде всего в образовании таких точек контакта, которые способствуют избирательному созданию долговечных и строго определенных мест соединения. В этом отношении в настоящем изобретении в отличие от существующего представления, что места соединения можно выполнять только в "обычных" точках контакта, предлагается также выполнять сотовую структуру, основываясь на конструктивном критерии, на который не оказывают/оказывает первичное влияние взаимодействие между сотовой структурой и ОГ при их контакте друг с другом и/или потеря их давления.
Лишь для полноты описания необходимо отметить, что в данном случае не подразумеваются никакие случайные "деформации" металлического слоя, а вместо этого исходят из поперечного сечения каналов, репрезентативного для всей радиальной зоны. При этом прежде всего значимы, четко определены и/или однозначно идентифицируемы границы с соседними радиальными зонами.
В соответствии с этим в одном из предпочтительных вариантов плотность расположения внутренних точек контакта из расчета на единицу площади поперечного сечения сотовой структуры в одной радиальной зоне выше, чем в по меньшей мере одной другой радиальной зоне. Под подобной "единицей площади поперечного сечения" подразумевается воображаемая область сотовой структуры, достаточно большая для распознавания репрезентативной формы поперечного сечения каналов в конкретной радиальной зоне. При этом на единицу площади поперечного сечения сотовой структуры приходится, например, по меньшей мере 20 каналов, по меньшей мере 50 каналов или даже по меньшей мере 100 каналов. При рассмотрении такой же единицы площади поперечного сечения в другой радиальной зоне в ней можно идентифицировать большее или меньшее количество внутренних точек контакта между соседними участками по меньшей мере одного по меньшей мере частично профилированного металлического слоя. Плотность расположения, соответственно количество внутренних точек контакта на единицу площади поперечного сечения отражает, таким образом, тот факт, что для образования фиксирующего сотовую структуру места соединения имеется больше или меньше вариантов. Таким путем в данном случае можно задавать особые схемы распределенного точечного расположения паяных соединений с целью строго определенного выполнения мест соединения. На плотность расположения точек контакта из расчета на единицу площади поперечного сечения можно влиять прежде всего варьированием параметров профильной структуры металлического слоя, т.е., например, варьированием ее высоты и/или шага. Возможно также размещение дополнительных деталей и/или уширение точек контакта. Тем не менее таким путем при наличии неизменных исходных условий по выполнению мест соединения их выполняют с разной плотностью их расположения/в разном количестве из расчета на единицу площади поперечного сечения или наоборот.
Предпочтителен, кроме того, вариант, в котором плотность расположения мест соединения вдоль по меньшей мере одного по меньшей мере частично профилированного металлического слоя в одной радиальной зоне выше, чем в по меньшей мере одной другой радиальной зоне. Как уже указывалось выше, по меньшей мере один по меньшей мере частично профилированный металлический слой после образования сотовой структуры имеет в ее поперечном сечении заданную форму, т.е. заданный изгиб. В том случае, когда сотовая структура сформирована из, например, гладких и гофрированных листов фольги и когда гофрированный лист фольги имеет регулярную профильную структуру, вдоль направления изгиба слоя в сотовой структуре образуются равноотстоящие друг от друга точки контакта между обоими этими листами фольги. Подобный слой при этом обычно пересекает несколько радиальных зон. Именно с учетом этого факта в данном случае и предлагается увеличивать плотность расположения, соответственно количество мест соединения, которые в принципе можно образовать в имеющихся точках контакта.
Помимо этого в еще одном варианте осуществления изобретения по меньшей мере один по меньшей мере частично профилированный металлический слой в своем продольном направлении имеет в одной радиальной зоне форму или профиль, отличную/отличный от его формы или профиля в по меньшей мере одной другой радиальной зоне. Сказанное означает, например, что при переходе от одной радиальной зоны к другой происходит значительное, четко различимое изменение формы или профиля металлического слоя в его продольном направлении. Сказанное при этом относится прежде всего ко всем пересекающим эту границу между зонами слоям. Помимо этого такое изменение формы металлического слоя в его продольном направлении, соответственно в направлении его изгиба при переходе от одной радиальной зоны к другой может носить не непрерывный характер и/или может иметь своим следствием значительное изменение радиуса кривизны металлического слоя (при определенных условиях с другой ориентацией). Изменение формы или профиля по меньшей мере одного по меньшей мере частично профилированного металлического слоя в его продольном направлении влияет также на расположение внутренних точек контакта, если рассматривать все поперечное сечение сотовой структуры, вследствие чего и таким путем именно в сочетании с другими мерами, направленными на образование каналов с различающимся между собой в разных радиальных зонах поперечным сечением, можно задавать строго определенное расположение внутренних точек контакта, которое обеспечивает возможность прецизионной пайки с получением долговечных паяных соединений в сотовой структуре.
Предпочтителен далее вариант, в котором поперечное сечение каналов в одной радиальной зоне изменено за счет выступающих в них выступов. Такие выступы представляют собой, например, выштамповки, загибы или иные аналогичные элементы, при выполнении которых часть металлического слоя подвергают формоизменению таким образом, что образуются указанные выступы (выступающие из нормальной профильной структуры). Такие выступы могут, например, пересекать по меньшей мере часть поперечного сечения канала и тем самым также образовывать внутренние точки контакта с соседним металлическим слоем, благодаря чему между внутренними точками контакта, образуемыми "нормальной" профильной структурой, возможно образование дополнительных точек контакта. Таким путем также можно влиять на плотность расположения, соответственно количество внутренних точек контакта на единицу площади поперечного сечения, соответственно в продольном направлении металлических слоев.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента поперечное сечение каналов в одной радиальной зоне изменено за счет изменения шага или высоты профильной структуры по меньшей мере частично профилированного металлического слоя. Особенно предпочтительно при этом изменять либо только шаг, либо только высоту профильной структуры в рассматриваемых радиальных зонах. Под "шагом" профильной структуры при этом подразумевается расстояние между ее однотипными или однонаправленными экстремумами в продольном направлении металлического слоя, тогда как под "высотой" подразумевается расстояние между разнонаправленными экстремумами профильной структуры, измеряемое перпендикулярно продольному направлению металлического слоя.
Помимо этого в еще одном варианте выполнения предлагаемого в изобретении сотового элемента места соединения в одной радиальной зоне имеют протяженность в окружном направлении сотовой структуры. Обычно места соединения имеют вытянутый в виде линии, соответственно полоски вид. Как правило, такие места соединения ориентированы в направлении, совпадающем с ориентацией профильной структуры, соответственно каналов, проходящих между торцами сотовой структуры. В данном же варианте места соединения предлагается выполнять в одной радиальной зоне в основном перпендикулярно указанному направлению, т.е. ориентировать их параллельно торцам, соответственно поперечному сечению сотовой структуры. При определенных условиях такие места соединения можно также использовать, например, для полного перекрытия некоторых каналов, причем и в данном случае предпочтительно, чтобы такие каналы уже имели в поперечном сечении форму, аэродинамически неблагоприятную для потока ОГ. Таким путем можно также на низком уровне поддерживать падение давления потока ОГ на сотовом элементе при их прохождении через него. С этой точки зрения также целесообразно выполнять подобные места соединения с протяженностью в окружном направлении сотовой структуры только в краевой зоне, т.е. вблизи корпуса. Под "протяженностью" при этом подразумевается наибольший размер отдельного места соединения, т.е., например, продольный размер места соединения при его выполнении в виде полоски, соответственно линии.
Помимо этого сотовая структура может быть снабжена покрытием в по меньшей мере одной радиальной зоне. Такое покрытие можно, например, предусматривать во избежание образования диффузионных соединений между теми контактирующими друг с другом металлическими слоями, между которыми не должны образовываться никакие места соединения. Соответствующее покрытие может содержать, например, оксид алюминия. Одновременно с этим можно также альтернативно и/или дополнительно предусматривать покрытие для снижения токсичности ОГ, например, для превращения содержащихся в ОГ вредных веществ и/или для накопления определенных компонентов ОГ.
В особенно предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента его сотовая структура образована множеством по меньшей мере частично профилированных металлических слоев, оба конца каждого из которых прилегают к корпусу и в местах прилегания к нему соединены с ним по ограниченной в осевом направлении длине. Сказанное означает, в частности, что каждый металлический слой делит, соответственно пересекает поперечное сечение сотовой структуры. Для создания надежного, но одновременно способного также выдерживать нагрузку соединения между сотовой структурой и корпусом оба конца каждого металлического слоя служат для крепления сотовой структуры к корпусу, но при этом соединены с ним не по всей своей осевой протяженности, а лишь на ограниченном в осевом направлении участке. Протяженность такого ограниченного в осевом направлении участка составляет, например, менее 40%, прежде всего менее 20%, от всей осевой длины сотовой структуры. В особенно предпочтительном варианте образующие подобную сотовую структуру металлические слои имеют S-, V- и/или O-образно изогнутую в ее поперечном сечении форму.
Подобный сотовый элемент используется прежде всего в автомобиле с двигателем внутреннего сгорания и системой снижения токсичности отработавших газов, имеющей по меньшей мере один предлагаемый в изобретении сотовый элемент.
Ниже изобретение, а также необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. На этих чертежах одинаковые элементы обычно обозначены одними и теми же позициями. Необходимо отметить, что на чертежах представлены особенно предпочтительные варианты осуществления изобретения, которые, однако, не ограничивают его объем. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - вид в поперечном сечении сотового элемента, выполненного по одному из вариантов,
на фиг.2 - фрагмент сотового элемента, выполненного еще по одному варианту,
на фиг.3 - фрагмент сотового элемента, выполненного по другому варианту,
на фиг.4 - увеличенный фрагмент сотового элемента, выполненного еще по одному варианту,
на фиг.5 - увеличенный фрагмент сотового элемента, выполненного еще по одному варианту,
на фиг.6 - металлический слой для образования сотовой структуры еще одного типа,
на фиг.7 - вид в поперечном сечении сотового элемента, выполненного по дополнительному варианту,
на фиг.8 - вид в продольном разрезе сотового элемента,
на фиг.9 - автомобиль с системой выпуска ОГ,
на фиг.10 - первый фрагмент набранного из листов фольги пакета для изготовления сотового элемента и
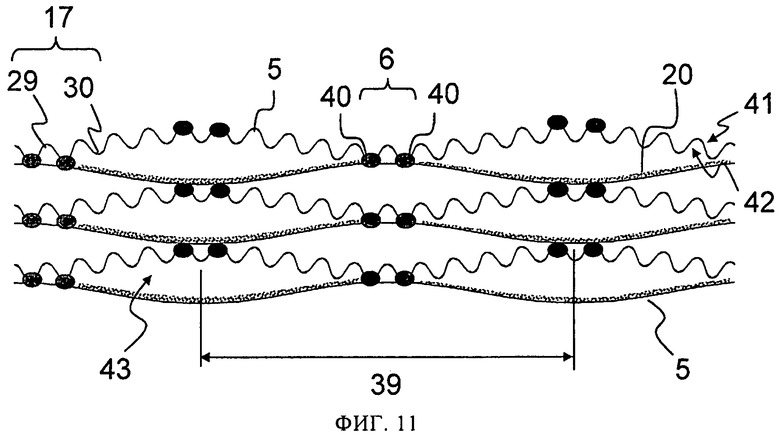
на фиг.11 - еще один фрагмент выполненного по другому варианту набранного из листов фольги пакета для изготовления сотового элемента.
На фиг.1 показан сотовый элемент 1, изображенный в виде с торца в поперечном сечении 8. Такой сотовый элемент 1 имеет при этом корпус 2 круглого сечения, выполненный в виде металлической трубы, и расположенную в нем сотовую структуру 3. Сотовая структура 3 образована множеством гладких и гофрированных металлических слоев 5, которые в данном случае свернуты в рулон с S-образной скруткой. Подобные металлические слои 5 образуют множество каналов 4, которые прежде всего образованы благодаря гофрированной профильной структуре 12 профилированного металлического слоя 5. Каналы 4, равно как и профильная структура 12 проходят при этом в основном перпендикулярно радиусу 25 сотового элемента 1, т.е. в данном случае перпендикулярно плоскости чертежа.
Сотовый элемент в его поперечном сечении 8 можно подразделить, например, начиная от его центра, лежащего на оси 22, на несколько радиальных зон, например, на первую радиальную зону 9, вторую радиальную зону 10 и третью радиальную зону 11. Такие зоны в данном случае имеют форму кругов, соответственно круговых колец, однако равным образом могут иметь и иную форму. Как схематично показано в нижней части поперечного сечения сотового элемента, такие зоны охватывают в направлении радиуса 25 по несколько металлических слоев 5. Металлические слои 5, охватываемые одной зоной, образуют, как это в данном случае в качестве примера показано для третьей зоны 11, ряд точек 7 контакта, которые прежде всего линейно расположены вдоль экстремумов профильной структуры 12. Как (лишь схематично) показано на чертеже, по поперечному сечению сотового элемента выполнено очень малое количество распределенных по его сечению мест 6 соединения несмотря на наличие значительно большего количества точек 7 контакта. В показанном на фиг.1 варианте во всех зонах от по меньшей мере 1 до максимум 20% точек 7 контакта металлических слоев 5 между собой образуют одно место 6 соединения, что, однако, не является строго обязательным.
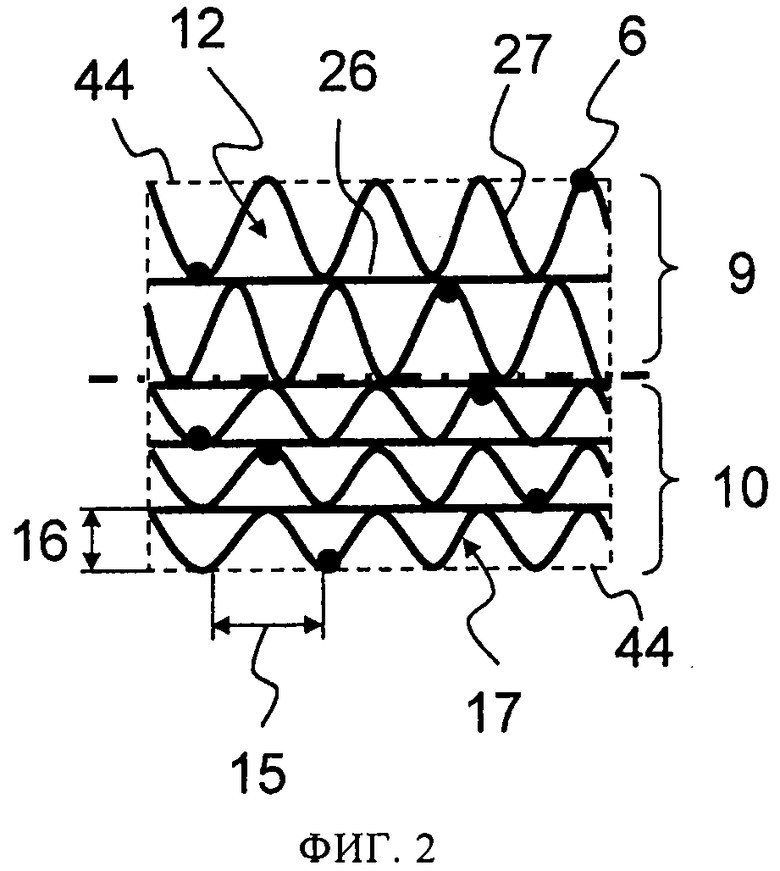
На фиг.2 в поперечном разрезе показан увеличенный фрагмент подобной сотовой структуры 3 в месте перехода от первой радиальной зоны 9 ко второй радиальной зоне 10. В показанной в верхней части чертежа первой радиальной зоне 9 сотовая структура образована чередующимися гофрированным слоем 27 и гладким слоем 26. Оба слоя контактируют между собой во многих местах (точках контакта), лишь часть которых используется при этом для образования мест 6 соединения. В нижней части чертежа показаны гладкие слои и гофрированные слои с иной профильной структурой, образующие между собой каналы с другим поперечным сечением 12 нежели в первой радиальной зоне. Поперечное сечение 12 каналов ограничено соседними, контактирующими между собой слоями, при этом характеристики прежде всего каждого канала определяются соответствующими, образующими его слоями и обеими соседними точками контакта. Профильная структура 17 в нижней части на фиг.2 выполнена с таким же шагом 15, что и профильная структура в верхней части чертежа, но с уменьшенной высотой 16. В результате этого в нижней части чертежа точки контакта, соответственно места 6 соединения могут присутствовать, соответственно присутствуют в большем количестве из расчета на единицу 44 площади поперечного сечения.
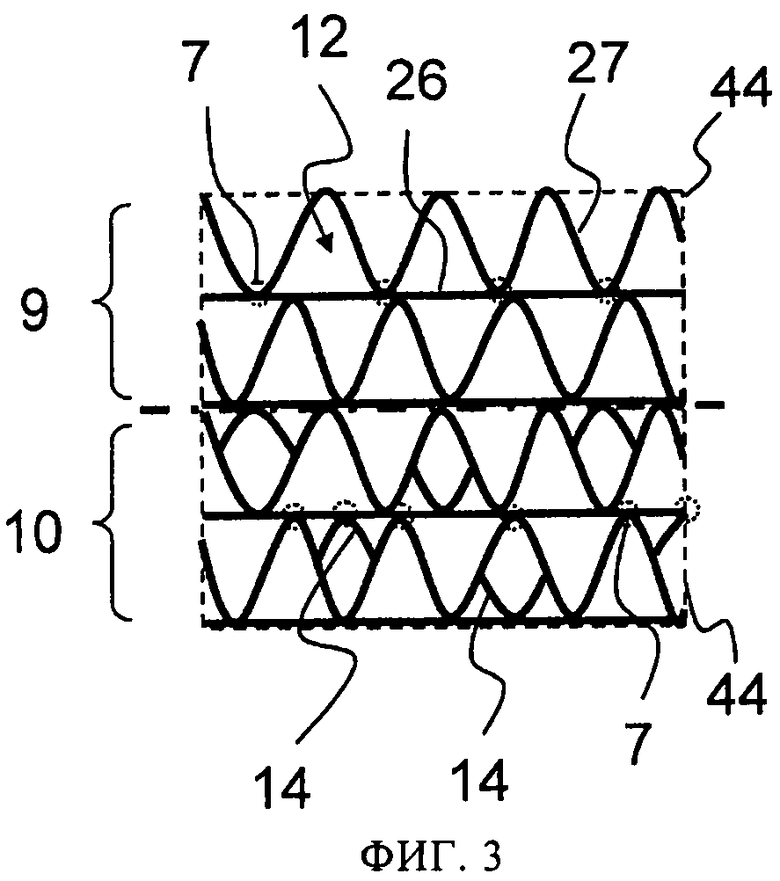
Соответствующее изображение приведено также на фиг.3. В данном случае в нижней части чертежа плотность расположения, соответственно количество точек 7 контакта из расчета на единицу 44 площади поперечного сечения второй радиальной зоны 10 увеличивается по той причине, что гофрированный слой 27 (только в данном случае) выполнен с выступами 14 в заданных местах, образующими дополнительные точки 7 контакта. Таким путем также можно изменять количество, соответственно плотность расположения точек 7 контакта.
На фиг.4 в аналогичном поперечном разрезе показан фрагмент сотового элемента, выполненного еще по одному варианту. При этом в показанной в нижней части чертежа второй радиальной зоне 10 каналы имеют другую форму поперечного сечения 12. Каналы с поперечным сечением подобной формы образуются в результате того, что в этой части предусмотрены только гладкие слои 26, которые выполнены, например, с рельефно выдавленными выступами 28, образующими профильную структуру, у которой соотношение между высотой и шириной (шагом) ее профильных (рельефных) элементов существенно отличается от такого же соотношения в первой радиальной зоне 9. В этой части гладкие слои 26 прежде всего расположены гораздо плотнее друг к другу, чем в первой радиальной зоне 9.
В показанном на фиг.5 варианте профильная структура гофрированного слоя 27 в первой радиальной зоне 9 и во второй радиальной зоне 10 осталась неизменной. Однако гладкому слою 26 при этом в пределах второй радиальной зоны 10 придана профильная структура 17, которая согласована с профильной структурой гофрированного слоя 27, соответственно прилегает к ней. В результате этого удается расширить участок контакта между обоими слоями, благодаря чему и таким путем возможно целенаправленное согласование, соответственно образование мест соединения.
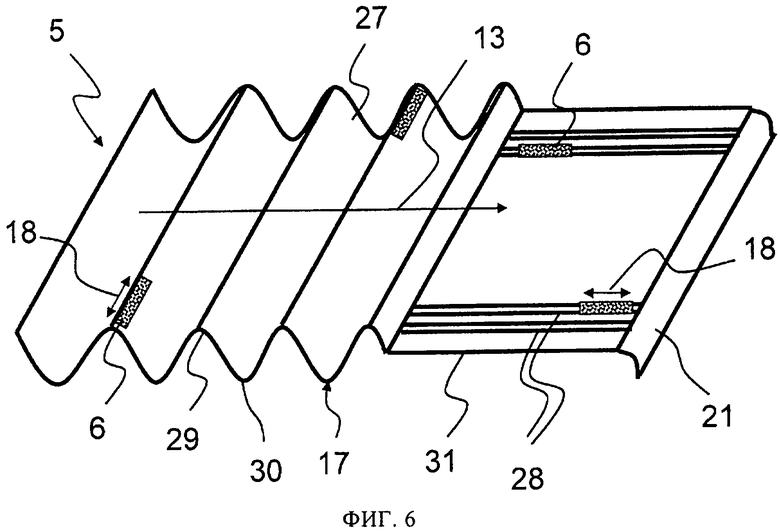
На фиг.6 схематично в аксонометрии показан частично профилированный металлический слой 5. Слева на фиг.6 такой металлических слой имеет волнистую, соответственно синусоидальную профильную структуру 17 с возвышениями 29 и впадинами 30 между ними, ориентированными перпендикулярно продольному направлению 13 слоя 5 (гофрированного слоя 27). Такие экстремумы профильной структуры (возвышение и/или впадина) образуют точки контакта с соседними слоями, каковые точки контакта могут использоваться для образования мест 6 соединения. Одно такое место 6 соединения показано на чертеже на двух отдельных участках, которые обычно отстоят друг от друга на большее расстояние в продольном направлении 13 слоя. Однако в данном случае место 6 соединения выполнено в виде полоски, соответственно линии и поэтому характеризуется своей (максимальной) протяженностью 18 вдоль экстремумов профильной структуры. Для последующего образования разных радиальных зон в сотовом элементе к этому участку слоя 5 примыкает в основном гладкий участок 31. Тем не менее на этом гладком участке 31 предусмотрены рельефно выдавленные выступы 28, которые проходят прежде всего перпендикулярно профильной структуре 17. Помимо этого такие рельефно выдавленные выступы 28 и по своим размерам гораздо меньше профильных (рельефных) элементов профильной структуры 17, прежде всего имеют высоту, которая составляет менее 10% от высоты профильных элементов профильной структуры 17. Рельефно выдавленные выступы 28 могут выступать с одной и/или с обеих сторон слоя 5 и тем самым образовывать, например, линейные, проходящие в окружном направлении сотового элемента места (точки) контакта с соседними слоями 5. При необходимости использования таких точек контакта для фиксации слоев место 6 соединения выполняют вдоль этих рельефно выдавленных выступов 28, и в этом случае оно имеет иначе ориентированную (максимальную) протяженность 18 (в смонтированном состоянии в основном в окружном направлении). К участку с рельефно выдавленными выступами примыкает еще расположенный справа на чертеже загнутый конец 21 слоя 5, образующий его завершение и предназначенный прежде всего для прилегания к корпусу или сопряжения с ним. Выполнение слоя с подобным загнутым концом позволяет увеличить площадь контакта этого слоя с корпусом сотового элемента.
На фиг.7 схематично показан вариант, в котором сотовая структура 3 также образована гофрированными слоями и гладкими слоями, при этом, однако, гофрированные слои укорочены. Гладкие слои 26 имеют в своем продольном направлении 13 изменяющуюся, например, с изогнутой на прямолинейную форму и затем контактируют с корпусом 2. Сказанное означает, что в первой радиальной зоне 9 каналы 4 имеют относительно небольшое поперечное сечение и образованы гладкими и гофрированными слоями. Наружная же, вторая радиальная зона 10 образована только гладкими слоями 26. Гладкие слои 26 при этом прежде всего могут быть также выполнены утолщенными. Для этого гладкий слой 26 можно, например, пластически деформировать на том участке, который в последующем располагается во второй радиальной зоне 10, таким образом, чтобы в этом месте он имел в несколько раз большую общую толщину, например, путем многократного фальцевания (перегибания) гладких слоев 26. Равным образом к этим участкам гладких слоев 26 можно приваривать, припаивать или прикреплять иным способом дополнительные листы фольги (например, другой толщины). Из приведенного на чертеже изображения сотового элемента в поперечном сечении следует также, что из-за S-образного изгиба слоев в первой радиальной зоне 9 места контакта гладких слоев 26 с корпусом 2 распределены неравномерно в его окружном направлении. С целью тем не менее обеспечить равномерное в окружном направлении 19 соединение сотовой структуры 3 с корпусом 2 часть гладкого слоя 26 можно выполнять с дополнительными рельефно выдавленными выступами 28, благодаря чему образуются в основном равноотстоящие друг от друга в окружном направлении 19 точки контакта, соответственно места 6 соединения.
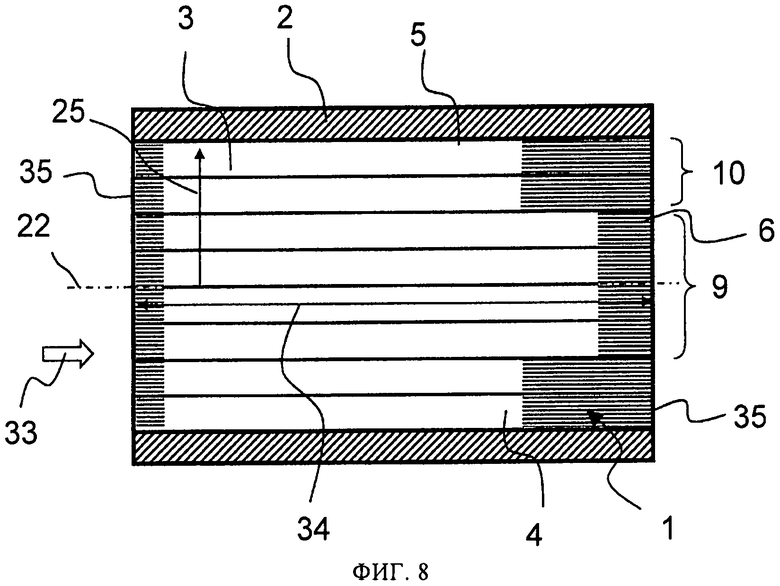
На фиг.8 в продольном разрезе показан сотовый элемент 1, выполненный по одному из вариантов. Такой сотовый элемент 1 снаружи также ограничен корпусом 2, в котором расположена сотовая структура 3. Сотовая структура 3 имеет множество каналов 4, проходящих между ее торцами 35. Расстоянием между торцами 35 сотовой структуры 3 определяется также ее протяженность или длина 34. В показанном на чертеже варианте направление продольной протяженности каналов 4 параллельно центральной оси 22 сотовой структуры 3. Перпендикулярно этой оси 22 обозначен радиус 25.
Приведенный на чертеже вид в продольном разрезе позволяет четко пояснить расположение отдельных мест соединения относительно оси 22 сотовой структуры, ее торцов 35 и/или ее длины 34. В данном случае в зоне того торца 35 сотовой структуры, со стороны которого в нее в направлении 33 поступает поток ОГ, выполнен начинающийся от этого торца участок соединения, на котором места 6 соединения выполнены сравнительно короткими, например, длиной менее 10 мм или даже менее 5 мм. Со стороны противоположного торца 35 сотовой структуры в пределах первой зоны 9, расположенной концентрично вокруг оси 22 сотовой структуры, имеется множество мест 6 соединения, протяженность которых отлична от протяженности мест 6 соединения во второй зоне 10, которая в виде кругового кольца охватывает первую зону. Для пояснения необходимо отметить, что в данном случае отсутствуют соединения большой площади. Иными словами, штрихи, которыми условно обозначены места 6 соединения, носят исключительно схематичный характер. В принципе в данном случае выполнены лишь распределенные линейные места 6 соединения в пересчете на заданное количество мест контакта между собой соседних металлических слоев 5.
На фиг.9 схематично показан автомобиль 23 с ДВС 36, например, с дизельным двигателем или двигателем с принудительным воспламенением рабочей смеси. ОГ, образующиеся в ДВС 36 при сгорании в нем топлива, по системе 24 снижения их токсичности поступают в по меньшей мере одно устройство 37 для снижения их токсичности, которое в данном случае выполнено с предлагаемым в изобретении сотовым элементом 1. В качестве примера подобного устройства 37 для снижения токсичности ОГ можно прежде всего назвать каталитические нейтрализаторы, адсорберы, фильтры, улавливатели твердых частиц, риформеры, нагреватели и иные устройства аналогичного назначения.
На фиг.10 показан пакет 38, набранный из множества профилированных и гладких металлических слоев 5 (образованных, например, листами фольги и/или металлическими неткаными материалами из тончайшей проволоки). Пакет 38 показан при этом в еще не свернутом в рулон состоянии, т.е. имеет в основном прямолинейный вид в продольном направлении 13 слоев, соответственно в направлении их (будущего) изгиба. Помимо этого разными цветами обозначено расположение друг относительно друга мест 6 соединения металлических слоев. Учитывая тот факт, что подобные места 6 соединения (паяные соединения) образуются лишь в собранном состоянии сотового элемента, т.е. в свернутом в рулон и помещенном затем в корпус состоянии пакета, на фиг.10 показаны прежде всего места расположения адгезива, на который по завершении процесса свертывания пакета в рулон наносится, например, порошковый припой, который в конечном итоге и образует условно показанные в данном случае в качестве примера расположенные с верхней стороны профилированных металлических слоев 5 места соединения (обозначены темным цветом) и расположенные с его нижней стороны места соединения (обозначены светлым цветом). Наносить адгезив и/или припой в требуемых местах можно прежде всего методом печатания, например, по типу метода струйной печати.
Внизу на фиг.10 обозначено заданное расстояние 39, на которое в продольном направлении 13 слоев друг от друга отстоят однотипные места 6 соединения, расположенные с нижней стороны профилированного слоя, т.е. в данном случае места соединения, обращенные к нижнему гладкому слою 5, и которое составляет, например, по меньшей мере 20 мм и/или охватывает множество экстремумов профильной структуры (образующих ее возвышений и впадин между ними, например, по меньшей мере 20 возвышений). Несмотря на показанное на чертеже регулярное расположение мест 6 соединения такое их расположение не является строго обязательным. Обычно каждый гофрированный металлический слой 5 своей профильной структурой 17 прилегает к одному и другому расположенным по обе стороны от него гладким металлическим слоям 5, и поэтому профильная структура 17 гофрированного металлического слоя образует в направлении оси 22, т.е. перпендикулярно продольному направлению 13 слоев, линии контакта, соответственно точки соприкосновения с гладким слоем 5. Из приведенного на фиг.10 изображения следует, что при приложении усилия к металлическим слоям 5 перпендикулярно их продольному направлению 13 при последующей работе между ними могут образовываться компенсационные промежутки 43, которые тем самым значительно повышают гибкость сотовой структуры и обеспечивают лучшую ее приспособляемость к термическим и динамическим нагрузкам.
На фиг.11 показан иной вариант, в котором каждое место 6 соединения образовано двумя точками 40 спая на соседних экстремумах профильной структуры (на возвышениях 29 или на впадинах 30 между соседними возвышениями). Между местами 6 соединения расположено по множеству экстремумов профильной структуры профилированного металлического слоя 5. В этом отношении необходимо отметить, что обычно количество экстремумов профильной структуры между однотипными (обозначенными одним и тем же цветом) местами 6 соединения в продольном направлении 13 слоев существенно больше того, которое в качестве примера показано на чертеже, например, составляет не менее пятнадцати (15).
Как показано далее на фиг.11, гладкие металлические слои 5 могут быть снабжены покрытием 20, которое препятствует прежде всего (нежелательному) диффузионному соединению между собой соседних, обычно прилегающих друг к другу при работе металлических слоев 5. Несмотря на то, что в предпочтительном варианте такое покрытие предусмотрено с верхней стороны 41 и нижней стороны 42 гладких и/или гофрированных металлических слоев 5, в исключительных ситуациях вполне может также оказаться достаточным предусматривать, например, оксидный слой только с одной их стороны. В любом случае таким путем должно исключаться соединение между собой металлических слоев вне мест соединения, например, вследствие диффузии, и тем самым должна обеспечиваться возможность образования под нагрузкой сравнительно больших компенсационных промежутков 43. Иными словами, в качестве основополагающего можно придерживаться того правила, что подобный компенсационный промежуток 43 образован, например, участком гладкого металлического слоя 5 и участком профилированного металлического слоя 5 и ограничен двумя однотипными местами соединения (в данном случае показано для расположенных с нижней стороны мест соединения), а также расположенным между ними участком профилированного металлического слоя 5 с по меньшей мере пятнадцатью (15-ю) экстремумами его профильной структуры. При соблюдении подобного условия обеспечивается особо высокая деформируемость компенсационного промежутка 43, соответственно гибкое расположение соседних металлических слоев (листов фольги), а именно: в продольном направлении 13 слоев, с одной стороны, и в поперечном ему направлении, с другой стороны. Максимальное количество точек спая из расчета на одно место 6 соединения ограничено тремя, прежде всего даже только двумя, а в наиболее предпочтительном варианте одно место 6 соединения образовано только одной точкой спая.





Изобретение относится к сотовому элементу для системы выпуска отработавших газов автомобильного двигателя внутреннего сгорания. Сотовый элемент по меньшей мере имеет корпус и сотовую структуру со множеством каналов, образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, который образует точки соединения, фиксирующие сотовую структуру, в поперечном сечении которой имеются радиальные зоны с местами соединения, в по меньшей мере одной из которых, кроме того, от по меньшей мере 1 до максимум 20% внутренних точек контакта по меньшей мере одного по меньшей мере частично профилированного металлического слоя образуют в поперечном сечении сотовой структуры одно место соединения и в по меньшей мере двух из которых каналы выполнены с различающимся между собой поперечным сечением. Раскрыта система выпуска отработавших газов автомобильного двигателя внутреннего сгорания, содержащая упомянутый сотовый элемент. Обеспечивается повышение срока службы сотового элемента. 2 н. и 8 з.п. ф-лы, 11 ил.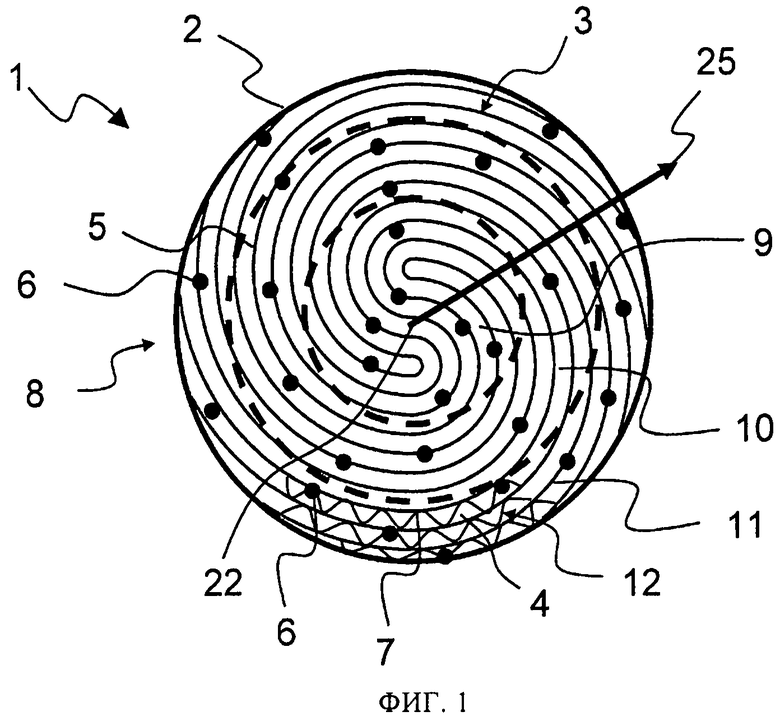
1. Сотовый элемент (1) для системы выпуска отработавших газов автомобильного двигателя внутреннего сгорания, имеющий по меньшей мере корпус (2) и сотовую структуру (3) с множеством каналов (4), образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем (5), образующим точки (6) соединения, фиксирующие сотовую структуру (3), в поперечном сечении (8) которой имеются радиальные зоны (9, 10, 11) с местами (6) соединения, в по меньшей мере одной из которых по меньшей мере от 1% до максимум 20% внутренних контактных точек (7) контакта по меньшей мере одного по меньшей мере частично профилированного металлического слоя (5) образуют в поперечном сечении (8) сотовой структуры одно место (6) соединения и в по меньшей мере двух из которых каналы (4) выполнены с различающимся между собой поперечным сечением (12).
2. Сотовый элемент (1) по п.1, у которого плотность расположения внутренних точек (7) контакта из расчета на единицу площади поперечного сечения сотовой структуры (3) в одной радиальной зоне (9, 10, 11) выше, чем в по меньшей мере одной другой радиальной зоне.
3. Сотовый элемент (1) по п.1 или 2, у которого плотность расположения мест (6) соединения вдоль по меньшей мере одного по меньшей мере частично профилированного металлического слоя (5) в одной радиальной зоне (9, 10, 11) выше, чем в по меньшей мере одной другой радиальной зоне.
4. Сотовый элемент (1) по п.1 или 2, у которого по меньшей мере один по меньшей мере частично профилированный металлический слой (5) в своем продольном направлении (13) имеет в одной радиальной зоне (9, 10, 11) форму или профиль, отличную/отличный от его формы или профиля в по меньшей мере одной другой радиальной зоне.
5. Сотовый элемент (1) по п.1 или 2, у которого в одной радиальной зоне (9, 10, 11) поперечное сечение (12) каналов (4) изменено за счет выступающих в них выступов (14).
6. Сотовый элемент (1) по п.1 или 2, у которого поперечное сечение (12) каналов в одной радиальной зоне (9, 10, 11) изменено за счет изменения шага (15) или высоты (16) профильной структуры (17) по меньшей мере частично профилированного металлического слоя (5).
7. Сотовый элемент (1) по п.1 или 2, у которого места (6) соединения в одной радиальной зоне (9, 10, 11) имеют протяженность (18) в окружном направлении (19) сотовой структуры (3).
8. Сотовый элемент (1) по п.1 или 2, у которого сотовая структура (3) в по меньшей мере одной радиальной зоне (9, 10, 11) снабжена покрытием (20).
9. Сотовый элемент (1) по п.1 или 2, у которого сотовая структура (3) образована множеством по меньшей мере частично профилированных металлических слоев (5), оба конца (21) каждого из которых прилегают к корпусу (2) и в местах прилегания к нему соединены с ним по ограниченной в осевом направлении длине.
10. Система выпуска отработавших газов автомобильного двигателя (36) внутреннего сгорания, содержащая по меньшей мере один сотовый элемент (1) по любому из пп.1-9.
| DE 3312944 A1, 11.10.1984 | |||
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ МОРСКОЙ ТРАВЫ КАСПИЙСКОЙ СЕМЕЙСТВА ZOSTERACEAE | 2005 |
|
RU2302746C2 |
| US 5648176 A, 15.07.1997 | |||
| US 4795615 A, 03.01.1989 | |||
| Несущее тело катализатора с сотовой структурой | 1990 |
|
SU1838640A3 |
| СОТОВЫЙ ЭЛЕМЕНТ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ НОСИТЕЛЬ КАТАЛИТИЧЕСКОГО НЕЙТРАЛИЗАТОРА | 2002 |
|
RU2279557C2 |
| КОНСТРУКЦИЯ СОТОВОГО ЭЛЕМЕНТА С НЕСУЩИМИ УЧАСТКАМИ (ВАРИАНТЫ) | 1998 |
|
RU2208686C2 |

