ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
В настоящем изобретении описан способ нагрева преформы. В изобретении также описано управляющее устройство, система нагрева преформ и компьютерная программа для нагрева преформ.
УРОВЕНЬ ТЕХНИКИ
В настоящее время большинством емкостей для напитков являются легкие пластмассовые бутылки из такого материала, как, например, ПЭТФ (полиэтилентерефталат), которые изготавливают в два этапа. На первом этапе из исходного вещества создают так называемые полые "преформы ", например, способом медленной высокотемпературной экструзии. На втором этапе "стенки" этих полых преформ снова нагревают, на сей раз до температуры ниже точки их рекристаллизации, то есть ниже, приблизительно, 130°C, а затем им придают желательную форму бутылки способом выдувного формования.
В большинстве известных из уровня техники печей для нагрева преформ этот нагрев осуществляют с использованием галогенных ламп, значительная часть широкого спектра излучения которых лежит в инфракрасной области. Во время процесса нагрева тепловая энергия "захватывается" материалом преформы. Способ нагрева инфракрасным излучением, хотя он и является хорошо развитым с технической точки зрения, имеет недостаток, заключающийся в ограниченной эффективности использования энергии. Одной из причин низкой эффективности использования энергии является то, что излучение, испускаемое галогенными лампами, невозможно эффективно направить или сфокусировать. Однако главной причиной является плохое соответствие спектра испускания галогенных ламп спектру поглощения материала преформы, что приводит к поглощению энергии в ненадлежащих областях преформы, например на ее внешней поверхности. Это приводит к более высоким значениям температуры в некоторых областях стенки преформы, тогда как другие области являются недостаточно нагретыми. Например, внешняя поверхность преформы может стать очень горячей, тогда как ее внутренняя поверхность является недостаточно нагретой. Кроме того, распределение захваченной энергии внутри стенки преформы не обязательно приводит к тому же самому распределению значений температуры вследствие удельной теплопроводности материала. Такие градиенты температуры или горячие пятна затрудняют обеспечение равномерного качества на последующем этапе выдувного формования, и даже могут приводить к повреждению внешней поверхности преформы. По этой причине, в некоторых способах, известных из предшествующего уровня техники, даже прибегают к дополнительному охлаждению преформ во время процесса нагрева (например, путем принудительного воздушного охлаждения); причем очевидно, что эта мера является дорогостоящей и неэффективной с точки зрения потребления энергии, и, следовательно, нежелательной. альтернативно в печах, известных из предшествующего уровня техники, нежелательный градиент температуры может устраняться посредством "фазы выравнивания ", то есть временных задержек, в течение которых теплопроводность внутри материала преформы должна приводить к выравниванию значений температуры в стенке преформы. Эти фазы выравнивания обычно имеют продолжительность нескольких (до десяти) секунд. Однако включение этих фаз в технологический процесс нагрева означает увеличение общего времени технологического процесса, в силу чего увеличиваются общие затраты на технологический процесс нагрева преформ.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, задачей настоящего изобретения является создание более экономичного и эффективного способа нагрева преформ, который предотвращает возникновение упомянутых выше проблем.
Задача настоящего изобретения решается посредством способа нагрева преформы по п. 1 и управляющего устройства по п. 10.
Согласно настоящему изобретению, способ нагрева преформы, характеризующейся радиусом, толщиной материала и спектром поглощения материала преформы, содержит следующие этапы: выбирают желательный эффективный коэффициент поглощения для преформы на основании желательного профиля температур, радиуса преформы и толщины материала, и генерируют пучок лазерного излучения со спектром длин волн, составленным на основании коэффициентов поглощения в спектре поглощения, то есть, на основании, по меньшей мере, одного коэффициента поглощения в спектре поглощения, так, чтобы он соответствовал эффективному коэффициенту поглощения. Способ содержит следующий дополнительный этап: направляют пучок лазерного излучения на преформу для нагрева преформы. В данном случае под преформой понимается любой сформированный заранее в виде преформы предмет или любое «заранее формованное» обрабатываемое изделие, предпочтительно цилиндрической формы и являющийся (являющееся) полым, который (которое) необходимо нагреть, чтобы размягчить его для последующего этапа выдувного формования. Примером такой преформы может являться, по существу, цилиндрический полый элемент из ПЭТ, из которого должна быть изготовлена емкость для напитков. К тому же, "эффективный коэффициент поглощения" может рассматриваться как функция коэффициентов поглощения в спектре поглощения материала преформы, на конкретных длинах волны света.
Под термином "спектр длин волн" лазерного излучения понимается "набор" излучаемых длин волн луча лазерного излучения с их относительными интенсивностями вне зависимости от того, являются ли они дискретными длинами волн или же диапазоном длин волн, охватывающим непрерывную область в этом диапазоне. Поскольку длина волны фотона может быть равным образом охарактеризована его энергией или частотой, то термины "энергетический спектр" или "частотный спектр" лазерного излучения могут рассматриваться как эквивалентные термину "спектр длин волн". Следовательно, как поясняется ниже, спектр длин волн может, например, быть "составлен" путем выбора источников лазерного излучения с надлежащими длинами волн или диапазонами длин волн и путем смешения или суперпозиции излучения от этих источников лазерного излучения с соответствующими уровнями интенсивности.
Следует понимать, что эффективный коэффициент поглощения эквивалентен реальному поглощению (например, в преформе) для спектра падающего излучения, вычисленному для всех подходящих длин волн излучения. Эффективный коэффициент  поглощения для заданного спектра излучения может быть выражен с использованием следующего уравнения:
поглощения для заданного спектра излучения может быть выражен с использованием следующего уравнения:
 , (1),
, (1),
где t - толщина материала (в этом случае - толщина стенки преформы),  - длина волны компоненты лазерного излучения,
- длина волны компоненты лазерного излучения,  - известный коэффициент поглощения для этого материала на этой длине волны (полученный, например, из спектра поглощения для этого материала), а
- известный коэффициент поглощения для этого материала на этой длине волны (полученный, например, из спектра поглощения для этого материала), а  - весовой коэффициент для этой длины волны. В уравнении (1) предполагают, что поглощение имеет место на дискретных длинах волн, и эффективный коэффициент поглощения выражен как сумма. Очевидно, что равным образом поглощение может происходить в непрерывной области длин волн, причем в этом случае эффективный коэффициент поглощения выражается как соответствующий интеграл. В любом случае общая сумма всех весовых коэффициентов вместе должна быть равной единице или 1,0.
- весовой коэффициент для этой длины волны. В уравнении (1) предполагают, что поглощение имеет место на дискретных длинах волн, и эффективный коэффициент поглощения выражен как сумма. Очевидно, что равным образом поглощение может происходить в непрерывной области длин волн, причем в этом случае эффективный коэффициент поглощения выражается как соответствующий интеграл. В любом случае общая сумма всех весовых коэффициентов вместе должна быть равной единице или 1,0.
Путем надлежащего выбора длин волн и/или весовых коэффициентов для каждой используемой длины волны уравнение (1) может быть использовано в обратном порядке, то есть для "составления" или "подбора" такого спектра излучения, который приводит к желательному значению эффективного коэффициента поглощения, например, определяемому желательным распределением поглощенной энергии.
"Разрешающая способность" эффективного коэффициента поглощения в некоторой степени может зависеть от возможностей имеющихся источников лазерного излучения и от того, насколько они соответствуют коэффициентам поглощения нагреваемого материала. Очевидно, что при использовании источника лазерного излучения, содержащего множество по-разному настроенных отдельных источников лазерного излучения, излучение может быть сгенерировано на таких длинах волн, которые приводят к надлежащему поглощению в материале, чтобы желательный эффективный коэффициент  поглощения мог быть воспроизведен с высокой степенью точности. Однако, даже в системах с лишь ограниченным количеством имеющихся в распоряжении длин волн степень свободы, предоставляемая весовыми коэффициентами, может быть успешно использована для получения достаточно хорошего приближения желательного значения эффективного коэффициента поглощения.
поглощения мог быть воспроизведен с высокой степенью точности. Однако, даже в системах с лишь ограниченным количеством имеющихся в распоряжении длин волн степень свободы, предоставляемая весовыми коэффициентами, может быть успешно использована для получения достаточно хорошего приближения желательного значения эффективного коэффициента поглощения.
Преимущество способа согласно настоящему изобретению состоит в том, что энергия, содержащаяся в пучке лазерного излучения и приложенная к преформе, будет оптимально "захвачена", то есть поглощена преформой. По сравнению со способами нагрева, известными из уровня техники, в способе согласно настоящему изобретению энергия поглощается во всем материале преформы более равномерно, предпочтительно, по существу, равномерно. Поскольку эффективный коэффициент поглощения для преформы выбирают на основании радиуса этой преформы и толщины материала, то эффективный коэффициент поглощения точно соответствует этому типу прифеормы. Используя этот эффективный коэффициент поглощения в качестве заданного или целевого показателя, в этом случае может быть "составлен" пучок лазерного излучения, содержащий такой спектр длин волн лазерного излучения, что когда этот пучок лазерного излучения направлен на преформу, то он нагревает преформу согласно эффективному коэффициенту поглощения.
Неожиданным образом было замечено, что эффективный коэффициент поглощения, необходимый для достижения желательного профиля температур в стенке преформы, не обязательно совпадает с величинами наибольшего поглощения, зарегистрированными в спектре поглощения для этого материала преформы.
Следовательно, эффективный коэффициент поглощения (и дополнительные параметры) предпочтительно может быть выбран (могут быть выбраны) так, чтобы плотность энергии поглощения была, по существу, равномерной по всему телу преформы. Это позволяет обеспечить более энергосберегающий способ нагрева по сравнению с известными из уровня техники методами, в которых излучают избыток энергии инфракрасного излучения в направлении преформы, но она в значительной степени расходуется непроизводительно. К тому же, при использовании способа согласно настоящему изобретению избегают локального перегрева в некоторых зонах преформы, вследствие чего отсутствует необходимость в непроизводительном и дорогостоящем охлаждении, предусмотренном в известном уровне техники.
Управляющее устройство согласно настоящему изобретению для управления блоком генерации лазерного излучения системы нагрева преформ содержит входной интерфейс для получения геометрических параметров преформы, спектра поглощения преформы, и желательного профиля температур или градиента температуры для преформы; и устройство выбора, предназначенное для выбора эффективного коэффициента поглощения на основании геометрических параметров преформы, и желательного профиля температур; и модуль составления параметров лазера, предназначенный для составления спектра длин волн лазерного излучения на основании соответствующих коэффициентов поглощения материала преформы, так, чтобы он соответствовал эффективному коэффициенту поглощения, и для выбора ширины лазерного пучка на основании желательного относительного эффективного коэффициента поглощения. Управляющее устройство также содержит выходной интерфейс для подачи в блок генерации лазерного излучения управляющих сигналов, соответствующих выбранному спектру длин волн лазерного излучения и выбранной ширине лазерного пучка.
В зависимых пунктах формулы изобретения и в приведенном ниже описании раскрыты наиболее предпочтительные варианты осуществления и отличительные признаки настоящего изобретения.
Поскольку эффективный коэффициент поглощения зависит от радиуса преформы, то эффективный коэффициент поглощения предпочтительно получают в два этапа: на первом этапе выбирают желательный относительный эффективный коэффициент поглощения для преформы на основании желательного температурного профиля, радиуса преформы и толщины материала. Затем, на втором этапе получают эффективный коэффициент поглощения из относительного эффективного коэффициента поглощения.
Под термином "относительный эффективный коэффициент ( ) поглощения" понимается эффективный коэффициент
) поглощения" понимается эффективный коэффициент  поглощения, умноженный на радиус
поглощения, умноженный на радиус  преформы. Он представляет собой величину, которая указывает то, как тепловая энергия поглощается преформой. Набор значений относительного эффективного коэффициента поглощения может быть определен вне зависимости от материала преформы, и может быть визуализирован как область точек в пространстве точек, ограниченная диапазоном, который задан отношением толщины преформы к радиусу преформы; и отношением ширины луча лазерного излучения к радиусу преформы. Более подробное это поясняется ниже при помощи чертежей.
преформы. Он представляет собой величину, которая указывает то, как тепловая энергия поглощается преформой. Набор значений относительного эффективного коэффициента поглощения может быть определен вне зависимости от материала преформы, и может быть визуализирован как область точек в пространстве точек, ограниченная диапазоном, который задан отношением толщины преформы к радиусу преформы; и отношением ширины луча лазерного излучения к радиусу преформы. Более подробное это поясняется ниже при помощи чертежей.
Соответственно, устройство выбора управляющего устройства, предпочтительно содержит модуль выбора, предназначенный для выбора относительного эффективного коэффициента поглощения на основании геометрических параметров преформы, и желательного температурного профиля, и вычислительный модуль, предназначенный для вычисления эффективного коэффициента поглощения, исходя из относительного эффективного коэффициента поглощения.
Несмотря на то что относительный эффективный коэффициент поглощения может быть выбран из широкого интервала значений, заключенного между предельными значениями, например между очень узким или очень широким лазерным пучком, или между очень тонкой или очень толстой относительно радиуса стенкой преформы, желательный относительный эффективный коэффициент поглощения обычно находится в пределах более узкого реалистичного интервала значений. Следовательно, согласно настоящему изобретению, способ нагрева преформы содержит этап генерации пучка лазерного излучения, содержащего лазерное излучение со спектром длин волн, составленным (на основании одного или более коэффициентов поглощения в спектре поглощения материала преформы) так, чтобы он соответствовал эффективному коэффициенту поглощения, при этом пучок лазерного излучения, когда он направлен на заготовку, нагревает заготовку в соответствии с желательным относительным эффективным коэффициентом поглощения в интервале от 1,0 до 4,0, более предпочтительно - в интервале от 2,0 до 3,5, а наиболее предпочтительно - в интервале от 2,5 до 3,0. В таком случае для преформ обычных типов, стенки которых не являются очень толстыми или очень тонкими, может быть выбран подходящий относительный эффективный коэффициент поглощения для желательного температурного профиля, получаемого при использовании реальной ширины лазерного луча. В предпочтительном варианте, если при выбранном относительном эффективном коэффициенте поглощения может быть достигнут желательный температурный профиль, то он может быть выбран из верхнего диапазона заданного интервала значений, поскольку результаты наблюдений показали, что если в качестве основы для составления лазерного пучка выбирается значение из этого интервала, то это приводит к предпочтительной плотности поглощения энергии во всей заготовке во время нагрева. Эффективный коэффициент поглощения может быть получен на основании лазерного излучения только одной длины волны; однако более целесообразным может быть использование нескольких длин волн лазерного излучения для составления подходящего спектра, который соответствует желательному эффективному коэффициенту поглощения, поскольку использование нескольких лазеров дает возможность более гибкой адаптации спектра излучения к изменяющимся требованиям, например, при замене одного материала преформы на другой, или при изменении одного размера преформы на другой и подобного.
Ширина пучка лазерного излучения может быть увеличена от почти точечной ширины (когда лазерный пучок генерируют как узкий луч) до широкой линии, например, при расходящимся лазерном пучке. Интенсивность лазерного излучения, попадающего на заданное место (которым в этом случае является преформа), зависит от эффективной ширины лазерного пучка. Широкий пучок обычно имеет края с менее резкими границами, чем узкий луч. Как правило, интенсивность падающего лазерного излучения является наибольшей в центре пучка и уменьшается к внешним границам пучка. "Полезная" ширина лазерного пучка может быть определена несколькими способами, например, с использованием "полной ширины на уровне половины максимума" (FWHM), то есть, ширины пучка между двумя точками, в которых интенсивность падающего пучка равна половине его максимальной интенсивности.
Во время разработки способа, предложенного в настоящем изобретении, было замечено, что ширина лазерного пучка, направленного на преформу, также влияет на процесс нагрева. Узкий точечный луч лазерного излучения может нагревать "точечную" область преформы, тогда как широкий веерообразный пучок лазерного излучения может нагревать область преформы в форме "полосы". Кроме того, ширина лазерного пучка также влияет на профиль температур на внутренней части стенки преформы: при помощи узкого луча легче достичь более высокой температуры во внутренней части стенки преформы, чем на наружной ее части, тогда как при использовании широкого лазерного пучка такой градиент температуры намного труднее получить. Следовательно, в способе согласно настоящему изобретению ширину пучка лазерного излучения предпочтительно определяют таким образом, что величина ширины пучка, деленная на величину радиуса преформы, является меньшей или равной 0,5, более предпочтительно - меньшей или равной 0,1, и этап генерации лазерного излучения для создания пучка лазерного излучения содержит операцию формирования пучка лазерного излучения в соответствии с определенной шириной пучка. Выбор значения относительной ширины пучка в этом интервале значений позволяет выбирать подходящую высокую величину относительного эффективного коэффициента поглощения, как описано выше.
Вследствие вовлечения сложной электроники, источник лазерного излучения обычно расположен в фиксированном месте относительно преформ, транспортировка которых может осуществляться путем их перемещения с надлежащей скоростью мимо источника лазерного излучения. Преформы обычно удерживаются вертикально и перемещают через печь по горизонтали, однако может быть сконструирована такая печь, в которой удержание и транспортировка преформ могут осуществляться любым подходящим способом. Поскольку преформы обычно перемещают мимо источников лазерного излучения, то очевидно, что преформы не могут быть полностью окружены ими. Следовательно, для обеспечения равномерного нагрева заготовку предпочтительно вращают вокруг продольной оси, в силу чего продольная ось ориентирована, по существу, перпендикулярно главной оси входящего пучка лазерного излучения. Например, пучок лазерного излучения может быть направлен по горизонтали на перемещаемые мимо него преформы, и преформы могут вращаться вокруг вертикальной оси, поэтому главная ось пучка лазерного излучения попадает на преформу, по существу, перпендикулярно поверхности преформы.
При выбранном спектральном составе и при выбранной форме лазерного пучка может быть получен определенный температурный профиль. Например, было замечено, что конкретная преформа может иметь более высокую температуру снаружи, чем внутри, когда ее нагрев производят с использованием "широкого" пучка, и когда спектр лазерного пучка, соответствующий эффективному коэффициенту поглощения, был составлен с использованием значения из верхней части указанного выше интервала значений, например, значения, приблизительно равного 4,0. Та же самая преформа может иметь более высокую температуру внутри, когда ее нагрев производят с использованием узкого луча, и когда спектр лазерного пучка для создания относительного эффективного коэффициента поглощения был составлен с использованием значения из нижней части указанного выше интервала значений, например, значения, близкого к 2,0. Следовательно, в наиболее предпочтительном варианте осуществления настоящего изобретения желательный относительный эффективный коэффициент поглощения выбирают на основании конкретного градиента температуры преформы, который достигается между внешней областью и внутренней областью преформы во время нагрева. Например, орган управления системы нагрева преформ может принять решение, что преформы лучше всего следует нагревать так, чтобы внутренние области преформы были более горячими, чем внешние области. Используя это в качестве целевого показателя, и имея сведения о геометрической конфигурации преформы, орган управления может выбрать соответствующий относительный эффективный коэффициент поглощения и надлежащую ширину пучка так, чтобы пучок лазерного излучения был составлен с подходящим спектром длин волн и был соответствующим образом отрегулирован.
Хотя составленное лазерное излучение и приводит к градиенту температуры, удовлетворяющему желательному профилю температур, например, "внутри немного более горячо, чем снаружи", на абсолютные значения температуры может влиять и продолжительность облучения. Более продолжительное воздействие лазерного излучения на преформу приводит к более высоким значениям температуры по всей преформе, причем общий градиент температуры сохраняется, соответствуя желательному температурному профилю.
При использовании способа согласно настоящему изобретению может быть достигнута более высокая температура внутри преформы, чем снаружи, так что может быть выполнен следующий этап выдувного формования, и поэтому качество готовых изделий, например, емкостей для напитков, является удовлетворительно высоким. Кроме того, в отличие от известных из уровня техники способов, которые часто приводят к тому, что наружная поверхность преформы является слишком горячей, также может быть достигнут очень равномерный нагрев тела преформы.
Однако в зависимости, например, от материала преформы, возникновение полного внутреннего отражения на стенке преформы может приводить к ситуации, когда температура на внутренней поверхности или во внутренней области преформы является слишком высокой.
Ниже описано несколько подходов, использование которых может обеспечивать "точную регулировку" температуры во внутренней части преформы. В предпочтительном варианте осуществления настоящего изобретения температуру внутренней области преформы регулируют посредством преломляющего элемента с особым показателем преломления, причем этот преломляющий элемент расположен в полости преформы. Такой преломляющий элемент может представлять собой просто стержень или аналогичный объект, вставленный в полость преформы, и он имеет такую форму, которая точно соответствует полости. Материал, из которого выполнен преломляющий элемент, предпочтительно выбран так, что показатель преломления преломляющего элемента близко соответствует показателю преломления преформы. Например, преломляющий элемент может быть выполнен из того же самого материала, что и преформа, или из материала, очень схожего с материалом преформы. Тогда любое излучение, проходящее через преформу, больше не подвергается полному внутреннему отражению на внутренней поверхности преформы, но проходит через преломляющий элемент и продолжается на другой стороне, выходя через тело преформы. Таким образом, обеспечивается то, что нежелательный избыток энергии не "улавливается" во внутренних областях преформы. Преломляющий элемент может быть твердым, или же жидкостью, как например, соответствующее масло или даже вода, в зависимости от желательных преломляющих свойств.
Использование преломляющего элемента, расположенного в полости преформы, может обеспечивать эффективное распределение энергии лазерного излучения. Однако в зависимости от материала преформы, геометрической конфигурации преформы и выбранного источника лазерного излучения, желательным может оказаться "устранение" некоторой избыточной доли лазерного излучения. Следовательно, в еще одном предпочтительном варианте осуществления настоящего изобретения температура внутренней области преформы может быть отрегулирована посредством поглотителя тепла, расположенного в полости преформы, где этот поглотитель тепла поглощает часть энергии лазерного излучения. Таким образом, избыточную энергию не просто перенаправляют в другую область преформы, но она может быть частично или полностью "удалена". Вещество поглотителя может быть выбрано исходя из его поглощающих свойств, например для поглощения всех используемых длин волн лазерного излучения, либо некоторых или большей части используемых длин волн. Поглотителем тепла может являться твердое вещество, жидкость или вещество в любом подходящем состоянии. Например, преформы могут быть подвешены так, что при перемещении через печь их отрытые концы обращены вверх, и поглотителем тепла может являться просто вода, которую заливают в полость, а затем вновь выливают до формования преформы способом выдувного формования.
Как описано выше, преформы обычно вращают вокруг оси для эффективного распределения тепловой энергии лазерного излучения по всему телу преформы. В еще одном предпочтительном варианте осуществления настоящего изобретения поглотитель тепла содержит полуцилиндр из вещества, поглощающего энергию, причем этот полуцилиндр является, по существу, неподвижным относительно преформы.
Управляющее устройство предпочтительно снабжено запоминающим устройством для хранения информации об относительных эффективных коэффициентах поглощения для различных геометрических конфигураций преформ, значений ширины лазерного пучка и результирующих профилей температур. В таком запоминающем устройстве информация может храниться при необходимости в виде справочных таблиц (LUTs) или графиков. Например, данные об относительных эффективных коэффициентах поглощения могут быть собраны для множества геометрических конфигураций преформ, значений ширины лазерного пучка и градиентов температуры, и сохранены как совокупность точек. На более позднем этапе, на котором используют иную геометрическую конфигурацию преформы, относительный эффективный коэффициент поглощения может быть определен путем интерполяции между соответствующими точками ранее собранных данных. Естественно, что данные, хранящиеся в запоминающем устройстве, могут быть обновлены или дополнены новыми точками данных в любой момент времени.
Система нагрева преформ согласно настоящему изобретению, в частности устройство выдувного формования бутылок для нагрева преформ, содержит блок генерации лазерного излучения, предназначенный для генерации пучка лазерного излучения, содержащего компоненты лазерного излучения на нескольких длинах волн, и описанное выше управляющее устройство для управления блоком генерации лазерного излучения, и устройство управления пучком для направления пучка лазерного излучения на преформу, чтобы нагреть преформу.
Для генерации необходимого пучка лазерного излучения может быть использован любой подходящий источник лазерного излучения. Предпочтительно, пучок лазерного излучения должен включать в себя несколько различных длин волн или диапазонов длин волн с изменяемыми значениями интенсивности, чтобы мог быть составлен регулируемый спектр длин волн, подходящий для нагреваемой преформы конкретного типа. Соответствующий блок генерации лазерного излучения может содержать, например, множество полупроводниковых лазеров, которые являются компактными и могут быть расположены на относительно небольшой площади (по сравнению с инфракрасными галогенными лампами, которые являются весьма крупногабаритными), пригодных для облучения преформ. Кроме того, полупроводниковые лазеры являются весьма экономичными. Особо подходящим типом полупроводникового лазера является лазер поверхностного излучения с вертикальным резонатором (VCSEL), поскольку VCSEL может быть настроен для создания излучения определенной длины волны путем соответствующего выбора активной среды и слоев отражателя, что является известным фактом для специалиста в данной области техники. Следовательно, блок генерации лазерного излучения системы нагрева преформ согласно настоящему изобретению, предпочтительно содержит множество лазеров поверхностного излучения с вертикальным резонатором (VCSELs), например, набор лазеров типа VCSEL, каждый из которых охватывает некоторый диапазон длин волн в различных областях оптического спектра, в частности, в инфракрасной области спектра. При наличии такого набора лазеров типа VCSEL необходимо, в частности, непосредственно "смешивать" или "составлять" спектр длин волн с длинами волн, соответствующими конкретной заготовке, чтобы преформа могла быть оптимально нагрета. Спектр длин волн, составленный для такого источника лазерного излучения, может при необходимости содержать дискретные длины волн или непрерывный диапазон длин волн.
Для преформ определенных типов может оказаться достаточной генерация излучения в пределах узкого диапазона длин волн для "точной регулировки" процедуры нагрева, тогда как основной нагрев осуществляют с использованием альтернативного источника теплоты. Следовательно, в еще одном предпочтительном варианте осуществления настоящего изобретения система нагрева преформ, в дополнение к описанному выше блоку генерации лазерного излучения, содержит источник инфракрасного излучения, например, несколько галогенных ламп.
Следует понимать, что система нагрева преформ по п. 10, способ нагрева преформы по п. 1, имеют аналогичные и/или идентичные предпочтительные варианты осуществления, в частности, изложенные в зависимых пунктах формулы изобретения.
Предпочтительным вариантом осуществления настоящего изобретения может также являться любая комбинация зависимых пунктов формулы изобретения с соответствующим независимым пунктом формулы изобретения.
Другие задачи и признаки настоящего изобретения раскрываются на основании приведенных ниже подробных описаний со ссылкой на чертежи. Чертежи при этом предназначены исключительно для иллюстративных целей, а не как определяющие объем изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 показан упрощенный поперечный разрез и упрощенный продольный разрез преформы;
на Фиг. 2 показано развитие нежелательного перегрева в наружной области преформы, которую нагревают согласно известному из уровня техники способу;
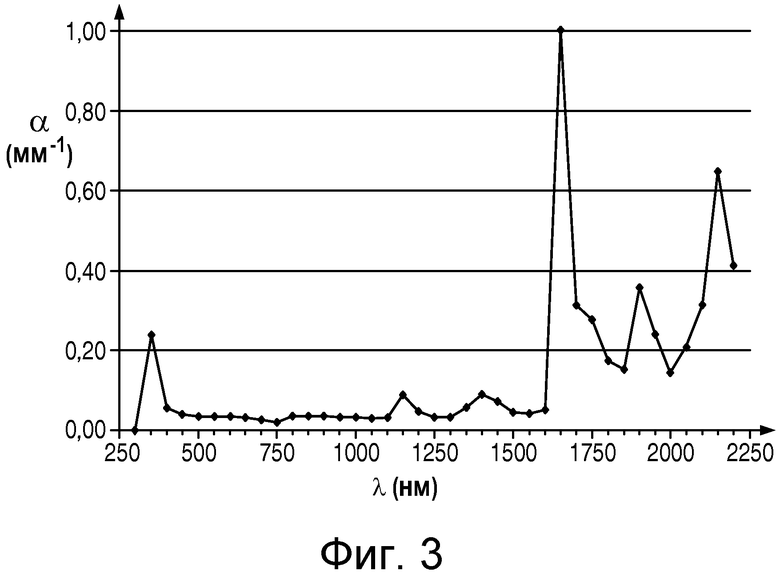
на Фиг. 3 показан упрощенный спектр поглощения для приведенного в качестве примера вещества, используемого при производстве преформ;
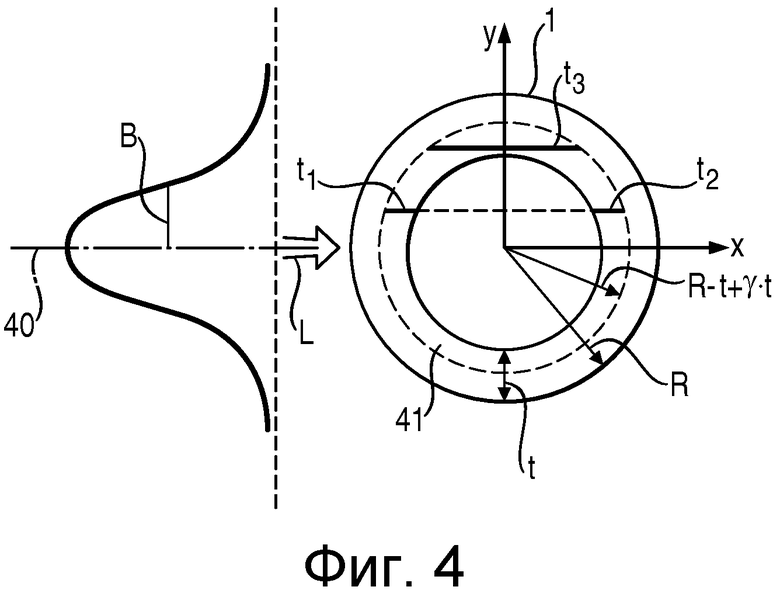
на Фиг. 4 показано распределение интенсивности луча лазерного излучения относительно поперечного разреза преформы, на котором указаны пути, по которым лазерное излучение проходит через преформу при ее нагревании с использованием способа согласно настоящему изобретению;
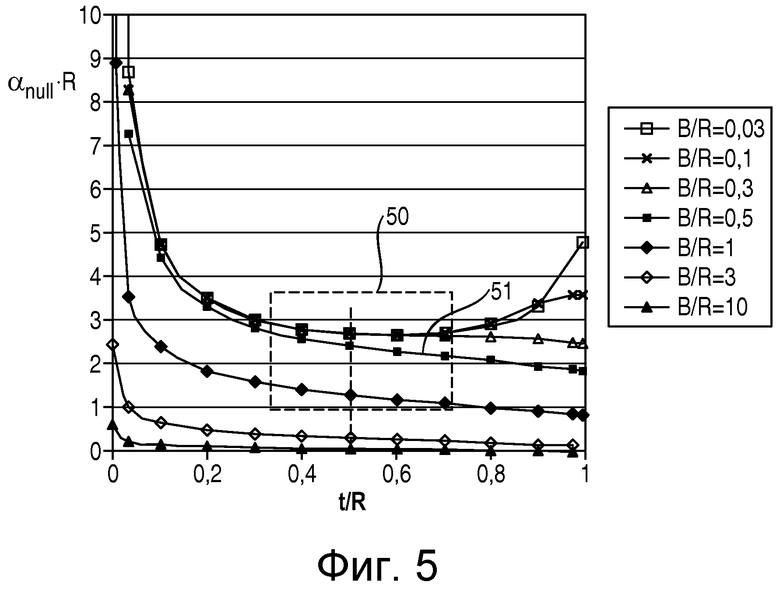
на Фиг. 5 показан набор характеристических кривых относительных эффективных коэффициентов поглощения, используемых в способе согласно настоящему изобретению;
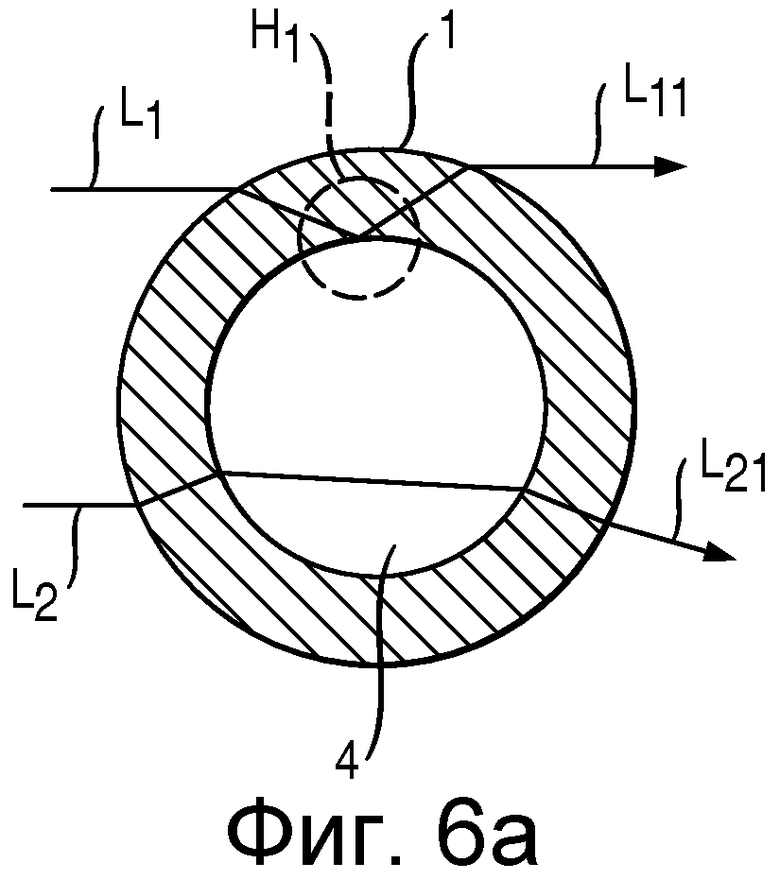
на Фиг. 6а показан поперечный разрез преформы и пути, по которым два приведенных в качестве примера луча излучения проходят через преформу;
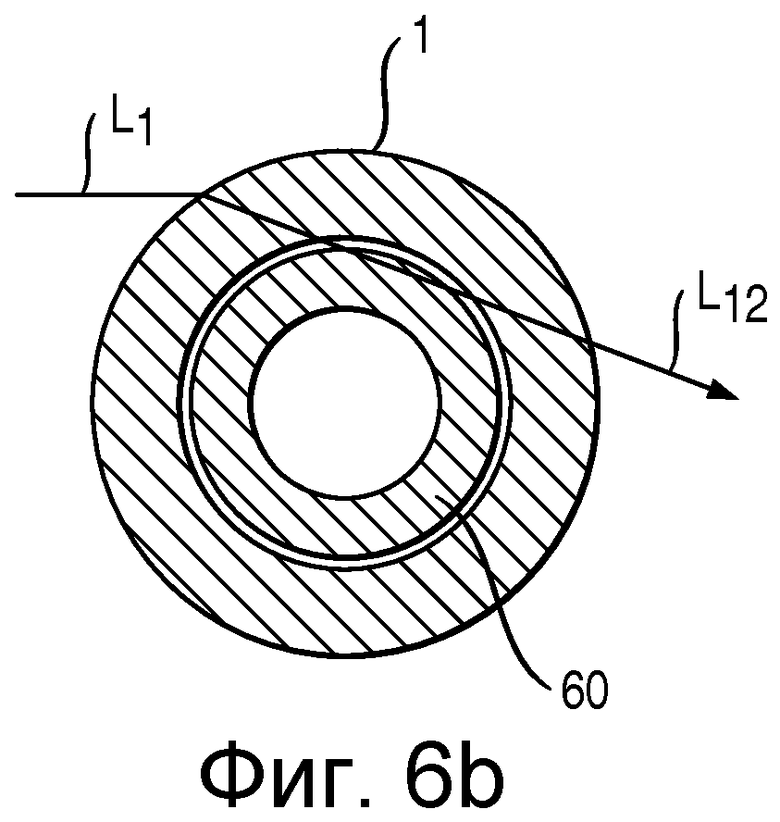
на Фиг. 6b показан поперечный разрез преформы и преломляющего элемента, служащего для преломления лазерного излучения в способе нагрева преформы согласно настоящему изобретению;
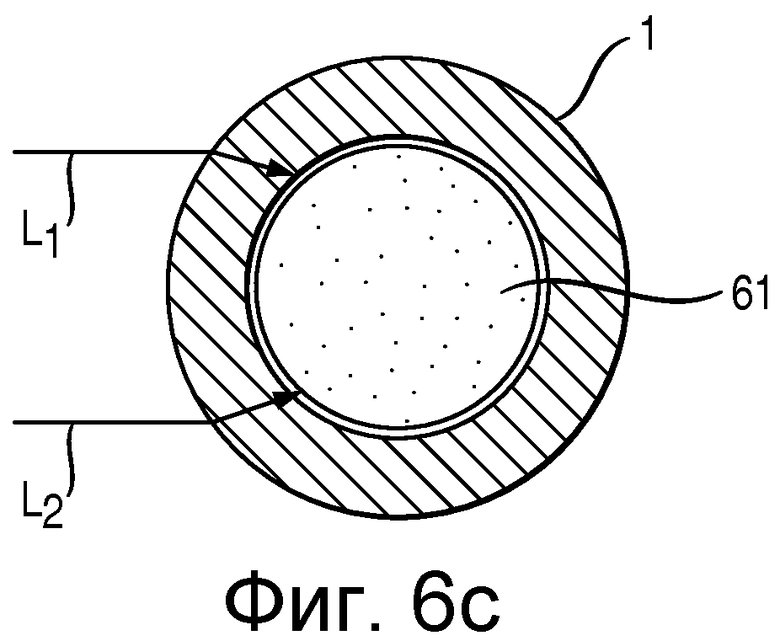
на Фиг. 6c показан поперечный разрез преформы и первого поглотителя тепла, служащего для поглощения лазерного излучения в способе нагрева преформы согласно настоящему изобретению;
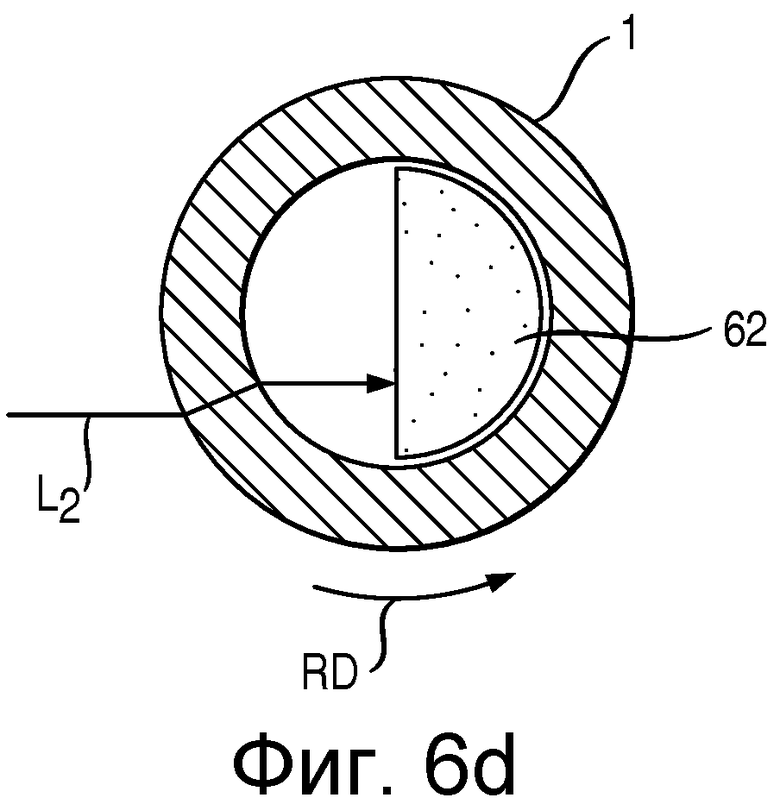
на Фиг. 6d показан поперечный разрез преформы и второго поглотителя тепла, служащего для поглощения лазерного излучения в способе нагрева преформы согласно настоящему изобретению;
на Фиг. 7 показано устройство выдувного формования бутылок, включающее в себя управляющее устройство согласно одному из вариантов осуществления настоящего изобретения;
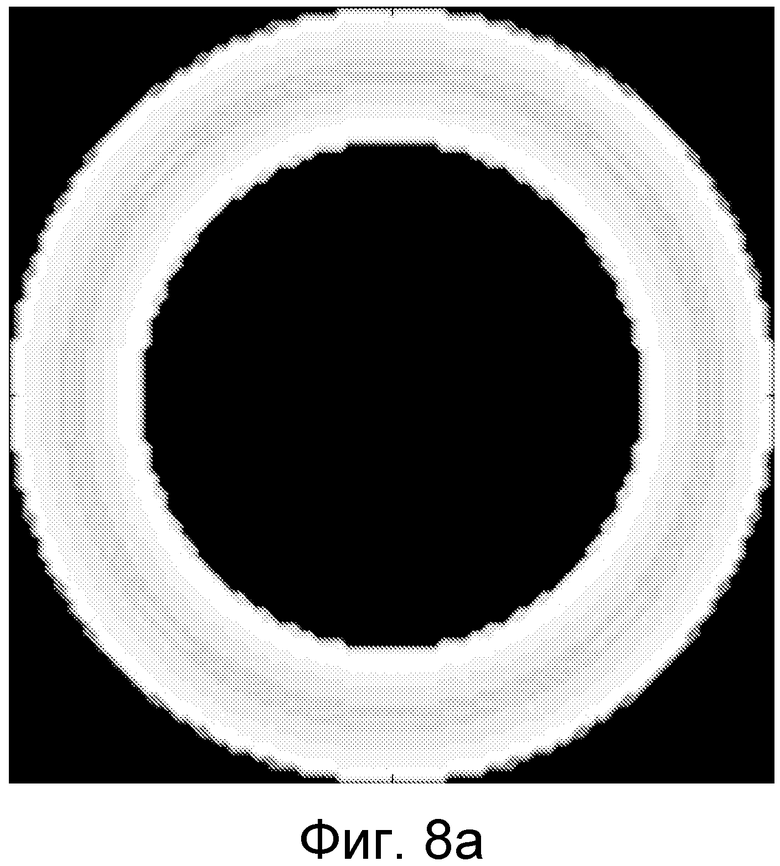
на Фиг. 8а показан результат моделирования методом трассировки лучей для поперечного разреза преформы и для первого профиля нагрева с использованием способа согласно настоящему изобретению;
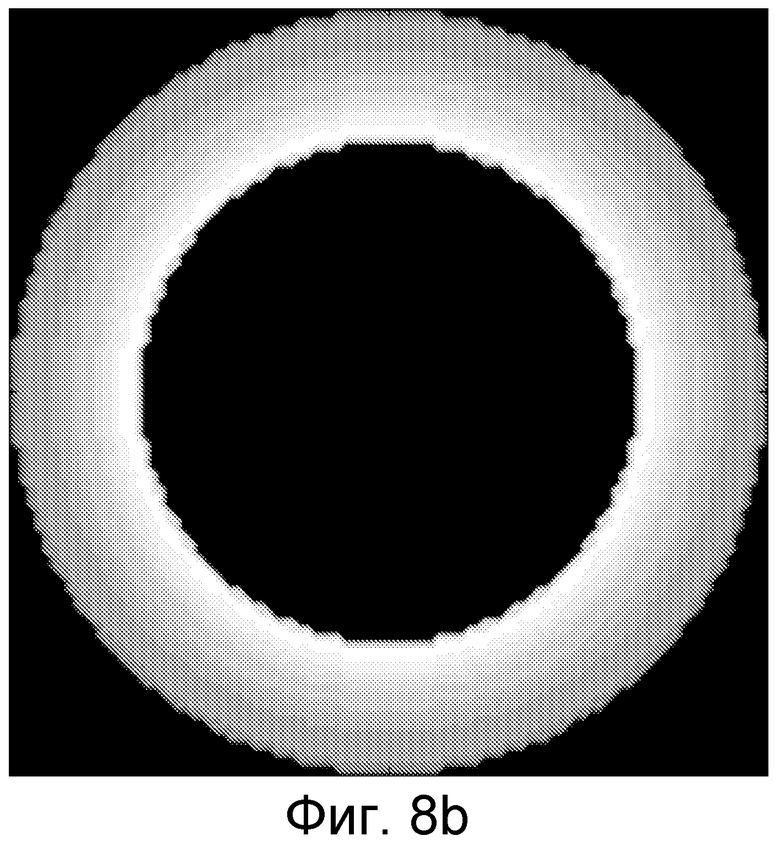
на Фиг. 8b показан результат моделирования методом трассировки лучей для поперечного разреза преформы и для второго профиля нагрева с использованием способа согласно настоящему изобретению.
На всех чертежах одинаковые ссылочные позиции относятся к одинаковым объектам. Объекты на схемах не обязательно изображены в масштабе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 показан поперечный разрез и продольный разрез тела 3 преформы 1. Такая преформа 1, предназначенная для использования в качестве емкости для напитков или бутылки, уже содержит в качестве отличительного признака резьбовое горлышко 2, которое, в отличие от тела 3 преформы 1, обычно не подвергается нагреву и, таким образом, оно остается почти нетронутым при последующем выдувном формовании нагретого тела 3 преформы. Полость 4 преформы 1 может использоваться для фиксации преформы 1 во время ее перемещения через печь или топочную камеру, как обычно обозначают устройство выдувного формования бутылок, например, посредством стержня или штыря, на который помещают преформу. При нагреве преформу могут вращать вокруг ее продольной оси 5. При нагреве в печи тело 3 преформы 1 становится горячим и в результате размягчается, вследствие чего на последующем этапе технологической обработки воздух, принудительно нагнетаемый в полость 4 преформы 1 под определенным давлением, вызывает то, что тело 3 преформы увеличивается в объеме. Соответствующее средство формования, расположенное снаружи преформы 1, может служить для придания емкости для напитков надлежащей формы, например, для создания бороздок или выемок для того, чтобы емкость было удобно держать. В известных из уровня техники печах с галогеновыми лампами, в которых инфракрасное излучение излучают посредством множества галогеновых ламп, расположенных вдоль стенок печи, преформы нагревают по направлению снаружи во внутрь, по существу, за счет теплопроводности. Поскольку теплопроводность может быть довольно медленной, часто возникает проблема, заключающаяся в том, что преформык тому моменту времени, когда внутренние области являются достаточно теплыми для последующего этапа выдувного формования, наружные области Η преформы перегреваются. Этот нежелательный перегрев показан на Фиг. 2 как область Η в стенке преформы 1.
На Фиг. 3 показан спектр поглощения для материала, которым является ПЭТФ, поскольку его обычно используют при производстве преформ. На графике показана зависимость коэффициента α поглощения (из расчета на миллиметр (мм)) от длины волны λ (в нанометрах). Максимумы на графике, имеющие место на определенных длинах волн, например, на длинах волн, равных приблизительно, 1700 нм и 1900 нм, соответствуют сильному поглощению, вследствие чего излучение на этих длинах волн поглощается особенно хорошо, в результате чего энергия излучения на этих длинах волн преобразуется в тепловую энергию в теле преформы. Излучение на других длинах волн, например, в области между 400 нм и 1000 нм, фактически проходит через преформу без его поглощения. Коэффициенты поглощения на конкретных длинах волн могут быть определены экспериментально, например, с использованием следующей зависимости:
где αλ - поглощение на длине волны λ, I0 - интенсивность падающего излучения (если коэффициент отражения вещества не является пренебрежимо малым, то интенсивность падающего излучения должна быть соответствующим образом скорректирована), Iλ - интенсивность прошедшего излучения, a tm - толщина исследуемого материала. Такие данные являются характеристикой вещества, и обычно их предоставляет изготовитель, или они могут быть легко измерены.
На Фиг. 4 проиллюстрировано распределение интенсивности падающего излучения для пучка L лазерного излучения, направленного на заготовку 1 вдоль главной оси 40, перпендикулярной к продольной оси (не показана) преформы 1. В данном случае заготовка 1, имеющая радиус R и толщину t стенки, показана в поперечном разрезе, причем центр преформы 1 расположен на пересечении оси x и оси y. Ось z является ортогональной к плоскости, заданной осями x и y, и соответствует продольной оси, вокруг которой может вращаться преформа 1 при прохождении через печь. Лазерное излучение L имеет нормальное или гауссово распределение Ilaser(x,y), пропорциональное  , где В - эффективная ширина лазерного пучка, на которой интенсивность опустилась до дробной величины l/е от ее максимума. Поскольку для настоящего изобретения существенной является только радиальная зависимость плотности энергии поглощения, то в приведенном ниже описании отбрасывается зависимость Ilaser от z.
, где В - эффективная ширина лазерного пучка, на которой интенсивность опустилась до дробной величины l/е от ее максимума. Поскольку для настоящего изобретения существенной является только радиальная зависимость плотности энергии поглощения, то в приведенном ниже описании отбрасывается зависимость Ilaser от z.
Пути t1, t2 и t3 представляют собой приведенные в качестве примера пучки лазерного излучения, проходящие на своем пути через слой в стенке преформы в пределах радиуса r, заданного следующим выражением:

где 0≤γ≤1. При прохождении через вещество толщиной Δt интенсивность лазерного излучения уменьшается на величину, характеризующуюся коэффициентом е-αΔt, что приводит к дополнительной зависимости в направлении по оси х. Для определения полного поглощения энергии P(i) в кольцевой области 41 преформы 1 вследствие поглощения лазерного излучения вдоль путей t1, t2 должен быть вычислен интеграл по плотности поглощения, что приводит к следующему уравнению:

Аналогичным образом, для пути t3 в кольцевой области 41 полное поглощение энергии дает следующее уравнение:

Интегрирование уравнения (3.1) от |y|=0 до R-t и интегрирование уравнения (3.2) от |y|=R-t до R-t+γ·t с весовым коэффициентом гауссова распределения лазерного излучения L в плоскости ехр(-y2/B2) приводит к следующему выражению для поглощения энергии в плоскости полого цилиндра с внутренним радиусом R-t и толщиной γ·t:

Наконец, необходимо вычислить dPsum/dγ, поскольку поглощение является функцией глубины в стенке преформы. Поскольку Psum является пропорциональным интегралу Ρ(r)ηpl плотности поглощения от r=R-t до r=R-t+γ·t, то из этого следует, что поскольку dPsum/dγ=2πr·t·P(r), то

До тех пор, пока отношение между значениями плотности поглощения энергии внутри и снаружи является большим, чем 1, то есть,
внутренняя часть или внутренняя область преформы будет нагрета желательным образом в относительно большей степени, чем внешняя или наружная область преформы.
Характеристические относительные переменные могут быть получены путем выражения некоторых описательных параметров через один общий параметр. В данном случае толщину t стенки преформы, ширину В лазерного пучка и коэффициент αeff поглощения объединяют с внешним радиусом R преформы, в результате чего получают следующие безразмерные комбинации:
t/R - относительная толщина преформы,
B/R - относительная ширина лазерного пучка и
αeff·R - относительный эффективный коэффициент поглощения.
Следовательно, для множества различных геометрических конфигураций преформы и значений ширины лазерного пучка могут быть вычислены значения относительного эффективного коэффициента поглощения, для которых справедливо условие
и они могут быть представлены в виде графика, в результате чего получают последовательность характеристических кривых, как показано на Фиг. 5. На этой фигуре показан набор графиков относительного эффективного коэффициента αeff·R поглощения, полученных так, что удовлетворяется условие (5), и для которых выполняются следующие условия (для заданного радиуса R преформы):
Обозначение "null" применительно к αnull означает, что, по существу, отсутствует какое-либо различие в уровнях поглощения энергии между внутренней областью и внешней областью преформы.
Для подтверждения правильности приведенных выше вычислений был измерен градиент температуры между внешними областями и внутренними областями преформы для различных значений геометрического параметра t/R, характеризующего преформу, и для различных значений относительной ширины B/R лазерного луча. Результаты этих экспериментальных измерений, полученные способом пирометрии, дали непосредственные показания значений плотности поглощения энергии P(r=R) и P(r=R-t), которые совпали со спрогнозированными значениями, полученными с использованием приведенных выше формул.
На основании характеристических кривых согласно Фиг. 5 можно определить реалистичный диапазон, в пределах которого удовлетворяется условие, заданное уравнением (4), для конкретной преформы, поскольку каждая кривая отображает относительный эффективный коэффициент αnull·R поглощения. Эффективный коэффициент αeff поглощения, выбранный "ниже" характеристической кривой anull·R и использованный в качестве целевого показателя для составления соответствующего пучка лазерного излучения с использованием уравнения (1) и уравнения (2), и спектра поглощения для этого вещества, приводит к более сильному нагреву внутренней области преформы. С другой стороны, составление пучка лазерного излучения на основании эффективного коэффициента αeff поглощения "выше" кривой αnull·R приводит к более сильному нагреву наружной области.
Например, рассмотрим префомру, имеющую радиус 10 мм и геометрический параметр t/R, характеризующий преформу, равный, например 0,5, то есть, радиус преформы в два раза превышает толщину стенки преформы. Эта геометрическая конфигурация соответствует вертикальной пунктирной линии, исходящей из точки 0,5 на оси х. Относительная ширина B/R лазерного пучка, равная 0,5, то есть, ширина лазерного пучка равна половине ширины преформы, соответствует характеристической кривой αnull·R, обозначенной ссылочной позицией 51, которая пересекает пунктирную линию в точке, соответствующей значению, приблизительно равному 2,4. При радиусе преформы, равном 10 мм, это дает эффективный коэффициент αeff поглощения, приблизительно равный 0,24, который может быть использован в качестве целевого параметра, для которого выбирают длины волн и значения интенсивности, удовлетворяющие уравнению (1). Реальные значения коэффициентов поглощения для их подстановки вместо αλ (для выбранных длин λ1, λ2, …, λn волн лазерного излучения) получают из спектра поглощения материала преформы. Весовые коэффициенты w1, w2, …, wn, общая сумма которых равна 1,0, выбирают так, чтобы полная сумма (или интеграл в соответствующем случае) в уравнении (1) давала выбранное значение αeff.
При этом значении эффективного коэффициента αeff поглощения, выбранного по точке пересечения на характеристической кривой αnull·R, обозначенной ссылочной позицией 51, может быть обеспечен равномерный нагрев преформы. С другой стороны, если желателен нагрев внутренних поверхностей преформы в большей степени, чем наружных поверхностей, то относительный эффективный коэффициент αnull·R поглощения следует выбирать ниже характеристической кривой αnull·R, обозначенной ссылочной позицией 51, например, равным значению 2,0, что для данного примера дает эффективный коэффициент αeff поглощения, равный 0,2. Используя это значение эффективного коэффициента поглощения в качестве целевого параметра, для которого нужно составить пучок лазерного излучения, получают желательный профиль температур. Равным образом, профиль нагрева, в котором наружные области нагреты в большей степени, чем внутренние области, может быть получен путем выбора относительного эффективного коэффициента αeff·R поглощения из приведенной выше характеристической кривой αnull·R, обозначенной ссылочной позицией 51, например, равным значению 3,0, в результате чего получают эффективный коэффициент αeff поглощения, равный 0,3, который затем используют в уравнении (1) в качестве целевого параметра, для которого нужно определить желательные длины волн и выбрать надлежащие значения интенсивности. Поскольку в большинстве случаев, целесообразных для практического применения, геометрические конфигурации преформ редко являются экстремальными, то есть, толщина стенки преформы редко является очень тонкой или очень толстой относительно радиуса, и поскольку ширина лазерного пучка обычно не является ни очень большой, ни очень точечной по форме, подходящий относительный эффективный коэффициент αeffl·R поглощения и пригодная для практического применения относительная ширина B/R пучка могут быть выбраны внутри прямоугольника 50, очерченного пунктирной линией.
Как уже было упомянуто выше, способ согласно настоящему изобретению позволяет добиться предпочтительно более высокой температуры во внутренней области преформы по сравнению с наружной областью преформы. Ниже описано несколько мер, которые могут быть реализованы, если полагают целесообразным ограничить или уменьшить уровень нагрева во внутренних областях преформы.
На Фиг. 6а показана полая преформа 1 и два падающих луча L1, лазерного излучения, которые приведены в качестве примера. Первый L1 входит в стенку преформы 1 и подвергается полному внутреннему отражению (TIR) на внутренней поверхности раздела "заготовка/воздух" до его выхода из преформы 1 как преломленного луча L11. Второй луч L2 входит в стенку преформы 1 и подвергается преломлению при прохождении через стенку, полость 4 и снова через стенку до его выхода из преформы 1 как преломленного луча L21. Как показано на чертеже, фактическая длина пути внутри материала может стать относительно большой, но также и локализованной в пространстве для лучей, подвергающихся TIR, что приводит к увеличенному поглощению в области H1. Следовательно, эта область H1 может, в некоторой степени, перегреваться, в полость преформы может быть вставлен соответствующий элемент для предотвращения перегрева для гарантии того, что температура на внутренней поверхности или во внутренней области преформы не станет слишком высокой во время процесса нагрева согласно настоящему изобретению даже в том случае, если желательным профилем температур задано, что преформа должна быть "более горячей на внутренней части" преформы. На последующих чертежах с целью пояснения отчетливо показан зазор между дополнительным элементом и преформой, но на практике этот элемент может быть выполнен близко или точно соответствующим полости.
На Фиг. 6b показан поперечный разрез преформы 1, в полость которой вставлен преломляющий элемент 60. В данном варианте преломляющий элемент 60 выбран так, что имеет подходящий показатель преломления, близкий к показателю преломления преформы 1 или идентичный ему. Например, преломляющий элемент 60 может быть выполнен из того же самого материала, что и преформа 1, и ему может быть придана такая форма, соответствующая, по существу, полости преформы 1. Таким образом, луч L1, входящий в заготовку, не подвергается TIR, что имеет место на Фиг. 6а, а проходит через преломляющий элемент 60 (теряя по пути часть своей энергии) до того, как он повторно войдет в стенку преформы на более далеком расстоянии, а затем выйдет из преформы как преломленный луч L2.
В другом подходе для подавления "избыточного" поглощения во внутренних областях преформы вместо изменения направления пучком лазерного излучения избыточная энергия пучков может быть поглощена соответствующим поглотителем тепла, помещенным в полость преформы 1. На чертеже Фиг. 6с показана заготовка 1, содержащая такой поглотитель 61 тепла. Пучки L1, L2 излучения проходят через стенку преформы 1 перед тем, как они дойдут до поглотителя 61 тепла, где происходит поглощение их энергии, вследствие чего эти пучки фактически "завершаются" на поглотителе 61. На Фиг. 6d показана преформа 1 с преломляющим элементом 62, который занимает только лишь, приблизительно, половину полости. Этот вариант мог бы быть более экономичным, в частности, если при прохождении через печь вращается только преформа, например, в показанном на чертеже направлении RD, а не поглотитель 62. Пучок L2 излучения, который проходит через стенку преформы 1 и входит в полость 4, падает на плоскую поверхность поглотителя 62 тепла и заканчивается. Поглотителем 61, 62 тепла может являться любое подходящее вещество, даже вода. Например, если преформа подвешена так, что ее конец, где расположено горлышко или отверстие, обращен вверх, то полость 4 может быть просто заполнена водой до того, как преформа войдет в печь.
На Фиг. 7 показана блок-схема системы 10 нагрева преформ, в которой использовано управляющее устройство 7 согласно настоящему изобретению. Управляющее устройство 7 содержит входной интерфейс 70 для ввода параметров, характеризующих геометрическую конфигурацию преформы, например, радиуса R преформы и толщины t стенки. Устройство управления системой может обеспечивать ввод этих параметров вручную, например, посредством клавиатуры, или вызывать их извлечение из базы 71 данных, содержащей заранее сохраненную информацию. Дальнейшие параметры, такие как, например, данные, описывающие спектр поглощения для материала преформы (если известен тип материала), и желательный профиль Td распределения температур для преформы, подлежащей нагреву, также могут быть введены вручную или извлечены из базы 71 данных. Эти параметры могут быть предоставлены как соответствующие цифровые входные данные. Модуль 72 выбора выбирает или определяет относительный эффективный коэффициент αeff·R поглощения на основании параметров преформы и желательного температурного профиля. И вновь, информация, описывающая допустимые относительные эффективные коэффициенты поглощения, может быть извлечена из базы 71 данных или из запоминающего 71 устройства. Вычислительный модуль 73 вычисляет эффективный коэффициент αeff поглощения, исходя из относительного эффективного коэффициента αeff·R поглощения, и модуль 74 составления параметров лазера составляет спектр длин волн с несколькими длинами λ1, λ2, …, λn волн лазерного излучения. Интенсивность каждой составляющей лазерного излучения определяется весовыми коэффициентами w1, w2, …, wn, которые выбраны модулем 74 составления параметров лазера так, чтобы они соответствовали эффективному коэффициенту αeff поглощения согласно уравнению (1), на основании соответствующих коэффициентов поглощения в спектре поглощения материала преформы. Модуль 74 составления параметров лазера также определяет ширину В лазерного пучка на основании желательного или достижимого относительного эффективного коэффициента αeff·R поглощения. Блок 75 управления лазером, функционирующий в качестве выходного интерфейса 75 между блоком 7 привода и блоком 9 генерации лазерного излучения, преобразовывает выбранные длины λ1, λ2, …, λn волн лазерного излучения, весовые коэффициенты w1, w2, …, wn и ширину В пучка в соответствующие управляющие сигналы для блока 9 генерации лазерного излучения и устройства 76 формирования пучка. Блок 9 генерации лазерного излучения, которым в этом случае является набор лазеров поверхностного излучения с вертикальным резонатором (VCSEL), приводят в действие для генерации лазерного излучения на желательных длинах λ1, λ2, …, λn волн и с желательными интенсивностями, и устройство 76 формирования пучкаа формирует выходное излучение лазеров поверхностного излучения с вертикальным резонатором (VCSEL) для создания пучка L лазерного излучения с желательной шириной В пучка, и направляет пучок L лазерного излучения на группу преформ 1, когда их транспортируют в направления D через печь системы 10 нагрева преформ. В целях наглядности лазерное излучение L изображено стрелкой, но для специалиста в данной области техники известно, что лазерное излучение может испускаться из устройства 76 формирования пучка в форме "полосы" или "клина", высота которого равна высоте набора лазеров поверхностного излучения с вертикальным резонатором (VCSEL), а его ширина определятся шириной В лазерного пучка. Модули, такие как, например, модуль 72 выбора, вычислительный модуль 73 и модуль 74 составления параметров лазера, были показаны в виде отдельных блоков, и они вместе составляют конфигурационную компоновку блока 9 генерации лазерного излучения, но для специалиста в данной области техники ясно, что эти модули могут быть легко реализованы как программные модули или как аппаратные модули, и могут быть скомбинированы желательным образом.
На Фиг. 8а показан результат моделирования методом трассировки лучей для поперечного разреза преформы и для первого профиля нагрева с использованием способа согласно настоящему изобретению. Темные области представляют собой области слабого поглощения энергии, в то время как светлые области представляют собой области сильного поглощения. Результаты моделирования демонстрируют эффект нагрева преформы с использованием лазерного пучка, выбранного в соответствии с желательным профилем температур, обеспечивающим, по существу, однородную или равномерную плотность энергии поглощения по всему телу преформы. На чертеже показано, что энергетическое воздействие весьма равномерно распределено по всей заготовке.
На Фиг. 8b показан результат моделирования методом трассировки лучей для поперечного разреза преформы и для второго профиля нагрева, который в этом случае соответствует профилю нагрева, обеспечивающему более высокую плотность энергии поглощения во внутренней области преформы и более низкую плотность энергии поглощения в наружной области преформы. На этом изображении показано, что энергетическое воздействие является значительно более интенсивным во внутренних областях преформы. Такой нагрев преформы может привести к улучшениям растяжения на последующем этапе выдувного формования.
Несмотря на то что настоящее изобретение было раскрыто в виде нескольких предпочтительных вариантов осуществления, следует понимать, что возможны дополнительные модификации или изменения описанных вариантов осуществления изобретения, не выходящие за пределы объема настоящего изобретения. Например, система нагрева преформ, показанная на чертеже, также может включать в себя некоторое количество галогеновых ламп для обеспечения "основного" теплового облучения, а источник лазерного излучения может быть тогда использован для особого усиления выбранных участков спектра излучения (то есть, для увеличения весовых коэффициентов wi на длинах λ1, λ2, …, λn волн лазерного излучения) для получения желательного температурного профиля, например, для более сильного нагрева внутренних областей преформы.
Отметим, что использование единственного числа по всей этой заявке не исключает множественное число и что слово "содержащий" не исключает и другие этапы или элементы. "Блок" или "модуль" может содержать несколько блоков или модулей, если не указано иное.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУПРОВОДНИКОВЫЙ ДИСКОВЫЙ ЛАЗЕР | 2010 |
|
RU2461932C2 |
| СПОСОБ ФОРМИРОВАНИЯ РАСПРЕДЕЛЕНИЯ ИНВЕРСИИ В АКТИВНОМ ЭЛЕМЕНТЕ ЛАЗЕРА | 2003 |
|
RU2239920C1 |
| РЕНТГЕНОВСКИЙ СПЕКТРОМЕТР | 2010 |
|
RU2419088C1 |
| ЛАЗЕР С САМОЗАПУСКОМ СИНХРОНИЗАЦИИ МОД | 2013 |
|
RU2642892C9 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ТКАНЬ | 2005 |
|
RU2375009C2 |
| ДИФРАКЦИОННОЕ ПРОФИЛИРОВАНИЕ РАСПРЕДЕЛЕНИЯ ИНТЕНСИВНОСТИ ЧАСТИЧНО ПРОСТРАНСТВЕННО КОГЕРЕНТНОГО СВЕТОВОГО ПУЧКА | 2001 |
|
RU2343516C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2419182C2 |
| ФОТОАКУСТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2475181C2 |
| МЯГКАЯ ДИАФРАГМА ДЛЯ ЛАЗЕРОВ | 1999 |
|
RU2163386C2 |
| ЛАЗЕРНАЯ СИСТЕМА С НАСТРОЙКОЙ НА МНОЖЕСТВЕННЫЕ ЛИНИИ И СПОСОБ РАБОТЫ ЛАЗЕРНОЙ СИСТЕМЫ | 2006 |
|
RU2411503C2 |
Группа изобретений относится к способу нагрева преформы, к управляющему устройству (7) для управления блоком (9) генерации лазерного излучения системы (10) нагрева преформ и системе (10) нагрева преформ. Способ нагрева преформы (1) характеризуется радиусом (R), толщиной (t) материала и спектром поглощения материала. Он содержит следующие этапы: выбирают, в зависимости от желательного температурного профиля, желательный эффективный коэффициент поглощения для преформы (1) на основании радиуса (R) преформы и толщины материала (t) и генерируют пучок (L) лазерного излучения. Пучок (L) лазерного излучения содержит излучение со спектром длин волн, составленным на основании коэффициентов поглощения в спектре поглощения так, чтобы он соответствовал эффективному коэффициенту поглощения. Направляют пучок (L) лазерного излучения на заготовку (1) для нагрева преформы (1). Управляющее устройство (7) для управления блоком (9) генерации лазерного излучения системы (10) нагрева преформ содержит входной интерфейс для получения геометрических параметров преформы, устройство выбора и модуль составления параметров лазера. Система (10) нагрева преформ включает управляющее устройство (7), блок (9) генерации лазерного излучения и блок (76) формирования пучка. Технический результат, достигаемый при использовании способа и устройств по изобретениям, заключается в поглощении энергии пучка лазерного излучения во всем материале преформы более равномерно. 3 н. и 9 з.п. ф-лы, 12 ил.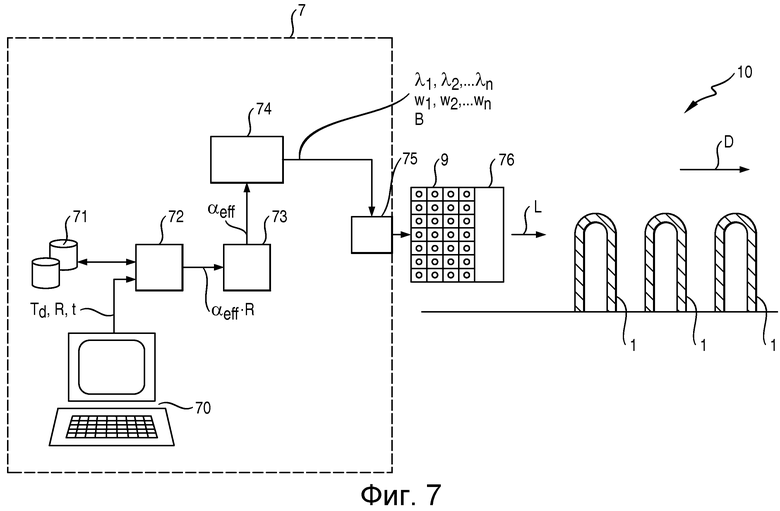
1. Способ нагрева преформы (1), характеризующейся радиусом (R), толщиной (t) материала и спектром поглощения материала, содержащий следующие этапы:
- выбирают, в зависимости от желательного температурного профиля (Td), желательный эффективный коэффициент (αeff) поглощения для преформы (1) на основании радиуса (R) преформы и толщины (t) материала;
- генерируют пучок (L) лазерного излучения, содержащий излучение со спектром длин волн, составленным на основании коэффициентов (αλ) поглощения из спектра поглощения так, чтобы он соответствовал эффективному коэффициенту (αeff) поглощения;
- и направляют пучок (L) лазерного излучения на заготовку (1) для нагрева преформы (1) в соответствии с желательным относительным эффективным коэффициентом (αeff·R) поглощения в интервале значений от 1,0 до 4,0, более предпочтительно - в интервале значений от 2,0 до 3,5, а наиболее предпочтительно - в интервале значений от 2,5 до 3,0.
2. Способ по п. 1, в котором эффективный коэффициент (αeff) поглощения получают из желательного относительного эффективного коэффициента (αeff·R) поглощения, причем этот желательный относительный эффективный коэффициент (αeff·R) поглощения для преформы (1) выбран на основании желательного температурного профиля (Td), радиуса (R) преформы и толщины (t) материала преформы.
3. Способ по п. 1 или 2, в котором ширина (В) пучка для пучка (L) лазерного излучения определена так, что ширина (В) пучка, деленная на радиус (R) преформы, является меньшей или равной 0,5, более предпочтительно - меньшей или равной 0,1, и этап генерации лазерного излучения для получения пучка (L) лазерного излучения содержит следующую операцию: формируют пучок (L) лазерного излучения в соответствии с определенной шириной (В) пучка.
4. Способ по п. 1 или 2, в котором желательный относительный эффективный коэффициент (αeff·R) поглощения выбран на основании конкретного градиента температуры преформы (1), который должен быть достигнут между наружной областью и внутренней областью во время нагрева.
5. Способ по п. 1 или 2, в котором температуру внутренней области преформы (1) регулируют посредством преломляющего элемента (60) с конкретным показателем преломления, причем этот преломляющий элемент (60) расположен в полости (4) преформы (1).
6. Способ по п. 1 или 2, в котором температуру внутренней области преформы (1) регулируют посредством поглотителя (61, 62) тепла, расположенного в полости (4) преформы (1), причем этот поглотитель (61, 62) тепла поглощает часть энергии лазерного излучения.
7. Способ по п. 6, в котором поглотитель (62) тепла содержит полуцилиндр (62) из материала, поглощающего энергию, причем этот полуцилиндр (62) является, по существу, неподвижным относительно преформы (1).
8. Управляющее устройство (7) для управления блоком (9) генерации лазерного излучения системы (10) нагрева преформ, причем это управляющее устройство (7) содержит
- входной интерфейс (70) для получения геометрических параметров (R, t) преформы, спектра поглощения преформы и желательного температурного профиля (Td) для преформы (1);
- устройство (72, 73) выбора, предназначенное для выбора, в зависимости от желательного температурного профиля (Td), эффективного коэффициента (αeff) поглощения на основании геометрических параметров (R, t) преформы;
- модуль (74) составления параметров лазера, предназначенный для составления спектра длин волн лазерного излучения на основании коэффициентов (αλ) поглощения из спектра поглощения так, чтобы он соответствовал эффективному коэффициенту (αeff) поглощения, и для выбора ширины (В) лазерного пучка для пучка (L) лазерного излучения на основании желательного относительного эффективного коэффициента (αeff·R) поглощения в интервале значений от 1,0 до 4,0, более предпочтительно - в интервале значений от 2,0 до 3,5, а наиболее предпочтительно - в интервале значений от 2,5 до 3,0;
- и выходной интерфейс (75) для подачи в блок (9) генерации лазерного излучения управляющих сигналов, соответствующих составленному спектру длин волн лазерного излучения и ширине (В) лазерного пучка.
9. Управляющее устройство (7) по п. 8, в котором устройство (72, 73) выбора содержит модуль (72) выбора, предназначенный для выбора относительного эффективного коэффициента (αeff·R) поглощения на основании геометрических параметров (R, t) преформы и желательного профиля (Td) температур, и вычислительный модуль (73), предназначенный для вычисления эффективного коэффициента (αeff) поглощения, исходя из относительного эффективного коэффициента (αeff·R) поглощения.
10. Система (10) нагрева преформ, в частности устройство (10) выдувного формования бутылок для нагрева преформы (1), содержащая управляющее устройство (7) по п. 8, предназначенное для составления спектра длин волн лазерного излучения, содержащего несколько длин (λ1, λ2, …, λn) волн лазерного излучения, и для выбора желательной ширины (В) лазерного пучка;
блок (9) генерации лазерного излучения, предназначенный для генерации лазерного излучения в соответствии со спектром длин волн лазерного излучения; и
блок (76) формирования пучка, предназначенный для формирования лазерного излучения в соответствии с желательной шириной (В) пучка и для направления сформированного пучка (L) лазерного излучения на заготовку (1) для нагрева преформы (1).
11. Система (10) нагрева преформ по п. 10, в которой блок (9) генерации лазерного излучения содержит множество лазеров поверхностного излучения с вертикальным резонатором.
12. Система (10) нагрева преформ по п. 10, содержащая дополнительный источник инфракрасного излучения.
| US 2007096352 A1,03.05.2007 | |||
| US 2006069261 A2,30.03.2006 | |||
| FR 2878185 A1,26.05.2006 | |||
| Производство упаковки из ПЭТ, ДЕВИД БРУКС, ДЖЕФФ ДЗАЙЛЗ, Санкт-Петербург, Профессия, 2006, с | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |

