Перекрестная ссылка на родственные заявки
Настоящая заявка на основании § 119(e) Раздела 35 Кодекса законов США испрашивает приоритет предварительной заявки на патент США № 61/287929, поданной 18 декабря 2009 года под заголовком MULTIPLE-COMPONENT BLENDED FLUOROPOLYMER COMPOSITIONS и предварительной заявки на патент США № 61/296553, поданной 20 января 2010 года под заголовком BLENDED FLUOROPOLYMER COMPOSITIONS WITH MULTIPLE MELT PROCESSIBLE FLUOROPOLYMERS, полное раскрытие которых тем самым явным образом включено в настоящий документ посредством ссылки.
Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к фторполимерам и, в частности, к фторполимерным композициям, имеющим улучшенные свойства, таким как покрытия, которые можно наносить как на жесткие, так и на эластичные подложки, у которых желательна антипригарная поверхность и/или поверхность, устойчивая к истиранию. В частности, настоящее изобретение относится к фторполимерным композициям, которые включают в себя множественные фторполимерные компоненты и которые можно применять для образования покрытий, имеющих улучшенные антипригарные или антиадгезионные характеристики и/или улучшенную устойчивость к истиранию, а также пленок и/или смешанных порошковых композиций.
2. Описание предшествующего уровня техники
Фторполимеры представляют собой длинноцепочечные полимеры, содержащие, главным образом, этиленовые линейные повторяющиеся звенья, в которых некоторые или все атомы водорода заменены атомами фтора. Примеры фторполимеров включают в себя политетрафторэтилен (PTFE), метилфторалкоксидный полимер (MFA), фторэтилен-пропиленовый полимер (FEP), перфторалкоксидный полимер (PFA), поли(хлортрифторэтилен) и поли(винилфторид).
Системы антипригарных покрытий, включающие в себя фторполимеры, наносят в единичных или множественных покрытиях на поверхность подложки, предоставляя покрытую подложку, имеющую антипригарное покрытие, к которому не будут прилипать инородные материалы. В многослойной кроющей системе антипригарное покрытие обычно включает в себя грунтовочный слой и верхнее покрытие и, необязательно, одно или более из промежуточных покрытий.
Применение антипригарных кроющих систем, которые наносят на подложку в виде многих слоев, известно уже много лет. Грунтовочные покрытия для таких систем обычно содержат термостойкую связующую органическую смолу и одну или более из фторполимерных смол, наряду с разнообразными непрозрачными пигментами и наполнителями. Промежуточные покрытия содержат, главным образом, фторполимеры с некоторыми количествами непрозрачных пигментов, наполнителей и средств, способствующих сцеплению компонентов, а верхние покрытия почти полностью состоят из фторполимеров, таких как полностью высокомолекулярный политетрафторэтилен (HPTFE) или HPTFE с небольшим количеством фторполимера, обрабатываемого в расплаве.
Стеклоткань представляет собой один из примеров эластичной подложки, на которую может быть нанесено фторполимерное покрытие. Такое покрытие обычно включает в себя политетрафторэтилен с высокой молекулярной массой (HPTFE), взятый либо отдельно, либо с включением небольших количеств дополнительных полимеров и/или наполнителей. В одной из методик нанесения покрытия стеклоткань пропускают через глубокую ванну, содержащую дисперсию фторполимера, и затем эту ткань направляют вверх через сушильную и агломерационную башенную печь для отверждения и фиксации покрытия. Этот процесс обычно повторяют несколько раз, с возможным нанесением до 10 или более кроющих слоев.
Необходимы улучшенные фторполимерные композиции для таких областей применения, как покрытия для жестких и/или эластичных подложек, которые демонстрируют улучшенные характеристики, такие как улучшенные антиадгезионные свойства и/или устойчивость к истиранию.
Сущность изобретения
Настоящее раскрытие предоставляет фторполимерные композиции, которые включают в себя множественные фторполимерные компоненты и которые, в обычных областях применения, можно наносить в виде покрытия на жесткие или эластичные подложки. Указанные композиции можно наносить как таковые в виде грунтовочных покрытий или верхних покрытий или их можно комбинировать с другими компонентами, составляя грунтовочные покрытия или верхние покрытия. В одном варианте осуществления настоящего изобретения указанные композиции включают, по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE) и, по меньшей мере, два химически разных фторполимера, перерабатываемых в расплаве (MPF). В другом варианте осуществления настоящего изобретения указанные композиции включают в себя, по меньшей мере, один политетрафторэтилен с высокой молекулярной массой (HPTFE), по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE) и, по меньшей мере, два химически разных фторполимера, перерабатываемых в расплаве (MPF). После нанесения на эластичную подложку (необязательно, на грунтовочное покрытие и/или на промежуточное покрытие) и последующего отверждения, композиции согласно настоящему изобретению образуют покрытия, которые демонстрируют улучшенные характеристики, такие, как например, улучшенные антиадгезионные характеристики, устойчивость к истиранию, светопропускание/прозрачность и проницаемость.
В одной из своих форм настоящее раскрытие предоставляет фторполимерную композицию, включающую в себя, по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE), имеющий первую температуру плавления (Tm), 335°C или ниже; и, по меньшей мере, два фторполимера, перерабатываемых в расплаве (MPF), включая: первый фторполимер, перерабатываемый в расплаве (MPF), и второй фторполимер, перерабатываемый в расплаве (MPF), причем второй фторполимер, перерабатываемый в расплаве (MPF), является химически отличным от первого фторполимера, перерабатываемого в расплаве (MPF).
В одном варианте осуществления настоящего изобретения фторполимерная композиция не содержит политетрафторэтилен с высокой молекулярной массой (HPTFE), имеющий среднечисловую молекулярную массу (Mn), равную, по меньшей мере, 500000. Указанный, по меньшей мере, один LPTFE может присутствовать в количестве от 10% масс. до 70% масс., а указанные, по меньшей мере, два MPF могут вместе присутствовать в количестве от 30% масс. до 90% масс., в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF или указанный, по меньшей мере, один LPTFE может присутствовать в количестве от 40% масс. до 60% масс., а указанные, по меньшей мере, два MPF могут вместе присутствовать в количестве от 40% масс. до 60% масс., в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
В другом варианте осуществления настоящего изобретения композиция может дополнительно включать в себя, по меньшей мере, один политетрафторэтилен с высокой молекулярной массой (HPTFE), имеющий среднечисловую молекулярную массу (Mn), равную, по меньшей мере, 500000. Указанный, по меньшей мере, один HPTFE может присутствовать в количестве от 1% масс. до 89% масс., в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF или указанный, по меньшей мере, один LPTFE может присутствовать в количестве от 16% масс. до 60% масс., HPTFE может присутствовать в количестве от 1% масс. до 60% масс., а указанные, по меньшей мере, два MPF могут вместе присутствовать в количестве от 1% масс. до 60% масс., в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF. Каждый из указанных, по меньшей мере, двух MPF может присутствовать в количестве от 1% масс. до 30% масс., в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
Указанный, по меньшей мере, один LPTFE может иметь первую температуру плавления (Tm), выбранную из группы, состоящей из значений, не превышающих 332°C, не превышающих 330°C, не превышающих 329°C, не превышающих 328°C, не превышающих, 327°C, не превышающих 326°C, и не превышающих 325°C, и/или может быть получен посредством эмульсионной полимеризации без подвергания агломерированию, термическому разложению или облучению.
Композиция может быть в форме водной дисперсии или может быть нанесенной на подложку в виде покрытия.
Настоящее изобретение также представляет способ нанесения покрытия на подложку, причем указанные способ включает стадии: представления подложки; нанесения композиции для покрытия на подложку, причем указанная композиция для покрытия включает в себя: по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE), имеющий первую температуру плавления (Tm), 335°C или ниже; и, по меньшей мере, два фторполимера, перерабатываемых в расплаве, включая: первый фторполимер, перерабатываемый в расплаве (MPF); и второй фторполимер, перерабатываемый в расплаве (MPF), причем указанный второй фторполимер, перерабатываемый в расплаве (MPF), является химически отличным от первого фторполимера, перерабатываемого в расплаве (MPF); и отверждения композиции для образования покрытия.
Указанный способ может включать и дополнительные стадии перед стадией нанесения композиции для покрытия: нанесение грунта на подложку, причем указанный грунт включает в себя, по меньшей мере, один фторполимер; и, не обязательно, по меньшей мере, частичное отверждение грунта. Кроме того, способ может включать в себя дополнительные стадии, следующие за стадией нанесения грунта и перед стадией нанесения композиции для покрытия: нанесение промежуточного покрытия на подложку, причем указанное промежуточное покрытие включает в себя, по меньшей мере, один фторполимер; и, не обязательно, по меньшей мере, частичное отверждение промежуточного покрытия. Подложка может быть выбранной из группы, состоящей из жесткой подложки и эластичной подложки.
Краткое описание чертежей
Вышеуказанные и другие особенности и преимущества настоящего изобретения и способ их достижения будут более очевидными, а само настоящее изобретение будет более понятным благодаря ссылкам на нижеследующее описание вариантов осуществления настоящего раскрытия, рассматриваемым совместно с прилагаемыми чертежами, где:
Фиг.1-18 соответствуют примеру 2, где:
Фиг.1 представляет собой график ДСК пиков первого плавления и пика сплавления для образца 31 примера 2;
Фиг.2 представляет собой график ДСК пика повторного плавления для образца 31 примера 2;
Фиг.3 представляет собой график ДСК пиков первого плавления и пика сплавления для образца 23 примера 2;
Фиг.4 представляет собой график ДСК пика первого повторного плавления для образца 23 примера 2;
Фиг.5 представляет собой график ДСК пиков первого плавления и пика сплавления для образца 30 примера 2;
Фиг.6 представляет собой график ДСК пика повторного плавления для образца 30 примера 2;
Фиг.7 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 22 примера 2;
Фиг.8 представляет собой график ДСК пиков повторного плавления для образца 22 примера 2;
Фиг.9 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 3 примера 2;
Фиг.10 представляет собой график ДСК пиков повторного плавления для образца 3 примера 2;
Фиг.11 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 41 примера 2;
Фиг.12 представляет собой график ДСК пиков повторного плавления для образца 41 примера 2;
Фиг.13 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 29 примера 2;
Фиг.14 представляет собой график ДСК пиков повторного плавления для образца 29 примера 2;
Фиг.15 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 38 примера 2;
Фиг.16 представляет собой график ДСК пиков повторного плавления для образца 38 примера 2;
Фиг.17 представляет собой график ДСК пиков первого плавления и пиков сплавления для образца 39 примера 2;
Фиг.18 представляет собой график ДСК пиков повторного плавления для образца 39 примера 2;
Фиг.19-30 соответствуют примеру 1, где:
Фиг.19 представляет собой показательный график, демонстрирующий положения значений для PFA (MPF), SFN-D (LPTFE), TE3887N (LPTFE) и FEP (MPF) для контурных графиков фиг.20-30;
Фиг.20 представляет собой контурный график, показывающий блеск покрытия как функцию состава;
Фиг.21 представляет собой контурный график, показывающий угол смачивания как функцию состава;
Фиг.22 представляет собой контурный график, показывающий твердость покрытия по карандашной шкале как функцию состава;
Фиг.23 представляет собой нормализованный контурный график, показывающий среднее значение угла смачивания, блеска и твердости, испытанной по карандашной шкале;
Фиг.24 представляет собой нормализованный контурный график, показывающий среднее значение минимальной температуры повторного плавления, угла смачивания, блеска и твердости, испытанной по карандашной шкале;
Фиг.25a представляет собой контурный график, показывающий число пиков ДСК, наблюдавшихся при первом плавлении;
Фиг.25b представляет собой контурный график, показывающий число пиков ДСК, наблюдавшихся при сплавлении;
Фиг.25c представляет собой контурный график, показывающий число пиков ДСК, наблюдавшихся при повторном плавлении;
Фиг.26 представляет собой контурный график, показывающий разность между общей энтальпией сплавления и общей энтальпией первого плавления;
Фиг.27 представляет собой контурный график, показывающий разность между общей энтальпией повторного плавления и общей энтальпией первого плавления;
Фиг.28 представляет собой контурный график, показывающий минимальную температуру первого плавления;
Фиг.29 представляет собой контурный график, показывающий минимальную температуру сплавления; и
Фиг.30 представляет собой контурный график, показывающий минимальную температуру повторного плавления.
Соответствующие номера позиций указывают соответствующие части в нескольких видах. Показательные примеры, представленные в настоящем документе, иллюстрируют варианты осуществления настоящего раскрытия, и такие показательные примеры не следует истолковывать как ограничивающие объем настоящего раскрытия каким бы то ни было образом.
Подробное описание
Настоящее изобретение предоставляет фторполимерные композиции, которые включают множественные фторполимерные компоненты и которые, в показательных примерах применения, можно применять в качестве покрытий как жестких, так и эластичных подложек. Указанные композиции можно использовать как таковые в виде грунтовочных покрытий или верхних покрытий или их можно комбинировать с другими компонентами для составления грунтовочных покрытий или верхних покрытий. В одном варианте осуществления настоящего изобретения указанные композиции включают в себя, по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE) и, по меньшей мере, два химически разных фторполимера, перерабатываемых в расплаве (MPF). В другом варианте осуществления настоящего изобретения композиции включают в себя, по меньшей мере, один политетрафторэтилен с высокой молекулярной массой (HPTFE), по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE) и, по меньшей мере, два химически разных фторполимера, перерабатываемых в расплаве (MPF). После нанесения на подложку (необязательно, на грунтовочное покрытие и/или на промежуточное покрытие) и последующего отверждения, композиции согласно настоящему изобретению образуют покрытия, которые демонстрируют улучшенные характеристики, такие, как например, улучшенные антиадгезионные характеристики, устойчивость к истиранию, светопропускание/прозрачность и проницаемость.
Подходящие подложки, на которые можно наносить фторполимерные композиции согласно настоящему изобретению, а также типы покрытий, обсуждаются ниже в Разделе I; подходящие компоненты, представляющие собой политетрафторэтилен с высокой молекулярной массой (HPTFE), обсуждаются ниже в Разделе II; подходящие компоненты, представляющие собой политетрафторэтилен с низкой молекулярной массой (LPTFE), обсуждаются ниже в Разделе III; подходящие компоненты, представляющие собой фторполимер, перерабатываемый в расплаве (MPF), обсуждаются ниже в Разделе IV; подходящие технические полимеры обсуждаются ниже в Разделе V; подходящие прикладные процедуры и рецептуры обсуждаются ниже в Разделе VI; физические свойства и процедуры характеризации обсуждаются ниже в Разделе VII; после чего следуют Примеры.
Фторполимерные смеси, включающие в себя LPTFE и единственный тип MPF, подробно описаны в заявке на патент США № 12/468580, поданной 19 мая 2009 года, озаглавленной BLENDED FLUOROPOLYMER COMPOSITIONS; фторполимерные смеси, включающие в себя политетрафторэтилен с высокой молекулярной массой (HPTFE), LPTFE и единственный тип MPF подробно описаны в заявке на патент США № 12/567330, поданной 25 сентября 2009 года, озаглавленной BLENDED FLUOROPOLYMER COATINGS FOR RIGID SUBSTRATES, и в заявке на патент США № 12/567446, поданной 25 сентября 2009 года, озаглавленной BLENDED FLUOROPOLYMER COMPOSITIONS AND COATINGS FOR FLEXIBLE SUBSTRATES; права на каждую из них переданы авторам настоящего изобретения, а раскрытия каждой из них явным образом включены в настоящий документ посредством ссылки.
В первом варианте осуществления настоящего изобретения фторполимерные композиции согласно настоящему изобретению включают в себя, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF, но не включают в себя политетрафторэтилен с высокой молекулярной массой (HPTFE). В этом отношении смешанные фторполимерные композиции первого варианта осуществления настоящего изобретения можно рассматривать как представляющие собой смешанные MPF с добавкой в форме, по меньшей мере, одного LPTFE.
Во втором варианте осуществления настоящего изобретения фторполимерные композиции согласно настоящему изобретению включают в себя, по меньшей мере, один HPTFE, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF. В этом отношении смешанные фторполимерные композиции второго варианта осуществления настоящего изобретения можно рассматривать как включающие в себя фторполимерные композиции первого варианта осуществления настоящего изобретения, применяемые в качестве добавки к кроющей системе, которая включает в себя HPTFE.
Как в первом, так и во втором варианте осуществления настоящего изобретения смешанные фторполимерные композиции включают в себя, по меньшей мере, два химически разных MPF, как определено в настоящем документе.
Композиции могут быть, например, в форме водной дисперсии или порошков и могут использоваться в областях применения конкретных типов, обсуждаемых в настоящем документе, а также в традиционных областях применения, в которых, как известно, применяют MPF. Кроме того, фторполимерные композиции согласно настоящему изобретению можно применять отдельно или их можно вводить в рецептуру с другими типами фторполимеров или полимеров, не содержащих фтор, необязательно, совместно с подходящими добавками, такими как наполнители, пигменты, поверхностно-активные вещества и т.д.
I. Подложки и типы покрытий
a. Жесткие подложки
Подходящие жесткие подложки, на которые можно наносить композиции согласно настоящему изобретению, включают в себя металлы, сплавы металлов, керамику и/или жесткие пластические материалы. Примеры включают в себя кухонную утварь, жаропрочную посуду, промышленные компоненты, такие как вальцы или любую другую жесткую подложку, для которой желательно покрытие, образованное композицией согласно настоящему изобретению.
На жесткую подложку, перед нанесением композиции для покрытия согласно настоящему изобретению, необязательно, можно наносить грунт (или грунтовочное покрытие) и/или промежуточное покрытие. Грунтом и промежуточным покрытием могут быть покрытия на основе фторполимеров любого типа; широко доступны коммерческие покрытия на основе PTFE с высокой молекулярной массой и/или на основе других фторполимеров. Конкретные композиции грунта и/или промежуточного покрытия можно варьировать в широких пределах; полагают, что они не являются критически важными в отношении улучшенных свойств, демонстрируемых покрытиями, раскрытыми в настоящем документе.
b. Эластичные подложки
Подходящие эластичные подложки, на которые можно наносить композиции согласно настоящему изобретению, включают в себя стеклоткань того типа, который обычно применяют в конвейерных лентах непрерывных печей для пищевых продуктов, архитектурные ткани того типа, который применяют, например, для крытых стадионов и обтекателей антенн радиолокационных станций, а также для термосклеиваемых лент, печатных плат, кулинарных пленок и палаточных тканей. «Стеклоткань» или «ткань из стекловолокна» представляет собой эластичный текстильный материал, изготавливаемый из сотканных волокон, таких как, например, льняное волокно, стекловолокно и хлопковое волокно.
Другие эластичные подложки, на которые можно наносить покрытия композициями согласно настоящему изобретению, включают в себя любой материал, включая, например, натуральные или синтетические волокна или нити, включая штапельное волокно, волокнистые наполнители, пряжу, пряденые нити, текстильные материалы, нетканое полотно, проволочную ткань, веревочные материалы, ленточно-ременные материалы, канатно-веревочные материалы и ленточно-тесемочные материалы. Типичные волокнистые материалы, на которые можно наносить покрытия композициями для покрытия согласно настоящему изобретению, включают в себя натуральные волокна, такие как растительные, животные и минеральные волокна, включая хлопок, хлопковую брезентовую ткань (деним, джинсовую ткань), шерсть, шелк, керамические волокна и металлические волокна, а также синтетические волокна, такие как плетеные углеродистые ткани, волокна полиэтилена с ультравысокой молекулярной массой (UHMWPE), волокна поли(этилентерефталата) (PET), пара-арамидные волокна, включая поли-пара-фенилентерефталамид или Kevlar®, и мета-арамидные волокна, такие как Nomex®, каждая разновидность которых доступна у E.I. du Pont de Nemours and Company, полифениленсульфидные волокна, такие как Ryton®, доступный у Chevron Phillips Chemical Co., полипропиленовые волокна, полиакриловые волокна, полиакрилонитрильные (PAN) волокна, такие как Zoltek®, доступные у Zoltek Corporation, полиамидные волокна (нейлон) и нейлон-полиэфирные волокна, такие как Dacron®, доступные у Invista North America.
На эластичную подложку, перед нанесением композиции для покрытия согласно настоящему изобретению, необязательно, можно наносить грунт (или грунтовочное покрытие) и/или промежуточное покрытие. Грунтом и промежуточным покрытием могут быть покрытия на основе фторполимеров любого типа; широко доступны коммерческие покрытия на основе PTFE с высокой молекулярной массой и/или на основе других фторполимеров. Конкретные композиции грунта и/или промежуточного покрытия можно варьировать в широких пределах; полагают, что они не являются критически важными в отношении улучшенных свойств, демонстрируемых покрытиями, раскрытыми в настоящем документе.
c. Типы покрытий
В одном варианте осуществления настоящего изобретения композиции согласно настоящему изобретению наносят на нижележащее покрытие или грунтовочный слой, который может быть отвержденным, частично отвержденным или неотвержденным перед нанесением композиций согласно настоящему изобретению. Указанный грунтовочный слой может быть таким грунтовочным слоем, который представляет собой покрытие (иногда называемое грунтом), наносимое непосредственно на нижележащую подложку, необязательно, совместно с одним или более промежуточных покрытий. В этих вариантах осуществления настоящего изобретения такое покрытие в настоящем документе может быть названо «внешним покрытием» или «верхним покрытием», и эти термины обычно взаимозаменяемы. В других вариантах осуществления настоящего изобретения композиции согласно настоящему изобретению можно наносить непосредственно на подложку, образуя покрытие, непосредственно контактирующее с подложкой, причем данное покрытие не наносят на какие бы то ни было нижележащие покрытия. В дальнейших вариантах осуществления настоящего изобретения сама кроющая система согласно настоящему изобретению также может быть грунтовочным покрытием.
II. Политетрафторэтилен с высокой молекулярной массой (HPTFE)
В некоторых вариантах осуществления настоящего изобретения композиции согласно настоящему изобретению включают в себя, по меньшей мере, один тип традиционного политетрафторэтилена (PTFE) с высокой молекулярной массой (HPTFE).
Среднечисловая молекулярная масса (Mn) HPTFE обычно составляет, по меньшей мере, 500000, и может составлять, по меньшей мере, 1000000, и подходящие HPTFE в форме жидких дисперсий и/или порошков доступны из многих коммерческих источников. Жидкие дисперсии HPTFE обычно для стабильности включают в себя поверхностно-активные вещества, хотя «нестабилизированные» дисперсии HPTFE, обычно имеющие менее 1,0% масс. поверхностно-активного вещества, также доступны и также могут применяться. Когда для приготовления композиции для покрытия применяют порошок, его обычно будут диспергировать в жидкости.
В некоторых вариантах осуществления настоящего изобретения HPTFE может включать в себя небольшое количество модифицирующего совместного мономера, и в этом случае HPTFE представляет собой сополимер, известный в данной области техники как «модифицированный PTFE» или «микромодифицированный PTFE» (модифицированный следовым количеством модификатора). Примеры модифицирующего совместного мономера включают в себя перфторпропилвиниловый простой эфир (PPVE), другие модификаторы, такие как гексафторпропилен (HFP), хлортрифторэтилен (CTTE), перфторбутилэтилен (PFBE) или другие перфторалкилвиниловые простые эфиры, такие как перфторметилвиниловый простой эфир (PMVE) или перфторэтилвиниловый простой эфир (PEVE). Модифицирующий совместный мономер обычно будет присутствовать, например, в количестве менее 1% масс. в расчете на массу HPTFE.
HPTFE обычно относится к типу, производимому посредством процесса полимеризации, хорошо известного в данной области техники как дисперсионная полимеризация или эмульсионная полимеризация. Однако в некоторых вариантах осуществления настоящего изобретения HPTFE может относиться к типу, производимому посредством процесса полимеризации, хорошо известного в данной области техники как гранульная или суспензионная полимеризация, которая дает PTFE, известный в данной области техники как гранулярная смола PTFE или гранулированный пресс-порошок PTFE.
III. Политетрафторэтилен с низкой молекулярной массой (LPTFE)
Композиции согласно настоящему изобретению включают в себя, по меньшей мере, один тип политетрафторэтилена с низкой молекулярной массой (LPTFE).
LPTFE обычно предоставляют в форме жидкой дисперсии, которая в большинстве вариантов осуществления настоящего изобретения будет представлять собой водную дисперсию, хотя LPTFE может быть диспергирован и в других растворителях, и/или LPTFE, первоначально находившийся в водной фазе, может быть подвергнут межфазовому переносу в другой растворитель, такой как органические растворители, включая гексан, ацетон или спирт.
LPTFE будет обычно иметь средний размер частиц, не превышающий 1,0 микрона (мкм), не превышающий 0,9 микрона (мкм), не превышающий 0,75 микрона (мкм), не превышающий 0,5 микрона (мкм), не превышающий 0,4 микрона (мкм), не превышающий 0,3 микрона (мкм), или не превышающий 0,2 микрона (мкм), как измерено подходящим способом, таким как дифракция лазерного света согласно ISO 13320. Например, в некоторых вариантах осуществления настоящего изобретения LPTFE может иметь средний размер частиц не менее 30, 50, 100 или 150 нм или не более 200, 250 или 350 нм.
Среднечисловая молекулярная масса (Mn) LPTFE обычно будет составлять менее 500000, и в большинстве вариантов осуществления настоящего изобретения она может составлять, например, не менее 10000, не менее 20000 или не менее 25000 или она может составлять не более 200000, не более 100000 или не более 70000, не более 60000 или не более 50000.
Альтернативным параметром, характеризующим молекулярную массу LPTFE, является его первая температура плавления (Tm), определенная подходящим способом, таким как дифференциальная сканирующая калориметрия (DSC), причем первая температура плавления (Tm) для LPTFE может быть равной или меньшей 335°C. В других вариантах осуществления настоящего изобретения первая температура плавления LPTFE может быть равной или меньшей 332°C, равной или меньшей 330°C, равной или меньшей 329°C, равной или меньшей 328°C, равной или меньшей 327°C, равной или меньшей 326°C или равной или меньшей 325°C.
LPTFE может быть предоставлен в форме водной дисперсии, которая является стабилизированной, нестабилизированной или минимально стабилизированной. Термины «нестабилизированная» или «минимально стабилизированная», используемые в настоящем документе, относятся к водной дисперсии, которая включает в себя менее 1,0% масс. традиционного поверхностно-активного вещества, такого как неионное поверхностно-активное вещество или анионное поверхностно-активное вещество, в расчете на массу водной дисперсии LPTFE. В некоторых вариантах осуществления настоящего изобретения дисперсия LPTFE может быть предоставлена в форме водной дисперсии, имеющей менее 1,0% масс. поверхностно-активного вещества, менее 0,8% масс. поверхностно-активного вещества, менее 0,6% масс. поверхностно-активного вещества или даже менее 0,5% масс. поверхностно-активного вещества. В других вариантах осуществления настоящего изобретения дисперсия LPTFE может быть предоставлена в форме водной дисперсии, которая является «стабилизированной» и содержит обычно 1-12% масс. поверхностно-активного вещества. Однако природа применяемого стабилизационного состава не является критичной особенностью настоящего изобретения.
Кроме того, как обсуждается ниже, LPTFE может быть предоставлен в форме твердого микропорошка.
LPTFE обычно будет в форме гомополимерного PTFE с низкой молекулярной массой. Однако в других вариантах осуществления настоящего изобретения LPTFE может включать в себя небольшое количество модифицирующего совместного мономера, и в этом случае PTFE представляет собой сополимер, известный в данной области техники как «модифицированный PTFE» или «микромодифицированный PTFE» (модифицированный следовым количеством модификатора). Примеры модифицирующего совместного мономера включают в себя перфторпропилвиниловый простой эфир (PPVE), другие модификаторы, такие как гексафторпропилен (HFP), хлортрифторэтилен (CTFE), перфторбутилэтилен (PFBE) или другие перфторалкилвиниловые простые эфиры, такие как перфторметилвиниловый простой эфир (PMVE) или перфторэтилвиниловый простой эфир (PEVE). Модифицирующий совместный мономер будет обычно присутствовать в количестве, например, менее 1% масс. относительно PTFE.
Подходящие дисперсии LPTFE включают в себя SFN-D, доступную у Chenguang R.I.C.I, Chengdu, 610036 P.R. China, а также TE3887N, доступную у DuPont. Другие типичные микропорошки LPTFE включают в себя Dyneon TF-9207, доступный у Dyneon LLC, LDW-410, доступный у Daikin Industries, Inc., и MP-25, MP-55, MP-8T и UF 8TA, каждый из которых доступен у Laurel Products.
Эти фторполимеры имеют характеристики, приведенные в таблице представленной ниже:
Характеристики типичных политетрафторэтиленов с низкой молекулярной массой (LPTFE)
Показательные типы LPTFE обсуждаются ниже.
a. LPTFE, произведенный посредством дисперсионной полимеризации или эмульсионной полимеризации, который после этого не подвергался агломерированию, облучению или термическому разложению
В некоторых вариантах осуществления настоящего изобретения LPTFE производят способом полимеризации, который хорошо известен в данной области техники как дисперсионная полимеризация или эмульсионная полимеризация. Эти процессы полимеризации можно проводить с агентами переноса цепи, уменьшающими среднюю молекулярную массу производимых фторполимеров, и/или другими способами, при которых процесс полимеризации регулируют так, чтобы непосредственно получать жидкую дисперсию полимеризованных частиц PTFE с низкой молекулярной массой (LPTFE).
В этих вариантах осуществления настоящего изобретения после производства LPTFE дисперсионной полимеризацией или эмульсионной полимеризацией его не подвергают последующему агломерированию, облучению или термическому разложению. В частности, LPTFE не подвергают каким бы то ни было стадиям агломерирования при его производстве и поэтому он сохраняет малый средний размер частиц. Кроме того, LPTFE не подвергают термическому разложению для уменьшения его молекулярной массы. Более того, LPTFE не подвергают облучению, такому как облучение пучками высокоэнергетических электронов, для уменьшения его молекулярной массы. В этих вариантах осуществления настоящего изобретения дисперсии LPTFE, подвергнутые анализу посредством спектроскопии электронного парамагнитного резонанса (EPR) или электронного спинового резонанса (ESR), не будут демонстрировать никакого спектра и/или не будет превышен предел детектирования, в отличие от облученного PTFE, который такие спектры будет демонстрировать и/или будет иначе свидетельствовать о наличии детектируемых свободных радикалов.
Эти типы дисперсий LPTFE предоставляют в виде водных дисперсий, получаемых регулируемым процессом дисперсионной или эмульсионной полимеризации, применяемым для производства непосредственно полимеризованного LPTFE, который после этого не подвергают агломерированию, термическому разложению или облучению. Специалисты с обычной квалификацией в данной области техники признают, что эти типы дисперсий LPTFE отличаются от других коммерчески доступных материалов PTFE.
Во-первых, эти типы дисперсий LPTFE отличаются от PTFE тем, что их производят посредством процесса полимеризации, который хорошо известен в данной области техники как гранульная или суспензионная полимеризация, которая дает PTFE, который известен в данной области техники как гранулированная смола PTFE или гранулированный пресс-порошок PTFE. Гранулированные смолы PTFE будут обычно иметь высокую молекулярную массу, при которой среднечисловая молекулярная масса (Mn) составляет, не менее 1000000, а первая температура плавления (Tm) превышает 335°C (как правило, намного превышает 335°C). Гранулированную смолу PTFE обычно предоставляют в твердой порошкообразной форме с частицами, средний размер которых составляет несколько микрон, обычно от 10 до 700 микрон (мкм). Эти смолы могут также предоставлять в тонко измельченном виде со средним размером частиц, равным, например, от 20 до 40 микрон (мкм).
Кроме того, эти типы дисперсий LPTFE могут отличаться от материалов с более низкой молекулярной массой, полученных из гранулированных смол PTFE с высокой молекулярной массой, подвергаемых деградации облучением или термодеструкцией с образованием материалов с низкой молекулярной массой, известных как микропорошки гранулированного PTFE, которые обычно имеют размер частиц в диапазоне от 0,2 до 20 микрон (мкм). Примеры микропорошков гранулированного PTFE включают в себя смолы Zonyl® MP1200, MP1300 и MP1400, доступные у DuPont (Zonyl® является зарегистрированной торговой маркой E.I. du Pont de Nemours & Co.).
Во-вторых, эти типы дисперсий LPTFE отличаются также и от дисперсий PTFE с высокой молекулярной массой, полученных дисперсионной или эмульсионной полимеризацией, проводимой без агентов переноса цепи, вследствие чего результатом полимеризации является PTFE с высокой молекулярной массой, имеющий среднечисловую молекулярную массу (Mn) не менее 1000000 и первую температуру плавления (Tm), превышающую 335°C (как правило, намного превышающую 335°C). Эти дисперсии PTFE с высокой молекулярной массой обычно стабилизируют традиционным поверхностно-активным веществом, присутствующим в количестве, превышающем 1,0% масс. (как правило, намного превышающем 1,0% масс.).
Кроме того, эти типы дисперсий LPTFE отличаются и от дисперсий PTFE с высокой молекулярной массой, который производят дисперсионной или эмульсионной полимеризацией и затем коагулируют или агломерируют.
Более того, эти типы дисперсий LPTFE отличаются и от дисперсий PTFE с высокой молекулярной массой, производимого дисперсионной или эмульсионной полимеризацией, после которой его коагулируют или агломерируют и затем подвергают термическому разложению или облучению, образуя порошки PTFE с низкой молекулярной массой, известные в данной области техники как микропорошки PTFE, предоставляемые в виде твердых порошков с частицами размером 0,2-20 микрон (мкм), такие как порошки, используемые при экструзии и в других областях применения. Примеры микропорошков PTFE включают в себя смолы Zonyl® MP1000, MP1100, MP1500 и MP1600, доступные у DuPont (Zonyl® является зарегистрированной торговой маркой E.I. du Pont de Nemours & Co.). Однако, как обсуждается ниже, эти типы микропорошков LPTFE можно применять и согласно настоящему изобретению.
В-третьих, эти типы дисперсий LPTFE отличаются от микропорошков LPTFE, полимеризуемого дисперсионной или эмульсионной полимеризацией в присутствии агентов переноса цепи с последующим агломерированием, проводимым для образования микропорошков PTFE со средним размером частиц, равным, например, 0,2-20 микрон (мкм).
b. Микропорошки LPTFE
Во втором варианте осуществления настоящего изобретения LPTFE может быть в форме микропорошка LPTFE.
Первый тип микропорошков LPTFE производят из дисперсий PTFE с высокой молекулярной массой, которые получают посредством дисперсионной или эмульсионной полимеризации, после чего их коагулируют или агломерируют и затем подвергают термическому разложению или облучению для образования порошков PTFE с низкой молекулярной массой, известных в данной области техники как микропорошки PTFE и называемых в настоящем документе микропорошками LPTFE, которые обычно предоставляют в виде твердых порошков с размером частиц, обычно равным 0,2-20 микрон (мкм).
Примеры этих типов микропорошков LPTFE включают в себя смолы Zonyl® MP1000, MP1100, MP1500 и MP1600, доступные у DuPont (Zonyl® является зарегистрированной торговой маркой E.I. du Pont de Nemours & Co.); и MP-25, MP-55 и UF 8TA, каждый из которых доступен у Laurel Products.
Второй тип микропорошков LPTFE производят из гранулированных смол PTFE с высокой молекулярной массой, которые подвергают деградации посредством облучения или термодеструкции для образования материалов с низкой молекулярной массой, известных как гранулированные микропорошки PTFE, которые обычно имеют размер частиц в диапазоне, обычно составляющем от 2 до 20 микрон (мкм).
Примеры этих типов микропорошков LPTFE включают в себя смолы Zonyl® MP1200, MP1300 и MP1400, доступные у DuPont (Zonyl® является зарегистрированной торговой маркой E.I. du Pont de Nemours & Co.); и MP-8T и MP-10, доступные у Laurel Products.
Третий тип из этих типов микропорошков LPTFE полимеризуют посредством дисперсионной или эмульсионной или суспензионной полимеризации в присутствии агентов переноса цепи, после чего их можно агломерировать для образования микропорошков LPTFE со средним размером частиц, обычно равным, например, 0,2-20 микрон (мкм).
IV. Фторполимеры, перерабатываемые в расплаве (MPF)
В некоторых вариантах осуществления настоящего изобретения композиции согласно настоящему изобретению также включают в себя компонент в форме, по меньшей мере, двух химически разных фторполимеров, перерабатываемых в расплаве (MPF), таких как перфторалкоксидные полимеры (PFA) (сополимеры тетрафторэтилена (TFE) и перфторалкилвиниловых простых эфиров), обычно включая метилфторалкоксидный полимер (MFA) (сополимер тетрафторэтилена (TFE) и перфторметилвинилового простого эфира (PMVE)), этилфторалкоксидный полимер (EFA) (сополимер тетрафторэтилена (TFE) и перфторэтилвинилового простого эфира (PEVE)); и сополимеры тетрафторэтилена (TFE) и гексафторпропилена (HFP), известные как фторированный этилен-пропилен (FEP).
Каждый из вышеуказанных MPF, а также HPTFE и LPTFE, раскрытые в настоящем документе, известны в данной области техники как «перфторированные» фторполимеры, что означает, что водородные атомы их алкановых и/или алкоксидных аналогов были полностью замещены атомами фтора, причем перфторированные полимеры признают инертными или нереакционноспособными.
Используемый в настоящем документе термин «химически разные», когда его применяют в связи с MPF, раскрытыми в настоящем документе, относится к MPF отличающегося типа, а не отличающейся степени полимеризации. Например, тип PFA и тип FEP были бы химически разными, тогда как два PFA с разными степенями полимеризации таковыми не были бы. Однако два MPF, имеющие разные модифицирующие совместные мономеры, были бы тоже «химически разными», даже если бы они номинально относились к одному и тому же типу полимера. Кроме того, для целей настоящего раскрытия, MFA, EFA, PFA и FEP считаются химически отличными друг от друга.
MPF можно производить посредством процесса полимеризации, который хорошо известен в данной области техники как дисперсионная полимеризация или эмульсионная полимеризация. Эти процессы полимеризации можно проводить с агентами переноса цепи, которые уменьшают среднюю молекулярную массу производимых фторполимеров, и/или посредством других способов, при которых процесс полимеризации регулируют так, чтобы получать жидкую дисперсию непосредственно полимеризованных частиц MPF.
В большинстве вариантов осуществления настоящего изобретения, MPF, после его получения посредством дисперсионной полимеризации или эмульсионной полимеризации, не подвергают агломерированию, облучению или термическому разложению. В частности, MPF, в процессе его производства, не будет подвергаться никаким стадиям агломерирования и поэтому он сохранит малый размер частиц, как описано ниже.
Жидкая дисперсия MPF в большинстве вариантов осуществления настоящего изобретения будет представлять собой водную дисперсию, хотя MPF может быть диспергирован и в других растворителях, и/или MPF, первоначально находившийся в водной фазе, может быть подвергнут фазовому переносу в другой растворитель, такой как органические растворители, включая гексан, ацетон или спирт.
MPF, произведенный так, как описано выше, будет обычно иметь средний размер частиц не более 1,0 микрона (мкм), не более 0,9 микрона (мкм), не более 0,75 микрона (мкм), не более 0,5 микрона (мкм), не более 0,4 микрона (мкм), не более 0,3 микрона (мкм) или не более 0,2 микрона (мкм). В частности, MPF может иметь средний размер частиц, равный, например, как минимум, 30, 50, 100 или 150 нм и, как максимум, 200, 250 или 350 нм.
В других вариантах осуществления настоящего изобретения можно также применять порошки MPF.
MPF может быть предоставлен в форме водной дисперсии, которая является стабилизированной, нестабилизированной или минимально стабилизированной. Термины «стабилизированная» или «минимально стабилизированная», используемые в настоящем документе, относятся к водной дисперсии, которая содержит менее 1,0% масс. традиционного поверхностно-активного вещества, такого как неионное поверхностно-активное вещество или анионное поверхностно-активное вещество, в расчете на массу водной дисперсии MPF. В некоторых вариантах осуществления настоящего изобретения дисперсия MPF может быть предоставлена в форме водной дисперсии, имеющей менее 1,0% масс. поверхностно-активного вещества, менее 0,8% масс. поверхностно-активного вещества, менее 0,6% масс. поверхностно-активного вещества или даже менее 0,5% масс. поверхностно-активного вещества. В других вариантах осуществления настоящего изобретения дисперсия MPF может быть предоставлена в форме водной дисперсии, которая «стабилизирована», как правило, наличием 1-12% масс. поверхностно-активного вещества.
Обычно скорость течения расплава (MFR) MPF будет более 0,5 г/10 мин и, в одном варианте осуществления настоящего изобретения, она может составлять примерно 2 г/10 мин или более, как определяют согласно ASTM D1238.
Кроме того, MPF будет обычно содержать некоторое количество совместных мономеров, т.е. один или более из мономеров, отличных от тетрафторэтилена (TFE), в концентрации, примерно равной 3,0% масс. или более (например, не менее 4,0% масс., не менее 4,5% масс., не менее 5,0% масс., не менее 5,5% масс. или не менее 6,0% масс.).
Подходящие дисперсии MPF включают в себя TE7224 (PFA), доступную у DuPont, 6900Z (PFA), доступную у Dyneon LLC, TE9568 (FEP), доступную у DuPont, Neoflon ND-110 (FEP), доступную у Daikin and Hyfion XPH 6202-1 (MFA), доступную у Solvay. Эти дисперсии MPF имеют характеристики, приведенные ниже:
Характеристики типичных фторполимеров, перерабатываемых в расплаве (MPF)
V. Технические полимеры
В некоторых вариантах осуществления настоящего изобретения фторполимерные композиционные смеси согласно первому и второму вариантам осуществления настоящего изобретения, раскрытые в настоящем документе, могут быть добавлены, по меньшей мере, к одному техническому полимеру, который не является фторполимером, для образования композиции для покрытия модифицированного технического полимера. Термин «технический полимер», используемый в настоящем документе, относится к полимеру, который не является фторполимером и который демонстрирует превосходные механические и термические свойства в широком диапазоне условий.
Подходящие технические полимеры включают в себя полиэфирэфиркетон (PEEK), полиэфирсульфон (PES), полифениленсульфид (PPS), полиамидимид (PAI), эпоксидные полимеры (включая BPA, BPF, Phenollic, Novolac, BIS A Free), полимерный сложный эфир, полиуретан (PU), акриловые полимеры, поликарбонаты (PC).
Ниже дано описание типичных свойств этих технических полимеров.
Полиэфирэфиркетон (PEEK). PEEK можно изготавливать посредством ступенчатой полимеризации. Он представляет собой полукристаллический термопласт, который содержат при повышенных температурах, поскольку он обладает повышенной устойчивостью к термическому разложению. PEEK имеет температуру стеклования около 143°С и точку плавления около 343°С.
Полиэфирсульфон (PES). PES можно изготавливать посредством нуклеофильного ароматического замещения. Он представляет собой некристаллический материал, устойчивый к высоким температурам, который имеет хорошую температуру непрерывной эксплуатации (около 200°С). Он показывает хорошую устойчивость к органическим и водным средам. В зависимости от степени полимеризации, PES имеет температуру стеклования около 193°С и точку плавления около 255°С.
Полифениленсульфид (PPS). PPS обладает устойчивостью к высоким температурам, кислотным и щелочным условиям и имеет хорошую устойчивость к истиранию. Он имеет температуру стеклования около 85°С и точку плавления около 285°С. PPS является полукристаллическим и обладает превосходной эффективностью в отношении растворителей и высоких температур.
Полиамидимид (PAI). PAI представляет собой термопластичный аморфный полимер, который обладает исключительной термостойкостью и химической стойкостью. Примерами его являются материалы, производимые фирмой Solvay под торговым наименованием «Torlon». PAI способен эксплуатироваться при непрерывном воздействии температур около 260°С, он имеет температуру стеклования около 280°С.
Эпоксидные полимеры. Эпоксидные полимеры производят несколькими способами, наиболее общеизвестным из которых является способ, основанный на реакции эпихлоргидрина и бисфенола А, результатом чего является эпоксидная смола бисфенола А. Наиболее обычными эпоксидными смолами являются смолы на основе бисфенола А и F или новолачные смолы, которые изготавливают из фенольного сырья. Эпоксидные полимеры имеют исключительную химическую стойкость и, в зависимости от типа, хорошую термостойкость при непрерывном нагреве. Температура стеклования и точка плавления очень сильно зависят от структуры главной цепи полимера.
Полимерные сложные эфиры. Полимерные сложные эфиры обычно являются термопластичными, однако доступны и термореактивные полимеры. Они имеют температуры стеклования в области 70°С (но не ограничиваются только этой областью) и точки плавления около 265°С.
Полиуретаны (PU). PU обычно изготавливают по реакции присоединения полиизоцианатов с полиспиртами. Температуры стеклования и точки плавления зависят от полимерной матрицы и области применения.
Фторполимерные смеси, которые можно добавлять к указанному, по меньшей мере, одному техническому полимеру согласно настоящему раскрытию, включают в себя: (1) смесь, по меньшей мере, одного LPTFE и, по меньшей мере, одного MPF, (2) смесь, по меньшей мере, одного HPTFE, по меньшей мере, одного LPTFE и, по меньшей мере, одного MPF и (3) любую из многокомпонентных фторполимерных смесей, раскрытых в настоящем документе.
VI. Процедуры нанесения и составы для покрытия
Для образования смешанных фторполимерных композиций согласно настоящему изобретению смешивают вместе жидкие дисперсии различных компонентов. Когда один или более из компонентов первоначально предоставляют в твердом виде, т.е. в порошковой форме, тогда перед смешиванием с другими компонентами этот порошок обычно будут диспергировать в жидкой среде, образуя жидкую дисперсию. Порядок смешивания не считают существенным, и специалист с обычной квалификацией в этой области техники признает, что влажные массы жидких дисперсий компонентов, обсуждаемых в настоящем документе, можно выбирать в расчете на содержание твердых веществ в таких дисперсиях и с учетом желаемых соотношений относительных массовых процентов желаемых компонентов.
Относительные соотношения, доли или массовые проценты компонентов, описанные ниже, даны в расчете на общую массу твердых веществ указанных компонентов, исключая те компоненты, которые не являются фторполимерами, но могут присутствовать (такие как вода или другие растворители, поверхностно-активные вещества, пигменты, наполнители и другие композиции).
Композиции, описанные в настоящем документе, могут также включать в себя, если это желательно, подходящие добавки, такие как поверхностно-активные вещества, наполнители, армирующие добавки и пигменты, или, как осуществлено в примерах, представленных в настоящем документе в связи с некоторыми из этих компонентов, они могут вводиться в рецептуру, специально лишенную всех этих компонентов или только некоторых из них. Кроме того, в некоторых вариантах осуществления настоящего изобретения указанные композиции могут включать в себя только фторполимеры или только перфторированные фторполимеры и могут не содержать полимеры других типов.
Композиции можно готовить любым стандартным препаративным способом, таким как простое добавление и смешивание при малом усилии сдвига. На грунтовочное покрытие и/или на промежуточное покрытие указанные композиции можно наносить, применяя любую известную технику. Хотя грунтовочное покрытие и промежуточное покрытие, если они присутствуют, обычно будут включать в себя, по меньшей мере, один фторполимер, конкретные составы грунтовочного покрытия и/или промежуточного покрытия могут варьировать очень широко, но их не считают существенными в отношении улучшения свойств, демонстрируемых покрытиями, раскрытыми в настоящем документе.
Покрытия можно наносить до толщины сухой пленки (DFT), составляющей от 4 до 100 микрон, в зависимости от области применения, их можно отверждать при температуре выше 140°С в течение 1-30 минут, в зависимости от толщины нанесенного покрытия. В зависимости от области применения и желаемой толщины, покрытия можно наносить в несколько слоев.
Было найдено, что смешивание дисперсий облегчает взаимодействие LPTFE с MPF и взаимодействие HPTFE, LPTFE и MPF на субмикронном уровне, способствуя более тесному смешиванию, так что когда смешанная фторполимерная композиция высыхает, образуется кристаллическая структура, представляющая собой истинный сплав фторполимеров с характеристиками расплава, отличными от характеристик индивидуальных фторполимеров. Смешанную фторполимерную композицию можно применять для создания покрытий с улучшенной устойчивостью к истиранию, повышенным блеском, адгезией и увеличенным углом смачивания.
Кроме того, когда фторполимерные дисперсии, раскрытые в настоящем документе, применяют с техническими полимерами, обсуждаемыми в Разделе V настоящего описания, указанные фторполимерные дисперсии предоставляют покрытия.
a. Композиции, которые не включают в себя технические полимеры
Для первого варианта осуществления настоящего изобретения, в котором смешанные композиции включают в себя, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF (но не включают HPTFE), пропорции компонентов могут быть следующими, в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MFP в смешанных фторполимерных композициях:
(i) LPTFE (один или более) может составлять не менее 2% масс., 5% масс., 10% масс. или 15% масс. или не более 85% масс., 90% масс., 95% масс. или 98% масс. смешанной фторполимерной композиции и может присутствовать в пределах любого диапазона, ограниченного этими значениями и/или значениями, указанными в Примерах, описанных в настоящем документе. В одном варианте осуществления настоящего изобретения LPTFE может составлять от 10% масс. до 70% масс. смешанной фторполимерной композиции (например, от 30% масс. до 90% масс. смешанной фторполимерной композиции). В другом варианте осуществления настоящего изобретения LPTFE может составлять от 20% масс. до 60% масс. смешанной фторполимерной композиции. В другом варианте осуществления настоящего изобретения LPTFE может составлять от 40% масс. до 60% масс. смешанной фторполимерной композиции.
(ii) Комбинация MPF может составлять не менее 2% масс., 10% масс. или 15% масс. или не более 85% масс., 90% масс., 95% масс. или 98% масс. смешанной фторполимерной композиции, и может присутствовать в пределах любого диапазона, ограниченного этими значениями и/или значениями, указанными в Примерах, описанных в настоящем документе. В одном варианте осуществления настоящего изобретения комбинация MPF может составлять от 40% масс. до 80% масс. смешанной фторполимерной композиции. В другом варианте осуществления настоящего изобретения комбинация MPF может составлять от 40% масс. до 60% масс. смешанной фторполимерной композиции. В другом варианте осуществления настоящего изобретения комбинация MPF может составлять от 36% масс. до 64% масс. смешанной фторполимерной композиции.
Конкретные варианты осуществления настоящего изобретения, описанные ниже в примере 1, включают в себя: (1) 10-64% масс. EP, 16-64% масс. PFA и 20-60% масс. LPTFE; (2) 12-24% масс. FEP, 24-64% масс. PFA и 20-60% масс. LPTFE и (3) 12-16% масс. FEP, 24-48% масс. PFA и 40-60% масс. LPTFE.
Для второго варианта осуществления настоящего изобретения, в котором смешанные композиции включают в себя, по меньшей мере, один HPTFE, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF, пропорции компонентов могут быть следующими, в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE и указанных, по меньшей мере, двух MFP в смешанных фторполимерных композициях:
(i) LPTFE (один или более) может составлять не менее 2% масс., 5% масс., 10% масс. или 15% масс. или не более 85% масс., 90% масс., 95% масс. или 98% масс. смешанной фторполимерной композиции и может присутствовать в пределах любого диапазона, ограниченного этими значениями и/или значениями, указанными в Примерах, описанных в настоящем документе. В одном варианте осуществления настоящего изобретения LPTFE может составлять от 10% масс. до 90% масс. смешанной фторполимерной композиции (например, 24% масс. смешанной фторполимерной композиции). В другом варианте осуществления настоящего изобретения LPTFE может составлять от 16% масс. до 60% масс. смешанной фторполимерной композиции.
(ii) Комбинация MPF может составлять не менее 2% масс., 10% масс. или 15% масс. или не более 85% масс., 90% масс., 95% масс. или 98% масс. смешанной фторполимерной композиции, и может присутствовать в пределах любого диапазона, ограниченного этими значениями и/или значениями, указанными в примерах, описанных в настоящем документе. В одном варианте осуществления настоящего изобретения комбинация MPF может составлять от 10% масс. до 90% масс. смешанной фторполимерной композиции (например, 24% масс. смешанной композиции). В другом варианте осуществления настоящего изобретения комбинация MPF может составлять от 1% масс. до 60% масс. смешанной фторполимерной композиции.
(iii) HPTFE (один или более) может составлять от 1% масс. до 89% масс. или 90% масс. смешанной фторполимерной композиции (например, 60% масс. смешанной фторполимерной композиции). В другом варианте осуществления настоящего изобретения HPTFE может составлять от 1% масс. до 60% масс. смешанной фторполимерной композиции.
Конкретные варианты осуществления настоящего изобретения, описанные ниже в примере 2, включают в себя: (1) 16-60% масс. LPTFE, 1-30% масс. FEP, 1-30% масс. PFA и 1-60% масс. HPTFE или, более предпочтительно, 16-60% LPTFE, 8-18% FEP, 8-18% PFA и 40-60% HPTFE.
Конкретные варианты осуществления настоящего изобретения, описанные ниже в примере 3, включают в себя: (1) 60-84% масс. HPTFE, 4-12% масс. PFA, 2-18% масс. FEP и 4-30% масс. LPTFE.
b. Композиции, которые включают в себя технические полимеры
Общее содержание массы технического полимера, в расчете на массу твердых веществ всех полимеров в композиции, может составлять от не менее 15% масс. до не более 85% масс. (как для аэрозольного нанесения, так и для рулонного нанесения). В композициях, которые включают в себя технические полимеры, LPTFE может составлять не менее 5% масс., 10% масс., 11% масс. или 16% масс. или не более 24% масс., 36% масс. или 95% масс. композиции и может присутствовать в пределах любого диапазона, ограниченного этими значениями или значениями, указанными в примерах, описанных в настоящем документе. Комбинация MPF может составлять не менее 5% масс., 10% масс., 12% масс. или 16% масс. или не более 24% масс., 36% масс. или 95% масс. композиции и может присутствовать в пределах любого диапазона, ограниченного этими значениями и значениями, указанными в примерах, описанных в настоящем документе.
В одном варианте осуществления настоящего изобретения комбинация MPF может составлять от 5% масс. до 36% масс. композиции (например, 23% масс. композиции), а LPTFE может составлять от 10% масс. до 36% масс. смешанной фторполимерной композиции (например, 16% масс. смешанной фторполимерной композиции).
HPTFE может составлять от 40% масс. до 90% масс. композиции (например, 60% масс. композиции) или любой диапазон, ограниченный значениями, указанными в примерах, описанных в настоящем документе.
VII. Физические свойства и процедуры характеризации
a. Температуры первого плавления, сплавления и второго плавления (повторного плавления)
Композиции согласно настоящему изобретению, когда их наносят на подложку (либо непосредственно на подложку, либо на нижележащее покрытие) или когда из них образуют пленку, демонстрируют температуры первого плавления, сплавления и второго плавления (повторного плавления), описанные ниже в Примерах и измеряемые посредством дифференциальной сканирующей калориметрии (DSC).
Для DSC-анализа смешанные фторполимерные композиции готовили следующим образом. Заданные количества водных дисперсий фторполимеров смешивали в воздушной атмосфере в смесителе в течение 30 минут для обеспечения гомогенности смеси дисперсий. Смесь перемешивали при низком или среднем усилии сдвига для предотвращения коагуляции смешанной дисперсии. Используя пластмассовую глазную пипетку, помещали известную массу смешанной дисперсии в предварительно взвешенную сушильную чашку. Дисперсии сушили в печи при 100°С в течение 30 минут, а оставшийся порошок затем сушили при 200°С в течение дополнительных 30 минут. После охлаждения высушенного порошка до комнатной температуры его взвешивали и рассчитывали процентное содержание твердых веществ в смешанной дисперсии. После этого порошок смешанных фторполимеров был готов для DSC-анализа.
Для DSC-анализа 10 мг (±1 мг) высушенного порошка помещали в алюминиевую чашку для DSC-образцов, которую затем закрывали стандартной крышкой. Циклы нагревания и охлаждения при DSC были следующими: (1) нагрев до 400°C со скоростью 15,0°C/мин; (2) изотермическое состояние в течение 1,00 мин; (3) нагрев до 135°С со скоростью 15,0°C/мин; (4) изотермическое состояние в течение 1,00 мин; (5) нагрев до 400°С со скоростью 15,0°C/мин; и (6) воздушное охлаждение.
Пики плавления были получены в процессе нагревания по п.(1). Пики кристаллизации был получены в процессе охлаждения по п.(3). Вторые пики плавления были получены в процессе нагревания по п.(5).
b. Угол смачивания
Композиции согласно настоящему изобретению, когда их наносят на подложку (либо непосредственно на подложку, либо на нижележащее покрытие) или когда из них образуют пленку, демонстрируют угол смачивания, равный, по меньшей мере, 100° в воде, и могут иметь угол смачивания, равный, по меньшей мере, 110°, 120°, 125°, 130° или 135°, и могут иметь угол смачивания в любом диапазоне, ограниченном этими значениями и/или значениями, указанными в Примерах, описанных в настоящем документе, как было измерено для капли воды по отношению Юнга. Угол смачивания можно измерять согласно ASTM D7334-08 любым коммерчески доступным инструментом, таким как система «Drop Shape Analysis» (DSA10), доступная у Kruss GmbH (Гамбург, Германия).
c. Блеск
Композиции согласно настоящему изобретению, когда их наносят на подложку (либо непосредственно на подложку, либо на нижележащее покрытие) или когда из них образуют пленку, демонстрирует замеренный блеск (в % отражения), составляющий не менее 10, и могут иметь замеренный блеск, равный, по меньшей мере, 15, 25, 30, 35, 40 или 45, и могут иметь замеренный блеск в пределах любого диапазона, ограниченного этими значениями или значениями, указанными в примерах, описанных в настоящем документе, когда его измеряют при 60° любым подходящим коммерчески доступным инструментом, таким как блескомер Microgloss 60°, доступный у Byk-Gardner, согласно следующим стандартам: BS3900/D5, DIN EN ISO 2813, DIN 67530, EN ISO 7668, ASTM D523, ASTM D1455, ASTM C346, ASTM C584, ASTM D2457, JIS Z 8741, MFT 30064, TAPPI T 480. Единицы измерения выражают в % отражения.
d. Карандашный тест
Протокол карандашного теста является нижеследующим.
1. Оборудование и материалы
1.1. Комплект карандашей разной твердости от 4В (самый мягкий) до 8Н (самый твердый). Можно также применять грифельные стержни в механических держателях.
1.2. Экстра-тонкая наждачная бумага (№ 400).
1.3. Точилка для карандашей, предпочтительно чертежного типа, которая удаляет только древесину и образует тупой, незаостренный грифель.
2. Процедура
2.1. Расположить карандаши в порядке от самого мягкого к самому твердому. Порядок карандашей представлен ниже в таблице; каждый из них соответствует числу, которое можно использовать для статистического анализа результатов, как в примере 1, где 4В является самым мягким, а 8Н является самым твердым:
2.2. Заточить карандаши. Если возможно, следует удалять только древесину, не заостряя грифель. В этом нет необходимости, если применяют грифели в механических держателях.
2.3. Поместить наждачную бумагу на гладкую плоскую поверхность. Удерживая карандаш как можно более вертикально на наждачной бумаге, затереть кончик грифеля, сделав его совершенно круглым и плоским. Края кончика должны быть острыми, образующими угол 90° с боковыми сторонами грифеля. Легким прикосновением пальца или мягкой ткани удалить избыток грифельной пыли.
2.4. Прочно удерживать объект с нанесенным покрытием на плоской поверхности. Выбрать карандаш, который, предположительно, является более твердым, чем испытуемое покрытие. Удерживая карандаш в положении, обычном для письма, поместить его кончик на объект с нанесенным покрытием, образуя с плоскостью покрытия угол 45°.
2.5. Сильно нажимая карандашом под углом 45°, провести одну ровную 5-см линию. Целью является проникновение сквозь покрытие и отделение его от подложки. Если грифель обламывается, испытание останавливают.
2.6. Обследовать покрытие. Если карандаш прорезал или продавил покрытие, следует выбрать следующий более мягкий карандаш и повторить пп.2.4 и 2.5 до тех пор пока очередь не дойдет до карандаша, который не проникает сквозь покрытие.
3. Оценка.
3.1. Степень твердости покрытия является равной твердости первого карандаша, который не проникает сквозь покрытие и не продавливает его.
4. Меры предосторожности
4.1. Необходимо править кончик грифеля для каждого испытания. На практике было бы возможно использовать грифель дважды при каждой правке, поворачивая его на 180° и используя противоположный край. Оценивая твердость покрытия, для воспроизводимости желательно проводить два теста для каждого карандаша.
4.2. Указать подложку, на которой проведен тест. Покрытия, нанесенные на мягкие подложки (такие как алюминий), будут иметь слегка меньшую твердость по карандашной шкале, чем на твердых стальных подложках.
4.3. Следует удостовериться в том, что покрытие нанесено в виде пленки с правильной толщиной. Покрытия будут иметь слегка более высокую эффективную твердость, если они нанесены в виде пленки с малой толщиной, особенно если подложкой является сталь.
4.4. Указать температуру, при которой проведен тест. Покрытия становятся более мягкими при повышенной температуре.
5. Ссылки
5.1. ASTM D-3363
5.2. BS Au 148 Часть 6
Примеры
Нижеследующие неограничивающие примеры иллюстрируют различные особенности и характеристики настоящего изобретения, что не следует истолковывать как ограничение только этими особенностями и характеристиками. Во всех примерах и иных разделах настоящего документа процентные доли даны по массе, если не указано иначе.
Пример 1
Первый вариант осуществления
Фторполимерные смеси с множественными MPF (LPTFE/MPF1/MPF2)
Основные и термические свойства
В этом примере, смеси готовили, включая следующие компоненты, как описано выше: по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF, но не включая HPTFE. Два MPF, использованные в этом примере, представляли собой FEP и PFA. Смеси в это примере получали, смешивая водные дисперсии компонентов, и смеси, полученные в результате этого, затем растягивали в пленки для измерения блеска и угла смачивания и характеризации в карандашном тесте, а для термического анализа их коагулировали и сушили для DSC-измерений, как обсуждалось выше в Разделе VII.
Для испытаний с определением блеска, угла смачивания и твердости по карандашной шкале использовали панели, полученные следующим образом. В смесях Mix А и Mix В значение для деионизированной воды (DIW) появляется более одного раза, поскольку она может происходить из нескольких компонентов в этих смесях.
1. Приготовить жидкую смесь MPF и LPTFE в желательных соотношениях.
2. К смеси, созданной на стадии 1, добавить композицию. Использовать следующую композицию и процентные доли, указанные ниже в таблице, для изготовления смесей, предназначенных для растяжения, применяя следующую процедуру.
a. Приготовить смесь дисперсий. Рассчитать % твердых веществ в этой смеси.
b. Разделить этот % твердых веществ на 35.
c. Вычесть 1,15. Результат представляет собой объемный % воды, которую следует добавить к дисперсионной смеси.
d. Добавить 15 объемных % дисперсионного раствора, показанного ниже в таблице.
e. Добавить количество воды, рассчитанное по п.3.
f. Добавить триэтаноламин в количестве, составляющем 0,4% от общего объема.
3. Осторожно перемешать смесь, избегая образования воздушных пузырей.
4. Пипеткой нанести небольшое количество на обезжиренную алюминиевую панель.
5. Ровным осторожным движением распределить покрытие по панели, используя 75-мкм жидкостной аппликатор типа Bird.
6. Прогреть пластину в течение приблизительно 5-10 минут при 200°F (93°С).
7. Переместить пластину в зону 400°F (204°С) и прогреть в течение дополнительных 3-5 минут.
8. Прокалить панель в течение 10 минут при 750°F (400°С).
Дисперсионный раствор
Таблица 1, приведенная ниже, представляет собой сводку данных о смесях, испытанных в этом примере. В таблице 1 термин «общие MPF» означает общее количество MPF, которые представляют собой FEP, PFA или комбинацию вышеуказанных полимеров, где использованный FEP представлял собой TE 9568 FEP (55,6% твердого вещества), доступный у DuPont, а использованный PFA представлял собой TE 7224 PFA (58,6% твердого вещества), каждый из которых описан выше в Разделе IV. Термин «LPTFE» означает общее количество LPTFE, где использованные LPTFE представляли собой SFN-D, доступный у Chenguang R.I.C.l, Chengdu, 610036 P.R. China, и TE3887Ν, доступный у DuPont, каждый из которых описан выше в Разделе II. Термины «Корд. LPTFE» и «Корд. MPF» представляют собой координаты композиции на композиционных графиках XX-YY фиг.19-30.
Фторполимерные смеси
Наблюдавшиеся данные приведены ниже в таблице 2, где:
БЛЕСК = замеренный блеск, как описано выше в Разделе VII;
НОРМ БЛЕСК = нормализованный блеск, рассчитанный по формуле:
[блеск - минимальный (блеск)]/[максимальный (блеск) - минимальный (блеск)];
УГОЛ СМАЧИВАНИЯ (УС) = угол смачивания, как описано выше в Разделе V;
НОРМ УС = нормализованный угол смачивания, рассчитанный по формуле:
[угол смачивания - минимальный (угол смачивания)]/[максимальный (угол смачивания) - минимальный (угол смачивания)];
КАРАНДАШ = результат измерения в карандашном тесте, как описано выше в разделе VII, где значение, приведенное ниже в Таблице 2, представляет собой среднее значение числа измеренных результатов, как указано выше в таблице 1 в столбце «количество данных»;
НОРМ КАРАНДАШ = нормализованный результат измерения в карандашном тесте, рассчитанный по формуле:
[карандаш - минимальный (карандаш)]/[максимальный (PENCIL) - минимальный (карандаш)];
НОРМ мин повторный расплав = нормализованное значение «мин повторный расплав», рассчитанное по формуле:
[мин повторный расплав - минимальный (мин повторный расплав)]/[максимальный (мин повторный расплав) - минимальный (мин повторный расплав],
где «мин повторный расплав» означает температуру, соответствующую самому нижнему пику повторного плавления для данного образца;
НОРМ (УС, Блеск, Твердость) = среднее значение (НОРМ УС, НОРМ карандаш и НОРМ БЛЕСК); и
НОРМ (повторный расплав, УС, Блеск, Твердость) = среднее значение (НОРМ УС, НОРМ карандаш, НОРМ Блеск и НОРМ мин повторный расплав).
Наблюдавшиеся данные
Из данных, представленных в таблице 2, можно видеть, что некоторые из трехкомпонентных смесей имеют, как правило, лучшие свойства (такие как более сильный блеск, больший угол смачивания и большая твердость по карандашной шкале), чем другие смеси.
Термические данные для первого плавления, сплавления и второго плавления (повторного плавления) сведены в таблицах 3, 4 и 5, соответственно.
DSC-данные по первому плавлению
Таблица 3 показывает первую температуру плавления (°С) и теплоту плавления (ΔΗ, Дж/г) для различных смесей таблицы 1. Следует отметить, что различные компоненты демонстрируют свои точки плавления в смесях при температурах, типичных для их химической природы, т.е. FEP примерно при 255-260°C, PFA примерно при 312-314°C, а LPTFE примерно при 324-328°C. В таблице 4 численные обозначения (т.е. «1» в обозначении «Сплавление 1» и «DH сплавления 1») указывают номера пиков на термограммах DSC от самой низкой до самой высокой температур плавления.
DSC-данные для пиков сплавления
DSC-данные второго плавления
В таблицах 4 и 5 численные обозначения (т.е. «1» в обозначении «Второе плавление 1» и «DH второго плавления 1») указывают номера пиков на термограммах DSC от самой низкой до самой высокой температур плавления. Данные в таблицах 4 и 5 показывают, что в случае многих 3-компонентных смесей после первого плавления многие из компонентов фактически утрачивают свои термические признаки; в частности, низкие точки плавления, ассоциированные с FEP, являются фактически утраченными для многих из показанных смесей. Это явление зеркально повторяется для пиков повторного плавления, показанных в таблице 2, где несколько смесей утрачивают свои признаки, обусловленные FEP (например, образцы 49-50).
Полагают, что термические данные, демонстрируемые такими смесями, свидетельствуют об экстенсивном и тонком смешивании различных компонентов, приводящем к образованию некоторого типа сплава фторполимеров. Для этих композиций характерно уникальное сочетание блеска, угла смачивания водой и твердости, что иллюстрируется нормализованными данными таблицы 2.
В этой связи, данные, представленные выше в таблице 2, показывают, что для многих смесей обычно характерны более высокие значения составных переменных, включая «НОРМ (УС, Блеск, Твердость)» и «НОРМ (Повторное плавление, УС, Блеск, Твердость)». В частности, образец 21 имеет превосходное сочетание свойств с повышенной твердостью, но без ощутимых признаков FEP, чем обусловливается высокая температура повторного плавления. Эти композиции будут пропитывать кроющие системы, придавая им желательные свойства, основанные на этих характеристиках, как показано другими примерами, представленным в настоящем документе.
Полученные данные также объединены на фиг.19-30. Фиг.19 разъясняет строение фиг.20-30: они представляют собой две существенно сопряженные диаграммы тройных смесей вдоль оси PFA:FEP (оси Y). Начало координат соответствует 100% PFA (TE7224), отрицательные значения на оси Х представляют увеличивающиеся массовые доли SFN-D (LPTFE). 100% FEP, соответствующие координатам (0,1), представляют собой 100% ΤΈ9568. Как можно было бы предположить, фиг.20-30 часто показывают симметрию относительно оси Y, но это не является абсолютным признаком, отражающим влияние различных LPTFE на желательные свойства определенных композиций. Далее данные, представленные на фиг.20-30, обсуждаются более подробно.
Фиг.20 показывает блеск покрытия как функцию состава; имеются 3 главные области, в которых композиция обладает повышенным блеском: A) 50-85% FEP, 1-40% LPTFE и 15-50% PFA; B) 5-40% FEP, 30-55% LPTFE и 40-95% PFA; и C) 5-40% FEP, 1-40% LPTFE и 1-40% PFA.
Фиг.21 показывает угол смачивания покрытия водой как функцию состава. Главная область, в которой композиция обладает повышенным значением угла смачивания, является следующей: 1-40% FEP, 30-100% LPTFE и 0-60% PFA.
Фиг.22 показывает твердость покрытия по карандашной шкале как функцию состава. Главная область, в которой композиция обладает повышенной твердостью по карандашной шкале, является следующей: 10-90% FEP, 1-80% LPTFE и 1-50% PFA.
Фиг.23 и фиг.24 представляют собой нормализованную диаграмму для среднего значения угла смачивания, блеска, твердости по карандашной шкале и минимальной температуры повторного плавления, которые рассчитывают следующим образом:
БЛЕСК = измеренный блеск,
НОРМ БЛЕСК = нормализованный блеск, рассчитанный по формуле:
[Блеск - минимальный (Блеск)]/[максимальный (Блеск) - минимальный (Блеск)];
УГОЛ СМАЧИВАНИЯ (УС) = угол смачивания в воде
НОРМ УС = нормализованный угол смачивания, рассчитанный по формуле:
[Угол смачивания - минимальный (Угол смачивания)]/[максимальный (Угол смачивания) - минимальный (Угол смачивания)];
КАРАНДАШ = значения, замеренные при проведении карандашного теста, как описано в Разделе VII
НОРМ КАРАНДАШ = нормализованные значения, замеренные при проведении карандашного теста, рассчитанные по формуле:
[КАРАНДАШ - минимальный (КАРАНДАШ)]/[максимальный (КАРАНДАШ) - минимальный (КАРАНДАШ)];
НОРМ мин повторного плавления = нормализованное значение «мин повторного плавления», рассчитанное по формуле:
[мин повторного плавления - минимальный (мин повторного плавления)]/[максимальный (мин повторного плавления) - минимальный (мин повторного плавления)],
где «мин повторного плавления» представляет собой температуру самого низкого пика повторного плавления для данного образца;
НОРМ (УС, Блеск, Твердость) = среднее значение (НОРМ УС, НОРМ КАРАНДАШ и НОРМ БЛЕСК); и
НОРМ (Повторное плавление, УС, Блеск, твердость) = среднее значение (НОРМ УС, НОРМ КАРАНДАШ, НОРМ БЛЕСК и НОРМ мин повторного плавления).
Фиг.23 показывает желательные области с повышенным значением «НОРМ(УС, Блеск, Твердость)» в трех регионах композиции: A) 10-40% LPTFE, 50-70% FEP и 30-50% PFA; B) 5-40% LPTFE, 20-40% FEP и 60-85% PFA; C) 20-80% LPTFE, 5-35% FEP и 60-95% PFA. Фиг.24 показывает желательные области с повышенным значением «НОРМ(УС, Блеск, твердость, минимальная температура повторного плавления)» при 0-80% LPTFE, 5-30% FEP и 70-95% PFA.
Фиг.25a, 25b и 25c показывают число пиков ДСК, наблюдавшихся при первом плавлении, сплавлении и втором плавлении, соответственно. Можно видеть, что количества наблюдавшихся DSC-пиков уменьшаются с каждым плавлением полимерной смеси, что свидетельствует об уменьшении числа присутствующих фаз и о наличии смешанных фаз, т.е. о сплавлении.
Фиг.26 представляет разность между общей энтальпией сплавления и общей энтальпией первого плавления, а фиг.27 показывает разность между общей энтальпией повторного плавления и энтальпией первого плавления (в Дж/г). Оба эти графика показывают области, где общая кристалличность образца увеличивалась после плавления (где значения являются положительными). Области наибольшего увеличения часто характеризуются уменьшением числа пиков плавления; дополнительное свидетельство образования новых более кристалличных фаз, обусловленных более тонким перемешиванием фторполимерных компонентов. Эти более кристалличные фазы находятся в областях, соответствующих тем областям, которые связаны с повышенными нормализованными значениями характеристик, как это продемонстрировано на фиг.23-24, т.е. 10-85% LPTFE, 5-30% FEP и 70-95% PFA. Фиг.28 показывает минимальную температуру первого плавления, фиг.29 показывает минимальную температуру сплавления, а фиг.30 показывает минимальную температуру повторного плавления. Простое сравнение фиг.28-30 показывает, что минимальная температура повторного плавления обычно увеличивается после дополнительного плавления; в частности, пик плавления FEP (как правило, более низкотемпературный) становится менее заметным, а во многих случаях он фактически отсутствует. Области, связанные с этими термограммами, обычно также соответствуют областям улучшенных свойств, обсуждавшихся выше.
Сводка данных об избранных 3-компонентных (2 MPF и LPTFE) композициях с желаемыми свойствами
Из таблицы 6 можно сделать вывод о том, что избранные 3-компонентные (два MPF, один LPTFE) системы имеют следующий состав: 10-64% FEP, 16-64% PFA и 20-60% LPTFE. Предпочтительно, 12-24% FEP, 24-64% PFA и 20-60% LPTFE. И наиболее предпочтительно, 12-16% FEP, 24-48% PFA и 40-60% LPTFE.
Композиция 21 является особенно примечательной, поскольку она имеет минимальную температуру повторного плавления, равную 299,3°C, и хотя она содержит 12% FEP, у нее исчез пик плавления FEP (следует отметить, что его первая температура плавления составляла 260,16°C), что указывает на то, что он теперь содержится в смешанной фазе или в сплаве. В дополнение к этому, композиция 21 является весьма твердой, обладает сильным блеском и имеет очень большой угол смачивания в воде.
Пример 2
Второй вариант осуществления
Фторполимерные смеси с множественными MPF (HPTFE/LPTFE/MPF1/MPF2)
Основные и термические свойства
Как определено в этом примере, «4-компонентная» смесь содержит все компоненты из следующей группы, как описано выше: по меньшей мере, один HPTFE, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF. Два MPF, применяемые в этом примере, представляют собой FEP и PFA. Смеси в этом примере получали посредством смешивания водных дисперсий компонентов, и смеси, полученные в результате этого, затем растягивали в пленки для измерения блеска и угла смачивания и характеризации в карандашном тесте, а для термического анализа их коагулировали и сушили для DSC-измерений, как обсуждалось выше в Разделе VII.
Для испытаний с определением блеска, угла смачивания и твердости по карандашной шкале использовали панели, приготовленные следующим образом. В смесях Mix А и Mix В значение для деионизированной воды (DIW) появляется более одного раза, поскольку она может происходить из нескольких компонентов в этих смесях.
1. Приготовить жидкую смесь MPF, LPTFE и HPTFE в желательных соотношениях.
2. К смеси, созданной на стадии 1, добавить необходимую композицию. Для изготовления смесей, предназначенных для растяжения, использовать следующие композиции и процентные доли, применяя следующую процедуру.
3. Для PFA использовать Mix B (см. ниже) без PFA. Количество, полученное на стадии 1, умножить на 2/3.
4. Для FEP использовать Mix A (см. ниже) без FEP. Количество, полученное на стадии 1, умножить на 0,70.
5. Осторожно перемешать смесь, избегая образования воздушных пузырей.
6. Пипеткой нанести небольшое количество на обезжиренную алюминиевую пластину.
7. Ровным осторожным движением распределить покрытие по панели, используя 75-мкм жидкостной аппликатор типа Bird.
8. Прогреть пластину в течение приблизительно 5-10 минут при 200°F (93°С).
9. Переместить пластину в зону 400°F (204°С) и прогреть в течение дополнительных 3-5 минут.
10. Прокалить пластину в течение 10 минут при 750°F (400°С).
Mix A
Mix B
Таблица 7, приведенная ниже, представляет собой сводку данных о смесях, испытанных в этом примере, где столбец «число данных» указывает число повторений записи термограммы, и поэтому все данные представляют собой средние значения для этих повторений. Для 4-компонентных смесей было сделано 4 записи (образцы 22, 23, 30 и 31, соответственно). В таблице 7 термин «общие MPF» означает общее количество MPF, которые представляют собой FEP, PFA или комбинацию вышеуказанных полимеров, где использованный FEP представлял собой TE 9568 FEP (55,6% твердого вещества), доступный у DuPont, а использованный PFA представлял собой TE 7724 PFA (58,6% твердого вещества), каждый из которых описан выше в Разделе IV. Термин «общие LPTFE» означает общее количество LPTFE, где использованные LPTFE представляли собой SFN-D, доступный у Chenguang R.I.C.l, Chengdu, 610036 P.R. China, и TE3887Ν, доступный у DuPont, каждый из которых описан выше в Разделе II. «Термин HPTFE» означает использованный HPTFE, который представлял собой D310, доступный у Daikin.
Фторполимерные смеси
Наблюдавшиеся данные приведены ниже в таблице 8, где:
БЛЕСК = замеренный блеск, как описано выше в Разделе VII;
НОРМ БЛЕСК = нормализованный блеск, рассчитанный по формуле:
[блеск - минимальный (блеск)]/[максимальный (блеск) - минимальный (блеск)];
УГОЛ СМАЧИВАНИЯ (УС) = угол смачивания, как описано выше в Разделе VII;
НОРМ УС = нормализованный угол смачивания, рассчитанный по формуле:
[угол смачивания - минимальный (угол смачивания)]/[максимальный (угол смачивания) - минимальный (угол смачивания)];
КАРАНДАШ = результат измерения в карандашном тесте, как описано выше в разделе VII, где значение, приведенное ниже в таблице 7, представляет собой среднее значение числа измеренных результатов, как указано выше в таблице 6 в столбце «число данных»;
НОРМ КАРАНДАШ = нормализованный результат измерения в карандашном тесте, рассчитанный по формуле:
[карандаш - минимальный (карандаш)]/[максимальный (PENCIL) - минимальный (карандаш)];
НОРМ мин повторный расплав = нормализованное значение «мин повторный расплав», рассчитанное по формуле:
[мин повторный расплав - минимальный (мин повторный расплав)]/[максимальный (мин повторный расплав) - минимальный (мин повторный расплав],
где «мин повторный расплав» означает температуру, соответствующую самому нижнему пику повторного плавления для данного образца;
НОРМ (УС, Блеск, Твердость) = среднее значение (НОРМ УС, НОРМ карандаш и НОРМ БЛЕСК); и
НОРМ (повторный расплав, УС, Блеск, Твердость) = среднее значение (НОРМ УС, НОРМ карандаш, НОРМ Блеск и НОРМ мин повторный расплав).
Наблюдавшиеся данные
Из данных, представленных в таблице 8, можно видеть, что 4-компонентных смеси имеют, как правило, лучшие свойства (такие как более сильный блеск, больший угол смачивания и большая твердость по карандашной шкале), чем другие смеси.
Термические данные для первого плавления, сплавления и второго плавления (повторного плавления) сведены в таблицах 9, 10 и 11, соответственно.
DSC-данные для первого плавления
Таблица 9 показывает первую температуру плавления (°С) и теплоту плавления (ΔΗ, Дж/г) для различных смесей таблицы 7. В таблице 9 численные обозначения (т.е. «1» в обозначении «DH первого плавления 1») указывают номера пиков на термограммах DSC от самой низкой до самой высокой температур плавления. Следует отметить, что различные компоненты демонстрируют свои точки плавления в смесях при температурах, типичных для их химической природы, т.е. FEP примерно при 255-260°C, PFA примерно при 312-314°C, LPTFE примерно при 324-328°C, а HPTFE примерно при 330-340°C.
DSC-данные пика сплавления
DSC-данные второго плавления
В таблицах 10 и 11 численные обозначения (т.е. «1» в обозначении «Сплавление 1» и «DH второго плавления 1») указывают номера пиков на термограммах DSC от самой низкой до самой высокой температур плавления.
Однако данные в таблицах 10 и 11 показывают, что в случае 4-компонентных смесей после первого плавления многие из компонентов фактически утрачивают свои термические признаки; в частности, низкие точки плавления, ассоциированные с FEP, являются фактически утраченными для трех из четырех показанных 4-компонентных смесей (см. термограммы образцов 22, 23 и 31). Для двух из этих смесей также фактически утрачен пик PFA на термограмме сплавления, т.е. термограммы образцов 22 и 31 и данные по сплавлению выявляют только один пик сплавления у этих материалов. Это явление зеркально повторяется для пиков повторного плавления, показанных в таблице 11. Существенно, что после первого плавления практически все, что остается для сплавления и повторного плавления, представляет собой один пик при температуре, нормально соответствующей PTFE. Это весьма примечательно, поскольку, например, в случае образца 22 36% массы композиции приходится либо на FEP, либо на PFA, которым соответствуют значительно более низкие точки плавления.
Полагают, что термические данные, демонстрируемые 4-компонентными смесями, свидетельствуют об экстенсивном и тонком смешивании различных компонентов, приводящем к образованию некоторого типа сплава фторполимеров. Для этих композиций характерно также уникальное сочетание блеска, угла смачивания водой и твердости, что иллюстрируется нормализованными данными таблицы 8.
В этой связи, данные, представленные выше в таблице 8, показывают, что для 4-компонентных смесей (см. термограммы 22, 23, 30 и 31) характерны более высокие значения составных переменных, включая «НОРМ (УС, Блеск, Твердость)» и «НОРМ (Повторное плавление, УС, Блеск, Твердость)». Эти композиции будут пропитывать кроющие системы, придавая им желательные свойства, основанные на этих характеристиках, как продемонстрировано другими примерами, представленным в настоящем документе.
Показательные реальные графики DSC определенных композиций, указанных в таблицах 8-10, даны на фиг.1-18 и в объединенном виде представлены ниже в таблице 12.
Фторполимерные смеси, DSC-термограммы которых показаны на фиг.1-18
ние и сплавление
Более тщательное изучение этих графиков позволяет обнаружить, что в большинстве случаев следы минорных пиков, соответствующих PFA и FEP, можно найти даже для 4-компонентных смесей при сплавлении и повторном плавлении (за исключением термограмм образца 31) (фиг.6-7). Однако, как правило, у 4-компонентных смесей эти минорные пики очень малы (а на термограмме образца 31 они вообще отсутствуют), что указывает на то, что в своей большей части эти компоненты каким-то образом стали ассоциированными с PTFE, присутствующим в смеси. Как отмечено выше, было найдено, что такие смеси демонстрируют исключительные свойства, как показано выше в таблице 12.
Таблица 12B представляет сводку данных для 4-компоннентных смесей, которые обладали желаемыми свойствами, о чем можно заключить по максимальным наблюдаемым значениям параметра НОРМ(повторное плавление, УС, блеск, твердость).
Избранные 4-компонентные фторполимерные смеси
Из таблицы 12В можно видеть, что избранные 4-компонентные смеси содержат 16-60% LPTFE, 1-30% FEP, 1-30% PFA и 1-60% HPTFE или, более конкретно, 16-60% LPTFE, 8-18% FEP, 8-18% PFA и 40-60% HPTFE.
Образец 31 демонстрирует выдающееся сочетание сильного блеска, большого угла смачивания и повышенной твердости.
Пример 3
Композиции для покрытия и нанесение на эластичную подложку, например, на стеклоткань
В этом примере, композиции для покрытия получали из смешанных фторполимеров, включая HPTFE, LPTFE и два химически разных MPF. Эти композиции для покрытия наносили в виде покрытия на стеклоткань поверх грунтовочных покрытий и/или промежуточных покрытий, и кроющую систему, полученную в результате этого, испытывали на устойчивость к истиранию, антиадгезивные свойства и другие свойства, как описано в остальных примерах.
Рецептуры грунтовочного покрытия и промежуточных покрытий приведены в таблицах 13А и 13В, соответственно, где они представлены в виде долей влажной массы, а компоненты верхних покрытий, указанные в таблице 13С, представлены в виде долей сухой массы, причем в каждом покрытии имеется одно верхнее покрытие.
Рецептуры грунтовочных покрытий
Рецептуры промежуточных покрытий
Рецептуры верхних покрытий
Фторполимерные компоненты верхних покрытий были следующими:
PTFE (HPTFE) - Daikin D310, 60% твердых веществ.
PFA - du Pont PFA TE7224, партия № 0804330005, 58,6% твердых веществ.
FEP - du Pont FEP TE9568, 54,0% твердых веществ.
LPTFE - SFN-D, Chenguang, с тем исключением, что верхнее покрытие F(45) было произведено с микропорошком Dyneon 9207 TF PTFE.
Все композиции для покрытия из этой группы смешивали, используя стандартную мешалку при среднем усилии сдвига в течение 5-7 минут. Все перемешанные покрытия наносили на стеклоткань в лаборатории, применяя распределительные аппликаторные планки. Сорта стеклотканой подложки указаны выше в таблице 12А, производители - PD Interglas или Porcher Industries. Подложку с нанесенным покрытием высушивали в течение 2 минут в лабораторной тупиковой сушилке, настроенной на 260°C (500°F), после чего в течение 2 минут отверждали в лабораторной тупиковой сушилке, настроенной на 400°C (752°F).
F(Контроль A) представлял собой стандартный продукт, произведенный AFC (Advanced Flexible Composites) с использованием традиционных дисперсий PTFE; этот образец не подвергали никаким модификациям и на него не наносили никаких дополнительных покрытий. Все грунтовочные покрытия, промежуточные покрытия и PTFE верхнего покрытия в контрольных образцах представляли собой стандартные дисперсии PTFE. F(Контроль B, C и D) представляли собой стандартные продукты, произведенные AFC (Advanced Flexible Composites) с использованием традиционных дисперсий PTFE, с одним дополнительным верхним покрытием, как указано в таблице 13С.
Пример 3A
Определение шероховатости, блеска и угла смачивания
В этом примере определяли шероховатость, блеск и угол смачивания покрытий. Протоколы испытаний были следующими.
Шероховатость. Согласно EN ISO 13565, применяли детектор шероховатости поверхности (профилометр) щупового типа, оснащенный анализатором, который предоставляет трассирование поверхности, такой как Mitutoyo Surftest 402, доступный у Mitutoyo Canada, 2121 Meadowvale Blvd, Mississauga, Toronto, Ontario, ON L5N 5NI и профилометр и анализатор Perthometer M2P/M3P/M4P (Mahr GmbH Carl-Mahr-Str. 1, D-37073 Gottingen, Germany). Эти инструменты измеряют Ra (среднеарифметическое отклонение профиля шероховатости, измеренное в миронах) и Рс (число пиков). Процедура состоит в следующем. Во-первых, подготавливают измеряемый образец. Вследствие конфигурации большинства детекторов, для получения плоской поверхности, доступной для детектора, может потребоваться разрезание образца. Охватываемый детектором диапазон шероховатости устанавливают на уровень, находящийся несколько выше предполагаемого уровня измеряемой шероховатости. Устанавливают длину трассировочного пути, масштаб шкалы и единицы измерения (английские или метрические). Детектор калибруют по инструкции изготовителя, используя известный референсный стандарт. Таким же образом измеряют шероховатость поверхности образца. Проводят не менее 6 измерений.
Блеск. Измерения блеска проводят с использованием прибора Miniglossmeter 110V 20°-60°, доступного у Sheen Instruments, под углом 60°. Этот блескомер удовлетворяет следующим стандартам: BS3900/D5, DIN EN ISO 2813, DIN 67530, EN ISO 7668, ASTM D523, ASTM D1455, ASTM C346, ASTM C584, ASTM D2457, JIS Z 8741, MFT 30064, TAPPI T 480. Единицы измерения выражают в процентах отражения.
Угол смачивания. Угол смачивания измеряли для капли воды и выражали в градусах, как определено стандартом ASTM D7334-08, применяя систему «Drop Shape Analysis» (DSA10), доступную у Kruss GmbH, Гамбург, Германия, по отношению Юнга.
Результаты приведены ниже в таблице 14:
Шероховатость, блеск и угол смачивания
Результаты, приведенные выше в таблице 14, показывают значительное улучшение гладкости, усиление блеска и увеличение угла смачивания водой для композиций для покрытия, изготовленных согласно первому и второму вариантам осуществления настоящего изобретения, при нанесении на эластичные стеклянные подложки по сравнению с контрольными верхними покрытиями.
Пример 3B
Испытание на истирание при возвратно-поступательном движении
Испытание на истирание при возвратно-поступательном движении (RAT) проводили на каждом покрытии по протоколу испытаний, приведенному в конце данного примера. Результаты представлены ниже в таблице 15.
Испытание на истирание при возвратно-поступательном движении
Результаты, представленные в вышеприведенной таблице, показывают 300%-ное улучшение устойчивости к линейному истиранию у верхних покрытий, изготовленных в соответствии с первым и вторым вариантами осуществления настоящего изобретения и нанесенных на эластичные стеклянные подложки, по сравнению с контрольным верхним покрытием А.
Испытание на истирание при возвратно-поступательном движении
Испытание на истирание при возвратно-поступательном движении проводили, основываясь на полном протоколе, приведенном ниже, со следующими изменениями: (1) образец с нанесенным покрытием испытывали до обнажения 10% подложки; (2) испытание проводили с трехкилограммовым грузом при температуре окружающей среды; и (3) абразивные подушки Scotchbrite 3M (7447) сменяли после каждой тысячи циклов.
Полный протокол испытаний состоит в следующем:
Сущность испытания. Это испытание измеряет устойчивость покрытий к истиранию при возвратно-поступательном движении абразивной подушки Scotch-Brite. Испытание подвергает покрытие истиранию при возвратно-поступательном движении. Испытание представляет собой меру продолжительности эксплуатации покрытий, подвергаемых истиранию и другим подобных формам повреждения, вызываемых процессом чистки. TM 135C является специфичной для испытательной аппаратуры, изготавливаемой Whitford Corporation of West Chester, PA. Но ее применение возможно и в других аналогичных способах испытаний, таких как способ, описанный в British Standard 7069-1988.
Оборудование и материалы
(1) Испытательная машина, способная удерживать абразивную подушку Scotch-Brite определенного размера у испытуемой поверхности с фиксированной силой и способная придавать возвратно-поступательные движения этой подушке на дистанции 10-15 см (4-6 дюймов). Сила прилагается за счет веса свободно закрепленного нагруженного держателя, который задает и перемещение. Машину следует оснастить счетчиком (предпочтительно, способным автоматически выключать ее после заданного числа циклов).
(2) Абразивные подушки Scotch-Brite требуемой истирающей способности, вырезанные до требуемого размера. Абразивные подушки Scotch-Brite производит компания 3M, Abrasive Systems Division, St Paul, MN 55144-1000. Подушки выпускают с различными уровнями истирающей способности, маркируемыми следующим образом:
Минимум - 7445, 7448, 6448, 7447, 6444, 7446, 7440, 5440-Максимум
Абразивные подушки Scotch-Brite можно применять при температурах до 150°C (300°F). Можно применять эквивалентные абразивные подушки.
(3) Нагревательная плитка для подогревания испытуемых образцов. (Необязательно)
(4) Раствор детергента или масло для проведения испытания с жидкостью. (Необязательно)
Процедура
Перед началом испытания следует определить конечную точку. Обычно конечную точку определяют по времени обнажения некоторого количества подложки. Однако конечную точку можно определять и как конкретное число ударов, даже если подложка не обнажена. Авторы настоящего изобретения принимают в качестве стандартного определения конечной точки 10%-ное обнажение подложки на площади, подвергаемой истиранию. Можно применять другие конечные точки.
Испытуемую деталь фиксируют под абразивной подушкой, совершающей возвратно-поступательные движения. Эту деталь следует прочно закрепить винтами, зажимами или лентой. Деталь должна быть как можно более плоской и достаточно длинной, чтобы абразивная подушка не выходила за ее края. Выпуклые части поверхности будут истираться первыми, а выход за края может привести к разрыву абразивной подушки и преждевременному нанесению царапин, следствием чего будет ошибочный результат.
Вырезают фрагмент материала Scotch Brite требуемой истирающей способности точно по размеру «подошвы» держателя. Авторы настоящего изобретения применяют Scotch Brite марки 7447 в качестве стандарта и «подошву» держателя на испытательной машине с диаметром 5 см (2 дюйма). Абразивную подушку прикрепляют снизу «подошвы» держателя. Абразивную подушку Scotch Brite фиксируют на этой «подошве» посредством отрезка «Velcro», приклеенного к нижней части «подошвы».
Если машина имеет регулируемую дистанцию перемещения, ее устанавливают на требуемое значение. Авторы настоящего изобретения используют десятисантиметровую (четырехдюймовую) длину удара в качестве стандарта. Абразивную подушку опускают на поверхность испытуемой детали. Убеждаются, что вес полностью свободен. Авторы настоящего изобретения применяют вес 3,0 кгс в качестве стандартного, но его можно варьировать.
Если машина оснащена счетчиком, его устанавливают на требуемое число ударов. Один удар представляет собой движение в одном направлении. Если машина имеет счетчик без автоматического отключения, за таким счетчиком нужно следить, чтобы выключить машину в нужное время. Машину останавливают через определенные интервалы для смены абразивной подушки. Истирающая способность абразивной подушки меняется (обычно она становится менее эффективной) по мере того, как в ней накапливаются опилки. Авторы настоящего изобретения сменяют абразивные подушки с интервалами в 1000 ударов. Одна тысяча ударов является предпочтительным интервалом между очередными сменами подушек.
Запускают испытательную машину. Ей дают возможность работать до достижения конечной точки или до совершения того числа ударов, после которого требуется смена абразивной подушки.
Испытуемую деталь тщательно обследуют в начале и в конце каждого рабочего периода. При приближении к конечной точке подложка будет становиться заметной сквозь покрытие. Вблизи конечной точки необходимо постоянно следить за состоянием испытуемого образца. Машину останавливают при достижении конечной точки.
Оценка
Записывают следующие параметры испытательной машины:
1. Марку и размер абразивной подушки Scotch-Brite
2. Нагрузку на держатель
3. Число ударов между сменами подушек.
4. Длину удара.
5. Определение конечной точки.
6. Число ударов до достижения конечной точки.
Повторные испытания обеспечивают большую надежность. Указывают, является ли конечная точка единичным результатом или средним значением нескольких результатов.
Приводят описание покрытия, толщину пленки и подложки и способ подготовки поверхности.
Если испытание проводят до конкретного числа ударов, указывают это число. Приводят количественное описание износа образца, т.е. такие показатели, как процент обнажения подложки или число ударов до первого появления обнаженной подложки. Необязательно, указывают толщину пленки и/или массу перед испытанием и после него.
Если испытание проводят при повышенной температуре, записывают температуру испытания. Если его проводят с жидкостью, указывают характеристики этой жидкости.
Примечания/Меры предосторожности
Можно использовать обе стороны абразивной подушки Scotch-Brite. Подушки следует вырезать точно по габаритам «подошвы» держателя. Рваные или зазубренные края или жесткие точки на абразивной подушке будут давать ошибочные результаты. Испытуемые детали должны быть плоскими и свободными от загрязнений или других частиц. Этот способ испытания подобен испытанию на истирание, описанному в Приложении А1 к BS 7069:1988. Когда испытание проводят согласно BS 7069, испытуемые детали погружают в 50 см3 раствора бытового детергента в воде (5 г/л), применяемого для мытья посуды. Испытание проводят в течение 250 циклов, сменяя подушки после каждых 50 циклов.
Пример 3С
Испытание на истирание при возвратно-поступательном движении по Таберу
Испытание на истирание при возвратно-поступательном движении по Таберу проводили согласно ASTM D3389 при следующих условиях: (1) испытание проводили на абразиметре Табера модели 5135 (Taber 5135 Abraser) по методу, при котором учитывают потерю массы; (2) эластичные абразивные круги Calibrase Н18 применяли с нагрузкой 250 гс на каждом плече абразиметра, а поверхность кругов обновляли через каждые 1000 циклов; и (3) показатель абразивного износа по Таберу (TWI) рассчитывали как:
TWI = (Потеря массы в мг)/(число циклов)
Как правило, при испытаниях по Таберу образец (обычно толщиной менее 12,5 мм) помещают на поворотную платформу, которую вращают с предустановленной скоростью. На поверхность образца при определенном давлении опускают два абразивных круга. При вращении поворотной платформы образец приводит в движение абразивные круги (в противоположных направлениях) вокруг горизонтальной оси, смещенной тангенциально от оси вращения образца. Один абразивный круг истирает образец в направлении от центра к периферии, другой - по направлению к центру, а вакуумная система удаляет частицы, отделившиеся во время испытания.
Результаты приведены ниже в таблице 16.
Испытание на истирание при возвратно-поступательном движении по Таберу
Результаты, приведенные выше в таблице 16, свидетельствуют об уменьшении показателя абразивного износа по Таберу у верхних покрытий, изготовленных в соответствии с первым и вторым вариантами осуществления настоящего изобретения, когда их наносят на эластичные стеклянные подложки, что указывает на улучшение устойчивости к истиранию, действующему в перекрестных направлениях, по сравнению с контрольными верхними покрытиями.
Пример 3D
Испытания антипригарных качеств при кулинарной обработке
Испытания антипригарных качеств при кулинарной обработке проводили по протоколам, приведенным ниже, для песочного теста, теста для пиццы, куриных окорочков и яиц. Результатам приписывали ранг от 1 до 5 (1 - невозможно отделить, 5 - превосходное отделение без остатка и без появления окраски).
Песочное тесто. Небольшие круглые фрагменты теста (с приблизительным диаметром 5 см) помещали центрально на подложку с нанесенным покрытием и выпекали в течение 12 минут при 160°С. Образцу давали возможность охлаждаться в течение 5 минут. Степень отделения оценивали по его легкости, наличию остатка и окрашиванию.
Тесто для пиццы. Небольшие круглые фрагменты теста (с приблизительным диаметром 5 см) помещали центрально на подложку с нанесенным покрытием и выпекали в течение 12 минут при 160°С. Образцу давали возможность охлаждаться в течение 5 минут. Степень отделения оценивали по его легкости, наличию остатка и окрашиванию.
Куриные окорочка. Один куриный окорочок помещали центрально на подложку с нанесенным покрытием и запекали в течение 30 минут при 225°С. Образцу давали возможность охлаждаться в течение 5 минут. Степень отделения оценивали по его легкости, наличию остатка и окрашиванию.
Результаты приведены ниже в таблице 17:
Испытания антипригарных качеств при кулинарной обработке
Результаты, представленные в вышеприведенной таблице, показывают, что верхние покрытия, изготовленные согласно первому и второму вариантам осуществления настоящего изобретения и нанесенные на эластичные стеклянные подложки, демонстрируют улучшение антипригарных характеристик, уменьшение окрашивания и облегчение чистки для всех типов испытанных кулинарных изделий по сравнению с контрольными внешними покрытиями.
Пример 3E
Испытание на светопропускание
Испытание на светопропускание проводили, используя фотометр TES 1334, доступный у TES Electronic Corp. of Taipei, Taiwan. Единицей измерения служил люкс (лк).
Образцы закрепляли в двухдюймовой рамке (5 см) перед источником света и замеряли значение в максимуме. Светопропускание выражали в процентах (%), полученных делением измеренного значения в люксах для образца с нанесенным покрытием на значение в люксах для образца без покрытия.
Результаты приведены ниже в таблице 18:
Испытание на светопропускание
Таблица 18 показывает, что верхние покрытия, изготовленные согласно первому и второму вариантам осуществления настоящего изобретения и нанесенные на эластичные стеклянные подложки, демонстрируют увеличение светопропускания по сравнению с контрольными верхними покрытиями.
Пример 3E
Испытание на адгезию
Испытания на адгезию проводили при следующих условиях: (1) испытание проводили на тензиометре Lloyd LRX; (2) образцы шириной 25 мм и длиной 200 мм получали, склеивая 2 полосы ткани с пленкой PFA (температура 375°С, 25 секунд).
Испытание проводили при скорости 100 мм/мин для расстояния 25 мм. Приведены средние результаты трех измерений, в качестве единицы измерения использовали фунты силы на фут.
Результаты представлены ниже в таблице 19:
Испытания на адгезию
Результаты, представленные в таблице 19, показывают, что адгезионные свойства контрольных верхних покрытий либо сохраняются, либо слегка улучшаются в композициях покрытий согласно настоящему изобретению, когда их наносят на эластичные стеклянные подложки, что указывает на то, что добавление композиций для покрытия не мешает адгезии покрытия к подложке.
И наконец, в таблице 20 сведены данные 10 композиций, с которыми были получены желаемые общие свойства верхних покрытий стеклоткани (по порядку от лучших к худшим); в список включены также четыре контроля, которые обладают значительно худшими общими свойствами.

Из таблицы 20 видно, что с этими избранными 2-компонентными фторполимерными смесями для покрытия стеклоткани, содержащими 60-84% HPTFE, 4-12% PFA, 2-18% FEP и 4-30% LPFFE, получены наиболее желаемые свойства.
Пример 4
Многокомпонентные смеси с техническими смолами
В этом примере производили верхние покрытия, рулонным образом наносимые на традиционные рулонно нанесенные грунтовочные покрытия («грунт») жестких подложек в форме панелей из ECCS (электролитически хромированная сталь, производства Hi-Top Steel). Верхние покрытия, составленные согласно настоящему изобретению, оценивали в сравнении с контрольными верхними покрытиями.
A. Описание грунтовочного покрытия
В данной области техники хорошо известно, что основанные на растворителях системы полиэфирсульфона можно получать, растворяя гранулированный полимер PES, такой как RADEL A-704P, доступный у Advanced Polymers LLC в виде смеси NMP с растворителем. Затем раствор PES можно преобразовать в грунтовочное покрытие, добавляя в него различные композиции.
Композиции верхних покрытий наносили на одно из четырех грунтовочных покрытий (Грунтовочное покрытие А, Грунтовочное покрытие В, Грунтовочное покрытие С или Грунтовочное покрытие D), которые получали, как описано выше, и составляли, как указано ниже в таблице 21.
Рецептуры грунтовочных покрытий
Испытуемые образцы готовили, распределяя грунтовочное покрытие А, грунтовочное покрытие В и грунтовочное покрытие С на предварительно очищенные панели из ECCS (Hi-Top Steel), с последующим нагреванием в течение 30 секунд в печи при 400°С. Грунтовочное покрытие D наносили на очищенную резиновую подложку посредством аэрозольного напыления и оставляли сушиться на воздухе в течение 1 минуты.
Верхние покрытия E(контроль)1-E(контроль)11, E1-E17, E19, E21-E51, E62, E64, E66-E75, E101 и E133 наносили на грунтовочное покрытие А; верхние покрытия E18, E20, E76-E100, E102-E116, E131-E132 наносили на грунтовочное покрытие В; верхние покрытия E52-E61, E63, E65, E117-E130, E134 и E135 наносили на грунтовочное покрытие C, а верхние покрытия E136 и E137 наносили на грунтовочное покрытие D.
B. Нанесение верхних покрытий
Верхние покрытия, составленные, как описано ниже, наносили на испытуемые образцы, распределяя их соответствующим аппликатором K Bar (растягивающий аппликатор). Обычно панели с нанесенным покрытием затем отверждали в течение 90 секунд в печи при 420°С. Толщина нанесенной сухой пленки (DFT) грунтовочного покрытия составляла приблизительно 6 микрон, а толщина нанесенной сухой пленки верхнего покрытия составляла приблизительно 6 микрон.
Верхние покрытия этого примера изготавливали, используя комбинации фторполимерных дисперсий и основу верхнего покрытия. Фторполимерные компоненты верхних покрытий включали в себя одну или более дисперсий PTFE с высокой молекулярной массой (HPTFE), одну или более дисперсий фторполимера, перерабатываемого в расплаве, и одну или более дисперсий PTFE с низкой молекулярной массой (LPTFE).
Как определено в этом примере, «4-компонентная» смесь содержит все компоненты из следующей группы, как описано выше: по меньшей мере, один HPTFE, по меньшей мере, один LPTFE и, по меньшей мере, два химически разных MPF. Два MPF, используемые в этом примере, представляют собой FEP и PFA. Смеси в этом примере изготавливали, смешивая водные дисперсии компонентов и добавляя их к составленной «основе верхнего покрытия», содержащей техническую смолу. «Готовые формы», полученные в результате этого, затем распределяли или аэрозольно наносили в виде пленки, как указано ниже в таблице 25, поверх грунтовочного покрытия и тестировали блеск, поверхностную шероховатость, отделение поджаренного стейка, отделение курятины и устойчивость против образования пятен.
Состав основы верхнего покрытия, используемой в каждой рецептуре верхнего покрытия настоящего примера, указан ниже в таблице 22:
Основа верхних покрытий
В таблице 23, приведенной ниже, первая группа верхних покрытий, обозначенных как Верхние покрытия «Е Контроль 1»-«Е Контроль 11», составлена в качестве контрольных образцов с использованием основы верхних покрытий и каждого полимера в дисперсионной форме, произведенного дисперсионной полимеризацией или эмульсионной полимеризацией без последующего агломерирования, облучения или термического разложения. В дополнение к этому, оценивали как дисперсии LPTFE, так и микропорошки LPTFE. Вторая группа верхних покрытий, обозначенных ниже как Верхние покрытия Е1-Е137, была составлена, как указано выше, с использованием вышеописанной основы верхних покрытий и смесей фторполимерных дисперсий, составленных как указано ниже в таблице 23.
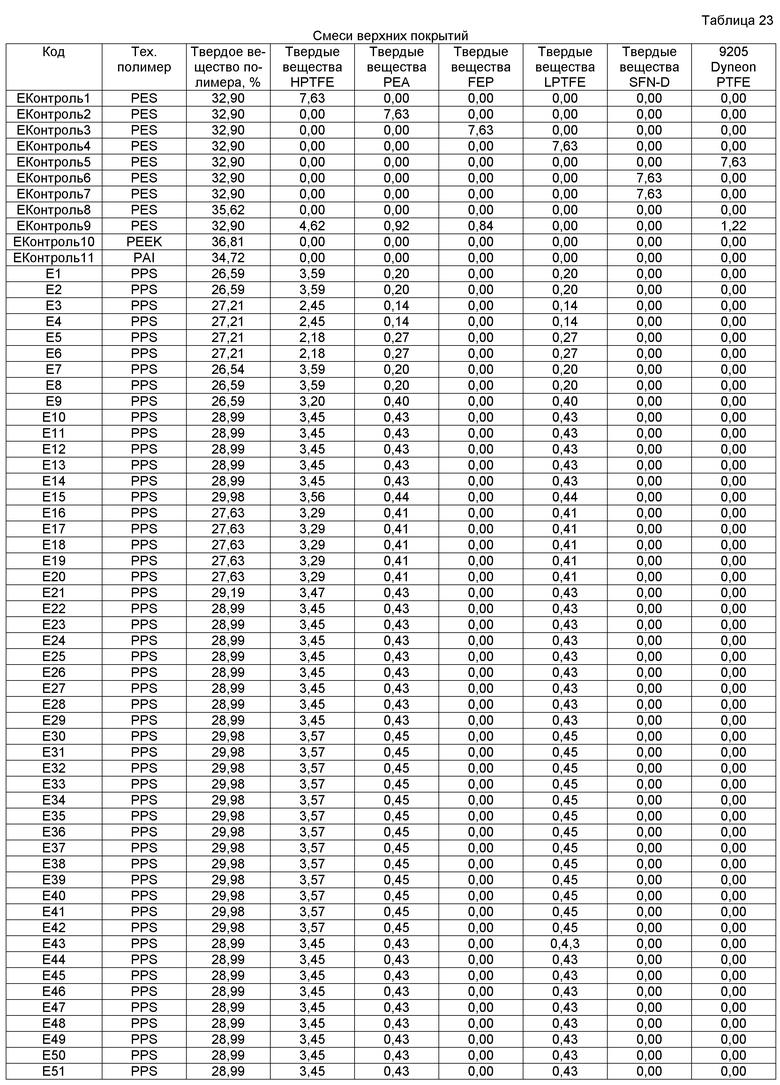


Фторполимерные компоненты верхних покрытий были следующими:
PTFE (HPTFE) - Daikin D 310 (60% твердых веществ),
PFA - du Pont PFA TE7224 (партия № 0804330005, 58,6% твердых веществ).
FEP - du Pont FEP TE9568 (54,0% твердых веществ).
LPTFE - DuPont TE3887N (55% твердых веществ, за исключением того, что верхние покрытия E(контроль)6 и E(контроль)7 были изготовлены с SFN-D, Chenguang (25% твердых веществ), а верхние покрытия E(контроль)5, E(контроль)9 и F73 были изготовлены с микропорошком Dyneon 9205 PTFE).
Хотя в вышеприведенной таблице 23 это не было указано, верхнее покрытие Е75 дополнительно включало в себя 3,57% масс. TF-1750 (гранулированный HPTFE, доступный у LLC).
Испытуемые образцы получали, используя соотношения технического полимера и смесей фторполимерных дисперсий, как указано выше в таблице 23; их наносили на соответствующее грунтовочное покрытие, применяя схемы отверждения, как дано ниже в таблице 24. Верхние покрытия E(контроль)1- E(контроль)11 и E1-E135 затем «гасили», пропуская панель под струей холодной водопроводной воды до полного охлаждения до комнатной температуры. Верхние покрытия E136 и E137 наносили аэрозольным напылением, отверждали по схеме нанесения покрытий, данной ниже в таблице 24, и охлаждали до комнатной температуры без гашения водой.
Получение испытуемых образцов
Пример 4A
Шероховатость и блеск
В этом примере определяли шероховатость и блеск покрытий. Протоколы испытаний были следующими.
Шероховатость. Согласно EN ISO 13565, применяли детектор шероховатости поверхности (профилометр) щупового типа, оснащенный анализатором, который предоставляет трассирование поверхности, такой как Mitutoyo Surftest 402, доступный у Mitutoyo Canada, 2121 Meadowvale Blvd, Mississauga, Toronto, Ontario, ON L5N 5NI и профилометр и анализатор Perthometer M2P/M3P/M4P (Mahr GmbH Carl-Mahr-Str. 1, D-37073 Gottingen, Germany). Эти инструменты измеряют Ra (среднеарифметическое отклонение профиля шероховатости, измеренное в миронах) и Рс (число пиков). Процедура состоит в следующем. Во-первых, подготавливают измеряемый образец. Вследствие конфигурации большинства детекторов, для получения плоской поверхности, доступной для детектора, может потребоваться разрезание образца. Охватываемый детектором диапазон шероховатости устанавливают на уровень, находящийся несколько выше предполагаемого уровня измеряемой шероховатости. Устанавливают длину трассировочного пути, масштаб шкалы и единицы измерения (английские или метрические). Детектор калибруют по инструкции изготовителя, используя известный референсный стандарт. Таким же образом измеряют шероховатость поверхности образца. Проводят не менее 6 измерений.
Блеск. Измерения блеска проводят с использованием прибора Miniglossmeter 110V 20°-60°, доступного у Sheen Instruments, под углом 60°. Этот блескомер удовлетворяет следующим стандартам: BS3900/D5, DIN EN ISO 2813, DIN 67530, EN ISO 7668, ASTM D523, ASTM D1455, ASTM C346, ASTM C584, ASTM D2457, JIS Z 8741, MFT 30064, TAPPI T 480. Единицы измерения выражают в процентах отражения.
Результаты приведены ниже в таблице 25:
Шероховатость и блеск
Пример 4B
Испытание на истирание при возвратно-поступательном движении
Испытание на истирание при возвратно-поступательном движении (RAT) проводили на определенных покрытиях по протоколу испытаний, приведенному в примере 3В. Результаты представлены ниже в таблице 26:
Испытание на истирание при возвратно-поступательном движении (RAT)
Результаты, приведенные выше в таблице, показывают, что у верхних покрытий, изготовленных согласно первому и второму вариантам осуществления настоящего изобретения, улучшена устойчивость к линейному истиранию по сравнению с контрольными верхними покрытиями.
Пример 4С
Испытания антипригарных качеств при кулинарной обработке
Испытания антипригарных качеств при кулинарной обработке проводили по протоколам, приведенным ниже, для куриных окорочков и стейка. В испытаниях с куриными окорочками и стейком результаты определяли по тому, очищается или не очищается поверхность покрытия при промывке (без остатков мяса, прилипших к поверхности). Этим определяется конечная точка испытания, регистрируется число циклов, совершенных до ее достижения.
Куриные окорочка. Один куриный окорочок помещали центрально на подложку с нанесенным покрытием и запекали в течение 40 минут при 230°С. Подложку с нанесенным покрытием очищали в теплом растворе воды и моющей жидкости. Образец сушили и поверхность покрытия оценивали по наличию остатков мяса. Появление признаков остатков мяса определяет конечную точку испытания. Затем записывают число циклов кулинарной обработки куриных окорочков, совершенных до достижения конечной точки, однако для признания испытания удовлетворительным требуется безукоризненное прохождение 5 испытательных циклов.
Стейк. Кусок сырого ромштекса без видимого жира на его краях помещают на испытуемый образец (тонкие внутренние прожилки жира («мраморное мясо» можно не удалять). Важными являются площадь поверхности и размер используемого стейка (приблизительно 22,5 см на 12,5 см, что дает площадь поверхности 200 см2 ± 25 см2). Масса куска должна составлять ~0,6 кг. Запекают в течение 1 часа при 180°С. Подложку с нанесенным покрытием в течение 15 минут замачивают в растворе воды и моющей жидкости при 60°С. Образец сушат и поверхность покрытия оценивают по наличию остатков мяса. Появление признаков остатков мяса и пятен любого рода определяет конечную точку испытания. Затем записывают число циклов кулинарной обработки куриных окорочков, совершенных до достижения конечной точки, однако для признания испытания удовлетворительным требуется безукоризненное прохождение 5 испытательных циклов.
Результаты приведены ниже в таблице 27:
Испытания антипригарных качеств при кулинарной обработке
Результаты, приведенные выше в таблице, показывают, что у верхних покрытий, изготовленных согласно первому и второму вариантам осуществления настоящего изобретения, улучшено отделение и облегчена очистка для всех испытанных типов пищевых продуктов по сравнению с контрольными верхними покрытиями.
Пример 4D
Испытания на адгезию и 0T-образный изгиб для формуемых покрытий
В этом примере испытание на адгезию проводили по нижеописанной процедуре; для определения силы сцепления покрытия с его подложкой предпринимали попытки удалить покрытие с помощью липкой ленты. Кроме того, проводили испытание на 0Т-образный изгиб.
Процедура испытания на адгезию, ниже обозначаемого как «Тест 2» (первоначально обозначавшееся как «Тест 1»), является следующей. Для подложки из материала ECCS (электролитически хромированная сталь) удовлетворительными должны быть результаты обоих испытаний (т.е. и Тест 2, и испытание на 0Т-изгиб).
Тест 1
1. Сущность испытания
Эту процедуру следует применять для определения сцепления покрытия с его подложкой по возможности удаления покрытия с помощью липкой ленты.
2. Оборудование и материалы
2.1. Металлическая линейка с миллиметровыми делениями или специальный шаблон с соответствующими интервалами между насечками.
2.2. Одностороннее бритвенное лезвие, скальпель, нож или другой режущий инструмент с тонким острым краем.
2.3. В качестве альтернативы к пп.2.1 и 2.2 можно применять многолезвийный режущий инструмент с подходящими промежутками между лезвиями.
2.4. Липкая лента, такая как 3M Scotch Brand № 897 Strapping Tape или № 898 Filament tape или их эквивалент.
2.5. Лупа с небольшим увеличением (3-5×).
3. Процедура
3.1. Испытуемый образец положить на плоскую твердую поверхность.
3.2. С помощью металлической линейки отметить одиннадцать (11) отдельных интервалов на требуемом расстоянии. Это может быть 1, 1,5 или 2 мм. Отметки можно сделать, прорезая покрытие острым инструментом.
3.3. Прочно удерживать линейку или другой металлический предмет с прямым краем на испытуемом образце при первой отметке. Режущим инструментом прочертить линию длиной от 2 до 4 см. Продолжить нанесение надрезов у остальных отметок. Надрезы должны быть равномерно расположенными параллельно один другому. Надрезы должны полностью проникать до подложки, не царапая и не продавливая подложку.
3.4. Повернуть испытуемый образец на 90° и повторить действия по пп.3.2 и 3.3, делая вторую группу надрезов, перпендикулярных и наложенных на первую группу надрезов. Полная нарезка образует решетку из 100 квадратов со сторонами требуемого размера. Смести с решетки все обрезки покрытия.
3.5. Если применяется многолезвийный режущий инструмент, операции по пп.3.2, 3.3 и 3.4 можно не проводить. Использовать многолезвийный режущий инструмент для создания требуемой решетки. Убедиться, что надрезы являются чистыми и полностью проникают до подложки.
3.6. Отрезать кусок липкой ленты длиной 15 см. Наложить ленту на решетку. Сильно прижать. Для удаления воздушных пузырей из-под ленты и для создания хорошего связывания можно применять резинку для стирания (ластик).
3.7. Не позднее 90±30 секунд после наложения ленты удалить ее, захватив ее за один конец и быстро оттянув под углом 180°. Тянуть быстро, но без рывков.
3.8. Повторить операции по пп.3.6 и 3.7 на той же решетке необходимое число раз. Обычно применяют 5 повторений.
4. Оценка
4.1. Осмотреть решетку под лупой для выявления участков покрытия, удаленного с подложки. В случае многослойной кроющей системы или в случае испытания после повторного покрытия необходимо обследовать решетку для обнаружения отделения одного покрытия от другого.
4.2. Записать число покрытий, остающихся на решетке - например, 100% означает, что не удалено ни одного покрытия. Обычно это регистрируют как число остающихся квадратов в сравнении с числом созданных квадратов. Для совершенного сцепления по 100 квадратам это отношение составляло бы 100/100. Отметить любые нарушения адгезии к подложке или между покрытиями.
5. Меры предосторожности
5.1. Осмотреть режущий инструмент перед каждым испытанием. При необходимости направить инструмент наждачной бумагой или точильным камнем. Заменить многолезвийные инструменты или однолезвийные инструменты, когда они становятся непригодными к использованию вследствие слишком сильных повреждений.
6. Ссылки
6.1. ASTM D-3359 Method B, Measuring Adhesion by Tape Test
6.2. DIN 53 151
6.3. JIS K 5400 - Section 6.15 Cross Cut Adhesion
6.4. BS EN 24624: 1992
Тест 2
1. Сущность испытания
1.1. Эта процедура измеряет сцепление покрытий с подложкой способом адгезии с поперечной штриховкой и зарубками после воздействия кипящей воды. Этот способ является расширением вышеописанного Теста 1. Его можно применять к формуемым покрытиям.
2. Оборудование и материалы
2.1. Достаточно большой контейнер для помещения испытуемых образцов (обычно листового металла с покрытием) с крышкой для закрывания контейнера после помещения в него образцов.
2.2. Электрическая нагревательная плитка или кухонная плита с газовой горелкой.
2.3. Таймер
2.4. Вода - предпочтительно (но не обязательно) деионизированная
2.5. Полотенце или бумажная салфетка
2.6. Ударный тестер с падающим грузом или штамп Эриксона (пресс, который производит в панели полусферические выступы).
2.7. Другое оборудование и материалы, требующиеся для Теста 1.
3. Процедура
3.1. Наполнить контейнер водой в количестве, достаточным для покрытия большей части испытуемого изделия. Поместить контейнер на нагревательную плитку или кухонную плиту и довести до кипения. Уменьшить нагрев для поддержания постоянного медленного кипения. Держать в закрытом состоянии.
3.2. Погрузить изделие в кипящую воду. Установить таймер на требующееся время. Обычно это время составляет пятнадцать (15) минут, если не указано иначе.
3.3. Извлечь изделие по истечении требующегося времени. Немедленно насухо вытереть бумажным полотенцем.
3.4. Прочертить решетчатую штриховку на испытуемом изделии согласно процедуре, описанной для Теста 1.
3.5. Нанести обратный удар или воздействовать штампом Эриксона на заднюю сторону изделия непосредственно за нанесенной штриховкой.
3.6. Наложить ленту на область штриховки и определить прочность сцепления, как описано для Теста 1.
4. Оценка
4.1. Провести оценку и записать результаты, как описано для Теста 1.
5. Меры предосторожности и примечания
5.1. Провести первоначальное испытание с лентой по Тесту 1 не позднее 5 минут после извлечения из воды.
5.2. Если проводится серия тестов, следует поддерживать постоянный уровень воды. Кроме того, следует периодически заменять воду для предупреждения образования солей или других загрязнений, особенно при использовании водопроводной воды.
6. Ссылки
6.1. BS 7069: 1988
6.2. BS 3900, Часть E3
Испытание на 0Т-образный изгиб (0T bend test)
Процедура испытания на 0Т-образный изгиб является следующей.
1. Сущность испытания
1.1. Эту процедуру применяют для определения адгезии и гибкости покрытий, когда их сгибают на 180°.
2. Оборудование и материалы
2.1. Пятидюймовые (127 мм) верстачные тиски, закрепленные на рабочем столе или аналогичный обжимной станок.
2.2. Прозрачная лента Scotch #160 шириной ¾ дюйма (19,05 мм) или эквивалентная.
3. Процедура
3.1. Подготовить испытуемые панели, применяя согласованную подложку и следуя рекомендациям по нанесению покрытия. В качестве альтернативы можно вырезать панели из производственного металла с покрытием. Для проведения теста панели должны иметь ширину 2 дюйма (50,8 мм) и длину 3 дюйма (76,2 мм).
3.2. Вставить один конец панели в тиски на полдюйма (12,9 мм). Согнуть панель на 90° с покрытием на внешней стороне сгиба. Извлечь панель из тисков и вручную согнуть на угол, превышающий 90°. Опять вставить панель в тиски и сжать до плоского состояния. Это состояние считают нулевым «Т-образным» изгибом. Применять ту же процедуру для каждого последовательного «Т-образного» изгиба. Одна толщина составляет 1 «Т», две толщины составляют 2 «Т» и т.д. Плотно наложить ленту по всей длине изгиба.
3.3. Отделить ленту одним быстрым тянущим движением. Повторить со свежей лентой для указанного числа таких операций.
4. Оценка
4.1. Визуально обследовать каждый «Т-образный» изгиб перед наложением ленты. Записать наименьшее значение «Т», при котором не видно никакого растрескивания покрытия.
4.2. Визуально обследовать каждый «Т-образный» изгиб после наложения и отделения ленты. Записать наименьшее значение «Т», при котором не было удалено никакого покрытия.
5. Примечания и меры предосторожности
5.1. Следует избегать царапания покрытия при обжатии панели в тисках. При необходимости во время сгибания следует защищать покрытие бумагой.
5.2. Результаты могут быть различными в зависимости от направления сгиба относительно зернения металла (поперек зерна или вдоль зерна).
5.3. Покрытия становятся более гибкими при повышении температуры. Следует указывать температуру, при которой произведен изгиб.
5.4. Жесткие металлы, подвергнутые высокому отпуску, при сгибе на 180° будут трескаться. Испытание на Т-образный изгиб не может быть проведено на этих металлах.
6. Ссылки
6.1 ASTM D3794-79, Раздел 9.5.5
Результаты приведены ниже в таблице 28:
Испытания на адгезию и 0Т-образный изгиб
Результаты, представленные в таблице 28, показывают, что адгезионные свойства контрольных верхних покрытий либо сохраняются, либо слегка улучшаются в композициях согласно настоящему изобретению, свидетельствуя о том, что добавление композиций для покрытия при испытанном процентном содержании твердых веществ фторполимеров не ухудшает адгезию покрытия к подложке, когда верхние покрытия изготавливают согласно первому и второму вариантам осуществления настоящего изобретения.
Для объединения результатов нескольких испытаний и определения избранных рецептур, представленных в таблице 29, использовали нормализованные значения параметров, характеризующих их свойства. Нормализованные данные рассчитаны следующим образом.
НОРМ Поверхность = Среднее((Максимум в столбце (:Ra) - :Ra)/(Максимум в столбце (:Ra) - Минимум в столбце (:Ra)),((«Блеск (60°)») - Минимум в столбце ((«Блеск (60°)»)))/(Максимум в столбце ((«Блеск (60°)»)) - Минимум в столбце ((«Блеск (60°)»)))
НОРМ (RAT, КУРЯТИНА, СТЕЙК) - Среднее(((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)») - Минимум в столбце ((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)»)))/(Максимум в столбце((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА))»)) - Минимум в столбце ((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА))»))),(:Курятина - Минимум в столбце (:Курятина))/(Максимум в столбце(:Курятина) - Минимум в столбце (:Курятина)),(:RAT - Минимум в столбце (:R.AT))/(Максимум в столбце(:RAT) - Минимум в столбце (:RAT)))
НОРМ ТЕХ ВСЕ = Среднее(((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)») - Минимум в столбце ((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)»)))/(Максимум в столбце((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)»)) - Минимум в столбце ((«Число циклов стейка (5 ЦИКЛОВ ЯВЛЯЮТСЯ СТАНДАРТОМ КАЧЕСТВА)»))),(:Курятина - Минимум в столбце (:Курятина))/(Максимум в столбце(:Курятина) - Минимум в столбце (:Курятина)),(:RAT - Минимум в столбце (:RAT))/(Максимум в столбце(:RAT) - Минимум в столбце (:RAT)), ((Максимум в столбце(:Ra) - :Ra)/(Максимум в столбце (:Ra) - Минимум в столбце (:Ra)),((«Блеск (60°)») - Минимум в столбце ((«Блеск (60°)»)))/(Максимум в столбце((«Блеск (60°)»)) - Минимум в столбце ((«Блеск (60°)»)))
Избранные композиции для покрытия для верхних покрытий на жестких подложках
Как можно видеть из таблицы 29, 3-компонентная формула 80% HPTFE, 10% PFA и 10% LPTFE дает желаемые свойства. Кроме того, желаемые свойства также обеспечивает 4-компонентная формула с 40-61% HPTFE, 12% PFA 11% FEP и 16-36% LPTFE.
Даже если не принимать во внимание данные об эффективности при RAT, наиболее эффективными рецептурами являются те, которые указаны в списке, приведенном выше.
Хотя настоящее изобретение описано как имеющее предпочтительный состав, оно может быть модифицировано дополнительно в пределах объема и сущности настоящего раскрытия. Поэтому настоящая заявка имеет целью охват любых вариаций, применений или адаптаций настоящего изобретения с использованием его общих принципов. Кроме того, настоящая заявка имеет целью охват тех отступлений от настоящего раскрытия, которые входят в объем известной или традиционной практики в той области техники, к которой относится настоящее изобретение, и которые находятся в пределах прилагаемых пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИИ ФТОРПОЛИМЕРНЫХ ПОКРЫТИЙ | 2011 |
|
RU2565168C2 |
| СМЕШАННЫЕ КОМПОЗИЦИИ ФТОРПОЛИМЕРОВ | 2013 |
|
RU2632301C2 |
| СМЕШАННЫЕ КОМПОЗИЦИИ ФТОРПОЛИМЕРОВ | 2009 |
|
RU2497849C2 |
| АНТИПРИГАРНОЕ ПОВЕРХНОСТНОЕ ПОКРЫТИЕ | 2007 |
|
RU2439100C2 |
| ФТОРПОЛИМЕРНОЕ АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ, ОБЛАДАЮЩЕЕ УЛУЧШЕННЫМИ СВОЙСТВАМИ ТЕПЛОПЕРЕДАЧИ И СОПРОТИВЛЕНИЯ ИСТИРАНИЮ | 2005 |
|
RU2363548C2 |
| СПОСОБ ПРОИЗВОДСТВА ФТОРПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2022 |
|
RU2824594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2022 |
|
RU2824595C1 |
| ФТОРПОЛИМЕРНЫЕ ЭМУЛЬСИОННЫЕ ПОКРЫТИЯ | 2005 |
|
RU2408625C2 |
| ФТОРПОЛИМЕРНЫЙ СОДЕРЖАЩИЙ ПОРОШКОВЫЙ НАПОЛНИТЕЛЬ ЗАЩИТНЫЙ ЛИСТ | 2010 |
|
RU2508202C2 |
| ВОДНЫЕ СВЯЗЫВАЮЩИЕ РАСТВОРЫ | 2013 |
|
RU2596254C2 |



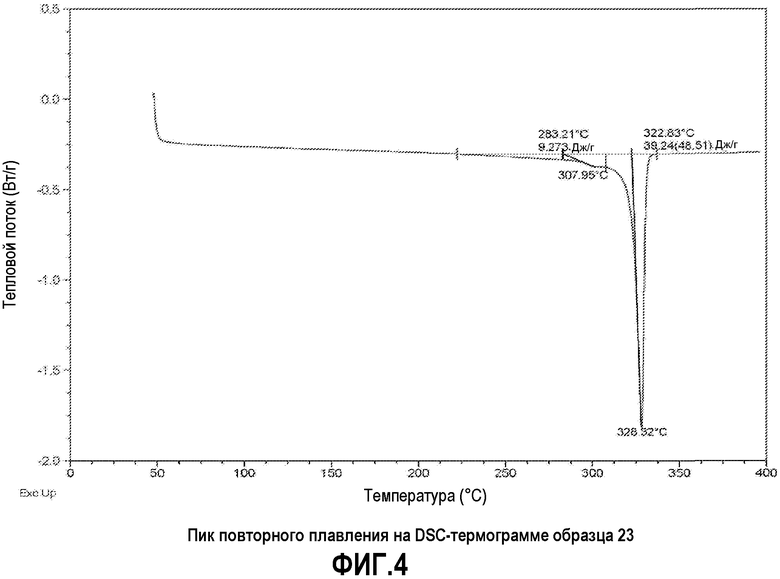

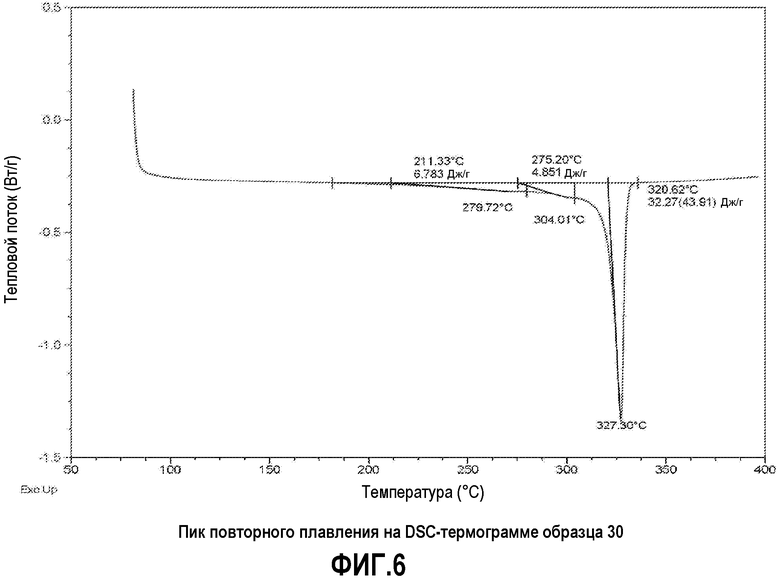

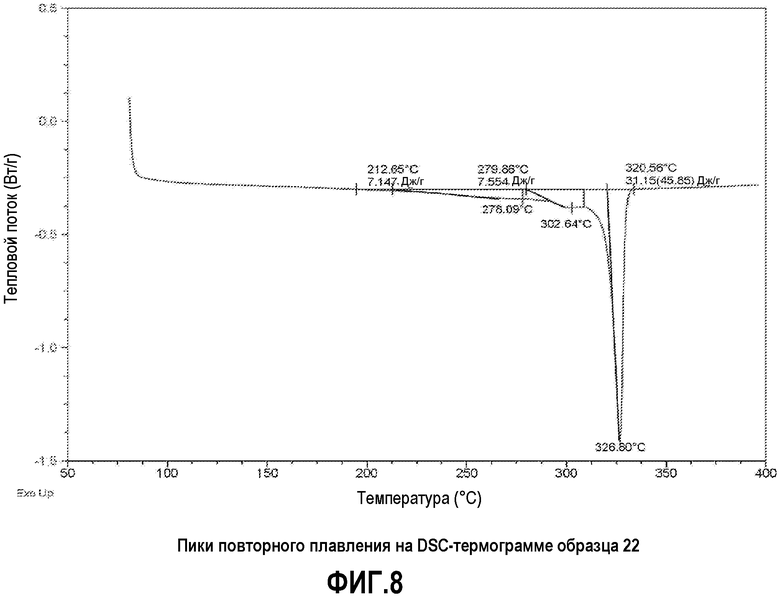


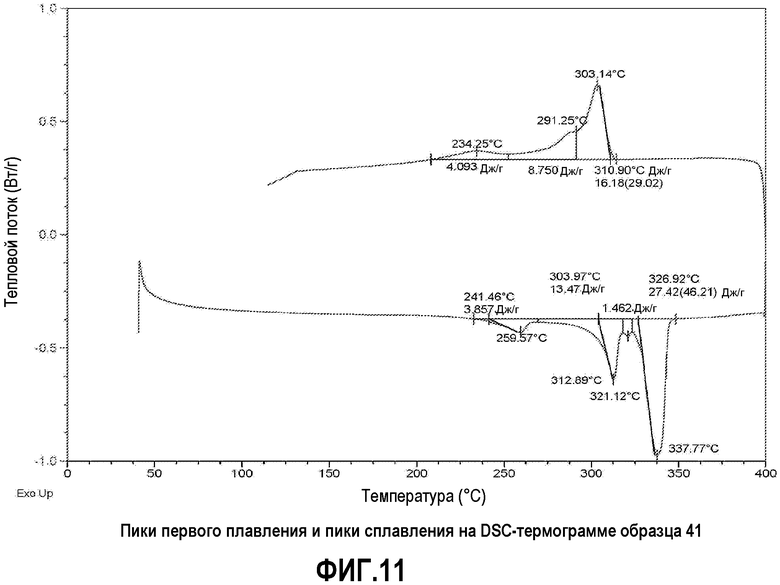
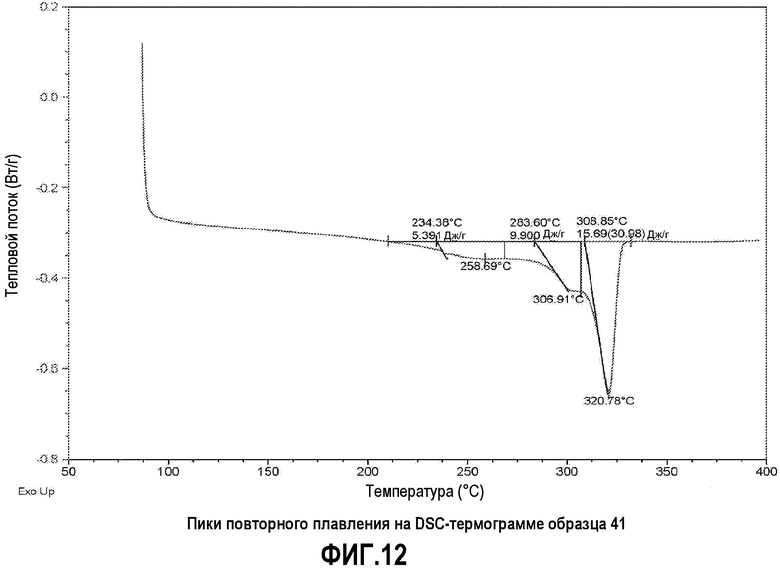
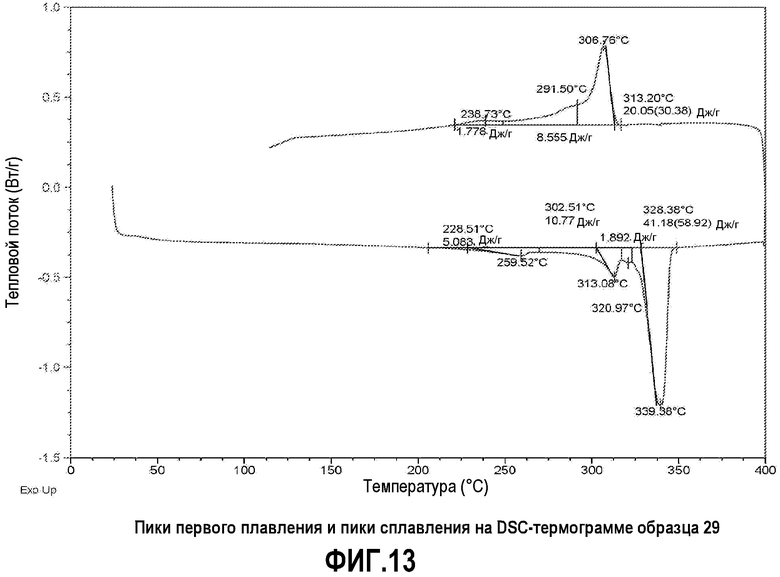
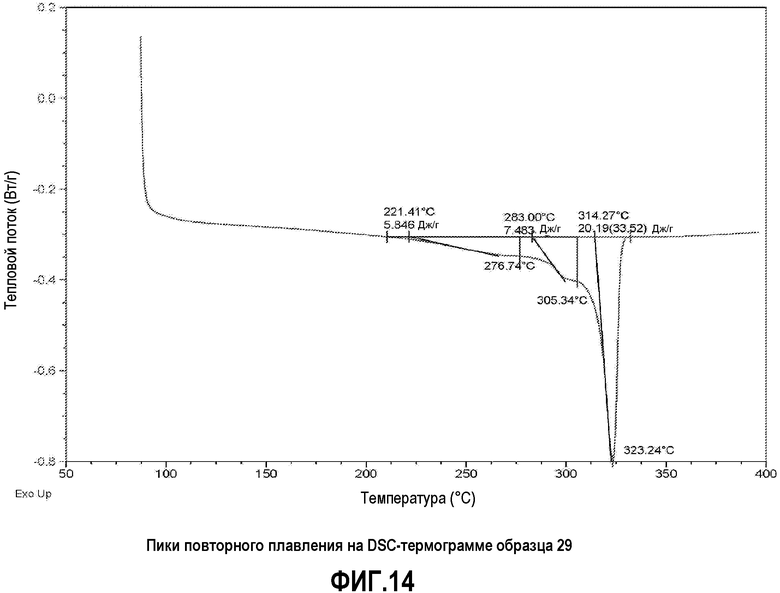

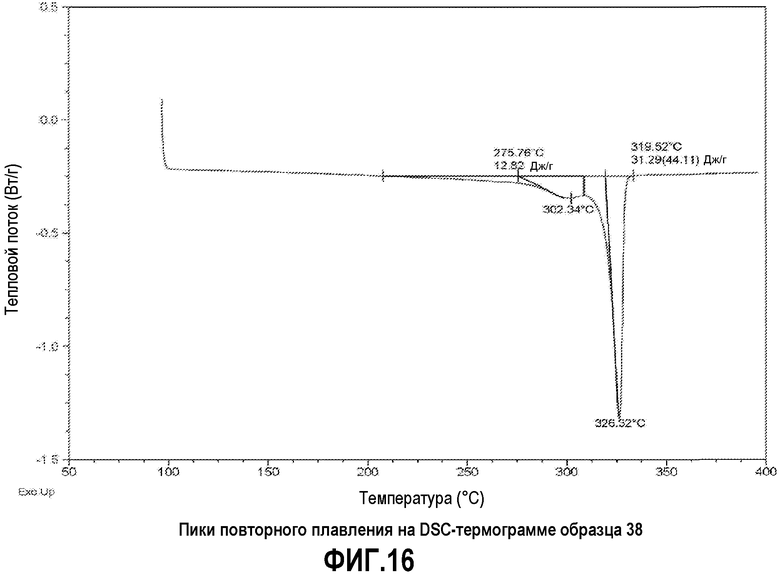
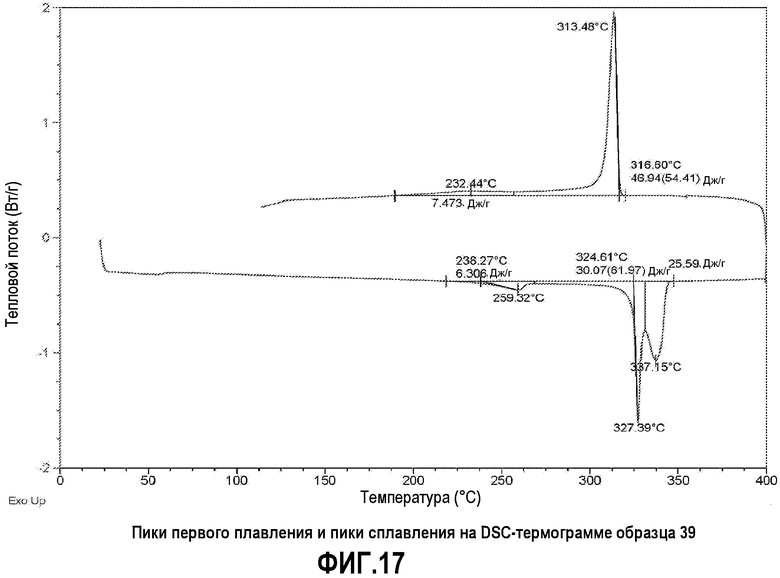

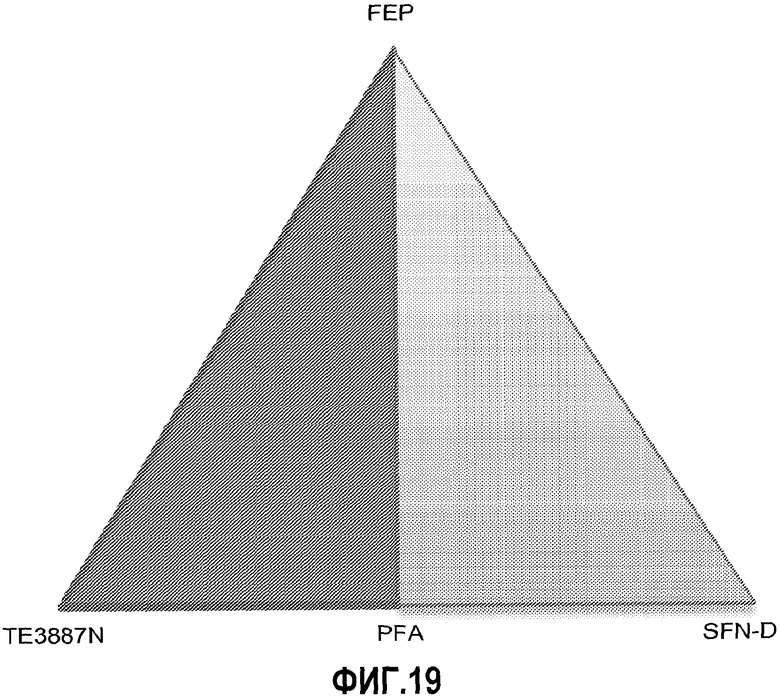


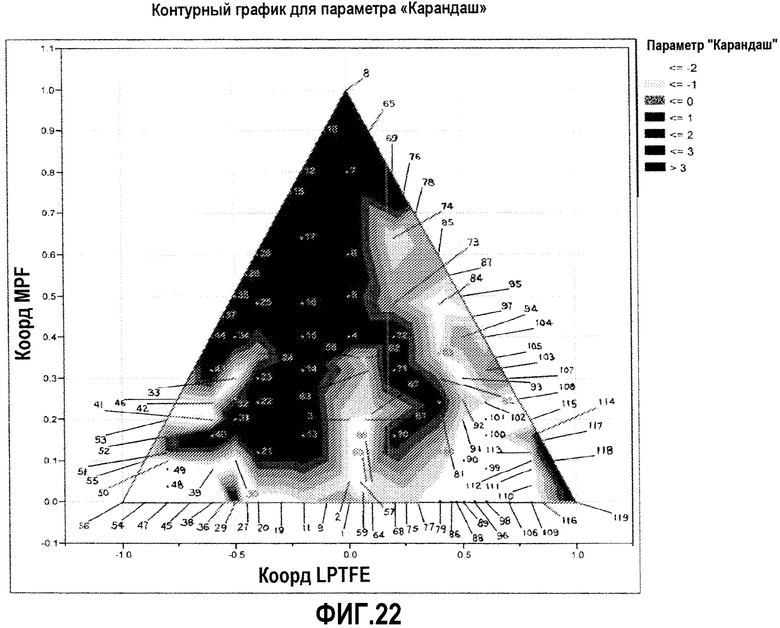
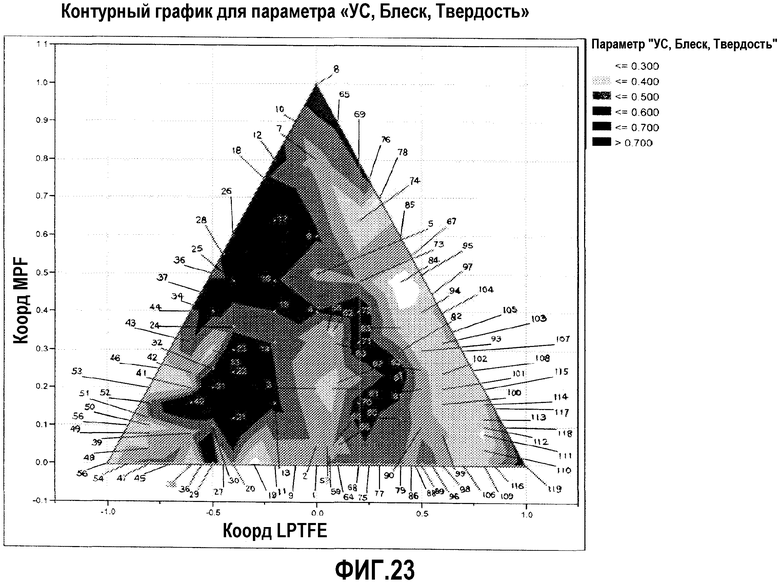


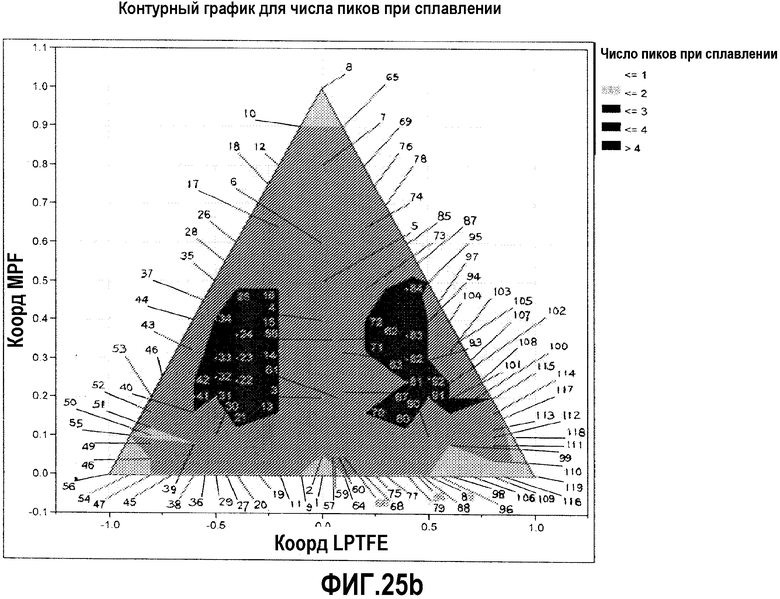
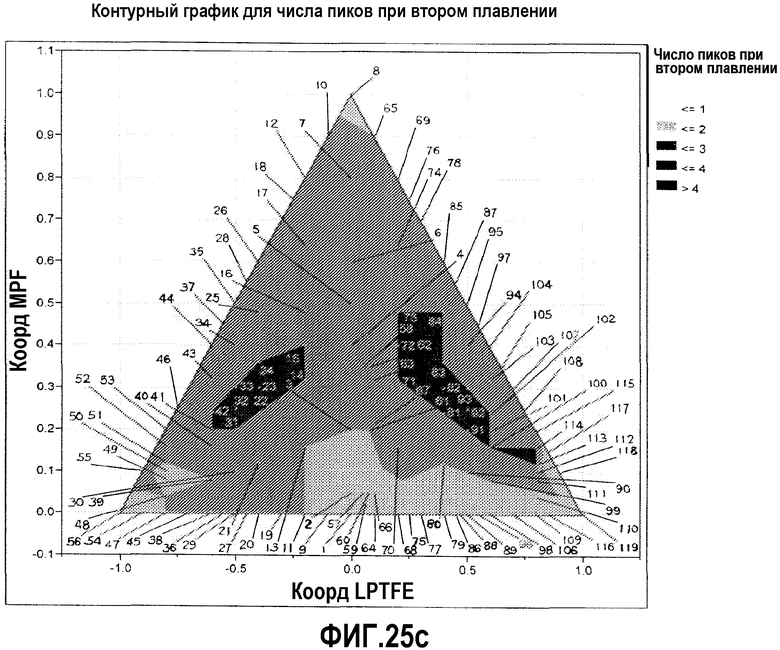




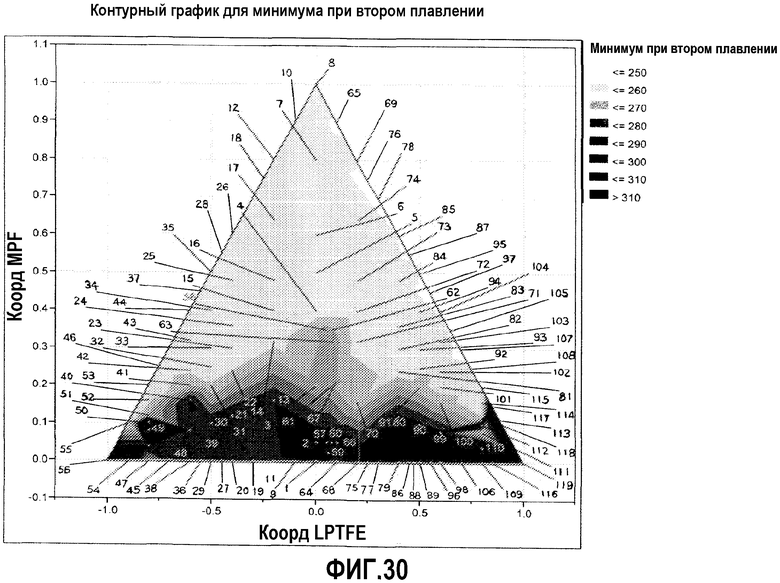
Изобретение относится к фторполимерной композиции, пригодной для получения покрытий, пленок и/или смешанных порошковых композиций, а также к способам нанесения покрытия на подложку. Фторполимерная композиция включает в себя, по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE) и, по меньшей мере, два химически разных фторполимера, перерабатываемых в расплаве (MPF). Способ нанесения покрытия включает нанесение композиции на подложку и последующее отверждение композиции покрытия. Технический результат - получение покрытий, демонстрирующих улучшенные характеристики антиадгезии, устойчивости к истиранию, светопропускания/прозрачности и проницаемости. 3 н. и 25 з.п. ф-лы, 38 табл., 30 ил., 4 пр.
1. Фторполимерная композиция, приемлемая для получения покрытия, пленок и/или смешанных порошковых композиций, содержащая:
по меньшей мере, один политетрафторэтилен (LPTFE) с низкой молекулярной массой, т.е. LPTFE, имеющий первую температуру плавления (Tm) 335°С или ниже, как измерено посредством дифференциальной сканирующей калориметрии (DSC); и
по меньшей мере, два фторполимера, перерабатываемые в расплаве, включающие:
первый фторполимер, перерабатываемый в расплаве (MPF), выбранный из группы, состоящей из перфторалкоксидного полимера (PFA), метилфторалкоксидного полимера (MFA), этилфторалкоксидного полимера (EFA) и фторированного этилен-пропиленового полимера (FEP), и
второй фторполимер, перерабатываемый в расплаве (MPF), причем указанный второй фторполимер, перерабатываемый в расплаве (MPF), является выбранным из группы, состоящей из перфторалкоксидного полимера (PFA), метилфторалкоксидного полимера (MFA), этилфторалкоксидного полимера (EFA) и фторированного этилен-пропиленового полимера (FEP), и является химически отличным от указанного первого фторполимера, перерабатываемого в расплаве (MPF).
2. Фторполимерная композиция по п. 1, где указанная композиция не содержит политетрафторэтилен (HPTFE) с высокой молекулярной массой, т.е. HPTFE, имеющий среднечисловую молекулярную массу (Mn) не менее 500000.
3. Фторполимерная композиция по п. 2, где указанный, по меньшей мере, один LPTFE является твердым и присутствует в количестве от 10% масс. до 70% масс., а указанные, по меньшей мере, два MPF являются твердыми и вместе присутствуют в количестве от 30% масс. до 90% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
4. Фторполимерная композиция по п. 2, где указанный, по меньшей мере, один LPTFE является твердым и присутствует в количестве от 40% масс. до 60% масс., а указанные, по меньшей мере, два MPF являются твердыми и присутствуют вместе в количестве от 40% масс. до 60% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
5. Фторполимерная композиция по п. 1, где указанная композиция дополнительно содержит в дополнение к компонентам, указанным в п. 1, по меньшей мере, один политетрафторэтилен с высокой молекулярной массой (HPTFE), т.е. HPTFE, имеющий среднечисловую молекулярную массу (Mn) не менее 500000.
6. Фторполимерная композиция по п. 5, где указанный, по меньшей мере, один HPTFE, указанный, по меньшей мере, один LPTFE и указанные, по меньшей мере, два MPF являются твердыми и где указанный, по меньшей мере, один HPTFE присутствует в количестве от 1% масс. до 89% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
7. Фторполимерная композиция по п. 5, где указанный, по меньшей мере, один HPTFE, указанный, по меньшей мере, один LPTFE и указанные, по меньшей мере, два MPF являются твердыми и где указанный, по меньшей мере, один LPTFE присутствует в количестве от 16% масс. до 60% масс., указанный HPTFE присутствует в количестве от 1% масс. до 60% масс. и указанные, по меньшей мере, два MPF присутствуют вместе в количестве от 1% масс. до 60% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
8. Фторполимерная композиция по п. 7, где каждый из указанных, по меньшей мере, двух MPF присутствует в количестве от 1% масс. до 30% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF.
9. Фторполимерная композиция по п. 1, где указанный, по меньшей мере, один LPTFE имеет первую температуру плавления (Tm), выбранную из группы, состоящей из значений 332°С или ниже, 330°С или ниже, 329°С или ниже, 328°С или ниже, 327°С или ниже, 326°С или ниже и 325°С или ниже.
10. Фторполимерная композиция по п. 1, где указанный, по меньшей мере, один LPTFE получен путем эмульсионной полимеризации без подвергания агломерированию, термическому разложению или облучению.
11. Фторполимерная композиция по п. 1, где указанная композиция представлена в форме водной дисперсии.
12. Покрытие, нанесенное на подложку, причем указанное покрытие включает фторполимерную композицию по п. 1.
13. Способ нанесения покрытия на подложку, включающий стадии:
предоставления подложки;
нанесения композиции для покрытия на подложку, причем указанная композиция для покрытия включает:
по меньшей мере, один политетрафторэтилен с низкой молекулярной массой (LPTFE), т.е. LPTFE, имеющий первую температуру плавления (Tm) 335°С или ниже, как измерено посредством дифференциальной сканирующей калориметрии (DSC); и
по меньшей мере, два фторполимера, перерабатываемых в расплаве, включающих:
первый фторполимер, перерабатываемый в расплаве (MPF), выбранный из группы, состоящей из перфторалкоксидного полимера (PFA), метилфторалкоксидного полимера (MFA), этилфторалкоксидного полимера (EFA) и фторированного этилен-пропиленового полимера (FEP); и
второй фторполимер, перерабатываемый в расплаве (MPF), причем указанный второй фторполимер, перерабатываемый в расплаве (MPF), является выбранным из группы, состоящей из перфторалкоксидного полимера (PFA), метилфторалкоксидного полимера (MFA), этилфторалкоксидного полимера (EFA) и фторированного этилен-пропиленового полимера (FEP), и является химически отличным от указанного первого фторполимера, перерабатываемого в расплаве (MPF);
и отверждения композиции для образования покрытия.
14. Способ по п. 13, дополнительно включающий следующие стадии перед указанной стадией нанесения композиции для покрытия:
нанесение грунтовочного покрытия на подложку, причем указанное грунтовочное покрытие включает, по меньшей мере, один фторполимер; и
необязательно, по меньшей мере, частичное отверждение грунтовочного покрытия.
15. Способ по п. 14, дополнительно включающий следующие стадии после указанной стадии нанесения грунтовочного покрытия и перед указанной стадией нанесения композиции для покрытия:
нанесение промежуточного покрытия на подложку, причем указанное промежуточное покрытие включает в себя, по меньшей мере, один фторполимер; и
необязательно, по меньшей мере, частичное отверждение промежуточного покрытия.
16. Способ по п. 13, где композиция для покрытия не содержит политетрафторэтилен (HPTFE) с высокой молекулярной массой, т.е. HPTFE, имеющий среднечисловую молекулярную массу (Mn) не менее 500000.
17. Способ по п. 16, где указанный, по меньшей мере, один LPTFE и указанные, по меньшей мере, два MPF являются твердыми и указанный, по меньшей мере, один LPTFE присутствует в количестве от 10% масс. до 70% масс. и указанные, по меньшей мере, два MPF присутствуют вместе в количестве от 30% масс. до 90% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF в композиции для покрытия.
18. Способ по п. 13, где композиция для покрытия дополнительно содержит в дополнение к компонентам, указанным в п. 13, по меньшей мере, один политетрафторэтилен с высокой молекулярной массой (HPTFE), т.е. HPTFE, имеющий среднечисловую молекулярную массу (Mn) не менее 500000.
19. Способ по п. 18, где указанный, по меньшей мере, один HPTFE, указанный, по меньшей мере, один LPTFE и указанные, по меньшей мере, два MPF являются твердыми и указанный, по меньшей мере, один HPTFE присутствует в количестве от 1% масс. до 89% масс. в расчете на общую массу твердых веществ указанного, по меньшей мере, одного HPTFE, указанного, по меньшей мере, одного LPTFE и указанных, по меньшей мере, двух MPF в композиции для покрытия.
20. Способ по п. 13, где подложка является выбранной из группы, состоящей из:
жесткой подложки; и эластичной подложки.
21. Фторполимерная композиция по п. 1, где указанный LPTFE получен из дисперсии, включающей менее 1,0% масс. поверхностно-активного вещества.
22. Фторполимерная композиция по п. 1, где указанный LPTFE получен из дисперсии, включающей менее 0,5% масс. поверхностно-активного вещества.
23. Фторполимерная композиция по п. 1, где указанный LPTFE имеет среднечисловую молекулярную массу (Mn) 200000 или менее.
24. Способ по п. 13, где, по меньшей мере, один LPTFE получен из дисперсии, включающей менее 1,0% масс. поверхностно-активного вещества.
25. Способ по п. 13, где, по меньшей мере, один LPTFE получен из дисперсии, включающей менее 0,5% масс. поверхностно-активного вещества.
26. Способ по п. 13, где, по меньшей мере, один LPTFE имеет среднечисловую молекулярную массу (Mn) 200000 или менее.
27. Фторполимерная композиция по п. 5, где указанный HPTFE включает модифицирующий сомономер в количестве менее 1,0% масс. в расчете на массу HPTFE.
28. Фторполимерная композиция по п. 18, где указанный HPTFE включает модифицирующий сомономер в количестве менее 1,0% масс. в расчете на массу HPTFE.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ПРИБОР С ПЕРЕНОСОМ ЗАРЯДА С ВИРТУАЛЬНОЙ ФАЗОЙ | 1989 |
|
SU1840165A2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ПОКРЫТИЕ НА МЕТАЛЛЕ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2000 |
|
RU2174137C1 |
| АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ ДЛЯ АЛЮМИНИЕВОЙ КУХОННОЙ ПОСУДЫ | 1997 |
|
RU2181023C2 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО, АНТИАДГЕЗИОННОГО, АНТИПРИГАРНОГО ПОКРЫТИЯ СПОСОБОМ АВТОФОРЕЗА | 2001 |
|
RU2202576C2 |

