Область техники
Раскрытые варианты осуществления относятся к компонентам и к рулонным материалам, несущим компоненты. Раскрытые варианты осуществления дополнительно относятся к технологиям точного соединения, выравнивания и скрепления рулонных материалов, несущих компоненты. Раскрытые варианты осуществления также относятся к точному перенесению компонентов с правильно соединенных рулонных материалов, несущих компоненты, в различные устройства.
Предпосылки создания изобретения
Из-за прогрессирующей миниатюризации компонентов и монтажных плат при применении компонентов меньших размеров требуется точная стыковка одного рулонного материала с другим рулонным материалом для исключения дорогостоящих технологий интеграции. Расположение компонентов с пропуском, сдвигом, смещением, происходящее при стыковке следующего рулонного материала, может приводить в результате к потерям во всем потоке готовых монтажных плат или другой уже собранной продукции. Однако существенные и дорогостоящие потери продукции могут происходить впоследствии из-за ошибки при соединении. Ошибки при изготовлении продукции влекут за собой, например, сложную переделку устройств, выбрасывание в отходы собранных монтажных плат или даже более катастрофические последствия, заключающиеся в выходе из строя продукции на месте эксплуатации.
Предложенные решения включают использование выравнивающего инструмента некоторого вида на выравнивающей или соединяющей ленте, например: зубцов коробчатого типа определенной длины и ширины; отверстий для введения в них зубьев звездочек или кнопок; устройства для соединения кинопленки с цветовым кодированием. Эти способы проблематичны, так как инструменты для выравнивания, включенные в состав самой ленты, осложняют выполнение эффективным образом точного выравнивания соединяемых рулонных материалов. Процесс изготовления на производственных линиях часто прерывается при возникновении ошибок при выравнивании соединяемых рулонных материалов. Кроме того, в ранее предложенных решениях не обеспечивается прочное, но при этом гибкое соединение при проведении рулонных материалов, несущих компоненты, через машины для введения механических или электрических компонентов. Пластиковый носитель, вызывающий удары статическим электричеством, применявшийся в ранее известных устройствах, является дополнительным проблематичным средством в ранее известных склеивающих лентах. Универсальную склеивающую ленту единой конструкции можно было бы использовать для соединения рулонных материалов, несущих компоненты, имеющих ряд различных размеров, форм и ширин.
Таким образом, существует потребность в способе безошибочного соединения рулонных материалов для предотвращения дорогостоящих перерывов в работе производственных линий. Использование усовершенствованной, экономически эффективной склеивающей ленты для точного выравнивания и соединения рулонных материалов, несущих компоненты, может привести в результате к точному расположению компонентов в различных устройствах, отбираемых с правильно выровненных рулонных материалов, несущих компоненты.
Сущность изобретения
Нижеследующее описание сущности изобретения дано для способствования пониманию некоторых новых признаков, которые являются уникальными для раскрытых вариантов осуществления, но его не следует рассматривать как полное описание. Полное понимание различных аспектов вариантов осуществления может быть достигнуто после ознакомления со всеми составными частями документа: описанием, формулой изобретения, чертежами и рефератом как одним целым.
Таким образом, целью раскрытых вариантов осуществления является повышение надежности склеивающей ленты посредством уменьшения неправильного расположения компонентов, которые могут сместиться и занять неправильное положение вблизи места стыка рулонных материалов.
Другой целью раскрытых вариантов осуществления является исключение или уменьшение секций, выбрасываемых в отходы, частей конструкций для выравнивания и выполнения операций при соединении, вызывающих удары статическим электричеством, и удаление таких отходов на месте использования, при этом сохраняя легкость использования посредством одного наложения склеивающей ленты для достижения полной сборки соединенных рулонных материалов.
Целью раскрытых вариантов осуществления является обеспечение средств для определения соединения между первым и вторым соединяемыми рулонными материалами, несущими компоненты, посредством визуального блокирования отверстий для подачи рулонного материала, несущего компоненты, или посредством использования материалов, восприимчивых к индуктивности, включенных в место соединения.
Указанные выше и другие аспекты могут быть достигнуты посредством использования средств, описанных ниже. Ниже раскрыта склеивающая лента для точного выравнивания и соединения соединяемых рулонных материалов, несущих компоненты. Использование гибкой склеивающей ленты обеспечивает возможность сохранения компонентов в выровненном состоянии и отбора их с рулонного материала, несущего компоненты, без перерыва в месте соединения первого и второго рулонных материалов. С помощью склеивающей ленты с опциональной придающей жесткость полосой обеспечивается гибкое, но при этом прочное соединение для предотвращения относительного перемещения вперед или назад, в осевом или в поперечном направлениях соединяемых рулонных материалов, несущих компоненты. Определение расположения раскрытой склеивающей ленты способствует исключению неправильного и неточного расположения компонентов во время соединения. Склеивающая лента содержит материал пластикового типа, покрытый с одной стороны клеящим составом, склеивающим при надавливании. Клеящий состав покрыт защитной бумагой. Склеивающая лента и защитная бумага разделены на секции системой прорезей, расположенных со смещением. Посредством системы прорезей, расположенных со смещением, обеспечивается возможность правильного выравнивания и приклеивания склеивающей ленты к рулонным материалам, несущим компоненты.
Раскрытая склеивающая лента содержит ленточный материал, защитную бумагу, которой покрыт клеящий состав, нанесенный на одну сторону упомянутого ленточного материала, где с помощью упомянутого клеящего состава приклеивают упомянутый ленточный материал к соединению рулонных материалов, несущих компоненты; и систему прорезей, расположенных со смещением, выполненную в упомянутом ленточном материале и в упомянутой защитной бумаги для формирования расположенных со смещением секций между упомянутым ленточным материалом и упомянутой защитной бумагой, для легкого удаления секций упомянутой защитной бумаги, для обнажения упомянутого клеящего состава, для правильного выравнивания и приклеивания упомянутого ленточного материала к соединению упомянутых рулонных материалов, несущих компоненты. Соединение упомянутых рулонных материалов, несущих компоненты, содержит первый рулонный материал, несущий компоненты, выровненный в поперечном направлении со вторым рулонным материалом, несущим компоненты. Ленточный материал может быть изготовлен из тонкого пластикового материала, например сложного полиэфира, или полимерного материала другого типа. Ужесточающая полоса, изготовленная, например, из латуни, меди или бронзы, может быть прикреплена к упомянутому ленточному материалу для предотвращения перемещения соединения упомянутых рулонных материалов, несущих компоненты, в осевом направлении или в поперечном направлении при приклеивании упомянутой склеивающей ленты к упомянутому соединению рулонных материалов, несущих компоненты. Металлизированную придающую жесткость полосу можно также использовать для индуктивного или визуального восприятия соединяемых рулонных материалов, несущих компоненты, для определения места расположения соединения для новой подачи компонентов.
Система расположенных со смещением прорезей в упомянутом ленточном материале создает первую секцию ленты, вторую секцию ленты и третью секцию ленты. Система расположенных со смещением прорезей в упомянутой защитной бумаге создает первую секцию защитной бумаги, вторую секцию защитной бумаги и третью секцию защитной бумаги. Первую секцию ленты приклеивают со смещением к упомянутой первой секции защитной бумаги; вторую секцию ленты приклеивают со смещением к упомянутой второй секции защитной бумаги; и третью секцию ленты приклеивают со смещением к упомянутой третьей секции защитной бумаги.
Раскрыт способ соединения рулонных материалов, несущих компоненты. Способ включает обеспечение склеивающей ленты, содержащей: ленточный материал; клеящий состав, которым покрыта одна сторона упомянутого ленточного материала; и защитную бумагу, которой покрыт упомянутый клеящий состав, нанесенный на упомянутую одну сторону упомянутого ленточного материала; разделение упомянутого ленточного материала и упомянутой защитной бумаги на расположенные со смещением склеенные секции упомянутого ленточного материала и упомянутой защитной бумаги с использованием прорезей, расположенных со смещением; и приклеивание упомянутой склеивающей ленты к выровненным первому рулонному материалу, несущему компоненты, и второму рулонному материалу, несущему компоненты, для формирования прочного и гибкого соединения между упомянутыми первым рулонным материалом, несущим компоненты, и вторым рулонным материалом, несущим компоненты. Придающая жесткость полоса может быть также прикреплена к упомянутому ленточному материалу для предотвращения перемещения упомянутого соединения рулонных материалов, несущих компоненты, в осевом или поперечном направлениях при приклеивании упомянутой склеивающей ленты для формирования соединения рулонных материалов, несущих компоненты. Придающая жесткость полоса может быть также использована для индуктивного или визуального восприятия соединенных рулонных материалов, несущих компоненты, для определения места расположения соединения для новой подачи компонентов. С помощью системы прорезей, расположенных со смещением, в упомянутом ленточном материале создают первую секцию ленты, вторую секцию ленты и третью секцию ленты, где с помощью засечек между секциями ленты способствуют первоначальному соединению упомянутых секций ленты; с помощью упомянутой системы прорезей, расположенных со смещением, в упомянутой защитной бумаге создают первую секцию защитной бумаги, вторую секцию защитной бумаги и третью секцию защитной бумаги; и упомянутую первую секцию ленты приклеивают со смещением к упомянутой первой секции защитной бумаги; упомянутую вторую секцию ленты приклеивают со смещением к упомянутой второй секции защитной бумаги; и упомянутую третью секцию ленты приклеивают со смещением к упомянутой третьей секции защитной бумаги.
Способ дополнительно включает удаление упомянутой первой секции защитной бумаги с упомянутой первой секции ленточного материала для обнажения упомянутого клеящего состава, нанесенного на одну сторону упомянутой первой секции ленточного материала; выравнивание упомянутой первой секции ленточного материала с верхней стороной упомянутого первого рулонного материала, несущего компоненты, с верхней стороной выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты; приклеивание упомянутой первой секции ленточного материала к упомянутой верхней стороне упомянутого первого рулонного материала, несущего компоненты, к упомянутой верхней стороне выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты. Верхняя сторона упомянутого второго рулонного материала, несущего компоненты, содержит отверстия для подачи и верхнюю покровную ленту, которой покрыты углубления для компонентов. Способ дополнительно включает процессы: удаления упомянутой третьей секции защитной бумаги с упомянутой третьей секции ленточного материала для обнажения упомянутого клеящего состава, нанесенного на одну сторону упомянутой третьей секции ленточного материала; выравнивание упомянутой третьей секции ленточного материала с нижней стороной упомянутого первого рулонного материала, несущего компоненты, с нижней стороной выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты; приклеивание упомянутой третьей секции ленточного материала к упомянутой нижней стороне упомянутого первого рулонного материала, несущего компоненты, к упомянутой нижней стороне выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты. Нижняя сторона упомянутого первого рулонного материала, несущего компоненты, и упомянутая нижняя сторона упомянутого второго рулонного материала, несущего компоненты, содержат нижнюю сторону углублений для компонентов.
Способ дополнительно включает процессы удаления упомянутой второй секции ленточного материала с приклеенной упомянутой второй секцией защитной бумаги с использованием сдвигового движения вдоль упомянутых прорезей, расположенных со смещением, выполненных в упомянутом ленточном материале и в упомянутой защитной бумаге, для обеспечения возможности бесшовной подачи через оборудование, с помощью которого обеспечивают точный перенос компонентов с соединенных упомянутого первого рулонного материала, несущего компоненты, и упомянутого второго рулонного материала, несущего компоненты, в устройство. Выравнивающий фиксатор можно использовать для выравнивания отверстий для подачи в упомянутых первом и втором рулонных материалах, несущих компоненты, где упомянутый выравнивающий фиксатор не мешает приклеиванию упомянутой склеивающей ленты к упомянутым первому и второму рулонным материалам, несущим компоненты, для формирования соединения между упомянутыми первым и вторым рулонными материалами, несущими компоненты. Для способствования дополнительному правильному выравниванию первый рулонный материал, несущий компоненты, и упомянутый второй рулонный материал, несущий компоненты, можно обрезать с использованием оправки, прикрепленной к ножницам, для выравнивания упомянутого первого рулонного материала, несущего компоненты, с упомянутым вторым рулонным материалом, несущим компоненты.
Краткое описание чертежей
Сопроводительные чертежи, на которых одинаковыми ссылочными позициями обозначены одинаковые или функционально сходные элементы на всех отдельных видах и которые составляют часть настоящего документа, дополнительно иллюстрируют варианты осуществления изобретения и вместе с подробным описанием служат для пояснения вариантов осуществления, раскрытых в настоящем документе.
На фиг. 1A изображен вид в плане первой стороны склеивающей ленты согласно раскрытым вариантам осуществления;
На фиг. 1B изображен вид в плане второй стороны склеивающей ленты согласно раскрытым вариантам осуществления;
На фиг. 2A изображен вид в плане, в разобранном состоянии, первой стороны склеивающей ленты согласно раскрытым вариантам осуществления;
На фиг. 2B изображен вид в плане, в разобранном состоянии, второй стороны склеивающей ленты согласно раскрытым вариантам осуществления;
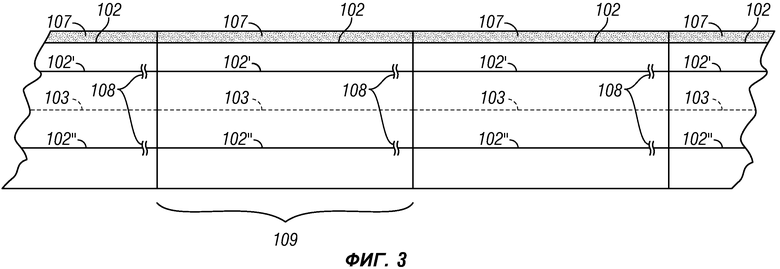
На фиг. 3 изображен вид в плане множества участков склеивающей ленты согласно раскрытым вариантам осуществления;
На фиг. 4-14 даны графические представления процессов наложения склеивающей ленты на рулонные материалы, несущие компоненты, согласно раскрытым вариантам осуществления;
На фиг. 15-21 даны графические представления процессов наложения склеивающей ленты на рулонные материалы, несущие компоненты, с использованием выравнивающего фиксатора согласно раскрытым вариантам осуществления;
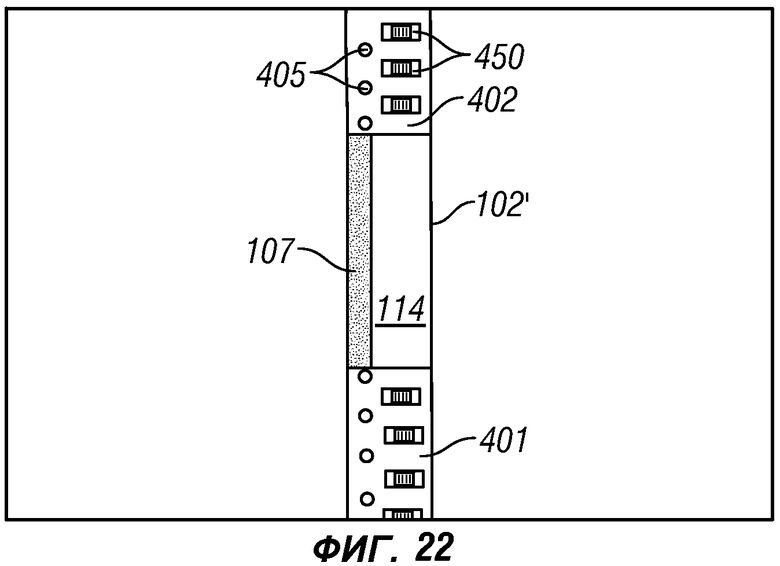
На фиг. 22 дано графическое представление приведенного в качестве примера соединения рулонных материалов шириной 8 мм, несущих компоненты, согласно раскрытым вариантам осуществления;
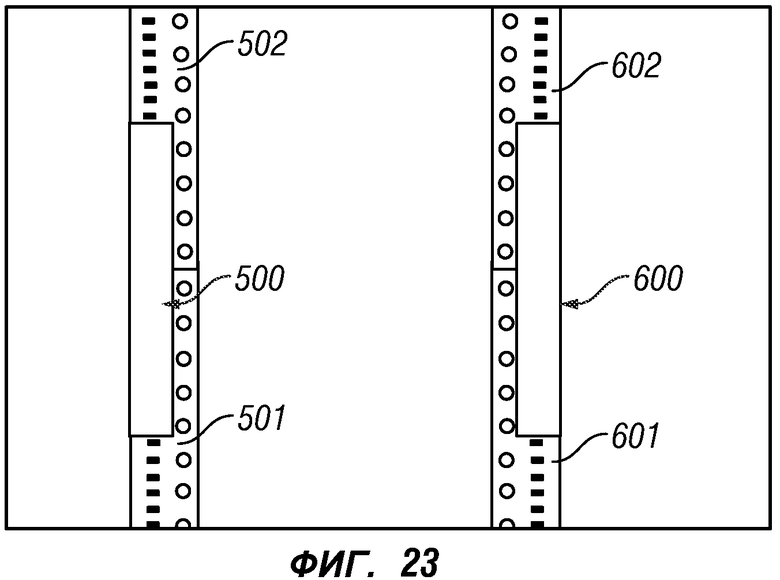
На фиг. 23 дано графическое представление приведенного в качестве примера соединения рулонных материалов шириной 4 мм, несущих компоненты, согласно раскрытым вариантам осуществления; и
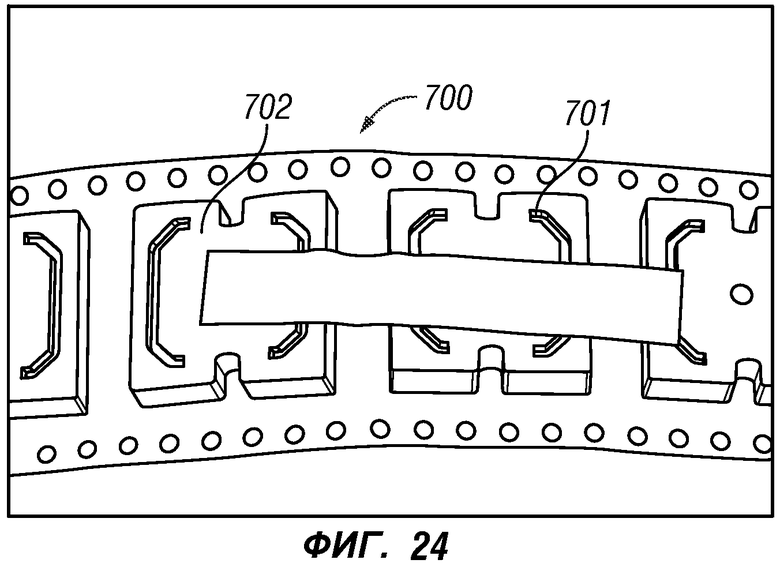
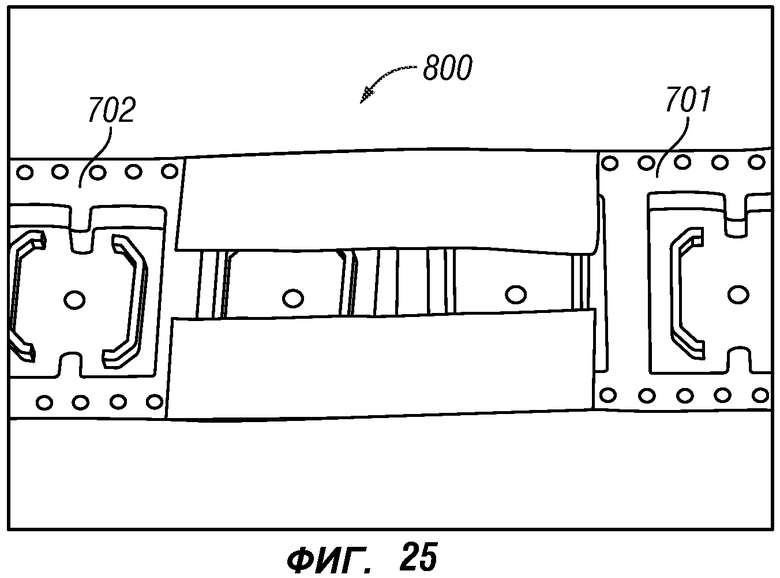
На фиг. 24 и 25 дано графическое представление приведенного в качестве примера соединения рулонных материалов шириной 24 мм, несущих компоненты, согласно раскрытым вариантам осуществления.
Подробное описание изобретения
Конкретные величины и конфигурации, рассмотренные в этих не ограничивающих примерах, можно варьировать, и они приведены только для иллюстрации по меньшей мере одного варианта осуществления, и не предназначены для ограничения объема изобретения.
Варианты осуществления описаны ниже более полно со ссылками на прилагаемые чертежи, на которых представлены иллюстративные варианты осуществления изобретения. Варианты осуществления, раскрытые в данном описании, могут быть воплощены в различных формах, и изобретение не следует истолковывать как ограниченное вариантами осуществления, представленными в данном описании; представленные варианты осуществления скорее служат для того, чтобы данное описание было исчерпывающим и завершенным и полностью представляло объем изобретения для специалистов в данной области техники. По всему тексту одинаковыми ссылочными позициями обозначены сходные элементы. При использовании в данном описании термин «и/или» включает любое и все сочетания одного или большего числа соответствующих перечисленных объектов.
Терминология, используемая в данном описании, предназначена только для описания конкретных вариантов осуществления и не предназначена для ограничения объема изобретения. При использовании в данном описании форм в единственном числе также подразумевается включение форм во множественном числе, если в контексте определенно не указано иное. Кроме того, следует понимать, что термины «содержит» и/или «содержащий», при использовании в данном документе, включают наличие указанных признаков, целых объектов, стадий, операций, элементов и/или компонентов, но не исключают наличия или добавления одного или большего числа других признаков, целых объектов, стадий, операций, элементов, компонентов и/или их групп.
Если не определено иное, то все термины (включая технические и научные термины), используемые в данном описании, имеют то же значение, которое под ними понимают специалисты в области техники, к которой относится данное изобретение. Кроме того, следует понимать, что термины, например, определенные в обычно используемых словарях, следует интерпретировать как имеющие значение, совпадающее с их значением в контексте, относящемся к соответствующей области техники, и их не следует интерпретировать в идеализированном или слишком формальном смысле, если определенно не указано такое в данном описании.
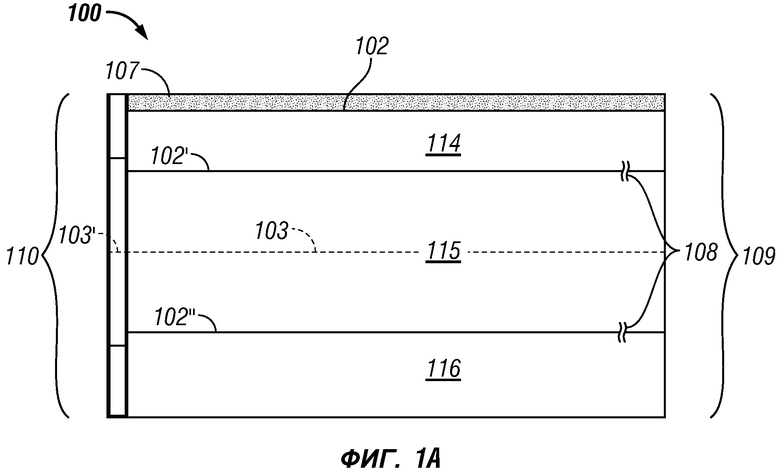
На фиг. 1A изображена первая сторона или «сторона ленты», склеивающей ленты 100 для выравнивания и соединения рулонных материалов, несущих компоненты, согласно раскрытым вариантам осуществления. Рулонные материалы, несущие компоненты, могут быть выровнены и соединены с использованием склеивающей ленты 100 из тонкой пленки, изготовленной из сложного полиэфира или другого пластикового, полимерного или гибкого материала любого цвета или дизайна. Соединение сращиванием является прочным, но при этом гибким для обеспечения возможности выравнивания добавляемых компонентов в рулонном материале без перерыва в месте соединения первого и второго рулонных материалов, несущих компоненты. Склеивающая лента 100 может быть разделена с использованием прорезей 102, 102', 102″ между различными секциями 104, 105, 106, 107, соответственно содержащими сторону 109 ленты. Разделенные секции 104, 105, 106, 107 либо приклеивают к определенным частям соединения рулонных материалов, несущих компоненты, в то время как другие удаляют, как это дополнительно пояснено в данном описании. Склеивающую ленту 100 обычно складывают вдоль линии сгиба 103, расположенной во второй секции 115 ленты при приклеивании ее к рулонным материалам, несущим компоненты. Край защитной бумаги 110 немного выступает за первый край склеивающей ленты 100. При использовании склеивающей ленты 100 исключаются удары статического электричества, характерные для пластикового носителя ранее известных решений, для соединения сращиванием рулонных материалов.
Склеивающая лента 100 может содержать секцию 107 из придающего жесткость материала для предотвращения относительного перемещения вперед или назад, в осевом или в поперечном направлениях соединенных рулонных материалов, несущих компоненты. Потребность во введении придающей жесткость полосы 107 в склеивающую ленту 100 зависит от размеров рулонных материалов, несущих компоненты. При использовании несущих компоненты рулонных материалов меньшего размера, например рулонных материалов шириной 4 мм, не требуется добавление придающей жесткость полосы для эффективной защиты соединения на верхней стороне ленты, где расположены отверстия для захода зубьев звездочки для подачи, между рулонными материалами, несущими компоненты, как в месте расположения полосы 107 поверх отверстий для подачи в носителе компонентов. Альтернативно придающая жесткость полоса может быть прикреплена к нижней стороне склеивающей ленты носителей компонентов, как показано, например, на фиг. 23. Секция 107 из придающего жесткость материала, которая может быть изготовлена из металла или придающего жесткость материала любого другого типа, может быть либо включена в саму ленту или добавлена в виде другой секции склеивающей ленты. Введенный металл, например латунь, медь или бронза, может служить в качестве придающей жесткость полосы 107 как для индуктивного восприятия, так и для визуального восприятия соединенных рулонных материалов, несущих компоненты, для определения расположения места соединения для новой подачи компонентов. Придающая жесткость полоса 107 может также служить в качестве средства для определения соединения между первым и вторым соединенными рулонными материалами, несущими компоненты, посредством визуального блокирования отверстий для подачи рулонного материала, несущего компоненты, или посредством использования материалов, восприимчивых к индуктивности, включенных в соединение.
Сторона 109 склеивающей ленты 100 может также содержать небольшие засечки или вырезы, или надрезы 108 между секциями 114, 115, 116, 107 ленты для способствования удерживанию этих секций вместе при наложении склеивающей ленты 100 на место соединения рулонных материалов, несущих компоненты. Важно отметить, что эти засечки 108 не служат для выравнивания или прикрепления склеивающей ленты 100 к рулонным материалам, несущим компоненты, но скорее сообщают дополнительную поддержку и первоначальную сцепляемость между секциями 114, 115, 116, 107 склеивающей ленты 100.
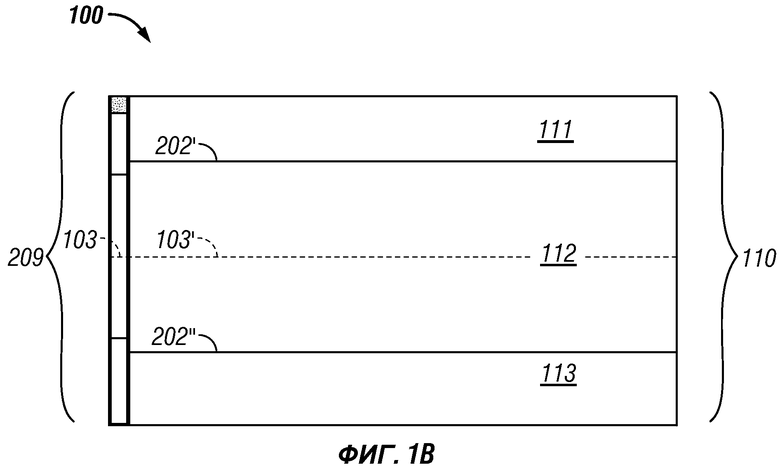
На фиг. 1B изображена вторая сторона или «сторона, покрытая защитной бумагой», склеивающей ленты 100 согласно раскрытым вариантам осуществления. Сторона, покрытая защитной бумагой, склеивающей ленты 100 содержит защитную бумагу 110, приклеенную к стороне ленты, покрытой клеящим составом 209. Защитную бумагу 110 используют для способствования удерживанию склеивающей ленты 100 для правильного наложения ее на рулонные материалы, несущие компоненты. Защитную бумагу 110 затем удаляют для обнажения клеящего состава 209, имеющегося на ленте. Клеящий состав 209 используют для прикрепления склеивающей ленты 100 к рулонным материалам, несущим компоненты, таким образом, чтобы соединить рулонные материалы для бесшовной транспортировки через оборудование, которое загружает компоненты от рулонных материалов, несущих компоненты, в различные устройства.
Защитная бумага 110 может содержать прорези 202', 202″, расположенные в различных местах, для обеспечения возможности удаления защитной бумаги 110, которой покрыты определенные секции 114, 115, 116 и 107 склеивающей ленты 100. Клеящий состав 209, которым покрыты определенные секции 114, 115, 116 и 107 ленты, затем обнажают для приклеивания склеивающей ленты 100 к рулонным материалам, несущим компоненты, для формирования прочного, но при этом гибкого соединения. Линия сгиба 103' способствует обеспечению правильного сгибания склеивающей ленты 100 в положении, где формируют соединение между рулонными материалами, несущими компоненты.
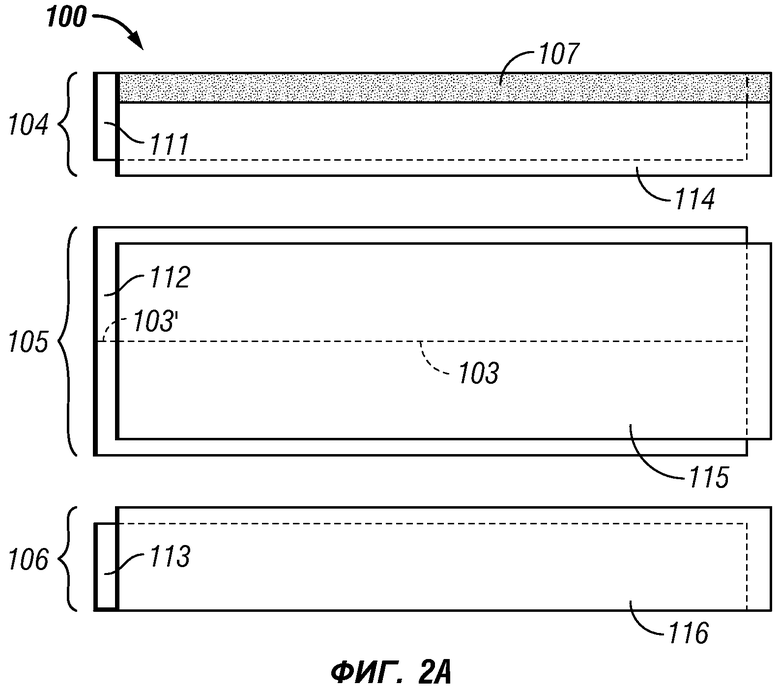
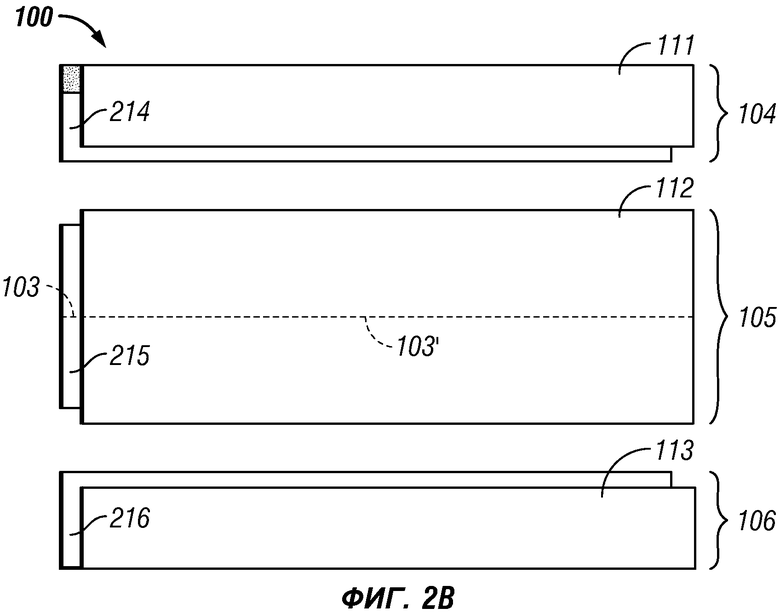
На фиг. 2A и 2B изображены соответственно виды в плане в разобранном состоянии, стороны ленты, и стороны, покрытой защитной бумагой склеивающей ленты 100, согласно раскрытым вариантам осуществления. Прорези 102, 102', 102″ в стороне ленты расположены со смещением относительно прорезей 202', 202″ в защитной бумаге 110 со стороны, покрытой защитной бумагой, склеивающей ленты 100. Прорезью 102 отделена придающая жесткость полоса 107 от верха первой секции 114 ленточного материала. Прорезью 102' отделен низ первой секции 114 ленточного материала, также известной как «кроющая секция ленты», от верха второй секции 115 ленточного материала. Прорезью 102″ отделен низ второй секции 115 ленточного материала от верха третьей секции 116 ленточного материала, также известной как «секция рулонного материала, несущего компоненты». Прорезью 202' отделен низ первой секции 111 защитной бумаги от верха второй секции 112 защитной бумаги. Прорезью 202″ отделен низ второй секции 112 защитной бумаги от верха третьей секции 113 защитной бумаги. Такое расположение со смещением прорезей обеспечивает возможность правильного выравнивания, приклеивания ленты и удаления защитной бумаги 110 со стороны ленты, покрытой клеящим составом 209 при приклеивании склеивающей ленты 100 к рулонным материалам, несущим компоненты.
Расположение со смещением прорезей в склеивающей ленте 100 дополнительно способствует приклеиванию друг к другу каждой секции 114, 115, 116 ленты к секциям 111, 112, 113 защитной бумаги для формирования укомплектованных секций 104, 105, 106 ленты, приклеенных к защитной бумаге. Первая укомплектованная секция 104 склеивающей ленты 100 содержит придающую жесткость полосу 107, первую секцию 114 ленточного материала, первую секцию 214 ленточного материала с клеящим составом и первую секцию 111 защитной бумаги. Первая секция 111 защитной бумаги немного выступает за одну сторону первой секции 114 ленточного материала. Низ первой секции 114 ленточного материала выступает за нижний край первой секции 111 защитной бумаги. Таким образом, нижний край первой секции 214 ленточного материала приклеивают к верхней части второй секции 112 защитной бумаги.
Вторая укомплектованная секция 105 склеивающей ленты 100 содержит вторую секцию 115 ленточного материала, вторую секцию 215 ленточного материала с клеящим составом, линию сгиба 103, 103' и вторую секцию 112 защитной бумаги. Вторая секция 112 защитной бумаги немного выступает за три стороны (верхний край, первый боковой край и нижний край) второй секции 115 ленточного материала. Второй боковой край второй секции 115 ленточного материала выступает за край второй секции 112 защитной бумаги. Таким образом, верхний край третьей секции 216 ленточного материала приклеивают к нижней части второй секции 112 защитной бумаги, а нижний край первой секции 214 ленточного материала приклеивают к верхней части второй секции 112 защитной бумаги.
Третья укомплектованная секция 106 склеивающей ленты 100 содержит третью секцию 116 ленточного материала, третью секцию 216 ленточного материала с клеящим составом и третью секцию 113 защитной бумаги. Третья секция 113 защитной бумаги немного выступает за одну сторону третьей секции 116 ленточного материала. Верх третьей секции 116 ленточного материала выступает за верхний край третьей секции 113 защитной бумаги. Таким образом, нижний край первой секции 214 ленточного материала приклеивают к верхней части второй секции 112 защитной бумаги. Верхний край третьей секции 216 ленточного материала затем приклеивают к нижней части второй секции 112 защитной бумаги.
На фиг. 3 изображено графическое представление нескольких участков склеивающей ленты 100, соединенных в рулон склеивающей ленты, согласно раскрытым вариантам осуществления. Защитная бумага 110 на фиг. 1A приклеена к ленточному материалу клеящим составом 209 (см. фиг. 1B) для формирования множества участков склеивающей ленты 100, выдаваемых либо с рулона либо от другого расходного механизма. Требующиеся участки склеивающей ленты 100 могут быть отделены от рулона, содержащего множество секций склеивающей ленты 100, как показано на фиг. 3.
На фиг. 4-14 проиллюстрированы процессы наложения склеивающей ленты 100 для склеивания для формирования прочного, но при этом гибкого соединения между рулонными материалами, несущими компоненты. Следует понимать, что на фиг. 4-14 показан приведенный в качестве примера несущий компоненты рулонный материал шириной 8 мм. Раскрытую склеивающую ленту можно использовать для рулонных материалов любых размеров, несущих компоненты, и ее применение не ограничено только несущими компоненты рулонными материалами шириной 8 мм. Кроме того, следует понимать, что на фиг. 4-14 проиллюстрирован приведенный в качестве примера способ наложения вручную склеивающей ленты на рулонные материалы, несущие компоненты. Раскрытую склеивающую ленту можно накладывать либо вручную либо в полуавтоматическом режиме, либо в автоматическом режиме, и способ не ограничен каким-либо одним из этих конкретных процессов использования или применения. На фиг. 15-21 проиллюстрирован приведенный в качестве примера способ наложения раскрытой склеивающей ленты для соединения рулонных материалов, несущих компоненты, с использованием фиксатора для выравнивания рулонных материалов, для их соединения согласно раскрытым вариантам осуществления. Ручной инструмент или инструмент, установленный на каретке, может быть разработан для случаев, когда оператор разрезает и подготавливает концы рулонных материалов, несущих компоненты, и располагает концы рулонных материалов в подобном фиксаторе. Используя рулоны раскрытой склеивающей ленты 100 на автоматической линии, в которой используется, например, машина этикетировочного типа, можно накладывать склеивающую ленту сверху и снизу рулонных материалов, несущих компоненты, как это раскрыто в данном описании. Как при автоматическом, так и при ручном способе можно обеспечить правильное приклеивание склеивающей ленты 100 к рулонным материалам, несущим компоненты, и располагать отделенную часть согнутой склеивающей ленты 100. Следует понимать, что рулонный материал, несущий компоненты, может нести любое количество или сочетание различных компонентов, например электрических компонентов, включающих резисторы, конденсаторы, интегральные схемы, или механические компоненты, например винты, или любые сочетания компонентов.
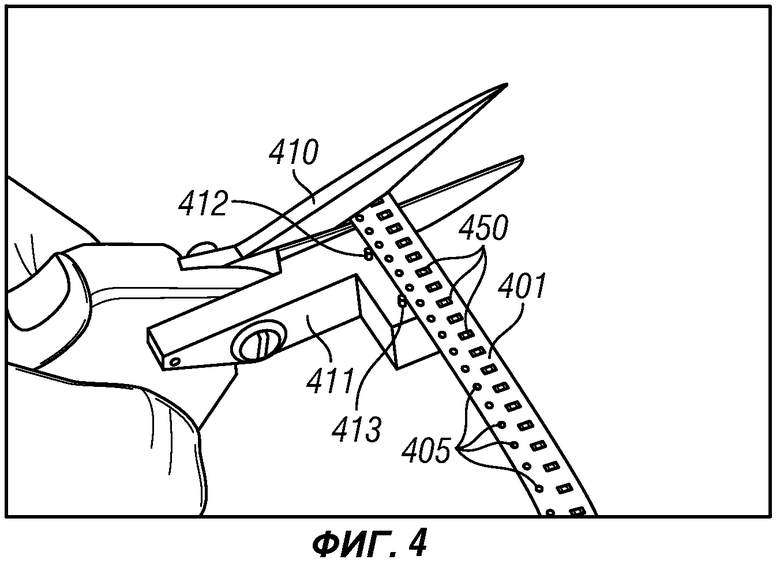
На фиг. 4 изображена приведенная в качестве примера оправка 411 для разрезания и выравнивания рулонных материалов 401, 402, несущих компоненты, для выравнивания с использованием склеивающей ленты 100 согласно раскрытым вариантам осуществления. Оправка 411 прикреплена к паре режущих частей ножниц 410 или к устройству любого другого типа для отрезания или обрезания, приводимому в действие вручную или автоматически. Используя оправку 411, прикрепленную к паре ножниц 410, можно обрезать несущие компоненты рулонных материалов 401, 402 всех размеров. Оба конца рулонных материалов 401, 402, несущих компоненты, выравнивают, используя выравнивающие штифты 412, 413, установленные в соответствующих местах оправки 411, прикрепленной к паре ножниц 410. Выравнивающие штифты 412, 413 могут быть также выполнены по размерам таким образом, чтобы они заходили в отверстия 405 для подачи рулонных материалов 401, 402, несущих компоненты, для дополнительного выравнивания. Затем ножницами 410 обрезают концы рулонных материалов 401, 402, несущих компоненты, придавая им соответствующие размеры, для формирования правильного соединения рулонных материалов 401, 402.
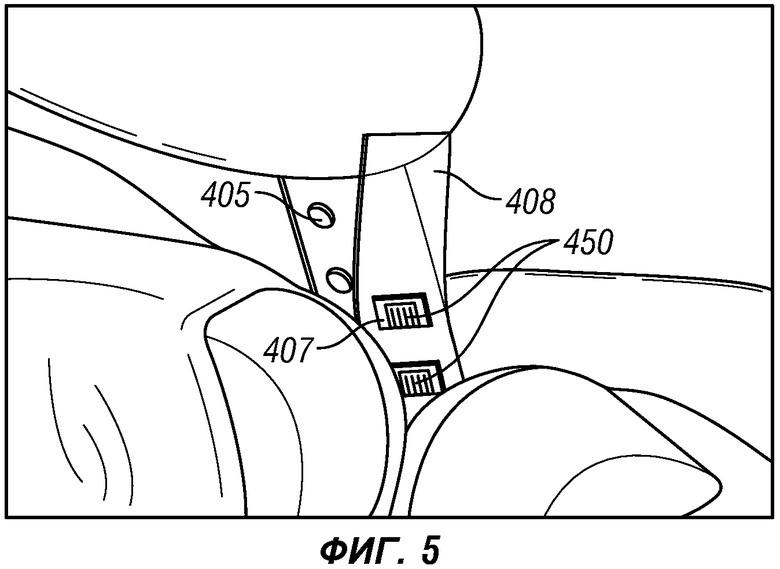
Как показано на фиг. 5, верхняя покровная лента 408 рулонных материалов 401, 402, несущих компоненты, может быть поднята до обрезания рулонных материалов 401, 402, выполняемого с использованием оправки 411, прикрепленной к паре ножниц 410, согласно раскрытым вариантам осуществления. Покровную ленту 408 используют для удерживания компонентов 450 на месте в карманах 407 для компонентов в рулонных материалах 401, 402, несущих компоненты. Следует понимать, что оправка 411, прикрепленная к паре ножниц 410, приведенная в качестве примера, не является ограничивающим примером способа отрезания рулонных материалов 401, 402, несущих компоненты, для обеспечения требуемых размеров. Этот процесс можно осуществлять вручную, в полуавтоматическом либо в полностью автоматическом режиме. Компоненты 450 обнажают для их отбора и расположения посредством удаления верхней покровной ленты 408 и любой прикрепленной склеивающей ленты 100. Прикрепленная склеивающая лента 100 не мешает любому продвижению через оборудование или удалению верхней покровной ленты 408. Компоненты 450 обычно содержатся в карманах 407 для компонентов в рулонных материалах 401, 402, несущих компоненты. Используя машины (не показаны) для отбора и расположения компонентов, принимают рулонные материалы 401, 402, несущие компоненты, загруженные компонентами 450, расположенными в карманах 407 для компонентов; отделяют покровную ленту 408 и отбирают компоненты 450 из карманов 407. Используя машины для отбора и расположения, затем располагают компоненты 450 на монтажных платах для их использования в электронном оборудовании или в устройствах любого другого типа.
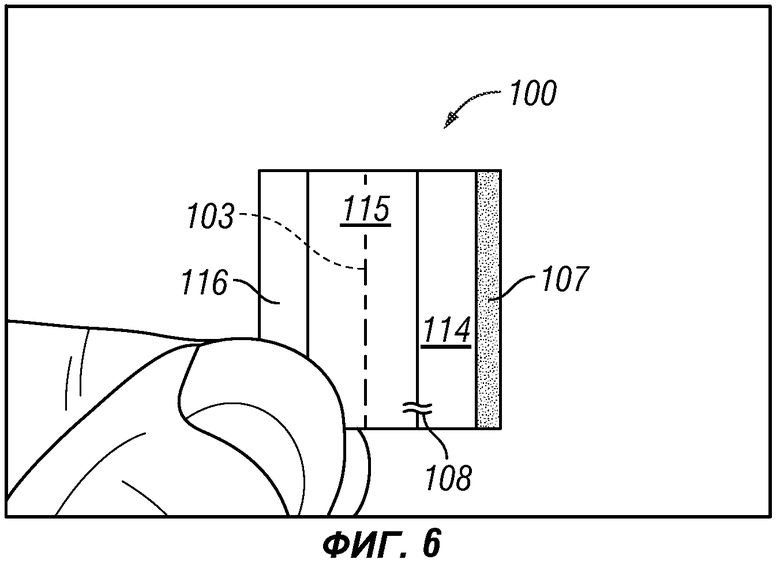
На фиг. 6 изображен один участок склеивающей ленты 100, предназначенный для наложения на рулонные материалы 401, 402, несущие компоненты, согласно раскрытым вариантам осуществления. Один участок склеивающей ленты 100 содержит придающую жесткость полосу 107, первую секцию 114 ленточного материала, вторую секцию 115 ленточного материала, третью секцию 116 ленточного материала. Линией сгиба 103 разделена пополам вторая секция 115 ленточного материала, и с ее помощью облегчают сгибание склеивающей ленты 100 вокруг рулонного материала, несущего компоненты. Засечки 108 способствуют удерживанию секций 107, 114, 115 и 116 вместе до наложения на рулонный материал.
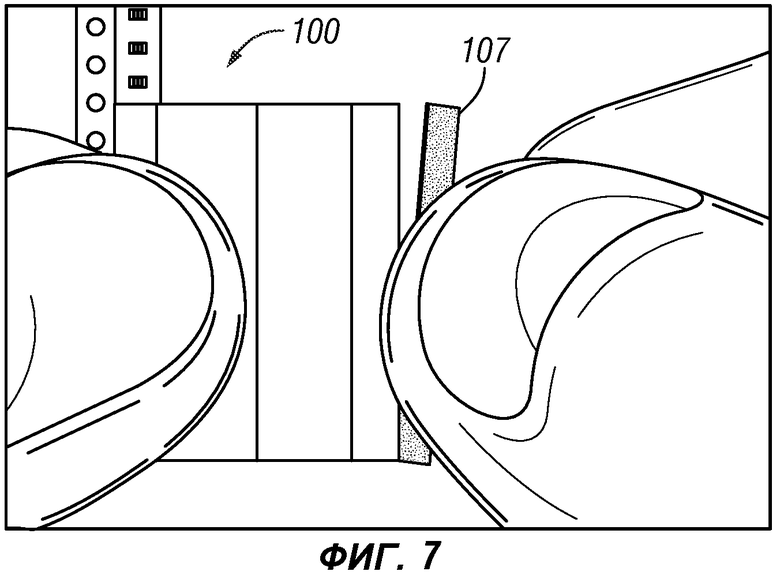
На фиг. 7 проиллюстрирован опциональный процесс удаления придающей жесткость полосы 107 для наложения на несущие компоненты рулонные материалы меньшего размера согласно раскрытым вариантам осуществления. При использовании несущих компоненты рулонных материалов меньшего размера, например рулонных материалов шириной 4 мм, не требуется добавленная придающая жесткость полоса для эффективной защиты соединения на верхней стороне ленты, где расположены отверстия для захода зубьев звездочки для подачи между рулонными материалами, несущими компоненты, как в месте расположения полосы 107 поверх отверстий для подачи в носителе компонентов.
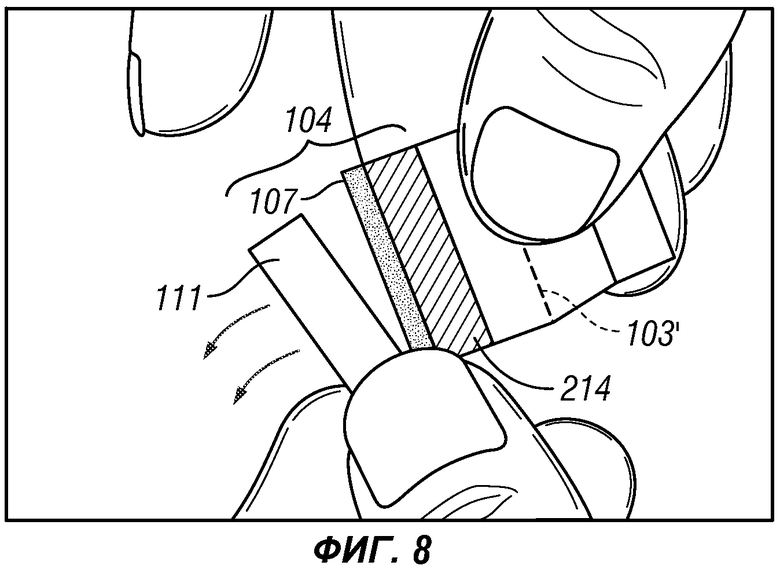
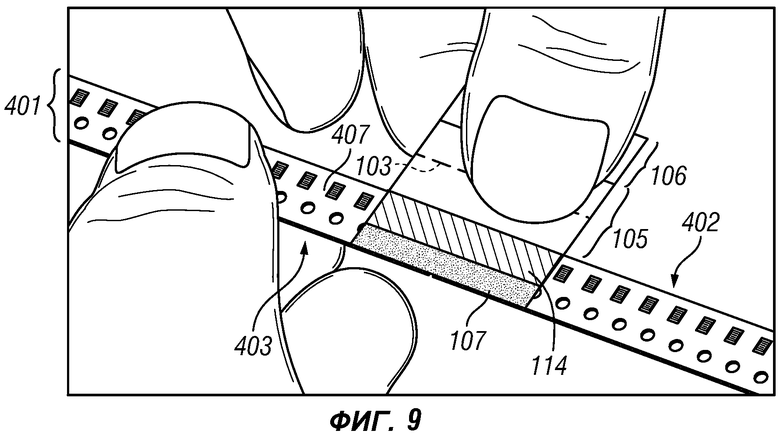
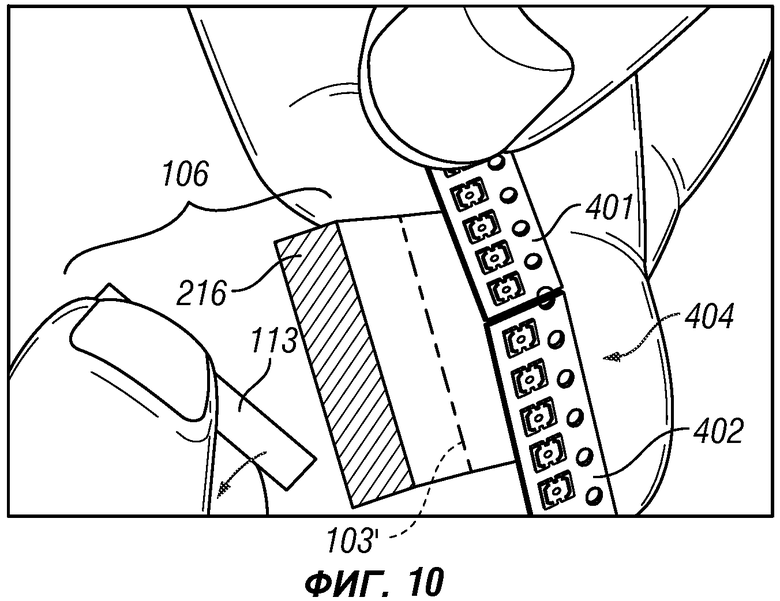
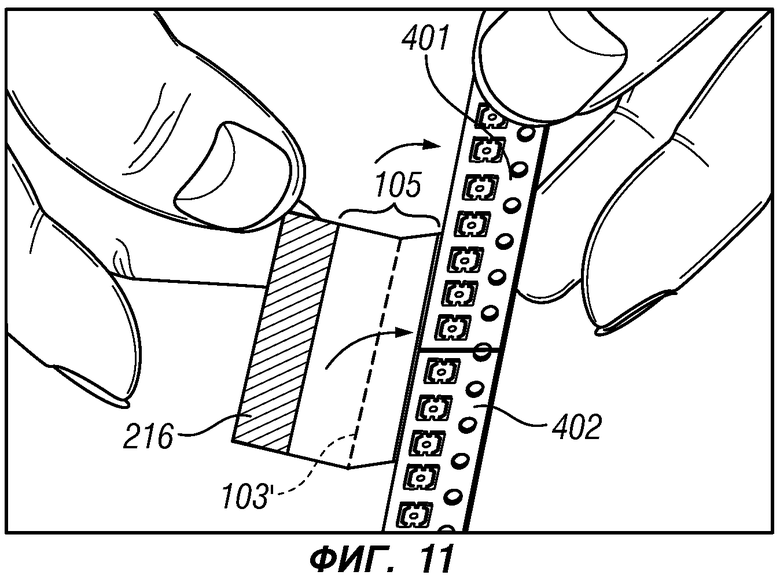
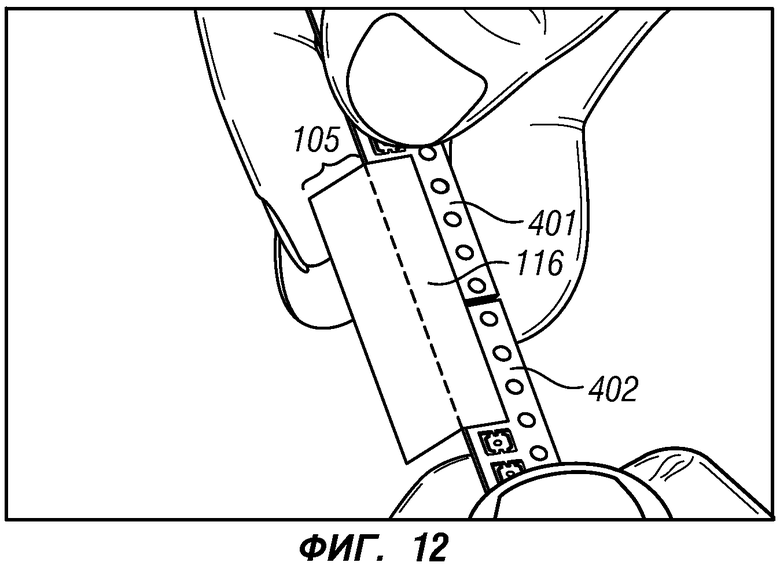
На фиг. 8 проиллюстрирован процесс отделения первой секции 111 защитной бумаги от первой секции 104 склеивающей ленты 100 для обнажения, таким образом, стороны 214, покрытой клеящим составом. На фиг. 9 проиллюстрирован процесс приклеивания первой секции 114 ленточного материала и придающей жесткость полосы 107 к верхней стороне 403 рулонных материалов 401, 402, несущих компоненты, для покрывания таким способом части верхней покровной ленты 408, расположенной поверх углублений 407 для компонентов. На фиг. 10 показаны рулонные материалы 401, 402, несущие компоненты, перевернутые нижней стороной 404 вверх. При этом удаляют третью секцию 113 защитной бумаги с третьей укомплектованной секции 106 ленточного материала для обнажения третьей секции ленточного материала с клеящим составом 216. На фиг. 11 проиллюстрирован процесс сгибания и наложения третьей секции ленточного материала с клеящим составом 216 и части средней секции 105 склеивающей ленты, расположенной над линией сгиба 103', на нижнюю сторону 404 рулонных материалов 401, 402, несущих компоненты. На фиг. 12 проиллюстрирован процесс приклеивания третьей секции 116 ленточного материала к нижней стороне 404 рулонных материалов 401, 402, несущих компоненты, для формирования таким способом прочного, но при этом гибкого соединения рулонных материалов 401, 402. Приклеенной третьей секцией 116 склеивающей ленты 100 покрывают наружную часть 406 карманов 407 для компонентов, но при этом не покрывают и не мешают взаимодействию с отверстиями 405 для подачи рулонных материалов 401, 402, несущих компоненты. Благодаря этому соединенные рулонные материалы, несущие компоненты, легко проводят через машины, посредством которых впоследствии отбирают компоненты.
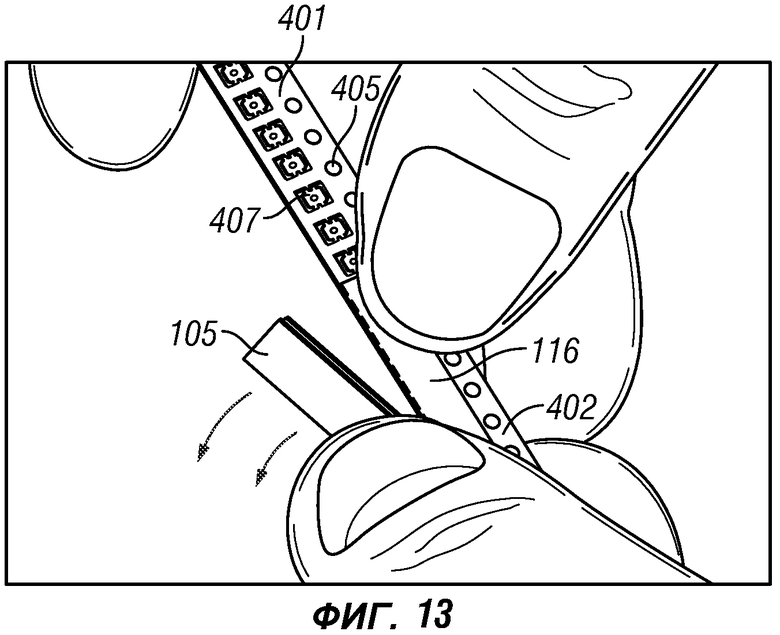
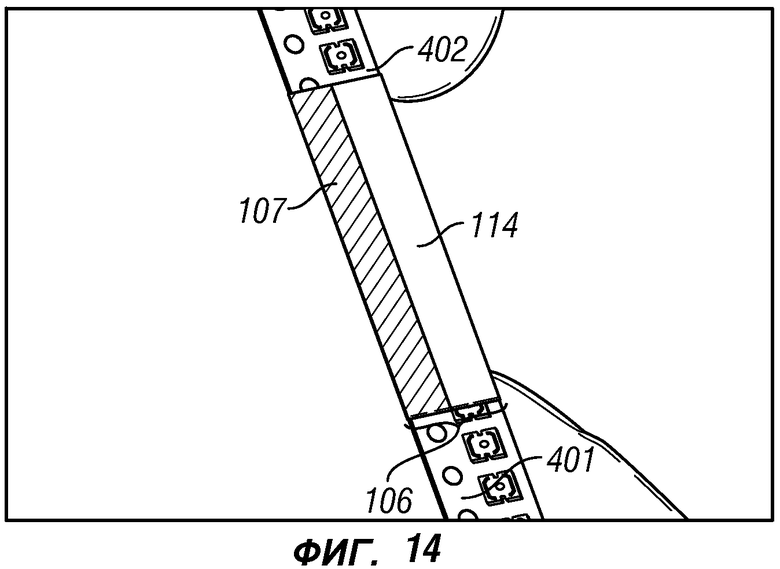
На фиг. 13 проиллюстрирован процесс удаления согнутой второй секции 105 склеивающей ленты 100 вместе со второй секцией 112 защитной бумаги, все еще прикрепленной к клеящему составу 215, находящемуся на второй секции 105 склеивающей ленты. Сложенную вторую секцию 105 склеивающей ленты 100, свисающую с рулонных материалов 401, 402, несущих компоненты, легко отделяют от соединения соединенных рулонных материалов посредством сдвигового перемещения. Удаление всей секции 105 ленты не вызывает ударов статическим электричеством, которые могли бы повредить компоненты 450. На фиг. 14 изображены соединенные рулонные материалы 401, 402, несущие компоненты, в завершенном виде, с прикрепленной склеивающей лентой 100, где показаны приклеенные секции 107 и 114 ленты.
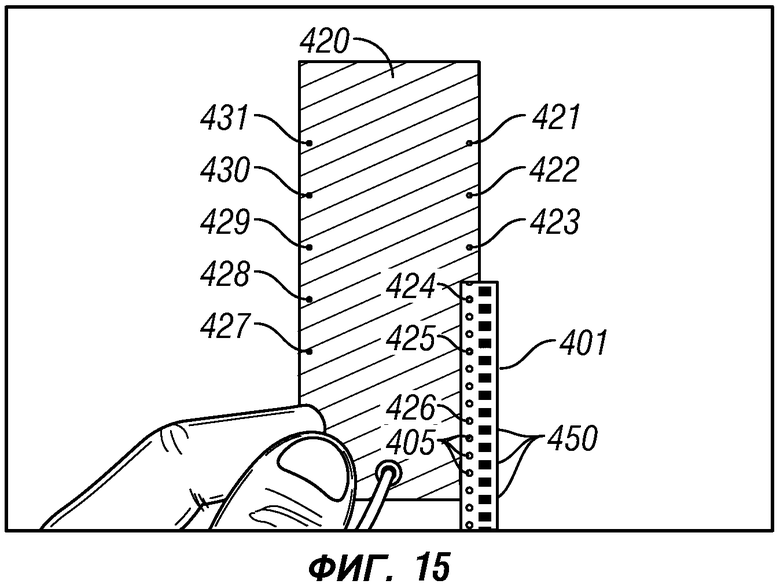
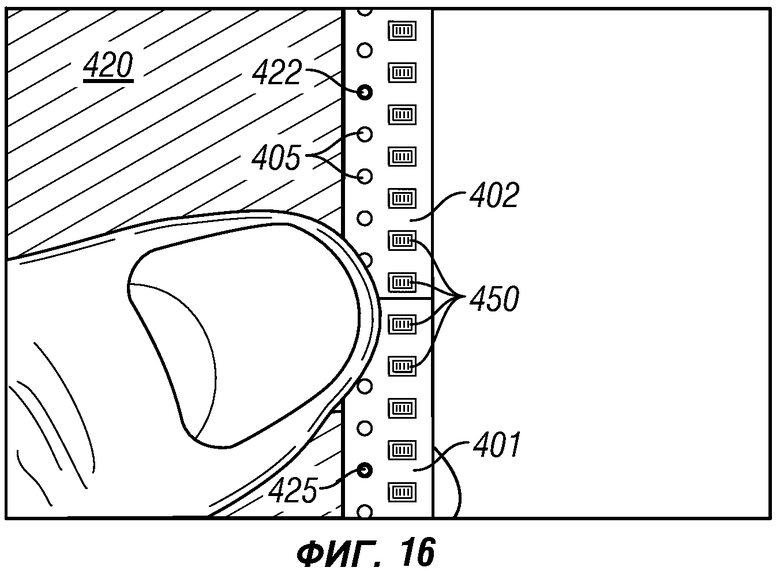
На фиг. 15-21 проиллюстрирован способ, приведенный в качестве примера, наложения раскрытой склеивающей ленты 100 на рулонные материалы, несущие компоненты, с использованием выравнивающего фиксатора 420 для выравнивания рулонных материалов 401, 402, несущих компоненты, для соединения согласно раскрытым вариантам осуществления. На фиг. 15 показан рулонный материал 401, несущий компоненты, расположенный в выровненном положении на приведенном в качестве примера выравнивающем фиксаторе 420 для способствования выравниванию рулонных материалов 401, 402, несущих компоненты. Выравнивающий фиксатор 420 может быть изготовлен из жесткого материала любого типа, например из пластикового материала или металла. Отверстия 405 для подачи рулонного материала 401, несущего компоненты, могут быть выровнены на выравнивающем фиксаторе 420 посредством использования любого количества выравнивающих штифтов 421-431, выступающих наружу из выравнивающего фиксатора 420. Выравнивающие штифты 421-431 выполнены по размерам таким образом, чтобы на них можно было насаживать отверстия 405 для подачи любых размеров, выполненных в несущем компоненты рулонном материале 401 любого размера. На фиг. 15 показан рулонный материал 401, несущий компоненты, отверстия 405 для подачи которого выровнены на выравнивающих штифтах 424, 425, 426. Выравнивающие штифты 421, 422, 423 выполнены по размерам таким образом, чтобы на них можно было насаживать отверстия 405 для подачи рулонного материала 402, несущего компоненты. При выравнивании с использованием выравнивающего фиксатора 420, рулонные материалы 401, 402, несущие компоненты, выравнивают в поперечном направлении для формирования соединения, как это показано на фиг. 16.
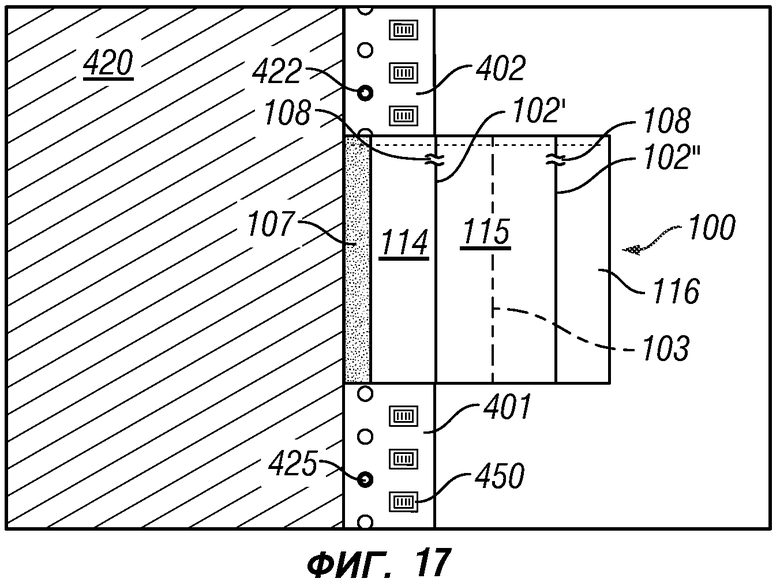
На фиг. 17 проиллюстрирован процесс приклеивания склеивающей ленты 100 к рулонным материалам 401, 402, несущим компоненты, с использованием выравнивающего фиксатора 420 согласно раскрытым вариантам осуществления. Сначала удаляют первую секцию 111 защитной бумаги с задней стороны поддерживающей полосы 107 и первую секцию 114 ленты для обнажения ее стороны 214, покрытой клеящим составом. Покрытую клеящим составом сторону поддерживающей полосы 107 приклеивают поверх отверстий 405 для подачи соединения рулонных материалов 401, 402, несущих компоненты. Покрытую клеящим составом сторону 214 первой секции 114 ленты приклеивают поверх верхней покровной ленты 408 рулонных материалов 401, 402, несущих компоненты. Таким образом, прорезь 102' располагают параллельно краям рулонных материалов 401, 402, несущих компоненты.
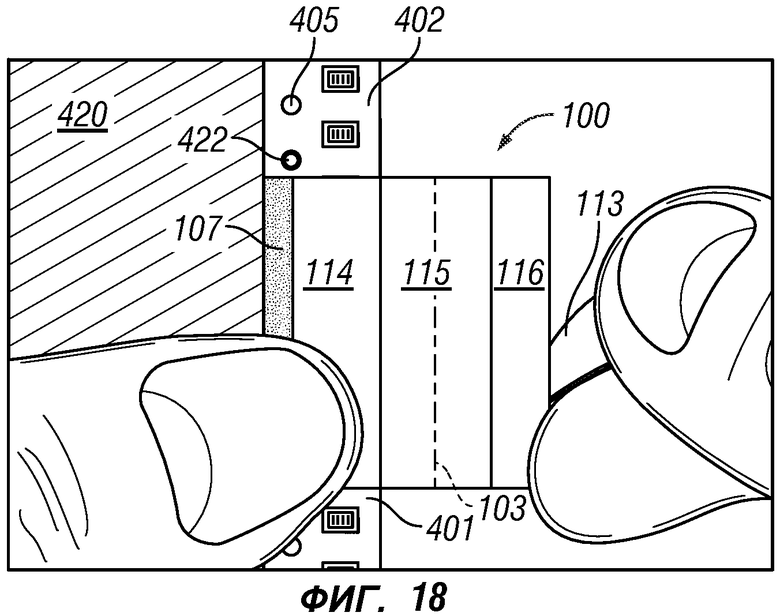
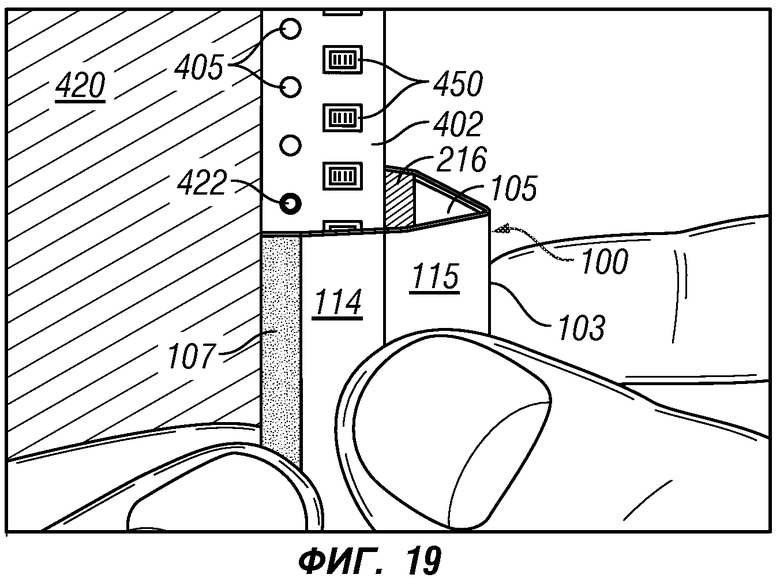
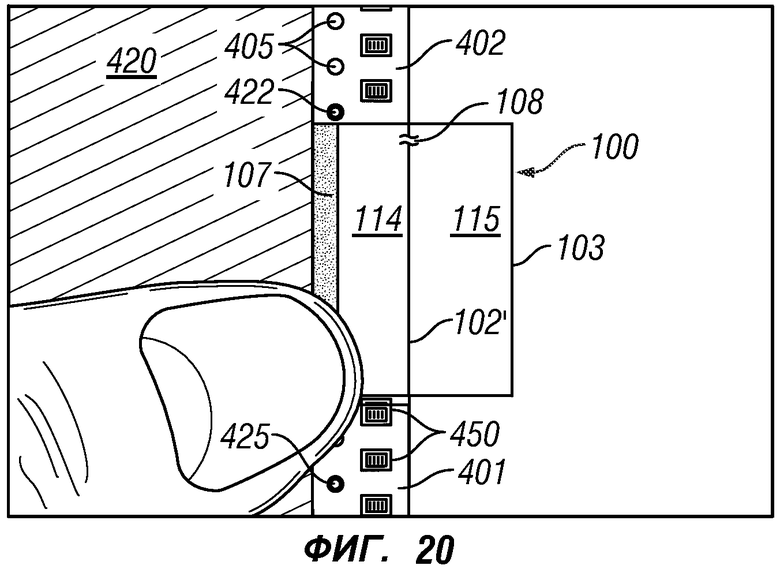
Затем удаляют третью секцию 113 защитной бумаги (см. фиг. 18) с задней стороны третьей секции 116 склеивающей ленты 100 для обнажения покрытой клеящим составом стороны 216 (не показана). Затем третью секцию 116 ленты отгибают к нижней стороне соответствующих рулонных материалов 401, 402, несущих компоненты, как показано на фиг. 19. Склеивающую ленту сгибают пополам вдоль линии сгиба 103, делящей пополам секцию 115. Затем приклеивают покрытую клеящим составом сторону 216 (см. фиг. 20) секции 116 склеивающей ленты 100 к задней части рулонных материалов 401, 402, несущих компоненты. Выравнивающий фиксатор 420 не мешает приклеиванию склеивающей ленты 100, но скорее способствует выравниванию для формирования точного соединения рулонных материалов 401, 402.
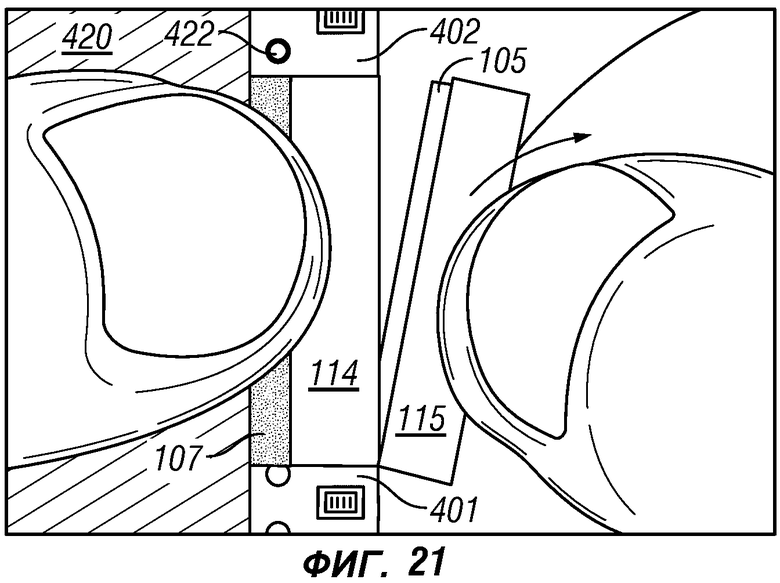
Затем удаляют вторую укомплектованную секцию 105 склеивающей ленты 100 от приклеенных секций 107, 114 и 116, как это показано на фиг. 21. Вторую укомплектованную секцию 105 склеивающей ленты 100 отделяют от приклеенных секций 114 и 116 вдоль прорезей 102' и 102″ соответственно. Вторая защитная бумага 112 все еще остается прикрепленной к задней стороне второй секции 115 ленты. На фиг. 22 показаны рулонные материалы 401, 402, несущие компоненты, снятые с выравнивающего фиксатора 420 и подготовленные к подаче в оборудование (не показано) для отбора и расположения компонентов.
На фиг. 23-25 изображены графические представления приведенных в качестве примеров рулонных материалов 501, 502, 601, 602, 701, 702, несущих компоненты, согласно раскрытым вариантам осуществления. Следует понимать, что склеивающая лента, раскрытая в данном описании, не ограничена какими-либо конкретными размерами. Кроме того, следует понимать, что несущий компоненты рулонный материал любого размера можно соединять, используя раскрытую склеивающую ленту. На фиг. 23 показана склеивающая лента 500, наложенная на нижнюю сторону, или «на сторону, содержащую карманы», рулонных материалов 501, 502, несущих компоненты, согласно раскрытым вариантам осуществления, описанным со ссылками на фиг. 4-21. При использовании несущих компоненты рулонных материалов меньших размеров, например при использовании рулонных материалов 501, 502 шириной 4 мм, металлизированную поддерживающую полосу 107 можно либо использовать для соединения рулонных материалов 501, 502 либо удалить для обеспечения возможности прикрепления согласно вариантам осуществления, раскрытым со ссылками на фиг. 4-21. Со стороны, снабженной покрытием ленты, используют неметаллизированную ленту 600 для соединения концов рулонных материалов 601, 602, несущих компоненты. Несущие компоненты рулонные материалы шириной 4 мм являются рулонными материалами, приведенными в качестве примера, на котором показана возможность применения раскрытой склеивающей ленты 100 для соединения несущих компоненты рулонных материалов меньших размеров, но изобретение не ограничено применением его только для соединения рулонных материалов шириной 4 мм.
На фиг. 24 и 25 проиллюстрировано применение склеивающей ленты 700, 800 для рулонных материалов 701, 702 шириной 24 мм, согласно раскрытым вариантам осуществления. Склеивающая лента 800 наложена дважды с использованием стадий, раскрытых со ссылками на фиг. 4-21. Несущие компоненты рулонные материалы шириной 24 мм являются рулонными материалами, приведенными в качестве примера, на котором показана возможность применения раскрытой склеивающей ленты 100 для соединения несущих компоненты рулонных материалов большего размера, но изобретение не ограничено применением его только для соединения рулонных материалов шириной 24 мм. Для соединения несущих компоненты рулонных материалов 701, 702 большего размера может потребоваться дополнительная поддержка для места соединения рулонных материалов, несущих компоненты. Склеивающую ленту, раскрытую со ссылками на фиг. 4-21, накладывают с обеих сторон рулонных материалов 701, 702 шириной 24 мм, несущих компоненты. Дополнительную поддержку можно обеспечить посредством использования дополнительной части склеивающей ленты 700 с нижней стороны рулонного материала, несущего компоненты.
Следует понимать, что варианты осуществления раскрытых выше и других признаков и функций или их альтернатив могут быть при необходимости скомбинированы со многими другими различными системами или применениями. Кроме того, различные непредусмотренные или непредвиденные в настоящее время альтернативные решения, модификации, варианты осуществления или их усовершенствованные решения могут быть впоследствии осуществлены специалистами в данной области техники, которые также охватываются прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| САЛФЕТКА С УЧАСТКОМ ПРИКЛЕИВАНИЯ ДЛЯ ОБЕРТЫВАНИЯ СТОЛОВЫХ ПРИБОРОВ | 2017 |
|
RU2759585C1 |
| САЛФЕТКА ДЛЯ ОБЕРТЫВАНИЯ СТОЛОВЫХ ПРИБОРОВ | 2016 |
|
RU2738642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ ЭЛЕМЕНТОВ С ИЗОБРАЖЕНИЯМИ, РАСПОЛОЖЕННЫМИ С ТОЧНОЙ ПРИВОДКОЙ МЕЖДУ НИМИ | 2009 |
|
RU2496653C9 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2203206C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ И ИСПОЛЬЗУЕМЫЙ В НЕМ МЕХАНИЗМ СОЕДИНЕНИЯ | 1999 |
|
RU2168423C1 |
| ВЕНТИЛИРУЕМОЕ КРОВЕЛЬНОЕ ПОКРЫТИЕ | 1992 |
|
RU2079615C1 |
| ЖЕНСКАЯ ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА С РЕГУЛИРУЕМОЙ ПО ДЛИНЕ МЕЖЯГОДИЧНОЙ ЛЕНТОЙ (ВАРИАНТЫ) | 2002 |
|
RU2224492C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛУЧШЕННЫХ ЗАЩИТНЫХ ЭКОЛОГИЧЕСКИ БЕЗОПАСНЫХ ПАКЕТА И УПАКОВКИ И ПРОДУКТОВ, ИЗГОТАВЛИВАЕМЫХ ИЗ НИХ | 2018 |
|
RU2774242C2 |
| УСТРОЙСТВО ДЛЯ ПРИКЛЕИВАНИЯ РУЛОННЫХ КРОВЕЛЬНЫХ МАТЕРИАЛОВ СО СКЛЕИВАЮЩИМ СЛОЕМ | 1999 |
|
RU2145997C1 |
Раскрыта склеивающая лента для точного выравнивания и соединения соединяемых рулонных материалов, несущих компоненты. Склеивающая лента содержит ленточный материал, защитную бумагу, которой покрыт клеящий состав, нанесенный на одну сторону упомянутого ленточного материала; систему прорезей, выполненную в упомянутом ленточном материале, и систему прорезей, выполненную в упомянутой защитной бумаге, где упомянутая система прорезей, выполненная в упомянутом ленточном материале, расположена со смещением относительно упомянутой системы прорезей, выполненной в упомянутой защитной бумаге, для формирования секций, расположенных со смещением, между упомянутым ленточным материалом и упомянутой защитной бумагой для легкого удаления секций упомянутой защитной бумаги, для обнажения упомянутого клеящего состава, для правильного выравнивания и приклеивания упомянутого ленточного материала к упомянутому соединению рулонных материалов, несущих компоненты. Металлизированную придающую жесткость полосу, прикрепленную к упомянутому ленточному материалу для предотвращения перемещения упомянутого соединения рулонных материалов, несущих компоненты, в осевом или поперечном направлениях при приклеивании упомянутой склеивающей ленты к упомянутому соединению рулонных материалов, несущих компоненты. 3 н. и 17 з. п. ф-лы, 27 ил.
1. Склеивающая лента, содержащая:
ленточный материал;
защитную бумагу, которой покрыт клеящий состав, нанесенный на одну сторону упомянутого ленточного материала, где с помощью упомянутого клеящего состава приклеивают упомянутый ленточный материал к соединению рулонных материалов, несущих компоненты;
систему прорезей, выполненную в упомянутом ленточном материале, и систему прорезей, выполненную в упомянутой защитной бумаге, где упомянутая система прорезей, выполненная в упомянутом ленточном материале, расположена со смещением относительно упомянутой системы прорезей, выполненной в упомянутой защитной бумаге, для формирования секций, расположенных со смещением, между упомянутым ленточным материалом и упомянутой защитной бумагой для легкого удаления секций упомянутой защитной бумаги, для обнажения упомянутого клеящего состава, для правильного выравнивания и приклеивания упомянутого ленточного материала к упомянутому соединению рулонных материалов, несущих компоненты; и
металлизированную придающую жесткость полосу, прикрепленную к упомянутому ленточному материалу для предотвращения перемещения упомянутого соединения рулонных материалов, несущих компоненты, в осевом или поперечном направлениях при приклеивании упомянутой склеивающей ленты к упомянутому соединению рулонных материалов, несущих компоненты.
2. Склеивающая лента по п.1, в которой упомянутое соединение рулонных материалов, несущих компоненты, содержит первый рулонный материал, несущий компоненты, выровненный в поперечном направлении со вторым рулонным материалом, несущим компоненты.
3. Склеивающая лента по п.1, в которой придающая жесткость полоса выполнена таким образом, чтобы обеспечить индуктивное или визуальное восприятие соединенных упомянутых первого и второго рулонных материалов, несущих компоненты, для определения места расположения соединения для новой подачи компонентов.
4. Склеивающая лента по п.1 или 3, в которой металлический материал упомянутой придающей жесткость полосы содержит по меньшей мере один из следующих металлов: латунь, медь или бронзу.
5. Склеивающая лента по п.1, в которой упомянутый ленточный материал содержит гибкий пластиковый материал, где упомянутый пластиковый материал содержит сложный полиэфир.
6. Склеивающая лента по п.1, в которой:
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутом ленточном материале, создает первую секцию ленты, вторую секцию ленты и третью секцию ленты, причем засечки между секциями ленты способствуют первоначальному соединению упомянутых секций ленты; и
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутой защитной бумаге, создает первую секцию защитной бумаги, вторую секцию защитной бумаги и третью секцию защитной бумаги.
7. Склеивающая лента по п.6, где:
упомянутая первая секция ленты приклеена со смещением к упомянутой первой секции защитной бумаги;
упомянутая вторая секция ленты приклеена со смещением к упомянутой второй секции защитной бумаги; и
упомянутая третья секция ленты приклеена со смещением к упомянутой третьей секции защитной бумаги.
8. Склеивающая лента, обладающая жесткостью и содержащая:
пластиковый ленточный материал;
защитную бумагу, которой покрыт клеящий состав, нанесенный на одну сторону упомянутого ленточного материала, где с помощью упомянутого клеящего состава приклеивают упомянутый ленточный материал к соединению рулонных материалов, несущих компоненты;
систему прорезей, расположенных со смещением, выполненную в упомянутом ленточном материале и в упомянутой защитной бумаге для формирования секций, расположенных со смещением, между упомянутым ленточным материалом и упомянутой защитной бумагой для легкого удаления секций упомянутой защитной бумаги, для обнажения упомянутого клеящего состава, для правильного выравнивания и приклеивания упомянутого ленточного материала к упомянутому соединению рулонных материалов, несущих компоненты; и
металлизированную придающую жесткость полосу, прикрепленную к упомянутому ленточному материалу для предотвращения перемещения упомянутого соединения рулонных материалов, несущих компоненты, в осевом или поперечном направлениях при приклеивании упомянутой склеивающей ленты к упомянутому соединению рулонных материалов, несущих компоненты.
9. Склеивающая лента по п.8, где:
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутом ленточном материале, создает: первую секцию ленты, вторую секцию ленты и третью секцию ленты; и
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутой защитной бумаге, создает первую секцию защитной бумаги, вторую секцию защитной бумаги и третью секцию защитной бумаги.
10. Склеивающая лента по п.9, где:
упомянутая первая секция ленты приклеена со смещением к упомянутой первой секции защитной бумаги;
упомянутая вторая секция ленты приклеена со смещением к упомянутой второй секции защитной бумаги;
упомянутая третья секция ленты приклеена со смещением к упомянутой третьей секции защитной бумаги.
11. Способ соединения рулонных материалов, несущих компоненты, включающий:
обеспечение склеивающей ленты, содержащей: ленточный материал; клеящий состав, которым покрыта одна сторона упомянутого ленточного материала; и защитную бумагу, которой покрыт упомянутый клеящий состав, нанесенный на упомянутую одну сторону упомянутого ленточного материала;
разделение упомянутого ленточного материала согласно системе прорезей, выполненной в упомянутом ленточном материале, и разделение упомянутой защитной бумаги согласно системе прорезей, выполненной в упомянутой защитной бумаге, где упомянутая система прорезей, выполненная в упомянутом ленточном материале, расположена со смещением относительно упомянутой системы прорезей, выполненной в упомянутой защитной бумаге, на расположенные со смещением склеенные секции упомянутого ленточного материала и упомянутой защитной бумаги с использованием системы прорезей, расположенных со смещением;
прикрепление металлизированной придающей жесткость полосы к упомянутому ленточному материалу для предотвращения перемещения упомянутого соединения рулонных материалов, несущих компоненты, в осевом или поперечном направлениях при приклеивании упомянутой склеивающей ленты к упомянутому соединению рулонных материалов, несущих компоненты; и
приклеивание упомянутой склеивающей ленты к выровненным первому рулонному материалу, несущему компоненты, и второму рулонному материалу, несущему компоненты, для формирования прочного и гибкого соединения между упомянутыми первым рулонным материалом, несущим компоненты, и вторым рулонным материалом, несущим компоненты.
12. Способ по п.11, согласно которому придающую жесткость полосу выполняют таким образом, чтобы обеспечить индуктивного или визуального восприятия соединенных упомянутых первого и второго рулонных материалов, несущих компоненты, для определения места расположения соединения для новой подачи компонентов.
13. Способ по п.11, согласно которому:
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутом ленточном материале, создает первую секцию ленты, вторую секцию ленты и третью секцию ленты;
упомянутая система прорезей, расположенных со смещением, выполненная в упомянутой защитной бумаге, создает первую секцию защитной бумаги, вторую секцию защитной бумаги и третью секцию защитной бумаги; и
упомянутая первая секция ленты приклеена со смещением к упомянутой первой секции защитной бумаги; упомянутая вторая секция ленты приклеена со смещением к упомянутой второй секции защитной бумаги; и упомянутая третья секция ленты приклеена со смещением к упомянутой третьей секции защитной бумаги.
14. Способ по п.13, дополнительно включающий:
удаление упомянутой первой секции защитной бумаги с упомянутой первой секции ленточного материала для обнажения упомянутого клеящего состава, находящегося на одной стороне упомянутой первой секции ленточного материала;
выравнивание упомянутой первой секции ленточного материала с верхней стороной упомянутого первого рулонного материала, несущего компоненты, и с верхней стороной выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты;
приклеивание упомянутой первой секции ленточного материала к упомянутой верхней стороне упомянутого первого рулонного материала, несущего компоненты, и к упомянутой верхней стороне выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты.
15. Способ по п.14, согласно которому упомянутая верхняя сторона упомянутого первого рулонного материала, несущего компоненты, и упомянутая верхняя сторона упомянутого второго рулонного материала, несущего компоненты, содержат отверстия для подачи и верхнюю покровную ленту, которой покрыты углубления для компонентов.
16. Способ по п.13, дополнительно включающий:
удаление упомянутой третьей секции защитной бумаги с упомянутой третьей секции ленточного материала для обнажения упомянутого клеящего состава, нанесенного на одну сторону упомянутой третьей секции ленточного материала;
выравнивание упомянутой третьей секции ленточного материала с нижней стороной упомянутого первого рулонного материала, несущего компоненты, и с нижней стороной выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты;
приклеивание упомянутой третьей секции ленточного материала к упомянутой нижней стороне упомянутого первого рулонного материала, несущего компоненты, и к упомянутой нижней стороне выровненного в поперечном направлении упомянутого второго рулонного материала, несущего компоненты.
17. Способ по п.16, согласно которому упомянутая нижняя сторона упомянутого первого рулонного материала, несущего компоненты, и упомянутая нижняя сторона упомянутого второго рулонного материала, несущего компоненты, содержат нижнюю сторону углублений для компонентов.
18. Способ по п.13, дополнительно включающий удаление упомянутой второй секции ленточного материала с приклеенной упомянутой второй секцией защитной бумаги с использованием сдвигового движения вдоль упомянутых прорезей, расположенных со смещением, выполненных в упомянутом ленточном материале и в упомянутой защитной бумаге, для обеспечения возможности бесшовной подачи через оборудование, с помощью которого обеспечивают точный перенос компонентов с соединенных упомянутого первого рулонного материала, несущего компоненты, и упомянутого второго рулонного материала, несущего компоненты, в устройство.
19. Способ по п.13, дополнительно включающий выравнивание упомянутого первого рулонного материала, несущего компоненты, и упомянутого второго рулонного материала, несущего компоненты, с использованием выравнивающего фиксатора для выравнивания отверстий для подачи в упомянутых первом и втором рулонных материалах, несущих компоненты, где упомянутый выравнивающий фиксатор не мешает приклеиванию упомянутой склеивающей ленты к упомянутым первому и второму рулонным материалам, несущим компоненты, для формирования соединения между упомянутыми первым и вторым рулонными материалами, несущими компоненты.
20. Способ по п.11, дополнительно включающий обрезание упомянутого первого рулонного материала, несущего компоненты, и упомянутого второго рулонного материала, несущего компоненты, с использованием оправки, прикрепленной к ножницам, для выравнивания упомянутого первого рулонного материала, несущего компоненты, с упомянутым вторым рулонным материалом, несущим компоненты.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 4247582 A, 27.01.1981 | |||
| US 6916394 B2, 12.07.2005 | |||

