Изобретение относится к газоразрядной технике и может быть использовано при разработке и производстве высоковольтных приборов, например, разрядников-обострителей с малым временем коммутации для использования в генераторах высоковольтных импульсов напряжения с длительностью фронта менее 0,5 нс.
Известен способ изготовления газонаполненного разрядника, включающий сборку элементов конструкции, тренировку, откачу и наполнение рабочим газом [Патент США №4283747, 361-117, 1981 г.]
Недостатком указанного способа является то, что он не пригоден для изготовления высоковольтных искровых разрядников с водородным наполнением, так как в процессе работы таких разрядников при изготовлении их указанным способом наблюдается напыление токопроводящих продуктов эрозии материала электродов на изоляционную оболочку прибора, приводящее к неравномерному распределению потенциала электрического поля вдоль образующей поверхности изоляционной оболочки, которое по мере напыления продуктов эрозии материала электродов создает на поверхности изоляционной оболочки напряженность электрического поля, превышающую критическую, при которой развивается пробой, приводящий к потере электрической прочности. Механическая прочность разрядника, изготовленного указанным способом, недостаточна, что не позволяет выдерживать давление наполняющего газа порядка единиц МПа, необходимого для получения динамического напряжения пробоя более 100 кВ.
Известен также способ изготовления газонаполненного разрядника, заключающийся в изготовлении корпуса в виде полого цилиндра, анодного узла, включающего изолятор в виде полого усеченного конуса, на меньшем основании которого через анодный вывод припоем ПСр-72 В припаивается анод, и катодного узла, содержащего крышку с катодом на ее внутренней стороне, сборке корпуса, выполненного в виде полого цилиндра, с катодным и анодным узлами, соединение их в местах сопряжения торцевыми спаями и дополнительно охватывающим спаем между внутренней поверхностью цилиндра и боковой цилиндрической поверхностью изолятора в их нижних частях [Киселев Ю.В., Черепанов В.П. Искровые разрядники. М., «Советское радио», 1976 г., стр.65].
Одним из недостатков данного способа является то, что его использование не позволяет изготовить разрядники с напряжением пробоя более 200 кВ, так как получаемый таким образом охватывающий спай применим для спаивания деталей с небольшими геометрическими размерами - диаметрами сопряженных поверхностей деталей не более 50 мм и толщиной стенки цилиндра не более 1 мм. Для получения времени коммутации наносекундной и субнаносекундной длительности и напряжения срабатывания 200 кВ требуется высокое давление наполняющего газа, порядка единиц МПа, как правило, водорода особой чистоты, что накладывает высокие требования к механической прочности разрядника. Для выполнения требований по механической прочности необходимо толщину стенки цилиндра выбрать более 1 мм, что исключает возможность указанного выше способа изготовления. При увеличении толщины стенки цилиндра более 1 мм из-за большой разницы теплового расширения спаиваемых деталей при температуре пайки возникает большой зазор, что снижает качество спая, а после спая деталей - изолятора и цилиндра в массе изолятора возникают сжимающие усилия пропорциональные толщине стенки цилиндра, которые могут привести к ее разрушению.
Другим недостатком данного способа изготовления газонаполненного разрядника указанной выше конструкции является низкий процент выхода годных изделий после технологической операции пайки прибора из-за неполного заполнения припоем охватывающего шва металлического цилиндра с наружной цилиндрической поверхностью нижней части изолятора, что является причиной отсутствия герметичности шва. В данной конструкции разрядника присутствуют два типа спая керамики с металлом - торцевой и охватывающий, поэтому условия пайки у них разные из-за разных физико-химических процессов, протекающих при пайке металлизированной керамики. Торцевой спай анода, экрана, используемого для устранения влияния на распределение электрического поля из-за наличия острой металлизационной кромки, и вывода анода осуществляется припоем ПСр-72В в виде кольца из фольги, а охватывающий спай нижней цилиндрической части изолятора (керамики) проводится припоем в виде проволоки ПСр-72В и укладывается внутри цилиндра (корпуса). В том и другом случае припой закрыт от нагревательных элементов водородной печи, поэтому режим пайки для обеспечения высокого качества должен быть отличен от рекомендованных режимов, которые приведены в справочной литературе, например, в Справочнике по пайке под редакцией С.Н. Лоцманова, Н.Е. Петрунина, В.П. Фролова. М., «Машиностроение», 1975 г., стр.292-293, которые используются для пайки в печах с наружным расположением нагревательных элементов относительно швов пайки и отсутствия их экранировки.
Наиболее близким способом того же назначения к заявленному изобретению является способ изготовления газонаполненного разрядника, заключающийся в изготовлении металлического корпуса в виде полого цилиндра с отбортовкой, сборке металлокерамического узла, включающий изолятор в виде полого усеченного конуса, большее основание которого соединено торцевым спаем с манжетой, соединенной с переходным кольцом охватывающим спаем, а на меньшем основании расположен экран с электродом, вывод которого проходит внутри полого изолятора по его оси, пайке припоем металлокерамического узла, размещении металлокерамического узла в корпусе до упора с отбортовкой, соединении корпуса с переходным кольцом их внешними краями, например, аргонно-дуговой сваркой, изготовлении и соединении с корпусом, например, аргонно-дуговой сваркой электродного узла со вторым электродом [Авторское свидетельство СССР №932578, кл. H01J 17/02, 1982 г. - прототип].
Основным недостатком данного способа изготовления газонаполненного разрядника, как и предыдущего способа, является низкий процент выхода годных изделий после операции пайка из-за неполного заполнения расплавленным припоем внутреннего охватывающего шва манжеты с переходным кольцом. Объясняется это тем, что для осуществления охватывающего спая манжеты с переходным кольцом по конструктивным соображениям проволочный припой закладывается с внутренней стороны манжеты в непосредственной близости от места спая, в результате чего он закрыт от нагревательных элементов водородной печи. В этом случае температура в месте расположения припоя несколько ниже чем в месте расположения термопары или контрольного припоя, по которым фиксируется начало пайки и ее режим, что требует для обеспечения высокого качества спая существенной корректировки общепринятого (рекомендуемого в справочной литературе) режима пайки.
Задачей заявленного изобретения является создание способа изготовления газонаполненного разрядника, обеспечивающего высокую и надежную герметичность прибора.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления газонаполненного разрядника, заключающегося в изготовлении металлического корпуса в виде полого цилиндра с отбортовкой, сборке металлокерамического узла, включающего изолятор в виде полого усеченного конуса, большее основание которого соединено торцевым спаем с манжетой, соединенной с переходным кольцом охватывающим спаем, а на меньшем основании расположен экран с электродом, вывод которого проходит внутри полого изолятора по его оси, пайке припоем металлокерамического узла, размещении металлокерамического узла в корпусе до упора с отбортовкой, соединении корпуса с переходным кольцом их внешними кромками, например, аргонно-дуговой сваркой, изготовлении и соединении с корпусом, например, аргонно-дуговой сваркой электродного узла со вторым электродом, при пайке металлокерамического узла припоем, например, ПСр-72В после подъема температуры со скоростью не более 15°C в минуту до температуры плавления припоя, температуру пайки дополнительно повышают на 20-80°C со скоростью 15-45°C в минуту и делают выдержку, при этом дополнительный подъем температуры и выдержку выполняют за 5-12 минут, после чего температуру снижают до нормальной со скоростью не превышающей 7°C в минуту.
Использование предлагаемого режима пайки в процессе изготовления газонаполненного разрядника позволяет получить надежные спаи в разряднике и, тем самым, обеспечить высокую и надежную герметичность прибора.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, позволил установить, что не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Сравнение с прототипом позволило выявить совокупность существенных признаков по отношению к усматриваемому техническому результату, изложенных в формуле изобретения.
Следовательно, заявленное изобретение отвечает требованию «новизна» по действующему законодательству.
Для проверки изобретательского уровня был проведен дополнительный поиск известных решений, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, так как не выявлены технические решения, обеспечивающие высокую и надежную герметичность разрядника за счет использования в технологии изготовления разрядников процесса пайки металлокерамического узла припоем, например, ПСр-7 В, включающего следующие операции: подъем температуры со скоростью не более 15°C до температуры расплавления припоя; дополнительное увеличение температуры пайки на 20-80°C со скоростью 15-45°C в минуту с выдержкой при достигнутой температуре, при этом дополнительный подъем температуры и выдержку выполняют в течение 5-12 минут; снижение температуры до нормальной со скоростью не превышающей 7°C в минуту.
Следовательно, заявленное изобретение соответствует требованию «изобретательский уровень» по действующему законодательству.
Заявленный способ изготовления газонаполненного разрядника поясняется чертежом и графиками режимов пайки припоем ПСр-72В.
На фиг.1 показан один из вариантов газонаполненного разрядника, изготовленный заявленным способом.
На фиг.2 изображены графики режимов пайки металлокерамических узлов рекомендованных справочной литературой по пайке (Справочник по пайке под редакцией С.Н. Лоцманова, Н.Е. Петрунина, В.П. Фролова. М., «Машиностроение», 1975 г., стр.292)
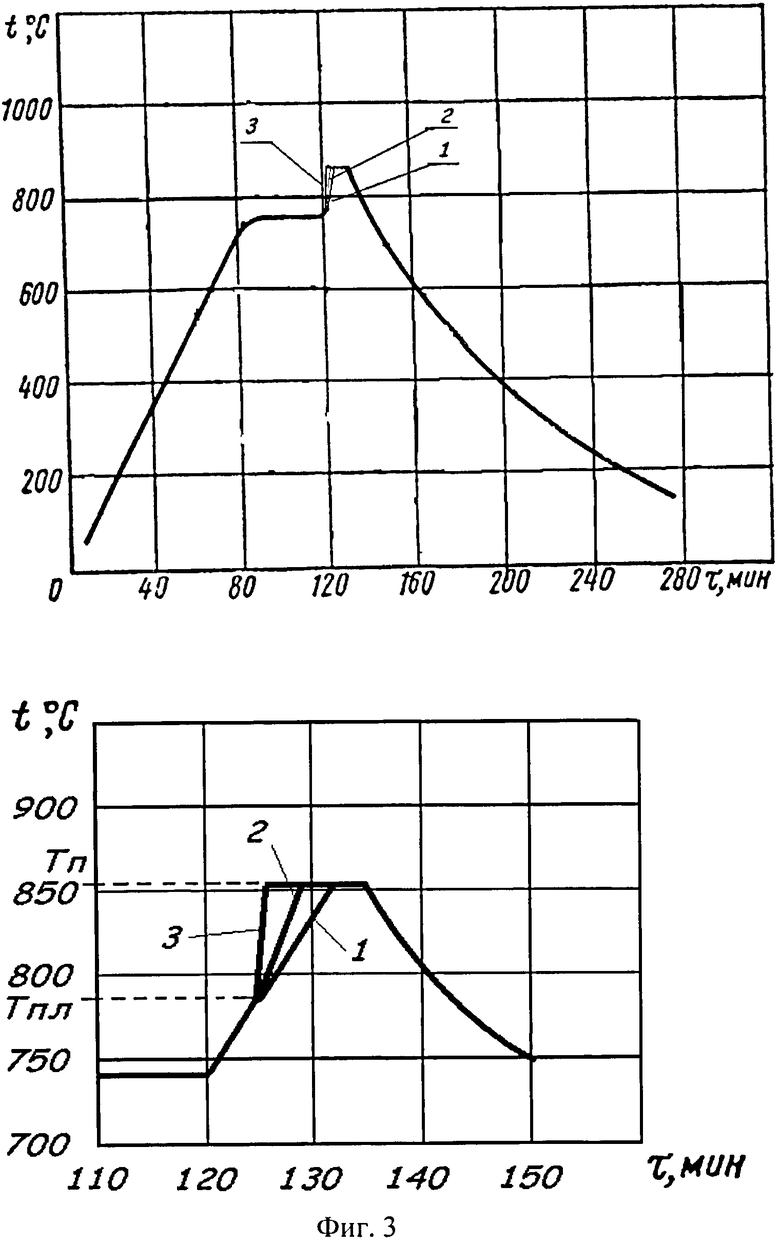
На фиг.3 изображены графики режимов пайки металлокерамических узлов конструкции припоем ПСр-72В по предлагаемому способу изготовления газонаполненного разрядника
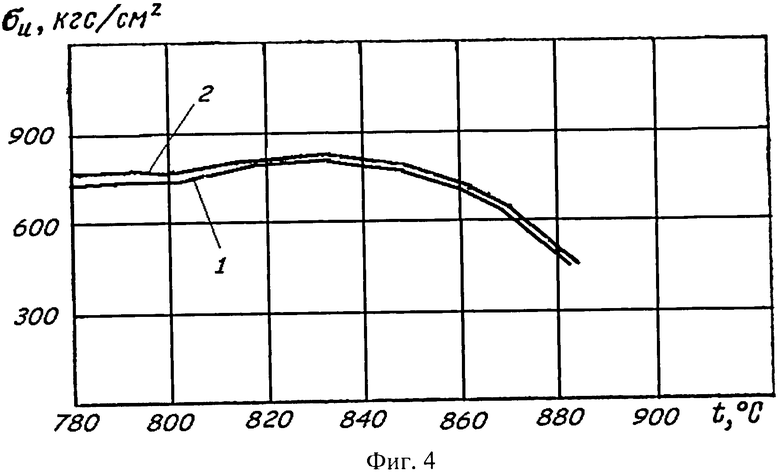
На фиг.4 представлена зависимость прочности соединения керамики ВК94-1 с деталью из сплава 42НА-ВИ от температуры пайки припоем ПСр-72В при постоянном времени выдержки пайки для двух типов разрядников с разной площадью спаиваемых поверхностей изолятора (РО-43 - кривая 1; РО-49 - кривая 2).
Газонаполненный разрядник (фиг.1) содержит металлический корпус 1 в виде цилиндра с отбортовкой и расположенный в нем изолятор 2 в виде усеченного конуса, два электрода- анод 3, закрепленный на внутренней поверхности крышки 4 торцевым спаем 5, соединенной с кромкой корпуса 1 аргонно-дуговой сваркой, и катод 6, размещенный вместе с экраном 7 и выводом 8 на торцевой поверхности меньшего основания изолятора 2 и спаянные торцевыми спаями 9, 10, 11 соответственно, узел, включающий переходное металлическое кольцо 12, соединенное с отбортовкой корпуса 1, компенсирующее керамическое кольцо 13, обращенное металлизированной поверхностью в сторону изолятора 2, манжету 14, верхняя и нижняя поверхности плоской части которой соединены соответственно с большим основанием изолятора 2 и компенсирующим керамическим кольцом 13 торцевыми спаями соответственно 15 и 16, а внешняя поверхность ее цилиндрической части соединена охватывающим спаем 17 с внутренней поверхностью переходного металлического кольца 12, соединенного с другой кромкой корпуса 1 со стороны отбортовки швом аргонно-дуговой сварки, штенгель 18 для откачки и наполнения прибора.
При изготовлении разрядника первоначально изготавливают корпус, проводят сборку основных узлов разрядника. Электродный узел собирают из крышки 4 анода 3 и паяют медным припоем. Металлокерамический узел собирают и паяют в специальной оправке, которую изготавливают из нержавеющей стали 12Х18Н10Т. Перед пайкой ее окисляют отжигом в среде водорода с точкой росы от - 20 до +10°C при 1100°C.
Сборку металлокерамического узла проводят в соответствии с конструкцией разрядника (фиг.1) с использованием специальной оправки со стягивающими молибденовыми стойками, необходимыми для выравнивания в процессе пайки не плоскостности поверхностей деталей узла, образующих торцевые спаи (спаи 9, 10, 11, 15 и 16) и обеспечения высокого качества и герметичности соединения. Для формирования охватывающего спая 17 манжеты 14 и переходного металлического кольца 12 внутри замкнутого объема переходного узла, образованного манжетой 14, компенсирующим кольцом 13 и переходным металлическим кольцом 12 размещают проволочный припой ПСр-72В. Для спаев 9, 10, 11, 15 и 16 в месте их образования размещают припой ПСр-72В из тонкой фольги в виде колец. Затем выполняют пайку металлокерамического узла.
При проведении пайки следует учитывать, что в металлокерамических приборах, качество и герметичность спаев зависят от многих факторов, к которым относятся: масса и габариты, теплоемкость материалов приборов, сложность конструкции, объем загрузки при пайке, состояние спаиваемых поверхностей (наличие окисных пленок), скорость подъема температуры, температура и время выдержки пайки, скорость охлаждения. Необходимо учитывать и то, что для обеспечения высокого качества металлизированную керамику необходимо паять при минимально возможных температурах и выдержках. Практически принято вести процесс пайки при температурах превышающих температуру плавления припоя не более чем на 20°C. Время выдержки после расплавления самого распространенного при производстве газоразрядных и вакуумных приборов припоя ПСр-72В составляет от 30 до 150 секунд. Однако, несмотря на вышеуказанные факторы, влияющие на режим пайки, параметры режима пайки в каждом конкретном случае следует корректировать так, чтобы обеспечить высокое качество пайки как металлокерамических, так и металлических спаев при минимально возможной температуре и выдержке.
В газонаполненном разряднике (фиг.1) параметры режима пайки - температура и время выдержки пайки определяются качеством охватывающего спая манжеты с переходным кольцом, так как физико-химические явления, протекающие в твердой, жидкой и газовой фазе в охватывающем спае наиболее продолжительны по сравнению с временем протекания процессов в торцевых спаях и зависят от конструкции узла и внутреннего размещения припоя в виде проволоки в металлокерамическом узле. Температура в месте расположения припоя из-за его экранировки от нагревателей несколько ниже температуры в месте расположения термопары или контрольного припоя, поэтому контролируемая температура должна быть завышена. Другой причиной завышения температуры пайки относительно температуры плавления припоя являются сами физико-химические процессы, происходящие в охватывающем спае. В охватывающем спае процесс соединения спаиваемых поверхностей манжеты и переходного кольца включает - очистку поверхностей деталей от окисных пленок за счет пайки в восстановительной среде; расплавление припоя; смачивание расплавленным припоем сопряженных поверхностей спаиваемых деталей; растекание расплавленного припоя по поверхности деталей (в нашем случае манжеты и переходного кольца); заполнение расплавленным припоем зазора между манжетой и переходным кольцом под действием капиллярных сил; физико-химическое взаимодействие материалов деталей с расплавленным припоем; кристаллизацию с образованием паяного шва при его остывании. Из сказанного следует, что время формирования паяного шва охватывающего спая манжеты с переходным кольцом значительно превышает время формирования паяного шва торцевого спая металла с керамикой, поэтому для обеспечения высокого качества всех спаев металлокерамического узла и надежной герметичности необходимо выбрать минимально возможную температуру и время выдержки пайки, обеспечивающих высокое качество охватывающего спая манжеты с переходным металлическим кольцом и торцевых металлокерамических спаев.
Минимизация параметров режима пайки с целью получения высокого качества спаев металлокерамических узлов возможна за счет превышения температуры пайки относительно температуры плавления припоя и правильного выбора скорости увеличения температуры, что и достигается при использовании предлагаемого способа изготовления газонаполненного разрядника. Пайка металлокерамического узла припоем, например, ПСр-72 В включает следующие операции:
- подъем температуры до 700-750°C со скоростью не более 15°C в минуту, делают выдержку при данной температуре в течение 30-40 минут, что необходимо для выравнивания температуры в зоне пайки печи;
- подъем температуры до температуры плавления припоя (для ПСр-72В температура плавления составляет 780°C) со скоростью не более 15°C в минуту;
- после достижения температуры плавления припоя проводят дополнительное увеличение температуры пайки на 20-80°C со скоростью 15-45°C в минуту с выдержкой при достигнутой температуре, при этом дополнительный подъем температуры и выдержку проводят в течение 5-12 минут;
- снижение температуры до нормальной со скоростью не превышающей 7°C в минуту, чтобы не превысить предельное значение внутреннего напряжения керамики из-за разных температурных коэффициентов линейного расширения спаиваемых материалов по отношению к температурному коэффициенту линейного расширения керамики.
Предельная скорость подъема температуры 15°C в минуту в процессе пайки при подъеме от нормальной температуры до температуры плавления припоя определяется прочностными характеристиками керамики ВК94-1. При скорости подъема температуры свыше 15°C в минуту в процессе длительного его воздействия внутри керамики могут возникнуть напряжения, превышающие критическое напряжение, приводящее к образованию микротрещин и снижению механической прочности керамики. При кратковременном воздействии изменения температуры при температуре близкой к температуре плавления припоя керамика выдерживает и более высокие градиенты температуры, т.е. изменении температуры после расплавления припоя до температуры пайки.
Превышение температуры пайки относительно температуры плавления припоя влияет на коэффициент смачивания расплавленного припоя, механизм его растекания, который связан с взаимодействием расплава припоя и его парообразной фазы со спаиваемым металлом, с поверхностной диффузией расплавленного припоя, с капиллярным течением последнего и, тем самым, определяет время выдержки пайки, которую необходимо минимизировать. Пайка при повышенной температуре согласно предложенному режиму способствует лучшему смачиванию спаиваемых поверхностей припоем и более быстрому его растеканию и заполнению охватывающего шва манжеты с переходным кольцом, а также обеспечивает капиллярное заполнение торцевого шва, так как припой при резком изменении температуры начинает плавится и постепенно фронт плавления припоя проходит с внешней стороны к внутренней стороне шва (в случае пайки в печах с наружным расположением нагревательных элементов по отношению к шву). Такой характер процесса пайки, вызванный перемещением расплавленного припоя с внешней стороны к внутренней стороне шва, существенно улучшает структуру шва и, как следствие, механические и термические характеристики соединения керамики с металлом. Превышение скорости дополнительного изменения температуры относительно скорости подъема температуры в процессе пайки, составляющей не более 15°C в минуту, как уже было сказано выше, обеспечивает капиллярное заполнение расплавленным припоем торцевых спаев с керамикой и высокое их качество. Максимальная скорость изменения температуры 45°C в минуту определяется предельной прочностью керамики ВК94-1 и зависит от геометрических размеров керамических деталей. Как показала практика работ по пайке металлокерамических узлов, серийно выпускаемых приборов (РО-43, РО-48, РО-49), предлагаемый диапазон изменения скорости нарастания температуры до температуры пайки от момента расплавления припоя не вызывает предельных внутренних напряжений в керамике ВК94-1, которые приводят к ее разрушению.
Диапазон превышения температуры относительно температуры плавления припоя определяется качеством охватывающего спая манжеты с переходным кольцом и зависит от геометрических размеров металлокерамического узла и для серийных приборов РО-43, РО-48, РО-49 лежит в пределах 20-80°C (температура пайки припоем ПСр-72В лежит соответственно в пределах 800-860°C) при этом оптимальное время выдержки пайки, начиная с момента расплавления припоя и до окончания пайки, лежит в пределах 5-12 минут. Такая длительность выдержки обеспечивает высокое качество торцевых и охватывающих спаев металлокерамических узлов в заданном диапазоне превышения температуры пайки над температурой плавления припоя. Минимальное значение превышения температуры пайки 20°C относительно температуры плавления припоя необходимо для металлокерамических узлов с малыми габаритами (с диаметром нижнего основания изолятора менее 30 мм), а время выдержки пайки для таких узлов лежит в пределах 5-6 минут. При больших габаритах металлокерамических узлов с диаметром нижнего основания изолятора более 45 мм величина превышения температуры пайки относительно температуры плавления припоя составляет 80°C, а суммарное время выдержки пайки лежит в пределах 10-12 минут.
В процессе производства разрядников-обострителей РО-43, РО-48 и РО-49 на динамическое напряжение от 100 до 250 кВ в ОАО «Плазма» г. Рязань были проведены исследования по определению зависимости прочности соединения керамики ВК94-1 с манжетой из сплава 42НА-ВИ (торцевого спая) от температуры пайки припоем ПСр-72В с учетом времени выдержки и скорости подъема температуры после расплавления припоя для двух типов приборов - РО-43 и РО-49, нашедших широкое применение в импульсных рентгеновских аппаратах для дефектоскопии металлоконструкций. На основе проведенных исследований были выбраны режимы пайки металлокерамических узлов припоем ПСр-72В базовой конструкции разрядников-обострителей.
На фиг.2 представлены рекомендуемые режимы пайки металлокерамических узлов медно-серебряной эвтектикой:
1-2 - изделия простой формы размером до 100 мм, манжеты медные (1) и коваровые или из сплава 42НА-ВИ (2);
3 - изделия сложной формы или размером до 250 мм.
Рекомендуемая температура и время выдержки пайки металлизированной керамики с металлами при пайки припоем ПСр-72В лежат в пределах: 780-810°C, 30-150 сек соответственно.
На фиг.3 представлен предлагаемый режим пайки металлокерамических узлов базовой конструкции разрядников-обострителей припоем ПСр-72В:
1 - режим пайки металлокерамических узлов медно-серебряной эвтектикой (ПСр-72В) при скорости изменения температуры 15°C в мин от момента расплавления припоя до увеличенной температуры пайки;
2 - режим пайки металлокерамических узлов медно-серебряной эвтектикой (ПСр-72В) при скорости изменения температуры 25°C в мин от момента расплавления припоя до увеличенной температуры пайки;
3 - режим пайки металлокерамических узлов медно-серебряной эвтектикой (ПСр-72В) при скорости изменения температуры 45°C в мин от момента расплавления припоя до увеличенной температуры пайки.
На фиг.4 приведена зависимость прочности соединения керамики ВК94-1 со сплавом 42НА-ВИ от температуры пайки припоем ПСр-72В при постоянном времени выдержки для металлокерамических узлов серийно выпускаемых приборов РО-43 и РО-49 равном 5-12 мин. с учетом времени на подъем температуры от момента расплавления припоя до температуры пайки при скорости подъема 15-45°C. Время выдержки выбрано исходя из минимального времени необходимого для полного заполнения расплавленным припоем охватывающего спая манжеты с переходным кольцом и обеспечения вакуумноплотного соединения. Для спаев керамики с металлом это время значительно превышает рекомендуемое, но оно обосновано качеством пайки всего металлокерамического узла в целом.
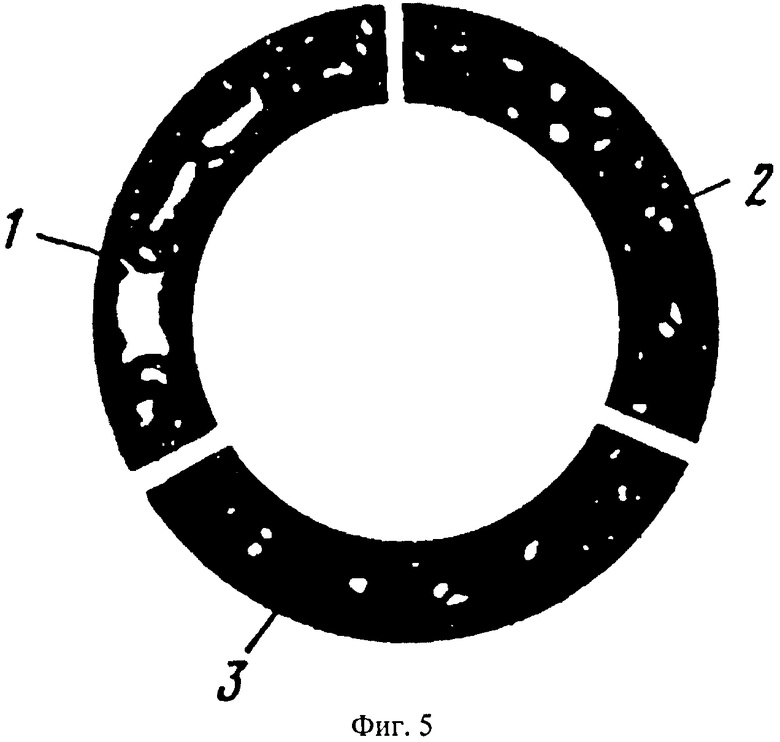
На фиг.5 приведены рентгеновские снимки торцевых соединений керамики с медными манжетами, выполненных различными припоями:
1 - ПСр-72В (фольга);
2 - ПСр-72В (проволока);
3 - ПСр-72В (фольга, пайка по предлагаемому способу).
Как видно из фиг.4 с повышением температуры пайки припоем ПСр-72В прочность спаев практически не меняется в диапазоне температур от 780°C до 860°C, а при дальнейшем повышении температуры она снижается, что объясняется сложной природой металлизационного покрытия, которое состоит из спеченного тугоплавкого (в большинстве случаев молибденомарганцевого) каркаса, заполненного межзерновым неметаллическим веществом (стекло и продукты взаимодействия активных добавок с окислами керамики).
При повышении температуры межзерновое вещество размягчается и приобретает все более значительную подвижность, что при достаточно длительной выдержке пайки и высокой температуре больше 860°C способствует его вытеснению расплавленным припоем и выходу на поверхность паяного шва в виде отдельных стеклообразных капель, что приводит к снижению термомеханических свойств металлокерамических соединений. Этим объясняется оптимальный выбор температуры пайки разрядников-обострителей выбранной базовой конструкции, которая превышает температуру расплавления припоя на 20-80°C и составляет 800-860°C. Минимальный предел температуры пайки металлокерамических узлов выбирается из условий обеспечения полного заполнения охватывающего шва манжеты с переходным кольцом расплавленным припоем ПСр-72В для приборов с меньшими габаритами изолятора (диаметр большего основания изолятора меньше 30 мм) таких как РО-48 и достаточного запаса механической прочности торцевых спаев керамики с металлом. Из фиг.4 видно, что в интервале температур 780-860°C прочность металлокерамических спаев максимальна, а ограничение температуры пайки снизу (800°C) вызвано обеспечением качества охватывающего спая манжеты с переходным кольцом и вакуумноплотного соединения для металлокерамических узлов малых размеров. Верхняя граница диапазона пайки (860°C) определяется резким снижением прочности соединения металла с керамикой при увеличении температуры пайки более 860°C.
Из фиг.5 видно, что структура шва разных вариантов паек не однородна и имеет меньшее количество «непропаев» (пор) при пайке по предлагаемому способу, что способствует повышению механических и термических характеристик спаев керамики с металлами.
Серийный выпуск газонаполненных металлокерамических разрядников РО-43, РО-48, РО-49 подтвердил правильность технических решений в предложенном способе изготовления газонаполненного разрядника для обеспечения высокой и надежной герметичности прибора. С использованием этого способа изготовления значительно вырос процент выхода годных изделий (до 95%) при производстве разрядников-обострителей.
Таким образом, заявленное техническое решение позволяет получить газонаполненные разрядники с термостойкими, механически прочными и вакуумноплотными торцевыми соединениями металла с керамикой за счет изменения динамики формирования торцевого спая при резком увеличении температуры пайки в указанном выше диапазоне температур после расплавления припоя, что способствует капиллярному заполнению шва, т.к. плавление припоя проходит с внешней к внутренней стороне шва. В этом случае термостойкость торцевых соединений металла с керамикой, как показала практика, превышает термостойкость соединений в случае использования припоя в виде проволоки ПСр-72В, уложенной по внешней границе спая,
Предлагаемый способ изготовления газонаполненного разрядника найдет широкое применение в любых металлокерамических конструкциях разного назначения, например, в импульсных рентгеновских трубках, имеющих торцевые и охватывающие спаи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2474913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2012 |
|
RU2489765C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2332747C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2377685C2 |
| СПОСОБ ПОДБОРА ФОРМЫ ЭЛЕКТРОДОВ ВЫСОКОВОЛЬТНЫХ РАЗРЯДНИКОВ | 2011 |
|
RU2453956C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2010 |
|
RU2423752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ УЗЛОВ | 1995 |
|
RU2099312C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 1996 |
|
RU2120153C1 |
| Металлокерамический узел (его варианты) | 1981 |
|
SU1031955A1 |

Изобретение касается способа изготовления газонаполненного разрядника для генераторов высоковольтных импульсов наносекундной длительности. Способ предусматривает изготовление металлического корпуса в виде цилиндрического стакана с отбортовкой, сборку металлокерамического узла, включающего изолятор в виде полого усеченного конуса, большее основание которого соединено торцевым спаем с манжетой, соединенной с переходным кольцом, а на меньшем основании которого расположен экран с электродом, вывод которого проходит в изоляторе по оси прибора, пайку припоем металлокерамического узла, который размещают в корпусе до упора с отбортовкой, соединение корпуса с переходным кольцом их внешними краями, изготовление и соединение с корпусом электродного узла со вторым электродом. При пайке металлокерамического узла после подъема температуры со скоростью не более 15°C в минуту до температуры плавления припоя температуру пайки дополнительно повышают на 20-80°C со скоростью 15-45°C в минуту и делают выдержку. При этом дополнительный подъем температуры и выдержку выполняют за 5-12 минут, после чего температуру снижают до нормальной со скоростью, не превышающей 7°C в минуту. Технический результат - повышение герметичности газонаполненного разрядника за счет улучшения смачиваемости спаиваемых поверхностей припоем и более быстрого его растекания, что существенно улучшает структуру шва, а также механические и термические характеристики соединения металла и керамики. 2 з.п. ф-лы, 5 ил.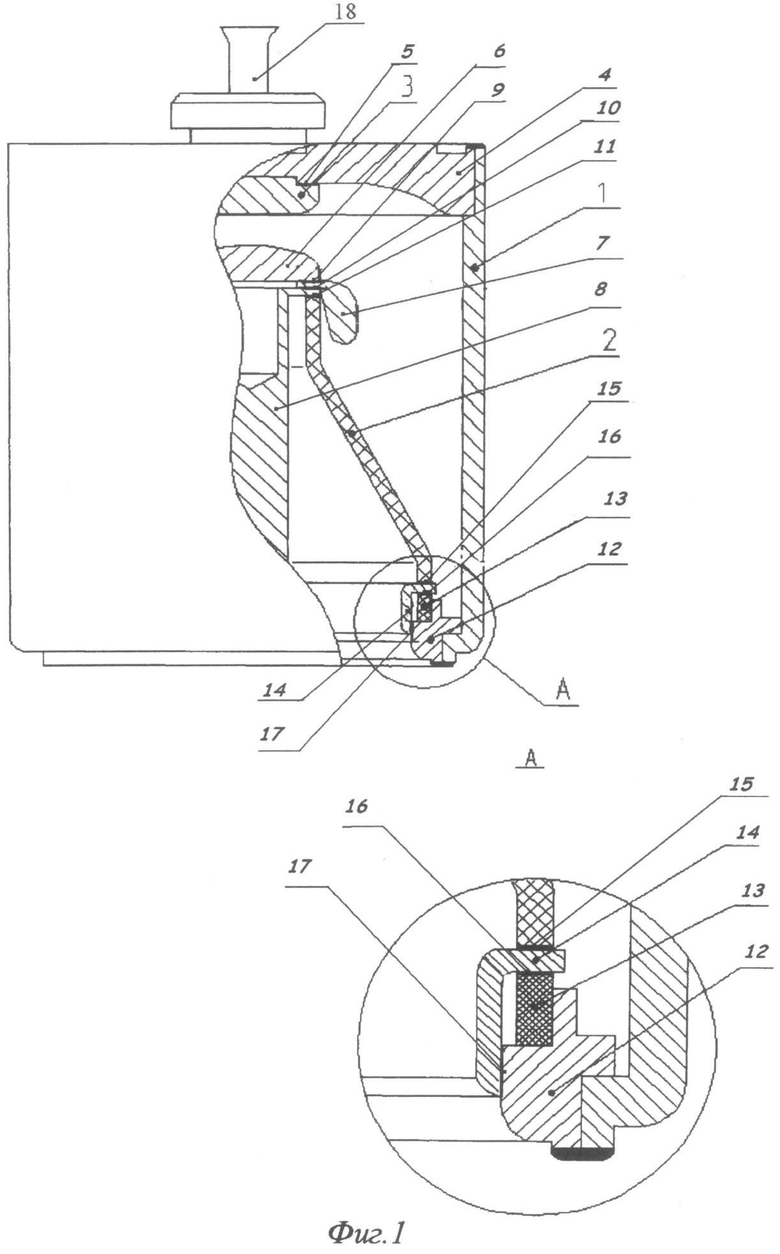
1. Способ изготовления газонаполненного разрядника, заключающийся в изготовлении металлического корпуса в виде цилиндра с отбортовкой, сборке металлокерамического узла, включающего изолятор в виде полого усеченного конуса, большее основание которого соединено торцевым спаем с манжетой, соединенной с переходным кольцом охватывающим спаем, а на меньшем основании расположен экран с электродом, вывод которого проходит внутри изолятора по его оси, пайке припоем металлокерамического узла, размещении металлокерамического узла в корпусе до упора с отбортовкой, соединении корпуса с переходным кольцом их внешними краями, изготовлении и соединении с корпусом электродного узла со вторым электродом, отличающийся тем, что при пайке металлокерамического узла после подъема температуры со скоростью не более 15°C в минуту до температуры плавления припоя температуру пайки дополнительно повышают на 20-80°C со скоростью 15-45°C в минуту и делают выдержку, при этом дополнительный подъем температуры и выдержку выполняют за 5-12 минут, после чего температуру снижают до нормальной со скоростью, не превышающей 7°C в минуту.
2. Способ изготовления газонаполненного разрядника по п. 1, отличающийся тем, что соединение корпуса с переходным кольцом и электродным узлом со вторым электродом выполняют аргонно-дуговой сваркой.
3. Способ изготовления газонаполненного разрядника по п. 1 или 2, отличающийся тем, что пайку металлокерамического узла проводят припоем ПСр-72В.
| RU 2012100477 A, 20.07.2013 | |||
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2332747C1 |
| Искровой газонаполненный разрядник | 1980 |
|
SU932578A2 |
| US 3564473 A,16.02.1971. | |||

