Изобретение относится к технологии получения металлокерамических узлов путем соединения керамики с металлом и может быть использовано для изготовления гермовводов в различные электротехнические, энергетические и радиотехнические установки и устройства.
Известен способ получения проходных изоляторов аналогичной конструкции [1] с конусным соединением, полученный активной пайкой с активацией спаиваемых поверхностей керамики титаном и пайкой медью или серебром при нагреве электронным лучом в вакууме с подпрессовкой вдоль оси изолятора давлением 0,1 МПа со скоростью нагрева не превышающей 60 90oC/мин.
Недостатком этого способа является длительная подготовка технического оборудования, связанная с необходимостью получения высокого вакуума при пайке.
Наиболее близким техническим решением (прототипом) является способ получения конусного охватывающего соединения алюмооксидной керамики с металлом путем активной пайки [2] включающей предварительное нанесение на соединяемую часть керамики титана и меди, сборку, подпрессовку соединяемых деталей и пайку в воздушной среде расфокусированным импульсным лазерным лучом, падающим на металлическую часть вращающегося металлокерамического узла, со скоростью нагрева и охлаждения 50 -150oC/с.
Недостатком этого способа является необходимость быстрого, при скорости не менее 50oC/с нагрева спаиваемых деталей, так как при меньшей скорости нагрева припой и металлическая арматура начинают окисляться. При такой большой скорости взаимная диффузия компонентов керамики и припоя друг в друга и формирование развитого переходного слоя, образующего надежное вакуумплотное соединение, не достигает оптимального состояния.
Целью изобретения является повышение технологичности и надежности спая металла с керамикой.
На чертеже представлена схема металлокерамического узла.
Металлокерамический узел герметизации содержит керамическую деталь 1 с кольцевым пазом, внутренняя стенка которого имеет конусность примерно 5 10% и металлическую деталь 2 с той же конусностью внутренней поверхности. Внутри металлической детали по краю паза в керамике размещается припой 3 и защитный флюс 4. Нагрев металлической арматуры осуществляется лучом лазера 5 с длиной волны, для которой керамика является прозрачной и не нагревается.
для керамических материалов МК (микролит), УФ-46, ВК 94-1 (22ХС) может быть использована лазерная технологическая установка "Квант 15", имеющая следующие характеристики: длина волны лазерного излучения 1,06 мкм, длительность импульсов 4 мкс, энергия импульсов 10 Дж, частота следования импульсов до 35 Гц. Как известно [3] при длине волны 1,06 мкм у перечисленных материалов нет полос поглощения излучения, они будут прозрачными и нагрев будет происходить за счет поглощения в металлической арматуре. Наличие флюса защищает арматуру и припой от быстрого окисления и позволяет производить нагрев и охлаждение при скоростях, меньших чем 50oC/с, что важно для керамических деталей, склонных к растрескиванию при тепловых ударах.
Способ изготовления металлокерамического соединения может быть реализован следующим образом.
Металлокерамический узел содержит керамическую 1 и металлическую 2 детали, между которыми размещается припой 3 и защитный флюс 4. Керамическую и металлическую детали пришлифовывают с применением порошка карбида бора друг относительно друга по контактным поверхностям, очищают от загрязнений известными способами и контактную поверхность керамического паза металлизируют механическим втиранием, например, титана. Металлическую деталь 2 покрывают гальваническим никелем толщиной 1 5 мкм. Детали собирают соосно. Внутрь механической арматуры закладывают твердый припой на основе (меди или серебра) в форме кольца проволоки или манжеты, защищают флюсом 4, зажимают в приспособление, позволяющее вращать деталь в расфокусированном на месте спая луче лазера 5. Пайку осуществляют на воздухе нагревом лазерным излучением при равномерном вращении детали до температуры плавления припоя. Зажимное приспособление обеспечивает равномерную соосную нагрузку 6 на спаиваемые детали при давлении 0,3 0,5 МПа.
Использование предлагаемого способа обеспечивает по сравнению с существующими способами следующие преимущества:
пайка производится на воздухе и не требует дорогих и энергоемких вакуумных камер или печей с защитной атмосферой;
при пайке возможен визуальный контроль технологического процесса.
Описанный способ позволяет осуществлять нагрев только металлической детали, что приводит к плотной посадке металлической детали на керамическую за счет сжимающих охватывающих напряжений в спае, увеличивающих его надежность и прочность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОНУСНОГО ОХВАТЫВАЮЩЕГО СОЕДИНЕНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ С МЕТАЛЛОМ | 1992 |
|
RU2029753C1 |
| Способ получения охватывающих соединений керамики с металлом | 1991 |
|
SU1776649A1 |
| Способ изготовления металлокерамических узлов | 1989 |
|
SU1708800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО СОЕДИНЕНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ С МЕТАЛЛОМ | 2012 |
|
RU2515722C2 |
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ВАКУУМНОГО ЭЛЕКТРИЧЕСКОГО ВВОДНОГО УЗЛА В ОБОЛОЧКЕ ПРИБОРА | 2021 |
|
RU2759276C1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| Способ получения молибденового покрытия на керамике | 1989 |
|
SU1766894A1 |
| СПОСОБ ПАЙКИ ПИРОЛИТИЧЕСКОГО НИТРИДА БОРА С МЕТАЛЛАМИ | 2023 |
|
RU2819011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
Использование: изобретение относится к технологии полученных металлокерамических узлов путем спаивания керамики с металлом и может быть использовано при изготовлении гермовводов в различные электротехнические и радиотехнические установки и устройства. Сущность изобретения: для повышения технологичности охватывающих конусных спаев металлизированную алюмооксидную керамику спаивают медным припоем с металлической втулкой. Пайку конусного вращающегося узла осуществляют флюсом на воздухе расфокусированным импульсным лазерным излучением через прозрачную для данной длины волны керамику одновременно с приложением сжатия 3 - 5•105 Па. Нагрев и охлаждение производят со скоростью 1 - 50oC/с. 1 ил.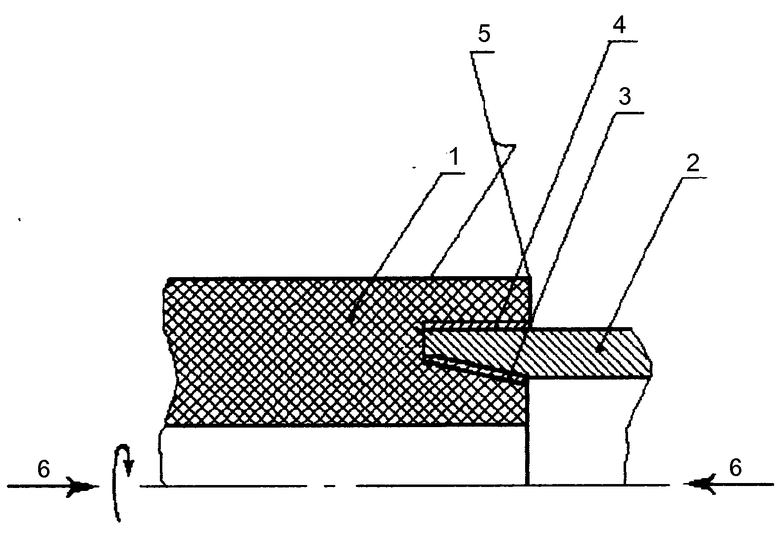
Способ изготовления герметичных металлокерамических узлов путем активной пайки в воздушной среде расфокусированным лазерным излучением, падающим на вращающийся металлокерамический узел, отличающийся тем, что керамическая деталь имеет паз, позволяющий производить пайку под флюсом, так как нагрев металлической детали производится через прозрачную для данной длины волны лазерного излучения стенку паза в керамической детали со скоростью 1 50 град. /с.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1708800, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2029753, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выдрик Г.А., Соловьева Т.В | |||
| Прозрачные поликристаллические керамические материалы | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
