Область изобретения
Настоящее изобретение относится к оболочке ролика для роликовой линии устройства для непрерывной разливки, причем роликовая линия содержит по меньшей мере одну такую оболочку ролика, а устройство для непрерывной разливки, содержит по меньшей мере одну такую оболочку ролика или по меньшей мере одну такую роликовую линию.
Предпосылки к созданию изобретения
В процессе непрерывной разливки расплавленный металл течет из ковша через промежуточный ковш в литейную форму (кристаллизатор), имеющую охлаждаемые водой стенки. В литейной форме расплавленный металл затвердевает у охлаждаемых водой стенок, образуя твердую оболочку. Эту оболочку, окружающую жидкий металл, которую теперь называют непрерывной заготовкой, непрерывно извлекают из нижней части литейной формы. Эту непрерывную заготовку подают на расположенные рядом охлаждаемые водой роликовые линии, которые поддерживают стенки непрерывной заготовки, на которые действует ферростатическое давление все еще затвердевающей жидкости, находящейся внутри непрерывной заготовки. Для увеличения скорости затвердевания непрерывную заготовку орошают большим количеством воды. Наконец, непрерывную заготовку разрезают на отрезки заранее определенной длины. Затем непрерывная заготовка может пропускаться через дополнительные роликовые линии и другие механизмы, которые уплощают, прокатывают или экструдируют металл для придания ему окончательной формы.
Роликовые линии, используемые в установке непрерывной разливки, подвергаются высоким тепловым напряжениям, поскольку непрерывные заготовки разливаемого металла выходят из литейной формы при температуре более 900оС, в частности в случае стальных непрерывных заготовок. Роликовые линии поэтому обычно выполняют с внутренним охлаждением.
Заявка на европейский патент ЕР 1 646 463 относится к охлаждаемому изнутри направляющему ролику для заготовки квадратного сечения (биллета) для установок непрерывной разливки. Направляющий ролик для заготовки содержит центральный вращающийся вал и по меньшей мере одну цилиндрическую трубу валка ("оболочку ролика"), которая удерживается на этом вале так, чтобы вращаться вместе с ним. Сквозь трубу ролика проходят каналы для охлаждающей среды, расположенные на постоянном расстоянии от внешней поверхности цилиндрической трубы ролика. Каналы для охлаждающей среды равномерно распределены внутри цилиндрической трубы ролика, на ее периферии или рядом с ней, и образованы сквозными отверстиями. Охлаждающая среда из линии охлаждения, расположенной в центральном вращающемся валу, подается в каналы для охлаждающей среды через один конец цилиндрической трубы ролика и возвращается из каналов для охлаждающей среды в линию для охлаждающей среды через отводные линии, проходящие радиально сквозь цилиндрическую трубу ролика между каналами для охлаждающей среды и линией для охлаждающей среды.
Краткое описание изобретения
Целью настоящего изобретения является создание улучшенной оболочки ролика с внутренним охлаждением для роликовой линии устройства непрерывной разливки, причем ролик содержит вращающийся вал, имеющий линию для охлаждающей среды, при этом оболочка ролика выполнена с возможностью поддержки на вращающемся валу, вращаясь совместно с ним, при этом оболочка ролика содержит по меньшей мере один канал для охлаждающей среды, находящийся в сообщении по текучей среде с линией для охлаждающей среды.
Эта цель достигается с помощью оболочки ролика, которая содержит первую концевую область, вторую концевую область и центральную область, расположенную между первой и второй концевыми областями, при этом центральная область занимает по меньшей мере 50%, по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80% или по меньшей мере 90% длины оболочки ролика и при этом по меньшей мере один канал для охлаждающей среды содержит по меньшей мере один впуск для охлаждающей среды и/или по меньшей мере один выпуск для охлаждающей среды с расположением в пределах центральной области оболочки ролика, т.е. в любом месте в пределах центральной области оболочки ролика, но не на его концах и не в концевых областях.
Оболочки роликов подвергаются интенсивному износу, вызванному большими нагрузками, высокой температурой, изменениями высокой температуры, высокой влажностью, высокой коррозией и сильным загрязнением во время эксплуатации. За счет расположения по меньше мере одного впуска для охлаждающей среды и/или по меньшей мере одного выпуска для охлаждающей среды в пределах центральной области оболочки ролика, а не в пределах концевых областей оболочки ролика, на концевых областях оболочки ролика, которые подвергаются высоким нагрузкам, действию высоких температур, изменению высоких температур, высокой влажности, высокой коррозии и сильному загрязнению, не будет обнаженных уплотняющих средств. Впуск(и) и/или выпуск(и) для охлаждающей среды и любые необходимые уплотняющие средства вместо этого будут расположены в менее нагруженных и относительно более холодных областях оболочки ролика и вала. Поэтому срок службы уплотняющего средства вокруг впуска (впусков) и/или выпуска (выпусков) для текучей среды будет увеличен и уплотняющие средства можно будет заменять реже.
Следует отметить, что выражение "вращающийся вал, имеющий линию для охлаждающей среды" не обязательно предназначено для обозначения вращающегося вала, имеющего единственную линию охлаждающей среды. Вращающийся вал может иметь любое количество линий для охлаждающей среды.
Согласно варианту настоящего изобретения оболочка ролика содержит наружную поверхность и по меньшей мере один канал для охлаждающей среды расположен на непостоянном расстоянии от наружной поверхности оболочки ролика.
Выражение "наружная поверхность оболочки ролика", используемое в настоящем документе, означает поверхность, которая предназначена для контакта с отлитыми металлическими непрерывными заготовками во время процесса непрерывной разливки. Выражение "длина оболочки ролика" означает длину этой наружной поверхности.
Если оболочка ролика при использовании имеет горизонтальную наружную поверхность, в оболочке ролика не нужно создавать горизонтальные каналы для охлаждающей среды и каналы для охлаждающей среды не обязательно должны проходить сквозь всю оболочку ролика, что может сократить потребность в машинной обработке при изготовлении оболочки ролика по настоящему изобретению.
Следует отметить, что весь канал для охлаждающей среды не требует обязательного изготовления машинной обработкой оболочки ролика по настоящему изобретению. Например, в оболочке ролика можно сформировать канал, отверстие или полость, а затем по меньшей мере один канал для охлаждающей среды можно сформировать установив по меньшей мере одно средство перегородки внутри сформированного канала, отверстия или полости, чтобы сформировать по меньшей мере один канал для охлаждающей среды, имеющий по меньшей мере один впуск для охлаждающей среды и по меньшей мере один выпуск для охлаждающей среды. Средство перегородки может содержать металл, пластик или любой подходящий материал в форме перегораживающей стенки или структуры.
Согласно другому варианту изобретения по меньшей мере один впуск для охлаждающей среды и/или по меньшей мере один выпуск для охлаждающей среды расположен(ы) в центре оболочки ролика, т.е. на полпути между концами оболочки ролика, которые определяют ее наружную поверхность.
Согласно еще одному варианту изобретения оболочка ролика имеет внутреннюю поверхность, т.е. поверхность, выполненную с возможностью поддержки на вращающемся валу роликовой линии, и по меньшей мере один канал для охлаждающей среды проходит от внутренней поверхности оболочки ролика к внешней поверхности оболочки ролика.
Согласно варианту настоящего изобретения по меньшей мере один канал для охлаждающей среды проходит по прямой к наружной поверхности оболочки ролика, факультативно, под углом к наружной поверхности.
Настоящее изобретение также относится к роликовой линии для устройства непрерывной разливки, которая содержит по меньшей мере одну оболочку ролика по любому из вариантов изобретения.
Согласно варианту изобретения между вращающимся валом роликовой линии и по меньшей мере одной оболочкой ролика имеется уплотняющее средство. Для уплотнения области между вращающимся валом роликовой линии и по меньшей мере одной оболочкой ролика можно использовать резиновые уплотнения или уплотняющие кольца.
Настоящее изобретение далее относится к устройству для непрерывной разливки содержащему по меньшей мере одну оболочку ролика и/или по меньшей мере одну роликовую линию по любому из вариантов настоящего изобретения.
Краткое описание чертежей
Далее следует более подробное описание настоящего изобретения со ссылками на неограничивающие примеры, показанные на приложенных схематических чертежах, где показано:
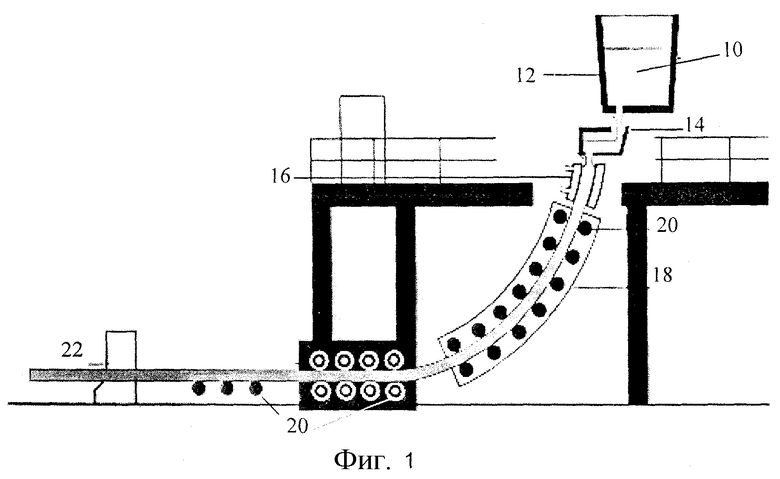
Фиг. 1 - процесс непрерывной разливки;
Фиг. 2 - роликовая линия по варианту настоящего изобретения; и
Фиг. 3-9 - оболочки роликов по вариантам настоящего изобретения.
Следует отметить, что чертежи приведены не в масштабе и размеры некоторых элементов преувеличены для ясности.
Подробное описание вариантов
На фиг. 1 показан процесс непрерывной разливки, при котором расплавленный металл 10 размещен в ковше 12. После необходимой обработки в ковше, например добавления легирующих присадок и дегазации, и после достижения нужной температуры расплавленный металл 10 из ковша 12 перемещают по огнеупорной трубе в промежуточный ковш 14. Металл из промежуточного ковша 14 стекает в верхнюю часть литейной формы 16 с открытым основанием. Литейная форма 16 охлаждается водой для затвердения расплавленного металла непосредственно в контакте с ней. В литейной форме 16 тонкая оболочка металла рядом со стенками литейной формы затвердевает прежде, чем затвердеет средняя часть, и этот металл теперь называется непрерывной заготовкой и выходит из основания литейной формы 16 в охлаждающую камеру 18, при этом основная часть металла внутри стенок непрерывной заготовки остается расплавленной. Непрерывная заготовка поддерживается расположенными близко друг к другу охлаждаемыми водой роликовыми линиями 20, которые поддерживают стенки непрерывной заготовки, на которые действует ферростатическое давление все еще затвердевающей жидкости внутри непрерывной заготовки. Для повышения скорости затвердевания непрерывную заготовку орошают большим количеством воды, когда она проходит сквозь охлаждающую камеру 18. Окончательное затвердевание непрерывной заготовки может происходить после того, как непрерывная заготовка выйдет из охлаждающей камеры 18.
В показанном варианте непрерывная заготовка выходит из литейной формы 16 вертикально (или по изогнутой траектории, близкой к вертикальной) и по мере того, как она движется в охлаждающей камере 18, роликовые линии 20 постепенно загибают непрерывную заготовку к горизонтали (в вертикальной литейной машине непрерывная заготовка остается вертикальной, когда она проходит через охлаждающую камеру 18).
После выхода из охлаждающей камеры 18 непрерывная заготовка проходит через выпрямляющие роликовые линии (если литейная машина не является вертикальной) и линии тянущих роликов. Наконец, непрерывную заготовку разрезают на отрезки заранее определенной длины механическими ножницами или движущимися кислородно-ацетиленовыми горелками 22 и либо отправляются на склад, либо на следующий процесс формования. Во многих случаях непрерывная заготовка может продолжать двигаться через дополнительные роликовые линии и другие механизмы, которые могут уплощать, прокатывать или экструдировать металл в его окончательную форму.
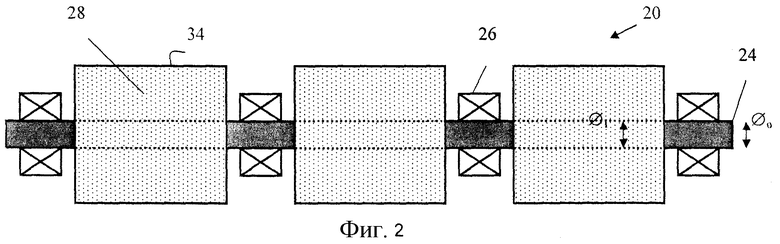
На фиг. 2 показана роликовая линия 20 по варианту настоящего изобретения, а именно роликовая линия 20 с общим валом. Роликовая линия 20 содержит вал 24, имеющий наружный диаметр ⌀о и установленный в подшипниках 26, расположенных в корпусах подшипников, и множество оболочек 28 роликов для транспортировки металлической непрерывной заготовки по их наружной поверхности 34, причем оболочки имеют соответствующий внутренний диаметр ⌀i и фиксировано закреплены на валу 24.
Следует отметить, что роликовая линия 20 может содержать больше компонентов, чем показано на чертежах, например, механические муфты и, факультативно, смазочную систему и прочее. Однако для ясности показаны только те элементы, которые имеют отношение к настоящему изобретению.
На фиг. 3 показано сечение оболочки 28 ролика, согласно варианту осуществления настоящего изобретения, установленной на вращающемся валу 24, в котором имеется линия 30 для охлаждающей среды, при этом оболочка 28 ролика поддерживается на вращающемся валу 24 так, без возможности поворота относительно него. Оболочка 28 ролика содержит каналы 32 для охлаждающей среды, находящиеся в сообщении по текучей среде с линией 30 для охлаждающей среды. Оболочка ролика имеет первую концевую область ER1, вторую концевую область ER2 и центральную область CR между упомянутыми первой и второй концевыми областями ER1, ER2, при этом центральная область CR имеет длину примерно 70% от длины L наружной поверхности 34 оболочки 28 ролика в показанном примере. Длина L оболочки 28 ролика может составлять 400-800 мм.
Каналы 32 для охлаждающей среды содержат по меньшей мере один впуск 36 для текучей среды и/или по меньшей мере один выпуск 42 для текучей среды, расположенные в центральной области CR оболочки 28 ролика. В показанном варианте по меньшей мере один впуск 36 для охлаждающей среды и/или по меньшей мере один выпуск 42 для охлаждающей среды расположен(ы) в центре оболочки 28 ролика. Однако по меньшей мере один впуск 36 для охлаждающей среды и/или по меньшей мере один выпуск 42 для охлаждающей среды могут находиться в любом месте в пределах центральной области CR оболочки 28 ролика, например ближе к первой концевой области ER1, чем ко второй концевой области ER2. Между вращающимся валом 24 и оболочкой 28 ролика может быть установлено уплотнение (не показано), для обеспечения герметизации области вокруг впуска 36 для охлаждающей среды и/или выпуска 42 для охлаждающей среды.
По меньшей мере один впуск 36 для охлаждающей среды и по меньшей мере один выпуск 42 для охлаждающей среды каналов 32 для охлаждающей среды могут находиться в сообщении по текучей среде с линией 30 для охлаждающей среды через один или более радиальный канал 38 или не радиальные каналы во вращающемся валу 24. Однако следует отметить, что сообщение по текучей среде между впуском 36 каналов 32 для охлаждающей среды и линией 30 для охлаждающей среды может быть создано любым подходящим способом.
Каналы 32 для охлаждающей среды могут быть расположены на неравномерном расстоянии от наружной поверхности 34 оболочки 28 ролика и проходить по прямой от впуска 36 для охлаждающей среды в направлении наружной поверхности 34 оболочки 28 ролика под углом к ней. Однако следует отметить, что по меньшей мере один канал 32 для охлаждающей среды не обязательно должен проходить по прямой сквозь оболочку 28 ролика. Этот по меньшей мере один канал 32 для охлаждающей среды может, например, проходить через оболочку 28 ролика по кривой или в форме спирали, зигзага, в форме регулярной или не регулярной повторяющейся структуры, или любым другим подходящим способом.
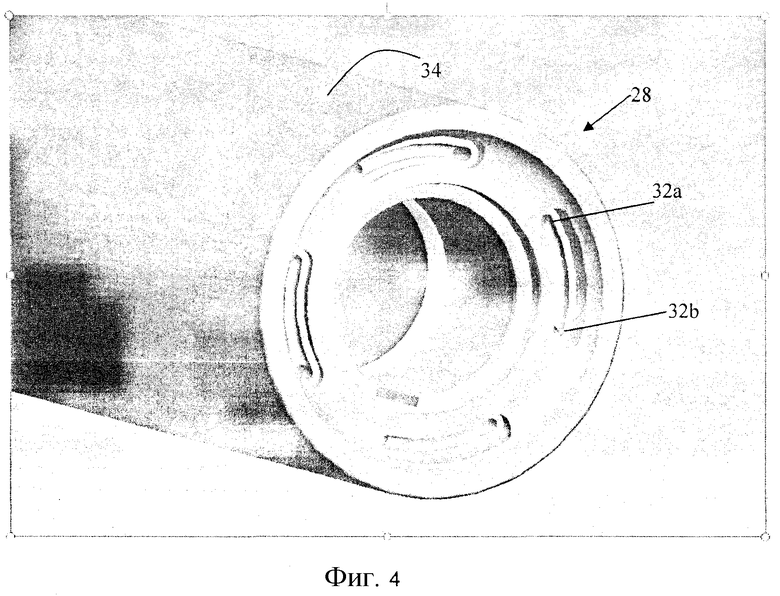
На фиг. 4 показан вид в перспективе с вырезом концевой области ER1 или ER2 оболочки 28 ролика по варианту настоящего изобретения, в котором видны внешние части каналов 32 для охлаждающей среды. Когда оболочка 28 ролика находится в использовании, охлаждающая среда течет по каналу 21 для охлаждающей среды в направлении из плоскости чертежа к части 32а канала для охлаждающей среды, а затем в направлении вдоль плоскости чертежа к части 32b канала, после чего она возвращается через канал 21 для охлаждающей среды в направлении в плоскости чертежа в линию 30 для охлаждающей среды во вращающемся валу 24. Охлаждающая среда, таким образом, может течь через концевые области ER1 и/или ER2 оболочки 28 ролика, но в концевых областях ER1 и ER2 оболочки 28 ролика нет впуска или выпуска для охлаждающей среды.
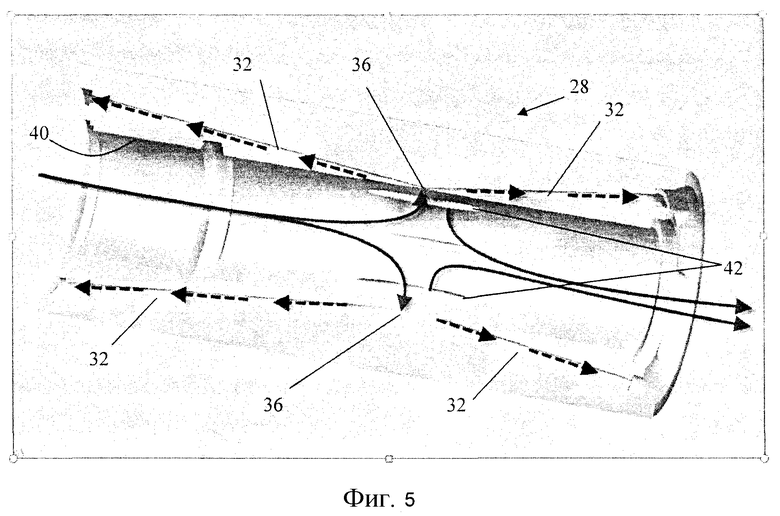
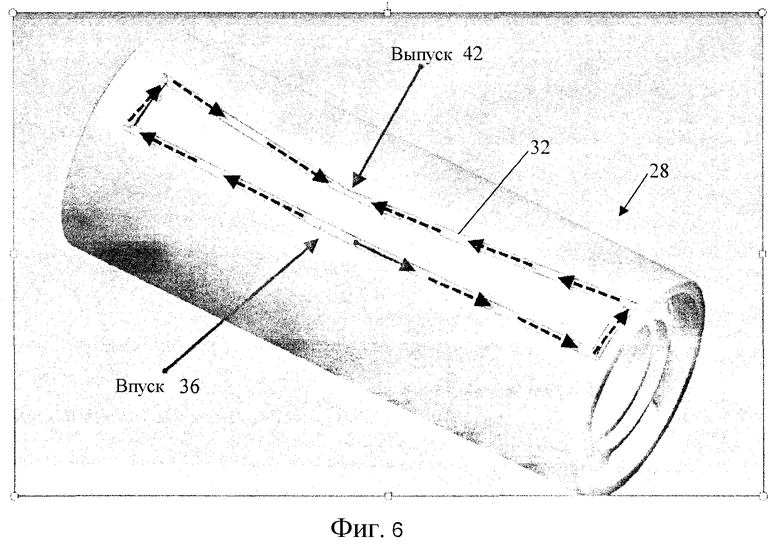
На фиг. 5 и 6 показано, как охлаждающая среда может течь сквозь оболочку 28 ролика в соответствии с вариантом настоящего изобретения. Охлаждающая среда из линии 30 для охлаждающей среды во вращающемся валу 24 может направляться (например, с помощью насосов, клапанов и гидравлических распределителей) на множество впусков 32 для текучей среды, которые могут быть расположены вокруг внутренней поверхности 40 оболочки 28 ролика в ее центральной области CR. Затем охлаждающая среда течет по каналам 32 для охлаждающей среды в оболочке 28 ролика и возвращается в линию 30 для охлаждающей среды во вращающемся валу 24 через по меньшей мере один выпуск 42 для текучей среды, который может/могут быть расположен(ы) по окружности внутренней поверхности 40 оболочки 28 ролика в ее центральной области CR.
Согласно варианту настоящего изобретения впуск 36 для охлаждающей среды и выпуск 42 для охлаждающей среды расположены рядом друг с другом и предпочтительно как можно ближе друг к другу. Впуск 36 для охлаждающей среды может быть расположен, например, на расстоянии от выпуска 42 для охлаждающей среды, которое меньше, чем максимальный размер поперечного сечения канала 32 для охлаждающей среды, например, меньше, чем максимальный диаметр канала 32, имеющего круглое сечение. Расстояние между впуском 36 для охлаждающей среды и выпуском 42 для охлаждающей среды может, например, составлять 0,5-10,0 мм для облегчения подачи охлаждающей среды и возврата охлаждающей среды.
На фиг. 6 показаны два канала 32 для охлаждающей среды, имеющие одинаковые размеры и форму, однако оболочка 28 ролика по настоящему изобретению может содержать любое количество каналов 32 для охлаждающей среды, например от 1 до 12 каналов 32, каждый из которых может иметь любую форму и любые размеры.
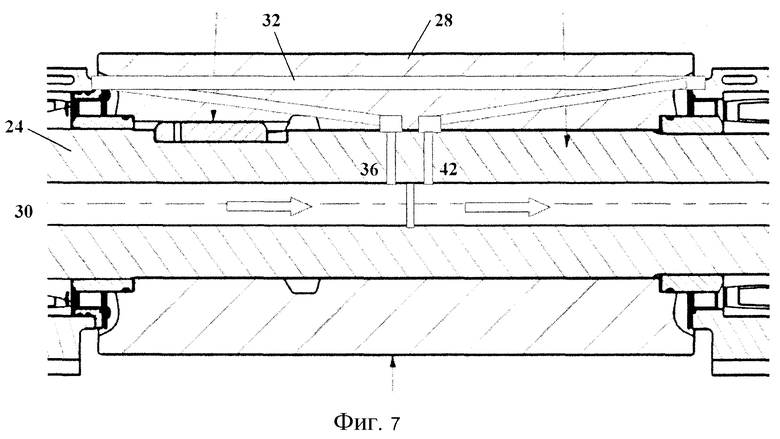
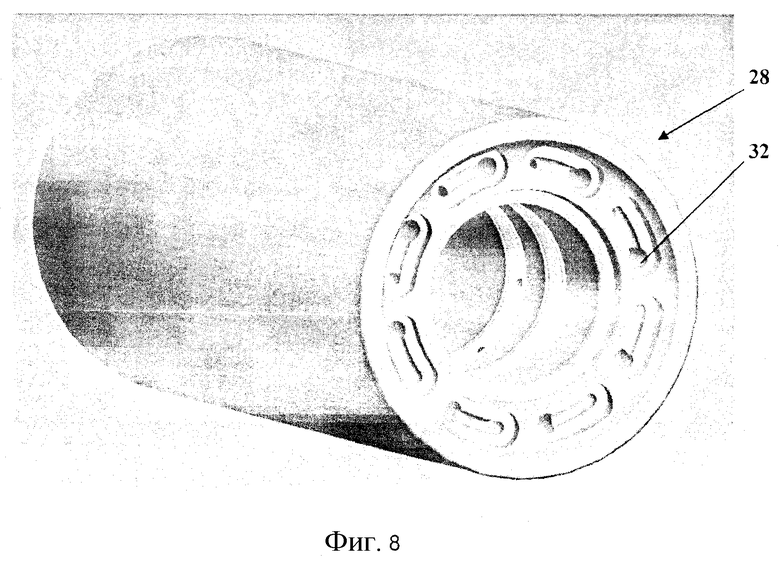
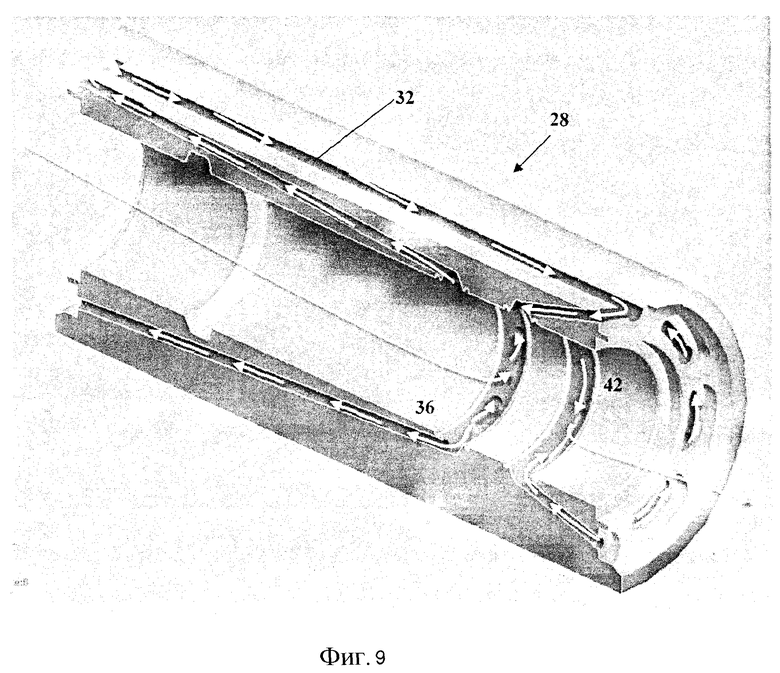
На фиг. 7-9 показано, как охлаждающая среда может течь сквозь оболочку 28 ролика по другому варианту настоящего изобретения. Охлаждающая среда из линии 30 для охлаждающей среды во вращающемся валу 24 может направляться (например, с помощью насосов, клапанов и гидравлических распределителей) в по меньшей мере один впуск 36 для текучей среды на внутренней поверхности оболочки 28 ролика. Затем охлаждающая среда течет по одному или более каналу 32 для охлаждающей среды в оболочке 28 ролика и возвращается в линию 30 для охлаждающей среды во вращающемся валу 24 через по меньшей мере один выпуск 42 для текучей среды, который может быть расположен на окружности внутренней поверхности оболочки 28 ролика. Согласно варианту настоящего изобретения по меньшей мере один впуск 36 расположен выше по потоку относительно по меньшей мере одного выпуска 42 для охлаждающей среды. По меньшей мере один канал 32 для охлаждающей среды может по меньшей мере частично проходить вокруг окружности оболочки ролика любым подходящим образом.
Оболочка 28 ролика в описанных вариантах показана в форме пустотелого цилиндра, имеющего непрерывную и гладкую наружную поверхность 28а. Однако следует отметить, что по меньшей мере одна оболочка 28 ролика роликовой линии 20 по настоящему изобретению не обязательно должна быть цилиндром или иметь симметричную форму с равномерным сечением и ее наружная поверхность не обязательно должна быть непрерывной или гладкой, но может иметь любую форму, размер и конструкцию в зависимости от их функции и/или положения в установке непрерывной разливки.
Специалистам понятны другие модификации настоящего изобретения, входящие в объем формулы изобретения. Например, несмотря на то, что настоящее изобретение относится к оболочке ролика, содержащей по меньшей мере один канал для охлаждающей среды, при работе находящийся в сообщении по текучей среде с линией для охлаждающей среды во вращающемся валу так называемые каналы для охлаждающей среды в оболочке ролика могут использоваться для любой цели, то есть они подходят не только для транспортировки охлаждающей среды через по меньшей мере часть оболочки ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПРЕДЕЛЯЮЩИЙ ЭЛЕМЕНТ, РОЛИКОВАЯ ЛИНИЯ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2013 |
|
RU2553140C2 |
| РАСПРЕДЕЛЯЮЩИЙ ЭЛЕМЕНТ, РОЛИКОВАЯ ЛИНИЯ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2013 |
|
RU2553139C2 |
| ОХЛАЖДАЕМЫЙ РОЛИК РОЛИКОВОЙ ПРОВОДКИ | 2014 |
|
RU2633166C2 |
| НАПРАВЛЯЮЩИЙ РОЛИК ДЛЯ ЗАГОТОВКИ | 2004 |
|
RU2324572C2 |
| НАПРАВЛЯЮЩИЙ РОЛИК С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ ДЛЯ ЗАГОТОВКИ | 2004 |
|
RU2344899C2 |
| РОЛИКОВОЕ УСТРОЙСТВО | 2011 |
|
RU2538451C2 |
| МЕХАНИЗМ ДЛЯ НАПРАВЛЕНИЯ ЛИТЕЙНЫХ ЛЕНТ МАШИН ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ОСНАЩЕННЫЙ НЕВРАЩАЮЩИМСЯ ПОЛУЦИЛИНДРИЧЕСКИМ ПОДЪЕМНЫМ ОПОРНЫМ УСТРОЙСТВОМ ДЛЯ ЛЕНТЫ | 2006 |
|
RU2346787C2 |
| ИЗМЕЛЬЧИТЕЛЬ СРЕДЫ ДЛЯ СТРУЙНОЙ ОБРАБОТКИ | 2016 |
|
RU2710408C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ КРУПНОГАБАРИТНОЙ СТАЛЬНОЙ ЗАГОТОВКИ | 2013 |
|
RU2624271C2 |
| РОЛИК ПРОВОДКИ ДЛЯ НЕПРЕРЫВНО ОТЛИВАЕМОЙ ЗАГОТОВКИ | 2006 |
|
RU2414988C2 |
Изобретение относится к области металлургии и может быть использовано при непрерывной разливке. Роликовая оболочка (28), оперта на вращающийся вал (24) без возможности вращения относительно него и содержит по меньшей мере один канал (32) для охлаждающей среды, сообщающийся с линией (30) для охлаждающей среды вращающегося вала (24). Центральная область роликовой оболочки (28), расположенная между двумя торцевыми областями, занимает по меньшей мере 50%, длины роликовой оболочки. В пределах центральной области находится по меньшей мере одно впускное и/или по меньшей мере одно выпускное отверстие для охлаждающей среды. Обеспечивается увеличение срока службы уплотняющих средств, размещенных вокруг впускных и выпускных отверстий. 3 н. и 9 з.п. ф-лы, 9 ил.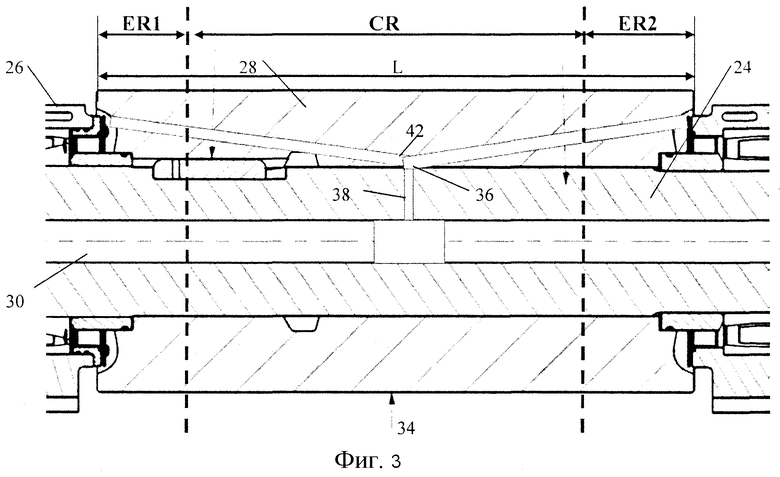
1. Роликовая оболочка (28) ролика роликовой линии (20) устройства для непрерывной разливки, причем роликовая линия содержит вращающийся вал (24) с линией (30) для охлаждающей среды, при этом роликовая оболочка (28) выполнена с возможностью опоры на вращающемся валу (24) без возможности вращения относительно него, при этом упомянутая роликовая оболочка (28) содержит по меньшей мере один канал (32) для охлаждающей среды, выполненный сообщающимся по текучей среде с линией (30) для охлаждающей среды вращающегося вала (24), отличающаяся тем, что она содержит первую торцевую область (ER1), вторую торцевую область (ER2) и центральную область (CR), расположенную между первой торцевой областью (ER1) и второй торцевой областью (ER2), при этом центральная область (CR) занимает по меньшей мере 50% длины (L) роликовой оболочки (28), а по меньшей мере один канал (32) для охлаждающей среды содержит по меньшей мере одно впускное отверстие (36) для охлаждающей среды и/или по меньшей мере одно выпускное отверстие (42) для охлаждающей среды, расположенные в пределах центральной области (CR) роликовой оболочки (28).
2. Роликовая оболочка по п. 1, отличающаяся тем, что она имеет наружную поверхность (34) и каждый из по меньшей мере одного канала (32) для охлаждающей среды расположен на непостоянном расстоянии от наружной поверхности (34) роликовой оболочки (28).
3. Роликовая оболочка по п. 1 или 2, отличающаяся тем, что по меньшей мере одно впускное отверстие (36) для охлаждающей среды и/или по меньшей мере одно выпускное отверстие (42) для охлаждающей среды расположено в центре роликовой оболочки (28).
4. Роликовая оболочка по п. 1 или 2, отличающаяся тем, что она имеет внутреннюю поверхность (40) при этом по меньшей мере один канал (32) для охлаждающей среды проходит от внутренней поверхности (40) роликовой оболочки (28) в направлении наружной поверхности (34) роликовой оболочки (28).
5. Роликовая оболочка по п. 3, отличающаяся тем, что она имеет внутреннюю поверхность (40) при этом по меньшей мере один канал (32) для охлаждающей среды проходит от внутренней поверхности (40) роликовой оболочки (28) в направлении наружной поверхности (34) роликовой оболочки (28).
6. Роликовая оболочка по одному из пп. 1, 2 или 5, отличающаяся тем, что по меньшей мере один канал (32) для охлаждающей среды проходит по прямой в направлении наружной поверхности (34) роликовой оболочки (28).
7. Роликовая оболочка по п.3, отличающаяся тем, что по меньшей мере один канал (32) для охлаждающей среды проходит по прямой в направлении наружной поверхности (34) роликовой оболочки (28).
8. Роликовая оболочка по п.4, отличающаяся тем, что по меньшей мере один канал (32) для охлаждающей среды проходит по прямой в направлении наружной поверхности (34) роликовой оболочки (28).
9. Роликовая оболочка по п.1, отличающаяся тем, что центральная область (CR) занимает по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80% или по меньшей мере 90% длины (L) роликовой оболочки (28).
10. Роликовая линия (20) устройства для непрерывной разливки, отличающаяся тем, что она содержит вращающийся вал (24) и по меньшей мере одну роликовую оболочку (28) по любому из пп. 1-9.
11. Роликовая линия по п. 10, отличающаяся тем, что между вращающимся валом (24) и по меньшей мере одной роликовой оболочкой (28) предусмотрены уплотняющие средства.
12. Устройство для непрерывной разливки, содержащее по меньшей мере одну роликовую линию, отличающееся тем, что оно содержит роликовую линию (20), выполненную по любому из пп. 10-11.
| EP 1646463 B1, 19.04.2006 | |||
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| НАПРАВЛЯЮЩИЙ РОЛИК ДЛЯ ЗАГОТОВКИ | 2004 |
|
RU2324572C2 |
| US 4442883 A, 17.04.1984 | |||
| УЗЕЛ РОЛИКА ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2083318C1 |

