Область техники, к которой относится изобретение
Данное изобретение относится к
- устройству для непрерывной отливки из стали крупногабаритной заготовки с круглым или квадратным поперечным сечением,
- способу непрерывной отливки заготовки крупногабаритной, предпочтительно с круглым поперечным сечением с диаметром >500 мм или с квадратным поперечным сечением с длиной стороны >500 мм,
- способу начала разливки с помощью устройства, а также
- применению устройства для выполнения способа.
А именно, изобретение относится к устройству для непрерывной отливки из стали крупногабаритной заготовки, предпочтительно с круглым или квадратным поперечным сечением, содержащему:
- вертикально ориентированный кристаллизатор для образования, по меньшей мере, частично затвердевшей заготовки в вертикальном направлении разливки; и
- вертикальную роликовую проводку с несколькими элементами роликовой проводки (например, роликами или полозьями) для опоры и направления заготовки, при этом роликовая проводка расположена в направлении разливки после кристаллизатора.
Кроме того, изобретение относится к способу непрерывной отливки крупногабаритной заготовки, предпочтительно из стали, с круглым поперечным сечением с диаметром >500 мм или с квадратным поперечным сечением с длиной стороны >500 мм, с помощью устройства, которое содержит вертикально ориентированный кристаллизатор и вертикальную роликовую проводку, при этом способ содержит стадию:
- непрерывной разливки стального расплава для образования, по меньшей мере, частично затвердевшей заготовки в кристаллизаторе.
Кроме того, изобретение относится к способу начала разливки с помощью устройства, которое содержит вертикально ориентированный кристаллизатор и вертикальную роликовую проводку, при этом способ содержит стадии:
- введения холодной заготовки в кристаллизатор, так что холодная заготовка герметично закрывает кристаллизатор относительно текучей среды;
- непрерывной разливки стального расплава для образования, по меньшей мере, частично затвердевшей заготовки в кристаллизаторе.
Кроме того, изобретение относится к применению устройства, согласно изобретению, для выполнения способов, согласно изобретению.
Уровень техники
Из СН 373869 А известна установка непрерывной разливки, содержащая разгрузочное приспособление. Установка имеет две перемещаемые независимо друг от друга площадки 4 и 10. Верхняя площадка 4 может зажимать заготовку и вытягивать из кристаллизатора. Нижняя площадка 10 может отделять заготовку и также зажимать заготовку. Недостатком этой установки является то, что конструкция площадок 4 и 10 является сложной и требует большого количества подлежащих управлению зажимных узлов 12. На основании конструкции площадок передвижная тележка площадок сильно нагружается силами зажимания зажимных узлов 12 и поэтому должна быть выполнена особенно жесткой и тяжелой. Поскольку разделительное приспособление расположено на первой площадке, то установка непрерывной разливки имеет большую конструктивную длину.
Сущность изобретения
Задачей изобретения является преодоление недостатков уровня техники, а также создание устройства и способа для непрерывной отливки крупногабаритной заготовки, с помощью которых можно создавать, в частности, очень большие и тяжелые заготовки с помощью простой, стабильной и не сложной установки, соответственно, с помощью просто выполняемого способа.
Эта задача решена с помощью устройства в соответствии с пунктом 1 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
А именно, решение осуществляется с помощью устройства для непрерывной отливки крупногабаритной заготовки из стали, предпочтительно с круглым или квадратным поперечным сечением, содержащего:
- вертикально ориентированный кристаллизатор для образования, по меньшей мере, частично затвердевшей заготовки в вертикальном направлении разливки; и
- вертикальную роликовую проводку с несколькими элементами роликовой проводки для опоры и направления заготовки, при этом роликовая проводка расположена в направлении разливки после кристаллизатора;
- цанговую тележку с зажимным приспособлением, разделительным приспособлением и первым приводом, при этом зажимное приспособление предназначено для зажимания заготовки, разделительное приспособление - для отделения заготовки, и первый привод - для перемещения цанговой тележки в вертикальном направлении, с целью вытягивания заготовки из кристаллизатора;
- удерживающую тележку с удерживающим приспособлением и вторым приводом, при этом удерживающая тележка расположена в направлении разливки после цанговой тележки, при этом удерживающее приспособление предназначено для удерживания нижнего конца заготовки, а второй привод - для перемещения удерживающей тележки в вертикальном направлении;
- транспортировочное приспособление для удаления отделенной заготовки.
В установке вертикальной непрерывной разливки, согласно изобретению, непрерывно разливается стальной расплав в вертикально ориентированный, т.е. имеющий вертикальную продольную ось, кристаллизатор с образованием, по меньшей мере, частично затвердевшей заготовки. Заготовка опирается и направляется в последующей вертикальной роликовой проводке с помощью нескольких (обычно двух или трех следующих друг за другом в направлении разливки имеющих ролики, так называемые нижние ролики роликовой проводки) элементов роликовой проводки. Однако в отличие от обычных установок непрерывной разливки, заготовка вытягивается из кристаллизатора не с помощью приводных роликов роликовой проводки, а с помощью цанговых тележек. При этом полностью затвердевшая заготовка зажимается цанговой тележкой с помощью зажимного приспособления и вытягивается со скоростью разливки в направлении разливки из кристаллизатора. Преимуществом этого является то, что на внутреннее качество насквозь затвердевшей заготовки или почти насквозь затвердевшей заготовки не оказывается отрицательного влияния за счет зажимания. Кроме того, цанговая тележка приводится в движение с помощью первого, согласованного с цанговой тележкой первого привода, который опирается на расположенную снаружи роликовой проводки направляющую. Таким образом, может существенно уменьшаться действующее на заготовку сжатие, что благоприятно сказывается на внутреннем качестве заготовки. После дальнейшего вытягивания заготовки, опора заготовки обеспечивается с помощью удерживающей тележки, которая имеет удерживающее приспособление и второй привод. Поскольку удерживающая тележка обеспечивает опору для нижней торцевой поверхности заготовки лишь в вертикальном направлении, то боковая поверхность заготовки не подвергается дальнейшему сжатию. Затем удерживающая тележка перемещается со скоростью разливки в направлении разливки, при этом, как правило, это вызывается собственным весом заготовки. Затем цанговая тележка с помощью первого привода перемещается вверх противоположно направлению разливки, обычно пока цанговая тележка не будет находиться на расстоянии до удерживающей тележки, которое соответствует заданной длине заготовки. Затем заготовка снова зажимается с помощью зажимного приспособления цанговой тележки, при этом разделительное приспособление начинает выполнять отделение заготовки. Во время отделения разделительное приспособление перемещается вместе с заготовкой. Наконец, отделенную заготовку удаляют с помощью транспортировочного приспособления.
Для обеспечения возможности быстрого охлаждения заготовки предпочтительно, когда роликовая проводка содержит множество охлаждающих сопел для охлаждения заготовки.
Простой вариант выполнения состоит в том, что установка имеет общую направляющую, на которой установлены с возможностью перемещения удерживающая тележка и цанговая тележка. Для обеспечения хорошей доступности направляющая предпочтительно расположена снаружи роликовой проводки.
Согласно другому варианту выполнения, направляющая предпочтительно выполнена в виде имеющей внутреннее охлаждение приводной штанги или направляющей колонны. Естественно, что для специалистов в данной области техники известны также другие эквиваленты направляющей, такие как, например, резьбовой шпиндель, шариковый шпиндель, ременный или цепной привод или же гидравлический цилиндр.
Согласно другому варианту выполнения, зажимное приспособление выполнено в виде цанги, которую с помощью зажимного привода можно переводить из не зажимного, т.е. открытого, положения в зажимное положение и наоборот.
В одном простом варианте выполнения привод зажима выполнен в виде нагружаемого текучей средой цилиндра, такого как гидравлический или пневматический цилиндр.
В одном простом варианте выполнения транспортировочное приспособление выполнено в виде транспортировочной тележки, которая содержит приемный блок для размещения заготовки и третий привод для перемещения транспортировочной тележки предпочтительно в горизонтальном направлении.
Простая замена приводов возможна, когда первый привод и второй привод имеют по меньшей мере один, предпочтительно несколько идентичных приводных модулей. За счет этого могут быть уменьшены количество отдельных приводных модулей и тем самым их стоимость. Кроме того, могут быть реализованы большие приводные усилия просто за счет применения нескольких приводных модулей.
Согласно другому предпочтительному варианту выполнения, удерживающее приспособление имеет удерживающий выступ для опоры заготовки в вертикальном направлении без приложения давления к боковой поверхности заготовки.
В аналогичном варианте выполнения приемный блок выполнен в виде удерживающего выступа для опоры в вертикальном направлении отделенной заготовки.
Для обеспечения относительного расстояния между удерживающим приспособлением и отделенной заготовкой при удалении заготовки предпочтительно, когда транспортировочная тележка имеет подъемный привод для подъема и опускания в вертикальном направлении отделенной заготовки. Предпочтительно устройство имеет опрокидывающий привод для опрокидывания отделенной заготовки.
Задача решена также с помощью предмета пункта 10 формулы изобретения. Предпочтительные модификации являются предметом зависимых пунктов формулы изобретения.
А именно, решение осуществляется с помощью способа непрерывной отливки крупногабаритной заготовки, предпочтительно из стали, с круглым поперечным сечением с диаметром >500 мм или с квадратным поперечным сечением с длиной стороны >500 мм, с помощью устройства по любому из пп. 1-9, которое содержит вертикально ориентированный кристаллизатор, вертикальную роликовую проводку, цанговую тележку и удерживающую тележку, при этом способ содержит стадии:
- непрерывной разливки стального расплава для образования, по меньшей мере, частично затвердевшей заготовки в кристаллизаторе,
- зажимания и вытягивания заготовки из кристаллизатора с помощью цанговой тележки, при этом заготовка зажимается и затем вытягивается из кристаллизатора со скоростью разливки в вертикальном направлении разливки;
- опоры непрерывно образуемой заготовки в вертикальном направлении с помощью удерживающей тележки;
- снятия зажимания цанговой тележкой заготовки;
- перемещения цанговой тележки противоположно направлению разливки;
- зажимания и вытягивания заготовки из кристаллизатора с помощью цанговой тележки;
- отделения заготовки с помощью разделительного приспособления, которое перемещается во время отделения с заготовкой; и
- удаления отделенной заготовки.
Для надежного предотвращения падения непрерывно изготавливаемой заготовки, обычно удерживающая тележка вначале перемещается противоположно направлению разливки, пока удерживающая тележка поддерживает заготовку; затем удерживающая тележка перемещается в направлении разливки со скоростью разливки, так что заготовка постоянно опирается на удерживающую тележку.
Быстрое удаление отделенной заготовки достигается, когда отделенная заготовка при удалении принимается транспортировочной тележкой, удерживающая тележка опускается относительно отделенной заготовки или отделенная заготовка поднимается относительно удерживающей тележки, отделенная заготовка возможно опрокидывается из вертикального положения в горизонтальном направлении, а затем транспортируется в горизонтальном направлении.
При отделении предпочтительно, когда разделительное приспособление перемещается синхронно с цанговой тележкой. Это может быть реализовано особенно просто, когда разделительное приспособление расположено на цанговой тележке и перемещается вместе с ней.
Особенно простое устройство без обычного колебательного приспособления может быть реализовано, когда вытягивание заготовки из кристаллизатора происходит колебательным образом, при этом цикл колебаний содержит несколько фаз, и заготовка в одной фазе вытягивается с первой скоростью v1 вытягивания, в другой фазе со второй скоростью v2 вытягивания, при этом v1>v2. Как указывалось выше, с помощью цанговой тележки реализуются различные скорости вытягивания, при этом, в частности, v2 может быть равна нулю, а также v2 может принимать отрицательные значения.
Для увеличения эффективности использования энергии при непрерывной разливке предпочтительно преобразовывать потенциальную энергию заготовки с помощью по меньшей мере одного привода, которым снабжена цанговая тележка или удерживающая тележка, в электрическую энергию или гидравлическую энергию. В технике электрического привода это называется рекуперацией; в технике гидравлического привода это можно осуществлять, например, с помощью вторично регулируемого гидромотора (см., например, http://www.hawe.de/sl/fluidlexicon/s/sekundaerregelung-von-hydromotoren).
Задача изобретения решена также с помощью способа начала разливки с помощью устройства по любому из пп. 1-9. Предпочтительные модификации являются предметом зависимых пунктов формулы изобретения.
А именно, решение осуществляется с помощью способа начала разливки с помощью устройства по любому из пп. 1-9, которое содержит вертикально ориентированный кристаллизатор, вертикальную роликовую проводку, цанговую тележку и удерживающую тележку, при этом способ содержит стадии:
- введения холодной заготовки в кристаллизатор, так что холодная заготовка герметично закрывает кристаллизатор относительно текучей среды;
- непрерывной разливки стального расплава для образования, по меньшей мере, частично затвердевшей заготовки в кристаллизаторе;
- зажимания и вытягивания холодной заготовки из кристаллизатора с помощью цанговой тележки, при этом холодная заготовка зажимается и затем вытягивается из кристаллизатора со скоростью разливки в вертикальном направлении разливки;
- опоры холодной заготовки в вертикальном направлении с помощью удерживающей тележки;
- снятия зажимания цанговой тележкой холодной заготовки;
- перемещения цанговой тележки противоположно направлению разливки;
- зажимания и вытягивания заготовки из кристаллизатора с помощью цанговой тележки;
- отделения холодной заготовки от заготовки с помощью разделительного приспособления, которое перемещается во время отделения с заготовкой; и
- удаления отделенной холодной заготовки.
Краткое описание чертежей
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания и не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
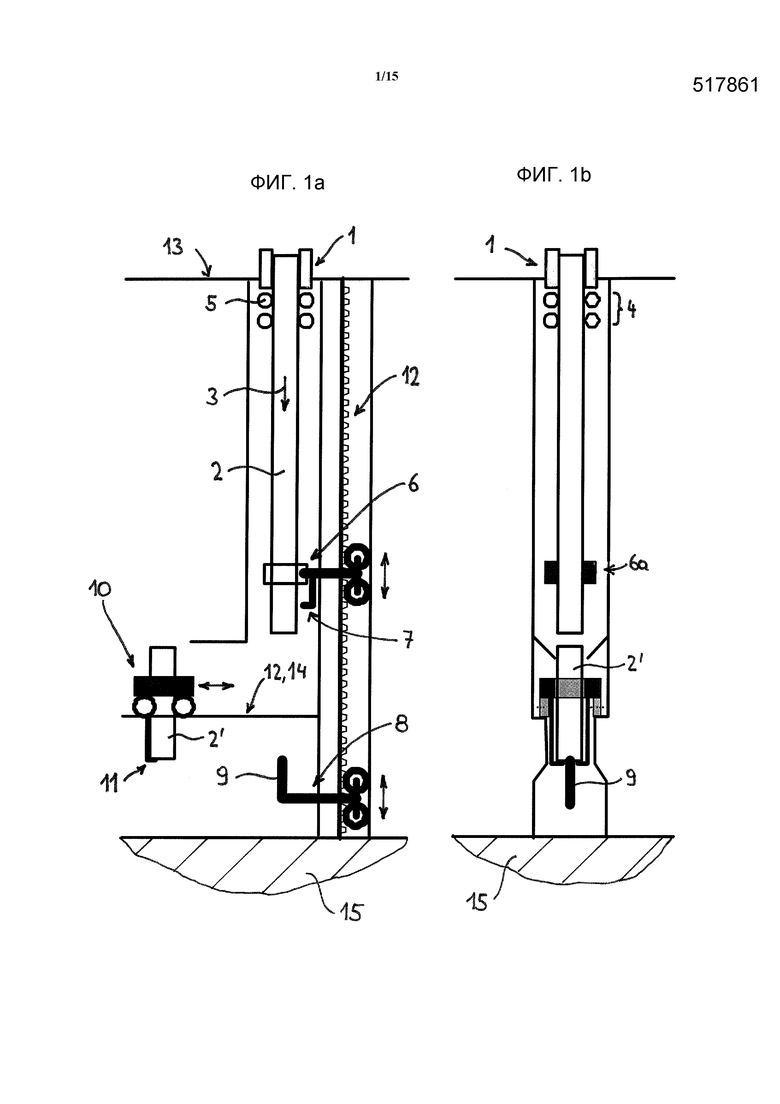
фиг. 1а - установка непрерывной разливки, согласно изобретению, для изготовления круглой заготовки с диаметром 800 мм, на виде спереди;
фиг. 1b - установка, согласно фиг. 1а, на виде слева;
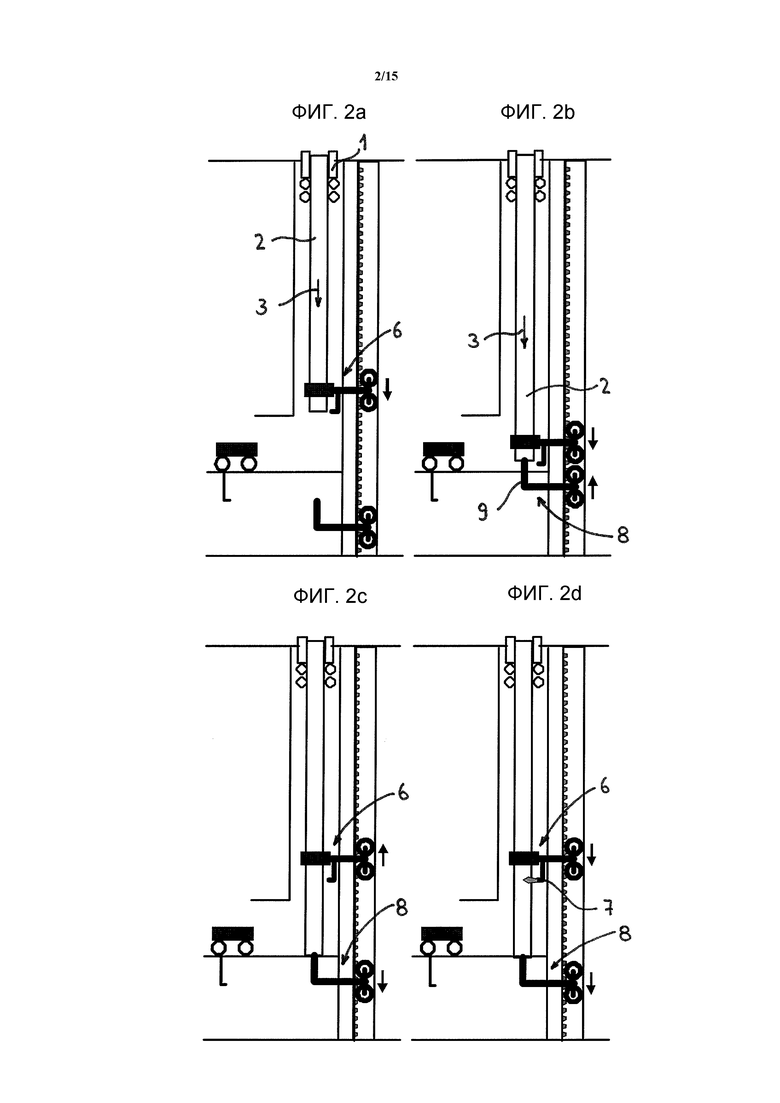
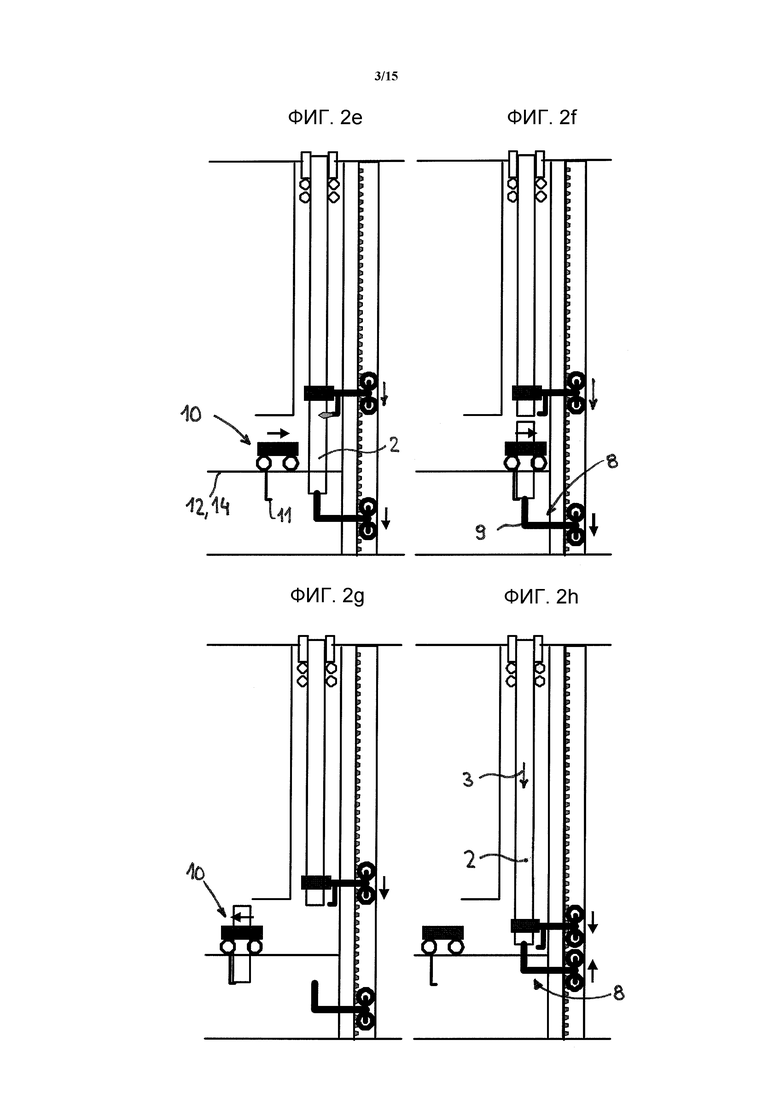
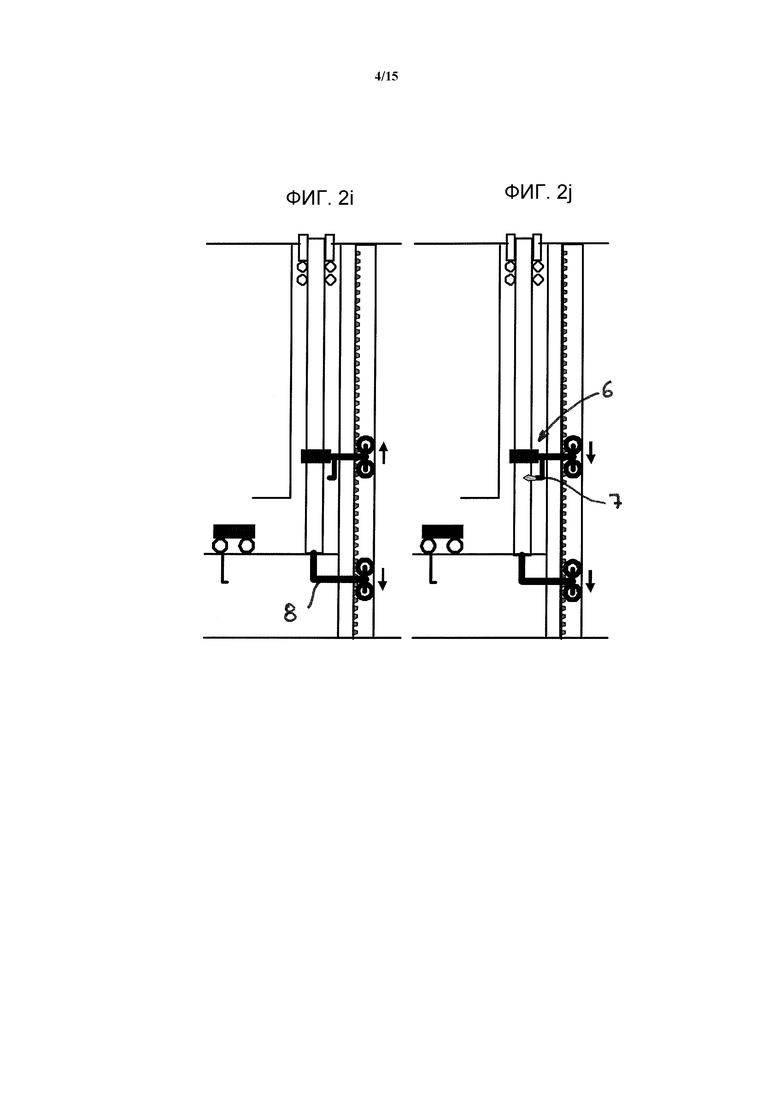
фиг. 2а…2j - десять фаз способа, согласно изобретению, непрерывной отливки крупногабаритной заготовки;
фиг. 3а…3j - десять фаз способа, согласно изобретению, начала разливки с помощью установки непрерывной разливки, согласно изобретению;
фиг. 4а - цанговая тележка, на виде спереди;
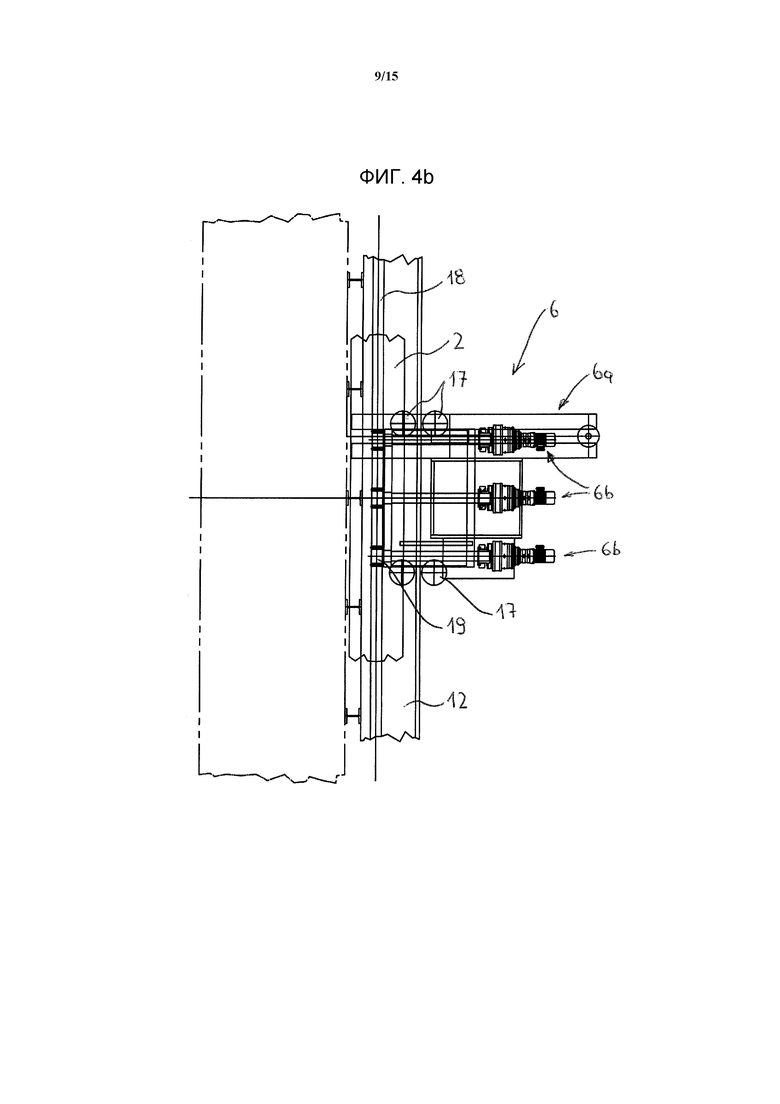
фиг. 4b - цанговая тележка, на виде сбоку;
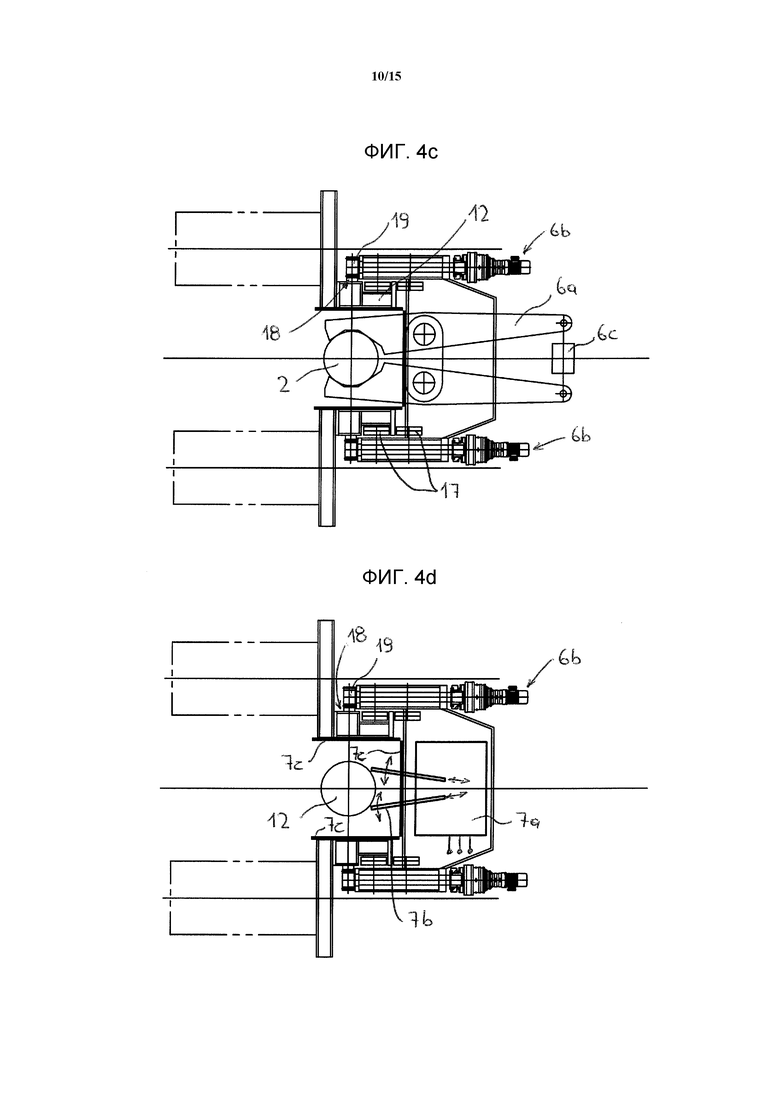
фиг. 4с - зажимное приспособление цанговой тележки, на виде сверху;
фиг. 4d - разделительное приспособление цанговой тележки, на виде сверху;
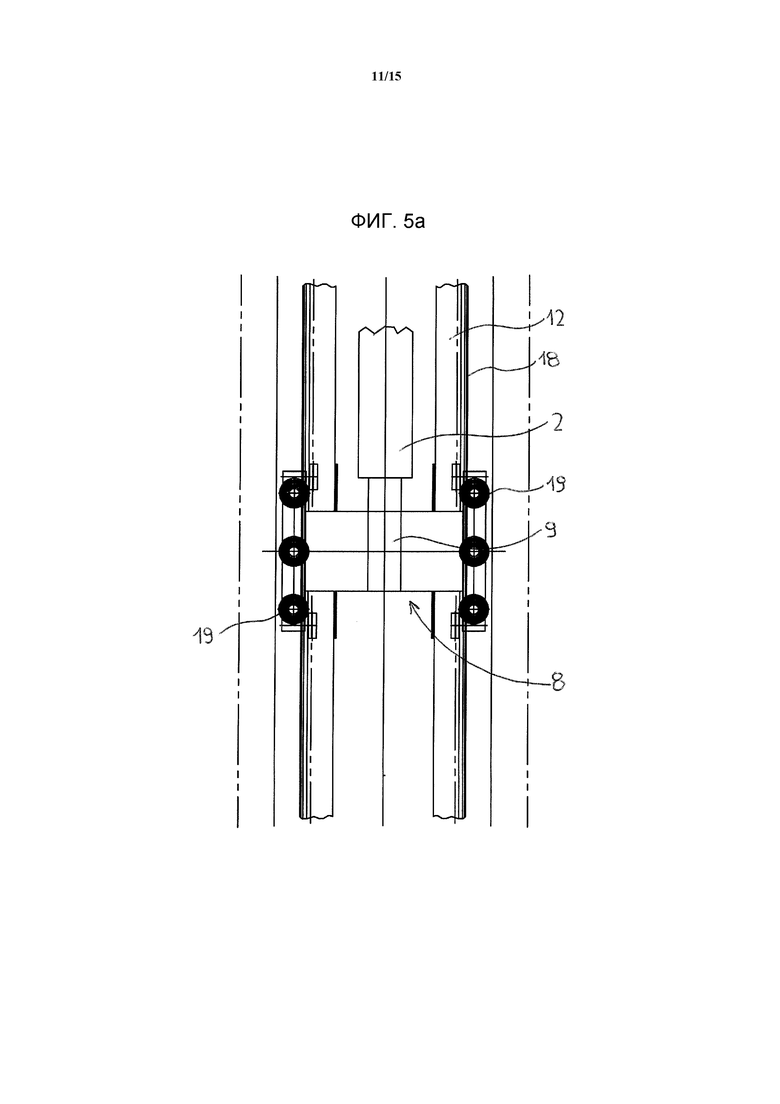
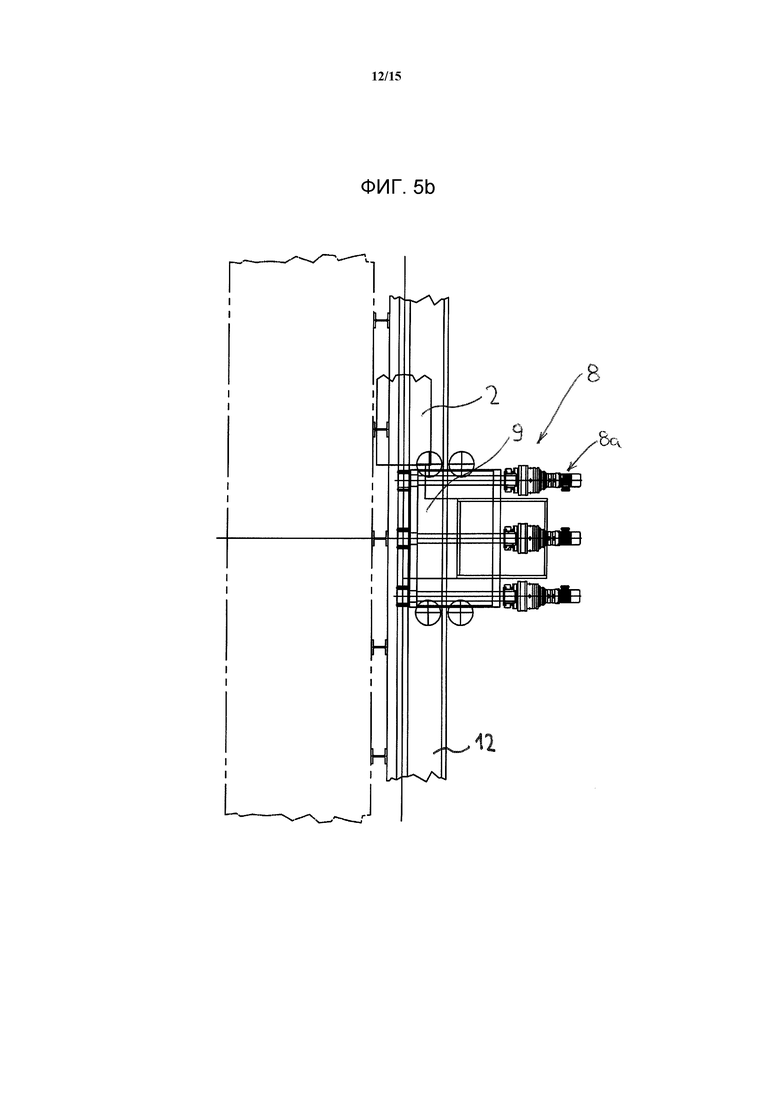
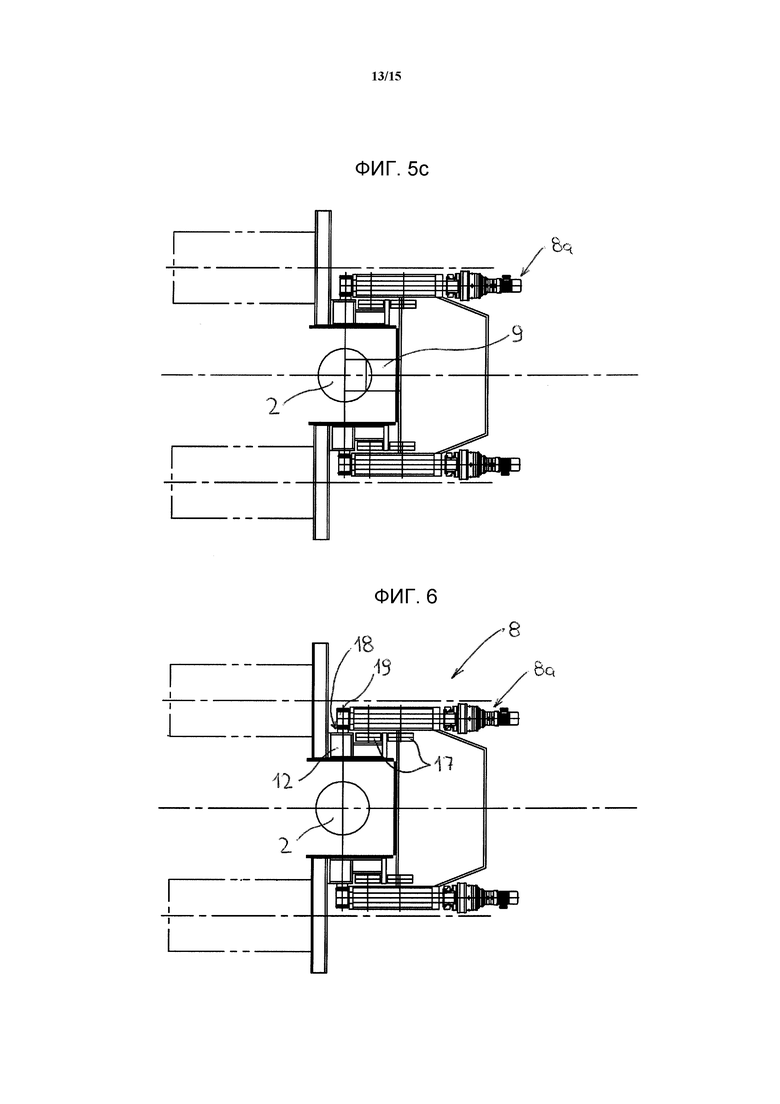
фиг. 5а…5с - удерживающая тележка, на виде спереди, сбоку и сверху;
фиг. 6 - приводное состояние удерживающей тележки;
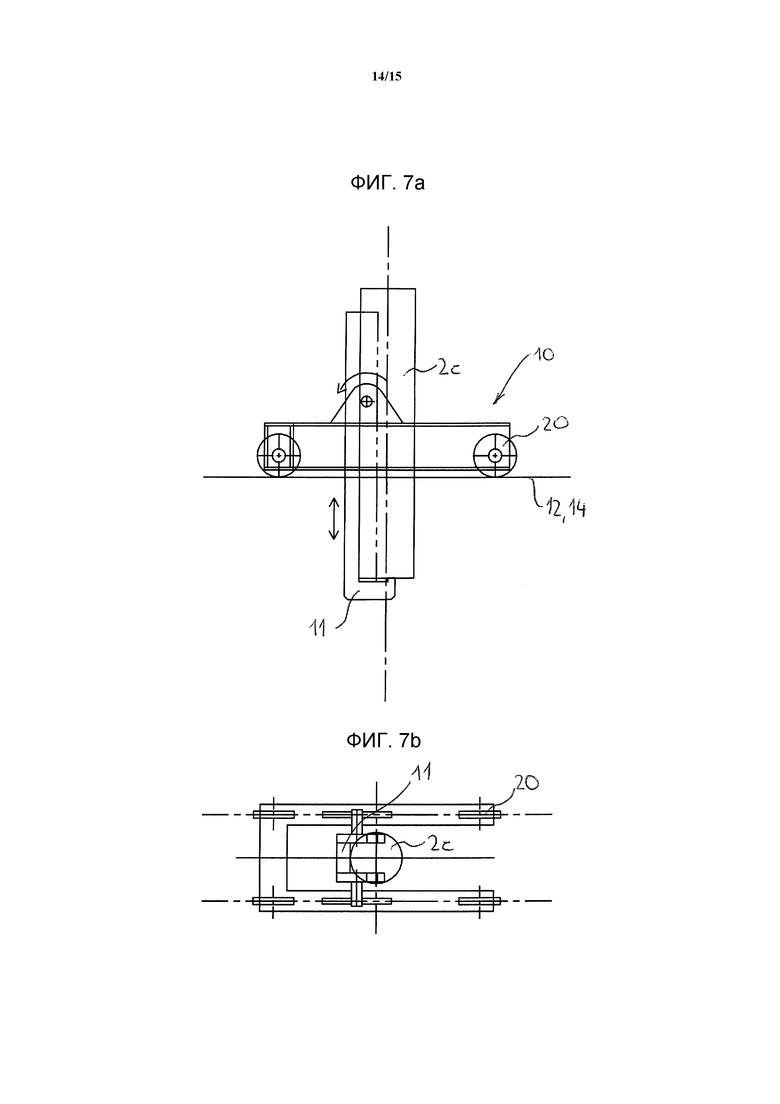
фиг. 7а…7b - транспортировочное приспособление, на виде спереди и сверху;
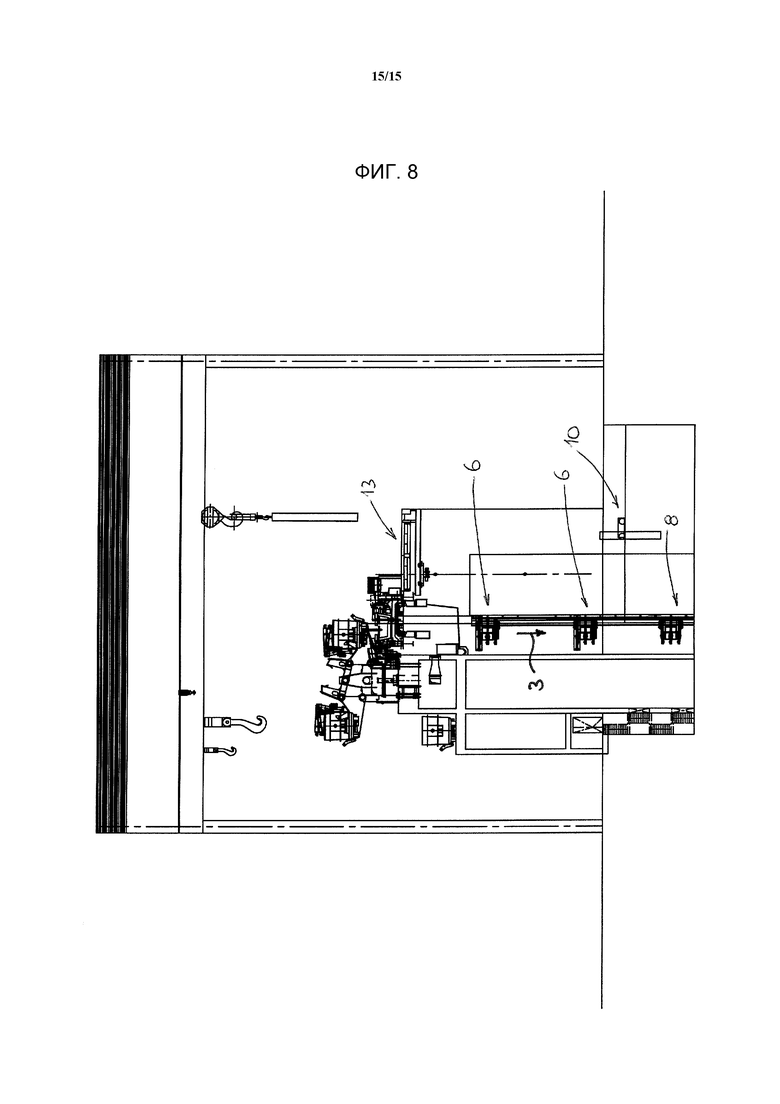
фиг. 8 - литейный цех с установкой непрерывной разливки, согласно изобретению.
Описание вариантов выполнения
На фиг. 1а и 1b показана установка непрерывной разливки, согласно изобретению, для изготовления круглой заготовки с диаметром 800 мм.
При этом с помощью не изображенного разливочного ковша происходит разливка жидкой стали в не изображенный распределитель, который через погружную трубу (SEN) соединен с кристаллизатором 1, который имеет вертикальную продольную ось. Кристаллизатор 1 расположен на разливочной площадке 13. За кристаллизатором 1 в направлении 3 разливки установлена вертикальная роликовая проводка 4, которая содержит два ряда расположенных последовательно роликов 5 роликовой проводки и несколько не изображенных охлаждающих сопел. Ролики 5 роликовой проводки выполнены в виде вращающихся, не приводных нижних роликов кристаллизатора 1 и служат лишь для опоры и направления боковой поверхности заготовки 2, которая имеет вначале лишь тонкую оболочку заготовки. С помощью охлаждающих сопел вторичного охлаждения заготовка 2 подвергается дальнейшему охлаждению.
Вытягивание непрерывно создаваемой заготовки 2 из кристаллизатора 1 осуществляется с помощью цанговой тележки 6. Цанговая тележка имеет выполненное в виде цанги зажимное приспособление 6а, выполненное в виде машины для газокислородной резки разделительное приспособление 7 и не изображенный здесь первый привод для перемещения цанговой тележки по направляющей 12, при этом направляющая 12 лежит снаружи роликовой проводки 4. Зажимание, соответственно отпускание, цанги 6 осуществляется с помощью выполненного в виде гидравлического цилиндра привода 6с зажима.
В направлении 3 разливки после цанговой тележки 6 расположена удерживающая тележка 8, которая служит для опоры нижнего конца заготовки 2 в направлении 3 разливки, т.е. в вертикальном направлении. Для этого удерживающая тележка имеет выполненное в виде удерживающего выступа или в виде удерживающего упора удерживающее приспособление 9. Удерживающая тележка 8 выполнена с возможностью перемещения с помощью не изображенного здесь второго привода, при этом в показанном случае обе тележки 6 и 8 установлены с возможностью перемещения по направляющей 12, которая выполнена в виде зубчатой рейки. Однако в принципе возможно также, что цанговая тележка 6 и удерживающая тележка 9 установлены с возможностью перемещения по отдельным направляющим.
Наконец, установка непрерывной разливки, согласно изобретению, содержит выполненное в виде транспортировочной тележки транспортировочное приспособление 10, которое имеет выполненный в виде ступы приемный блок 11 для отделенной заготовки 2' и не изображенный здесь третий привод для горизонтального перемещения транспортировочной тележки в плоскости 14 удаления. Ступа имеет в свою очередь удерживающий выступ, так что отделенная заготовка 2' за счет собственного веса лежит на управляющем выступе.
В целом, установка непрерывной разливки очень компактна и имеет общую высоту между разливочной площадкой 13 и самым нижним уровнем основания 15, которое лежит на 8,5 м ниже пола литейного цеха, лишь 27,8 м. Металлургическая длина установки составляет 19,5 м.
Стадии способа непрерывной отливки круглой стальной заготовки с диаметром 800 мм показаны на фиг. 2а…2j.
На фиг. 2а стальной расплав заливается в кристаллизатор 1 с образованием частично затвердевшей заготовки 2, которая вытягивается из кристаллизатора 1 в направлении 3 разливки. При этом боковая поверхность заготовки 2 зажимается с помощью цанги цанговой тележки 6, и цанговая тележка 6 перемещается вниз со скоростью разливки в направлении 3 разливки.
На фиг. 2b показано, как происходит опора нижней торцевой поверхности заготовки 2 с помощью удерживающей тележки 8 в направлении разливки. Для этого удерживающая тележка перемещается вертикально вверх противоположно направлению 3 разливки.
На фиг. 2с показана другая фаза разливки. После того, как вес заготовки 2 принимает на себя выполненное в виде удерживающего выступа удерживающее приспособление 9, зажимание с помощью цанговой тележки 6 прекращается, и цанговая тележка 6 перемещается вверх противоположно направлению 3 разливки, пока между цанговой тележкой 6 и нижним концом заготовки 2 не устанавливается расстояние, которое соответствует заданной длине подлежащей отделению заготовки 2'. При этом одновременно заготовка 2 вытягивается со скоростью разливки.
На фиг. 2d цанговая тележка 6 снова зажимает заготовку 2 и начинается отделение заготовки 2 с помощью разделительного приспособления 7. Поскольку отделение заготовки 2 занимает значительное время, цанговая тележка 6 с разделительным приспособлением 7 и удерживающая тележка 8 перемещаются синхронно.
На фиг. 2е транспортировочное устройство 10, которое выполнено в виде транспортировочной тележки, перемещается в горизонтальном направлении по направляющей 12 транспортировочной плоскости 14 к заготовке 2. Транспортировочная тележка имеет удерживающий выступ 11 для приема отделенной заготовки 2'.
На фиг. 2f транспортировочная тележка 10 приняла на себя полностью отделенную заготовку 2' с помощью удерживающего выступа 11. Транспортировочная тележка имеет подъемный привод для подъема заготовки 2', так что участок 2' заготовки поднимается с удерживающего выступа 9 удерживающей тележки 8. Однако в не изображенном варианте выполнения это было бы возможно также за счет вертикального опускания удерживающей тележки 8.
На фиг. 2g отделенная заготовка 2' транспортируется по направляющей 12 с помощью транспортировочной тележки 10. При этом транспортировочная тележка 10 перемещается в горизонтальном направлении с помощью не изображенного третьего привода. Возможно также опрокидывание заготовки 2' перед, соответственно во время, перемещения из вертикального положения в горизонтальное, соответственно, наклонное положение. За счет этого заготовку можно передавать непосредственно на не изображенный рольганг.
Наконец, на фиг. 2h аналогично фиг. 2b удерживающая тележка 8 снова перемещается противоположно направлению 3 разливки для опоры заготовки 2. Фиг. 2i и 2j соответствуют фиг. 2с и 2d.
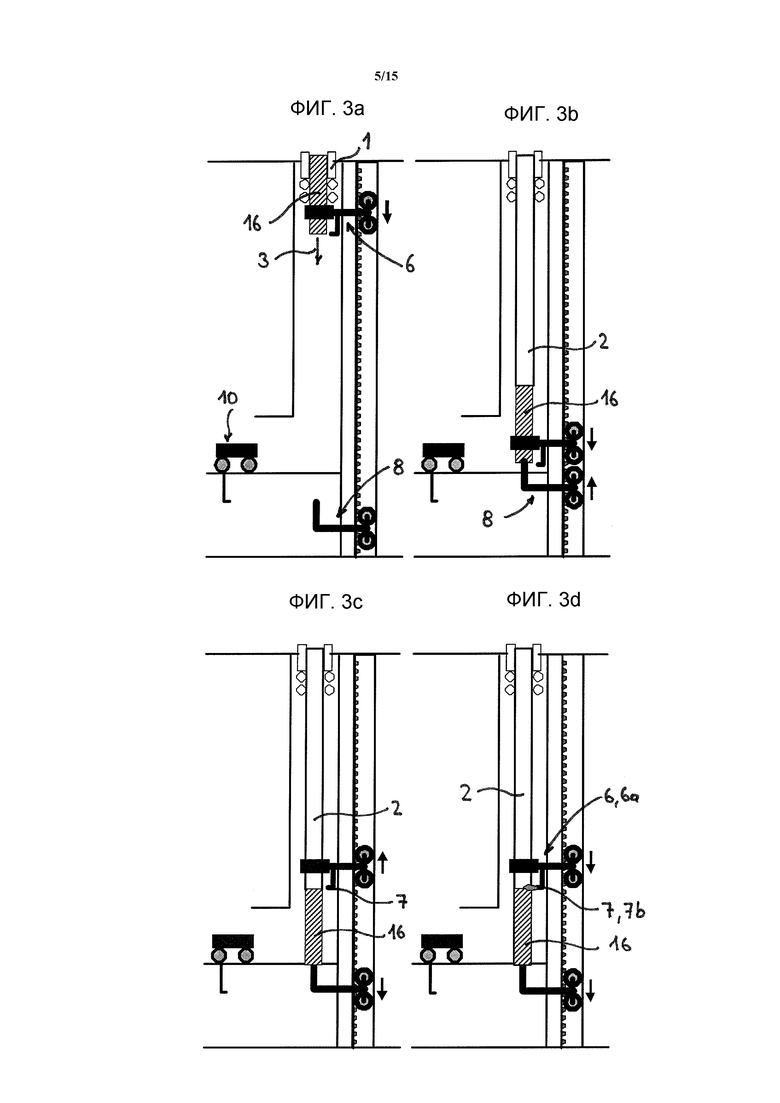
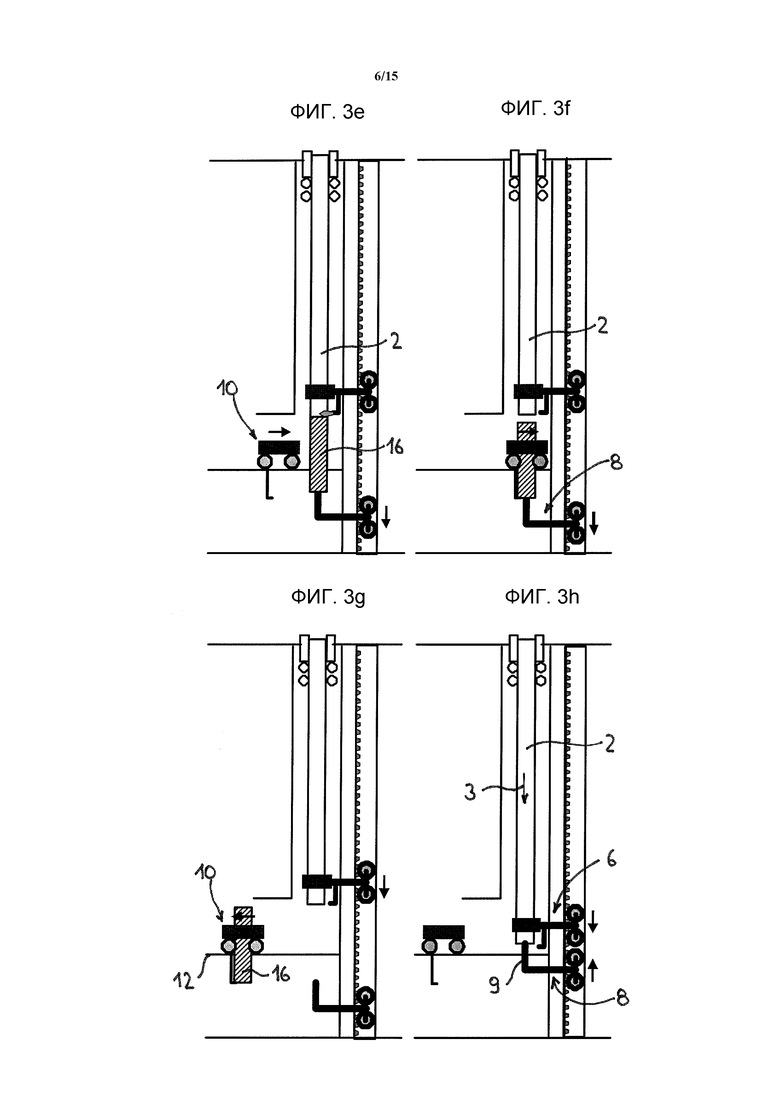
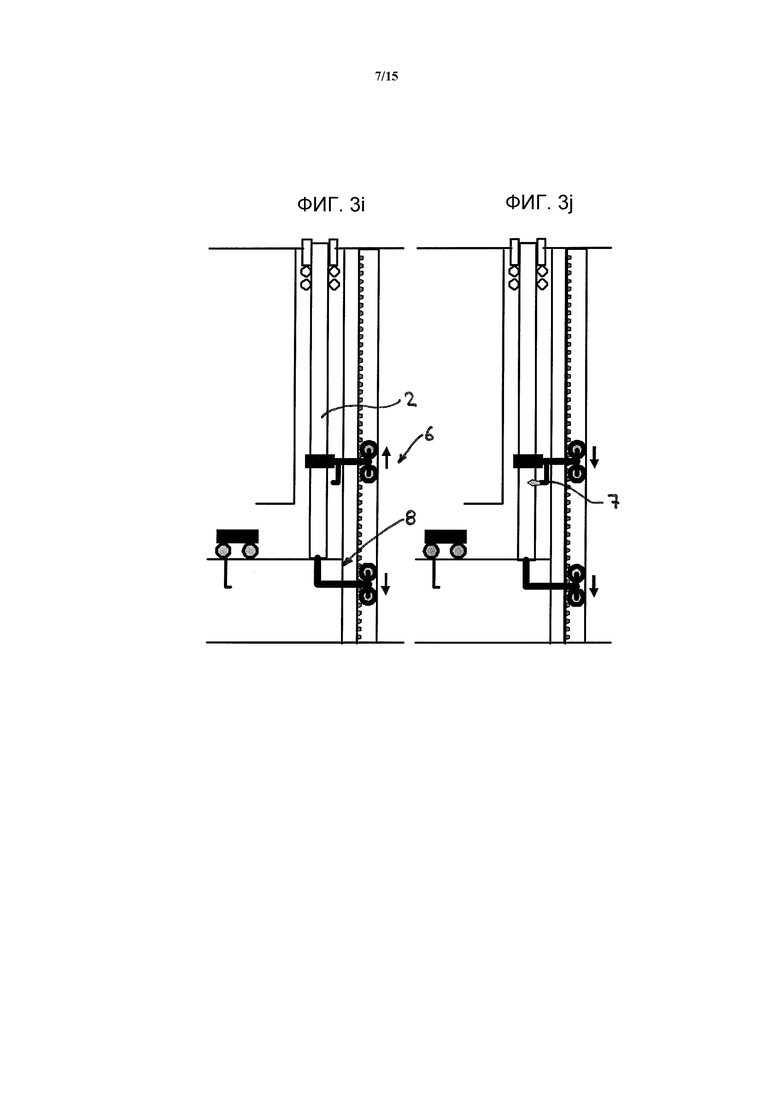
Стадии способа начала разливки с помощью установки непрерывной разливки, согласно изобретению, показаны на фиг. 3а…3j.
На фиг. 3а показано, как холодная заготовка 16 закрывает герметично относительно текучей среды выходной конец кристаллизатора 1. Для предотвращения падения холодной заготовки 16 может дополнительно применяться также удерживающая тележка 8 для опоры нижней торцевой стороны холодной заготовки. Холодная заготовка 16 зажимается с помощью цанги цанговой тележки 6 и после начала разливки с помощью установки непрерывной разливки вытягивается из кристаллизатора 1 в направлении 3 разливки. При этом с помощью SEN в кристаллизатор 3 непрерывно заливается стальной расплав, так что уровень заполнения кристаллизатора, так называемый мениск, поддерживается примерно постоянным.
На фиг. 3b показано, как холодная заготовка 16 и образующаяся заготовка 2, которая сварена с холодной заготовкой, вытягивается далее из кристаллизатора 1. При этом удерживающая тележка 8 перемещается вертикально вверх противоположно направлению 3 разливки, так что холодная заготовка 16 опирается на удерживающий выступ удерживающей тележки.
На фиг. 3с зажимание с помощью цанговой тележки 6 прекращается, и цанговая тележка 6 перемещается вверх противоположно направлению 3 разливки. Цанговая тележка позиционируется так, что режущие горелки разделительного приспособления 7 находятся примерно над плоскостью соединения между холодной заготовкой 16 и заготовкой 2.
На фиг. 3d холодная заготовка 16 во время продолжающейся непрерывной разливки отделяется с помощью разделительного приспособления 7 от заготовки 2. Цанговая тележка 6 снова зажимает заготовку 2 и начинается отделение заготовки 2 с помощью разделительного приспособления 7. Зажимание с помощью цанги 6а цанговой тележки 6 заготовки 2 также возобновляется перед разрезанием заготовки, однако обычно уже в начале разделения.
На фиг. 3е транспортировочное устройство 10, которое выполнено в виде транспортировочной тележки, перемещается в горизонтальном направлении по направляющей 12 транспортировочной плоскости 14 к холодной заготовке 16.
На фиг. 3f холодная заготовка 16 отделена от заготовки 2, и транспортировочная тележка 10 приняла на себя холодную заготовку 16. Затем холодная заготовка поднимается с помощью транспортировочной тележки или же, как показано на фигуре, удерживающая тележка 8 перемещается вниз, так что устанавливается расстояние между удерживающим выступом 9 удерживающей тележки 8 и нижней торцевой поверхностью холодной заготовки.
На фиг. 3g отделенная холодная заготовка 16 удаляется, при этом транспортировочная тележка 10 перемещается по направляющей 12. После удаления холодной заготовки 16 из роликовой проводки она может приниматься манипулятором холодной заготовки, например подъемной системой или цеховым краном, так что транспортировочная тележка готова для транспортировки заготовки 2'.
Наконец, на фиг. 3h удерживающая тележка 8 устанавливается у заготовки 2, так что нижняя торцевая поверхность заготовки опирается на удерживающий выступ 9.
На фиг. 3i, соответственно 3j, показано состояние, аналогичное состоянию на фиг. 2с и 2d.
Ниже приводится пояснение конструктивных деталей установки непрерывной разливки согласно фиг. 1.
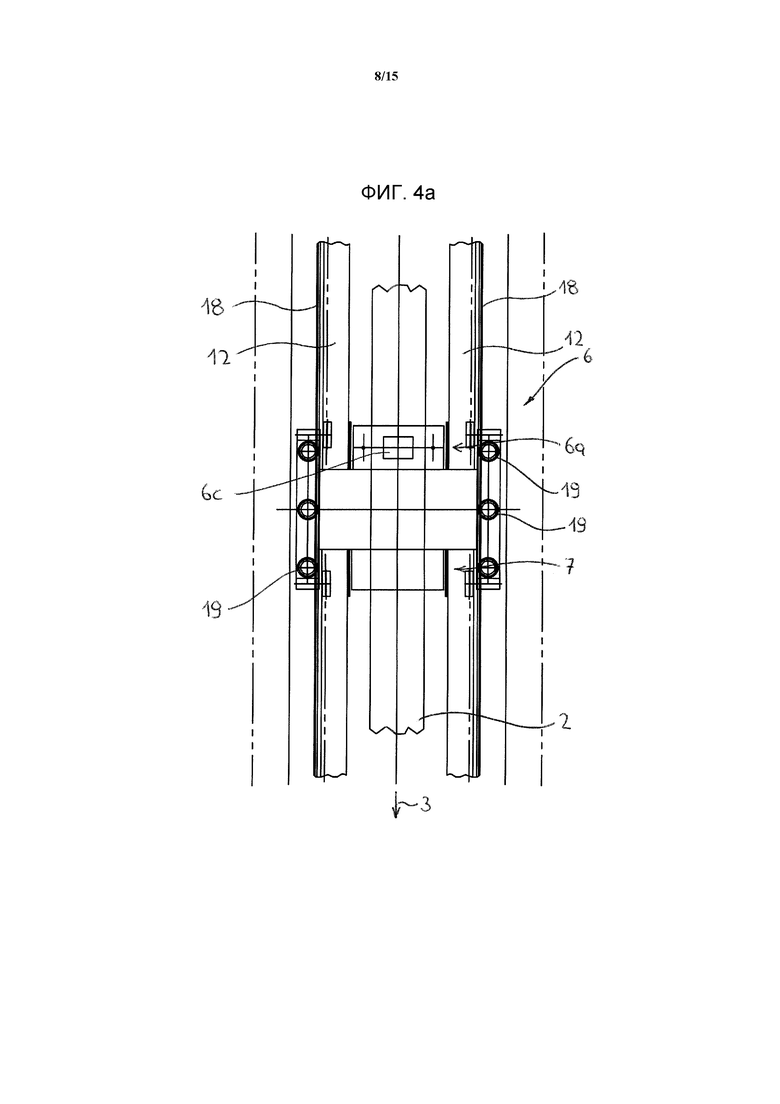
На фиг. 4а показана на виде сбоку цанговая тележка 6. В верхней части тележки находится цанга 6а, которая приводится в действие с помощью привода 6с зажима, который выполнен в виде гидравлического цилиндра. В нижней части тележки находится разделительное приспособление 7, которое выполнено в виде машины для газокислородной резки. Тележка опирается на две направляющие 12, которые по обе стороны тележки соединены с несущей конструкцией цеха. На направляющих 12 находится зубчатая рейка 18, по которой могут перемещаться три расположенные друг над другом шестерни 19 приводов тележки 6.
Привод цанговой тележки 6 показан более детально на фиг. 4b. С помощью трех идентичных приводных модулей 6b на каждой стороне, которые имеют электродвигатель, приводной вал и шестерню 19, которая катится по зубчатой рейке 18, цанговая тележка 6 перемещается вдоль направляющей 12. Для направления цанговой тележки 6 она имеет в верхней и в нижней зоне тележки два направляющих колеса 17, которые опираются на выполненную в виде опорной колонны направляющую 12.
Выполненное в виде цанги зажимное приспособление 6а более подробно показано на фиг. 4с. Заготовка 2 может зажиматься с помощью двух шарнирно соединенных друг с другом цанговых плеч, при этом управление осуществляется с помощью гидравлического цилиндра 6с. Кроме того, показана также направляющая колонна 12, которая образована из трех расположенных рядом друг с другом балок. Самая левая коробчатая балка является опорой для зубчатой рейки 18, в зацеплении с которой находятся шестерни 19 приводов 6b. Самая правая балка служит лишь для опоры направляющих колес 17.
На фиг. 4d показано более подробно выполненное в виде машины для газокислородной резки разделительное приспособление 7. Машина для газокислородной резки имеет подводящий и подающий механизм 7а для снабжения копий 7b, при этом копья установлены с возможностью подвода к заготовке 2 (см. стрелки, которые показывают возможные перемещения). Для защиты зубчатых реек 18, шестерней 19 и приводов 6b от шлаков три внутренние стороны цанговой тележки 6 имеют в зоне машины 7 для газокислородной резки защитные экраны 7с.
На фиг. 5а показана на виде спереди удерживающая тележка 8. При этом привод удерживающей тележки 8 выполнен по существу идентично приводу цанговой тележки 6 и не нуждается в дополнительном пояснении; однако приводы удерживающей тележки 8 называются вторыми приводами для подчеркивания того, что обе тележки 6, 8 предназначены для перемещения независимо друг от друга. Вместо зажимного приспособления удерживающая тележка имеет удерживающее приспособление 9, которое в виде удерживающего выступа обеспечивает возможность опоры заготовки 2 в вертикальном направлении. Поскольку заготовка имеет значительную потенциальную энергию, то приводы 6b и 8а цанговой и удерживающей тележки 6, 8 выполнены в виде так называемых 4-х квадрантных приводов, так что с помощью их можно подавать электрическую энергию обратно в сеть.
На фиг. 6 показана удерживающая тележка 8, при этом можно видеть, аналогично фиг. 4d, положение приводов.
Выполненное в виде транспортировочной тележки транспортировочное приспособление 10 показано на фиг. 7а и 7b. С помощью тележки 10 можно принимать отделенную заготовку 2' с выполненного в виде удерживающего выступа приемного блока 11 транспортировочной тележки 10, опрокидывать из вертикального в горизонтальное положение и затем удалять. Для ясности третьи приводы не изображены.
Наконец, на фиг. 8 показана в целом установка непрерывной разливки, согласно изобретению, в литейном цехе. Под цеховым краном показаны поворотная башня для ковшей, распределитель, литейная площадка 13, два положения единственной цанговой тележки 6, удерживающая тележка 8 и транспортировочная тележка 10.
В принципе, изобретение не ограничивается вертикальными установками. Однако на основании больших размеров заготовок выполнение в виде вертикальной установки является в большинстве случаев целесообразным.
Хотя изобретение подробно иллюстрировано и пояснено с помощью предпочтительных примеров выполнения, однако изобретение не ограничивается раскрытыми примерами и специалисты в данной области техники могут выводить из них другие варианты выполнения, без выхода за объем защиты изобретения.
Перечень позиций
1 Кристаллизатор
2 Заготовка
2' Отделенная заготовка
3 Направление разливки
4 Роликовая проводка
5 Ролик роликовой проводки
6 Цанговая тележка
6а Цанга
6b Первый привод
6с Привод зажима
7 Разделительное приспособление
7а Подводящий и подающий механизм
7b Копье
7с Экран
8 Удерживающая тележка
8а Второй привод
9 Удерживающее приспособление
10 Транспортировочное приспособление
11 Приемный блок
12 Направляющая
13 Литейная площадка
14 Плоскость транспортировки
15 Основание
16 Холодная заготовка
17 Направляющее колесо
18 Зубчатая рейка
19 Шестерня
20 Колесо
Изобретение относится к непрерывной разливке. Устройство содержит цанговую тележку (6) с зажимным приспособлением (6а), разделительным приспособлением (7) и первым приводом (6b). С помощью цанговой тележки (6) заготовку (2) зажимают и вытягивают из кристаллизатора (1) в вертикальном направлении (3) разливки со скоростью разливки. Затем непрерывно образуемую в вертикальном направлении (3) заготовку (2) опирают на удерживающую тележку (8) и снимают зажимание заготовки (2) цанговой тележкой (6). Перемещают цанговую тележку (6) противоположно направлению (3) разливки, зажимают заготовку (2) цанговой тележкой (6) и вытягивают ее из кристаллизатора (1), отделяют заготовку (2) с помощью разделительного приспособления (7), которое перемещают во время отделения с заготовкой (2), и удаляют отделенную заготовку (2'). Обеспечивается простота конструкции и стабильность работы устройства для непрерывной отливки крупногабаритной заготовки. 3 н. и 12 з.п. ф-лы, 33 ил.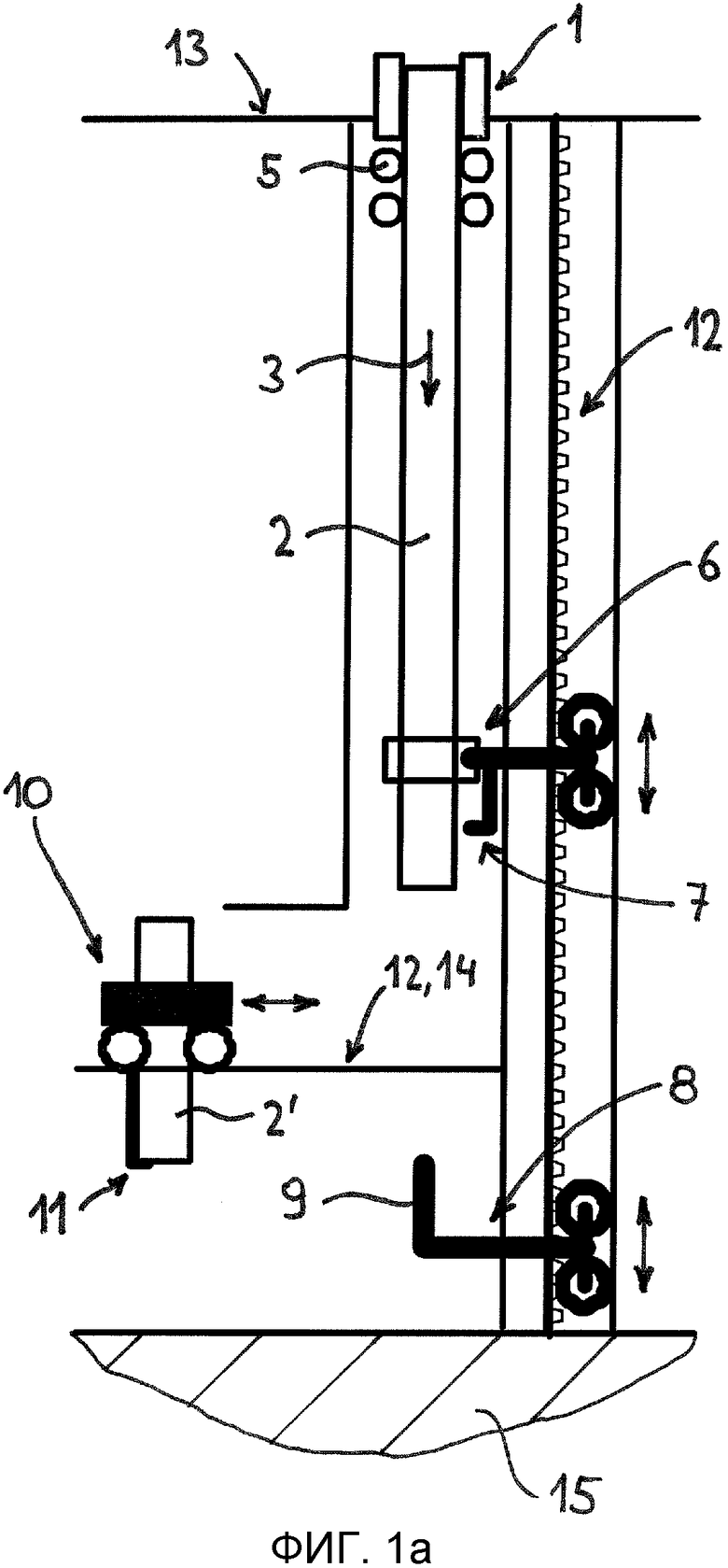
1. Устройство для непрерывной отливки крупногабаритной стальной заготовки, имеющей круглое поперечное сечение диаметром более 500 мм или квадратное поперечное сечение с длиной стороны более 500 мм, содержащее:
- вертикально ориентированный кристаллизатор (1), формирующий, по меньшей мере, частично затвердевшую заготовку (2) в вертикальном направлении (3) разливки,
- вертикальную роликовую проводку (4) с элементами (5) для опоры и направления заготовки (2), расположенную после кристаллизатора (1) в направлении (3) разливки,
- цанговую тележку (6), содержащую зажимное приспособление (6а) для зажимания заготовки (2), разделительное приспособление (7) для отделения заготовки (2), и соединенную с первым приводом (6b) перемещения цанговой тележки (6) в вертикальном направлении для вытягивания заготовки (2) из кристаллизатора (1),
- удерживающую тележку (8), содержащую удерживающее приспособление (9) для удерживания нижнего конца заготовки (2) и соединенную со вторым приводом (8а) для перемещения удерживающей тележки (8) в вертикальном направлении, при этом удерживающая тележка (8) расположена после цанговой тележки (6) в направлении (3) разливки,
- транспортировочное приспособление (10) для удаления отделенной заготовки (2').
2. Устройство по п. 1, отличающееся тем, что оно содержит общую направляющую (12), на которой установлены с возможностью перемещения удерживающая тележка (8) и цанговая тележка (6).
3. Устройство по п. 2, отличающееся тем, что общая направляющая (12) выполнена в виде приводной штанги или направляющей колонны.
4. Устройство по п. 1, отличающееся тем, что зажимное приспособление (6а), представляющее собой цангу, выполнено с возможностью установки в зажимном и незажимном положениях посредством привода (6с) зажима.
5. Устройство по п. 1, отличающееся тем, что удерживающее приспособление (9) имеет удерживающий выступ для опоры заготовки (2) в вертикальном направлении.
6. Устройство по п. 1, отличающееся тем, что первый привод и второй привод содержат по меньшей мере один, предпочтительно более одного идентичных приводных модулей.
7. Устройство по п. 1, отличающееся тем, что транспортировочное приспособление (10) выполнено в виде транспортировочной тележки, содержащей приемный блок (11) для размещения отделенной заготовки (2') и соединенной с третьим приводом для перемещения транспортировочной тележки (10) предпочтительно в горизонтальном направлении.
8. Устройство по п. 7, отличающееся тем, что приемный блок (11) имеет удерживающий выступ для опоры отделенной заготовки (2') в вертикальном направлении.
9. Устройство по п. 7, отличающееся тем, что транспортировочная тележка (10) соединена с подъемным приводом для подъема и опускания в вертикальном направлении отделенной заготовки (2') и предпочтительно с опрокидывающим приводом для опрокидывания отделенной заготовки (2').
10. Способ непрерывной отливки крупногабаритной стальной заготовки, имеющей круглое поперечное сечение диаметром более 500 мм или квадратное поперечное сечение с длиной стороны более 500 мм, с использованием устройства по любому из пп. 1-9, включающий:
- непрерывную разливку стального расплава и образование в кристаллизаторе (1), по меньшей мере, частично затвердевшей заготовки (2),
- зажимание и вытягивание заготовки (2) из кристаллизатора (1) с помощью цанговой тележки (6) в вертикальном направлении (3) разливки со скоростью разливки,
- опирание непрерывно образуемой заготовки (2) в вертикальном направлении (3) на удерживающую тележку (8),
- снятие зажимания заготовки (2) цанговой тележкой (6),
- перемещение цанговой тележки (6) противоположно направлению (3) разливки,
- зажимание заготовки (2) цанговой тележкой (6) и вытягивание ее из кристаллизатора (1),
- отделение заготовки (2) с помощью разделительного приспособления (7), которое перемещают во время отделения с заготовкой (2),
- удаление отделенной заготовки (2').
11. Способ по п. 10, отличающийся тем, что отделенную заготовку (2') при удалении принимают транспортировочной тележкой (10), удерживающую тележку опускают относительно отделенной заготовки (2') или отделенную заготовку (2') поднимают относительно удерживающей тележки (8), отделенную заготовку (2') опрокидывают из вертикального положения в горизонтальное и транспортируют ее в горизонтальном направлении.
12. Способ по п. 10, отличающийся тем, что вытягивание заготовки (2) из кристаллизатора (1) осуществляют колебательным образом, при этом цикл колебаний содержит несколько фаз, и заготовку (2) в одной фазе вытягивают с первой скоростью v1 вытягивания, в другой фазе со второй скоростью v2 вытягивания, при этом v1>v2.
13. Способ по п. 10, отличающийся тем, что потенциальную энергию заготовки (2) преобразуют с помощью по меньшей мере одного привода (6b, 8а) цанговой тележки (6) или удерживающей тележки (8) в электрическую энергию или гидравлическую энергию.
14. Способ непрерывной отливки крупногабаритной стальной заготовки, имеющей круглое поперечное сечение диаметром более 500 мм или квадратное поперечное сечение с длиной стороны более 500 мм, с использованием устройства по любому из пп. 1-9, включающий:
- введение холодной заготовки (16) в кристаллизатор (1), так что холодная заготовка (16) герметично закрывает кристаллизатор (1) относительно текучей среды,
- непрерывную разливку стального расплава и образование в кристаллизаторе (1), по меньшей мере, частично затвердевшей заготовки (2),
- зажимание и вытягивание холодной заготовки (16) из кристаллизатора (1) с помощью цанговой тележки (6) в вертикальном направлении (3) разливки со скоростью разливки,
- опирание холодной заготовки (16) в вертикальном направлении (3) на удерживающую тележку (8),
- снятие зажимания цанговой тележкой (6) холодной заготовки (16),
- перемещение цанговой тележки (6) противоположно направлению (3) разливки,
- зажимание и вытягивание заготовки (2) из кристаллизатора (1) с помощью цанговой тележки (6),
- отделение холодной заготовки (16) от заготовки (2) с помощью разделительного приспособления (7), которое перемещают с заготовкой (2) во время ее отделения, и
- удаление отделенной холодной заготовки (16).
15. Способ по п. 14, отличающийся тем, что холодную заготовку (16) при удалении принимают транспортировочной тележкой (10), удерживающую тележку (8) опускают относительно холодной заготовки (16) или холодную заготовку (16) поднимают относительно удерживающей тележки (8), опрокидывают холодную заготовку (16) из вертикального положения в горизонтальное и транспортируют ее в горизонтальном направлении.
16. Способ по п. 14, отличающийся тем, что разделительное приспособление (7) перемещают синхронно с цанговой тележкой (6).
| ВСЕСОЮЗНАЯ -' ПАТ?Н1гШ-1[ХНН'{Г1й:' | 0 |
|
SU373869A1 |
| DE 202010015499 U1, 07.04.2011 | |||
| Устройство для выдачи слитков | 1980 |
|
SU994107A1 |
| Гидравлическая тянущая клеть горизонтальной машины непрерывного литья чугуна | 1982 |
|
SU1080934A1 |

