Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к машинам для непрерывного литья расплавленного металла, содержащим, по существу, прямую или плоскую подвижную литейную полость или литейный промежуток, образованный бесконечной литейной лентой или лентами, которые необходимо ориентировать и направлять на участке от входа в литейную машину, внутри и вдоль литейного промежутка или литейной зоны, до выхода из литейной машины. Изобретение в особенности касается ориентирования и направления бесконечных металлических литейных лент на литейных машинах, которые на входе снабжены невращающимися полуцилиндрическими механизмами, поддерживающими ленту в подвешенном состоянии.
Уровень техники
В двухленточных машинах непрерывного литья, применяемых для литья расплавленного металла, используются сравнительно тонкие и широкие верхняя и нижняя бесконечные литейные ленты. Как известно в данной области техники, литейные ленты выполняют из специального теплопроводящего гибкого металлического материала. Верхняя и нижняя литейные ленты, каждая под высоким натяжением, обращаются вокруг соответствующего ленточного транспортера, двигаясь, по существу, по овальному пути. Вращающиеся верхняя и нижняя ленты образуют подвижную литейную зону. Литейная зона образуется между плоскими литейными лентами, движущимися от входа в литейную машину внутрь литейной зоны и к выходу из машины. Таким образом, литейная зона простирается от входа в машину непрерывного литья расплавленного металла до выхода из машины, вдоль предположительно гладкой литейной плоскости.
Совершая обращение, по существу, по овальной траектории, каждая литейная лента непрерывным образом проходит вокруг и находится в непосредственном тесном контакте с входным барабаном (шкивом) и выходным барабаном, которые соотнесены с входом в литейную зону и выходом из литейной зоны. Как вариант, каждая литейная лента может быть обернута вокруг комбинации входного невращающегося полуцилиндрического механизма, поддерживающего ленту в подвешенном состоянии, и выходного барабана. В таких невращающихся полуцилиндрических механизмах, поддерживающих ленту в подвешенном состоянии, обычно используется сжатый воздух или другая текучая среда, которая «подвешивает» литейную ленту в плавающем состоянии, позволяя ей двигаться вдоль неподвижного механизма и совершать обращение, по существу, по овальной траектории. Такая текучая среда под давлением выпускается из полуцилиндрического корпуса, где создается жидкостная подушка, которая подвешивает литейную ленту, способствуя ее вращению. Указанный механизм и способ описаны в соответствующих патентах США 6386267 и 6575226, которые целиком включены в настоящее описание посредством ссылки.
Сочетание невращающегося цилиндрического несущего механизма, поддерживающего ленту в подвешенном состоянии, и выходного барабана дает несколько преимуществ. Применение такой комбинации обеспечивает дополнительное место в литейной машине, которое может быть использовано для оптимизации охлаждения, поддержки и стабилизации литейных лент. Однако при любом сочетании литейные ленты должны быть натянуты, ориентированы и должны направляться, а в некоторых случаях должны подвергаться предварительному нагреванию перед входом в литейную зону. Ниже данные функции описываются более подробно.
Литейные ленты обычно натягивают путем смещения выходного барабана литейной машины. Каждая литейная лента находится под значительным и равномерным натяжением по всей ширине движущейся литейной зоны. В общем случае натяжение осуществляется путем перемещения выходного барабана в горизонтальном направлении или в направлении, параллельном литейной плоскости.
Помимо натяжения верхнюю и нижнюю ленту также необходимо ориентировать или направлять. Когда литейная машина работает и литейные ленты совершают свое обращение, они имеют тенденцию непредсказуемым образом смещаться в поперечном направлении. Ориентирование литейной ленты заключается в создании ее преднамеренного поперечного перемещения в требуемом направлении с целью достижения или поддержания оптимального пути ее движения в процессе литья расплавленного металла. Однако ленты нельзя ориентировать или направлять путем ограничения их поперечного перемещения за счет создания направляющих усилий на их кромках. Поперечное смещение лент, находящихся под большим натяжением, при их движении вокруг шкива заключает в себе столь большие поперечные и кромочные усилия, что может привести к деформации, смятию или разрыву кромок при их контакте с направляющими, ограничивающими их поперечное смещение.
Поэтому, когда лента находится в непосредственном контакте с цилиндрической внешней поверхностью каждого барабана, ее ориентирование и направление традиционно осуществляют путем небольшого наклона оси вращения выходного барабана. Наклон оси вращения выходного барабана или ее перекос осуществляют горизонтально или вертикально (или сочетанием обоих направлений) относительно плоскости литейной зоны ориентируемой литейной ленты. Ориентирование литейной ленты путем вертикального наклона является наиболее эффективным. Более подробно ориентирование ленты путем вертикального и горизонтального наклона описано далее, а также в патенте США 4901785, который целиком включен в настоящее описание посредством ссылки.
Горизонтальный наклон или горизонтальный перекос оси вращения выходного барабана служит для создания небольшого угла опережения относительно оси вращения указанного барабана. Этот незначительный угол опережения заставляет ленту подходить к выходному барабану, смещаясь требуемым образом в боковом направлении и демонстрируя ориентирование за счет горизонтального перекоса. Перемещение ленты в поперечном направлении по выходному барабану также создает небольшой угол опережения на возвратной ветви ленты по отношению к оси вращения входного(-ых) барабана(-ов), вызывая аналогичное управляемое ориентирование ленты за счет ее горизонтального перекоса на входном(-ых) барабане(-ах).
Вертикальный наклон или вертикальный перекос оси вращения выходного барабана служит для создания небольшого угла опережения ленты относительно оси вращения указанного барабана. Одновременно возникает связанный с этим перекосом небольшой угол опережения ленты относительно оси вращения входного барабана. Иными словами, для ориентирования ленты в литейной машине традиционной конструкции путем вертикального перекоса ленту оборачивают вокруг обоих - входного и выходного - барабанов под некоторым углом к плоскости их вращения, равным углу вертикального смещения выходного барабана относительно входного барабана.
Однако замена входного барабана на невращающийся механизм, поддерживающий ленту в подвешенном состоянии за счет подушки из текучей среды (в дальнейшем для простоты используется также термин - «жидкостная подушка»), противоречит обеим идеям ориентирования ленты. На управлении ориентированием ленты литейной машины, поддерживаемой жидкостной подушкой на стороне входа, отрицательным образом сказывается отсутствие непосредственного тесного контакта сильно натянутой ленты с поверхностью обхвата вращающегося механизма, поддерживающего ленту. По существу, без непосредственного контакта ленты литейной машины с поверхностью вращающегося входного барабана невозможно точно управлять траекторией движения ленты, ориентируя ее путем горизонтального перекоса, создавая разность усилий между ее сторонами, а также путем вертикального перекоса, создавая угол опережения.
Таким образом, творческое внедрение более узких боковых шкивов в конструкции с жидкостной подушкой позволяет реализовать значительные преимущества как жидкостных подушек, так и направляющих шкивов литейных машин, не подрывая возможности осуществления ориентирования лент стандартным способом.
Кроме того, литейные ленты часто подвергают предварительному нагреву, чтобы обеспечить литье однородного продукта высокого качества. Предварительный нагрев литейной ленты перед ее входом в литейную зону снижает тепловые напряжения в ленте, тем самым способствуя сохранению плоскостности ленты во время литья. Плоские ленты защищают твердеющий разливаемый расплавленный металл от эффектов непредсказуемой деформации ленты, вызванной высокотемпературным разливом. Предварительный нагрев лент раскрыт в патенте США 4537243, который целиком включен в настоящее описание посредством ссылки.
В литейных машинах, в которых используются невращающиеся полуцилиндрические механизмы, поддерживающие ленту в подвешенном состоянии за счет жидкостной подушки, целесообразно и поддержку ленты, и ее предварительное нагревание осуществлять посредством нагретой до высокой температуры и находящейся под давлением текучей среды, например воздуха, воды или пара. Чтобы безопасно осуществлять указанные функции, важно иметь эффективное уплотнение на кромках ленты и управляемый выпуск находящейся под давлением горячей текучей среды. Обычно горячую жидкость или газ под давлением выпускают в окружающую среду. Однако вместо выпуска в окружающую среду идеально было бы горячую жидкость или газ собирать и сохранять с целью восстановления и повторного использования.
В свете вышесказанного существует необходимость в эффективной системе ориентирования или ведения ленты литейной машины, которая на стороне входа в литейную форму оборудована невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии. Аналогично, существует необходимость в эффективной системе улавливания и хранения находящейся под давлением горячей текучей среды так, чтобы ее можно было восстановить и потенциально использовать повторно. Настоящее изобретение, заключающееся в применении вращающихся боковых шкивов в сочетании с установленным на входе в литейную форму невращающимся механизмом, поддерживающим ленту в подвешенном состоянии за счет жидкостной подушки, способствует осуществлению задачи предварительного нагрева ленты и удовлетворяет вышеуказанным требованиям.
Раскрытие изобретения
Задачей настоящего изобретения является создание усовершенствованного устройства и способа эффективного направления литейной ленты литейной машины для непрерывного литья расплавленного металла, на входе которой используется невращающийся полуцилиндрический механизм, поддерживающий ленту в подвешенном состоянии посредством подушки из текучей среды, за счет обеспечения с каждой стороны механизма подушки узких боковых шкивов.
Другой задачей настоящего изобретения является создание устройства и способа, которые обеспечивают уплотнение на кромках ленты относительно находящейся под давлением текучей среды, используемой в качестве опоры для литейной ленты в литейной машине, снабженной невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии посредством подушки из текучей среды.
Еще одной задачей настоящего изобретения является создание устройства и способа, которые обеспечивают управляемый выпуск находящейся под давлением текучей среды, используемой в качестве опоры для литейной ленты в литейной машине, снабженной невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии посредством подушки из текучей среды.
Дополнительно, задачей настоящего изобретения является создание устройства и способа, которые обеспечивают необходимый предварительный нагрев литейных лент литейной машины для непрерывного литья расплавленного металла, снабженной невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии посредством подушки из текучей среды, который установлен на входе в литейную машину и в котором для поддержания ленты используется нагретая текучая среда под давлением.
Еще одной задачей настоящего изобретения является создание устройства и способа, которые могут обеспечить потенциальное восстановление нагретой текучей среды под давлением, используемой для предварительного нагрева и поддержания литейной ленты в литейной машине, снабженной невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии посредством подушки из текучей среды.
Вариант осуществления настоящего изобретения включает в себя устройство и способ направления движущейся гибкой натянутой литейной ленты в литейной машине для непрерывного литья металла, по существу, по овальному пути. Литейная машина для непрерывного литья металла имеет сторону входа, сторону выхода и движущуюся литейную зону или полость, которая проходит от стороны входа до стороны выхода. Устройство и способ также включают в себя конструкцию для поддержания ленты на каждой стороне литейной машины - стороне входа и стороне выхода. Устройство и способ включают в себя невращающийся полуцилиндрический механизм, поддерживающий литейную ленту в подвешенном состоянии посредством подушки из текучей среды, перекрывающий максимум ширины литейной части ленты на стороне входа в литейную машину. Подушка из текучей среды включает в себя узкий боковой шкив, примыкающий к каждой стороне подушки. Каждый узкий боковой шкив поддерживает часть литейной ленты, шириной существенно меньшей, нежели ширина той части ленты, которая опирается на механизм подушки из текучей среды, при этом для поддержания поперечного положения литейных лент узкий боковой шкив работает синхронно с выходными ориентирующими барабанами или шкивами.
Более полному пониманию этих и других задач, аспектов, отличительных признаков и преимуществ настоящего изобретения способствуют приведенные ниже чертежи и подробное описание настоящего изобретения.
Краткое описание чертежей
Фиг.1 представляет собой вид сбоку литейной машины для непрерывного литья расплавленного металла с невращающимся полуцилиндрическим механизмом, поддерживающим ленту в подвешенном состоянии посредством подушки из текучей среды, которая известна из уровня техники, и представляет пример типа литейной машины, в которой выгодным образом может быть применено настоящее изобретение.
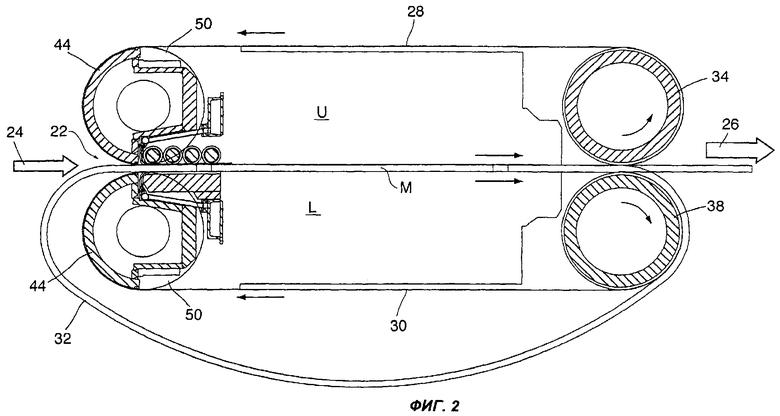
Фиг.2 представляет собой увеличенный, с частичным разрезом вид сбоку транспортирующих узлов машины для литья расплавленного металла, на котором показано расположение подушки из текучей среды и устройств боковых шкивов, установленных в соответствии с вариантом осуществления настоящего изобретения на стороне входа как верхнего, так и нижнего транспортера литейной машины.
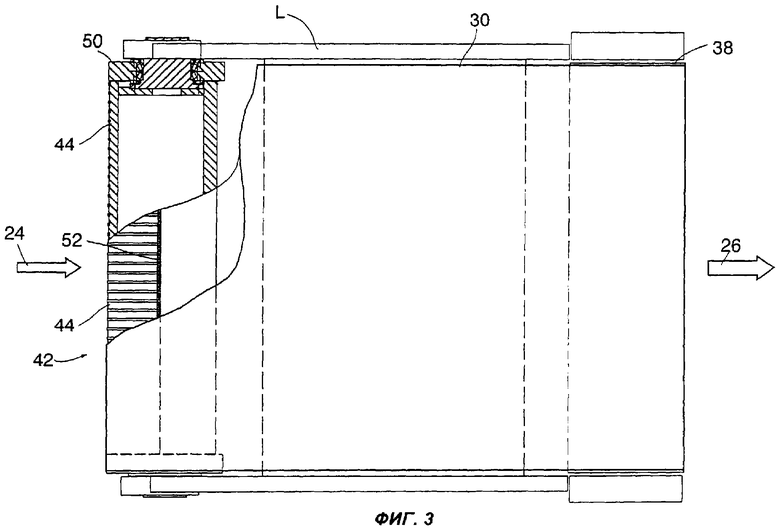
Фиг.3 представляет собой увеличенный вид сверху нижнего транспортера литейной машины по фиг.2 с частичным разрезом литейной ленты, показывающим узел подушки из текучей среды и одного бокового шкива.
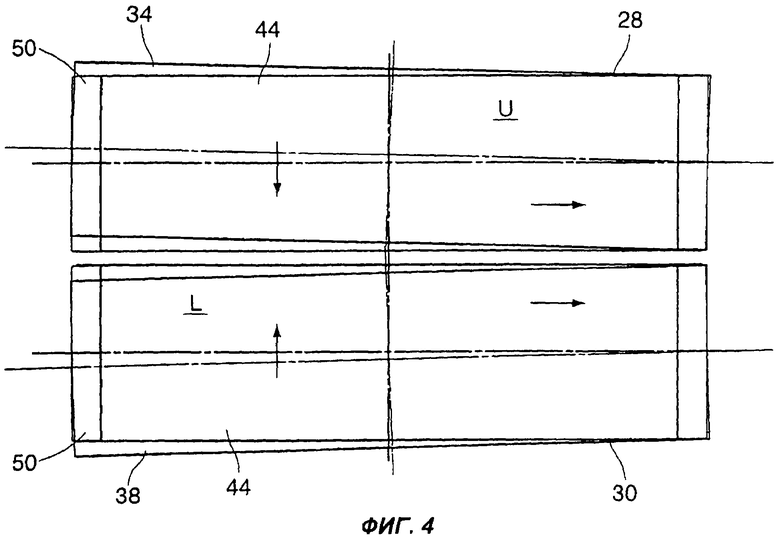
Фиг.4 представляет собой увеличенный вид транспортеров литейной машины по фиг.2 на участке от входа машины до входа в литейную зону, иллюстрирующий ориентирование литейных лент за счет вертикального перекоса выходного барабана.
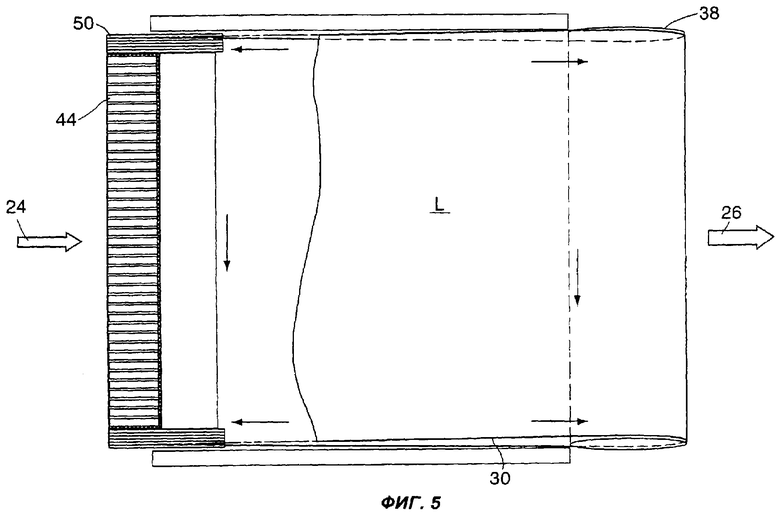
Фиг.5 представляет собой увеличенный вид сверху нижнего транспортера литейной машины по фиг.4 с частичным разрезом литейной ленты, иллюстрирующий расположение устройства боковых шкивов и ориентирование литейной ленты за счет вертикального перекоса выходного барабана.
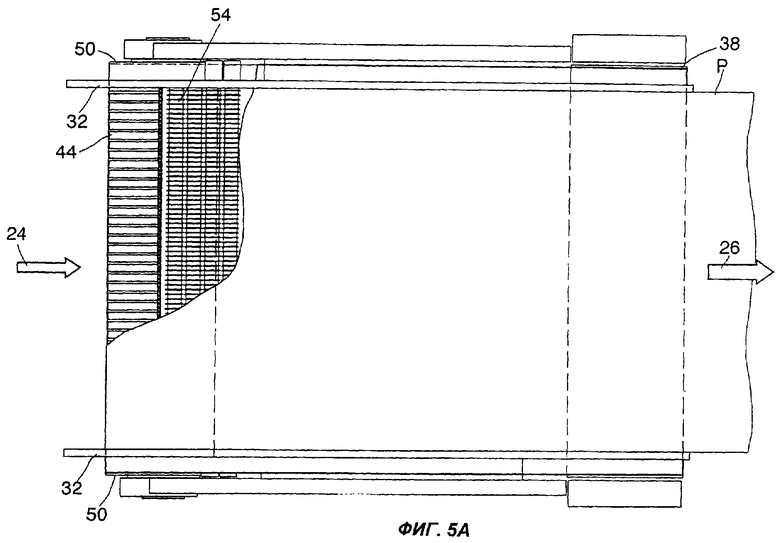
Фиг.5А представляет собой увеличенный вид сверху нижнего транспортера по фиг.2 с частичным разрезом литейной ленты, изображающий применение магнитных опорных роликов, установленных по ширине литейной зоны, и их расположение между узлами боковых шкивов.
Фиг.5В представляет собой увеличенный вид сбоку верхнего и нижнего транспортеров по фиг.2 с разрезом, на котором более подробно показаны корпуса, формирующие подушку из текучей среды, узлы боковых шкивов и магнитные опорные ролики на стороне входа верхнего и нижнего транспортеров.
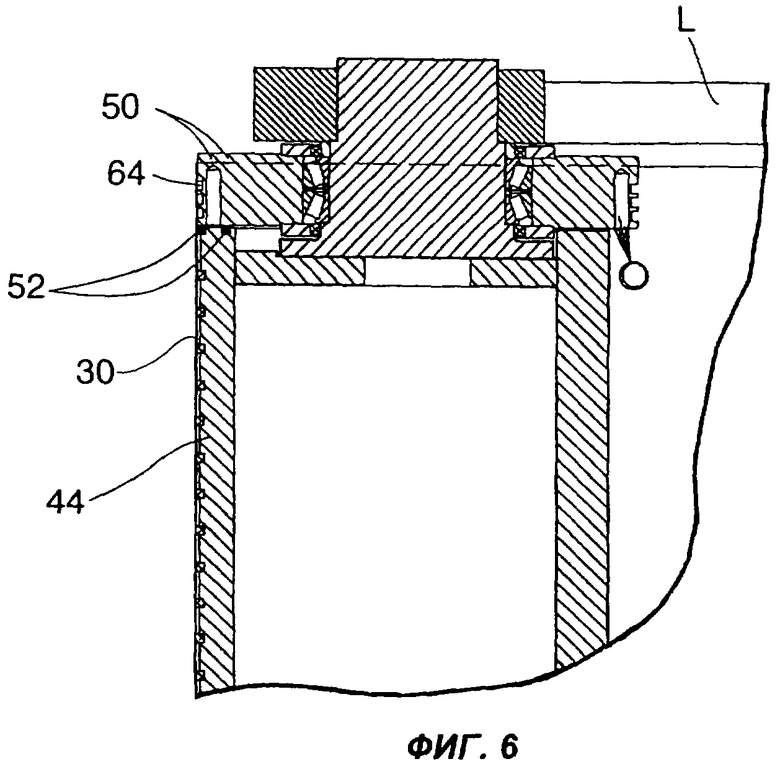
Фиг.6 представляет собой увеличенный вид сверху устройства бокового шкива по фиг.3 с разрезом, более подробно демонстрирующим узел, содержащий периферическое уплотнение, и относящуюся к нему конструкцию.
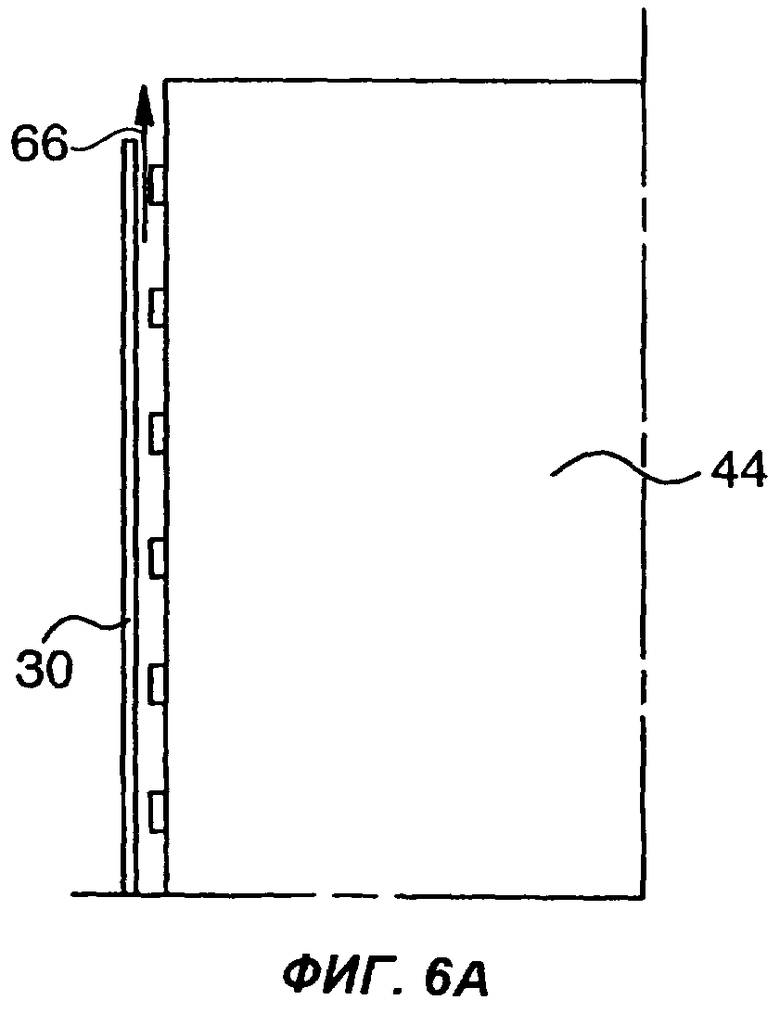
Фиг.6А схематически изображает поперечное сечение конструкции, поддерживающей литейную ленту на подушке высокого давления, которая известна из уровня техники, и иллюстрирует подвешивание литейной ленты, а также выпуск нагнетаемых текучих сред в окружающую среду.
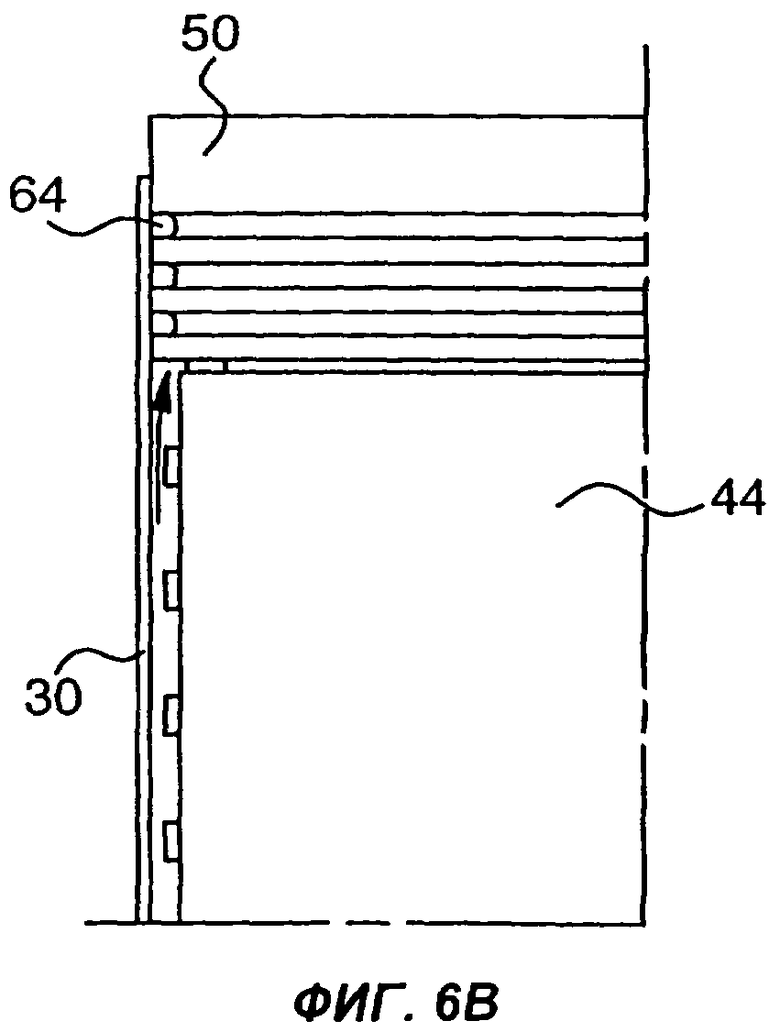
Фиг.6В схематически изображает поперечное сечение конструкции, поддерживающей литейную ленту на подушке высокого давления, в которую введено изменение в виде узла боковых шкивов, выполненного в соответствии с вариантом осуществления настоящего изобретения; при этом чертеж иллюстрирует, каким образом боковой шкив облегчает удержание нагнетаемых текучих сред.
Осуществление изобретения
Машины для непрерывного литья расплавленного металла описаны в патентах США 3123874, 3937270 и 4901785, принадлежащих компании Hazelett и целиком включенных в настоящее описание посредством ссылки. Указанные машины представляют собой двухленточные литейные машины, в которых затвердевающий металлический продукт ограничен со всех сторон. Однако в некоторых литейных машинах используется только одна литейная лента, обращающаяся вокруг только одного транспортера. Далее в описании будут рассматриваться двухленточные машины для непрерывного литья металла, причем следует понимать, что изобретение также применимо и к литейным машинам с одной лентой.
Кроме того, в описании рассматриваются литейные машины, по существу, с горизонтальным или почти горизонтальным углом разливки расплавленного металла. Однако настоящее изобретение применимо ко всем литейным машинам с любым литейным углом.
Наконец, предполагается, что применяемые в описании термины «цилиндрический» и «полуцилиндрический» следует толковать в широком смысле, который заключает в себе конструкции, содержащие цилиндрические поверхности, обладающие, по существу, круговой кривизной, или по сути выпуклые поверхности. Указанные термины могут также заключать в себе возможность устройства на стороне входа в литейную машину скошенной переходной поверхности.
На фиг.1 представлена двухленточная литейная машина 20, оборудованная верхним и нижним невращающимися полуцилиндрическими механизмами 40, 42, поддерживающими ленту в подвешенном состоянии посредством подушки из текучей среды. Как упоминалось выше, подушка из текучей среды (жидкостная подушка) представляет собой разновидность устройства для поддержания ленты, действие которого включает в себя подачу текучей среды под давлением на внутреннюю поверхность цилиндрически искривленной литейной ленты с целью приведения последней в подвешенное состояние (приподнятое положение). Поддерживающий механизм 40, 42 содержит формирующие жидкостную подушку корпуса 44. Нижний и верхний транспортеры обозначены индексами L и U. При помощи известного в данной области техники оборудования (не показано) для подачи расплавленного металла расплавленный металл вводится в движущуюся литейную полость М со стороны 22 входа. Указанное введение расплавленного металла схематически показано большой стрелкой 24 слева. Продукт Р непрерывного литья, показанный на фиг.1 справа, появляется (стрелка 26) со стороны выхода движущейся литейной полости М.
Нижняя и верхняя стороны движущейся литейной полости М соответственно ограничены совершающими обращение верхней и нижней бесконечными гибкими литейными лентами 28 и 30, которые выполнены из тонкого теплопроводящего металлического материала. Указанные ленты охлаждаются со стороны своей внутренней поверхности быстродвижущимся жидким хладагентом, обычно подаваемой под давлением водой. Две боковые стороны движущейся литейной полости М в горизонтальном направлении ограничены двумя обращающимися краевыми порогами 32, которые известны в данной области техники. На фиг.1 также показано, что краевой порог 32 заводится во вход 22 посредством серповидной конструкции из роликов 33. Верхняя лента 28 приводится в движение (как показано стрелкой 36) посредством верхнего выходного барабана 34, который, в свою очередь, приводится во вращение и располагается над движущейся литейной зоной или полостью М на стороне выхода. Нижняя лента 30 и краевые пороги 32 приводятся в движение (как показано стрелкой 37) посредством нижнего выходного барабана 38, который, в свою очередь, приводится во вращение и располагается под движущейся литейной зоной или полостью М на стороне выхода. Дополнительная информация, касающаяся таких двухленточных литейных машин, изложена в вышеупомянутых патентах.
На фиг.2 представлена двухленточная литейная машина такого типа, который показан на фиг.1. Данная машина оснащена соответствующим настоящему изобретению механизмом узких боковых шкивов 50. Механизм узких боковых шкивов 50 располагается на входе 22 транспортеров - транспортера U верхней ленты и транспортера L нижней ленты - вплотную к корпусам 44, формирующим жидкостную подушку. Стрелка 24 показывает направление движения расплавленного металла внутрь литейной машины из системы подачи металла (не показана), а стрелка 26 показывает направление движения отвердевшего металла, когда он выходит из литейной машины на стороне выхода. Остальные ненумерованные стрелки показывают направление движения каждой литейной ленты 28, 30 для каждого транспортера U и L литейной машины, когда лента 28, 30 в составе движущейся литейной полости М перемещается от входа к выходу машины, а также, что одинаково важно, показывают движение возвратной ветви каждой литейной ленты 28, 30 в сторону механизма узких боковых шкивов 50 на входе каждого транспортера.
Согласно фиг.3 каждый узкий боковой шкив 50 жестко и точно установлен на роликовых подшипниках на горизонтальной оси корпуса 44, формирующего жидкостную подушку. Один боковой шкив 50 располагается с краю на внутренней стороне полуцилиндрического корпуса 44, формирующего подушку из текучей среды под давлением, а другой боковой шкив - с краю на внешней стороне корпуса 44, формирующего подушку из текучей среды, образуя симметричную систему поддержания, натяжения и ориентирования литейной ленты, которая будет описана далее. Ширина жидкостной подушки соответствует максимальной ширине литейной формы. Каждый узкий боковой шкив 50 является полностью закрытым узлом с уплотнением и смазкой, рассчитанным на многочасовую работу в составе литейной машины с сохранением требуемого точного сопряжения с соответствующим невращающимся механизмом 42 жидкостной подушки. Более того, ось вращения боковых шкивов 50, по существу, совпадает с осью кривизны полуцилиндрической подушки из текучей среды.
Важным аспектом настоящего изобретения является то, что узлы боковых шкивов располагаются на краях корпуса, формирующего жидкостную подушку, а их оси совпадают с осью кривизны подушки. Такая конструкция позволяет посредством корпуса, формирующего жидкостную подушку, без трения подвешивать активную зону ленты, куда производится разлив расплавленного металла, одновременно поддерживая нелитьевую часть литейной ленты посредством узких боковых шкивов, которые используются для приложения усилий, ориентирующих и направляющих ленту.
На фиг.4 показан принцип ориентирования или направления литейных лент 28, 30 путем вертикального смещения осей соответственно верхнего и нижнего выходных барабанов 34, 38. Сплошная жирная горизонтальная линия контура показывает верхний и нижний входной боковой шкив и корпус 50, 44 в их основных исходных положениях, когда оси располагаются горизонтально. Вертикальные стрелки указывают направление вращения литейных лент для обоих транспортеров. Расположенная под углом линия контура показывает верхний и нижний выходные барабаны 34, 38 в одном из положений, ориентирующих литейную ленту, когда их горизонтальные оси наклонены относительно горизонтали. Важно отметить, что угол наклона, необходимый для ориентирования ленты, обычно очень мал. На фиг.4 для наглядности указанный угол наклона преувеличен. Когда производится смещение осей выходных барабанов 34, 38 в вертикальной плоскости, как это показано на чертеже, литейные ленты 28, 30 будут ориентироваться или направляться и следовать вправо, к внешней стороне литейной машины. Такой вид ориентирования описан в патентах США 4901785 и 6026887, целиком включенных в настоящее описание посредством ссылки.
На фиг.5 нижний выходной барабан 38 перекошен, то есть его ось смещена в том же направлении, что и на фиг.4. На данной фигуре более наглядно показано поведение литейной ленты 30 при ее смещении/ориентировании в поперечном направлении, как показано, в сторону внешней стороны нижнего транспортера L. По мере того как область движущейся литейной полости литейной ленты 30 наворачивается на выходной барабан 38, угол подхода литейной ленты 30 к выходному барабану 38 заставляет литейную ленту 30 медленно смещаться в направлении одной стороны, в данном случае - внешней стороны транспортера L.
В предпочтительном варианте осуществления боковые шкивы 50 вращаются свободно. Кроме того, как вариант, на внешнюю цилиндрическую поверхность каждого бокового шкива 50 нанесен эластомер с твердостью по шкале Шора, составляющей, по меньшей мере, 70 единиц, который создает небольшую эластичность, облегчающую ориентирование ленты. Более конкретно, эластомер выравнивает натяжение ленты и, тем самым, направляет ленту, оптимально корректируя ее положение. Эластомер также способствует удержанию текучей среды под давлением за счет улучшения уплотнения.
На фиг.5А показано расположение узлов боковых шкивов 50 относительно корпуса 44, формирующего жидкостную подушку. Шкивы 50 располагаются на противоположных концах или сторонах корпуса 44, то есть на внутреннем и внешнем краях корпуса 44, что позволяет в промежутке между шкивами 50 разместить магнитные опорные ролики 54. Такая конструкция составляет важный аспект настоящего изобретения в том отношении, что магнитные опорные ролики обеспечивают поддержание и стабилизацию литейной ленты на максимальной литейной ширине поверхности движущейся литейной формы, предотвращая, тем самым, тепловую деформацию литейных лент. Функционирование и применение таких опорных роликов раскрыто в патенте США 5728036, целиком включенном в настоящее описание посредством ссылки.
Как упоминалось выше, боковые шкивы в соответствии с настоящим изобретением обеспечивают эффективное краевое уплотнение, удержание и управляемый выпуск нагнетаемой текучей среды, которая используется для приведения литейной ленты в подвешенное состояние, а в идеальном случае и для нагревания литейной ленты. Указанные функции проиллюстрированы на фиг.5В, 6, 6А и 6В и более подробно описаны ниже.
Фиг.5В изображает корпуса 44, формирующие жидкостные подушки, боковые шкивы 50 и магнитные опорные ролики 54. В случае нижнего транспортера L текучая среда под давлением вводится во внутреннюю полость 56 корпуса, формирующего жидкостную подушку, как показано стрелкой 60. Затем текучая среда под давлением подается через форсунки 58 в промежуток между литейной лентой 30 и наружной поверхностью корпуса 44, формирующего жидкостную подушку. Тем самым, текучая среда под давлением приводит литейную ленту 30 в подвешенное состояние, удерживая ее над корпусом 44. Как упоминалось ранее, важным аспектом настоящего изобретения является уплотнение конструкции в отношении нагнетаемой жидкости. В идеальном случае нагнетаемая жидкость кроме удержания лент в подвешенном состоянии используется для их предварительного нагревания и поэтому имеет высокую температуру. Боковые шкивы 50, соответствующие настоящему изобретению, облегчают удержание, управляемый выпуск и обеспечивают потенциальное повторное использование находящейся под высоким давлением горячей текучей среды в отличие от простого выпуска текучей среды в окружающую среду. На фиг.6, 6А и 6В дополнительно подробно показано, как осуществляются указанные функции.
Как показано на фиг.6, боковой шкив 50 сообщается по потоку жидкости с создаваемой корпусом 44 жидкостной подушкой и образует в отношении подушки краевое (по окружности) уплотнение 52. Краевое уплотнение 52 расположено по окружности бокового шкива 50 и предотвращает утечку текучей среды под давлением, которая используется для поддержания ленты 30 в подвешенном состоянии. Следует понимать, что характеристики данного краевого уплотнения представляют важность для надежной работы литейной машины, особенно, если сжатый горячий воздух, горячая вода под давлением, пар или иная текучая среда должны использоваться не только для приведения литейной ленты в подвешенное состояние, но также для ее предварительного нагрева перед тем, как она войдет в зону литейной формы.
Дополнительно, боковой шкив 50 может иметь канавки 64, проходящие по окружности его цилиндрической поверхности или по поверхности торца, для управляемого выпуска текучей среды под давлением. Это снижает количество тепла, поступающего в зону шкивов, и результирующее тепловое расширение боковых шкивов, связанное с требованием нагрева всей ширины литейной ленты. Помимо этого при использовании предварительного нагрева литейной ленты для снижения рабочей температуры боковых шкивов может быть применено внутреннее водяное охлаждение узлов боковых шкивов 50.
На фиг.6А показаны формирующие жидкостную подушку корпуса 44, известные из уровня техники, в которых текучая среда под давлением свободно выпускается в окружающую среду, как показано стрелкой 66. Однако на фиг.6В изображен боковой шкив 50, соответствующий настоящему изобретению, и также показано, каким образом боковой шкив 50 осуществляет уплотнение и управляемый выпуск текучей среды под давлением. Как и на фиг.6, наружная цилиндрическая поверхность бокового шкива модифицирована и снабжена герметизирующими ходами - канавками 64 на поверхности бокового шкива для задержания текучей среды под давлением и предотвращения ее неуправляемого выхода из системы.
Как таковой боковой шкив 50 обеспечивает управляемое уплотнение для текучей среды под давлением или управляемый выпуск текучей среды, используемой для подвешивания ленты, позволяя реализовать функции управления самой текучей средой под давлением, потенциального нагрева ленты и возможность восстановления текучих сред, используемых под давлением. Как вариант, на периферическую поверхность каждого бокового шкива 50 наносится эластомер с твердостью по шкале Шора, составляющей, по меньшей мере, 70 единиц, который помогает осуществить уплотнение и сбор текучей среды под давлением.
Согласно вариантам осуществления, представленным на фиг.1-6В, в настоящем изобретении предлагается механизм боковых шкивов 50, который в сочетании с вертикальным смещением оси выходного барабана 34, 38 обеспечивает ориентирование или направление литейной ленты 28, 30 литейной машины 20 для непрерывного литья расплавленного металла, оборудованной полуцилиндрическим корпусом 44, который формирует подушку из текучей среды, поддерживающую ленту в подвешенном состоянии. Конструкция механизма боковых шкивов 50 может образовывать краевое уплотнение 52, ограничивающее утечку нагнетаемой текучей среды, которая используется для приведения литейной ленты 28, 30 в подвешенное состояние на корпусе 44, формирующем подушку из текучей среды. Помимо этого создание ходов или канавок на граничной наружной поверхности боковых шкивов 50 позволяет осуществлять управляемый выпуск нагнетаемой текучей среды, которая также может быть нагретой, и потенциально использовать ее вторично.
Несмотря на то, что изобретение описано со ссылкой на предпочтительные варианты осуществления, специалистам в данной области техники должно быть понятно, что в изобретение может быть внесено множество очевидных изменений и замен элементов на элементы, им эквивалентные, в границах той идеи изобретения, которая составляет его суть. Поэтому предполагается, что изобретение не ограничивается раскрытыми в описании частными вариантами своего осуществления, а, напротив, включает в себя все эквивалентные варианты.

Изобретение относится к непрерывной разливке стали. Устройство для направления движущейся гибкой натянутой литейной ленты содержит на входной стороне литейной ленты - на которой принимается расплавленный металл - невращающийся полуцилиндрический механизм и пару узких шкивов, направляющих литейную ленту, а на ее выходной стороне - на которой извлекается литейный продукт - барабан, ориентирующий литейную ленту. Барабан выполнен с возможностью смещения своей оси в вертикальном и горизонтальном направлениях относительно плоскости литейной ленты. Невращающийся полуцилиндрический механизм создает подушку из текучей среды посредством подачи текучей среды под давлением к цилиндрически изогнутой внутренней поверхности литейной ленты, поддерживая литейную ленту в подвешенном состоянии. Текучая среда представляет собой воздух, воду или пар. Оси вращения шкивов совпадают с осью кривизны механизма, создающего подушку из текучей среды. Обеспечивается эффективное ориентирование и ведение литейной ленты. 6 з.п. ф-лы, 6 ил.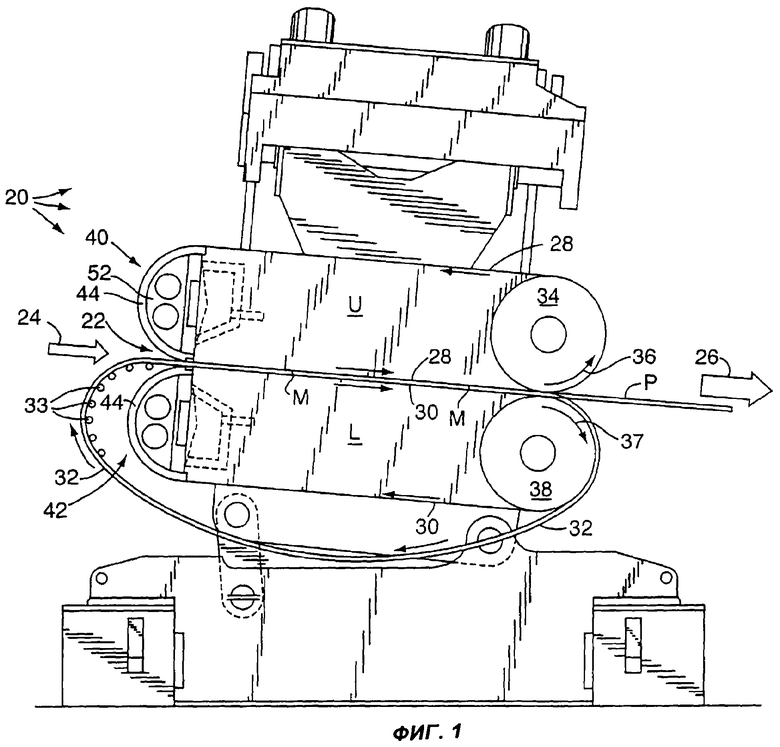
| US 6575226 В2, 10.06.2003 | |||
| US 3123874 А, 10.03.1964 | |||
| US 6386267 В1, 14.05.2002 | |||
| Устройство для непрерывного литья металлической полосы | 1976 |
|
SU1114324A3 |
| ГИДРОДИНАМИЧЕСКИЙ СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ С ИСПОЛЬЗОВАНИЕМ ПОСТОЯННЫХ МАГНИТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2188096C2 |

