Настоящее изобретение касается способа запуска процесса очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с применением устройства, включающего в себя гидравлическую промывочную колонну, имеющую обладающее симметрией вращения вокруг проходящей сверху вниз продольной оси рабочее пространство, ограниченное цилиндрической стенкой и двумя концами, лежащими на оси симметрии противоположно друг другу, причем
- от верхнего конца рабочего пространства параллельно его продольной оси через рабочее пространство простираются одна или несколько фильтровальных труб, которые подходят к нижнему концу рабочего пространства, противоположному верхнему, а в половине рабочего пространства, обращенной к нижнему концу рабочего пространства, имеют по меньшей мере один фильтр F, образующий единственное прямое сообщение между внутренностью данной трубы и рабочим пространством, а также выводятся наружу рабочего объема из промывочной колонны,
- частное Q=L/D от деления расстояния L между верхним и нижним концом рабочего пространства на диаметр рабочего пространства D составляет от 0,3 до 4,
- к промывочной колонне на нижнем конце рабочего объема в нижнем направлении примыкает пространство расплава кристаллов, причем между этими двумя объемами интегрировано способное вращаться выводное устройство, а через пространство расплава кристаллов проходит контур циркуляции плавки кристаллов, который кроме пространства расплава кристаллов
- оснащен расположенным за пределами промывочной колонны подающим насосом Р1, у которого имеется всасывающая сторона и сторона нагнетания,
- имеет первое подающее соединение G1, которое ведет от пространства расплава кристаллов промывочной колонны к всасывающей стороне подающего насоса Р1,
- второе подающее соединение G2, которое ведет от стороны нагнетания подающего насоса Р1 обратно в пространство расплава кристаллов промывочной колонны и оснащено сливом А из циркуляционного контура расплава кристаллов с регулируемым объемом прохождения, а также
- включает в себя теплообменник W, через который проводят либо подающее соединение G1 от пространства расплава кристаллов к всасывающей стороне подающего насоса Р1, либо подающее соединение G2 от стороны нагнетания подающего насоса Р1 к пространству расплава кристаллов,
- в направлении вверх перед верхним концом рабочего пространства располагается распределительное пространство, которое отделено от рабочего пространства по меньшей мере одним дном В, имеющим проходы U, ведущие с обращенной к рабочему пространству стороны дна В в рабочее пространство, а с обращенной от рабочего пространства стороны дна В - в распределительное пространство,
- вне промывочной колонных находятся подающий насос Р2, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QS суспензии S, причем
- первое подающее соединение Е1 проходит от источника QS к всасывающей стороне подающего насоса Р2, а
- второе подающее соединение Е2 ведет от нагнетающей стороны подающего насоса Р2 в распределительное пространство,
- вне промывочной колонны при необходимости находятся подающий насос Р3, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QT регуляторного маточника, причем
- первое подающее соединение С1 проходит от всасывающей стороны подающего насоса Р3 к источнику QT, a
- второе подающее соединение С2 ведет от нагнетающей стороны насоса Р3 в распределительное пространство и/или в расположенный между его верхним концом и фильтрами F фильтровальных труб продольный отрезок рабочего пространства,
- и причем при реализации способа разделения в режиме стационарной эксплуатации
- насосом Р2 непрерывно проводят поток ST суспензии S из источника QS по подающим соединениям El, E2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны,
- при необходимости насосом Р3 проводят поток SL регуляторного маточника от источника QT по подающим соединениям С1, С2 через распределительное пространство и через проходы U и/или непосредственно в рабочее пространство промывочной колонны,
- через фильтры F фильтровальных труб вводят внутрь фильтровальных труб и по фильтровальным трубам выводят из промывочной колонны в целом поток SM, включающий маточник и при необходимости регуляторный маточник, в качестве потока отработанного маточника, и применяют этот выведенный из промывочной колонны отработанный поток маточника SM как источник QT регуляторного маточника,
- проводя по рабочему пространству промывочной колонны маточник и при необходимости регуляторный маточник, поддерживают формирование слоя кристаллов акриловой кислоты, каковой слой имеет обращенный к верхнему концу рабочего пространства фронт формирования (фронт формирования означает переход от суспензии кристаллов к слою кристаллов (уплотненному) и характеризуется относительно резким повышением содержания кристаллов на единицу объема), на каковой фронт непрерывно оседают кристаллы подводимого потока ST суспензии S (потока суспензии), откладываясь на слой кристаллов,
- посредством силы, получающейся в результате падения гидродинамического давления маточника и при необходимости регуляторного маточника, проводимого по рабочему пространству, подают слой кристаллов сверху вниз мимо фильтров F на вращающееся выводное устройство,
- с помощью вращающегося выводного устройства выносят кристаллы акриловой кислоты из упирающегося в него слоя кристаллов,
- поток выводимых кристаллов акриловой кислоты проводят через вращающееся выводное устройство и/или мимо вращающегося выводного устройства в пространство расплава кристаллов, примыкающее к рабочему пространству за выводным устройством в направлении перемещения слоя кристаллов, и в проходящем через пространство расплава кристаллов контуре циркуляции расплава кристаллов (часто сокращенно называемом просто «контуром расплава») посредством подачи тепла от теплообменника W расплавляют [этот поток] в поток расплава кристаллов, и
- пропускную способность (поток) выпуска А регулируют так, чтобы применительно к силе вышепоименованного потока расплава кристаллов часть потока расплава кристаллов поступала из пространства расплава кристаллов через вращающееся выводное устройство и/или мимо выводного устройства против направления движения слоя кристаллов в рабочее пространство в качестве промывочного потока расплава, где этот поток поднимается в перемещаемом вниз слое кристаллов и при этом смывает с кристаллов в слое и оттесняет оставшийся и перемещаемый со слоем под фильтры F маточник, причем в продольном отрезке рабочего пространства, простирающемся от фильтров F до нижнего конца рабочего пространства, в слое кристаллов образуется фронт промывки, который разделяет слой кристаллов сверху вниз на зону маточника и зону промывочного расплава, а оставшаяся часть вышепоименованного потока расплава покидает контур циркуляции расплава кристаллов через выпуск А.
Акриловая кислота, как таковая или в форме своих солей или сложных эфиров, играет важную роль, в частности, в изготовлении полимеризатов для различных областей применения (например, клеящих веществ, суперпоглотителей, вяжущих агентов).
При синтезе акриловой кислоты эту последнюю обычно получают не в виде чистого продукта, а как правило в виде части смеси веществ, каковая смесь помимо конечного соединения, которое желательно получать с высокой чистотой, содержит еще и нежелательные компоненты, как то: растворители, исходные соединения и побочные продукты. Смесь веществ при этом часто представляет собой жидкость.
Акриловую кислоту, например, можно получать каталитическим окислением глицерина, пропана, пропена и/или акролеина в газовой фазе. При этом эти исходные соединения в газовой фазе, как правило, разбавленные инертными газами, как то: молекулярным азотом, CO2 и/или водяным паром, в смеси с молекулярным кислородом при повышенных температурах, а при необходимости и при повышенном давлении проводят через катализаторы на основе смесей оксидов переходных металлов и путем окисления преобразуют в газовую смесь продукции, содержащую акриловую кислоту.
Затем акриловую кислоту, применяя меры по конденсации и/или абсорбции, обычно переводят в жидкую (конденсированную) фазу, в рамках чего уже добиваются первичного отделения акриловой кислоты от сопровождающих ее в газовой смеси продукции соединений.
Наконец, применяя различные комбинации термических методов разделения (как таковые можно применять, например, ректификацию, экстракцию, стриппинг (отгонку), дистилляцию, десорбцию и т.п.), акриловую кислоту выделяют из вышеупомянутой жидкой фазы с высокой чистотой. Во многих случаях частью таких комбинаций методов является способ кристаллизации в суспензии.
Если смесь веществ, находящихся в жидком агрегатном состоянии и содержащую акриловую кислоту, охлаждать и вызывать при этом формирование кристаллов акриловой кислоты, то кристаллизация в суспензии - это способ, позволяющий отделить акриловую кислоту от смеси веществ.
При этом пользуются тем, что при росте образующихся из акриловой кислоты кристаллов компоненты, находящиеся в жидкой смеси веществ помимо акриловой кислоты, часто вытесняются из кристаллической решетки и остаются в маточнике (под термином «маточник» в настоящей публикации подразумевают [жидкость], содержащую как расплавы (в них на акриловую кислоту приходится доля ≥50 вес.%) акриловой кислоты с загрязнениями, так и растворы акриловой кислоты, и, возможно, сопровождающих ее загрязнений в растворителях или смесях растворителей (в них на акриловую кислоту приходится массовая доля <50 вес.%), причем выполняется то условие, что при его (маточника) охлаждении конечное химическое соединение выкристаллизовывается).
Иногда уже в одноступенчатом процессе кристаллизации из суспензии получают кристаллы акриловой кислоты высокой чистоты. При необходимости кристаллизацию в суспензии можно проводить и в несколько этапов.
Способ кристаллизации в суспензии для выделения акриловой кислоты методом кристаллизации известен (см., например, DE-A 10 2007043758, DE-A 10 2007043748, DE-A 10 2007004960, DE-A 10 2007043759 и №10 2009000987.6).
С точки зрения техники применения его целесообразно реализовывать с помощью непрямого теплообменника (охладителя либо же кристаллизатора), имеющего вторичное пространство и по меньшей мере одно первичное пространство.
Благодаря передаче тепла от подаваемой во вторичное пространство (и, как правило, протекающей через него) жидкой смеси веществ, содержащей акриловую кислоту, - через отделяющую вторичное пространство и по меньшей мере одно первичное пространство друг от друга материальную разделительную стенку (поверхность теплопередачи) - протекающему по меньшей мере по одному первичному пространству хладагенту жидкая смесь веществ охлаждается, пока не окажется пересечен предел насыщения акриловой кислотой, и жидкая смесь веществ не начнет противодействовать перенасыщению посредством формирования (выпадения) кристаллизата, образованного акриловой кислотой.
Когда желательная степень кристаллизации достигнута (под термином "степень кристаллизации" при этом подразумевают массовую долю тонкодисперсного кристаллизата, содержащегося в получающейся суспензии кристаллов акриловой кислоты в оставшемся маточнике (жидком), от общей массы суспензии кристаллов), суспензию кристаллов выводят из вторичного пространства.
Отделяя образовавшиеся кристаллы акриловой кислоты от маточника, можно выделять акриловую кислоту с соответствующей чистотой из суспензии кристаллов.
При этом решающий этап, существенно влияющий на чистоту отделенной акриловой кислоты, - это способ разделения, применяемый для отделения кристаллов акриловой кислоты от маточника, содержащего отличные от акриловой кислоты компоненты в обогащенной форме, а также еще не кристаллизовавшуюся часть акриловой кислоты. Этот процесс разделения может быть многоступенчатым, причем по крайней мере на последнем этапе часто предпочтительно применяют отделение с помощью гидравлической промывочной колонны.
Разделение с помощью гидравлической промывочной колонны может, однако, представлять собой и единственный этап разделения. В принципе, задача разделения с помощью гидравлической колонны состоит в том, чтобы по возможности количественно [в максимальном количестве] отделить загрязненный маточник от кристаллов акриловой кислоты.
Способы выделения с очисткой кристаллов акриловой кислоты из суспензии ее кристаллов в маточнике с помощью промывочной колонны известны (см., например, №10 2009000987.6, WO 2006/111565, DE-A 10 2007004960, EP-A 1448282, US-A 2009/018347, WO 03/041832, WO 01/77056, WO 04/35514, WO 03/41833, WO 02/9839, DE-A 10036881, WO 02/55469, WO 03/78378 и изложенный в этих публикациях уровень техники).
Образец гидравлической промывочной колонны (0) показан на фигуре 1 настоящей публикации. У нее имеется рабочее пространство, обладающее симметрией вращения вокруг своей продольной оси, проходящей сверху вниз (В) (все приведенные в скобках в настоящей публикации буквенные или численные обозначения относятся к прилагаемым к настоящей публикации фигурам).
Оно ограничено цилиндрической стенкой (28) и двумя концами, лежащими на оси симметрии противоположно друг другу, причем от верхнего конца (29) рабочего пространства (В) параллельно его продольной оси через рабочее пространство (В) простираются одна или несколько фильтровальных труб (6), которые подходят к нижнему концу (30) рабочего пространства, противоположному верхнему (В) (не проходя сквозь этот конец), а в половине рабочего пространства (В), обращенной к нижнему концу рабочего пространства (В), имеют по меньшей мере один фильтр F (7), образующий единственное прямое сообщение между внутренностью данной трубы и рабочим пространством (В), а также выводятся наружу рабочего пространства (В) из промывочной колонны (0).
К промывочной колонне на нижнем конце рабочего пространства (В) в нижнем направлении примыкает пространство расплава кристаллов (С) гидравлической промывочной колонны (0), причем между этими двумя объемами интегрировано способное вращаться выводное устройство (16), а через пространство расплава кристаллов (С) проходит контур циркуляции плавки кристаллов (31.
Выводное устройство (16) обычно закреплено на приводном валу (18), приводимом во вращение вокруг своей продольной оси приводным агрегатом, причем он [вал] передает на выводное устройство (16) необходимый для вращения последнего крутящий момент.
Циркуляционный контур расплава кристаллов (31) включает в себя помимо пространства расплава кристаллов (С) расположенный за пределами промывочной колонны (0) подающий насос Р1 (11), у которого имеется всасывающая сторона и сторона нагнетания. Первое подающее соединение G1 (5) ведет из пространства расплава кристаллов (С) промывочной колонны (0) через теплообменник W (9) ко всасывающей стороне подающего насоса Р1 (11). Второе подающее соединение G2 (12) ведет от стороны нагнетания подающего насоса Р1 (11) обратно в пространство расплава кристаллов (С) промывочной колонны (0). Оно включает в себя выпуск А (3) с регулируемым (10) объемом прохождения.
В направлении вверх перед верхним концом рабочего пространства (В) располагается распределительное пространство (А), которое отделено от рабочего пространства по меньшей мере одним дном В (32), имеющим проходы U (32), ведущие с обращенной к рабочему пространству (В) стороны дна В в рабочее пространство (В), а с обращенной от рабочего пространства (В) стороны дна В - в распределительное пространство (А).
За пределами промывочной колонны (0) располагается подающий насос Р2 (8), у которого имеется всасывающая сторона и сторона нагнетания. Первое подающее соединение Е1 (33) проходит от источника QS (1) суспензии кристаллов акриловой кислоты в маточнике к всасывающей стороне подающего насоса Р2 (8). Второе подающее соединение Е2 (34) ведет от стороны нагнетания подающего насоса Р2 (8) обратно в распределительное пространство (А) промывочной колонны (0).
За пределами промывочной колонны (0) располагается, как правило (но не обязательно), подающий насос Р3 (13), у которого имеется всасывающая сторона и сторона нагнетания. Первое подающее соединение С1 (35) ведет от всасывающей стороны Р3 (13) к источнику QT так называемого регуляторного маточника (в качестве регуляторного маточника используют выведенный (отведенный) через по меньшей мере одну фильтровальную трубу (6) маточник (см., например, WO 2006/111565)).
Второе подающее соединение (36) ведет от стороны нагнетания насоса Р3 (13) в распределительное пространство (А) гидравлической промывочной колонны (0) и/или в расположенный между его верхним концом (29) и по меньшей мере одним фильтром (7) по меньшей мере одной фильтровальной трубы (6) продольный отрезок рабочего пространства (В).
При реализации способа разделения в режиме стационарной эксплуатации насосом Р2 (8) непрерывно подают поток суспензии кристаллов акриловой кислоты в маточнике по подающим соединениям Е1 (33), Е2 (34) через распределительное пространство (А) и через проходы U (26) в рабочее пространство (В) промывочной колонны (0) (при необходимости насосом Р3 (13) дополнительно проводят регуляторный маточник от источника QT по подающим соединениям С1 (35), С2 (36) через распределительное пространство (А) и через проходы U (26) и/или непосредственно в рабочее пространство промывочной колонны (0)). При этом проходы U (26) влияют на максимально равномерное распределение суспензии кристаллов по сечению рабочего пространства (В). Давление внутри фильтровальных труб, а также в рабочем пространстве (В) таково, что через фильтры F (7) фильтровальных труб (6) вводят поток, включающий в себя маточник и при необходимости регуляторный маточник, в качестве потока отработанного маточника, внутрь фильтровальных труб (6), а через фильтровальные трубы (6) (как правило, через пространство сбора отработанного маточника (27), которое может быть, например, интегрировано в дно В) выводят этот поток из промывочной колонны (0) (через соответствующий выпуск) (2).
Этот поток отработанного маточника образует источник QT применяемого в качестве опции потока регуляторного маточника.
В силу проведения маточника и при необходимости регуляторного маточника по рабочему пространству промывочной колонны (0) - сначала сверху вниз, а затем наложенным поперечным потоком через фильтры (7) в фильтровальные трубы (6) - формирование уплотненного «слоя кристаллов (фильтровального кека)» (4) из кристаллов акриловой кислоты, впервые произошедшее при запуске процесса разделения, все время продолжается, и таким образом поддерживается формирование слоя (4) кристаллов акриловой кислоты, имеющего обращенный к верхнему концу рабочего пространства фронт формирования (25), где кристаллы подводимого потока суспензии кристаллов акриловой кислоты в маточнике непрерывно оседают на фильтровальный кек/слой кристаллов (уплотненный) (4); в литературе фронт формирования часто называют фронтом фильтрации.
Благодаря силовому воздействию, получающемуся в результате падения гидравлического давления маточника и при необходимости регуляторного маточника на пути протекания их по рабочему пространству (В) через слой кристаллов (4), происходит уплотнение слоя кристаллов (4) и перемещение кго сверху вниз мимо фильтров F (7) (как бы в виде фильтровального кека поперечной фильтрации) в направлении вращающегося выводного устройства (16).
С помощью вращающегося выводного устройства (16) кристаллы акриловой кислоты постоянно выносят из упирающегося в устройство слоя кристаллов (4). Образующийся таким образом поток выводимых кристаллов акриловой кислоты, в зависимости от конструкции вращающегося выводного устройства (16) перемещают через него и/или мимо него в пространство расплава кристаллов (С), примыкающее к рабочему пространству (В), и в проходящем через пространство расплава кристаллов (С) контуре циркуляции расплава кристаллов (31) (либо же контуре расплава (31)) посредством подачи тепла от теплообменника W расплавляют [этот поток] в поток расплава кристаллов (разумеется, что в качестве альтернативы теплообменник W можно интегрировать в подающее соединение G2; кроме того, в этих целях можно интегрировать в контур циркуляции расплава кристаллов более одного теплообменника).
При этом пропускную способность (поток) выпуска А (3) регулируют (10) так, чтобы, применительно к силе вышепоименованного потока расплава кристаллов, начиная из пространства расплава кристаллов (С), часть потока расплава кристаллов, имеющего сравнительно меньший удельный вес (меньшую плотность) и вытесненного кристаллами, перемещаемыми в пространство расплава кристаллов - в зависимости от конструкции вращающегося выводного устройства (16), через таковое и/или мимо такового - поступала против направления движения слоя кристаллов (4) обратно в рабочее пространство (В) в качестве промывочного потока расплава (поднимающийся массовый поток промывочного расплава в норме не превышает перемещаемый с суспензией кристаллов в рабочем пространстве (В) массовый поток кристаллов), где этот поток поднимается в перемещаемом вниз слое кристаллов (4) и при этом смывает с кристаллов в слое (4) и оттесняет вверх оставшийся и перемещаемый со слоем под фильтры F (7) маточник, причем в продольном отрезке рабочего пространства (В), простирающемся от фильтров F (7) до нижнего конца (30) рабочего пространства (В), в слое кристаллов (4) образуется фронт промывки (37), который разделяет слой кристаллов сверху вниз на зону маточника (простирается от фронта промывки (37) до фронта формирования) и зону промывочного расплава (простирается от фронта промывки (37) до нижнего конца слоя кристаллов (4)), а оставшаяся часть вышепоименованного потока расплава кристаллов покидает контур расплава (31) через выпуск А (3) (подающий насос Р1 (11) работает только как циркуляционный насос).
Т.е., поскольку промывочный расплав течет противоположно направлению подачи слоя кристаллов (4), в результате сам слой кристаллов (4), пропитанный под фильтрами (7) всего лишь остаточным количеством маточника, в результате оказывается практически вдавлен в текущий вверх по рабочему пространству (В) промывочный расплав (и наоборот), а промывочный эффект (прочие возможные промывочные эффекты приведены на странице 9 международной публикации WO 01/77056) состоит в том, что остающийся при «фильтрации» в слое кристаллов (4) оказывается в ограниченной степени просто оттеснен расплавом. При настройке промывного потока расплава, соответствующей рамочным условиям процесса разделения, устанавливается стационарное состояние, так что на некоторой определенной высоте в рабочем пространстве (В) формируется так называемый фронт промывки (37) - фактически, в основном стабильная граница раздела фаз между промывочным расплавом (чистым расплавом) и маточником. Промывочный фронт определяют как ту высоту на отрезке рабочего пространства (В), простирающемся от нижнего конца слоя кристаллов до верхнего края фильтров, на которой по высоте рабочего пространства наблюдаются максимальные градиенты температуры и концентрации.
Выше и ниже фронта промывки (37) температура (концентрация), зависящие от высоты, сравнительно быстро (как правило, в пределах изменения высоты менее чем на ±5 см, именуемого "областью фронта промывки») приобретают в каждом случае неизменное и зависящее от высоты значение.
Выше фронта промывки (37) - это температура (соответствующая концентрация) подаваемой в рабочее пространство (В) суспензии кристаллов акриловой кислоты в маточнике, а в области ниже фронта промывки (37) - температура плавления (соответствующая концентрация) промывочного расплава (чистого расплава). Положение фронта промывки (37) по высоте можно в ограниченных пределах варьировать, регулируя отношение массового потока подачи кристаллов, перемещаемого в рабочем пространстве, к направленному встречно потоку промывочного расплава. До конкретной минимальной длины зоны промывочного расплава эффективность промывки (эффективность разделения) возрастает с ростом этой длины. С точки зрения техники применения целесообразно, чтобы фронт промывки (37) располагался на 50-200 мм, часто до 100 мм, ниже нижнего края фильтров (под нижним краем фильтров F (7)).
Для запуска процесса очистительного выделения кристаллов акриловой кислоты из их суспензии в маточнике, подлежащего реализации в стационарном режиме так, как это описано выше, в международной публикации WO 01/77056 рекомендуется непосредственно загружать соответствующую суспензию кристаллизата (суспензию кристаллов) в незаполненную гидравлическую промывочную колонну, а через фильтры фильтровальных труб сначала отводить только маточник, пока в рабочем пространстве промывочной колонны не сформируется твердый слой кристаллов желательной высоты. Затем вводят в эксплуатацию выводное устройство и контур циркуляции расплава кристаллов, а по прошествии определенного предварительного периода работы с закрытым протоком через выпуск контура циркуляции расплава кристаллов настраивают этот последний [выпуск] так, чтобы в итоге получить желаемое положение фронта промывки.
Недостаток такого способа запуска состоит, однако, в том, что с ним связана блокада контура циркуляции расплава кристаллов, частота которой играет роль в экономических показателях. Эта блокада обычно обусловлена тем, что при загрузке суспензии кристаллов непосредственно в незаполненную гидравлическую промывочную колонную вплоть до момента достижения желательной высоты слоя в повышенном количестве в контур циркуляции расплава кристаллов уже попадает кристаллизат. Когда затем начинают работу контура, осевшие ранее кристаллы (хотя они по существу и не претерпели уплотнения) скачкообразно взмучиваются, результатом чего и может стать описанная блокада (особенно если учесть, что подающий насос для контура циркуляции расплава кристаллов (насос контура расплава) достигает своей полной мощности подачи только после разгона на протяжении некоторого времени).
В принципе, противодействовать вышеописанной картине можно посредством того, что при запуске гидравлической промывочной колонны сначала заполняют контур расплава, включающий в себя пространство расплава кристаллов, а также рабочее пространство не заполненной ранее промывочной колонны стартовой жидкостью, содержащей акриловую кислоту, таким образом, чтобы уровень заполнения рабочего пространства стартовой жидкостью по меньшей мере был выше выводного устройства, а лишь после этого продолжают заполнение гидравлической промывочной колонны суспензией кристаллов, а также при необходимости отработанным маточником в качестве регуляторного маточника.
Однако, при таком способе работы у гидравлических промывочных колонн, у которых частное Q=L/D от деления расстояния L между верхним и нижним концом рабочего пространства на диаметр D рабочего пространства составляет от 0,3 до 4, в процессе дальнейшей реализации способа разделения относительно регулярно и уже по прошествии относительно краткого времени работы в области пространства, включающей в себя подающее соединение Е2 и распределительное пространство, развивалось рабочее давление, приводившее к разрыву предохранительной пластины, встроенной в эту область пространства из соображений безопасности.
Применительно к описанным проблемам задача настоящего изобретения состояла в том, чтобы скорректировать ситуацию надлежащим образом.
Соответственно, представлен способ запуска процесса очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с применением устройства, включающего в себя гидравлическую промывочную колонну, имеющую обладающее симметрией вращения вокруг проходящей сверху вниз продольной оси рабочее пространство, ограниченное цилиндрической стенкой и двумя концами, лежащими на оси симметрии противоположно друг другу, причем
- от верхнего конца рабочего пространства параллельно его продольной оси через рабочее пространство простираются одна или несколько фильтровальных труб, которые подходят к нижнему концу рабочего пространства (не проходя через него), противоположному верхнему, а в половине рабочего пространства, обращенной к нижнему концу рабочего пространства, имеют по меньшей мере один фильтр F, образующий единственное прямое сообщение между внутренностью данной трубы и рабочим пространством, а также выводятся наружу рабочего объема из промывочной колонны,
- Частное Q=L/D от деления расстояния L между верхним и нижним концом рабочего пространства на диаметр рабочего пространства D составляет от 0,3 до 4,
- к промывочной колонне на нижнем конце рабочего объема в нижнем направлении примыкает пространство расплава кристаллов, причем между этими двумя объемами интегрировано способное вращаться выводное устройство, а через пространство расплава кристаллов проходит контур циркуляции плавки кристаллов, который кроме пространства расплава кристаллов
- оснащен расположенным за пределами промывочной колонны подающим насосом Р1, у которого имеется всасывающая сторона и сторона нагнетания,
- имеет первое подающее соединение G1, которое ведет от пространства плавки кристаллов промывочной колонны к всасывающей стороне подающего насоса Р1,
- второе подающее соединение G2, которое ведет от стороны нагнетания подающего насоса Р1 обратно в пространство плавки кристаллов промывочной колонны и оснащено сливом А из контура расплава с регулируемым объемом прохождения, а также
- включает в себя теплообменник W, через который проводят либо подающее соединение G1 от пространства расплава кристаллов к всасывающей стороне подающего насоса Р1, либо подающее соединение G2 от стороны нагнетания подающего насоса Р1 к пространству расплава кристаллов,
- в направлении вверх перед верхним концом рабочего пространства располагается распределительное пространство, которое отделено от рабочего пространства по меньшей мере одним дном В, имеющим проходы U, ведущие с обращенной к рабочему пространству стороны дна В в рабочее пространство, а с обращенной от рабочего пространства стороны дна В - в распределительное пространство,
- вне промывочной колонны находятся подающий насос Р2, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QS суспензии S, причем
- первое подающее соединение Е1 проходит от источника QS к всасывающей стороне подающего насоса Р2, а
- второе подающее соединение Е2 ведет от нагнетающей стороны подающего насоса Р2 в распределительное пространство,
- вне промывочной колонны при необходимости находятся подающий насос Р3, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QT регуляторного маточника, причем
- первое подающее соединение С1 проходит от всасывающей стороны подающего насоса Р3 к источнику QT, a
- второе подающее соединение С2 ведет от нагнетающей стороны насоса Р3 в распределительное пространство и/или в расположенный между его верхним концом и фильтрами F фильтровальных труб продольный отрезок рабочего пространства,
и причем при реализации способа разделения в режиме стационарной эксплуатации
- насосом Р2 непрерывно проводят поток ST суспензии S из источника QS по подающим соединениям E1, E2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны,
- при необходимости насосом Р3 проводят поток SL регуляторного маточника от источника QT по подающим соединениям С1, С2 через распределительное пространство и через проходы U и/или непосредственно в рабочее пространство промывочной колонны,
- через фильтры F фильтровальных труб вводят внутрь фильтровальных труб и по фильтровальным трубам выводят из промывочной колонны в целом поток SM, включающий маточник и при необходимости регуляторный маточник, в качестве потока отработанного маточника, и применяют этот выведенный из промывочной колонны отработанный поток маточника SM как источник QT регуляторного маточника,
- проводя по рабочему пространству промывочной колонны маточник и при необходимости регуляторный маточник, поддерживают формирование слоя кристаллов акриловой кислоты, каковой слой имеет обращенный к верхнему концу рабочего пространства фронт формирования, на который непрерывно оседают кристаллы подводимого потока ST суспензии S, откладываясь на слой кристаллов,
- посредством силы, получающейся в результате падения гидродинамического давления маточника и при необходимости регуляторного маточника, проводимого по рабочему пространству, перемещают слой кристаллов сверху вниз мимо фильтров F ко вращающемуся выводному устройству,
- с помощью вращающегося выводного устройства выносят кристаллы акриловой кислоты из упирающегося в него слоя кристаллов,
- поток выводимых кристаллов акриловой кислоты перемещают через вращающееся выводное устройство и/или мимо вращающегося выводного устройства в пространство расплава кристаллов, примыкающее к рабочему пространству за выводным устройством в направлении перемещения слоя кристаллов, и в проходящем через пространство расплава кристаллов контуре циркуляции расплава кристаллов (контуре расплава) посредством подачи тепла от теплообменника W расплавляют [этот поток] в поток расплава кристаллов, и
- пропускную способность (поток) выпуска А регулируют так, чтобы применительно к силе вышепоименованного потока расплава кристаллов часть потока расплава кристаллов поступала из пространства расплава кристаллов через вращающееся выводное устройство и/или мимо выводного устройства против направления движения слоя кристаллов в рабочее пространство в качестве промывочного потока расплава, где этот поток поднимается в перемещаемом вниз слое кристаллов и при этом смывает с кристаллов в слое и оттесняет оставшийся и перемещаемый со слоем под фильтры F маточник, причем в продольном отрезке рабочего пространства, простирающемся от фильтров F до нижнего конца рабочего пространства, в слое кристаллов образуется фронт промывки, который разделяет слой кристаллов сверху вниз на зону маточника и зону промывочного расплава, а оставшаяся часть вышепоименованного потока расплава покидает контур расплава через выпуск А,
отличающийся тем, что при запуске процесса разделения для первоначального формирования слоя кристаллов в рабочем пространстве
- контур расплава, включающий в себя пространство расплава кристаллов, а также рабочее пространство не заполненной ранее промывочной колонны сначала заполняют стартовой жидкостью AT, содержащей акриловую кислоту, таким образом, чтобы уровень заполнения рабочего пространства стартовой жидкостью AT по меньшей мере был выше выводного устройства,
- затем продолжают заполнение промывочной колонны, для чего насосом Р2 подают поток ST* суспензии S от источника QS по подающим соединениям Е1, Е2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны, а от выведенного при этом через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* при необходимости подающим насосом Р3 ведут часть потока как поток регуляторного маточника SL* по подающим соединениям C1, C2 через распределительное пространство и проходы U и/или непосредственно в рабочее пространство промывочной колонны и продолжают это по меньшей мере настолько долго, пока не наступит момент tS, в который разность давлений PD=PK-PV (где PK - это давление, в каждом случае имеющееся в произвольно выбранном месте в пространстве расплава кристаллов в определенный момент подачи потока ST*, a PV - это в каждом случае давление, имеющееся в произвольно выбранном месте в распределительном пространстве в тот же момент времени) более не возрастает в зависимости от длительности подачи потока ST* и не остается постоянной, а резко падает, причем с соблюдением того условия, что
- до наступления момента tS средняя поверхностная нагрузка на фильтры F, рассчитанная из среднего арифметического значения потока отработанного маточника SM*, прошедшего в сумме за время подачи потока ST* через фильтры F фильтровальных труб до данного конкретного момента времени (поток SM* - это совокупный поток отработанного маточника, т.е. сумма всех отводимых в отдельные фильтровальные трубы потоков отработанного маточника, причем суммирование проводят по всем фильтровальным трубам), разделенного на совокупную площадь всех фильтров F, составляет не более 80 м3/(м2·ч),
- содержащая акриловую кислоту стартовая жидкость AT - это такая жидкость, при охлаждении которой до запуска кристаллизации осаждающиеся из нее кристаллы представляют собой кристаллы акриловой кислоты, и
- между температурой кристаллизации TKB этих кристаллов акриловой кислоты в стартовой жидкости AT, указанной в градусах Цельсия, и температурой TS суспензии S потока ST*, указанной в градусах Цельсия, выполняется соотношение
TKB≤TS+15°C.
Согласно изобретению предпочтительно, чтобы среднее арифметическое значение (в настоящей публикации также обозначаемое как «средняя поверхностная нагрузка на фильтры» или как «средняя поверхностная нагрузка фильтров F») потока отработанного маточника SM*, прошедшего в сумме за время подачи потока ST* через фильтры F фильтровальных труб до данного конкретного момента времени, разделенного на совокупную площадь всех фильтров F, составляло не более 70 м3/(м2·ч).
Как правило, вышеуказанное среднее арифметическое значение, нормированное на совокупную площадь всех фильтров F (средняя поверхностная нагрузка на фильтры) составляет по меньшей мере 5 или по меньшей мере 10, предпочтительно - по меньшей мере 15, а особо предпочтительно - по меньшей мере 20 м3(м2·ч).
Т.е. выгодные согласно изобретению диапазоны вышепоименованного среднего значения, нормированного на совокупную площадь всех фильтров F (средней поверхностной нагрузки на фильтры), - это диапазоны от >0 до 80 м3/(м2·ч), предпочтительно - от 5 до 75 м3/(м2·ч), особо предпочтительно - от 10 до 70 м3/(м2·ч), крайне предпочтительно - от 15 до 65 м3/(м2·ч) и особо предпочтительно - от 20 до 50 м3/(м2·ч).
Все вышесказанное и все дальнейшее, сказанное в настоящем тексте, справедливо, в частности, тогда, когда частное Q=L/D составляет ≥0,5 или ≥0,7. Разумеется, все вышесказанное и все дальнейшее, сказанное в настоящем тексте, справедливо и тогда, когда частное L/D≤3,5, или составляет ≤3, или ≤2,5, или ≤2. Согласно изобретению предпочтительны не слишком высокие частные Q=L/D. Это действительно также и с учетом того, что сопротивление трения, которое необходимо преодолевать при транспортировке слоя кристаллов в рабочем пространстве вдоль поверхности контакта между слоем кристаллов и внутренней стенкой рабочего пространства, относительно объема слоя кристаллов снижается с падением Q.
С точки зрения техники применения целесообразно, чтобы расстояние L между верхним и нижним концами рабочего пространства составляло ≥0,5 м, предпочтительно ≥0,8 м, а особо предпочтительно - ≥1 м. Как правило, однако, L≤5 м, а часто составляет ≤4 м или ≤3 м.
Оптимальные значения внутреннего диаметра D рабочего пространства гидравлической промывочной колонны, пригодной к применению согласно изобретению, находятся в пределах от 300 до 3000 мм, предпочтительно в пределах от 700 до 2000 мм.
Оптимально, чтобы доступные для кристаллов объемы рабочего пространства составляли при реализации способа согласно изобретению от 0,05-20 м3, предпочтительно - 0,2-10 м3, а особо предпочтительно 1-5 м3.
В настоящем описании под площадью фильтра F подразумевают его площадь фронта (натекания), а не его «открытую» площадь фильтра, т.е. не «свободные отверстия» пористого материала. Т.е., если фильтр F при наружном радиусе соответствующей трубы r простирается на высоту фильтра F по всей образующей трубы, то значимая согласно изобретению площадь фильтра F составляет 2π·r·a.
Под диаметром D рабочего пространства в настоящем описании подразумевают его внутренний диаметр. Расстояние L между верхним и нижним концами рабочего пространства в настоящем описании означает свободное расстояние между нижней стороной дна В, имеющего проходы U, и поверхностью тела вращения, описываемого вращающимся выводным устройством.
Если при запуске способа разделения согласно изобретению значения потока отработанного маточника SM*, прошедшего в сумме за время подачи потока ST* через фильтры F фильтровальных труб до данного конкретного момента времени tS, наносить на ось ординат против времени t, откладываемого по оси абсцисс, то площадь, находящаяся под получающейся кривой в интервале времени от t=0 (начало подачи потока ST*) до момента времени t=tS, будучи разделена на tS, и дает применяемое в настоящей публикации среднее арифметическое значение потока отработанного маточника SM*, прошедшего в сумме за время подачи потока ST* через фильтры F фильтровальных труб до данного конкретного момента времени tS. Если его разделить на совокупную площадь всех фильтров F, получится средняя поверхностная нагрузка фильтров F.
Под температурой кристаллообразования TKB стартовой жидкости AT в настоящем описании подразумевают ту температуру, при которой в процессе охлаждения этой жидкости начинается формирование кристаллизата акриловой кислоты из жидкости (возможность явлений перенасыщения при этом оставляют вне рассмотрения). Говоря иначе, температура кристаллообразования TKB стартовой жидкости AT - это та температура, которая имеет место в стартовой жидкости в момент, наступающий тогда, когда, начиная с суспензии кристаллов либо же суспензии кристаллизата (суспензии кристаллизата акриловой кислоты), созданной из стартовой жидкости AT путем охлаждения этой жидкости, при непрерывном перемешивании (в идеальном случае - идеальном перемешивании) подают тепло, чтобы расплавить содержащиеся в суспензии кристаллизата кристаллы акриловой кислоты, и последний кристалл акриловой кислоты только что расплавился (в литературе эту температуру иногда называют также температурой растворения или температурой начала кристаллизации).
Согласно изобретению предпочтительно, чтобы для температур TKB и TS при запуске согласно изобретению было справедливо соотношение TKB≤TS+10°С, а особо предпочтительно - соотношение TKB≤TS+5°C.
В принципе, температура кристаллообразования ТKB стартовой жидкости AT может быть и ниже температуры потока ST* кристаллов акриловой кислоты в маточнике, подаваемого в гидравлическую промывочную колонну при запуске согласно изобретению.
Как правило, однако, при реализации способа согласно изобретению TKB ниже, чем TS, не более чем на 20°C, по большей части не более чем на 10°C и часто не более чем на 5°C. Для реализации способа согласно изобретению в качестве стартовой жидкости AT можно использовать, например, отделенный от суспензии S (например, путем фильтрации) маточник, или снова расплавленную после создания суспензию S, или ту жидкость, из которой охлаждением создана суспензия S, или расплав кристаллов акриловой кислоты, ранее отделенных от суспензии S с очисткой в гидравлической колонне (возможно, той же), т.е. чистый расплав, или же смеси двух или более вышеупомянутых возможных стартовых жидкостей.
Под понятием «насос» в настоящем описании подразумевают насосы для перекачки жидкостей (т.е. по существу несжимаемых сред). У них имеется всасывающая сторона и сторона нагнетания. Через соединенное с их всасывающей стороной подающее соединение подающий насос всасывает подлежащую перемещению жидкость (либо же суспензию). В насосе подлежащая перемещению жидкость помещается под повышенное давление, а через соединенное со стороной нагнетания насоса подающее соединение ее (жидкость) вытесняют в желательном направлении перемещения. С точки зрения техники применения целесообразно, чтобы соответствующие подающие соединения самым простейшим образом представляли собой трубопроводы (подающие трубопроводы), через которые можно осуществлять подачу. Для способа работы согласно изобретению пригодны, в частности, подающие насосы, описанные в DE-A 10228859 и в 102008054587.2 (особенно описанные в этих публикациях радиальные центробежные насосы). В частности, для подачи суспензии S пригодны радиальные центробежные насосы с полуоткрытой радиальной крыльчаткой (см. заявку Германии №102008054587.2). Доступ ко всасывающей стороне или стороне нагнетания соответствующего насоса, как правило, можно открыть или закрыть с помощью соответствующих арматур. С точки зрения техники применения выгодно, чтобы в особенности подающий насос Р2 представлял собой подающий насос с регулировкой «по скорости вращения». Т.е. регулировку итоговой мощности потока подачи предпочтительно осуществлять, изменяя скорость вращения, а не изменяя свободное сечение в подающем соединении (не с помощью регулировочного клапана), поскольку в последнем случае повышен риск закупорки подающего соединения (например, из-за скопления кристаллов).
Кроме того, для работы по способу согласно изобретению выгодно, чтобы при запуске способа разделения в целях первоначального формирования слоя кристаллов в рабочем пространстве контур расплава (контур циркуляции расплава кристаллов) и рабочее пространство не заполненной до тех пор промывочной колонны сначала заполняли содержащей акриловую кислоту стартовой жидкостью AT так, чтобы уровень заполнения стартовой жидкостью AT в рабочем пространстве по меньшей мере был выше фильтров F, предпочтительно находился по меньшей мере на середине расстояния L от нижнего до верхнего конца рабочего пространства, особо предпочтительно - чтобы этот уровень достигал по меньшей мере последней четверти расстояния L от нижнего до верхнего конца рабочего пространства, крайне предпочтительно - чтобы он достигал по меньшей мере верхнего конца рабочего пространства, еще более предпочтительно - чтобы он через все рабочее пространство доходил до распределительного пространства и заполнял объем последнего по меньшей мере наполовину, а лучше всего - чтобы он через все рабочее пространство доходил до распределительного пространства и заполнял объем последнего полностью (с точки зрения техники применения в последнем случае целесообразно дополнительно заполнять стартовой жидкостью AT подающее соединение Е2 (при необходимости - и подающее соединение Е1) и, возможно, имеющийся контур циркуляции регуляторного маточника, включающий в себя насос Р3 и подающие соединения С1 и С2).
Если у гидравлической промывочной колонны имеется система ополаскивающей жидкости, как это рекомендовано, например, в европейской заявке ЕР-А 1448282 и показано на Фигуре 2 настоящей публикации (42), то описанное заполнение согласно изобретению предпочтительно проводить через эту систему ополаскивающей жидкости.
Заполнение рабочего пространства стартовой жидкостью AT при реализации способа согласно изобретению, применительно к сообщающимся с рабочим пространством через фильтры F фильтровальным трубам, одновременно сопровождается соответствующим заполнением фильтровальных труб. Как изложено в международной публикации WO 2006/111565, давление на фильтрах F внутри фильтровальных труб во время стационарного (постоянного) осуществления процесса разделения в гидравлической промывочной колонне поддерживают на более низком уровне, чем давление на фильтрах F со стороны рабочего пространства.
Это справедливо также и для ввода в эксплуатацию согласно изобретению, как только объемы гидравлической промывочной колонны целиком заполнены конденсированной фазой, и затем продолжается подача потока ST* суспензии кристаллов S, а также, при необходимости, потока регуляторного маточника SL* (до этого момента происходит вытеснение находящейся в гидравлической промывочной колонне газовой фазы, которую выпускают через находящийся в голове промывочной колонны клапан; клапан открыт до тех пор, пока частота колебаний установленного в связи с этим маятника свидетельствует, что он окружен газовой фазой (при этом разность давлений PD=PK-PV сначала непрерывно возрастает, пока конденсированная фаза не достигнет той точки в распределительном пространстве, где осуществляют регистрацию давления PV; после этого разность давлений PD сначала остается по существу постоянной)).
По данным проведенного заявителем тщательного анализа процессов, имеющих место при вводе гидравлической промывочной колонны в эксплуатацию, в гидравлической колонне затем, предположительно, происходит следующее.
Формируемое под воздействием описанной ранее разницы давлений течение жидкости в рабочем пространстве гидравлической промывочной колонны сначала сверху вниз, а затем с наложением на него поперечного течения через фильтры F в фильтровальные трубы сначала приводит - при продолжающейся подаче потока ST*, а также, при необходимости, потока регуляторного маточника SL* - к наносу кристаллов акриловой кислоты в локальное окружение данного конкретного фильтра F. Локальная потеря давления, обусловленная протеканием через кристаллы, вызывает резкое уплотнение этого наноса с лавинообразным формированием фильтровального кека вокруг фильтров F. В дальнейших процессах эти фильтровальные кеки начинают расти как в ширину, так и в длину (в частности, в высоту).
Когда фильтровальный кек (уплотненный слой кристаллов) распространяется в сплошном виде по всему сечению рабочего пространства, дифференциальное давление PD=PK-PV резко начинает падать (имевшиеся до этого каналы (со сравнительно большим сечением потока), по которым жидкость могла по существу проходить без достойной упоминания потери давления, и через которые пространство плавки кристаллов и распределительное пространство могли практически беспрепятственно сообщаться, оказываются теперь закрыты). Момент времени, в который достигается такая ситуация - это момент tS.
Судя по всему, в имеющем значение для изобретения диапазоне частных Q=L/D невозможно достичь вышеуказанного замыкания слоя кристаллов без того, чтобы слой кристаллов уже не проник («пророс») по меньшей мере в часть проходов U либо же через эти проходы. Если в процессе дальнейшего ввода способа разделения в эксплуатацию, при переходе к режиму стационарной эксплуатации, начинают транспортировку «сплошного» слоя кристаллов, в некоторых проходах U может остаться («застрять») фильтровальный кек. Очевидно, что вероятность этого события возрастает вместе с мощностью потока отработанного маточника SM*, отходящего при запуске в общей сложности в расчете на совокупную площадь фильтров и решающим образом определяющего степень уплотнения в фильтровальном кеке. Если в некоторых проходах U, однако, фильтровальный кек остается, то при дальнейшей реализации способа разделения в распределительное пространство от этих проходов из этих проходов будет по принципу «снежного кома» распространяться фильтровальный кек.
В силу последнего необходимое давление подачи суспензии S чрезмерно возрастает с точки зрения поддержания способа разделения, а предохранительная разрывная пластина в конце концов разрушается.
Соответственно, для способа согласно изобретению предпочтительноно, чтобы при запуске согласно изобретению на протяжении по меньшей мере 50%, предпочтительно на протяжении по меньшей мере 75% или на протяжении 90%, а особо предпочтительно - в течение всего периода, рассчитанного с начала подачи потока ST* суспензии S, а также при необходимости потока регуляторного маточника SL*, вплоть до достижения момента tS протекающий в общей сложности к данному конкретному моменту через фильтры F фильтровальных труб поток отработанного маточника SM*, разделенный на общую площадь всех фильтров F (эта общая площадь в данном тексте представляет собой сумму площадей всех фильтров F фильтровальных труб, находящихся в рабочем пространстве промывочной колонны), составлял не более 80, предпочтительно - не более 75, а особо предпочтительно - не более 70 м3/(м2·ч) либо же не более 60 м3/(м2·ч). Предпочтительно, чтобы значения вышепоименованного потока отработанного маточника SM* протекающего в общей сложности к данному конкретному моменту через фильтры F фильтровальных труб (этот поток - сумма всех отведенных в соответствующие фильтровальные трубы потоков отработанного маточника, причем суммирование проводят по всем фильтровальным трубам, находящимся в рабочем пространстве гидравлической промывочной колонны), разделенного на общую площадь всех фильтров F, на протяжении по меньшей мере 50%, предпочтительно на протяжении по меньшей мере 75%, а особо предпочтительно - в течение всего периода, подачи потока ST* суспензии S, а также при необходимости потока регуляторного маточника SL*, вплоть до достижения момента tS находился в пределах от >0 до 80, предпочтительно - в пределах от 5 до 75, особо предпочтительно - в пределах от 15 до 65 м3/(м2·ч), а крайне предпочтительно - в пределах от 20 до 50 м3/(м2·ч). С точки зрения техники применения предпочтительно использовать при запуске согласно изобретению (с начала подачи суспензии S) до момента tS по существу постоянную нагрузку на площадь фильтров.
С точки зрения техники применения целесообразно, чтобы при запуске согласно изобретению вплоть до момента tS (считая от начала подачи потока ST* суспензии S) среднее арифметическое значение М совокупно поданного в рабочее пространство промывочной колонны потока жидкости (маточника как части потока ST* суспензии S и при необходимости регуляторного маточника в форме потока регуляторного маточника SL*), деленного на свободную площадь сечения рабочего пространства (=π·(D/2)2, за вычетом, например, площади сечения фильтровальных труб, а также, возможно, используемого в рабочем пространстве центрального вытеснителя), находилось в пределах от >0 до 30 м3/(м2·ч), предпочтительно в пределах от 1 до 25 м3/(м2·ч), особо предпочтительно - в пределах от 5 до 25 м3/(м2·ч) либо же от 10 до 20 м3/(м2·ч).
Если графически изобразить поток жидкости, совокупно поданного при запуске способа разделения согласно изобретению в рабочее пространство промывочной колонны во время подачи потока ST* суспензии S вплоть до момента tS, на данный момент времени как ординату в зависимости от времени t как абсциссы, то площадь под образовавшейся кривой в промежутке от t=0 (начало подачи потока ST*) до момента времени t=tS, будучи поделена на tS, дает в результате вышеуказанное среднее арифметическое значение М.
Согласно изобретению предпочтительно, чтобы при запуске согласно изобретению на протяжении по меньшей мере 50%, предпочтительно на протяжении по меньшей мере 75%, а особо предпочтительно - в течение всего периода, рассчитанного с начала подачи потока ST* суспензии S, а также при необходимости потока регуляторного маточника SL*, вплоть до достижения момента tS поток жидкости, совокупно поданный в рабочее пространство промывочной колонны, разделенный на площадь сечения рабочего пространства, составлял от >0 до 30, предпочтительно от 1 до 25 м3/(м2·ч), особо предпочтительно - от 5 до 25 м3/(м2·ч) либо же от 10 до 20 м3/(м2·ч).
Содержание акриловой кислоты в суспензии S кристаллов акриловой кислоты, подаваемой в гидравлическую промывочную колонну через распределительное пространство при введении в эксплуатацию согласно изобретению, нередко составляет ≥60 вес.%, или ≥70 вес.% или ≥80 вес.%, или ≥90 вес.%, или ≥95 вес.% (естественно, что оно <100 вес.%, по большей части ≤98 вес.%).
Способ запуска согласно изобретению особенно значим тогда, когда степень кристаллизации суспензии кристаллов S, подаваемой при запуске согласно изобретению в распределительное пространство промывочной колонны, составляет ≥0,10, или ≥0,20, или ≥0,25. Как правило, вышеуказанная степень кристаллизации составляет при запуске согласно изобретению ≤0,60, нередко она ≤0,50, а отчасти ≤0,40. Таким образом, согласно изобретению имеют значение также показатели степени кристаллизации суспензии S, находящиеся, например, в пределах 0,2-0,3.
Все утверждения, сделанные в настоящем тексте, справедливы также в особенности тогда, когда продольные размеры кристаллов (самый длинный отрезок прямой, соединяющий две точки, находящиеся на поверхности кристалла) в большинстве (более чем у половины числа кристаллов) составляет от 50 до 1600 мкм либо же от 200 до 900 мкм.
Это справедливо, однако, в частности, тогда, когда кристаллы акриловой кислоты имеют форму кубов или параллелепипедов и при этом отличаются соотношением длины к толщине в пределах от 1:1 до 6:1, предпочтительно в пределах от 1:1 до 4:1, а особо предпочтительно - в пределах от 1,5:1 до 3,5:1. Толщина композитных элементов обычно составляет от 20 до 600 мкм, часто - от 50 до 300 мкм. Длина кристаллов в то же время обычно находится в пределах от от 50 до 1500 мкм, часто - от 200 до 800 мкм.
Что касается материала изготовления применяемой для способа согласно изобретению гидравлической промывочной колонны, то согласно изобретению целесообразно следовать теоретическому изложению международной публикации WO 03/041832. Т.е. в качестве материала стенок предпочтительно применяют нержавеющую сталь под номером материала DIN 1.4571, или 1.4539, или 1.4462, или 1.4541.
Кроме того, гидравлическая колонна, включая принадлежащий к ней контур циркуляции расплава кристаллов, предпочтительно термоизолирована так, как это описано в заявке США US-A 2009/018347.
Согласно изобретению целесообразно, чтобы посадка (система опоры) приводного вала, жестко связанного с выводным устройством, соответствовала теоретическому изложению заявки на патент Германии №102009000987.6.
В качестве вращающегося выводного устройства для способа согласно изобретению можно использовать вращающийся диск с ножами, имеющий сквозные отверстия (для отделенных кристаллов), подобно описанному, например, в европейской заявке ЕР-А 1448282 и в заявке на патент Германии №102009000987.6. Вращение выводного устройства можно осуществлять как непрерывно, так и через определенные интервалы времени.
Вращающееся выводное устройство может представлять собой не только диск с ножами, имеющий сквозные отверстия, но и отдельный (при необходимости введенный во втулку или удерживаемый этой втулкой) вращающийся отсекающий нож. В этом случае поток кристаллов, отделяемый вращающимся отсекающим ножом, проходит в пространство плавки кристаллов мимо ножа. В обоих случаях - как в случае вращающегося диска с ножами, так и в случае вращающегося отдельного ножа - тело вращения, обозначенное как вращающееся выводное устройство, как уже упомянуто, отделяет рабочее пространство от пространства плавки кристаллов. Само собой разумеется, что в качестве вращающегося выводного устройства можно использовать любую переходную форму между круглым диском с ножами, имеющим сквозные отверстия, и вращающимся отдельным ножом. В принципе, однако, геометрическая форма диска с ножами может быть любой.
Поскольку для потока промывного расплава, восходящего от пространства плавки кристаллов, и для подаваемого в пространство плавки кристаллов потока отделенных выводным устройством кристаллов акриловой кислоты имеются лишь одни и те же протоки, соединяющие рабочее пространство и пространство плавки кристаллов и проходящие через выводное устройство или мимо выводного устройства (кристаллы должны быть в состоянии плыть по потоку вниз, против восходящего течения промывочного расплава), то с точки зрения техники применения целесообразно, чтобы соотношение размера отверстий OV у выводного устройства было не слишком мало. Под соотношением отверстий OV в настоящем тексте подразумевают - применительно к не вращающемуся выводному устройству - отношение суммы площадей сечения протоков, проходящих сквозь выводное устройство или мимо выводного устройства, к площади сечения слоя кристаллов с его обращенного к выводному устройству конца. Если площадь сечения отдельного протока по его ходу не постоянна, то для формирования суммы в каждом случае следует применять минимальную площадь сечения протока. Обычно OV равно по меньшей мере 0,01, или по меньшей мере 0,03, либо же по меньшей мере 0,05, нередко по меньшей мере 0,1 и во многих случаях по меньшей мере 0,5 или более (иногда даже по меньшей мере 0,9). Естественно, что OV <1, большей частью ≤0,95, отчасти ≤0,8, или ≤0,5, или даже ≤0,2.
Как уже сказано, предпочтительно, чтобы способное вращаться выводное устройство при реализации способа согласно изобретению было выполнено в виде диска с ножами. Предпочтительно, чтобы этот диск был круглым. В качестве соединяющих рабочее пространство с пространством плавки кристаллов протоков для кристаллов, отделенных от слоя, целесообразно, чтобы на диске имелись прорези (сквозные отверстия), на краю которых (на стороне контура прорези (например, продолговатого отверстия), противоположной направлению вращения, располагались бы ножи. Предпочтительно, чтобы прорези с ножами распределялись по диску с ножами так, чтобы при вращении диска с ножами от всего торца слоя кристаллов, обращенного к диску с ножами, отделялись кристаллы. Выгодно, чтобы прорези проходили в радиальном направлении, и каждая прорезь была бы оснащена косо посаженным лезвием (косо посаженным ножом), с помощью которого кристаллы отделяют от слоя кристаллов. Кроме того, предпочтительно, чтобы распределение прорезей по диску с ножами было таким, чтобы при вращении диска с ножами через каждую прорезь шел в основном одинаковый массовый поток кристаллов. Целесообразно, чтобы каждый конкретный нож (лезвие) выступал над обращенной к слою кристаллов поверхности (обычно на 1-15 мм, часто на 2-10 мм или на 3-5 мм) так, чтобы лезвие отделяло кристаллы и направляло их в прорезь; при этом имеющийся, возможно, рельеф поверхности не учитывается, т.е. точка отсчета - это самая верхняя точка рельефа.
При работе в промышленных масштабах радиус дисков с ножами, пригодных к применению согласно изобретению, может составлять, например, 300-3000 мм. Вышеупомянутые прорези нередко имеют геометрическую форму продолговатого отверстия (определение продолговатого отверстия приведено, например, в заявках на патент Германии DE-A 102007028333 и DE-A 102007028332). Прорези, однако, могут также иметь форму прямоугольников или промежуточную форму между продолговатым отверстием и прямоугольником.
Поперечник (диаметр) отверстия (расстояние между длинными сторонами продолговатого отверстия) может составлять, например, 20-100 мм (обычно 50-70 мм), а расстояние между двумя центрами отверстия - 100-500 мм. Кроме того, с точки зрения техники применения целесообразно, чтобы обращенная к слою кристаллов поверхность диска с ножами имела рельеф (профиль) из концентрических канавок (целесообразно, чтобы канавки имели треугольное сечение, глубина их может составлять, например, 2-10 мм или 3-7 мм, ширина 10-15 мм, а расстояние между двумя следующими друг за другом по радиусу канавками таково, чтобы соответствующие треугольные сечения имели общие угловые точки). Рельеф обеспечивает максимально равномерное распределение промывочного расплава, текущего из объема для промывочного расплава обратно в рабочее пространство, по сечению рабочего пространства. На фигурах 5 и 8 европейской заявки на патент ЕР-А 1448282 показаны в качестве примеров варианты исполнения диска с ножами, пригодного согласно изобретению для использования в качестве выводного устройства. Угол у, который образуют между собой плоскость отделяющих элементов выводного устройства (например, лезвия или ножи) и ось вращения приводного вала, при реализации способа согласно изобретению нередко составляет 20°-70°, а во многих случаях 30°-60°. С точки зрения техники применения выгодно, чтобы приводной вал при реализации способа согласно изобретению снизу достигал диска с ножами (либо же вообще выводного устройства). С точки зрения техники применения целесообразно, чтобы отходящие от приводного вала в радиальном направлении лопатки (перемычки), оснащенные продольными отверстиями, несли (поддерживали) диск с ножами (44).
Массовые потоки подачи кристаллов при реализации способа согласно изобретению обычно составляют относительно площади сечения рабочего пространства на торце его подачи 1-20 т/м2·ч (т - метрическая тонна). Скорость вращения приводного вала выводного устройства обычно находится в пределах от 2 до 40, нередко от 4 до 20 и часто от 6 до 15 или от 4 до 10 оборотов в минуту. Длина приводного вала выводного устройства, особенно в случае промышленного способа, составляет от 0,5 до 4 м.
С точки зрения техники применения целесообразно, чтобы контур циркуляции расплава кристаллов у гидравлической промывочной колонны для способа согласно изобретению был сконструирован так, чтобы он обеспечивал значительно больший резервуар для расплава кристаллов, чем одно лишь пространство расплава кристаллов как таковое (относительно общего объема контура циркуляции расплава кристаллов на объем пространства плавки кристаллов приходится, как правило, всего лишь от 30 до 60 об.% или от 40 до 50 об.%; вне зависимости от этого с точки зрения техники применения целесообразно, чтобы в стационарном рабочем состоянии отношение проходящего по контуру циркуляции массового потока к потоку кристаллов, отделяемому вращающимся выводным устройством от нижнего конца слоя кристаллов и перемещаемому в пространство плавки кристаллов, составляло, как правило, от 2 до 30 к 1, а предпочтительно - от 5 до 20 к 1.
То есть, содержание еще не расплавившихся выведенных кристаллов акриловой кислоты в контуре циркуляции расплава кристаллов обычно низко, что, во-первых, облегчает транспортировку расплава и кристаллов. Во-вторых, абсолютная теплоемкость жидкого компонента содержимого контура расплава значительно выше, чем абсолютная теплоемкость твердого компонента контура расплава (при этом теплоту фазового перехода не учитывают).
Поток кристаллов, подаваемый в пространство плавки кристаллов, подвергается суспендированию в циркулирующем в этом пространстве расплаве кристаллов, а затем эту суспензию проводят по контуру расплава через теплопередатчик (плавильное устройство) W подающий прямым или косвенным образом в контур расплава необходимое для плавки кристаллов тепло. Из-за вышеупомянутого соотношения значений абсолютной теплоемкости подача тепла в контур расплава, необходимая для достижения желаемого расплавления кристаллов, приводит лишь к сравнительно малому повышению температуры, что вследствие связанной с этим лишь сравнительно небольшой термической нагрузки выгодно в случае акриловой кислоты, обладающей выраженной склонностью к нежелательной радикальной полимеризации.
В идеальном случае расплав кристаллов, находящийся в пространстве плавки кристаллов, при стационарной работе по способу разделения имеет температуру плавления (либо же температуру кристаллообразования) отделенных кристаллов применительно к их расплаву (в идеальном случае 14°C). Эта температура в контуре циркуляции расплава кристаллов по другую сторону теплообменника W обычно превышена не более чем на 10°C, более благоприятно - не более чем на 5°C предпочтительно не более чем на 3 либо же 2°C, а особо предпочтительно - не более чем на 1°C.
Подающее соединение G1 при реализации способа согласно изобретению выгодно проводить через теплообменник W.
В качестве теплообменника W с точки зрения техники применения целесообразно использовать теплообменник в виде пучка труб. Речь при этом идет о непрямом теплообменнике. Т.е. теплопередача происходит в отсутствие вызванного смешиванием прямого контакта между текучим теплоносителем и нуждающейся в теплоподаче жидкой смесью. Напротив, теплопередача осуществляется непрямым образом - между двух текучих веществ, разделенных стенкой.
Такие теплообменники в виде пучка труб обычно состоят из широкой замкнутой трубы-оболочки, заключающей в себе закрепленные в лежащих противоположно друг другу доньях многочисленные, как правило, гладкие или ребристой трубы теплопередачи, имеющие меньший внутренний диаметр.
С точки зрения целесообразно, чтобы в пучке труб расстояние между центрами труб превышало наружный диаметр труб в 1,3-2,5 раза. Известное преимущество теплообменника в виде пучка труб (теплообменника W для способа согласно изобретению) состоит в том, что при этом образуется большая удельная поверхность теплообмена, рассчитываемая как поверхность теплообмена на единицу необходимого пространства. В принципе при реализации способа согласно изобретению теплообменник в виде пучка труб может располагаться горизонтально или вертикально. Согласно изобретению предпочтительно его горизонтальное расположение.
Согласно изобретению предпочтительно, чтобы содержимое контура расплава протекало по внутренним трубам. Согласно изобретению предпочтительно, чтобы жидкий теплоноситель (согласно изобретению целесообразно, чтобы это была смесь воды и гликоля (например, с 10-60 вес.% гликоля; предпочтительна смесь из 70 вес.% воды и 30 вес.% гликоля либо же 65 вес.% воды и 35 вес.% гликоля; целесообразно, чтобы температура ее составляла 25-40°C)) протекал вне труб теплопередачи. Согласно изобретению целесообразно располагать в пространстве оболочки направляющие пластины, чтобы улучшить прохождение текучего теплообменника, дополнительная цель их присутствия - поддержка труб теплообмена. Наличие направляющих пластин в пространстве оболочки, как правило, повышает скорость течения в нем, а следовательно, в том числе и коэффициенты теплоперехода. В зависимости от направления течения текучего вещества в пространстве оболочки относительно труб теплопередачи различают, например, теплообменники в виде пучка труб с продольным течением, перекрестным, а также поперечным течением. В принципе, текучий теплоноситель можно также направлять вокруг труб теплопередачи и потоком в форме меандров, так, чтобы однонаправленный поток или противоток относительно жидкой смеси, получающей тепло, имел место только при рассмотрении в совокупности по всему теплообменнику в виде пучка труб.
В однопоточном теплообменнике в виде пучка труб поток вещества в контуре расплава перемещается по всем трубам теплопередачи в одном и том же направлении.
Многопоточные теплообменники в виде пучка труб включают в себя пучки труб, разделенные на отдельные секции (как правило, отдельные секции состоят из одинакового числа труб). Разделительные стенки делят камеры, примыкающие к доньям (через которые с уплотнением проходят трубы теплопередачи, и на которых эти трубы закреплены), на секции и перенаправляют поступающий в камеру из одной секции поток вещества (поглощающий передаваемое тепло) в другую секцию и, следовательно, назад. В зависимости от числа секций поток вещества, поглощающий тепло, несколько раз (дважды, трижды, четырежды и т.д.) проходит по всей длине теплообменника в виде пучка труб со сравнительно высокой скоростью в различных направлениях (двухпоточный, трехпоточный, четырехпоточный теплообменник в виде пучка труб и т.д.). Соответственно возрастают коэффициент теплоперехода и путь обмена.
В качестве альтернативы теплообменнику в виде пучка труб в способе согласно изобретению в качестве теплообменника W можно использовать пластинчатый теплопередатчик (пластинчатый теплообменник). Пластинчатые теплопередатчики обычно собирают, формируя компактный блок, подобно фильтр-прессам, из пластин, имеющих волнообразный или иной профиль, снабженных каналами для текучего теплоносителя и для воспринимающей переданную теплоту текучей смеси (как правило, пластины изготовлены из графита или металла, например, нержавеющей стали). В этом случае оба текучих вещества, осуществляющих теплообмен, перемещаются по своим рядам камер попеременно (например, вверх и вниз) в одном направлении, противотоком и/или поперечно друг другу в виде тонких слоев, а теплопередача от одного к другому происходит на обеих стенках камеры. Гофрированные (волнообразные) пластинчатые профили повышают турбулентность и улучшают коэффициенты теплоперехода. Пластинчатые теплообменники, пригодные для целей изобретения, описаны, например, в европейской заявке ЕР-А 1079194, в заявке США US-A 6,382,313, в европейской заявке ЕР-А 1232004 и в международной публикации WO 01/32301. Разумеется, в качестве теплопередатчика W можно также применять теплопередатчики со спиральными трубами или другие теплопередатчики.
Для реализации способа согласно изобретению в качестве теплопередатчика W можно с выгодой применять трехпоточный теплопередатчик в виде пучка труб, по трубам которого принудительно перемещают смесь веществ контура циркуляции.
Наружный диаметр труб при этом может составлять 25 мм при толщине стенок 2 мм. С точки зрения техники применения целесообразно, чтобы при длине труб в 3000 мм их общее количество составляло 121 или 255 (в каждом случае приблизительно по трети общего числа труб на одно направление потока). В то же время целесообразно, чтобы шаг труб составлял 32 мм (шаг 60°). 9 или 20 охватывающих дисков (толщина дисков по 5 мм), расположенные между доньями (в этих доньях закреплены трубы теплообменника), разделяют цилиндрическое пространство, окружающее трубы теплопередачи (первичное пространство) на 10 или 21 продольный участок (сегмент). В принципе, все охватывающие диски имеют форму круга. Диаметр его составляет 584 или 492 мм. Из каждого круглого диска, однако, вырезан круговой сегмент, глубина которого по радиусу от образующей составляет 82 или 94 мм, так что образуется соответствующий проход для смеси гликоля и воды в качестве теплоносителя, причем эти проходы попеременно размещены противоположно друг другу. В остальном же охватывающие металлические листы закреплены на стенке емкости с уплотнением, а в местах прохождения через эти листы труб теплопередачи в листах имеются соответствующие сверленые отверстия. С точки зрения техники применения выгодно, чтобы теплоноситель и смесь веществ, воспринимающая тепло, входили в теплопередатчик с одной и той же стороны. Типичное значение подаваемого массового потока теплоносителя составляет 20000-80000 кг/ч, а подаваемый одновременно поток в контуре расплава - от 50000 до 200000 кг/ч. При такой конфигурации, как изображена на фигуре 2, рабочее давление (без учета гидростатических эффектов) на всасывающей стороне насоса Р1 (непосредственно после выхода контура циркуляции из теплообменника W) при реализации способа согласно изобретению составляет меньшую величину, чем давление в пространстве плавки кристаллов (С) и нередко составляет 0,1-4 бар. В случае конфигурации, соответствующей фигуре 2, при реализации способа согласно изобретению рабочее давление на стороне нагнетания насоса Р1 (опосредованно после выхода контура расплава из насоса Р1) нередко составляет от 1 до 10 бар.
Материал изготовления теплообменника в виде пучка труб - это предпочтительно нержавеющая сталь типа по DIN 1.4571, или 1.4541, или 1.4306 для труб или же углеродистые стали, как то: 1.0425 или нержавеющие стали, например, 1.4541, или 1.4571, или 1.4306 для оболочки.
Согласно изобретению целесообразно изготавливать суспензию S кристаллов акриловой кислоты для способа согласно изобретению так, как это описано в германских заявках DE-A 10 2007043748 и DE-A 10 2007043758: путем кристаллизации в суспензии при охлаждении в непрямом теплопередатчике.
С точки зрения техники применения выгодно, чтобы суспензия кристаллов акриловой кислоты в маточнике, созданная в теплопередатчике, сначала поступала в буферный бак РТ с перемешиванием, как это описано в заявке на патент Германии DE-A 10 2007043759. Затем суспензию кристаллов можно отсасывать из этого буферного бака (как источника QS) подающим насосом Р2 как суспензию S (по подающему соединению Е1, связывающему буферный бак РТ со всасывающей стороной подающего насоса Р2).
Как правило, температура суспензии S кристаллов акриловой кислоты, подаваемой при реализации способа согласно изобретению в распределительное пространство гидравлической промывочной колонны, находится в пределах от -25°C до +14°C, нередко в пределах от -5°C до +12°C, а предпочтительно - в пределах от +4 либо же от +6 до +9°С.
Содержание акриловой кислоты в присутствующем в суспензии S маточнике, как правило, составляет ≥70 вес.%. Оно, однако, может также составлять ≥80 вес.%, или ≥85 вес.%, или ≥87 вес.%, или ≥90 вес.%, или ≥92 вес.%, или ≥94 вес.%, или ≥95 вес.%, или ≥96 вес.%, или ≥97 вес.%, или ≥98 вес.%, или ≥99 вес.%.
Еще до того как при реализации способа согласно изобретению начинают подавать поток ST* суспензии S из буферного бака РТ как источника QS, согласно изобретению выгодно запустить подающий насос Р2 и начать подсос суспензии S по подающему соединению Е1, которое связывает всасывающую сторону подающего насоса Р2 с буферным баком РТ. Затем, правда, всосанную суспензию S нагнетают подающим насосом Р2 в подающее соединение Е2, которое ведет от стороны нагнетания подающего насоса Р2 в распределительное пространство гидравлическое промывочной колонны. Однако, по направлению потока на пути от нагнетающей стороны подающего насоса Р2 ко входу (входному штуцеру) распределительного пространства гидравлической колонны до входа в распределительное пространства согласно изобретению выгодно встроить в подающее соединение Е2 первую арматуру, которая сначала запирает подающее соединение Е2.
Кроме того, согласно изобретению выгодно, чтобы между стороной нагнетания подающего насоса Р2 и первой арматурой от подающего соединения Е2 ответвлялось ведущее обратно в буферный бак РТ подающее соединение Е3 ((55) на фиг.2), причем, хотя его связь с буферным баком РТ и можно закрыть посредством второй арматуры, которую согласно изобретению выгодно встроить в подающее соединение Е3, это соединение сначала удерживают открытым. Благодаря этому суспензия S с помощью уже работающего подающего насоса Р2 сначала просто циркулирует по подающим соединениям Е1, Е2 и Е3 через буферный бак РТ. Начиная с того момента, когда в распределительное пространство гидравлической промывочной колонны в рамках запуска согласно изобретению необходимо подавать поток ST* суспензии S, вторая арматура закрывает подающее соединение Е3 с буферным баком РТ, и одновременно первая арматура открывает подающее соединение Е2 с распределительным пространством гидравлической промывочной колонны (в качестве этих арматур можно использовать, например, клапаны, заслонки или шаровые краны для открывания и закрывания). Целесообразно, чтобы как перемешивание в буферном баке РТ, так и перемещение суспензии кристаллов S происходили при реализации способа согласно изобретению таким образом, чтобы при этом по возможности не имели место разрушение и/или какое-либо другое изменение вида суспендированных кристаллов. В частности, это справедливо для описанной выше циркуляции суспензии кристаллов S.
На тот случай, когда при запуске согласно изобретению, до того как подать поток ST* суспензии S через распределительное пространство и сквозь проходы U в рабочее пространство гидравлической промывочной колонны, как контур расплава, включающий в себя пространство плавки кристаллов, так и рабочее пространство и распределительное пространство, а также подающие трубопроводы Е2 (и при необходимости E1), C1, C2 и подающий насос Р3 целиком заполняют содержащей акриловую кислоту стартовой жидкостью AT, а с подачей потока ST* суспензии S в распределительное пространство параллельно этой подаче в распределительное пространство и/или прямо в рабочее пространство одновременно направляют также поток регуляторного маточника, с точки зрения техники применения целесообразно уже перед началом подачи потока ST* суспензии S в распределительное пространство включить подающий насос Р3 и запустить циркуляцию потока стартовой жидкости AT по контуру, состоящему из распределительного пространства, рабочего пространства, внутреннего пространства фильтровальных труб, подающего соединения C1, подающего насоса Р3 и подающего соединения C2.
Если при реализации способа запуска согласно изобретению применяют также и поток регуляторного маточника SL*, то речь при этом идет о возвращенной части потока отработанного маточника SM*, суммарно выведенного через фильтровальные трубы из промывочной колонны. В норме вышеуказанный возврат части потока отработанного маточника осуществляют по существу при той же температуре, при которой поток отработанного маточника SM* выводят из промывочной колонны. Обычно эта температура соответствует той температуре, с которой суспензию S кристаллов акриловой кислоты в маточнике подают в распределительное пространство гидравлической промывочной колонны. Разумеется, вышепоименованный возврат части потока отработанного маточника в качестве потока регуляторного маточника SL* можно, например, осуществлять через прямой и/или непрямой теплопередатчик, который повышает температуру возвращаемой как поток регуляторного маточника SL* части потока отработанного маточника. Однако, с точки зрения техники применения целесообразно, чтобы температура потока регуляторного маточника SL* была выше температуры направляемого в распределительное пространство гидравлической промывочной колонны потока ST* суспензии S не более чем на 15°C, предпочтительно не более чем на 10°C, а особо предпочтительно - не более чем на 5°C. Сказанное выше соответствующим образом справедливо и для стационарной реализации способа разделения в гидравлической промывочной колонне.
Совместное применение потока регуляторного маточника как при запуске согласно изобретению, так и при стационарной эксплуатации преследует цель оказывать влияние на потерю гидравлического давления и, следовательно, на силу, воздействующую на кристаллы, на слой кристаллов (например, на усилие продвижения вперед, действующее на сплошной слой кристаллов). Если поток маточника, сопутствующий подаче суспензии S кристаллов акриловой кислоты в маточнике, неудовлетворителен с этой точки зрения, или же если этот поток в определенном объеме подвержен флуктуациям со временем на протяжении подачи, то это можно компенсировать потоком регуляторного маточника (подробное разъяснение действия потока регуляторного маточника приведено в международной публикации WO 2006/111565). Подачу потока регуляторного маточника в рабочее пространство гидравлической промывочной колонны можно осуществлять как через распределительное пространство и сквозь проходы U, так и прямо в рабочее пространство. При этом, в принципе, на различных уровнях (высоте) слоя кристаллов в рабочее пространство можно подавать регуляторный маточник. В норме, однако, подачу регуляторного маточника всегда осуществляют выше фильтров F.
Поскольку положение фронта формирования либо же фронта фильтрации при стационарной эксплуатации гидравлической промывочной колонны находится под влиянием скорости продвижения слоя кристаллов в промывочной колонне, при возникновении неисправностей положение фронта формирования можно удерживать на стабильном уровне («управлять» им), изменяя поток регуляторного маточника (ср. с международной публикацией WO 2006/111565). Повышение (снижение) скорости потока регуляторного маточника вызывает, как правило, сдвиг фронта формирования вниз (вверх). В качестве альтернативы необходимо изменять скорость подаваемого потока суспензии ST*. По изложенным в международной публикации WO 2006/111565 причинам положение фронта формирования в гидравлической промывочной колонне не должно быть ни слишком высоким, ни слишком низким. Часть слоя кристаллов, простирающуюся при стационарной эксплуатации до начала фильтра F, называют также зоной промывки. Находящуюся над ней часть слоя кристаллов, простирающуюся до фронта формирования, называют также зоной концентрации. За ней до верхнего конца рабочего пространства следует так называемая суспензионная зона. Обычно фильтровальные трубы гидравлической промывочной колонны входят в зону промывки, но в этой области промывочной колонны они уже не полые (ср., например, с международными публикациями WO 01/77056, WO 03/41833 и WO 03/41832). Эту часть фильтровальных труб называют также вытеснителями фильтровальных труб.
Силу потока регуляторного маточника можно изменять, например, варьируя скорость вращения подающего насоса Р3, и/или посредством дополнительного регулировочного клапана.
В принципе подача суспензии S и подача потока регуляторного маточника в распределительное пространство гидравлической промывочной колонны могут быть разделены в пространстве. Само собой, однако, разумеется, что поток подачи суспензии S и подаваемый в распределительное пространство поток регуляторного маточника можно объединить, смешать друг с другом уже вне распределительного пространства, а получающийся при этом поток смеси (так сказать, по объединенному подающему соединению Е2/С2) направить в распределительное пространство гидравлической промывочной колонны.
Смешивание обоих потоков можно осуществлять, например, посредством направления обоих подающих соединений Е2 и С2 сначала в статический смеситель, а за этим последним они направляются в распределительное пространство гидравлической промывочной колонны уже как всего лишь одно общее подающее соединение.
В качестве альтернативы подающие соединения Е2 и С2 до пространства подачи гидравлической промывочной колонны можно выполнить как коаксиальные подающие соединения (трубопроводы). При этом с точки зрения техники применения целесообразно проводить суспензию S по внутреннему подающему соединению (внутреннему трубопроводу), а регуляторный маточник - по внешнему подающему соединению (внешнему трубопроводу). На участке смешивания, например, за 0,5-20 м до входа в распределительное пространство гидравлической промывочной колонны внутренняя труба кончается, и в виде общего подающего соединения Е2, С2 к распределительному пространству продолжают только внешнюю из двух труб. Согласно изобретению выгодно, чтобы проходящий внутри трубопровод к своему окончанию сужался (как правило, конусом, например, приблизительно с 80 мм до 50 мм внутреннего диаметра). Таким образом, заканчивающийся внутри трубопровод работает как насосное сопло (см. стр.3/4 заявки на патент Германии DE-A 102006045089), а суспензия S играет роль рабочей струи. В качестве таковой она подсасывает непосредственно за концом внутреннего трубопровода в направлении течения протекающий снаружи регуляторный маточник и смешивается с ним в смесовый поток, который в этом виде поступает в распределительное пространство. При вышеуказанных размерах внутреннего трубопровода внутренний диаметр внешнего трубопровода может составлять, например, 150 мм. При этом расстояние от внутренней стороны стенки наружного трубопровода до наружной стенки внутреннего трубопровода может составлять, например, от 40 до 50 мм (например, 46 мм). Мощность проводимого снаружи потока регуляторного маточника может при этом составлять от 5 до 80 м3/ч, а мощность проводимого внутри потока суспензии - от 10 до 50 м3/ч.
Определение значений давления PK и PV можно осуществлять, например, так, как измерения давления в международной публикации WO 2006/111565. С точки зрения техники применения для этих целей целесообразно использовать мембранный манометр, размещенный за пределами гидравлической промывочной колонны. Через малые открытые сверленые отверстия (типичный диаметр сверленого отверстия 0,1-3 мм), открывающиеся в ведущий к мембранному манометру штуцер, измерительные преобразователи соединяются со внутренним пространством колонны (в принципе, при этом работают аналогично изложенному в DE-A 10211290 и в международной публикации WO 2006/111565). Чтобы предотвратить закупорку вышеуказанных сверленых отверстий и штуцеров в процессе кристаллизации, согласно изобретению целесообразно параллельно обогревать их и манометр небольшим потоком тепла (как правило, в этом контексте достаточно размещения гидравлической промывочной колонны в отапливаемом здании, как это описано, например, в международной публикации WO 03/041832 и заявке США US-A 2009/018347). Разумеется, дифференциальное давление pd можно регистрировать и непосредственно методом измерения дифференциального давления, как это также описано в международной публикации WO 2006/111565. Согласно изобретению в качестве манометров M1 и М2 (ср. с фигурами 1 и 2) предпочтительно применять таковые типа 2088 GS Membransensor, диапазон измерений 0-10 бар, поставляемые фирмой Rosemount. В качестве манометра дифференциального давления М3 (ср. с фигурой 2) для способа согласно изобретению подходят таковые типа 3051 CD Differenzmembransensor, диапазон измерений 0-500 мбар, поставляемые фирмой Rosemount.
Целесообразно, чтобы каждое конкретное сверленое отверстие заканчивалось на внутренней стороне данного конкретного пространства гидравлической промывочной колонны заподлицо. С точки зрения техники применения целесообразно, чтобы диаметр таких открытых сверленых отверстий при взгляде изнутри колонны составлял ≤5 мм, часто ≤3 мм и как правило ≥0,1 мм. Применительно к прохождению через стенку с точки зрения техники применения целесообразна возможность того, чтобы диаметр сверленого отверстия в направлении ко внутреннему пространству колонны непрерывно или ступенчатым образом уменьшался.
Пока в рамках запуска согласно изобретению не будет достигнут момент времени tS, согласно изобретению предпочтительно, чтобы теплообменник W, подающий насос Р1 (по меньшей мере, с момента начала подачи потока суспензии ST*) и вращающееся отделяющее устройство не работали, и предпочтительно, чтобы протекание через выпуск А было заблокировано.
В принципе, однако, вышеуказанные элементы уже могут быть в ограниченном объеме введены в эксплуатацию. Если протекание через выпуск А до момента времени tS уже в ограниченной степени открыто, то при проведении заполнения согласно изобретению это следует соответствующим образом учитывать, задавая силу потока ST*, а также при необходимости SL*. Кроме того, вращательные движения выводного устройства должны быть не слишком сильными, поскольку это отрицательно влияет на процесс закрытия (формирования сплошного) слоя кристаллов, а также его дальнейшего формирования. Тепловая мощность теплообменника W отличаться от нуля уже до момента времени tS, чтобы при заполнении суспензией S расплавлять попадающие в контур расплава кристаллы акриловой кислоты. С точки зрения техники применения целесообразно, однако, чтобы до наступления момента времени tS она не превышала 50% от тепловой мощности, используемой при стационарной работе со способом разделения (например, она может составлять 10% или 20% от этой тепловой мощности). Под тепловой мощностью при этом подразумевают поток тепла, отдаваемый в контур расплава. Ее можно регулировать по потребности, варьируя надлежащим образом температуру теплоносителя (в норме, как уже упомянуто, она колеблется в пределах от 25 до 40°C), и/или варьируя силу его потока.
Когда при запуске согласно изобретению достигают момента времени tS, подачу потока ST* суспензии S в распределительное пространство (как уже сказано, целесообразно - сначала при не вращающемся выводном устройстве и не находящемся в работе контуре расплава), а также подачу, возможно, также применяемого потока регуляторного маточника SL* прерывают. Вслед за этим вводят в эксплуатацию контур расплава и начинают вращение выводного устройства, причем последовательность запуска отдельных их элементов по существу может быть любой. Предпочтительно, однако, чтобы последовательность была такой, как описано ниже.
Согласно изобретению выгодно сначала задать тепловую мощность теплообменника W (по работающему подающему насосу Р1) примерно на 50-80% его мощности при стационарной эксплуатации. Потом запускают подающий насос Р1, а затем - вращение выводного устройства (обоим задают рабочие параметры, соответствующие стационарному состоянию).
Начиная с момента, когда запущено вращение выводного устройства, возобновляют подачу суспензии S из источника QS по подающим соединениям E1, E2 через распределительное пространство и сквозь проходы U в рабочее пространство промывочной колонны. То же самое справедливо для применяемого, возможно, потока регуляторного маточника. При этом последовательность запуска значения не имеет.
При этом мощности потоков выбирают так, что слой кристаллов и его уровень (фронт формирования) начинают двигаться вниз. Необходимые для этого мощности (силы) потоков суспензионного маточника и при необходимости регуляторного маточника при этом не обязательно должны быть выше таковы, которые использовали при запуске согласно изобретению до момента времени tS; согласно изобретению предпочтительно в плоть до момента времени tS все время использовать по существу постоянные потоки и силы потоков). В принципе, при необходимости даже при неизменных в остальном потоках даже меньших, чем до момента времени tS, значений скорости потока может быть достаточно, чтобы добиться того, чтобы не только слой кристаллов, но и его уровень (его фронт формирования) начал двигаться вниз. Это обусловлено тем, что при запуске согласно изобретению до момента времени tS плотность формирующегося слоя кристаллов возрастает.
Вследствие этого также и при сохранении скорости потока отработанного маточника возникает, а с увеличением длительности эксплуатации и возрастает, потеря давления, которой при повторном вводе в эксплуатацию после прохождения момента tS может оказаться достаточно, чтобы привести слой кристаллов и его уровень в движение.
В менее выгодных случаях, однако, чтобы привести слой кристаллов и его уровень (фронт формирования) в движение, может потребоваться поток отработанного маточника на единицу общей площади всех фильтров F, достигающий 250 м3/(м2·ч) или 320 м3/(м2·ч). Более высокие значения, как правило, не требуются.
В особо выгодных случаях уже соответствующим образом нормированного потока отработанного маточника в 40 м3/(м2·ч) может оказаться достаточно, чтобы привести слой кристаллов и его уровень в движение. Уровень слоя кристаллов в рабочем пространстве («фронт формирования») начинает снижаться.
Поскольку к этому моменту уже происходит отделение кристаллов акриловой кислоты с нижнего конца слоя кристаллов выводным устройством, а также их перемещение в пространство плавки кристаллов и плавление в контуре расплава, с точки зрения техники применения теперь целесообразно запустить ингибирование полимеризации в контуре расплава (добавление ингибитора полимеризации и при необходимости воздуха или другого газа, содержащего кислород).
Разумеется, способ согласно изобретению из соображений безопасности необходимо реализовывать в присутствии ингибиторов полимеризации, чтобы исключить нежелательную радикальную полимеризацию акриловой кислоты.
В то время как в маточнике суспензии S ингибиторы полимеризации, как то: фенотиазин (ФТЗ) и/или монометиловый эфир гидрохинона (МЭГХ), обычно присутствуют в повышенных количествах (обогащенная суспензия), что обусловлено кристаллизацией в суспензии, используемой для ее создания, кристаллы акриловой кислоты, взвешенные в суспензии S, обычно обеднены ингибиторами полимеризации, поскольку эти последние обычно не встраиваются в формирующиеся при кристаллизации кристаллы.
Если в контуре расплава плавят такие кристаллы, отделенные от слоя кристаллов, то в той точке, где происходит это плавление, имеет место недостаточное ингибирование образующегося расплава. Такое недостаточное ингибирование означает повышенный риск нежелательной и ускоряющей саму себя из-за выделения полимеризационной теплоты радикальной полимеризации акриловой кислоты, в силу чего этому риску необходимо противодействовать.
Такое противодействие можно сравнительно просто осуществлять путем добавления в контур расплава в направлении течения после теплопередатчика W (если этот последний интегрирован в подающее соединение G1), но до всасывающей стороны подающего насоса Р1 раствора соответствующего ингибитора (сравнительно высокой концентрации) в чистом продукте (в расплаве предварительно выделенных с очисткой кристаллов акриловой кислоты); добавление после нагнетающей стороны подающего насоса Р1 обусловливает повышенное давление подачи, но принципиально возможно).
Согласно изобретению целесообразно добавлять этот раствор ингибитора при той температуре (например, через Т-образный элемент), которую имеет контур расплава в месте добавления. Нередко, однако, раствор ингибитора добавляют при температуре в пределах от 15 до 35°C. Типичные значения содержания ингибитора в таком добавляемом растворе ингибитора составляют, например, от 0,1 до 1,5 вес.% ФТЗ и/или 0,1-5 вес.% МЭГХ. Относительно массового потока в выпуске А массовый поток раствора ингибитора, добавляемого в контур расплава, составляет, как правило, от 0,1 до 10%, предпочтительно - от 0,5 до 3%. Если ингибирование осуществляют посредством ФТЗ, то его массовая доля в пространстве плавки кристаллов и в выпуске А составляет обычно от 50 до 500 вес.-ppm. Если ингибирование осуществляют посредством МЭГХ, то его массовая доля в пространстве плавки кристаллов составляет обычно от 10 до 500 вес.-ppm. В частности, если ингибирование полимеризации в контуре расплава осуществляют с помощью МЭГХ (вид ингибирования полимеризации определяется в первую очередь предполагаемым применением чистого продукта, изъятого из выпуска А. Если предполагается применять выпущенный чистый продукт в первую очередь в реакциях полимеризации, то ингибирование проводят предпочтительно «складским ингибитором МЭГХ», если же предполагается применять выпущенный чистый продукт в химических процессах, отличных от реакций полимеризации, то предпочтительно ингибировать ингибитором для процессов ФТЗ - прежде всего тогда, когда в химическом процессе имеют место термические нагрузки), то дополнительно проводят соингибирование путем введения (например, вдувания) газа, содержащего молекулярный кислород, в контур расплава. В качестве таких газов, содержащих молекулярный кислород, можно рассматривать прежде всего смеси молекулярного кислорода и инертного газа (например, N2, CO2, He, Ar); предпочтительно, чтобы газ, содержащий молекулярный кислород, был свободен от водяного пара (предварительно высушен) и не содержал частиц твердых веществ (предварительно фильтрован). Само собой разумеется, что можно добавлять и чистый молекулярный кислород. Согласно изобретению в качестве содержащего молекулярный кислород газа предпочтительно добавлять воздух.
Согласно изобретению выгодно, чтобы добавление газа, содержащего молекулярный кислород, в контур расплава по направлению течения расплава происходило на стороне нагнетания подающего насоса Р1 после выпуска А.
В целях добавления в контур расплава газа, содержащего молекулярный кислород, отдавленный от подающего насоса Р1 поток расплава кристаллов разделяют с помощью Т-образного патрубка на два частных потока с одинаковым содержанием. Соотношение мощностей этих потоков целесообразно задавать с помощью двух арматур (50) и (51). Теперь имевшаяся ранее блокировка этого разделения отменена. Меньший из двух частных потоков (он, как правило, составляет по меньшей мере 5%, но в норме, однако, не более 20% совокупного потока, имевшего место до разделения; другой частный поток называют основным частным потоком) проходит по отрезку введения кислорода (например, в качестве рабочей струи - по соплу струйного насоса (см. заявку на патент германии DE-A 102006045089), в которое всасывается газ (предпочтительно воздух), содержащий молекулярный кислород). В простейшем случае содержащий молекулярный кислород газ подают из трубопровода нагнетания через Т-образный элемент в начале отрезка введения (53). При этом предпочтительно, чтобы газ, содержащий молекулярный кислород, имел ту же температуру, что и контур расплава в месте подачи. Во многих случаях, однако, его температура соответствует температуре окружения (≥15°C и ≤35°C).
После прохождения достаточно длинного участка смешения частный поток, получивший добавку потока газа, содержащего молекулярный кислород, проводят через газовый сепаратор (газоотделитель) (52), чтобы снова отделить не растворившийся в нем газ. Эта мера имеет целью воспрепятствовать тому, чтобы такой нерастворенный газ при дальнейшей реализации способа собирался под нижним концом слоя кристаллов в форме газового пузыря и в силу этого ослаблял движение промывочного расплава из пространства плавки кристаллов вверх в слой кристаллов и в итоге - промывное действие гидравлической промывочной колонны.
В принципе, в качестве такого газоотделителя можно применять все известные типы газовых сепараторов, как это приведено, например, в европейской заявке ЕР-А 492400. К ним относятся центрифужные сепараторы (например, циклонные сепараторы), а также гравитационные сепараторы. Последние, в силу своей простой конструкции и одновременно удовлетворительной эффективности разделения, предпочтительны согласно изобретению. Наконец, для этого достаточно бака, оснащенного отбойными щитками. При этом в простейшей форме исполнения вышеупомянутый частный поток направляют в середину бака, на размещенные там отбойные щитки. На верхнем конце бака находится выпуск для отделенного в области отбоя (удара) газа, обладающего меньшим удельным весом (54), а в нижней части бака находится выпуск для жидкой фазы, удельный вес которой больше.
После газового сепаратора частный поток, обогащенный молекулярным кислородом, и основной частный поток снова объединяют в общий поток.
Вслед за запуском ингибирования полимеризации целесообразно снизить сначала мощность потока регуляторного маточника, который предпочтительно применять согласно изобретению, чтобы уровень слоя кристаллов не продолжал снижаться, а остановился на желательной высоте. Затем с точки зрения техники применения целесообразно открыть проток через выпуск А. Для этой цели на выпуске обычно смонтирован клапан или другая арматура.
Проток открывают лишь настолько, чтобы из пространства плавки кристаллов поднимался достаточный поток жидкости в слой кристаллов, который необходимо двигать на выводное устройство.
Сначала целесообразно ограничить проток через выпуск А еще настолько, чтобы поднимающаяся из пространства плавки кристаллов жидкость доходила до фильтров F и в качестве компонента потока отработанного маточника через фильтры F и фильтровальные трубы выходила бы из рабочего пространства (менее целесообразно путем соответствующего регулирования протока через выпуск А с самого начала задавать уровень подъема ниже нижнего края фильтров F).
Теперь целесообразно запустить регуляцию температуры контура циркуляции расплава кристаллов и установить тепловую мощность теплообменника W на таком уровне, чтобы температура в контуре циркуляции расплава кристаллов по ту сторону теплообменника W превышала температуру кристаллообразования чистых кристаллов, выведенных из расплава кристаллов (14°C), не более чем на 10 либо же 5°C, предпочтительно - не более чем на 3 или 2°C, а особо предпочтительно - не более чем на 1°C (обычно, однако, ≥0,01°C); сначала возможно ручное регулирование, до передачи его автоматике; последнее реализуют с помощью соответствующих термоэлементов и термометров сопротивления.
В конце концов, с точки зрения техники применения целесообразно, чтобы проток через выпуск А был постоянно или с определенными временными промежутками открыт, пока на высоте слоя кристаллов под фильтрами F, выбранной в качестве желательного положения фронта промывки в слое кристаллов, не установится выбранная в качестве регулируемого параметра температура слоя кристаллов (должная температура), находящаяся между 14°C и температурой суспензии кристаллов, подаваемой в распределительное пространство. Например, регулируемым параметром (должной температурой) можно выбрать среднее арифметическое значение, полученное по обеим температурам (см. DE-A 10036881 и международную публикацию WO 02/09839). С этого момента протекание через выпуск А можно регулировать автоматически через отклонение температуры, измеренной на высоте слоя кристаллов, предусмотренной для положения промывочного фронта, от так называемой должной температуры. Если температура, измеренная на высоте слоя кристаллов, предусмотренной для положения промывочного фронта, ниже выбранной должной температуры, протекание через выпуск А уменьшают. Если температура, измеренная на высоте слоя кристаллов, предусмотренной для положения промывочного фронта, выше выбранной должной температуры, протекание через выпуск А повышают (например, открывая соответствующий регулировочный клапан).
Например, фронт фильтрации можно сравнительно просто удерживать на желательной высоте путем регулирования силы потока регуляторного маточника, который согласно изобретению также применяют, посредством регистрации уровня слоя кристаллов (фронта формирования) с помощью измерительной техники согласно теоретическому изложению международной публикации WO 2006/111565.
В процессе дальнейшей реализации способа разделения количественный поток добавляемого в чистый продукт раствора ингибитора относительно выводимого из выпуска А количественного потока чистого продукта регулируют автоматически и с точки зрения техники применения остроумно (в случае газа, содержащего молекулярный кислород, сохраняют добавление в избытке с последующим отделением избытка).
Посредством пробоотбора из материального потока, выводимого из выпуска А, и анализа проб целесообразным способом определяют, с какого момента выводимый материальный поток обладает желательной чистотой. С этого момента выпускаемый поток можно, например, направлять в бак складирования чистого продукта. Выпущенные ранее материальные потоки, еще не имеющие достаточной чистоты, можно, например, в целях рекристаллизации их возвращать в процесс кристаллизации для создания суспензии S. В качестве альтернативы их можно также возвращать в точку создания материального потока, в которой путем кристаллизации в суспензии образуется суспензия S (например, на этап фракционированной конденсации газовой смеси продукции, получаемой при частичном окислении пропана и/или пропилена в газовой фазе с гетерогенным катализом в целях производства акриловой кислоты, как это описано в международных публикациях WO 01/77056 и WO 08/090190 применительно к отделенному в гидравлической промывочной колонне маточнику).
Теперь процесс разделения перешел в свое стационарное рабочее состояние.
В случае промышленного применения способа согласно изобретению количество фильтровальных труб в гидравлической промывочной колонне может составлять от 3 до 200 или больше. В пересчете на единицу площади сечения рабочего пространства гидравлической промывочной колонны их типичное количество составляет 10-100 на м2. Длина промывочной зоны обычно составляет от 0,5 до 20, предпочтительно от 1 до 8, а крайне предпочтительно - 2-5 значения расстояния от ближайшей к оболочке рабочего пространства фильтровальной трубы до образующей поверхности (это расстояние, как правило, равно 25-500 мм, нередко 40-250 мм, часто от 80 до 200 мм).
Типичные значения внутреннего диаметра фильтровальных труб при реализации способа согласно изобретению составляют от 5 до 200 мм, нередко от 10 до 100 мм, а во многих случаях от 20 до 80 мм. При этом обычная толщина стенок фильтровальных труб равна от 1 до 10 мм. Как уже упомянуто, с точки зрения техники применения целесообразно, чтобы в фильтровальных трубах на заданной высоте имелся фильтр F, который, как правило, простирается по всей образующей фильтровальной трубы. Высота фильтровальных элементов F нередко составляет от 20 до 200 мм. Перфорация фильтровального элемента F, обусловливающая его фильтрующее действие, может быть выполнена как пробоем (круглые отверстия), так и прорезями (продолговатые отверстия). При реализации способа согласно изобретению предпочтительно, чтобы ширина прорези либо же диаметр отверстия составляли от 50 до 400, например, 100-300 мкм. Согласно изобретению предпочтительно, чтобы наружный и внутренний диаметры фильтровальной трубы по ее длине были постоянны. Согласно изобретению целесообразно, чтобы конструкция (вид) фильтровальных труб гидравлической промывочной колонны, пригодной к применению согласно изобретению, были единообразны. Как уже сказано, в направлении вниз за фильтровальным элементом F фильтровальной трубы следует вытеснитель фильтровальной трубы (38). В него жидкость проникать не должна. Он может быть изготовлен в форме цилиндра, конуса или в виде комбинации этих форм. Наружный диаметр примыкания, как правило, идентичен наружному диаметру фильтровального элемента. Согласно изобретению предпочтительно, чтобы вытеснитель фильтровальной трубы состоял из материала с малой теплопроводностью (например, тефлона или полиэтилена). Длина вытеснителя фильтровальной трубы в норме составляет от 50 или 100 до 500 мм.
Длина зоны промывки составляет при реализации способа согласно изобретению, как правило, от 50 до 500 мм. Общая высота уплотненного слоя кристаллов (уплотненного фильтровального кека) в гидравлической промывочной колонне обычно составляет при реализации способа согласно изобретению от 300 до 4000 мм, часто от 400 до 3000 мм, во многих случаях от 500 до 2000 мм или от 600 до 1500 либо же до 1000 мм.
Давление нагнетания (приведенное как превышение над атмосферным) в гидравлической промывочной колонне нередко составляет до 10 бар, во многих случаях до 8 бар, и часто от 1 до 5 бар либо же от 0,5 до 4 бар. Падение гидравлического давления потока маточника подаваемой суспензии S составляет, как правило, ≥100 мбар до ≤5 бар либо же до ≤10 бар. Что касается распределения фильтровальных труб гидравлической промывочной колонны по ее сечению, согласно изобретению целесообразно действовать так, как рекомендовано в европейской заявке ЕР-А 1448282. Длина фильтровальных труб (без учета вытеснителя фильтровальных труб) соответствует длине L рабочего пространства за вычетом вышеуказанной длины на промывочную зону.
Из-за вызванного примесями снижения температуры замерзания температура суспензии S, подаваемой в рабочее пространство гидравлической промывочной колонны, необходимым образом ниже, чем температура кристаллообразования выпускаемого из выпуска А чистого продукта (промывочного расплава). Поэтому в области фронта промывки происходит выравнивание температур холодных кристаллов, имеющих происхождение в суспензии S, и промывочного расплава, при каковом выравнивании промывочный расплав частично или полностью рекристаллизуется (эта повторная кристаллизация представляет собой еще один механизм очистки). Благодаря этому, возвращают по меньшей мере часть промывочного расплава. Описанная рекристаллизация промывочного расплава вносит свой вклад в стабилизацию и формирование промывочного фронта и выражена тем сильнее, чем больше разность между температурой суспензии S и более высокой температурой кристаллообразования промывочного расплава. В принципе, вышеупомянутая разность температур, на которую в числе прочего можно влиять посредством выбранной степени кристаллизации суспензии S, может составлять 15°C и более. Во многих случаях задают разность температур в 4-10°C, а при меньшей степени загрязнения маточника (при меньшем количестве примесей) - нередко всего лишь в 2-4°C. Если удается добиться количественной рекристаллизации (фронт промывки располагается ниже нижнего края фильтров F), то из контура циркуляции расплава кристаллов в итоге возможно вывести 100% потока кристаллов, поданного в рабочее пространство, в качестве потока чистого продукта (массовая мощность обоих потоков по существу одинакова, потери промывочного расплава отсутствуют). Если разница между температурой суспензии S и температурой промывочного расплава становится слишком велика, то это может привести к закрытию пор в уплотнившемся слое кристаллов, что отрицательно влияет на надлежащую реализацию процесса разделения.
Положение фронта промывки на фильтрах F обычно сопровождается рекристаллизацией поднимающегося вверх потока промывочного расплава, не имеющей количественного характера. Следовательно, часть этого потока отводят в виде компонента потока отработанного маточника.
Если в каждый конкретный момент при запуске согласно изобретению до момента tS во время подачи потока ST* через фильтры F фильтровальных труб значение суммарного потока отработанного маточника SM*, деленное на совокупную площадь всех фильтров F, преимущественно очень низко (например, <20 м3(м2·ч)), то возрастает возможность того, что при вводе в эксплуатацию контура циркуляции расплава кристаллов после момента времени tS поток промывочного расплава непроизвольным образом поднимется до фильтров F. Начинающаяся на них рекристаллизация в некоторых случаях способна закупорить отверстия фильтров и потребует применения рекомендованной в европейской заявке ЕР-А 1448282 промывочной жидкости (обычные значения потоков промывочной кислоты (например, слегка подогретых потоков маточника) на каждый фильтр F составляют от 10 до 1000 л/ч, предпочтительно 50-200 л/ч). Поэтому при запуске согласно изобретению предпочтительны значения потоков отработанного маточника, которые при нормировании на совокупную площадь фильтров F составляют ≥20 м3(м2·ч).
Кроме того, для реализации способа согласно изобретению целесообразно увеличить сечение гидравлической промывочной колонны незадолго до (при взгляде сверху) вращающегося выводного устройства (на 5-100 мм по диаметру). Это позволяет сделать выводное устройство несколько большего радиуса, чем слой кристаллов (в принципе, однако, оно может быть и меньше слоя), что способствует равномерному выведению кристаллов по всему сечению слоя кристаллов. Чтобы улучшить суспендирование кристаллов, отделяемых вращающимся выводным устройством в расплаве кристаллов, находящемся в пространстве плавки кристаллов, имеет смысл закрепить на приводном валу выводного устройства ниже последнего лопасти, перемешивающие содержимое пространства плавки. Этой цели могут также служить подкрепляющие элементы (например, ребра жесткости или пластинки, в которых, как правило, имеются сквозные отверстия), которые располагаются между предназначенными для крепления выводного устройства на валу втулками и самим выводным устройством и имеют большую площадь, а также ограничители потока, закрепленные на внутренней поверхности пространства плавки кристаллов (см. оба элемента на фигуре 2 европейской заявки на патент ЕР-А 1448282).
Сквозные проходы U по меньшей мере одного дна В предназначены при реализации способа согласно изобретению для того, чтобы обеспечить по возможности равномерную по сечению рабочего пространства подачу суспензии S из распределительного пространства в рабочее пространство. Согласно изобретению целесообразно, чтобы проходы U были равномерно распределены по дну В. Предпочтительно, чтобы сквозные проходы U характеризовались круглой формой отверстий и постоянным по длине сквозного прохода U сечением.
Целесообразно, чтобы отверстия сквозных проходов U имели площадь сечения, которая применительно к круглой форме соответствует диаметру в 15-300, предпочтительно 50-150 мм.
Высота (длина) сквозных проходов U при реализации способа согласно изобретению может составлять до 1000 мм (в каждом случае при измерении от распределительного пространства до рабочего пространства). Как правило, она составляет по меньшей мере от 50 до 200 мм. Нередко она равняется 400-800 мм. Соотношение совокупной площади всех обращенных к рабочему пространству отверстий сквозных проходов U к совокупной площади сечения рабочего пространства нередко составляет при реализации способа согласно изобретению от 0,10 до 0,60, а во многих случаях от 0,20 до 0,40.
В соответствии с рекомендациями европейской заявки ЕР-А 1448282 в распределительном пространстве, помимо имеющего сквозные проходы U дна В могут находиться вспомогательные распределительные устройства, которые способствуют максимально возможной равномерной подаче суспензии S (по сечению рабочего пространства) из распределительного пространства в рабочее пространство. В качестве таких вспомогательных распределительных устройств можно использовать, например, размещенные в распределительном пространстве пакеты. Таким вспомогательным распределительным устройством может, однако, быть и мешалка, перемешивающая содержимое распределительного пространства и поддерживающая таким образом максимально возможное гомогенное его состояние. Прочие возможные вспомогательные распределительные устройства - это, например, распределительный конус согласно фигуре 2 европейской заявки ЕР-А 1448282 или направляющие пластины согласно фигуре 7 европейской заявки ЕР-А 1448282. В качестве вспомогательного распределительного устройства можно также, однако, использовать и вставленные друг в друга (чередующиеся на определенном расстоянии друг от друга) «воронки», как это показано на фигуре 2 настоящей публикации (46). При этом носики воронок в каждом случае вставлены в подводящие патрубки распределительного пространства, а раструбы воронок - в распределительное пространство. Суспензия S течет по направлению к сечению распределительного пространства между соседствующими поверхностями раструбов воронок, будучи равномерно распределена по этому сечению. Размещение вытеснителя (43) в центре рабочего пространства гидравлической промывочной колонны, как это рекомендовано в европейской заявке ЕР-А 1448282, также благоприятно для повышения равномерности формирования слоя кристаллов. Центральный вытеснитель в норме имеет форму цилиндра круглого сечения, наружный диаметр которого обычно больше, чем таковой фильтровальной трубы. В принципе, однако, у расположенного по центру вытеснителя на высоте фильтров F фильтровальных труб также может быть фильтр, соответствующий по высоте фильтрам F, а внутри вытеснитель может быть полым, в силу чего он берет на себя роль более крупной фильтровальной трубы. В этом случае применительно к обстоятельствам настоящего изобретения вытеснитель следует учитывать и использовать как фильтровальную трубу. Таким образом, особо пригодные для способа согласно изобретению гидравлические колонны - это, в частности, таковые, которые соответствуют изложенному в европейской заявке ЕР-А 1448282, а также в заявке на патент Германии №102009000987.6. Одна из форм исполнения такой гидравлической промывочной колонны (0) показана на фигуре 2 настоящей публикации.
Согласно изобретению целесообразно, чтобы у гидравлической промывочной колонны (0) согласно фигуре 2 распределительное пространство (А) было отделено от рабочего пространства (В) дном В (32) и еще одним дном В* (39), которые со своей стороны задают цилиндрическое пространство. В обоих доньях имеются отверстия (предпочтительно - круглые сверленые отверстия (дырки)), причем отверстия в дне В* (39) связаны с частью (второй частью) отверстий дна В (32) сквозными соединительными элементами, сквозными проходами U (26) (оба отверстия открываются в сквозной проход U (26)). По сквозным проходам U (26) подлежащая разделению суспензия S попадает в рабочее пространство (В) промывочной колонны (0).
В дне В (32) дополнительно имеется первая часть отверстий, не имеющих аналога в дне В* (39) и открывающихся в фильтровальные трубы (6). Предпочтительно, чтобы и эта вторая часть отверстий представляла собой круглые сверленые отверстия (дырки).
Эта первая часть отверстий, равно как и фильтровальные трубы (6), открывающиеся в эти отверстия, предпочтительно равномерно распределены по сечению дна В (32), как это показано, например, на фигуре 3 европейской заявки ЕР-А 1448282.
Это равномерное распределение преимущественно задает равносторонние треугольники. Согласно изобретению выгодно, чтобы вторая часть отверстий дна В (32) располагалась в центрах таких треугольников. Предпочтительно, чтобы эта вторая часть отверстий также была равномерно распределена по сечению дна В (32). Согласно изобретению предпочтительно, если по существу все центры треугольников заняты отверстиями, принадлежащими ко второй части.
Пространство вокруг сквозных проходов U (26) образует сборное пространство (27) для отработанного маточника, который выводят из промывочной колонны (2).
Для способа согласно изобретению предпочтительно, чтобы между пространством сбора отработанного маточника (27) и пространством распределения суспензии (А) в качестве еще одного пространства имелось пространство подачи промывной жидкости (40), которое можно создать введением промежуточного дна В** (41). При этом сквозные проходы U (26) проводят через промежуточное дно В** (41) по существу с герметичным разделением (уплотнением). Кроме того, в промежуточном дне В** (41) имеются отверстия (предпочтительно круглые сверленые отверстия (дырки), в которые открываются промывочные (промывные) трубы (42), распределенные по сечению подобным же образом, как и фильтровальные трубы (6) и входящие в соответствующую фильтровальную трубу (6) в до нижней трети конкретного фильтровального элемента (7). Согласно изобретению целесообразно выбирать наружный диаметр промывных труб (42) так, чтобы он составлял от 0,3 до 0,6 от внутреннего диаметра фильтровальных труб (6). В нижней трети на наружной стенке каждой промывочной трубы (42) полезно расположить центровочные кулачки, которые обеспечивают центрованное положение данной конкретной промывочной трубы (42) в соответствующей фильтровальной трубе (6).
Отверстия в дне В** (41) выгодно выполнить так, чтобы их по выбору можно было бы закрывать или открывать. Если они закрыты, в пространство (40) можно подавать любой теплоноситель, чтобы расплавить кристаллические отложения и накипь (корки) на дне В* (39) и на входе в сквозные отверстия U (26). Если отверстия в дне В** (41) открыты, то применяя, например, нагретый, ранее выведенный из промывочной колонны отработанный маточник, можно расплавить кристаллические отложения на фильтровальных элементах F (7).
Согласно изобретению при очистке и отделении кристаллов акриловой кислоты от суспензии S ее кристаллов в маточнике посредством гидравлической промывочной колонны целесообразно действовать таким образом, чтобы как при запуске способа разделения, так и при стационарной эксплуатации предварительно нагретая (до температуры в пределах от 14 до 20 или до 25°C) малая часть потока, отработанного маточника, в общей сложности выведенного из гидравлической промывочной колонны (до 40% либо же до 25%, как правило, однако, по меньшей мере 5% от потока отработанного маточника, в общей сложности выведенного из гидравлической промывочной колонны), была с распределением по всем промывочным трубам (42) в качестве профилактической меры направлена в соответствующие фильтровальные трубы (6), чтобы предотвратить образование накипи (корок, налета) на их фильтровальных элементах F (7). При этом с точки зрения техники применения целесообразно осуществлять вышеупомянутый нагрев посредством принудительного прокачивания этой части потока с помощью соответствующего подающего насоса через непрямой теплообменник, по которому протекает теплоноситель (ср. с фигурой 7 европейской заявки ЕР-А 1448282). За фильтровальными элементами F (7) обычно следуют вытеснители фильтровальных труб (38). В центре рабочего пространства (В) промывочной колонны (0) располагается центральный вытеснитель (43), предпочтительно выполненный в виде цилиндра круглого сечения. Применительно к его размерам и материалам изготовления, настоящим дана ссылка на изложенное в европейской заявке ЕР-А 1448282. Предпочтительно, чтобы центральный вытеснитель (43) был зафиксирован (статически закреплен) на дне В (32), которое, как правило, в области крепления не имеет пропусков и отверстий, и выступал бы над выводным устройством (16) (например, над диском с ножами) примерно на 1-20 мм. Он, однако, может быть и жестко связан с диском с ножами и в силу этого быть выполнен вращающимся совместно с последним. С точки зрения техники применения целесообразно, чтобы отходящие от приводного вала (18) в пространстве плавки кристаллов (С) в радиальном направлении лопатки (перемычки) (44), оснащенные отверстиями, несли (поддерживали) выводное устройство (диск с ножами) (16).
Сочетание распределительного конуса (45) и расположенной над ним совокупности чередующихся на определенном расстоянии друг от друга воронок (46) играют роль дополнительного вспомогательного распределительного устройства в распределительном пространстве А. При этом носики воронок открываются в подводящий патрубок (47) распределительного пространства, а раструбы воронок выступают над распределительным конусом. Предохранительная разрывная пластина (48) в подающем соединении Е2 (34) обеспечивает защиту от недопустимого с точки зрения техники безопасности избыточного давления. В смесителе (49) подающее соединение Е2 (34) и подающее соединение С2 (36) соединяют. С точки зрения техники применения целесообразно осуществлять объединение двух подающих соединений Е2, С2 в виде коаксиальных трубопроводов. При этом целесообразно проводить суспензию S по внутреннему из двух трубопроводов, а регуляторный маточник - по внешнему трубопроводу. На участке смешения до входа в распределительное пространство внутренний трубопровод кончается, а в качестве теперь уже общего подающего соединения Е2, С2 в направлении распределительного пространства продолжают только наружный трубопровод. Проведенный внутри трубопровод имеет коническое сужение в направлении выхода и на выходе работает как насосное сопло с суспензией S в качестве рабочей струи, которая на расположенном следом отрезке смешения подсасывает проводимый снаружи регуляторный маточник и благодаря этому смешивается с ним.
Предпочтительно, чтобы манометр М3 представлял собой манометр дифференциального давления типа 3051 CD Differenzmembransensor, диапазон измерений 0-500 мбар, поставляемый фирмой Rosemount, предоставляющий непосредственный доступ к информации о разнице давлений между точками измерения непосредственно над сквозным проходом U (26) в распределительном пространстве и непосредственно под сквозным проходом U (26) в рабочем пространстве. В остальном идентичные обозначения на фигуре 2 имеют тот же смысл, что и на фигуре 1.
На фигуре 3 настоящей публикации представлены качественным образом изменения давления PK и PV, а также дифференциального давления pd вплоть до прохождения момента времени tS. По оси абсцисс при этом представлено время (tS располагается, как правило, в пределах от 10 мин до 2 ч), а по оси ординат - давление в бар. При запуске, представляющем основу для фигуры 3, гидравлическую промывочную колонну, включая ее контур расплава, сначала целиком заполнили маточником подлежащей обработке суспензии S в качестве стартовой жидкости AT.
Способ запуска процесса очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике согласно изобретению выгоден, в частности, тогда, когда суспензия S характеризуется сравнительно высоким общим молярным содержанием отличных от акриловой кислоты компонентов относительно молярного содержания акриловой кислоты.
Таким образом, способ согласно изобретению пригоден, в частности, для отделения кристаллов акриловой кислоты, имеющей происхождение в газовой смеси продукции частичного окисления в газовой фазе С3-соединений-предшественников акриловой кислоты (например, пропана, пропилена, акролеина, пропионовой кислоты, пропанола, глицерина и/или пропионового альдегида) с гетерогенным катализом (см., например, международную публикацию WO 2004/035514, заявки на патент Германии DE-A 10 2007004960, DE-A 10243625 и DE-A 10323758).
Соответственно этому в качестве пригодных к применению согласно изобретению суспензий S можно рассматривать, например, все таковые, которые описаны в заявке на патент Германии DE-A 10 2007043759, международной публикации WO 01/77056, заявках на патент Германии DE-A 10 2007043758, DE-A 10 2007043748 и DE-A 10 2007004960.
Такие суспензии S могут содержать, например, один из следующих наборов компонентов:
≥70 вес.% акриловой кислоты,
до 15 вес.% уксусной кислоты,
до 5 вес.% пропионовой кислоты,
до 5 вес.% низкомолекулярных альдегидов,
до 3 вес.% ингибиторов полимеризации,
от 0 до 5 вес.% диакриловой кислоты (аддукта Михаэля) и
до 25 вес.% воды,
или
≥80 вес.% акриловой кислоты,
≥100 вес. ppm и ≤10 вес.% уксусной кислоты,
≥10 вес. ppm и ≤5 вес.% пропионовой кислоты,
до 5 вес.% низкомолекулярных альдегидов,
до 3 вес.% ингибиторов полимеризации,
от 0 до 5 вес.% диакриловой кислоты (аддукта Михаэля) и
до 10 вес.% воды,
или
≥90 вес.% акриловой кислоты,
≥100 вес. ppm и ≤5 вес.% уксусной кислоты,
≥10 вес. ppm и ≤2 вес.% пропионовой кислоты,
до 2 вес.% низкомолекулярных альдегидов,
до 2 вес.% ингибиторов полимеризации,
от 0 до 3 вес.% диакриловой кислоты (аддукта Михаэля) и
до 9 вес.% воды,
или
≥95 вес.% акриловой кислоты,
≥100 вес. ppm и ≤3 вес.% уксусной кислоты,
≥10 вес. ppm и ≤2 вес.% пропионовой кислоты,
до 2 вес.% низкомолекулярных альдегидов,
до 2 вес.% ингибиторов полимеризации,
от 0 до 2 вес.% диакриловой кислоты (аддукта Михаэля) и
до 4,9 вес.% воды,
или
от 93 до 98 вес.% акриловой кислоты,
от 1 до 5 вес.% воды,
от 0,001 до 3 вес.% акролеина,
≥0 и до 3 вес.% метакролеина,
≥0 и до 3 вес.% метакриловой кислоты,
от 0,1 до 3 вес.% уксусной кислоты,
от 0,01 до 3 вес.% пропионовой кислоты,
от 0,001 до 3 вес.% формальдегида,
от 0,001 до 3 вес.% альдегидов, отличных от формальдегида,
от 0,01 до 3 вес.% малеиновой кислоты и
≥0 и до 3 вес.% протоанемонина,
Все вышеуказанное справедливо, в частности, тогда, когда суспензия S содержит по меньшей мере 0,1 вес.% воды.
Кроме того, это справедливо, в частности, тогда, когда суспензия S содержит не более 99 либо же не более 98 вес.% акриловой кислоты.
Разумеется, это справедливо также и тогда, когда выполняются оба вышеуказанных условия.
Т.е. суспензии S, которые содержат от ≥70 до ≤99 вес.% акриловой кислоты и ≥0,1 вес.% воды (нередко ≤20 вес.% или ≤10 вес.% воды), можно с особой выгодой применять при реализации способа согласно изобретению.
Если способ очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с помощью промывочной колонны находится в стационарном рабочем состоянии (такое состояние характеризуется тем, что рабочие условия по времени эксплуатации в основном остаются неизменными), то ввиду внезапно изменившегося рыночного спроса может потребоваться повысить или понизить объем прохождения через гидравлическую промывочную колонну (производительность), чтобы повысить или понизить мощность потока чистого продукта, выпускаемого через выпуск А.
Обычно такое повышение объема прохождения необходимым образом связано с повышением силы подаваемого в распределительное пространство потока суспензии кристаллов S до нового стационарного значения, в то время как прочие показатели суспензии S в норме остаются по существу неизменными. С точки зрения техники применения такое увеличение нагрузки на гидравлическую промывочную колонну суспензией S выгодно реализовывать следующим образом. Повышение осуществляют шагами по 2-10% конкретного исходного значения. После каждого шага выдерживают паузу в 5-30 минут. Если при этом положение слоя (фронта формирования) изменяется нежелательным образом, то проводят соответствующую корректировку потока регуляторного маточника
При снижении нагрузки суспензией S на гидравлическую промывочную колонну, которую ранее эксплуатировали в стационарном рабочем состоянии, например, в порядке реагирования на падающий спрос на чистый продукт) выгодно, напротив, действовать следующим образом. При снижении нагрузки можно за один шаг снижать ее на величину до 50% конкретного исходного значения. Возможно, однако, и снижение шагами размером от 5 до 20%, рассчитанными от той же базы. Последующая пауза длительностью от 1 до 20 минут целесообразна и в данном случае, однако не обязательна.
Соответствующим образом рекомендуется действовать, если дополнительно или сама по себе при отсчете от стационарного рабочего состояния изменяется степень кристаллизации суспензии S и/или размер содержащихся во взвешенном состоянии в суспензии S кристаллов.
Чтобы упорядоченным (правильным) образом завершить реализацию описанного в настоящем тексте и находящегося в стационарном рабочем состоянии (то есть, все приводы разделяющего устройства, а также все соответствующие потоки процедуры разделения, включая постоянную подачу нагретого промывного маточника по всем промывочным трубам (42), работают) способа очистки и отделения кристаллов акриловой кислоты от суспензии S ее кристаллов в маточнике с помощью разделяющего устройства, включающего в себя гидравлическую промывочную колонну (например, показанного на фигуре 2 - все приведенные ниже цифровые и буквенные обозначения относятся к этой фигуре 2), то есть прекратить эксплуатацию, последовательность мер, которые для этого необходимо принять, можно, в принципе, выбирать произвольно (то есть, определенную последовательность прохождения отдельных действий соблюдать не обязательно).
С точки зрения техники применения, однако, для такого вывода из эксплуатации выгодно соблюдать следующую последовательность:
1. В качестве первой меры выключают подающий насос Р2 (8), который при стационарной эксплуатации подает суспензию S кристаллов акриловой кислоты в распределительное пространство (А) гидравлической промывочной колонны.
2. Продолжая работу выводного устройства (диска с ножами) (16) и сохраняя перемещаемый подающим насосом Р3 (13) поток регуляторного маточника (силу которого, как правило, сохраняют неизменной или по потребности повышают), находящийся в рабочем пространстве (В) слой кристаллов выводят из этого пространства до максимально возможной степени (такое выведение слоя кристаллов по существу возможно до той степени, пока из еще имеющегося остаточного слоя кристаллов не начнут выступать части поверхности фильтров (7)).
3. В силу повышения температуры в контуре циркуляции расплава кристаллов (31) до значений выше 15°C и ≤35°C (например, путем повышения интенсивности потока подаваемого в теплопередатчик W (9) теплоносителя) и благодаря сохранению подачи имеющего температуры выше 15°C и ≤35°C промывного маточника через пространство подачи промывной жидкости (40) и промывные трубы (42) остаток слоя кристаллов, еще находящийся при выводе слоя кристаллов в промывочной колонне, расплавляют. Предпочтительно, чтобы во время плавки выводное устройство (16) и подающий насос Р3 (13) для потока регуляторного маточника продолжали работать, чтобы усилить контакт теплого промывного маточника с остающимися кристаллами и способствовать, таким образом, их расплавлению.
В процессе дальнейшей подачи теплого промывного маточника с точки зрения техники применения выгодно продолжать выводить из контура циркуляции расплава кристаллов через регулируемый проток (10) и наружу из выпуска А (3) поток акриловой кислоты (например, в сборный бак; с точки зрения техники применения целесообразно возвращать эту акриловую кислоту из этого бака, например, в конденсационную колонну, в которой подлежащая очистке методом кристаллизации акриловая кислота, возможно, была отделена, например, методом фракционированной конденсации, от газовой смеси продукции частичного окисления в газовой фазе с гетерогенным катализом для изготовления акриловой кислоты; см., например, международную публикацию WO 2001/077056). Таким образом обеспечивают по нарастающей смешивание находящейся в контуре циркуляции расплава кристаллов (31) к началу процедуры вывода из эксплуатации уже исключительно очищенной акриловой кислоты (расплава чистой акриловой кислоты) с применяемым в качестве промывного маточника и обогащенным ингибитором полимеризации отработанным маточником (маточник + регуляторный маточник), что дополнительно стабилизирует контур циркуляции расплава кристаллов и противодействует нежелательной радикальной полимеризации акриловой кислоты в этом контуре.
4. Подачу в контур циркуляции расплава кристаллов (31) содержащего молекулярный кислород газа и чистой акриловой кислоты, содержащей избыточное количество ингибитора полимеризации, что проводили в стационарном режиме в целях стабилизации этого контура, теперь прекращают.
5. На этапах 2-4 из выпуска А (3) выводят объемный поток, который не превышает объемный поток подаваемого теплого промывного маточника, так что рабочее пространство промывочной колонны всегда заполнено конденсированным материалом. Температуру конденсированной фазы, занимающей рабочее пространство промывочной колонны, постоянно регистрируют с помощью температурных датчиков (например, термоэлементов), которые при стационарной эксплуатации можно также применять для регулировки положения промывочного фронта. Если эти измерительные температурные датчики на протяжении периода по меньшей мере в 5 минут, а предпочтительно по меньшей мере 10 минут, показывают температуру в пределах от >16°C до 20°C, то можно полагать, что весь еще находившийся в промывочной колонне при выводе кристаллизат расплавился. Тогда прекращают подачу теплоносителя в теплообменник W (9). После этого останавливают выводное устройство (16) и подающий насос Р(3) (13) для потока регуляторного маточника, а также подающий насос Р(1) (11) для контура циркуляции расплава кристаллов (31).
6. Теперь подачу теплого промывного маточника прекращают.
7. Находящуюся в промывочной колонне жидкость (жидкую акриловую кислоту) теперь сливают до полного опорожнения (например, на расположенном на фигуре 2 в нижнем конце (справа) патрубке может располагаться сливной клапан, через который проводят опорожнение).
Промывочную колонну, выведенную таким образом из эксплуатации и полностью опорожненную, можно позднее снова ввести в эксплуатацию в соответствии со способом согласно изобретению.
Здесь необходимо отметить, что расплавление не выведенного из промывочной колонны остаточного слоя кристаллов можно в процессе вывода из эксплуатации осуществить путем соответствующей подачи теплой воды (например, температурой от 20 до 25°C). Теплую воду можно при этом подавать непосредственно в контур циркуляции расплава кристаллов, либо же как «регуляторный маточник», или как «промывной маточник»
Если реализацию способа очистки и отделения кристаллов акриловой кислоты от суспензии S ее кристаллов в маточнике с помощью разделяющего устройства, включающего в себя гидравлическую промывочную колонну (например, показанного на фигуре 2), находящегося, как описано в настоящем тексте, в стационарном рабочем состоянии, необходимо прекратить (вывести из эксплуатации) из-за внезапно возникшего перебоя в работе, то предпочтительно также последовательно осуществлять этапы 1-7, как это описано выше для случая упорядоченного (правильного) завершения. Если из-за неисправности тот или иной этап невозможно выполнить, то его исключают, а вывод из эксплуатации обычно продолжают со следующего по порядку осуществления этапа. Если, например, слой кристаллов невозможно в максимальной степени вывести из рабочего пространства гидравлической промывочной колонны из-за неисправности выводного устройства (16) или подающего насоса Р3 (13) для подачи потока регуляторного маточника, то этап 2 исключают, а весь еще находящийся в промывочной колонне слой кристаллов расплавляют в соответствии с последовательностью этапов 3-5. В любом случае, однако, с точки зрения техники применения целесообразно в качестве первой меры (первого шага) вывода из эксплуатации выключить подающий насос Р2 (8), прекратив таким образом подачу суспензии S кристаллов акриловой кислоты в распределительное пространство (А) гидравлической промывочной колонны.
Если из-за возникшего перебоя в работе отсутствует возможность теплоподачи с помощью теплопередатчика W (9) и посредством подаваемой по промывочным трубам (42) нагретого раствора щелочи для ополаскивания, то находящийся еще в промывочной колонне и не выведенный на этапе 2 кристаллизат также может медленно плавиться вследствие отсутствующего теперь охлаждения (подачи холода) от подаваемой суспензии S, благодаря естественной теплоподаче от работающих подающих насосов Р3 (13) для потока регуляторного маточника и/или Р1 (11) для контура циркуляции расплава кристаллов (31).
В общем случае при выводе из эксплуатации следует избегать того, чтобы в процессе вывода из эксплуатации (останова) в контуре циркуляции расплава кристаллов находилась чистая акриловая кислота с повышенной температурой (≥20°C либо ≥25°C). Также необходимо избегать того, чтобы после вывода из эксплуатации жидкая акриловая кислота оставалась на долгий срок (от нескольких дней до нескольких недель, причем срок ≥2 дня может уже иметь критическое значение) в промывочной колонне без замены.
Если перебой в стационарном рабочем состоянии промывочной колонны длится недолго, так что по окончании перебоя слой кристаллов в рабочем пространстве промывочной колонны еще интактен (сплошной), то далее предпочтительно действовать так, как описано ниже.
Если только следующее рабочее состояние еще не имеет место, то его формируют в указанной ниже последовательности:
1. Подающий насос Р2 (8), выводное устройство (16) и подающий насос Р3 (13) остановлены. Подачу теплого промывного маточника через промывные трубы (42) сохраняют. Регулируемый проток (10) к выпуску А (3) закрыт. Теплопередатчик W (9) и насос Р1 (11) контура циркуляции расплава кристаллов (31), а также добавление молекулярного кислорода и раствора ингибитора в контур циркуляции расплава кристаллов (31) действуют.
2. Включение выводного устройства (16).
3. Включение подающего насоса Р2 (8) для суспензии кристаллов S.
4. Включение подающего насоса Р3 (13) для потока регуляторного маточника.
5. Медленное открывание регулируемого протока (10) выпуска А (3) для задания (обеспечения) соразмерной высоты промывочного фронта (37).
Таким образом, настоящая заявка включает в себя, в частности, следующие формы исполнения согласно изобретению:
1. Способ запуска процесса очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с применением устройства, включающего в себя гидравлическую промывочную колонну, имеющую обладающее симметрией вращения вокруг проходящей сверху вниз продольной оси рабочее пространство, ограниченное цилиндрической стенкой и двумя концами, лежащими на оси симметрии противоположно друг другу, причем
- от верхнего конца рабочего пространства параллельно его продольной оси через рабочее пространство простираются одна или несколько фильтровальных труб, которые подходят к нижнему концу рабочего пространства, противоположному верхнему, а в половине рабочего пространства, обращенной к нижнему концу рабочего пространства, имеют по меньшей мере один фильтр F, образующий единственное прямое сообщение между внутренностью данной трубы и рабочим пространством, а также выводятся наружу рабочего объема из промывочной колонны,
- Частное Q=L/D от деления расстояния L между верхним и нижним концом рабочего пространства на диаметр рабочего пространства D составляет от 0,3 до 4,
- к промывочной колонне на нижнем конце рабочего объема в нижнем направлении примыкает пространство расплава кристаллов, причем между этими двумя объемами интегрировано способное вращаться выводное устройство, а через пространство расплава кристаллов проходит контур циркуляции плавки кристаллов, который кроме пространства расплава кристаллов
- оснащен расположенным за пределами промывочной колонны подающим насосом Р1, у которого имеется всасывающая сторона и сторона нагнетания,
- имеет первое подающее соединение G1, которое ведет от пространства плавки кристаллов промывочной колонны к всасывающей стороне подающего насоса Р1,
- второе подающее соединение G1, которое ведет от стороны нагнетания подающего насоса Р1 обратно в пространство плавки кристаллов промывочной колонны и оснащено сливом А из циркуляционного контура расплава кристаллов с регулируемым объемом прохождения, а также
- включает в себя теплообменник W, через который проводят либо подающее соединение G1 от пространства расплава кристаллов к всасывающей стороне подающего насоса Р1, либо подающее соединение G2 от стороны нагнетания подающего насоса Р1 к пространству расплава кристаллов,
- в направлении вверх перед верхним концом рабочего пространства располагается распределительное пространство, которое отделено от рабочего пространства по меньшей мере одним дном В, имеющим проходы U, ведущие с обращенной к рабочему пространству стороны дна В в рабочее пространство, а с обращенной от рабочего пространства стороны дна В - в распределительное пространство,
- вне промывочной колонны находятся подающий насос Р2, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QS суспензии S, причем
- первое подающее соединение Е1 проходит от источника QS к всасывающей стороне подающего насоса Р2, а
- второе подающее соединение Е2 ведет от нагнетающей стороны подающего насоса Р2 в распределительное пространство,
- вне промывочной колонны при необходимости находятся подающий насос Р3, имеющий всасывающую сторону и сторону нагнетания (нагнетающую сторону), и источник QT регуляторного маточника, причем
- первое подающее соединение С1 проходит от всасывающей стороны подающего насоса Р3 к источнику QT, a
- второе подающее соединение С2 ведет от нагнетающей стороны насоса Р3 в распределительное пространство и/или в расположенный между его верхним концом и фильтрами F фильтровальных труб продольный отрезок рабочего пространства,
и причем при реализации способа разделения в режиме стационарной эксплуатации
- насосом Р2 непрерывно проводят поток ST суспензии S из источника QS по подающим соединениям E1, E2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны,
- при необходимости насосом Р3 проводят поток SL регуляторного маточника от источника QT по подающим соединениям С1, С2 через распределительное пространство и через проходы U и/или непосредственно в рабочее пространство промывочной колонны,
- через фильтры F фильтровальных труб вводят внутрь фильтровальных труб и по фильтровальным трубам выводят из промывочной колонны в целом поток SM, включающий маточник и при необходимости регуляторный маточник, в качестве потока отработанного маточника, и применяют этот выведенный из промывочной колонны отработанный поток маточника SM как источник QT регуляторного маточника,
- проводя по рабочему пространству промывочной колонны маточник и при необходимости регуляторный маточник, поддерживают формирование слоя кристаллов акриловой кислоты, каковой слой имеет обращенный к верхнему концу рабочего пространства фронт формирования, на который непрерывно оседают кристаллы подводимого потока ST суспензии S, откладываясь на слой кристаллов,
- посредством силы, получающейся в результате падения гидродинамического давления маточника и при необходимости регуляторного маточника, проводимого по рабочему пространству, перемещают слой кристаллов сверху вниз мимо фильтров F ко вращающемуся выводному устройству,
- с помощью вращающегося выводного устройства выносят кристаллы акриловой кислоты из упирающегося в него слоя кристаллов,
- поток выводимых кристаллов акриловой кислоты перемещают через вращающееся выводное устройство и/или мимо вращающегося выводного устройства в пространство расплава кристаллов, примыкающее к рабочему пространству за выводным устройством в направлении перемещения слоя кристаллов, и в проходящем через пространство расплава кристаллов контуре циркуляции расплава кристаллов посредством подачи тепла от теплообменника W расплавляют [этот поток] в поток расплава кристаллов, и
- пропускную способность (поток) выпуска А регулируют так, чтобы применительно к силе вышепоименованного потока расплава кристаллов часть потока расплава кристаллов поступала из пространства расплава кристаллов через вращающееся выводное устройство и/или мимо выводного устройства против направления движения слоя кристаллов в рабочее пространство в качестве промывочного потока расплава, где этот поток поднимается в перемещаемом вниз слое кристаллов и при этом смывает с кристаллов в слое и оттесняет оставшийся и перемещаемый со слоем под фильтры F маточник, причем в продольном отрезке рабочего пространства, простирающемся от фильтров F до нижнего конца рабочего пространства, в слое кристаллов образуется фронт промывки, который разделяет слой кристаллов сверху вниз на зону маточника и зону промывочного расплава, а оставшаяся часть вышепоименованного потока расплава покидает контур циркуляции расплава кристаллов через выпуск А,
отличающийся тем, что при запуске процесса разделения для первоначального формирования слоя кристаллов в рабочем пространстве
- контур циркуляции расплава кристаллов, включающий в себя пространство расплава кристаллов, а также рабочее пространство не заполненной ранее промывочной колонны сначала заполняют стартовой жидкостью AT, содержащей акриловую кислоту, таким образом, чтобы уровень заполнения рабочего пространства стартовой жидкостью AT по меньшей мере был выше выводного устройства,
- затем продолжают заполнение промывочной колонны, для чего насосом Р2 подают поток ST* суспензии S от источника QS по подающим соединениям E1, E2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны, а от выведенного при этом через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* при необходимости подающим насосом РЗ ведут часть потока как поток регуляторного маточника SL* по подающим соединениям C1, C2 через распределительное пространство и проходы U и/или непосредственно в рабочее пространство промывочной колонны и продолжают это по меньшей мере настолько долго, пока не наступит момент tS, в который разность давлений PD=PK-PV (где PK - это давление, в каждом случае имеющееся в произвольно выбранном месте в пространстве расплава кристаллов в определенный момент подачи потока ST*, а PV - это в каждом случае давление, имеющееся в произвольно выбранном месте в распределительном пространстве в тот же момент времени) более не возрастает в зависимости от длительности подачи потока ST* и не остается постоянной, а резко падает, причем с соблюдением того условия, что
- до наступления момента tS средняя поверхностная нагрузка на фильтры F, рассчитанная из среднего арифметического значения потока отработанного маточника SM*, прошедшего в сумме за время подачи потока ST* через фильтры F фильтровальных труб до данного конкретного момента времени, разделенного на совокупную площадь всех фильтров F, составляет не более 80 м3/(м2·ч),
- содержащая акриловую кислоту стартовая жидкость AT - это такая жидкость, при охлаждении которой до запуска кристаллизации осаждающиеся из нее кристаллы представляют собой кристаллы акриловой кислоты, и
- между температурой кристаллизации TKB этих кристаллов акриловой кислоты в стартовой жидкости AT, указанной в градусах Цельсия, и температурой TS суспензии S потока ST*, указанной в градусах Цельсия, выполняется соотношение
TKB≤TS+15°C
2. Способ согласно форме исполнения 1, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет не более 75 м3/(м2·ч).
3. Способ согласно форме исполнения 1, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет не более 70 м3/(м2·ч).
4. Способ согласно одной из форм исполнения от 1 до 2, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч).
5. Способ согласно одной из форм исполнения от 1 до 2, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет по меньшей мере 10 м3/(м2·ч).
6. Способ согласно одной из форм исполнения от 1 до 2, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет по меньшей мере 15 м3/(м2·ч).
7. Способ согласно одной из форм исполнения от 1 до 2, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет по меньшей мере 20 м3/(м2·ч).
8. Способ согласно одной из форм исполнения от 1 до 7, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет не более 60 м3/(м2·ч).
9. Способ согласно одной из форм исполнения от 1 до 7, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет не более 50 м3/(м2·ч).
10. Способ согласно одной из форм исполнения от 1 до 9, отличающийся тем, что частное Q составляет ≥0,5.
11. Способ согласно одной из форм исполнения от 1 до 9, отличающийся тем, что частное Q составляет ≥0,7.
12. Способ согласно одной из форм исполнения от 1 до 11, отличающийся тем, что частное Q составляет ≤3,5.
13. Способ согласно одной из форм исполнения от 1 до 11, отличающийся тем, что частное Q составляет ≤3.
14. Способ согласно одной из форм исполнения от 1 до 11, отличающийся тем, что частное Q составляет ≤2,5.
15. Способ согласно одной из форм исполнения от 1 до 11, отличающийся тем, что частное Q составляет ≤2.
16. Способ согласно одной из форм исполнения от 1 до 15, отличающийся тем, что расстояние L составляет ≥0,5 м.
17. Способ согласно одной из форм исполнения от 1 до 15, отличающийся тем, что расстояние L составляет ≥0,8 м.
18. Способ согласно одной из форм исполнения от 1 до 15, отличающийся тем, что расстояние L составляет ≥1 м.
19. Способ согласно одной из форм исполнения от 1 до 8, отличающийся тем, что расстояние L составляет ≤5 м.
20. Способ согласно одной из форм исполнения от 1 до 8, отличающийся тем, что расстояние L составляет ≤4 м.
21. Способ согласно одной из форм исполнения от 1 до 8, отличающийся тем, что расстояние L составляет ≤3 м.
22. Способ по одной из форм исполнения от 1 до 21, отличающийся тем, что выполняется соотношение TKB≤TS+10°C.
23. Способ по одной из форм исполнения от 1 до 21, отличающийся тем, что выполняется соотношение TKB≤TS+5°C.
24. Способ по одной из форм исполнения от 1 до 23, отличающийся тем, что TKB ниже TS не более чем на 20°C.
25. Способ по одной из форм исполнения от 1 до 23, отличающийся тем, что TKB ниже TS не более чем на 10°C.
26. Способ по одной из форм исполнения от 1 до 23, отличающийся тем, что TKB ниже TS не более чем на 5°C.
27. Способ по одной из форм исполнения от 1 до 26, отличающийся тем, что стартовая жидкость AT - это отделенный от суспензии S маточник.
28. Способ по одной из форм исполнения от 1 до 26, отличающийся тем, что стартовая жидкость AT - это расплав отделенных от суспензии S кристаллов.
29. Способ по одной из форм исполнения от 1 до 26, отличающийся тем, что стартовая жидкость AT - это расплавленная суспензия S.
30. Способ по одной из форм исполнения от 1 до 26, отличающийся тем, что стартовая жидкость AT - это та жидкость, из которой охлаждением получают суспензию S.
31. Способ по одной из форм исполнения от 1 до 26, отличающийся тем, что стартовая жидкость AT - это смесь по меньшей мере двух стартовых жидкостей, указанных в формах исполнения 27-30.
32. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 80 м3/(м2·ч).
33. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 70 м3/(м2·ч).
34. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 60 м3/(м2·ч).
35. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 75% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 80 м3/(м2·ч).
36. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 75% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 70 м3/(м2·ч).
37. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении по меньшей мере 75% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 60 м3/(м2·ч).
38. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 80 м3/(м2·ч).
39. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 70 м3/(м2·ч).
40. Способ по одной из форм исполнения от 1 до 31, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени ts, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет не более 60 м3/(м2·ч).
41. Способ по одной из форм исполнения от 1 до 40, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч) или по меньшей мере 10 м3/(м2·ч).
42. Способ по одной из форм исполнения от 1 до 40, отличающийся тем, что на протяжении по меньшей мере 75% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч) или по меньшей мере 10 м3/(м2·ч).
43. Способ по одной из форм исполнения от 1 до 40, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный конкретный момент времени нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч) или по меньшей мере 10 м3/(м2·ч).
44. Способ по одной из форм исполнения от 1 до 43, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, среднее арифметическое значение М потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны, деленного на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч).
45. Способ согласно форме исполнения 44, отличающийся тем, что среднее арифметическое значение М, деленное на свободную площадь сечения рабочего пространства, составляет от 5 до 25 м3/(м2·ч).
46. Способ по одной из форм исполнения от 1 до 45, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, значение потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны до данного конкретного момента времени, деленное на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч) или от 5 до 25 м3/(м2·ч).
47. Способ по одной из форм исполнения от 1 до 45, отличающийся тем, что на протяжении по меньшей мере 75% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, значение потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны до данного конкретного момента времени, деленное на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч) или от 5 до 25 м3/(м2·ч).
48. Способ по одной из форм исполнения от 1 до 45, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, значение потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны до данного конкретного момента времени, деленное на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч) или от 5 до 25 м3/(м2·ч).
49. Способ по одной из форм исполнения от 1 до 48, отличающийся тем, что содержание акриловой кислоты в суспензии S составляет ≥70 вес.%.
50. Способ по одной из форм исполнения от 1 до 48, отличающийся тем, что содержание акриловой кислоты в суспензии S составляет ≥80 вес.%.
51. Способ по одной из форм исполнения от 1 до 48, отличающийся тем, что содержание акриловой кислоты в суспензии S составляет ≥90 вес.%.
52. Способ по одной из форм исполнения от 1 до 51, отличающийся тем, что содержание акриловой кислоты в суспензии S составляет ≤99 вес.%.
53. Способ по одной из форм исполнения от 1 до 52, отличающийся тем, что степень кристаллизации суспензии S составляет ≥0,10.
54. Способ по одной из форм исполнения от 1 до 52, отличающийся тем, что степень кристаллизации суспензии S составляет ≥0,20.
55. Способ по одной из форм исполнения от 1 до 52, отличающийся тем, что степень кристаллизации суспензии S составляет ≥0,25.
56. Способ по одной из форм исполнения от 1 до 55, отличающийся тем, что степень кристаллизации суспензии S составляет ≤0,60.
57. Способ по одной из форм исполнения от 1 до 55, отличающийся тем, что степень кристаллизации суспензии S составляет ≤0,50.
58. Способ по одной из форм исполнения от 1 до 57, отличающийся тем, что наибольший продольный размер кристаллов акриловой кислоты, содержащихся в суспензии S, в большинстве составляет от 50 до 1600 мкм.
59. Способ по одной из форм исполнения от 1 до 57, отличающийся тем, что наибольший продольный размер кристаллов акриловой кислоты, содержащихся в суспензии S, в большинстве составляет от 200 до 900 мкм.
60. Способ по одной из форм исполнения от 1 до 59, отличающийся тем, что соотношение размера отверстий СО выводного устройства составляет ≥0,01.
61. Способ по одной из форм исполнения от 1 до 59, отличающийся тем, что соотношение размера отверстий СО выводного устройства составляет ≥0,03.
62. Способ по одной из форм исполнения от 1 до 59, отличающийся тем, что соотношение размера отверстий СО выводного устройства составляет ≤0,9.
63. Способ по одной из форм исполнения от 1 до 62, отличающийся тем, что выводное устройство представляет собой диск с ножами, имеющий сквозные отверстия.
64. Способ по одной из форм исполнения от 1 до 62, отличающийся тем, что относительно общего объема контура циркуляции расплава кристаллов на объем пространства плавки кристаллов приходится от 30 до 60 об.%.
65. Способ по одной из форм исполнения от 1 до 64, отличающийся тем, что контур циркуляции расплава кристаллов и рабочее пространство не заполненной до тех пор промывочной колонны сначала заполняют содержащей акриловую кислоту стартовой жидкостью AT так, чтобы уровень заполнения стартовой жидкостью AT в рабочем пространстве был по меньшей мере выше фильтров F.
66. Способ согласно форме исполнения 65, отличающийся тем, что уровень заполнения стартовой жидкостью AT достигает по меньшей мере середины расстояния L от нижнего до верхнего конца рабочего пространства.
67. Способ согласно форме исполнения 65, отличающийся тем, что уровень заполнения стартовой жидкостью AT достигает по меньшей мере последней четверти расстояния L от нижнего до верхнего конца рабочего пространства.
68. Способ согласно форме исполнения 65, отличающийся тем, что уровень заполнения стартовой жидкостью AT достигает по меньшей мере верхнего конца рабочего пространства.
69. Способ согласно форме исполнения 65, отличающийся тем, что уровень заполнения стартовой жидкостью AT выходит за пределы рабочего пространства в распределительное пространство и заполняет объем последнего по меньшей мере наполовину.
70. Способ согласно форме исполнения 65, отличающийся тем, что уровень заполнения стартовой жидкостью AT выходит за пределы рабочего пространства в распределительное пространство и целиком заполняет объем последнего.
71. Способ по одной из форм исполнения от 1 до 70, отличающийся тем, что теплообменник W представляет собой теплообменник в виде пучка труб.
72. Способ по одной из форм исполнения от 1 до 71, отличающийся тем, что температура суспензии S составляет от -25 до +14°C.
73. Способ по одной из форм исполнения от 1 до 71, отличающийся тем, что температура суспензии S составляет от -5 до +12°C.
74. Способ по одной из форм исполнения от 1 до 71, отличающийся тем, что температура суспензии S составляет от +4 до +9°C.
75. Способ по одной из форм исполнения от 1 до 74, отличающийся тем, что содержащийся в суспензии S маточник содержит ≥70 вес.% или ≥80 вес.% акриловой кислоты.
76. Способ по одной из форм исполнения от 1 до 75, отличающийся тем, что содержащийся в суспензии S маточник содержит ≤99 вес.% акриловой кислоты.
77. Способ по одной из форм исполнения от 1 до 76, отличающийся тем, что от выведенного через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* подающим насосом Р3 ведут часть потока как поток регуляторного маточника SL* по подающим соединениям C1, C2 через распределительное пространство и сквозные проходы U в рабочее пространство промывочной колонны.
78. Способ по одной из форм исполнения от 1 до 76, отличающийся тем, что подающие соединения Е2 и C2 до пространства подачи гидравлической промывочной колонны выполнены в виде коаксиальных трубопроводов, причем проводимый внутри трубопровод заканчивается в направлении течения до пространства подачи, и в виде общего подающего соединения Е2, C2 к распределительному пространству продолжают только внешний трубопровод.
79. Способ по форме исполнения 78, отличающийся тем, что сечение внутреннего трубопровода сужается к его окончанию.
80. Способ по форме исполнения 78 или 79, отличающийся тем, что по внутреннему трубопроводу протекает суспензия S.
81. Способ по одной из форм исполнения от 1 до 80, отличающийся тем, что измеряют как давление PK, так и давление PV.
82. Способ по одной из форм исполнения от 1 до 81, отличающийся тем, что измеряют дифференциальное давление PD с помощью манометра дифференциального давления.
83. Способ по одной из форм исполнения от 1 до 82, отличающийся тем, что с начала подачи потока ST* суспензии S до достижения момента времени tS теплообменник W не работает.
84. Способ по одной из форм исполнения от 1 до 83, отличающийся тем, что с начала подачи потока ST* суспензии S до достижения момента времени tS подающий насос Р1 не работает.
85. Способ по одной из форм исполнения от 1 до 84, отличающийся тем, что с начала подачи потока ST* суспензии S до достижения момента времени tS способное вращаться выводное устройство не включено.
86. Способ по одной из форм исполнения от 1 до 85, отличающийся тем, что с начала подачи потока ST* суспензии S до достижения момента времени tS проток выпуска А закрыт.
87. Способ по одной из форм исполнения от 1 до 86, отличающийся тем, что после момента tS начинают эксплуатацию контура расплава и выводного устройства и открывают проток выпуска А, а также подают в контур расплава газ, содержащий молекулярный кислород, для чего в часть потока контура расплава вводят газ, содержащий молекулярный кислород, а затем часть потока, содержащую молекулярный кислород, снова подают в контур расплава.
88. Способ по форме исполнения 87, отличающийся тем, что прежде чем часть потока, содержащую молекулярный кислород, снова подают в контур расплава, газ, не растворившийся в части потока, отделяют в газовом сепараторе (газоотделителе).
89. Способ по одной из форм исполнения от 1 до 88, отличающийся тем, что в рабочем пространстве гидравлической промывочной колонны имеется центральный вытеснитель.
90. Способ по одной из форм исполнения от 1 до 89, отличающийся тем, что высота сквозных проходов U составляет от 200 до 1000 мм.
91. Способ по одной из форм исполнения от 1 до 90, отличающийся тем, что отверстия сквозных проходов U, ведущие в рабочее пространство или в распределительное пространство, имеют площадь сечения, которая применительно к круглой форме соответствует диаметру в 15-300 мм.
92. Способ по одной из форм исполнения от 1 до 91, отличающийся тем, что соотношение совокупной площади всех обращенных к рабочему пространству отверстий сквозных проходов U к совокупной площади сечения рабочего пространства нередко составляет от 0,10 до 0,60.
93. Способ по одной из форм исполнения от 1 до 92, отличающийся тем, что количество фильтровальных труб в гидравлической промывочной колонне составляет от 3 до 200.
94. Способ по одной из форм исполнения от 1 до 93, отличающийся тем, что внутренний диаметр фильтровальных труб составляет от 5 до 200 мм.
95. Способ по одной из форм исполнения от 1 до 93, отличающийся тем, что внутренний диаметр фильтровальных труб составляет от 20 до 80 мм.
96. Способ по одной из форм исполнения от 1 до 95, отличающийся тем, что суспензия S содержит нижеследующие компоненты:
≥70 вес.% акриловой кислоты,
до 15 вес.% уксусной кислоты,
до 5 вес.% пропионовой кислоты,
до 5 вес.% низкомолекулярных альдегидов,
до 3 вес.% диакриловой кислоты и
до 25 вес.% воды.
97. Способ по одной из форм исполнения от 1 до 96, отличающийся тем, что суспензия S содержит по меньшей мере 0,1 вес.% воды.
98. Способ по одной из форм исполнения от 1 до 97, отличающийся тем, что за процедурой запуска следует способ выделения с очисткой кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с помощью введенной в эксплуатацию промывочной колонны.
99. Способ очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с помощью устройства, включающего в себя гидравлическую промывочную колонну, отличающийся тем, что способ выделения запустили (ввели в эксплуатацию) в соответствии со способом по одной из форм исполнения от 1 до 97.
100. Способ по формам исполнения 98 или 99, отличающийся тем, что за ним следует еще один способ, при реализации которого отделенный и расплавленный кристаллизат акриловой кислоты подвергают полимеризации в себе самом или с другим по меньшей мере однократно этилен-ненасыщенным соединением.
Примеры и контрольные примеры
Путем проведенной, как описано в международной публикации WO 08/090190, фракционированной конденсации газовой смеси, состоящей из продукции частичного окисления пропилена «химической» чистоты ("chemical grade") в газовой фазе с гетерогенным катализом, из бокового отвода конденсационной колонны получают в час 1,5 т акриловой кислоты-сырца, содержащей следующие компоненты:
96,1 вес.% акриловой кислоты,
446 вес.-ppm пропионовой кислоты,
20 вес.-ppm аллилакрилата,
3764 вес.-ppm диакриловой кислоты,
7460 вес.-ppm уксусной кислоты,
6719 вес.-ppm фурфураля,
7131 вес.-ppm бензальдегида,
751 вес.-ppm пропионовой кислоты,
91 вес.-ppm фенотиазина,
247 вес.-ppm МЭГХ и
0,83 вес.-ppm воды.
Непрерывно подавая 31 кг/ч воды в акриловую кислоту-сырец, содержание воды в ней повышают до 2,8 вес.%. Затем эту «разводненную» акриловую кислоту-сырец с температурой 20°C подают в суспензионный кристаллизатор. В качестве суспензионного кристаллизатора использовали кристаллизатор с охлаждающими дисками производства фирмы GMF (Нидерланды) емкостью 2500 л. В кристаллизаторе на равных расстояниях друг от друга располагались 7 протираемых охлаждающих дисков, имевших одинаковый диаметр в 1,25 м.
По охлаждающим дискам в качестве хладагента проводили поток смеси 70 об.% воды и 30 об.% гликоля, причем температура подачи составляла от 0,5 до 1°C. При рассмотрении относительно кристаллизатора разводненную акриловую кислоту-сырец и хладагент проводили через кристаллизатор противотоком. Выведенная из суспензионного кристаллизатора суспензия кристаллов акриловой кислоты в маточнике обладала степенью кристаллизации в 0,24 и температурой от 6,9 до 7,0°C.
Созданная таким образом суспензия кристаллизата вытекала из суспензионного кристаллизатора через барьер перелива в обогреваемый приемный бак с перемешиванием. В этом баке кристаллы суспензии снова плавились, а получаемую при этом «разводненную» акриловую кислоту-сырец снова возвращали на фракционированную конденсацию (выше изъятия из бокового отвода).
Таким образом, имелся поток суспензии кристаллов акриловой кислоты, который использовали для ввода в эксплуатацию описанной ниже гидравлической промывочной колонны. Кроме того, в приемном баке имелась в наличии вновь расплавленная суспензия кристаллов в качестве стартовой жидкости AT (ее температура составляла 17°C).
Гидравлическая промывочная колонна имела по существу конструкцию, соответствующую фигуре 1 настоящей публикации. Внутренний диаметр D рабочего пространства (В) в форме круглого цилиндра составлял 263 мм. Толщина стенки оболочки равнялась 5 мм. Конструктивным материалом была нержавеющая сталь (DIN материал 1.4571). Длина L рабочего пространства (В) составляла 1230 мм (при измерении от верхнего края применяемого в качестве выводного устройства (16) диска с ножами). В рабочем пространстве (В) имелась только одна фильтровальная труба (6), которая была изготовлена из той же самой нержавеющей стали и проходила по центру сечения рабочего пространства сверху вниз. Толщина стенки цилиндрической фильтровальной трубы (6) равнялась 2 мм. Ее наружный диаметр составлял 48 мм. Совокупная длина фильтровальной трубы (6) (включая вытеснитель (38)) составляла 1225 мм. Активная длина (высота) фильтра составляла 60 мм. Верхний край фильтра F (7) находился (при измерении сверху вниз) на точке длины трубы в 965 мм. Перед рабочим пространством (В) располагалось распределительное пространство (А), высота которого составляла 250 мм. Рабочее пространство (В) и распределительное пространство (А) были отделены друг от друга дном В (32) толщиной 250 мм; во внутреннем пространстве дна находилось пространство сбора отработанного маточника (27). По дну В (32) были равномерно распределены 3 сквозных прохода U (26), которые соединяли оба пространства друг с другом круглыми отверстиями диаметром 26 мм с постоянным по длине сквозного прохода сечением.
Сначала гидравлическую промывочную колонну (0) целиком заполнили стартовой жидкостью AT, нагретой до 17°C, из приемного бака (контур расплава (31) + рабочее пространство (В) + распределительное пространство (А) + подающие соединения Е2 (34), С2 (36), С1 (35) + подающий насос Р3 (13)). Заполнение проводили через Т-образный элемент в контуре циркуляции расплава кристаллов.
Затем включили подающий насос Р3 (13) и отрегулировали скорость его вращения так, чтобы он всасывал через подающее соединение С1 (35) поток стартовой жидкости AT в 400 кг/ч и перемещал его по контуру «всасывающая сторона подающего насоса Р3 - сторона нагнетания подающего насоса Р3 - подающее соединение С2 (36) - распределительное пространство (А) - рабочее пространство (В) - фильтр F (7) - фильтровальная труба (16) - подающее соединение С1 (35)» (выпуск А (3) был закрыт).
Затем (по-прежнему при закрытом выпуске А (3), а также в отсутствие работы выводного устройства (16) (диска с ножами) и в отсутствие работы контура расплава (31)) ввели в эксплуатацию подающий насос Р2 (8) и посредством его откачали из суспензионного кристаллизатора через отборный патрубок 1000 кг/ч суспензии S кристаллов акриловой кислоты в маточнике, а через подающее соединение Е2 (34) закачали их дополнительно к вышеупомянутому потоку в 400 кг/ч в распределительное пространство (А) гидравлической промывочной колонны (0). При находящихся таким образом в эксплуатации подающих насосах Р2 (8) и Р3 (13) в рабочем пространстве (В) гидравлической промывочной колонны сформировался слой кристаллов (из выпуска (2) устройства промывочной колонны вытекали 760 кг/ч отработанного маточника). Это сопровождалось ростом значений давления, полученных при измерениях на мембранных манометрах M1 (давление в распределительном пространстве (А)) и М2 (давление в пространстве плавки кристаллов (С)), сначала параллельным.
Поток отработанного маточника, проходящий через фильтр F (7) при этом составлял 1080 л/ч, что соответствует поверхностной нагрузке на фильтр (средней) в 119 м3(м2·ч). По достижении момента tS=14 мин, отсчитываемых от начала ввода в эксплуатацию подающего насоса Р2 (8), давление PK, регистрируемое мембранным манометром М2, внезапно начало падать, в то время как регистрируемое мембранным манометром M1 давление PV продолжало возрастать, что соответствовало сначала падению дифференциального давления PD=PK-PV.
Сразу после скачка давления подающие насосы Р2 (8) и Р3 (13) выключили (в указанной последовательности) и запустили подающий насос Р1 (11), а также вращение диска с ножами (16) - в указанной последовательности. После этого снова запустили подающий насос Р2 (8) - с производительностью 1000 кг/ч - и подающий насос Р3 (13) - с производительностью 800 кг/ч, причем слой кристаллов с фронтом формирования начал перемещение вниз.
После этого запустили теплопередатчик W (9), а также начали подавать в контур расплава воздух, оказывающий ингибирующее действие, и чистый расплав, содержащий 1,5 вес.% растворенного МЭГХ (раствор МЭГХ в ранее соответствующим образом отделенном чистом продукте). Путем последующего частичного открытия протока в выпуске А (3), запуска терморегуляции контура расплава (соответствующий температурный датчик находился в направлении потока сразу за выходом из теплопередатчика W), запуска регулировки положения фронта формирования (25) (положения слоя кристаллов) в соответствии с международной публикацией WO 2006/111565 и запуска регулировки положения промывочного фронта (37) (соответствующая должная температура составляла 11,0°C) запущенный способ разделения, как изложено в описании, перевели в стационарное рабочее состояние, при котором фронт формирования (25) находился в 690-790 мм над диском с ножами (16), а промывочный фронт (37) - примерно на 80 мм ниже нижнего края фильтра F (7). Подаваемый в этих целях поток суспензии S составлял 800-1400 кг/ч, а поток регуляторного маточника 400-1600 кг/ч. На протяжении 14-дневного периода процедуру разделения продолжали по существу бесперебойно.
Использовали ту же гидравлическую колонну, что и в контрольном примере 1. Изготовление суспензии S и создание стартовой жидкости AT также осуществляли так, как это описано в контрольном примере 1.
Способ ввода в эксплуатацию отличался от способа ввода в эксплуатацию в контрольном примере 1 лишь тем, что подающий насос Р3 (13) вплоть до момента tS был настроен на мощность подачи в 200 кг/ч, а подающий насос Р2 (8) - на мощность подачи в 600 кг/ч. Поток отработанного маточника, проходящий через фильтр F (7), при этом составлял 610 л/ч. Этому соответствует поверхностная нагрузка на фильтр (средняя) в 67 м3/(м2·ч). По достижении момента tS=27 мин, отсчитываемых от начала ввода в эксплуатацию подающего насоса Р2 (8), давление PK, регистрируемое мембранным манометром М2, внезапно начало падать, в то время как регистрируемое мембранным манометром M1 давление PV продолжало возрастать, что соответствовало сначала падению дифференциального давления PD=PK-PV.
Затем продолжали действовать так же, как указано в описании контрольного примера 1. При повторном запуске подающего насоса Р2 (8) его мощность подачи установили на 1000 кг/ч, а подающего насоса Р3 (13) на мощность подачи 800 кг/ч. Запущенный способ разделения без осложнений перевели в стационарное рабочее состояние, при котором фронт формирования (25) находился в 690-790 мм над диском с ножами (16), а промывочный фронт (37) - примерно на 80 мм ниже нижнего края фильтра F (7). Соответствующий этому поток суспензии S составлял 800-1400 кг/ч, а поток регуляторного маточника 400-1600 кг/ч. На протяжении 14-дневного периода процедуру разделения продолжали по существу бесперебойно.
Путем проведенной, как описано в международной публикации WO 08/090190, фракционированной конденсации газовой смеси, состоящей из продукции частичного окисления пропилена «химической» чистоты ("chemical grade") в газовой фазе с гетерогенным катализом, из бокового отвода конденсационной колонны получают в час 75 т акриловой кислоты-сырца, содержащей следующие компоненты:
96,7716 вес.% акриловой кислоты,
0,8253 вес.% уксусной кислоты,
1,6640 вес.% воды,
0,0213 вес.% муравьиной кислоты,
0,0018 вес.% формальдегида,
0,0070 вес.% акролеина,
0,0681 вес.% пропионовой кислоты.
0,1642 вес.% фурфураля,
0,0027 вес.%. аллилакрилата,
0,0012 вес.% аллилформиата,
0,0164 вес.% бензальдегида,
0,1052 вес.%. ангидрида малеиновой кислоты,
0,3278 вес.% диакриловой кислоты,
0,0050 вес.% фенотиазина,
0,0180 вес.% МЭГХ и
0,0002 вес.% молекулярного кислорода,
Выведенную из конденсационной колонны через боковой отвод акриловую кислоту-сырец в несколько этапов путем непрямого теплообмена охладили до температуры в 17°C (в числе прочего с тепловой интеграцией против возвращенного в конденсационную колонну, а ранее отделенного так, как описано в настоящем контрольном примере 3, маточника (отработанного маточника). Затем к охлажденной акриловой кислоте-сырцу подмешали 1230 кг/ч воды, имевшей температуру 22°C. Затем полученную при этом «разводненную» акриловую кислоту-сырец разделили на три частных потока одинаковой величины, и каждую из трех частей потока направили в один из трех суспензионных кристаллизаторов одинаковой конструкции, эксплуатируемых параллельно (см. международную публикацию WO 2006/111565).
В каждом случае кристаллизатор представлял собой лоток емкостью 65000 л, в котором на равных расстояниях в 30±1 см были подвешены друг за другом 24 протираемых охлаждающих диска. Их диаметр был одинаков и составлял 3,3 м. По охлаждающим дискам в качестве хладагента в каждом случае проводили поток смеси 65 вес.% воды и 35 вес.% гликоля. При рассмотрении относительно конкретного суспензионного кристаллизатора разводненную акриловую кислоту-сырец и хладагент проводили через кристаллизатор противотоком. При этом хладагент в каждом случае разделяли на два частных потока одинаковой силы, каждый из которых протекал только через половину охлаждающих дисков конкретного кристаллизатора. При этом действовали так, чтобы направлять конкретный частный поток от охлаждающего диска, через который он протек, к охлаждающему диску, расположенному через один. Таким образом, один частный поток проходил через охлаждающие диски под «четными» номерами, а другой частный поток - через диски под «нечетными» номерами (в каждом случае в смысле последовательной схемы; нумерация охлаждающих дисков, при которой первой охлаждающей пластине в направлении течения потока хладагента присваивают номер «1») Мощность конкретного частного потока (применительно к кристаллизатору) составляла от 95 до 105 т/ч. Температура хладагента при вхождении в самый первый в каждом случае охлаждающий диск в направлении течения составляла 2,5°C. Толщина изготовленных из нержавеющей стали охлаждающих поверхностей охлаждающих дисков равнялась 4 мм. Протирание охлаждающих дисков подавляло формирование кристаллических отложений на охлаждающих поверхностях.
Выведенная в каждом случае из трех суспензионных кристаллизаторов суспензия кристаллов акриловой кислоты в маточнике обладала степенью кристаллизации в 0,25 и температурой от 7,0 до 7,1°C. Скорость вращения очистителя охлаждающих дисков составляла 5 оборотов в минуту. Очистители были сегментированы в радиальном направлении (4 сегмента). В качестве материала очистителей использовали полиэтилен сверхвысокой молекулярной массы (Ultra High Molecular Weight Polyethylene).
В самой тыльной части соответствующего суспензионного кристаллизатора в направлении перемещения формирующейся суспензии кристаллов (за последним охлаждающим диском) образовавшаяся суспензия кристаллов в каждом случае перетекала через барьер перелива, поступая в общий для всех трех кристаллизаторов буферный бак с перемешиванием (см. заявку на патент Германии DE-A 10 2007043759). Из этого буферного бака перекачивали в час 33-37 т суспензии S с температурой 7,4°C в распределительное пространство уже находящейся в стационарном рабочем состоянии первой гидравлической промывочной колонны, чтобы в последней подвергнуть суспензию процессу очистительного выделения.
Соответствующий остаточный поток суспензии S тек в обогреваемый приемный бак с перекачиванием. Кроме того, в этот приемный бак подавали отделенный в первой гидравлической промывочной колонне маточник. Кроме того, в приемном баке снова расплавляли посредством теплоподачи кристаллы акриловой кислоты из поданной в него суспензии S, так что из приемного бака можно было отбирать стартовую жидкость AT, температура которой составляла 18°C. Сначала эту жидкость всем потоком возвращали в конденсационную колонну выше отбора акриловой кислоты-сырца из бокового отвода. Таким образом, в наличии имелась как стартовая жидкость AT, так и суспензия S, с помощью которой можно было ввести в эксплуатацию вторую гидравлическую колонну, конструкция которой, за исключением манометра дифференциального давления М3, который не был смонтирован, соответствовала таковой на фигуре 2 настоящей публикации.
Внутренний диаметр D рабочего пространства (В) в форме круглого цилиндра составлял 1400 мм. Толщина стенки оболочки составляла 10 мм. Конструктивным материалом была нержавеющая сталь (DIN материал 1.4571). Длина L рабочего пространства (В) составляла 1500 мм (при измерении от верхнего края применяемого в качестве выводного устройства (16) диска с ножами).
В рабочем пространстве находились 54 фильтровальные трубы одинаковой конструкции (изготовленные из того же материала, что и стенка оболочки). Толщина стенки цилиндрических фильтровальных труб (6) равнялась 5 мм. Наружный диаметр фильтровальных труб составлял 48 мм. Совокупная длина фильтровальной трубы (6) (включая вытеснитель (38)) равнялась 1497 мм. 60 мм из них приходились на высоту фильтров F (6), распространявшихся на всю образующую фильтровальной трубы. Верхний край фильтра F (7) находился (при измерении сверху вниз) на точке длины трубы в 1182 мм. Длина вытеснителя фильтровальной трубы (38) простиралась на 250 мм. Наружный диаметр центрального цилиндрического вытеснителя (43) в рабочем пространстве (В) равнялся 350 мм. Вытеснитель был соединен с дном В (32) и поэтому выполнен стоячим (т.е. без вращения). Расположение (распределение) фильтровальных труб (6) в дне В (32), а также сквозных проходов U (26) соответствовало теоретическому изложению европейской заявки ЕР-А 1448282. Число сквозных проходов U (26) равнялось 78, их длина (от распределительного пространства до рабочего пространства) составляла 600 мм. Они имели постоянное круглое сечение по своей длине, диаметр его был одинаков и составлял 83 мм. Высота распределительного пространства (А) составляла 1700 мм.
Сначала гидравлическую промывочную колонну (0) целиком заполнили стартовой жидкостью AT температурой 18°C из приемного бака (контур расплава (31) + рабочее пространство (В) + распределительное пространство (А) + подающие соединения Е2 (34), С2 (36), С1 (35) + подающий насос Р3 (13)). Заполнение проводили через пространство подачи промывной жидкости (40) через промывочные трубы (42).
Затем включили подающий насос Р3 (13) и отрегулировали скорость его вращения так, чтобы он всасывал через подающее соединение С1 (35) поток стартовой жидкости AT в 30000 кг/ч и перемещал его по контуру «всасывающая сторона подающего насоса Р3 - сторона нагнетания подающего насоса Р3 - подающее соединение С2 (36) - распределительное пространство (А) - рабочее пространство (В) - фильтр F (7) - фильтровальные трубы (6) - подающее соединение С1 (35)» (выпуск А (3) был закрыт).
Затем (по-прежнему при закрытом выпуске А (3) а также в отсутствие работы выводного устройства (16) (диска с ножами) и в отсутствие работы контура расплава (31)) ввели в эксплуатацию подающий насос Р2 (8) и посредством его откачали из буферного бака через отборный патрубок 25000 кг/ч суспензии S кристаллов акриловой кислоты в маточнике, и при температуре в 7,4°C закачали их через подающие соединения Е1 (33) Е2 (34) дополнительно к вышеупомянутому потоку в 30000 кг/ч в распределительное пространство (А) гидравлической промывочной колонны (0). При находящихся таким образом в эксплуатации подающих насосах Р2 (8) и Р3 (13) в рабочем пространстве гидравлической промывочной колонны сформировался слой кристаллов (закончилось его формирование) (из выпуска (2) устройства промывочной колонны вытекали 18750 кг/ч отработанного маточника). Это сопровождалось ростом значений давления, полученных при измерениях на мембранных манометрах M1 (давление в распределительном пространстве (А)) и М2 (давление в пространстве плавки кристаллов (С)), сначала параллельным. Поток отработанного маточника, суммарно проходящий через фильтр F (7) при этом составлял 45200 л/ч, что соответствовало поверхностной нагрузке на фильтр (средней) в 92 м3/(м2·ч).
По достижении момента tS=24 мин, отсчитываемых от начала ввода в эксплуатацию подающего насоса Р2 (8), давление PK, регистрируемое мембранным манометром М2, внезапно начало падать, в то время как регистрируемое мембранным манометром M1 давление PV продолжало возрастать, что соответствовало сначала падению дифференциального давления PD=PK-PV.
Сразу после скачка давления подающие насосы Р2 (8) и Р3 (13) выключили (в указанной последовательности) и запустили подающий насос Р1 (11), а также вращение диска с ножами (16) - в указанной последовательности. После этого снова запустили подающий насос Р2 (8) - с производительностью 25000 кг/ч - и подающий насос Р3 (13) - с производительностью 30000 кг/ч, причем слой кристаллов с фронтом формирования начал перемещение вниз.
После этого запустили теплопередатчик W (9), а также начали подавать в контур расплава воздух, оказывающий ингибирующее действие, и чистый расплав, содержащий 3 вес.% растворенного МЭГХ. Путем последующего частичного открытия протока в выпуске А (3), запуска терморегуляции контура расплава (31) (соответствующий температурный датчик находился в направлении потока сразу за выходом из теплопередатчика W), запуска регулировки положения фронта формирования (положения слоя кристаллов) в соответствии с международной публикацией WO 2006/111565 и запуска регулировки положения промывочного фронта (соответствующая должная температура составляла 11,2°C) способ разделения, как изложено в описании, перевели в рабочее состояние со стационарным положением промывочного фронта и фронта формирования, при котором фронт формирования находился в 700-1200 мм над диском с ножами (16), а промывочный фронт (37) - примерно на 100 мм ниже нижнего края фильтра F (7).
Соответствующий этому поток суспензии S составлял 30000-32000 кг/ч, а поток регуляторного маточника равнялся 0 (выключенный подающий насос) - 8000 кг/ч.
Это рабочее состояние удалось поддерживать только на протяжении периода в 6,5 часов. Затем разрушилась вставленная в качестве предохранителя давления разрывная пластина (48), рассчитанная на давление срабатывания в 10 бар. Хотя показания манометра Ml и возрастали до тех пор, но находились значительно ниже вышеупомянутого давления срабатывания в 10 бар, в пределах <4,5 бар.
Из анализа давления к моменту разрушения разрывной пластины явствует, что причиной разрушения была закупорка в системе подачи суспензии S в промывочную колонну.
Использовали ту же гидравлическую промывочную колонну, что и в контрольном примере 3, с той, однако, разницей, что теперь ее дополнительно оснастили манометром дифференциального давления М3. Изготовление суспензии S и создание стартовой жидкости AT также осуществляли так, как это описано в контрольном примере 3.
Способ ввода в эксплуатацию отличался от способа ввода в эксплуатацию в контрольном примере 3 лишь тем, что подающий насос Р3 (13) вплоть до момента tS был настроен на мощность подачи в 40000 кг/ч, а подающий насос Р2 (8) - на мощность подачи в 28000 кг/ч. Поток отработанного маточника, в совокупности проходящий через фильтр F (7), при этом составлял 56600 л/ч. Этому соответствует поверхностная нагрузка на фильтр (средняя) в 115 м3/(м2·ч).
Через 19 минут, отсчитываемых от начала ввода в эксплуатацию подающего насоса Р2 (8), манометр дифференциального давления показал наличие и начал демонстрировать рост разности давлений. Еще через 4 минуты был достигнут момент времени tS. Давление PK, регистрируемое мембранным манометром М2, внезапно начало падать, в то время как регистрируемое мембранным манометром M1 давление PV продолжало возрастать, что соответствовало первоначальному падению дифференциального давления PD=PK-PV.
Затем продолжали действовать так же, как указано в описании контрольного примера 3. При повторном запуске подающего насоса Р2 (8) его мощность подачи установили на 28000 кг/ч, а подающего насоса Р3 (13) на мощность подачи 30000 кг/ч, причем слой кристаллов с фронтом формирования начали перемещаться.
Запущенный описанным образом способ разделения, как и в контрольном примере 3, перевели в рабочее состояние со стационарным положением промывочного фронта и фронта формирования, при котором фронт формирования находился в 700-1200 мм над диском с ножами (16), а промывочный фронт примерно на 100 мм ниже нижнего края фильтра F (7). Соответствующий этому поток суспензии S составлял 30000-33000 кг/ч, а поток регуляторного маточника лежал в пределах 0-8000 кг/ч. Это рабочее состояние удалось поддерживать только на протяжении периода в 5 часов. На протяжении этого времени манометр дифференциального давления М3 показывал, что разность давлений все время возрастает. Затем разрушилась вставленная в качестве предохранителя давления разрывная пластина (4), рассчитанная на давление срабатывания в 10 бар. Хотя показания мембранного манометра M1 и возрастали до тех пор, но давление было значительно ниже вышеупомянутого давления срабатывания в 10 бар, в пределах <6 бар.
Изменения разности давлений, отслеживаемой манометром дифференциального давления М3, во времени доказывают, что при формировании слоя кристаллов последний до достижения момента tS пророс внутрь распределительного пространства (А). Из постоянного роста вышеупомянутой разности давлений явствует продолжающееся переполнение распределительного пространства (А), а также сопровождающее его нарастающее уплотнение находящегося в этом пространстве навала кристаллов.
Пример
(Способ запуска гидравлической промывочной колонны с соотношением L/D=1,07 при средней поверхностной нагрузке на фильтры в 39 м3/(м2·ч) согласно изобретению).
Использовали ту же гидравлическую колонну, что и в контрольном примере 4. Изготовление суспензии S и создание стартовой жидкости AT осуществляли так, как это описано в контрольном примере 3.
Способ ввода в эксплуатацию отличался от способа ввода в эксплуатацию в контрольном примере 3 лишь тем, что подающий насос Р3 (13) вплоть до момента tS был выключен, а подающий насос Р2 (8) был настроен на мощность подачи в 28000 кг/ч. Поток отработанного маточника, в совокупности проходящий через фильтр F, при этом составлял 19000 л/ч. Этому соответствует поверхностная нагрузка на фильтр (средняя) в 39 м3/(м2·ч). Теперь в рабочем пространстве формировался слой кристаллов, причем работал только насос Р2. Как и в процессе запуска в контрольных примерах, это было видно по сначала параллельному возрастанию значений давления, измеряемых манометрами M1 и М2.
Через 16 минут, отсчитываемых от начала ввода в эксплуатацию подающего насоса Р2 (8), на манометре дифференциального давления была отмечена возрастающая разность давлений. Еще через 3 минуты был достигнут момент времени tS. Давление PK, регистрируемое мембранным манометром М2, внезапно начало падать, в то время как регистрируемое мембранным манометром M1 давление PV продолжало возрастать, что соответствовало первоначальному падению дифференциального давления PD=PK-PV.
Затем продолжали действовать так же, как указано в описании контрольного примера 3. При повторном запуске подающего насоса Р2 (8) его мощность подачи установили на 30000 кг/ч. В дополнение к повторному запуску подающего насоса Р2 (8) непосредственно вслед за этим запустили и подающий насос Р3 (13) с производительностью 20000 кг/ч, причем слой кристаллов и фронт формирования начали перемещаться.
Затем запущенный описанным образом способ разделения посредством описанных в контрольном примере 3 мер перевели в рабочее состояние со стационарным положением промывочного фронта и фронта формирования, при котором фронт формирования находился в 700-1200 мм над диском с ножами (16), а промывочный фронт примерно на 100 мм ниже нижнего края фильтра F (7). Соответствующий этому поток суспензии S составлял 30000-35000 кг/ч, а поток регуляторного маточника равнялся 0-12000 кг/ч.
На протяжении 21-дневного периода процедуру разделения продолжали по существу бесперебойно.
С началом повторного ввода в эксплуатацию подающего насоса Р2 (8), а также ввода в эксплуатацию насоса Р3 (18) для регуляторного маточника разность давлений, регистрируемая манометром дифференциального давления М3, снова начала снижаться. В дальнейшем рост разности давлений, наблюдавшийся на манометре дифференциального давления до момента времени tS, полностью сошел на нет.
Изменения разности давлений, отслеживаемой манометром дифференциального давления М3, во времени доказывают, что при формировании слоя кристаллов последний до достижения момента tS пророс внутрь распределительного пространства (А). Последующее исчезновение возросшей разности давлений доказывает, что при запуске согласно изобретению это на первый взгляд неизбежное переполнение распределительного пространства (А) кристаллизатом носит, однако, обратимый характер.
Предварительная заявка на патент США №61/252181, поданная 16 октября 2009 г., и предварительная заявка на патент США №61/356078, поданная 18 июня 2010 г., включены в настоящую заявку посредством ссылки на литературу. В содержании вышеупомянутых публикаций возможны существенные изменения и отклонения от настоящего изобретения. Таким образом, можно считать, что изобретение, в рамках прилагаемой формулы, также может быть реализовано иначе, нежели конкретно указано в ней.
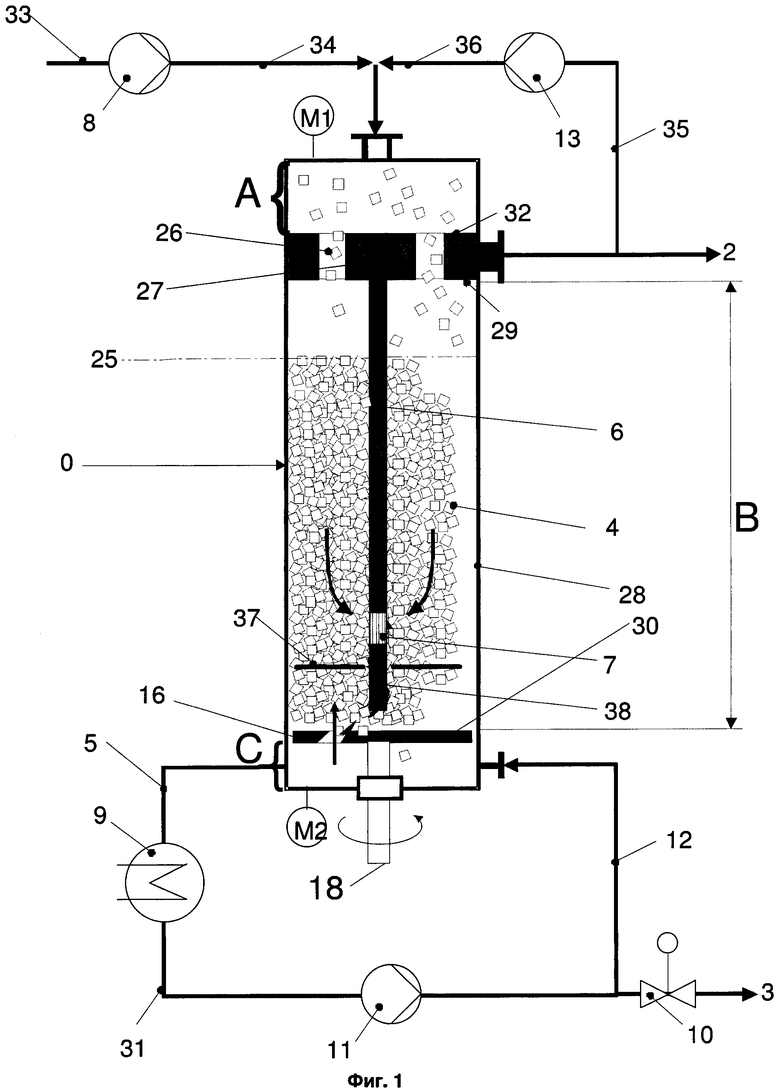
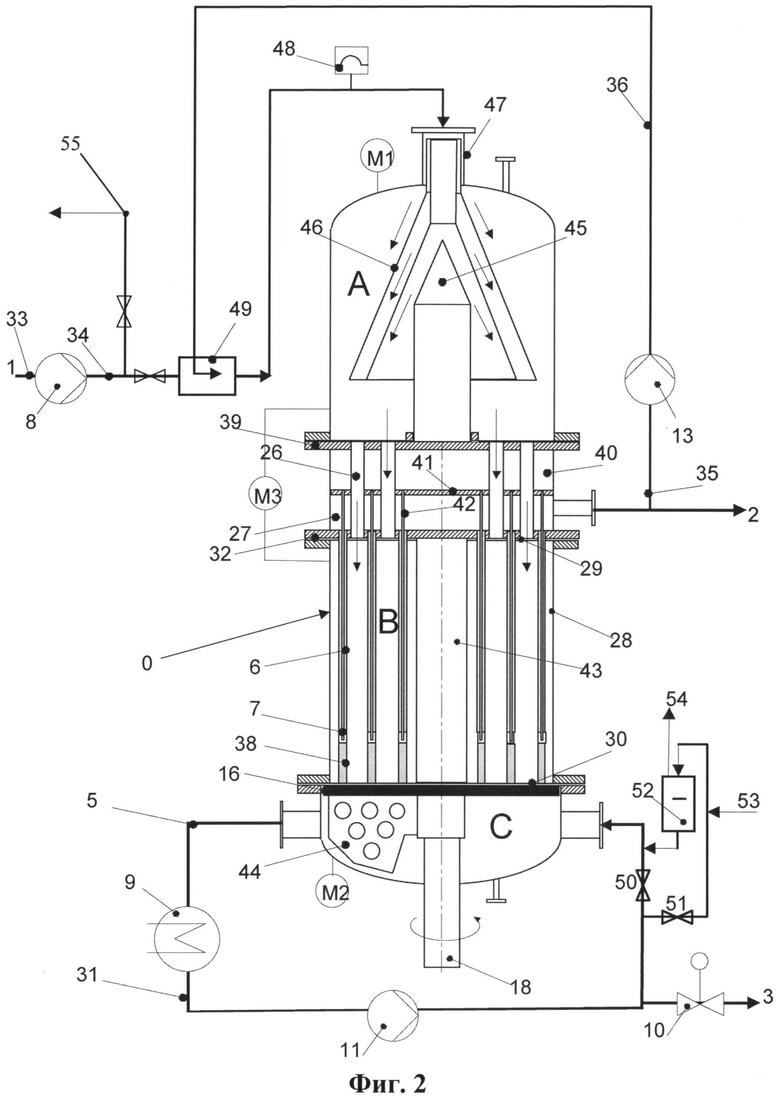
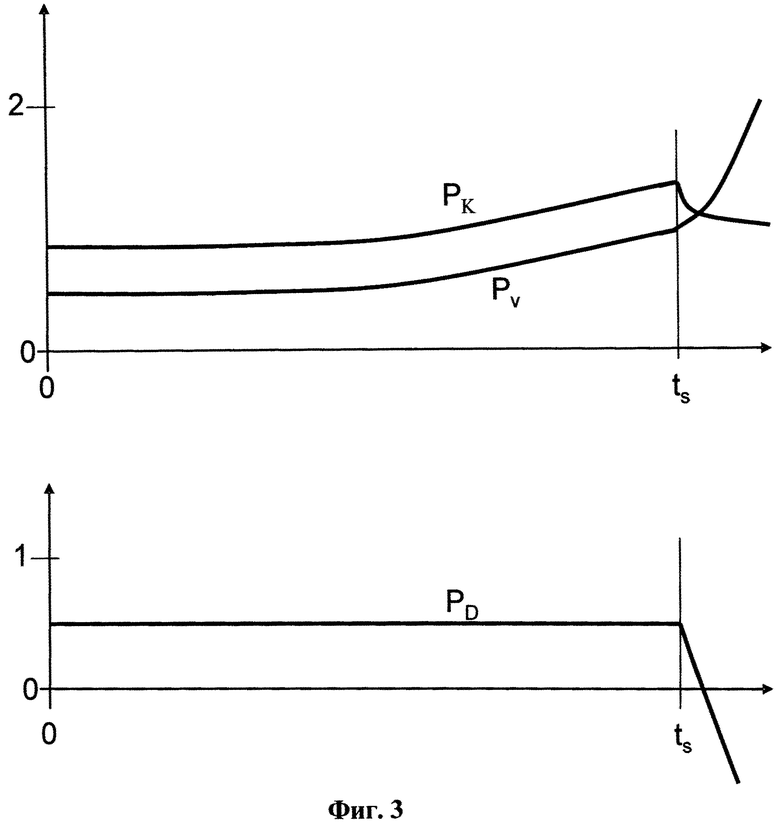
Изобретение относится к способу запуска процесса очистительного выделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с применением гидравлической промывочной колонны, имеющей контур циркуляции расплава кристаллов, включая пространство плавки кристаллов, а также рабочее и распределительное пространства, которые отделены друг от друга дном со сквозными проходами, соединяющими оба пространства, при реализации которого для первоначального формирования слоя кристаллов контур циркуляции расплава кристаллов и по меньшей мере частично рабочее пространство сначала заполняют содержащей акриловую кислоту стартовой жидкостью, температура кристаллообразования акриловой кислоты в которой ниже или равна повышенной на 15°C температуре суспензии S, а затем продолжают заполнение промывочной колонны суспензией S и, необязательно, регуляторным маточником, пока разность между давлением в контуре циркуляции расплава кристаллов и давлением в распределительном пространстве внезапно не упадет, причем вплоть до этого момента среднее арифметическое значение протекающего в совокупности через фильтры фильтровальных труб промывочной колонны потока регуляторного маточника относительно площади всех фильтров составляет не более 80 м3/(м2·ч). Причем в способе запуска процесса разделения для первоначального формирования слоя кристаллов в рабочем пространстве контур циркуляции расплава кристаллов, включающий в себя пространство расплава кристаллов, а также рабочее пространство не заполненной ранее промывочной колонны сначала заполняют стартовой жидкостью AT, содержащей акриловую кислоту, таким образом, чтобы уровень заполнения рабочего пространства стартовой жидкостью AT по меньшей мере был выше выводного устройства, затем продолжают заполнение промывочной колонны, для чего насосом Р2 подают поток ST* суспензии S от источника QS по подающим соединениям Е1, Е2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны, а от выведенного при этом через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* при необходимости подающим насосом Р3 ведут часть потока как поток регуляторного маточника SL* по подающим соединениям С1, С2 через распределительное пространство и проходы U и/или непосредственно в рабочее пространство промывочной колонны и продолжают это по меньшей мере настолько долго, пока не наступит момент tS, в который разность давлений PD=PK-PV, где PK - это давление, в каждом случае имеющееся в произвольно выбранном месте в пространстве расплава кристаллов в определенный момент подачи потока ST*, и PV - это в каждом случае давление, имеющееся в произвольно выбранном месте в распределительном пространстве в тот же момент времени, более не возрастает в зависимости от длительности подачи потока ST* и не остается постоянной, а резко падает, причем с соблюдением того условия, что до наступления момента tS средняя поверхностная нагрузка на фильтры F, рассчитанная из среднего арифметического значения в целом за время подачи потока ST* через фильтры F фильтровальных труб до данного момента времени текущего потока отработанного маточника SM*, разделенного на общую площадь всех фильтров F, составляет не более 80 м3/(м2·ч), содержащая акриловую кислоту стартовая жидкость AT предcтавляет собой такую жидкость, при охлаждении которой до запуска кристаллизации осаждающиеся из нее кристаллы представляют собой кристаллы акриловой кислоты, и между температурой кристаллизации ТКВ этих кристаллов акриловой кислоты в стартовой жидкости AT, указанной в градусах Цельсия, и температурой TS суспензии S потока ST*, указанной в градусах Цельсия, выполняется соотношение TKB≤TS+15°C. Cпособ позволяет осуществлять бесперебойную процедуру разделения. 2 н. и 26 з.п. ф-лы, 3 ил., 1 пр.
1. Способ запуска процесса разделения для очистительного отделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с применением устройства, включающего гидравлическую промывочную колонну, имеющую обладающее симметрией вращения вокруг проходящей сверху вниз продольной оси рабочее пространство, ограниченное цилиндрической стенкой и двумя концами, лежащими на оси симметрии противоположно друг другу, причем
- от верхнего конца рабочего пространства параллельно его продольной оси через рабочее пространство простираются одна или несколько фильтровальных труб, которые подходят к нижнему концу рабочего пространства, противоположному верхнему, а в половине рабочего пространства, обращенной к нижнему концу рабочего пространства, имеется по меньшей мере один фильтр F, образующий единственное прямое сообщение между внутренностью данной трубы и рабочим пространством, а также выводятся наружу рабочего объема из промывочной колонны,
- частное Q=L/D от деления расстояния L между верхним и нижним концом рабочего пространства на диаметр рабочего пространства D составляет от 0,3 до 4,
- к промывочной колонне на нижнем конце рабочего пространства примыкает направленное вниз пространство расплава кристаллов, причем между этими двумя пространствами интегрировано способное вращаться выводное устройство, а через пространство расплава кристаллов проходит контур циркуляции плавки кристаллов, который кроме пространства расплава кристаллов
- оснащен расположенным за пределами промывочной колонны подающим насосом Р1, у которого имеется всасывающая сторона и сторона нагнетания,
имеет первое подающее соединение G1, которое ведет от пространства плавки кристаллов промывочной колонны к всасывающей стороне подающего насоса Р1,
- второе подающее соединение G2, которое ведет от стороны нагнетания подающего насоса Р1 обратно в пространство плавки кристаллов промывочной колонны и оснащено сливом А из циркуляционного контура расплава кристаллов с регулируемым объемом прохождения, а также
- включает в себя теплообменник W, через который проводят либо подающее соединение G1 от пространства расплава кристаллов к всасывающей стороне подающего насоса Р1, либо подающее соединение G2 от стороны нагнетания подающего насоса Р1 к пространству расплава кристаллов,
- в направлении вверх перед верхним концом рабочего пространства располагается распределительное пространство, которое отделено от рабочего пространства по меньшей мере одним дном В, имеющим проходы U, ведущие с обращенной к рабочему пространству стороны дна В в рабочее пространство, а с обращенной от рабочего пространства стороны дна В - в распределительное пространство,
- вне промывочной колонны находятся подающий насос Р2, имеющий всасывающую сторону и сторону нагнетания, и источник QS суспензии S, причем
- первое подающее соединение Е1 проходит от источника QS к всасывающей стороне подающего насоса Р2, а
- второе подающее соединение Е2 ведет от нагнетающей стороны подающего насоса Р2 в распределительное пространство,
- вне промывочной колонны при необходимости находятся подающий насос Р3, имеющий всасывающую сторону и сторону нагнетания, и источник QT регуляторного маточника, причем
- первое подающее соединение С1 проходит от всасывающей стороны подающего насоса Р3 к источнику QT, а
- второе подающее соединение С2 ведет от нагнетающей стороны насоса Р3 в распределительное пространство и/или в расположенный между его верхним концом и фильтрами F фильтровальных труб продольный отрезок рабочего пространства,
и причем при реализации процесса разделения в режиме стационарной эксплуатации
- насосом Р2 непрерывно проводят поток ST суспензии S из источника QS по подающим соединениям Е1, Е2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны,
- при необходимости насосом Р3 проводят поток SL регуляторного маточника от источника QT по подающим соединениям С1, С2 через распределительное пространство и через проходы U и/или непосредственно в рабочее пространство промывочной колонны,
- через фильтры F фильтровальных труб вводят внутрь фильтровальных труб и по фильтровальным трубам выводят из промывочной колонны в целом поток SM, включающий маточник и при необходимости регуляторный маточник, в качестве потока отработанного маточника, и применяют этот выведенный из промывочной колонны отработанный поток маточника SM как источник QT регуляторного маточника,
- проводя по рабочему пространству промывочной колонны маточник и при необходимости регуляторный маточник, поддерживают формирование слоя кристаллов акриловой кислоты, этот слой имеет обращенный к верхнему концу рабочего пространства фронт формирования, на который непрерывно оседают кристаллы подводимого потока ST суспензии S, откладываясь на слой кристаллов,
- посредством силы, получающейся в результате падения гидродинамического давления маточника и при необходимости регуляторного маточника, проводимого по рабочему пространству, перемещают слой кристаллов сверху вниз мимо фильтров F ко вращающемуся выводному устройству,
- с помощью вращающегося выводного устройства выносят кристаллы акриловой кислоты из упирающегося в него слоя кристаллов,
- поток выводимых кристаллов акриловой кислоты перемещают через вращающееся выводное устройство и/или мимо вращающегося выводного устройства в пространство расплава кристаллов, примыкающее к рабочему пространству за выводным устройством в направлении перемещения слоя кристаллов, и в проходящем через пространство расплава кристаллов контуре циркуляции расплава кристаллов посредством подачи тепла от теплообменника W расплавляют с образованием потока расплава кристаллов, и
- проток выпуска А регулируют относительно интенсивности вышеуказанного потока расплава кристаллов так, что часть потока расплава кристаллов, исходя из пространства расплава кристаллов через вращающееся выводное устройство и/или мимо выводного устройства против направления движения слоя кристаллов, течет назад в рабочее пространство в качестве промывочного потока расплава, где этот поток поднимается в перемещаемом вниз слое кристаллов и при этом смывает с кристаллов в слое и оттесняет оставшийся и перемещаемый со слоем под фильтры F маточник, причем в продольном отрезке рабочего пространства, простирающемся от фильтров F до нижнего конца рабочего пространства, в слое кристаллов образуется фронт промывки, который разделяет слой кристаллов сверху вниз на зону маточника и зону промывочного расплава, а оставшаяся часть вышеупомянутого потока расплава покидает контур циркуляции расплава кристаллов через выпуск А,
отличающийся тем, что при запуске процесса разделения для первоначального формирования слоя кристаллов в рабочем пространстве
- контур циркуляции расплава кристаллов, включающий в себя пространство расплава кристаллов, а также рабочее пространство не заполненной ранее промывочной колонны сначала заполняют стартовой жидкостью AT, содержащей акриловую кислоту, таким образом, чтобы уровень заполнения рабочего пространства стартовой жидкостью AT по меньшей мере был выше выводного устройства,
- затем продолжают заполнение промывочной колонны, для чего насосом Р2 подают поток ST* суспензии S от источника QS по подающим соединениям Е1, Е2 через распределительное пространство и через проходы U в рабочее пространство промывочной колонны, а от выведенного при этом через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* при необходимости подающим насосом Р3 ведут часть потока как поток регуляторного маточника SL* по подающим соединениям С1, С2 через распределительное пространство и проходы U и/или непосредственно в рабочее пространство промывочной колонны и продолжают это по меньшей мере настолько долго, пока не наступит момент tS, в который разность давлений PD=PK-PV, где PK - это давление, в каждом случае имеющееся в произвольно выбранном месте в пространстве расплава кристаллов в определенный момент подачи потока ST*, и PV - это в каждом случае давление, имеющееся в произвольно выбранном месте в распределительном пространстве в тот же момент времени, более не возрастает в зависимости от длительности подачи потока ST* и не остается постоянной, а резко падает, причем с соблюдением того условия, что
- до наступления момента tS средняя поверхностная нагрузка на фильтры F, рассчитанная из среднего арифметического значения в целом за время подачи потока ST* через фильтры F фильтровальных труб до данного момента времени текущего потока отработанного маточника SM*, разделенного на общую площадь всех фильтров F, составляет не более 80 м3/(м2·ч),
- содержащая акриловую кислоту стартовая жидкость AT представляет собой такую жидкость, при охлаждении которой до запуска кристаллизации осаждающиеся из нее кристаллы представляют собой кристаллы акриловой кислоты, и
- между температурой кристаллизации ТКВ этих кристаллов акриловой кислоты в стартовой жидкости AT, указанной в градусах Цельсия, и температурой TS суспензии S потока ST*, указанной в градусах Цельсия, выполняется соотношение
TKB≤TS+15°C.
2. Способ по п. 1, отличающийся тем, что до момента tS средняя нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч).
3. Способ по п. 1, отличающийся тем, что расстояние L составляет ≥0,5 м.
4. Способ по п. 1, отличающийся тем, что расстояние L составляет ≤5 м.
5. Способ по п. 1, отличающийся тем, что TKB ниже TS не более чем на 20°C.
6. Способ по п. 1, отличающийся тем, что стартовая жидкость AT представляет собой отделенный от суспензии S маточник.
7. Способ по п. 1, отличающийся тем, что стартовая жидкость AT представляет собой ту жидкость, из которой получают охлаждением суспензию S.
8. Способ по п. 1, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный момент времени нагрузка на площадь фильтров F составляет не более 80 м3/(м2·ч).
9. Способ по п. 1, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный момент времени нагрузка на площадь фильтров F составляет не более 80 м3/(м2·ч).
10. Способ по п. 1, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, имеющаяся на данный момент времени нагрузка на площадь фильтров F составляет по меньшей мере 5 м3/(м2·ч) или меньшей мере 10 м3/(м2·ч).
11. Способ по п. 1, отличающийся тем, что на протяжении всего времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, среднее арифметическое значение М потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны, деленного на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч).
12. Способ по п. 1, отличающийся тем, что на протяжении по меньшей мере 50% времени, отсчитываемого с начала подачи потока ST* суспензии S до достижения момента времени tS, значение потока жидкости, в совокупности поданного в рабочее пространство промывочной колонны до данного момента времени, деленное на свободную площадь сечения рабочего пространства, составляет от 1 до 30 м3/(м2·ч) или от 5 до 25 м3/(м2·ч).
13. Способ по п. 1, отличающийся тем, что содержание акриловой кислоты в суспензии S составляет ≥70 вес. %.
14. Способ по п. 1, отличающийся тем, что степень кристаллизации суспензии S составляет ≥0,10.
15. Способ по п. 1, отличающийся тем, что наибольший продольный размер кристаллов акриловой кислоты, содержащихся в суспензии S, большей частью составляет от 50 до 1600 мкм.
16. Способ по п. 1, отличающийся тем, что выводное устройство представляет собой диск с ножами, имеющий сквозные отверстия.
17. Способ по п. 16, отличающийся тем, что выводное устройство имеет соотношение размера отверстий OV ≤0,9.
18. Способ по п. 17, отличающийся тем, что соотношение размера отверстий выводного устройства OV составляет ≥0,01.
19. Способ по п. 1, отличающийся тем, что контур циркуляции расплава кристаллов и рабочее пространство не заполненной до тех пор промывочной колонны сначала заполняют содержащей акриловую кислоту стартовой жидкостью AT так, чтобы уровень заполнения стартовой жидкостью AT в рабочем пространстве был по меньшей мере выше фильтров F.
20. Способ по п. 1, отличающийся тем, что температура суспензии S составляет от -25 до +14°C.
21. Способ по п. 1, отличающийся тем, что содержащийся в суспензии S маточник содержит ≥70 вес. % акриловой кислоты.
22. Способ по п. 1, отличающийся тем, что от выведенного через фильтровальные трубы из промывочной колонны потока отработанного маточника SM* как источника QT* подающим насосом Р3 ведут часть потока как поток регуляторного маточника SL* по подающим соединениям С1, С2 через распределительное пространство и сквозные проходы U в рабочее пространство промывочной колонны.
23. Способ по п. 1, отличающийся тем, что во время эксплуатации измеряют как давление PK, так и давление PV.
24. Способ по п. 1, отличающийся тем, что измеряют дифференциальное давление PD с помощью манометра дифференциального давления.
25. Способ по п. 1, отличающийся тем, что после момента tS начинают эксплуатацию контура расплава и выводного устройства и открывают проток через выпуск А, а также подают в контур расплава газ, содержащий молекулярный кислород, для чего в часть потока контура расплава вводят газ, содержащий молекулярный кислород, а затем часть потока, содержащую молекулярный кислород, снова подают в контур расплава.
26. Способ по п. 1, отличающийся тем, что количество фильтровальных труб в гидравлической промывочной колонне составляет от 3 до 200.
27. Способ по одному из пп. от 1 до 26, отличающийся тем, что суспензия S содержит нижеследующие компоненты:
≥70 вес. % акриловой кислоты,
до 15 вес. % уксусной кислоты,
до 5 вес. % пропионовой кислоты,
до 5 вес. % низкомолекулярных альдегидов,
до 3 вес. % диакриловой кислоты и
до 25 вес. % воды.
28. Способ очистительного отделения кристаллов акриловой кислоты из суспензии S ее кристаллов в маточнике с помощью устройства, включающего в себя гидравлическую промывочную колонну, отличающийся тем, что процесс ввели в эксплуатацию в соответствии со способом по одному из пп. от 1 до 27.
| US 7112695 B2, 26.09.2006 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ПОЛУЧЕНИЯ АКРОЛЕИНА И/ИЛИ АКРИЛОВОЙ КИСЛОТЫ | 2001 |
|
RU2285690C2 |
| US 20060199977 A1, 07.09.2006 | |||

