Изобретение относится к области техники, а именно к обжиговым печам непрерывного действия и может использоваться для термической обработки строительных керамических изделий, в частности, пустотного кирпича и блоков.
Известное устройство для термической обработки керамических пустотных изделий (заявка WO 2008/063538 А2, МПК6 С04В 35/638, F27B 9/00) выбрано за прототип и состоит из основного канала, заполняемого изделиями и циркуляционного канала с вентиляторами, обеспечивающими циркуляцию газа путем отбора газа из основного канала и возврата его в основной канал с противоположной стороны. Нужно отметить, что в известном устройстве для термической обработки пустотных изделий создается система циркуляции газа, которая улучшает равномерность термической обработки пустотных изделий, однако, имеет следующие недостатки.
При созданной циркуляции газа в основном канале печи происходит активное перемешивание потоков газа по всей длине канала, что исключает возможность нагрева, обжига и охлаждения пустотных изделий в строгом соответствии с технологией.
Другим недостатком известного устройства является то, что вместе с продуктами горения из печи выводится пар, который образуется при испарении воды из загружаемых сырых изделий, при этом вместе с паром из печи выводится тепло, затраченное на парообразование.
В основу изобретения на устройство поставлена задача путем усовершенствования конструкции печи за счет введения дополнительных элементов обеспечить заданный и контролируемый режим нагревания, обжига и охлаждения изделий, что обеспечит строгое выполнение технологии обжига и соответственно качества обожженных изделий.
Следующей задачей изобретения на устройство является то, чтобы в печи путем максимальной степени рекуперации тепла продуктов горения, пара и воздуха достигнуть максимальной экономии тепловой энергии, идущей на обжиг керамических изделий.
В заявленном устройстве задача решается тем, что в печи для обжига керамических изделий, включающей основной канал, заполняемый изделиями, и циркуляционный канал с устройствами перемещения газа, обеспечивающими циркуляцию газа путем отбора газа из основного канала и возврата его в основной канал с противоположной стороны, согласно изобретению, печь разделена на секции перегородками с отверстиями.
Для устранения активного перемешивания газа, являющегося теплоносителем, по длине печи установлены поперечные перегородки с отверстиями, которые способны пропускать ограниченный поток газа и препятствовать интенсивному перемешиванию газа по длине печи.
Задача, поставленная в основу изобретения, также достигается тем, что в перегородках между секциями печи дополнительно выполнены.направляющие элементы - заслонки для создания направленного потока газа между секциями, отсекающие часть циркуляционного потока предыдущей секции и подающие его в последующую секцию. Выполнение заслонок с регулируемым наклоном дает возможность изменения скорости и направления перемещения газа между секциями.
Таким образом, за счет усовершенствования конструкции печи в основном канале образуется интенсивный циркуляционный поток газа, что обеспечивает равномерность температур в каждой секции по ширине и высоте в рабочем пространстве основного канала и управляемый поток газа вдоль основного канала, что сокращает продолжительность обжига при одновременном повышении качества продукции.
Устройство печи для обжига керамических изделий имеет и другое усовершенствование, благодаря чему получается дополнительный технический результат.
Следующая задача, которая поставлена в основу изобретения, достигается тем, что в циркуляционном канале печи дополнительно установлен, по крайней мере, один теплообменник.
Чтобы вернуть тепло парообразования в технологический процесс - в зону нагрева изделий, необходимо этот пар или парогазовую смесь пропустить через теплообменник, который располагается в циркуляционном канале в зоне нагрева. В этом теплообменнике происходит не только охлаждение парогазовой смеси, но и конденсация пара. Таким образом, теплота конденсации и нагретой газовой смеси используется для нагрева изделий.
Теплообменник дополнительно может быть оборудован вентилятором для обеспечения необходимой скорости прохождения газа.
Использование данной совокупности существенных признаков, включая отличительные, позволяет по сравнению с прототипом:
- обеспечить заданный и контролируемый режим нагревания, обжига и охлаждения изделий;
- достигнуть максимальной экономии тепловой энергии.
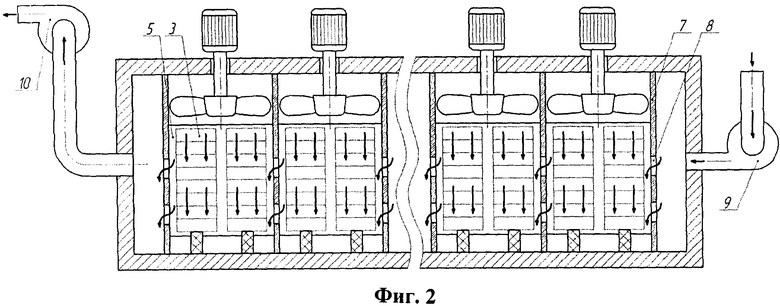
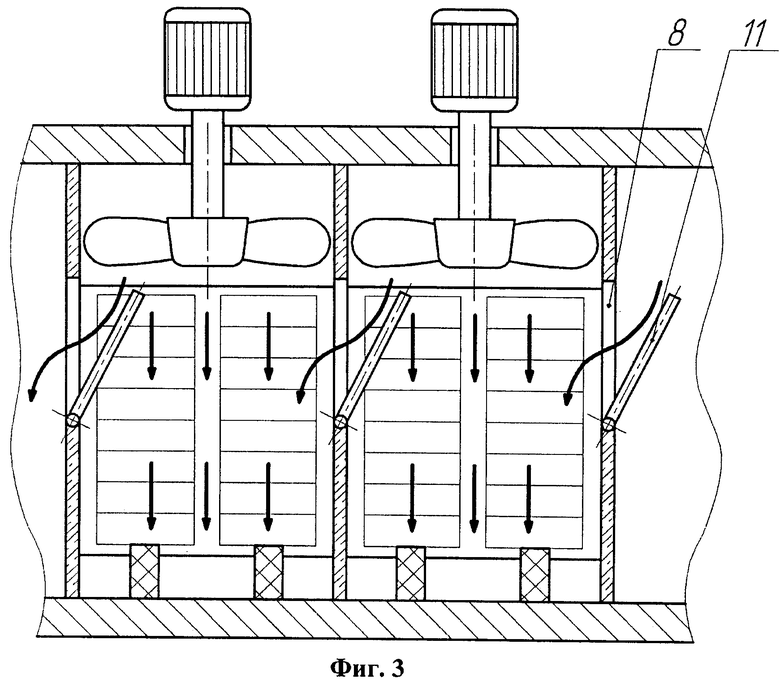
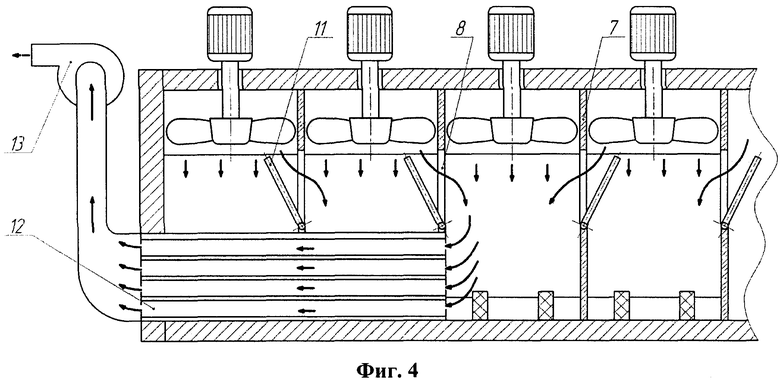
Описание печи для обжига керамических изделий подтверждается чертежами, где на фиг. 1 - изображен поперечный разрез печи для обжига керамических изделий, на фиг. 2 - исполнение поперечных перегородок с отверстиями в печи в разрезе фиг. 1 по сечению А-А, на фиг. 3 - исполнение направляющих элементов в печи в разрезе фиг.1 по сечению А-А, на фиг. 4 - исполнение теплообменника в печи в разрезе фиг.1 по сечению А-А.
Изобретение подробно описывается со ссылками на чертежи. Печь для обжига керамических изделий показана на фиг. 1 и состоит из внешнего корпуса 1, основного канала 2, который заполняется пустотными изделиями 3, и циркуляционного канала 4, отделенного от основного канала 2 перегородками 5 и необходимого для создания интенсивного циркуляционного потока газа, способствующего ускорению теплообмена. В верхней части каждой секции основного канала 2 установлены вентиляторы 6 для отбора газа из верхней части основного канала 2 и подачи его в нижнюю часть через циркуляционный канал 4.
По всей длине печь разделена на секции поперечными перегородками 7 (фиг. 2) с отверстиями 8, при этом в случае выполнения печи с механическим перемещением пустотных изделий 3 поперечные перегородки 7 выполняются из двух частей: неподвижной части 7, перегораживающей циркуляционный канал 4, и подвижной части 7а (фиг.1), перемещающейся вместе с пустотными изделиями 3.
Для обеспечения направленного перемещения газа внутри печи между секциями могут быть установлены приточные 9 (фиг. 2) и вытяжные 10 вентиляторы.
В поперечных перегородках 7 (фиг. 3) с отверстиями 8 дополнительно выполнены направляющие элементы - заслонки 11 с регулируемым наклоном, при этом отверстия 8 выполняются по размерам заслонок 11 и в этом случае необходимость установки вентиляторов 9 и 10 отсутствует.
В циркуляционном канале 4 (фиг. 4) дополнительно установлен теплообменник 12, который дополнительно оборудован вентилятором 13.
Нагревание изделий может проходить от любого источника тепла: путем сжигания топлива, применения электрического нагревателя или другим способом.
Исполнение печи для обжига керамических изделий применимо как к печам с механическим перемещением изделий, так и к печам с неподвижным расположением изделий.
Печь для обжига керамических изделий работает следующим образом.
Заполнение основного канала 2 пустотными изделиями 3 производится либо в каждую секцию отдельно - для печей с неподвижным расположением изделий 3, либо через крайние секции - для печей с механическим перемещением изделий 3.
Печь имеет три зоны: зону нагрева, обжига и охлаждения. Процессы тепло-массообмена в печи подобны процессам, происходящим в обычных туннельных и кольцевых печах. В предлагаемой печи благодаря наличию вентиляторов 6 интенсивность тепло-массообмена значительно повышается.
Теплообмен между газовой средой печи (теплоносителем) и пустотными изделиями 3 (фиг. 1) в пределах каждой секции осуществляется благодаря многократному прохождению газа вокруг и через пустотные.изделия 3 путем отбора газа из верхней части основного канала 2 вентилятором 6 и подачи его через циркуляционный канал 4 в нижнюю часть основного канала 2.
Перенос тепловой энергии между секциями (вдоль основного канала 2) осуществляется перемещением газа (теплоносителя) через отверстия 8 (фиг. 2) в перегородках 7.
Первый способ оптимизации процесса теплообмена между секциями печи выполняется путем подбора размера отверстий 8 в перегородках 7, при этом само перемещение газа осуществляется путем создания разности давлений между секциями, например, вентиляторами 9 и 10. Второй способ оптимизации процесса теплообмена между секциями печи выполняется путем регулирования наклона заслонок 11 (фиг. 3).
Образующийся в печи пар, а также продукты горения (при использовании топлива) направляющими заслонками 11 (фиг. 4) подаются в секцию печи, из которой осуществляется их отбор через теплообменник 12, при этом в теплообменнике 12 происходит охлаждение входящих газов и частичная конденсация пара, что обеспечивает нагрев пустотных изделий 3 (условно не показаны), заполненных в печь. При большом перепаде давления в теплообменнике 12 для обеспечения прохождения через него необходимого потока газа используется вентилятор 13. При использовании вентилятора 13 подвод парогазовой смеси к секции, из которой производится ее отбор в теплообменник 12, может производится через отверстия 8 без заслонок 11 за счет разряжения, создаваемого вентилятором 13.
Приведенные сведения подтверждают то, что усовершенствованная печь для обжига керамических изделий промышленно применима с использованием разных вариантов исполнения. В результате применения предлагаемых решений получены качественно обожженные изделия за счет строгого выполнения технологии обжига при минимальных энергетических затратах. Опытно-экспериментальный образец печи для обжига керамический изделий изготовлен, эксплуатационные характеристики которой подтвердили достижение желаемого технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕМПЕРАТУРНОЙ ОБРАБОТКИ СЫПУЧИХ МАТЕРИАЛОВ | 2014 |
|
RU2551878C1 |
| Проходная печь | 1990 |
|
SU1788411A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ И ПРЕСС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2551875C1 |
| МНОГОКАНАЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2027965C1 |
| РАСПРЕДЕЛИТЕЛЬ ЗОЛОТНИКОВЫЙ | 2014 |
|
RU2549261C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2014 |
|
RU2549262C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОСТИ ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2551879C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| ПРЕСС ДЛЯ ДВУСТОРОННЕГО ПРЕССОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2014 |
|
RU2551876C1 |
| СПОСОБ ПОДГОТОВКИ МАТЕРИАЛА ДЛЯ ПОЛУСУХОГО ПРЕССИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2549260C1 |

Печь для обжига керамических изделий включает основной канал, который заполняется изделиями, и циркуляционный канал, расположенный по длине основного канала, с устройствами перемещения газа, которые обеспечивают циркуляцию газа путем отбора газа из основного канала и его возврата через циркуляционный канал в основной канал с противоположной стороны. Для обеспечения заданного и контролируемого режима нагревания, обжига и охлаждения изделий все каналы печи разделены на секции поперечными перегородками с отверстиями.
1. Печь для обжига керамических изделий, включающая основной канал, заполняемый изделиями, и циркуляционный канал с устройствами перемещения газа, обеспечивающими циркуляцию газа путем отбора газа из основного канала и возврата его в основной канал с противоположной стороны, отличающаяся тем, что печь разделена на секции перегородками с отверстиями.
2. Печь по п.1, отличающаяся тем, что в перегородках между секциями дополнительно выполнены направляющие элементы для создания потока газа между секциями.
3. Печь по п.1, отличающаяся тем, что в циркуляционном канале дополнительно установлен, по крайней мере, один теплообменник.
4. Печь по п.1, отличающаяся тем, что теплообменник дополнительно оборудован вентилятором.

