Изобретение относится к печам для обжига керамических изделий, преимущественно строительной керамики, в частности кирпича и керамических камней.
Известна туннельная печь для обжига керамических изделий, содержащая футерованный корпус, параллельные каналы с зонами подогрева, обжига, охлаждения, транспортеры с изделиями, движущимися в каналах в противоположном направлении, горелочные устройства, устройства для подачи воздуха, отбора газов и для принудительной конвективной теплоотдачи от изделий в зоне охлаждения одного канала к нагревающимся изделиям в зоне подогрева другого канала [1].
Печь имеет характерные для туннельных печей недостатки: 1. Неравномерное температурное поле по сечению рабочего канала приводит к увеличению длительности стадий подогрева, обжига, охлаждения и снижению качества изготавливаемых изделий; 2. Использование большого объема воздуха как теплоносителя для принудительной теплопередачи от охлаждающихся изделий к нагревающимся определяют необходимость установки вентиляционной системы с соответствующими дополнительными материало- и энергозатратами и теплопотерями с отходящими газами.
Известна многоканальная туннельная печь для обжига малогабаритных изделий технической керамики, содержащая рабочие каналы с зонами подогрева, обжига, охлаждения и нагревательные устройства. С целью интенсификации теплообмена при обжиге изделий, движущихся в противоположном направлении, печь снабжена воздухоподводящими коллекторами и отражателями у пода и свода печи [2].
Печь имеет аналогичный недостаток - необходимость использования вентиляционной системы, т.е. наличие дополнительных материало- и энергозатрат. Кроме того, циркуляция воздуха по воздухоподводящим коллекторам усредняет температуру воздушного потока как теплоносителя по всей зоне подогрева одного канала и по всей зоне охлаждения другого. Это ограничивает область применения печи, так как в ней трудно обеспечить требуемые режимы охлаждения и нагрева изделий, которые необходимы для качественного изготовления таких керамических изделий, как кирпич, керамический камень и т.п. Использование отражателей у свода и пода печи для реализации лучистого теплообмена между охлаждающимися изделиями одного канала и нагревающимися изделиями другого канала определяет возможность расположения каналов только по ширине печи, что затрудняет выполнение печи для производства большого объема изделий. При увеличении ширины печи снижается эффективность принудительного конвективного теплообмена и значительно увеличиваются теплопотери от нагретого широкого корпуса печи в окружающую среду.
Наиболее близкой к предлагаемой является многоканальная печь фирмы "Сити" для обжига керамической плитки, содержащая футерованный корпус, параллельные каналы, расположенные в несколько рядов по высоте и ширине печи, с зонами подогрева, обжига, охлаждения с движущимися по роликовому транспортеру лещадками с изделиями в противоположных направлениях: на 1 и 3 этажах в одну сторону, на 2 и 4 в противоположную. Под каждого канала полностью перекрыт фасонными камнями и ролики лишь незначительно выступают над плоскостью пода. Печь содержит электрические нагреватели, установленные в кладке печи, устройства для отбора горячего воздуха из зоны подогрева каждого канала и устройства для подачи холодного воздуха в зону охлаждения каждого канала. С обоих торцов печи установлены погрузочно-разгрузочные устройства [3].
Недостатки печи следующие: 1. Низкая теплоотдача от изделий, охлаждающихся в зоне охлаждения каждого канала, к изделиям, нагревающимся в зоне подогрева каждого канала, вследствие пространственного разделения каналов фасонными камнями приводит к повышению энергопотребления в зоне обжига и необходимости в зонах подогрева-охлаждения использования принудительных потоков воздуха как теплоносителя; 2. Использование для теплообмена между изделиями нагнетания и отбора воздуха в каждом канале приводит к тому, что 25,8% энергозатрат выносится потоком тепла с отходящими газами. Для функционирования печи необходима вентиляционная система с соответствующим увеличением материало- и энергозатрат печи.
Эти обстоятельства обуславливают ограниченность применения печи, которая может быть использована для изготовления малогабаритных керамических изделий типа керамических плиток. Изготовление более крупных изделий: кирпича, керамических камней - затруднено вследствие низких параметров рекуперации энергии, использованной в печи для обжига изделий.
Настоящим изобретением решается задача значительного снижения материало- и энергозатрат печи для обжига керамических изделий.
Для этого в известной многоканальной печи для обжига керамических изделий, содержащей футерованный корпус, параллельные каналы, расположенные в несколько рядов с зонами подогрева, обжига, охлаждения и с возможностью перемещения в них изделий в противоположных направлениях, транспортеры, нагревательные устройства, погрузочно-разгрузочные устройства, установленные с обоих торцов печи, каналы разделены друг от друга несплошными перегородками и расположены в несколько рядов по высоте и (или) ширине печи, несплошные перегородки, разделяющие соседние каналы, установлены в контакте с движущимися по каналу изделиями или лещадками с изделиями одного или обоих каналов. Кроме того, каналы дополнительно содержат зону сушки, зоны сушки-подогрева одних каналов разделены несплошными перегородками с зонами охлаждения соседних каналов с противоположно двигающимися изделиями, в зоне обжига нагревательные устройства установлены секциями с автономными регулировкой и (или) питанием каждой секции. Каналы имеют щелевидное поперечное сечение, примыкают друг к другу наибольшими поверхностями и разделены несплошными перегородками, в зоне обжига несплошные перегородки содержат нагревательные устройства.
Несплошные перегородки содержат ряд роликов, установленных поперек движению изделий, нагревательные устройства расположены в роликах и (или) в межроликовом пространстве.
Предлагаемое устройство соответствует критерию "новизна", так как имеет отличительные от прототипа признаки.
Разделение каналов несплошными перегородками друг от друга в предлагаемом устройстве позволяет снизить вес конструкционных элементов, разделяющих каналы, что ведет к снижению материалоемкости печи.
Расположение при этом каналов в несколько рядов по высоте и (или) ширине печи значительно снижает энергопотребление печи, так как между изделиями в зонах подогрева одних каналов и зоне охлаждения других каналов происходит непосредственный теплообмен, состоящий из лучистой, конвективной и кондуктивной (через несплошные перегородки) составляющих, что позволяет реализовать равномерный нагрев одних и равномерное остывание других изделий. При этом для работы печи не является необходимым использование для теплопередачи принудительных потоков воздуха как теплоносителя, а следовательно, дополнительно снижается материалоемкость печи вследствие исключения вентиляционной системы принудительной конвекции воздуха в печи с соответствующим снижением энергозатрат, а также значительно снижаются потери тепла с отходящими газами.
Предлагаемая печь, в которой несплошные перегородки, разделяющие соседние каналы, установлены в контакте с движущимися по каналу изделиями или лещадками с изделиями одного или обоих каналов, позволяет реализовать плотную упаковку изделий в многоканальной печи с футерованным корпусом, уменьшить внешнюю поверхность печи и снизить энергопотери о нагретого корпуса в окружающую среду. Разделяя нагревающиеся изделия одних каналов от остывающих изделий других каналов толщиной перегородки или расстоянием, большим на величину технологического зазора (определен технологическими отклонениями размера сырца изделия при формовании с учетом надежного транспорта изделий по каналу), сводятся к минимуму конвективные потоки воздуха вдоль печи, снижаются потоки отходящего из печи воздуха и реализуется непосредственный процесс теплообмена между нагревающимися и охлаждающимися изделиями, это приводит к снижению теплопотерь, сокращению длины зон подогрева и охлаждения каналов, длины всей печи с соответствующим снижением материалоемкости и энергозатрат печи.
Кроме того, в печи, каналы которой наряду с зонами подогрева, обжига, охлаждения дополнительно содержат зону сушки и зоны сушки-подогрева одних каналов разделены несплошными перегородками с зонами охлаждения соседних каналов с противоположно движущимися изделиями, максимально используется энергия печи обжига для изготовления изделий, полученных методом пластического формования, вследствие того, что остаточная тепловая энергия, которую имеют изделия после прохождения зоны остывания в трехзонной печи используется для сушки изделий-сырца. Установка в зоне обжига нагревательных устройств секций с автономными регулировкой и (или) питанием каждой секции позволяет оптимально использовать энергоресурсы для поддержания в зоне обжига температуры обжига изделий, снизить энергозатраты при запуске печи. Использование в печи каналов с щелевидным сечением, которые примыкают друг к другу наибольшими поверхностями, разделены несплошными перегородками, содержащими в зоне обжига нагревательные устройства, снижает энергозатраты в печах большой производительности, так как позволяет реализовать равномерный прогрев изделий нагревательными устройствами в зоне обжига и при высокой плотности упаковки изделий в печи обеспечить непосредственную теплопередачу от изделий в зоне охлаждения одних каналов к изделиям в зоне подогрева других каналов. В печи, где несплошные перегородки содержат ряд роликов, установленных поперек движению изделий, а нагревательные устройства расположены в роликах и (или) в межроликовом пространстве, снижается материалоемкость и энергозатраты печи вследствие того, что ролики выполняют роль транспортных средств и при этом обеспечивается равномерный нагрев изделий в зоне обжига и непосредственная теплопередача между изделиями из зоны охлаждения одних и изделиями из зоны подогрева других соседних каналов.
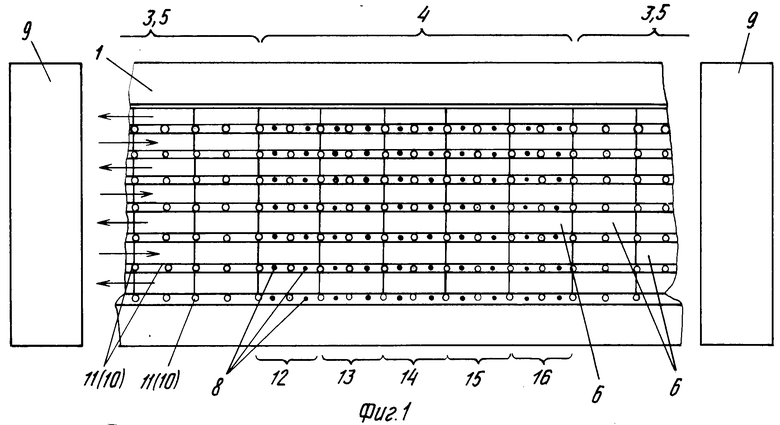
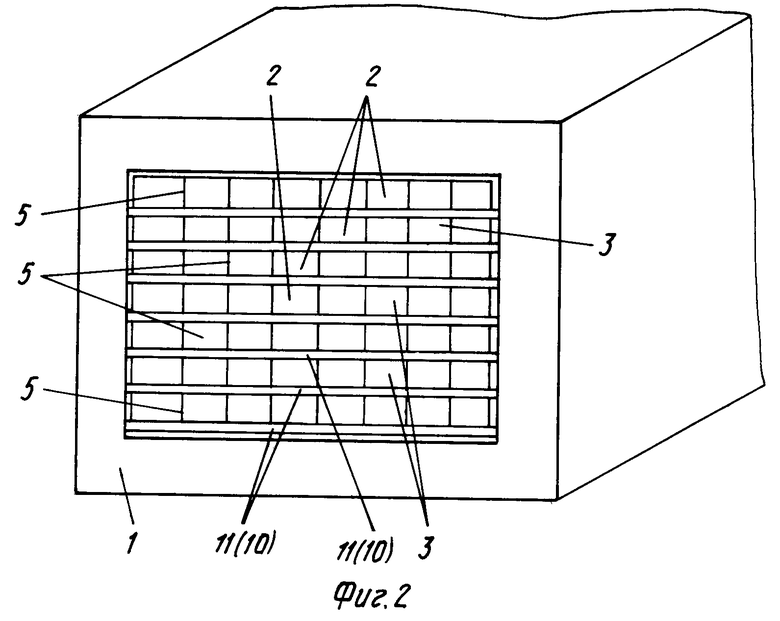
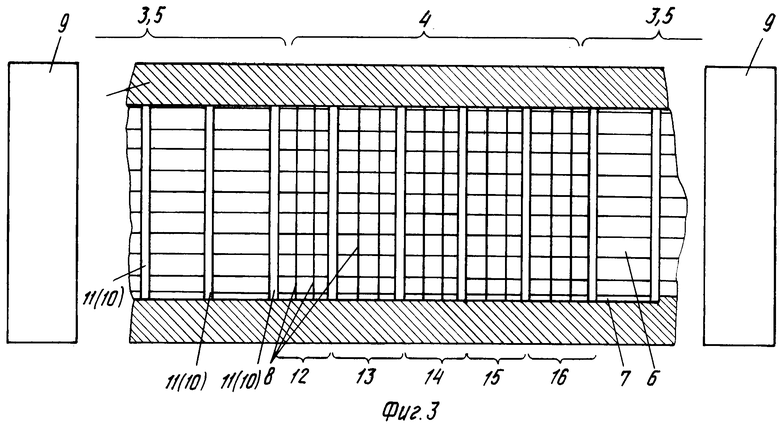
На фиг.1 схематично показана печь с щелевидными горизонтально расположенными каналами; на фиг.2 - то же, вид торца печи; на фиг.3 - печь с щелевидными вертикально расположенными каналами; на фиг.4 - то же, вид торца печи.
Печь содержит футерованный корпус 1, параллельные каналы 2 с щелевидным сечением, расположенные в несколько рядов по высоте печи (фиг.1 и 2) или ширине печи (фиг.3 и 4) с зонами подогрева 3, обжига 4, охлаждения 5 с возможностью перемещения изделий 6 в соседних каналах в противоположных направлениях (на фиг.1 и 4 показано стрелками), транспортеры 7 (на фиг.1 и 2 роль транспортеров выполняют ролики 11), нагревательные устройства 8, погрузочно-разгрузочные устройства 9, установленные с обоих торцов печи, несплошные перегородки 10, разделяющие каналы. Несплошные перегородки 10 могут выполняться в виде роликов 11, расположенных поперек движению изделий и находящихся в контакте с изделиями обоих каналов. На фиг.1 и 2 ролики разделяют каналы и являются транспортерами изделий; на фиг.3 и 4 ролики разделяют каналы, т.е. являются несплошной перегородкой, а транспортеры 7 перемещают изделия в каналах.
Несплошные перегородки могут быть выполнены также в виде сеток, решеток и т. п. Нагревательные устройства расположены в межроликовом пространстве зоны обжига, установлены секциями 12-16 с автономным регулированием и питанием каждой секции.
Печь работает следующим образом.
Изделия 6, например кирпич-сырец, загружаются в каналы печи. После загрузки печи с целью снижения энергозатрат в начальный период работы запускается средняя секция 14 нагревателей в зоне 4 обжига печи. Изделия всех каналов, находящиеся в секции 14 зоны обжига, выдерживаются при температуре обжига требуемое время и производится продвижение изделий по всем каналам в противоположных направлениях, например, на длину одного изделия. Вышедшие из обогреваемой секции зоны обжига изделия охлаждаются и отдают свое тепло при непосредственном теплообмене с изделиями, расположенными в соседних каналах. После истечения следующего периода обжига изделия вновь с помощью транспортеров 7 продвигаются по каналам. После одного или нескольких таких циклов запускаются нагревательные устройства секций 13, 15, а затем 12, 16. Печь вышла на режим работы (запуск печи может быть реализован и в других режимах, например, не допуская пережога первых изделий, при периодическом или постоянном поступательном движении изделий в каналах и т.п.).
При стационарном режиме работы средняя скорость движения изделий в каналах определяется длиной зоны обжига и требуемым временем выдержки изделия при температуре обжига. После выхода из зоны обжига каждое изделие окружено (в данном случае для нижнего и верхнего ряда на фиг.1 и 2; для крайнего левого и правого ряда на фиг.3, 4 с одной стороны, для других рядов с двух) более холодными изделиями, направляющимися в зону обжига. Происходит процесс непосредственного теплообмена и нагрева одних и охлаждение других изделий, движущихся в противоположных направлениях в рядом расположенных каналах. Такой процесс непосредственного теплообмена происходит по всей длине зон 3 и 5 подогрева и охлаждения каналов и состоит из лучистой, конвективной и кондуктивной (через ролики) составляющих. Несплошные перегородки наряду с этим препятствуют конвективному движению воздуха вдоль печи, снижая потери тепла с отходящими из печи газами. В зонах обжига изделия равномерно нагреваются расположенными в перегородках нагревательными устройствами (в зоне обжига перегородки могут быть как несплошными, так и сплошными). На каждом торце печи в одни каналы загружают исходные изделия, а из других соседних каналов выгружают готовые изделия.
Погрузочно-разгрузочные устройства 9 расположены с обоих торцов печи и работают синхронно. Торцы печи могут периодически закрываться шиберами. Длина зон подогрева и охлаждения каналов определена параметрами процесса теплоотдачи между изделиями, средней скоростью движения изделий по каналам и требуемой температурой изделий на выходе из печи. При дополнительном содержании зоны сушки в каждом канале печи длина зон подогрева-сушки и охлаждения дополнительно определяется временем сушки изделия. Движение изделий по каналам осуществляется транспортерами. В случае использования роликового транспортера изделия либо проталкиваются по роликам, либо ролики приводятся в движение и обеспечивают поступательное движение изделий по каналам. В процессе работы печи осуществляется контроль температуры в зонах обжига и подогрева-охлаждения печи, производится управление работой нагревательных устройств, не допуская перегрева изделий в зоне обжига, регулировка температуры в зонах подогрева-охлаждения. Ширина каналов, их количество определяется необходимой производительностью обжига изделий. Несплошные перегородки, разделяющие каналы, удерживают в каналах движущиеся изделия и могут быть стационарными и (или) движущимися по печи вместе с изделиями. Движущимися перегородками, разделяющими каналы, могут быть элементы приспособлений, на которых или в которых изделия движутся по каналам лещадки, контейнера и т.п.
Предлагаемое изобретение значительно снижает энергопотребление обжига за счет оптимального процесса рекуперации тепловой энергии в печи вследствие того, что нагревающиеся в печи изделия получают тепло непосредственно от остывающих в печи изделий, исключая использование принудительных теплоносителей, а значит выноса тепла этими теплоносителями; компактность печи определяет низкие теплопотери в окружающую атмосферу; значительно уменьшает материалоемкость печи вследствие ее компактности и отсутствия вентиляционной системы для рекуперации тепла; улучшает качество изготавливаемых изделий за счет равномерного нагрева и температурной выдержки изделий в зоне обжига, равномерных, без резких температурных градиентов в изделиях процессов охлаждения и нагрева изделий в печи; расширяет функциональные возможности печи вследствие снижения энергозатрат, эффективной рекуперации и пространственно распределенных в зоне обжига источников тепла. Печь в отличие от прототипа может быть использована не только для обжига керамической плитки, но и для более габаритных изделий, в частности кирпича и керамических камней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2347167C2 |
| СПОСОБ ОБЖИГА КИРПИЧЕЙ В ТУННЕЛЬНОЙ ПЕЧИ | 1993 |
|
RU2105257C1 |
| Проходная печь | 1990 |
|
SU1788411A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
| Многоярусная конвейерная печь | 1985 |
|
SU1332128A1 |
| МНОГОЯРУСНАЯ СУШИЛКА-ПЕЧЬ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2068974C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| Туннельная печь | 1980 |
|
SU935694A1 |
| ШАХТНАЯ ГАЗОВЯ ПЕЧЬ БОЛЬШОЙ ПРОИЗВОДИТЕЛЬНОСТИ ДЛЯ ОБЖИГА КУСКОВОГО МАТЕРИАЛА | 2013 |
|
RU2523640C1 |
| МНОГОКАМЕРНАЯ ОБЖИГОВАЯ ПЕЧЬ | 2008 |
|
RU2398165C2 |

Использование: для обжига керамических изделий, преимущественно строительной керамики, в частности кирпича и керамических камней. Сущность изобретения: печь содержит футерованный корпус, параллельные каналы с зонами подогрева, обжига, охлаждения и с возможностью перемещения изделий в соседних каналах в противоположных направлениях, транспортеры, нагревательные устройства, погрузочно-разгрузочные устройства, установленные с обеих торцов печи. Каналы разделены друг от друга несплошными перегородками и расположены в несколько рядов по высоте и(или) ширине печи. Несплошные перегородки, разделяющие соседние каналы, установлены в контакте с движущимися по каналу изделиями. Каналы печи имеют общую зону обжига, а изделия, движущиеся в зоне охлаждения одних каналов, окружены изделиями, движущимися в зонах подогрева других каналов с реализацией непосредственного теплообмена между ними. Технический результат: печь компактна с низкой материало- и энергоемкостью. 4 з.п. ф-лы, 4 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Строительная керамика | |||
| /Под ред | |||
| Е.Д.Рохваргера | |||
| М.: Стройиздат, 1976, с.465. | |||
