Перекрестная ссылка на родственные заявки
В настоящей заявке заявляется приоритет предварительной заявки на патент США № 61/097822, поданной 17 сентября 2008 г. Кроме того, данная заявка заявляет приоритет, а также является частичным продолжением заявки (CIP) на патент США № 12/561349, поданной 17 сентября 2009 г.
Область техники, к которой относится изобретение
Настоящее изобретение в общем относится к адгезивам и этикеткам. В частности, настоящее изобретение относится к способным активироваться адгезивам и активированию адгезивов для этикеток с помощью радиации и за счет изменений температуры.
Предпосылки к созданию изобретения
Традиционные самоклеющиеся этикетки поставляются потребителю прикрепленными к слою антиадгезионного вещества. Указанные слои антиадгезионного вещества, как правило, содержат кремнийорганическое покрытие и в связи с этим не могут служить источником для пригодной для переработки бумаги. В последние годы значительно возросла потребность потребителей в этикетках без антиадгезионного слоя, что связано с требованиями снизить затраты, повысить эффективность, уменьшить воздействие на окружающую среду. Наиболее распространенными видами указанных этикеток являются “этикетки без антиадгезионного слоя” и “активированные этикетки”.
“Этикетки без антиадгезионного слоя” имеют липкую поверхность и поверхность, на которую нанесен разделительный слой, так что они способны сворачиваться в рулоны. Использование указанных “этикеток без антиадгезионного слоя” требует либо предварительного проведения печати, либо применения специальных печатающих устройств, которые сконструированы таким образом, что они способны печатать на разделительном слое. Оборудование, которое используют для работы с “этикетками без антиадгезионного слоя”, имеет специальные вальцы и плиты, которые конструктивно приспособлены для контактирования с липкой стороной этикеток. Несмотря на многие усовершенствования, внесенные в подобное оборудование, на различных узлах подобного оборудования все же накапливается адгезив. Вследствие указанных недостатков, а также из-за высокой цены конечного липкого продукта “без антиадгезионного слоя”, указанные “этикетки без антиадгезионного слоя” не получили широкого одобрения у потребителей.
“Способные активироваться этикетки” поставляются конечному потребителю в не липком состоянии, а затем этикетки активируют, т.е. липкий слой этикеток активируют, переводя этикетки в липкое состояние непосредственно перед нанесением на требуемый объект. Часто на “способных активироваться этикетках” перед активированием печатают знаки. Известные схемы активирования включают использование энергии ультрафиолетового излучения (УФ) для нагрева адгезива (см. патент США № 6492019, выданный на имя Shipstone et al.), обработку коронным разрядом для активирования поверхности (см. патент США № 6326450, выданный на имя Shipstone et al.), использование энергии излучения для нагрева адгезива (см. патент США № 6500536, выданный на имя Yamada et al.), использование влаги для активирования способного повторно смачиваться адгезива (см. патент США № 6803100, выданный на имя Hintz et al.), микроинкапсулирование активирующего вещества, которое затем можно разрушить и дать активатору смешаться с остальной композицией и активировать адгезив (патент США № 7026047, выданный на имя Krolzig), нанесения поверх адгезива, слоя вещества, уменьшающего прилипание, который позднее удаляют с помощью нагрева или механическими способами (см. патент США № 5569515, выданный на имя Rice et al.), и использование энергии ультразвука для активирования адгезива (см. патент США № 5702771, выданный на имя Shipston et al.).
До настоящего времени в наиболее распространенных схемах активации используют активирование путем нагрева, т.е. активирование этикетки с помощью тепла. Для активирования путем нагрева предложены различные способы. Они включают использование следующих приспособлений: нагретые барабаны или валки (см. патенты США №№ 5749990 и 5480502, выданные на имя Rello et al.), прямое контактирование с нагревательным элементом (см. патент США № 6388692, выданный на имя Iwata et al., и патент США № 6501495, выданный на имя Ichikawa et al.), микроволновая энергия (см. патент США № 3461014, выданный на имя James), нагретые шкивы, контактирующие с адгезивом (патент США № 4468274, выданный на имя Adachi, и патент США № 6031553, выданный на имя Nagamoto et al.), и инфракрасное (ИК) излучение и излучение в ближней ИК области (см. патент США № 3247041, выданный на имя Henderson, и патент США № 4156626, выданный на имя Souder). Кроме того, известны такие общие способы активирования как нагрев с использованием высокочастотной (ВЧ) энергии, использование индуктивного нагрева, радиационного нагрева, а также видимого света, и ими можно дополнить приведенный перечень способов активирования. Указанные способы доказали свою пригодность при низких скоростях проведения операций, однако по мере возрастания скорости обработки вскрывается общий недостаток всех указанных способов, заключающийся в том, что время, в течение которого этикетки подвергаются воздействию нагревающих элементов, должно быть каким-либо образом увеличено, с тем чтобы нагрев стал эффективным. Таким образом, либо размер, либо стоимость устройств, способных подавать достаточное количество тепла, создают препятствия применениям, требующим высокой скорости нанесения.
Один из путей, позволяющих обойти проблему необходимости использовать более крупные и более длительно работающие нагреватели, заключается в повышении способности адгезива поглощать энергию от нагревательных устройств. В патенте США № 4156626, выданном на имя Souder, и патенте США № 6043190, выданном на имя Ichikawa et al., и заявках на патент США №№ 2003/0041963 и 2004/0166309 авторов Gong et al. описывается применение веществ, поглощающих в ближней ИК области спектра, с целью увеличения поглощения энергии адгезивами. Таким образом, применение веществ, поглощающих в ближней ИК области спектра, и ламп, обладающих высокой интенсивностью свечения в ближней ИК области спектра, может оказаться действенным способом активирования адгезива. Несмотря на то, что в ряде аспектов они дают удовлетворительные результаты, использование известных в настоящее время способных активироваться этикеток, устройств для маркировки и соответствующих способов не лишено ряда недостатков.
Таким образом, сохраняется потребность в этикетке без слоя вещества, уменьшающего прилипание, и соответствующего способа высокоскоростного активирования указанной этикетки. Настоящее изобретение удовлетворяет эти потребности.
Сущность изобретения
Предполагается, что описываемые ниже способы осуществления настоящего изобретения не являются исчерпывающими и не ограничивают настоящее изобретение конкретными вариантами, раскрытыми в приведенном ниже подробном описании. Способы осуществления настоящего изобретения скорее выбраны и приведены для того, чтобы специалисты в данной области техники смогли оценить и понять принципы и варианты осуществления настоящего изобретения.
Примером варианта осуществления настоящего изобретения является водная адгезивная композиция, которая способна активироваться под действием ИК излучения и которая после активирования ИК излучением или теплом приобретает свойства самоклеющегося вещества. Адгезивная композиция включает: (i) эмульсию сополимера основы, температура стеклования которого Tg превышает 25°С, а средневесовая молекулярная масса находится в диапазоне от 15000 дальтон до 100000 дальтон, (ii) твердый пластификатор для подобного сополимера, температура плавления которого превышает 40°С, и (iii) средство для повышения липкости с высокой температурой размягчения.
Другим примером варианта осуществления настоящего изобретения является адгезив, который включает пластификатор, средство для повышения липкости и полимер основы адгезива, который, включает акрилат низшего алкила, такой как бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
В общем случае в настоящем изобретении предлагается система адгезива, которая включает от приблизительно 20% до приблизительно 35% полимера основы адгезива, от приблизительно 50% до приблизительно 75% пластификатора и от приблизительно 5% до приблизительно 20% средства для повышения липкости.
Предпочтительно, адгезив включает от приблизительно 24% до приблизительно 30% полимера основы адгезива, от приблизительно 56% до приблизительно 68% пластификатора и от приблизительно 8% до приблизительно 16% средства для повышения липкости.
В более подробном варианте осуществления настоящего изобретения предлагаются конкретные составы для систем адгезивов. В предпочтительной композиции адгезив содержит приблизительно 28,6% полимера основы адгезива, приблизительно 57,1% пластификатора и приблизительно 14,3% средства для повышения липкости. В другой предпочтительной композиции адгезив содержит приблизительно 25% полимера основы адгезива, приблизительно 66% пластификатора и приблизительно 9% средства для повышения липкости.
В общем случае в одном варианте осуществления настоящего изобретения предлагается полимер основы адгезива, который включает от приблизительно 10% до приблизительно 50%, по крайней мере, одного акрилата низшего алкила, от приблизительно 20% до приблизительно 85% стирола, от приблизительно 1% до приблизительно 35% метилметакрилата, от приблизительно 0,5% до приблизительно 5% метакриловой кислоты, от приблизительно 0,5% до приблизительно 5% акриловой кислоты, от приблизительно 0% до приблизительно 5,0%, по крайней мере, одного многофункционального мономера и от приблизительно 0% до приблизительно 5,0%, по крайней мере, одного агента передачи цепи.
В более подробном аспекте, полимер основы адгезива включает от приблизительно 12% до приблизительно 48%, по крайней мере, одного акрилата низшего алкила, от приблизительно 23% до приблизительно 78% стирола, от приблизительно 3% до приблизительно 30% метилметакрилата, от приблизительно 1% до приблизительно 2% метакриловой кислоты, от приблизительно 1% до приблизительно 3% акриловой кислоты, от приблизительно 0,5% до приблизительно 2,5%, по крайней мере, одного многофункционального мономера и от приблизительно 1,0% до приблизительно 4,0%, по крайней мере, одного агента передачи цепи.
В другом подробном варианте осуществления настоящего изобретения предлагаются конкретные составы для компонента основы адгезива. В одной предпочтительной композиции для полимера основы адгезива бутилакрилат составляет приблизительно 37,2% от полимера основы адгезива, стирол составляет приблизительно 29,3% от полимера основы адгезива, метилметакрилат составляет приблизительно 29,3% от полимера основы адгезива, метакриловая кислота составляет приблизительно 1,7% от полимера основы адгезива, а акриловая кислота составляет приблизительно 2,5% от полимера основы адгезива. В другом варианте осуществления настоящего изобретения бутилакрилат составляет приблизительно 48,0% компонента основы адгезива, стирол составляет приблизительно 23,9% компонента основы адгезива, метилметакрилат составляет приблизительно 23,9% компонента основы адгезива, метакриловая кислота составляет приблизительно 1,7% компонента основы адгезива, а акриловая кислота составляет приблизительно 2,5% компонента основы адгезива. В еще одном варианте осуществления настоящего изобретения бутилакрилат составляет приблизительно 12,8% компонента основы адгезива, стирол составляет приблизительно 77,6% компонента основы адгезива, метилметакрилат составляет приблизительно 3,2% компонента основы адгезива, метакриловая кислота составляет приблизительно 1,2% компонента основы адгезива, акриловая кислота составляет приблизительно 1,7% компонента основы адгезива, а количество многофункционального мономера составляет 1,5% и количество агента передачи цепи составляет 1,9%.
Другие особенности осуществления настоящего изобретения заключаются в том, что адгезив имеет белый цвет. Кроме того, особенностью осуществления настоящего изобретения является то, что указанный адгезив не включает и, таким образом, свободен от сажи, графита, чернил, красителя, пигмента и/или красящего вещества. Кроме того, пластификатором может быть UNIPLEX 250 или дициклогексилфталат. Кроме того, средством для повышения липкости может быть TACOLYN 3400 или ARAKAWA SE-E 650.
Другие особенности осуществления настоящего изобретения заключаются в том, что пластификатор приготовлен таким образом, что он плавится при воздействии и/или после воздействия энергии. Кроме того, адгезив может быть приготовлен таким образом, чтобы он активировался под воздействием энергии в течение менее одной секунды. Кроме того, адгезив может быть приготовлен таким образом, чтобы он активировался под воздействием энергии в течение менее 0,3 сек.
Другие особенности осуществления настоящего изобретения заключаются в том, что энергия представляет собой ближний диапазон ИК излучение (NIR), энергию коротковолнового ИК, энергию ИК средней длины волны, ИК энергию, микроволновую энергию, ВЧ энергию, индуктивную тепловую энергию, энергию видимого света, энергию теплового излучения или УФ энергию. Кроме того, ИК энергия может иметь пик длины волны в диапазоне от приблизительно 0,8 мкм до приблизительно 3,0 мкм. Кроме того, энергия может иметь пик длины волны в диапазоне от приблизительно 1,2 мкм до приблизительно 2,5 мкм.
Другие особенности осуществления настоящего изобретения заключаются в том, что адгезив способен активироваться, адгезив обладает липкостью, и липкость адгезива сохраняется в течение, по крайней мере, двух минут после активирования адгезива.
Другим вариантом осуществления настоящего изобретения является этикетка, которая имеет лицевой слой и адгезионный слой, связанный с лицевым слоем. Адгезионный слой включает пластификатор, средство для повышения липкости и полимер основы адгезива, который включает бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
Другие особенности осуществления настоящего изобретения заключаются в том, что этикетка скомпонована таким образом, чтобы на нее можно было воздействовать энергией излучения, при этом длина волны и интенсивность энергии излучения таковы, что после воздействия энергии излучения на этикетку адгезионный слой становится липким, а лицевой слой после воздействия энергии излучения на этикетку не обесцвечивается. Кроме того, лицевой слой может быть изготовлен из бумаги, полимерной пленки, металлизированной бумаги, металлизированной пленки, фольги с бумажной подкладкой или металлической фольги.
Другие особенности осуществления настоящего изобретения заключаются в том, что этикетка скомпонована таким образом, чтобы ее можно было прикрепить к изделию и чтобы ее можно было переместить на другое место в течение приблизительно одной минуты после того, как этикетка прикреплена к изделию. Кроме того, адгезионный слой может быть активирован, обладать липкостью и быть приготовлен таким образом, чтобы его можно было прикрепить к изделию так, чтобы после того, как этикетка прикреплена к изделию, липкость адгезионного слоя предотвращала бы нежелательное удаление этикетки с изделия. Кроме того, этикетка может быть скомпонована, с целью прикрепления к изделию, а после того как этикетка прикреплена к изделию, она по прошествии приблизительно двух часов прочно связывается с изделием.
Другим примером осуществления настоящего изобретения является скомпонованный блок этикетки, который включает лицевой слой и способный к активации адгезионный слой, при этом слой функционального покрытия расположен между адгезионным слоем и лицевым слоем.
Другим примером осуществления настоящего изобретения является этикетка, которая включает лицевой слой, адгезионный слой и отражающий слой, который соединен с лицевым слоем и адгезионным слоем.
Другим примером осуществления настоящего изобретения является этикетка, которая включает лицевой слой, адгезионный слой и барьерный слой, который расположен между лицевым слоем и адгезионным слоем.
Наконец, другим примером осуществления настоящего изобретения является этикетка, которая включает лицевой слой, адгезионный слой и грунтовочный слой, который расположен между лицевым слоем и адгезионным слоем.
Другие особенности осуществления настоящего изобретения заключаются в том, что адгезионный слой различных скомпонованных блоков этикеток содержит пластификатор, средство для повышения липкости и полимер основы адгезива, который включает бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
Другие особенности осуществления настоящего изобретения заключаются в том, что этикетка скомпонована таким образом, чтобы на нее можно было воздействовать энергией излучения, при этом длина волны и интенсивность энергии излучения таковы, что после воздействия энергии излучения на этикетку адгезионный слой становится липким, а лицевой слой после воздействия энергии излучения на этикетку не обесцвечивается. Кроме того, лицевой слой может иметь нижнюю поверхность, а этикетка может включать отражающий слой, изготовленный из вещества, которое наносят в виде покрытия на нижнюю поверхность лицевого слоя. Кроме того, веществом отражающего слоя может быть золото, серебро, алюминий или медь. Кроме того, отражающий слой может иметь толщину не более одного микрона.
Другие особенности осуществления настоящего изобретения заключаются в том, что отражающий слой обладает отражательной способностью, и отражательная способность составляет больше чем приблизительно 90%. Кроме того, отражающий слой может составлять лишь часть нижней поверхности лицевого слоя. Кроме того, адгезионный слой может иметь первую поверхность, отражающий слой может иметь вторую поверхность, которая примыкает к первой поверхности, а вторая поверхность может быть текстурирована. Кроме того, текстурирование второй поверхности можно провести таким образом, чтобы она приобрела ретрорефлекторные свойства.
Другие особенности осуществления настоящего изобретения заключаются в том, что этикетка скомпонована таким образом, чтобы на нее можно было воздействовать энергией излучения, при этом длина волны и интенсивность энергии излучения таковы, что после воздействия энергии излучения на этикетку адгезионный слой становится липким, а лицевой слой после воздействия энергии излучения на этикетку не обесцвечивается. Кроме того, лицевой слой может иметь нижнюю поверхность, а этикетка может включать барьерный слой, изготовленный из вещества, которое наносят в виде покрытия на нижнюю поверхность лицевого слоя. Кроме того, вещество для барьерного слоя выбрано таким образом, чтобы предотвратить или, по крайней мере, существенно снизить обесцвечивание лицевого слоя.
Другим вариантом осуществления настоящего изобретения является устройство, которое сконструировано таким образом, чтобы облегчить прикрепление способной активироваться этикетки к изделию. Устройство включает источник энергии, который сконструирован таким образом, чтобы излучать энергию, и один или несколько исполнительных механизмов, которые сконструированы таким образом, чтобы принимать способную активироваться этикетку, перемещать способную активироваться этикетку через излучаемую энергию и переносить способную активироваться этикетку в то место, где способную активироваться этикетку прикрепляют к изделию. Способная активироваться этикетка включает адгезив, содержащий пластификатор, средство для повышения липкости и полимер основы адгезива, который содержит бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
Другим вариантом осуществления настоящего изобретения является устройство, которое сконструировано таким образом, чтобы облегчить прикрепление способной активироваться этикетки к изделию. Устройство включает источник энергии, который сконструирован таким образом, чтобы излучать энергию, печатающее устройство, которое предназначено для печатания знаков на способной активироваться этикетке, и один или несколько исполнительных механизмов, которые сконструированы таким образом, чтобы принимать способную активироваться этикетку, перемещать способную активироваться этикетку через печатающее устройство, которое затем печатает знаки на способной активироваться этикетке, перемещать способную активироваться этикетку через излучаемую энергию и переносить способную активироваться этикетку в то место, где способную активироваться этикетку прикрепляют к изделию. Способная активироваться этикетка включает адгезив, содержащий пластификатор, средство для повышения липкости и полимер основы адгезива, который включает бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
Другие особенности осуществления настоящего изобретения заключаются в том, что один или несколько исполнительных механизмов представляют собой нагнетательную систему, конвейерную ленту, лопатку, несущее полотно, плунжер, вакуумный барабан, валок, ленту вакуумного транспортера или вакуумную присасывающую головку. Кроме того, изделием, которое принимает этикетку, может быть бутылка, консервная банка, контейнер, сосуд, мешок, мешочек, конверт, пакет или ящик. Кроме того, способной активироваться этикеткой может быть одна этикетка из комплекта заранее нарезанных способных активироваться этикеток.
Примером способа по настоящему изобретению является способ нанесения этикетки со способным активироваться адгезивом на изделие. Способ включает приготовление этикетки, которая имеет первую поверхность, покрытую способным активироваться адгезивом, при этом адгезив содержит пластификатор, средство для повышения липкости и полимер основы адгезива, который включает бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту. Способ также включает выбор изделия, которое имеет вторую поверхность, выбор источника энергии, который сконструирован таким образом, что он выделяет энергию излучения, воздействие энергии излучения, выделяемой источником энергии, на первую поверхность этикетки таким образом, что первая поверхность этикетки становится липкой, и приведение первой поверхности этикетки в соприкосновение со второй поверхностью изделия.
Другие особенности осуществления настоящего изобретения заключаются в том, что на этикетку предварительно печатают знаки. Кроме того, способ может также включать выбор печатающего устройства, которое предназначено для печатания изображения на этикетку, и печатание изображения на этикетку до проведения стадии воздействия энергии излучения на этикетку. Кроме того, способ включает выбор резального устройства, которое предназначено для нарезания сухой этикетки требуемой длины перед проведением стадии активации. Кроме того, этикетка может включать лицевой слой и адгезионный слой. Адгезионный слой включает полимер основы адгезива, пластификатор и средство для повышения липкости, а лицевой слой не обесцвечивается после действия энергии излучения на этикетку.
Другие особенности осуществления настоящего изобретения заключаются в том, что стадия изготовления этикетки включает стадию изготовления множества этикеток, стадия выбора изделия включает стадию подготовки множества изделий, стадия воздействия на этикетку включает воздействие энергии излучения, по крайней мере, на одну из множества этикеток, а стадия приведения этикетки в соприкосновение с изделием включает приведения одной из множества этикеток в соприкосновение с одним из множества изделий со скоростью, большей чем приблизительно 60 этикеток в минуту. Кроме того, стадия приведения этикетки в соприкосновение с изделием включает приведения одной из множества этикеток в соприкосновение с одним из множества изделий со скоростью, меньшей или равной приблизительно 1000 этикеток в минуту.
Другим примером способа осуществления настоящего изобретения является способ активирования этикетки. Способ включает изготовление этикетки, имеющей первую поверхность, которая покрыта способным активироваться адгезивом, при этом способный активироваться адгезив содержит пластификатор, средство для повышения липкости и полимер основы адгезива, который включает бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту. Способ включает также выбор источника энергии, который предназначен для выделения энергии излучения, и воздействие энергии излучения, выделяемой источником энергии, на этикетку таким образом, что первая поверхность этикетки становится липкой.
Другим вариантом осуществления настоящего изобретения является устройство для печати на этикетках и нанесения этикеток на изделие. Устройство включает узел печатающего устройства, узел термической активации, расположенный после узла печатающего устройства, и узел нанесения, расположенный после узла термической активации. Узел термической активации включает привод транспортировки этикетки и один или несколько излучателей, предназначенных для испускания излучения на этикетки. В наиболее предпочтительных аспектах указанного устройства используется уникальное размещение датчиков, предназначенных для идентификации условий, при которых происходит деградация этикетки. Кроме того, необязательно используются элементы конструкции из кварцевого стекла для улучшения безопасности и повышения удобства использования устройства.
Краткое описание чертежей
Указанные, а также другие особенности, аспекты и преимущества настоящего изобретения станут полностью понятны и их можно будет оценить, если обратиться к следующему более подробному описанию примеров осуществления настоящего изобретения в сочетании с прилагаемыми чертежами.
На фигуре 1 приведено сечение предпочтительного варианта способной активироваться этикетки в соответствии с настоящим изобретением.
На фигуре 2 приведена диаграмма с примером устройства по настоящему изобретению для печатания, разрезания, активирования и прикрепления одной или нескольких этикеток к контейнеру.
На фигуре 3 приведена диаграмма с примером устройства для печатания и активирования комплекта этикеток и прикрепления их к контейнеру.
На фигуре 3А приведена диаграмма с примером устройства для проведения печати и осуществления одного из способов нанесения этикеток.
На фигуре 3В приведена диаграмма другого предпочтительного устройства для прикрепления этикетки со способным активироваться адгезивом к изделию.
На фигуре 3С приведена диаграмма еще одного предпочтительного устройства для прикрепления этикетки со способным активироваться адгезивом к изделию.
На фигуре 3D приведена диаграмма другого предпочтительного устройства для прикрепления этикетки со способным активироваться адгезивом к изделию.
На фигуре 4 приведена блок-схема примерного способа прикрепления этикетки со способным активироваться адгезивом к изделию.
На фигуре 5 приведена блок-схема примерного способа активирования этикетки в соответствии с настоящим изобретением.
На фигуре 6 приведена блок-схема примерного способа печатания, разрезания и прикрепления этикетки со способным активироваться адгезивом к изделию.
На фигуре 6А приведена блок-схема примерного способа прикрепления этикетки в соответствии с настоящим изобретением.
На фигуре 6В приведена блок-схема другого примерного способа прикрепления этикетки в соответствии с настоящим изобретением.
На фигуре 7 приведено сечение этикетки, имеющей отражательный слой, где отражательный слой является сплошным, в соответствии с настоящим изобретением.
На фигуре 8 приведено сечение другой этикетки, имеющей необязательное покрытие на несущей знаки поверхности, в соответствии с настоящим изобретением.
На фигуре 9 приведено сечение другой этикетки, имеющей отражательный слой, где отражательный слой имеет конфигурацию в соответствии с одним из вариантов осуществления настоящего изобретения.
На фигуре 10 приведен вид сверху другой этикетки, имеющей отражательный слой, где отражательный слой имеет конфигурацию в соответствии с одним из вариантов осуществления настоящего изобретения.
На фигуре 11 приведено сечение еще одной этикетки, имеющей отражательный слой, где отражательный слой является ретрорефлекторным слоем, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фигуре 12 приведен вид сверху примера прямоугольной этикетки, имеющей заостренные углы, в соответствии с настоящим изобретением.
На фигуре 13 приведен вид сверху примера прямоугольной этикетки, имеющей скругленные углы, в соответствии с настоящим изобретением.
Фигура 14 схематично поясняет предпочтительный вариант осуществления слоистой структуры в соответствии с настоящим изобретением.
На фигуре 15 приведены результаты SPAT испытаний нескольких предпочтительных вариантов осуществления адгезивных композиций, которые иллюстрируют изменения в липкости с течением времени, прошедшего после активирования.
На фигуре 16 приведен график, иллюстрирующий влияние краткосрочного старения на липкость предпочтительного активированного адгезива по настоящему изобретению
На фигуре 17 приведены графические данные для предпочтительного варианта адгезива с использованием средства для повышения липкости, имеющего высокую температуру размягчения, который активирован с помощью MWIR.
На фигуре 18 приведена диаграмма, иллюстрирующая влияние времени воздействия на адгезию предпочтительного адгезива по настоящему изобретению.
На фигуре 19 приведена диаграмма, иллюстрирующая влияние времени открытой выдержки на липкость предпочтительного адгезива по настоящему изобретению.
На фигуре 20 приведена диаграмма, иллюстрирующая результаты испытаний на отрыв под углом 90° при 5°С с использованием предпочтительного адгезива по настоящему изобретению.
Фигура 21 включает диаграммы, поясняющие результаты испытаний на отрыв под углом 90° с использованием адгезива, который указан на фигуре 20, где испытания на отрыв проводят при 5°С и при комнатной температуре.
На фигуре 22 приведен график, иллюстрирующий максимальную температуру для скомпонованных блоков этикеток, содержащих сажу, в сравнении со скомпонованным блоком этикеток, не содержащим сажу, которая достигается после воздействия излучения.
На фигуре 23 приведена диаграмма с графиками для различных температур и времен выдержки, которая поясняет влияние использования элементов конструкции из кварцевого стекла.
Если не указано иное, иллюстрации на приведенных выше фигурах необязательно приведены в масштабе.
Подробное описание предпочтительных вариантов осуществления
изобретения
Настоящее изобретение далее поясняется более детально в приведенном ниже подробном описании, где приводится наилучший известный способ осуществления настоящего изобретения. Тем не менее, следует понимать, что описание не следует считать ограничением настоящего изобретения, и оно, скорее, приведено для пояснения общих особенностей настоящего изобретения.
Как указано выше, использование поглотителей энергии в составах адгезивов подробно описано в литературе, однако в некоторых случаях они могут вызвать окрашивание адгезивов в темный цвет, что несовместимо с эстетическими требованиями современного потребительского рынка. Как следствие, усилия исследователей были направлены на поиск других поглотителей, которые слабо окрашены или не имеют цвета. С помощью обычной адсорбционной спектроскопии, включая ИК и УФ спектральный анализ, проведено сравнение спектров поглощения различных компонентов адгезивов со спектрами испускания различных коммерческих источников излучения. Путем согласования диапазона поглощения адгезива с диапазоном испускания источника энергии можно добиться максимальной передачи энергии или близкой к максимальной передачи энергии от источника излучения адгезиву. Источник излучения может испускать в широком диапазоне длин волн и, как правило, имеет пиковую длины волны, т.е. длину волны, связанную со значением пиковой энергии в спектре. В результате можно разработать адгезивы, которые обладают высокой абсорбционной способностью. Указанная абсорбционная способность позволяет провести тепловую активацию адгезивов с большими скоростями, при этом она требует меньше энергии для приведения в действие источника излучения и устраняет недостатки, связанные с получением темно окрашенных адгезивов. Аналогично, благодаря такому подбору поглощения адгезива, которое приблизительно соответствует испускаемому излучению, большая часть энергии, которая попадает на этикетку, поглощается адгезивом, и лишь малая часть оставшейся энергии поглощается лицевым слоем или со знаками, напечатанными на лицевом слое. Если позволить энергии поглощаться лицевым слоем или знаками, то возникающий в результате нагрев лицевого слоя или знаков может вызвать изменение цвета лицевого слоя. Несмотря на то, что как регулирование поглощения адгезива в соответствии с источником излучения снижает возможность возникновения указанного изменения цвета лицевого слоя, было обнаружено, что в некоторых случаях становятся оправданным использование дополнительных мер для предотвращения изменение цвета лицевого слоя. В этих случаях изменения цвета можно избежать за счет использования функционального слоя, такого как отражающий слой и/или барьерный слой между адгезивом и лицевым слоем. Предполагается также, что функциональный слой может быть в виде грунтовочного слоя.
Следует понимать, что хотя различные предпочтительные способы осуществления настоящего изобретения направлены на получение адгезивов, которые являются прозрачными, полупрозрачными или белыми по внешнему виду, настоящее изобретение применимо и для получения адгезивов, которые имеют матовый или темный внешний вид. Так, для многих областей, в которых находят применение известные типы адгезивов, подобные адгезивы, преимущественно, не содержат добавок, пигментов, красителей, чернил и/или красящих веществ, таких как, например, сажа или графит. А что касается адгезивов последнего типа, то подобные адгезивы могут содержать одну или несколько добавок, пигментов, красителей, чернил и/или красящих веществ, таких как, например, сажа или графит.
Другим важным свойством способных активироваться адгезивов является способность адгезива оставаться в активированном состоянии, т.е. адгезив сохраняет липкость, в течение достаточно длительного времени, чтобы позволить прикрепить этикетку к изделию до того, как адгезив потеряют свою липкость. Указанный период времени обычно называют “временем открытой выдержки” адгезива. В зависимости от скорости приклеивания этикетки к изделию и расстоянием между активирующим устройством и точкой, где этикетка прикрепляется к изделию, указанное открытое время может составлять от доли секунды до нескольких минут и больше. Варианты адгезива по настоящему изобретению позволяют провести перемещение этикетки в течение приблизительно 60 сек, например, в течение одной минуты после прикрепления этикетки к изделию, так что можно провести небольшое регулирование положения этикетки на изделии сразу же после ее прикрепления. Варианты адгезива по настоящему изобретению образуют прочную связь между этикеткой и изделием по прошествии приблизительно двух минут после прикрепления этикетки, так что этикетку невозможно случайно оторвать от изделия или переместить в другое место изделия.
Адгезивы
В общем случае, согласно настоящему изобретению предлагаются различные способные активироваться адгезивы или системы адгезивов, как более подробно рассматривается в настоящем описании. Тем не менее, следует понимать, что настоящее изобретение ни в коем случае не ограничивается использованием конкретных систем адгезивов, приведенных в настоящем описании. В системах адгезивов, преимущественно, используют конкретные полимеры основы адгезива, которые приведены в настоящем описании. Системы адгезивов в общем случае включают (i) полимер основы адгезива, (ii) пластификатор и (iii) средство для повышения липкости. Типичный и предпочтительный массовый процент концентраций для каждого из указанных компонентов приведен ниже в таблице 1. Следует отметить, что указанный массовый процент концентрации приведен относительно общей массы компонентов (i) - (iii). Предполагается также и ожидается, что системы адгезивов могут включать дополнительные компоненты и добавки, помимо компонентов (i)-(iii), приведенных ниже в таблице 1.
Типичные и предпочтительные концентрации компонентов в предпочтительных системах адгезивов
концентрация
Предпочтительные системы адгезивов, приведенные в настоящем описании, в общем случае включают полимер основы адгезива (который более подробно рассматривается в настоящем описании), пластификатор, который, преимущественно, находится в твердом кристаллическом состоянии при температуре ниже температуры применения, и средство для повышения липкости, которое также находится в твердом кристаллическом состоянии при температуре ниже температуры применения. Физическое состояние вещества адгезива может изменяться между твердым и нетвердым состоянием при изменении температуры. Открытое время адгезива можно контролировать путем подбора отношения компонентов, т.е. полимера основы адгезива, пластификатора и средства для повышения липкости. Предпочтительная температура активирования, преимущественно, находится в диапазоне от приблизительно 50°С до приблизительно 120°С. Тем не менее, следует понимать, что указанное время не ограничивается системами адгезивов, которые показывают температуру активации внутри указанного диапазона.
При температуре перехода адгезива, его адгезионные и вязкостные свойства значительно меняются. Таким образом, самоклеющаяся система адгезивов может термически переходить из “выключенного состояния” во “включенное состояние” при использовании указанных стратегий, которые рассматриваются в настоящем описании. Если подобную систему адгезивов затем наносят на лицевой слой при температуре ниже разработанной температуры перехода, то вещество находится в нелипком твердом состоянии. Таким образом, конструкцию этикетки можно свернуть в форме рулона. В процессе прикрепления температуру повышают до температуры перехода таким образом, что вещество переходит в нетвердое состояние, а затем проявляет свои свойства самоклеющегося адгезива, которые позволяют этикетке, как и требуется, прилипать к подложке в результате усиления адгезионных свойств. Если подложка имеет пористую поверхность, то предпочтительные варианты систем адгезивов затекают в поры и очень хорошо “прилипают” в результате эффекта блокирования даже в том случае, когда температура снижается ниже температуры изменения состояния адгезива.
Состав, приведенный в таблице 2, иллюстрирует примерный состава адгезива, в котором дициклогексилфталат используют и как пластификатор, и как агент для поглощения энергии. Другим примером предпочтительного пластификатора является глицерил трибензоат. Дополнительные примеры предпочтительных пластификаторов включают дифенилфталат и 1,4-циклогексан диметанолдибензоат.
Примерный состав адгезива
Как более подробно рассматривается в данном описании, при формировании полимерной основы адгезива, преимущественно, используют эффективные количества одного или нескольких многофункциональных мономеров и один или несколько агентов передачи цепи. Примером предпочтительного многофункционального мономера является диметакрилат этиленгликоля (EGDMA). Предпочтительным агентом передачи цепи является н-додецилмеркаптан (n-DDM).
В настоящем изобретении предлагаются также различные предпочтительные варианты полимерной основы адгезива, которые включают (i) один или несколько акрилатов низших алкилов, (ii) стирол, (iii) метилметакрилат (MMA), (iv) метакриловую кислоту (MAA), (v) акриловую кислоту (AA), один или несколько многофункциональных мономеров и один или несколько агентов передачи цепи. В одном способе осуществления настоящего изобретения типичные и предпочтительные концентрации для каждого из указанных компонентов представлены ниже в таблице 3. Массовые проценты концентраций, приведенные в таблице 3, даны относительно общей массы полимерной основы адгезива. Следует понимать, что приведенные в данном описании различные полимеры основы адгезива, являются лишь типичными представителями. Хотя они в общем случае составляют предпочтительный вариант осуществления настоящего изобретения, настоящее изобретение ни в коем случае не ограничивается применением конкретных полимеров основы адгезива, которые приведены в настоящем описании.
Типичные и предпочтительные концентрации компонентов в полимерных основах адгезивов
В предпочтительном варианте полимерной основы адгезива для компонента (i) индивидуально или в комбинации может быть использовано большое множество акрилатов низших алкилов. Например, могут применяться метилакрилат, бутилакрилат, этилакрилат и 2-этилгексилакрилат. Однако в общем случае предпочтительными являются бутилакрилат и этилакрилат, при этом наиболее предпочтительным является бутилакрилат.
Для компонента (ii) может быть использовано большое множество стиролов и веществ на основе стирола.
Аналогично, для компонента (iii) обычно предпочтительно используют метилметакрилат (MMA). Однако следует понимать, что вместе с MMA или вместо MMA могут применяться и другие аналоги и функционально эквивалентные мономеры.
Предпочтительным мономером для компонента (iv) является метакриловая кислота (MAA). Однако следует понимать, что настоящее изобретение включает использование других эквивалентных мономеров в сочетании с MAA или вместо MAA.
Наконец, хотя для использования в качестве компонента (v) указана акриловая кислота (AA), следует понимать, что настоящее изобретение включает использование других эквивалентных мономеров.
В настоящем изобретении может использоваться множество разнообразных многофункциональных мономеров или многофункциональных мономерных агентов. Многофункциональные мономеры могут использоваться для сшивания основного полимера. Отдельные примеры подобных многофункциональных мономеров включают, однако этим не ограничиваясь, дифункциональные мономеры, трифункциональные мономеры и многофункциональные мономеры, имеющие более чем три активных функциональных участка. Предпочтительные примеры дифункциональных мономеров включают, однако этим не ограничиваясь, диакрилат 1,4-бутандиола, диакрилат полиэтиленгликоля (200) и их комбинации. Другим предпочтительным дифункциональным мономером является диметакрилат этиленгликоля (EGDMA). Предпочтительные примеры трифункциональных мономеров включают, однако этим не ограничиваясь, триакрилат этоксилированного (15) триметилолпропана, триакрилат пропоксилированного (3) глицерина и их комбинации. Предпочтительные примеры многофункциональных мономеров, имеющих более чем три активных функциональных участка, включают, однако этим не ограничиваясь, тетраацетат этоксилированного пентаэритрита, дипентаэритрит, пентаакрилаты и их комбинации. Указанные и многочисленные другие подходящие многофункциональные мономеры коммерчески доступны от различных поставщиков, таких как компания Sartomer (Exton, PA). Типичная концентрация многофункциональных мономеров находится в диапазоне от приблизительно 0 до приблизительно 5,0%, при этом диапазон от приблизительно 0,5% до приблизительно 2,5% является предпочтительным, а диапазон от приблизительно 1,5% до приблизительно 2,0% является наиболее предпочтительным.
Агенты передачи цепи, если их применяют при составлении композиции адгезива, как правило, используют с концентрацией от приблизительно 0% до приблизительно 5,0% и, предпочтительно, от приблизительно 1,0% до приблизительно 4,0% (проценты приведены по отношению к общей массе мономеров). Отдельные примеры агентов передачи цепи включают, однако этим не ограничиваясь, н-додецилмеркаптан (n-DDM), трет-нонилмеркаптан, изо-октил 3-меркаптопропионат и их комбинации. Следует понимать, что настоящее изобретение ни в коем случае не ограничено указанными агентами передачи цепи. Напротив, может использоваться большое множество агентов передачи цепи. Подходящие агенты передачи цепи коммерчески доступны, например, от компании Sigma Aldrich (St. Louis, MO). Наиболее предпочтительно, полимерные основы адгезивов включают как (i) один или несколько многофункциональных мономерных агентов, так и (ii) один или несколько агентов передачи цепи.
В одном способе осуществления настоящего изобретения композицией наиболее предпочтительной полимерной основы адгезива является композиция, приведенная в таблице 3А.
Предпочтительные и наиболее предпочтительные концентрации компонентов в полимерной основе адгезива
В настоящем изобретении предлагается большое множество адгезивов, обладающих уникальными характеристиками, которые делают адгезивы пригодными для многочисленных областей применения. Одна особенность адгезивов касается относительно короткого периода времени, необходимого для активирования адгезива, т.е. селективного изменения состояния адгезива от не липкого к липкому состоянию. Короткие времена активации позволяют использовать адгезивы при выполнении высокоскоростных операций нанесения этикеток. Адгезивы по настоящему изобретению, предпочтительно, могут активироваться в течение периода времени, которое составляет приблизительно 0,3 сек, а в общем случае адгезивы по настоящему изобретению активируются в течение меньше 1 сек, а более типично - активируются в течение меньше чем 0,5 сек. Указанный период времени в настоящем изобретении обозначают как “время активирования” адгезива.
Как указано выше в настоящем описании, после активирования адгезивы сохраняют свое активированное состояние в течение времени, достаточно большого для того, чтобы можно было, по крайней мере, прикрепить этикетку с адгезивом на изделие или принимающую подложку до того, как адгезив потеряет свою липкость. Этот параметр обозначен в настоящем описании как “время открытой выдержки” адгезива. Время открытой выдержки для адгезивов по настоящему изобретению, предпочтительно, составляет от приблизительно 0,1 сек до 10 мин или больше. Для некоторых применений адгезивы можно подобрать таким образом, чтобы они показывали относительно большое время открытой выдержки, например, вплоть до 72 час или дольше. Как правило, время открытой выдержки для адгезивов по настоящему изобретению составляет от 10 сек до 60 сек.
Как только адгезивы по настоящему изобретению активированы, т.е. пока они находятся в состоянии времени открытой выдержки и в липком состоянии, адгезивы обладают относительно высокой липкостью. Например, адгезивы показывают начальное пиковое значение липкости к подложке, такой как плотная бумага или сталь, по крайней мере, приблизительно 1,0 ньютон и, предпочтительно, по крайней мере, приблизительно 1,25 ньютон. Как указывается в связи с примерами, приведенными в настоящем описании, адгезивы по наиболее предпочтительному варианту осуществления настоящего изобретения, как правило, показывают исходные пиковые значения липкости в диапазоне от 1,0 ньютон до 2,0 ньютон. Указанные значения липкости измеряют по методу SPAT, который подробно рассмотрен в настоящем описании. Значения липкости, преимущественно, приведены для соответствующих подложек, как указано в настоящем описании. Однако следует понимать, что настоящее изобретение не ограничено адгезивами, которые показывают приведенные значения липкости для рассмотренных в настоящем изобретении подложек. Т.е. предполагается, что настоящее изобретение включает адгезивы, которые показывают приведенные значения липкости для других подложек и других материалов подложек, в явном виде не указанных в настоящем описании. Более того, в общем случае является предпочтительным, чтобы при активировании адгезива средство для повышения липкости размягчалось и находилось в текучем состоянии.
Кроме того, в некоторых вариантах осуществления настоящего изобретения адгезивы по настоящему изобретению после активировании в общем случае остаются прозрачными и позволяют проходить свету без какого-либо излишнего поглощения. После активации адгезивы, преимущественно, остаются в прозрачном состоянии или практически в прозрачном состоянии в течение сравнительно больших периодов времени и, предпочтительно, в течение, по крайней мере, 1 года и, более предпочтительно, в течение более 1 года. Следует также понимать, что в других вариантах осуществления настоящего изобретения адгезивы могут содержать один или несколько пигментов, красителей, чернил, окрашивающих веществ и т.п., таких как, например, сажа или графит. В том случае, когда адгезив содержит сажу или графит, типичные диапазоны концентраций находятся в диапазоне от приблизительно 0,01% до приблизительно 0,1% и, предпочтительно, находятся в диапазоне от приблизительно 0,02% до приблизительно 0,08% масс. В некоторых применениях используют приблизительно 0,05% сажи. Может использоваться большое множество коммерчески доступных источников сажи. Преимущественно используют сажу компании Cabot Corporation (Boston, MA). Другая предпочтительная марка сажи доступна под названием AURASPERSE W-7012, которую выпускает компания BASF Corporation (Florham Park, NJ).
Адгезивы по настоящему изобретению, в частности, адгезивы для применений без прокладки, могут быть адгезивами на основе растворителя, на основе воды, такими как эмульсионные адгезивы, термоклеями или УФ отверждаемыми адгезивами, в которых полимер основы адгезива смешивают с другими компонентами адгезива, такими как твердый пластификатор и/или средство для повышения липкости, и получают адгезив без прокладки, который может активироваться теплом и, в частности, адгезив, способный активироваться светом, такой как состав адгезивов, который может активироваться под действием NIR.
Дополнительными аспектами предпочтительного варианта адгезива по настоящему изобретению являются следующие. Типичный диапазон средневесовой молекулярной массы полимера составляет от приблизительно 10000 дальтон до приблизительно 150000 дальтон. Предпочтительный диапазон составляет от приблизительно 15000 дальтон до приблизительно 100000 дальтон, а диапазон от приблизительно 20000 дальтон до приблизительно 40000 дальтон является наиболее предпочтительным. В общем случае предпочтительным является полимер основы с низкой молекулярной массой, поскольку подобный полимер может быть активирован быстрее, чем соответствующий полимер основы, имеющий более высокую молекулярную массу.
Полимеры основы адгезива также проявляют определенные температуры стеклования, Tg. Хотя Tg полимера основы зависит от параметров процесса, касающихся давления и температуры, и условий давления и температуры, с которыми может неожиданно столкнуться продукт, типичный диапазон Tg составляет от приблизительно 20°С до приблизительно 100°С. Предпочтительный диапазон Tg составляет от приблизительно 55°С до приблизительно 80°С. Наиболее предпочтительный диапазон для температуры стеклования Tg полимера основы составляет от 60°С до 75°С.
При формировании адгезивов после плавления пластификатор, предпочтительно, остается в жидком или текучем состоянии в течение продолжительного периода времени. Температуры, при которых пластификатор существует в жидком или текучем состоянии, как правило, составляют от 50°С до 120°С.
В результате приготовления конкретного состава и выбора компонентов, многие из которых обладают определенными свойствами и характеристиками, адгезивы по предпочтительному способу осуществления настоящего изобретения остаются липкими в интервале температур от приблизительно -10°С до приблизительно 50°С и, предпочтительно, в интервале от комнатной температуры до приблизительно 45°С. Предпочтительные адгезивы, как правило, остаются липкими в течение периодов времени от приблизительно 0,1 сек до приблизительно 2 недель. Тем не менее, следует понимать, что настоящее изобретение не ограничивается указанными конкретными периодами времени. Например, могут быть составлены композиции адгезивов, которые сохраняют липкость в течение периодов, превышающих 2 недели. Многие из предпочтительных адгезивов облают заметно большими временами открытой выдержки, т.е. периодами времени, в течение которых адгезив сохраняет липкое состояние.
В соответствии с настоящим изобретением установлено, что, контролируя различные факторы, в том числе молекулярную массу и молекулярно-массовое распределение полимера основы, а также содержание многофункционального мономера в полимере основы за счет использования комбинации многофункционального полимера и агента передачи цепи, получают адгезивы, способные переходить из одного состояния в другое, которые обладают такими улучшенными свойствами как быстрота активирования, высокая липкость, большое время открытой выдержки и долго сохраняющаяся прозрачность. При нагревании способный активироваться адгезив ведет себя как типичный самоклеющийся материал, и его липкость можно поддерживать в течение продолжительного периода времени, что позволяет веществу адгезива течь или смачивать выбранную подложку для усиления адгезии. Кроме того, вещества адгезива в настоящем изобретении способны активироваться под действием ближнего ИК излучения, что позволяет использовать короткие интервалы времени активации для высокоскоростных линий.
Полимеры основы предпочтительных адгезивов по настоящему изобретению, как правило, имеют показатель полидисперсности от приблизительно 2,0 до приблизительно 10,0 и, предпочтительно, от 2,0 до 4,0. Тем не менее, следует понимать, что указанные полимеры основы адгезивов по настоящему изобретению включают полимерные системы c полидисперсностью меньше, чем 2,0 и больше, чем 10,0.
Этикетки, дополнительные слои, способы нанесения и оборудование
На фигуре 1 приведен пример структуры способной активироваться этикетки 100, где лицевой слой 110 толщиной 10 мил (например, бумажный лицевой слой, используемый в APPLETON C1S LITHO 60 lb, выпускаемом компанией Appleton (Appleton, Wiconsin), покрывают слоем адгезива 120 толщиной 1 мил, состав которого приведен в таблице 2. Получение этикетки с подобной конструкцией подробно описано, например, в патенте США № 4745026, выданном на имя Tsukahara et al.
Как правило, на указанные этикетки 100 перед активацией печатают знаки. Знаки могут включать, например, буквенно-цифровые данные/информацию или графическое изображение. Способы печати известны и включают высокую печать, офсетную печать, глубокую печать, флексографическую печать, шелкографию и цифровые методы. Цифровые способы печати могут включать, например, струйные, ксерографические, термические и электрографические методы. Чтобы осуществить активирование и прикрепление этикеток к изделию, этикетки, как правило, помещают в устройство доставки и исполнительный механизм. Указанные устройства доставки включают нагнетательные системы (см. патент США № 4784714, выданный на имя Shibata), конвейерные ленты (см. патент США № 5895552, выданный на имя Matsuguchi), лопатки (см. патент США № 5992169, выданный на имя Chodacki), плунжеры (см. патент США № 6006808, выданный на имя Ewert et al.), несущее полотно (см. патент США № 7029549, выданный на имя Von Folkenhausen), вакуумные барабаны (см. патент США № 6899155, выданный на имя Franke et al), валки (см., патент США № 5964975, выданный на имя Hilton) и вакуумные присасывающие головки или ленты вакуумного транспортера (см. патент США № 6471802, выданный на имя Williamson). Изделия, на которые можно нанести этикетку, могут включать, например, ящики, посылки, конверты, мешочки, мешки, сосуды, контейнеры, консервные банки и бутылки.
Устройство доставки или исполнительный механизм получает этикетку 100, затем транспортирует этикетку таким образом, что сторона этикетки с адгезивом 120 подвергается воздействию активирующего устройства, в котором используется указанная выше схема активирования. В примере осуществления способа по настоящему изобретению схема активирования может включать воздействие на этикетку ИК энергии, пик длины волны которой составляет от приблизительно 0,8 мкм до приблизительно 3 мкм. Для транспортировки этикетки от не активированного состояния до прикрепления к изделию может последовательно использоваться множество устройств доставки. Например, устройство доставки может включать один или несколько исполнительных механизмов, которые устроены таким образом, чтобы получать этикетку, переносить этикетку через источник энергии излучения и транспортировать этикетку в позицию, где этикетка прикрепляется к изделию. Примеры одного или большего количества исполнительных механизмов включают нагнетательную систему, конвейерную ленту, лопатку, несущее полотно, плунжер, вакуумный барабан, валок, ленту вакуумного транспортера и вакуумную присасывающую головку.
В способе осуществления настоящего изобретения этикетки 100 активируют, используя узел источника NIR излучения длиной десять дюймов, изготавливаемый компанией Advance Photonics Technology AG (Bruckmuhl, Germany), каждый из излучателей которого устроен таким образом, что он испускает в диапазоне от приблизительно 200 кВт/м2 до 800 кВт/м2 плотности потока излучения и при этом выделяет вплоть до 4000 кВт/м2 в основном при пиковой длине волны, составляющей 0,8 мкм. Такие же скорости активирования, составляющие более 200 этикеток в минуту, получают и при использовании узла источника ИК в диапазоне средних длин волн (“MWIR”) (Model 110), изготавливаемого компанией Heraeus Noblelight GmbH (Keinostheim, Germany), который включает два углеродных излучателя с двойными трубками (Модель # 45134293) с короткими временами отклика, составляющими 1-2 сек. Короткие времена отклика являются преимуществом, поскольку узел (узлы), т.е. источник(и) энергии, который(ые) является(ются) частью устройства(устройств) активации могут быть быстро приведены во включенное или выключенное состояние, например, со скоростью один раз в секунду или один раз в две секунды. Поскольку нет необходимости оставлять узел(узлы) постоянно во включенном состоянии, то можно сэкономить энергию. Поскольку узел(узлы) обеспечивает(ют) высокую плотность энергии, то узел(узлы) требуется включать лишь на короткий период времени, чтобы активировать адгезив 120. В зависимости от размеров каждой этикетки времена воздействия излучения на адгезив могут составлять меньше одной секунды, а типичный диапазон равен от приблизительно 0,1 сек до приблизительно 0,5 сек. Те же большие скорости активирования, соответствующие больше чем 200 этикеток в минуту, получают также при использовании другого типа источника ИК средних длин волн с двойными трубками, обозначенного как Fast Mid Wave, который изготавливается компанией Heraeus Noblelight GmbH и который излучает в области несколько более коротких длин волн с пиком при 1,5 мкм. Время отклика для указанных излучателей составляет приблизительно 1 сек. Указанные излучатели являются узкополосными, по сравнению с углеродными излучателями, и дают большие плотности энергии. Выбор типа излучателя зависит от множества факторов и в основном является компромиссом между высокой плотностью энергии, в частности, наибольшим поглощением адгезивом и наименьшим поглощением напечатанных знаком, или контролируемым проникновением в структуру и наиболее быстрыми циклами включения/выключения. При разработке устройства активации необходимо принимать во внимание и другие факторы, касающиеся, в частности безопасности использования указанных мощных ламп в промышленном производстве.
На фигуре 2 приведен пример варианта устройства 140 для использования этикеток типа Cut and Stack (отрезай и складывай в стопку), где стопка предварительно нарезанных способных активироваться этикеток 150 активируется и прикрепляется к изделию, например, контейнеру 160. Каждая из этикеток 100 подхватывается вакуумным барабаном 180 таким образом, что адгезионный слой 120 этикетки не контактирует с вакуумным барабаном, и вакуумный барабан перемещает этикетку через источник NIR или MWIR 200, который активирует этикетки, в частности, активирует адгезив этикеток. Активированные этикетки затем транспортируются к изделиям, где они прикрепляются к изделиям. Если еще раз обратиться к фигуре 1, то в одном способе осуществления настоящего изобретения этикетки представляют собой этикетки, на лицевой стороне 210 которых предварительно напечатаны знаки.
Одно из преимуществ подобного устройства 140 заключается в том, что устройство использует предварительно нанесенный и высушенный адгезив 120, который покрывает края 220 этикетки 100 также равномерно как и другие участки этикетки. Современная технология Cut and Stack (разрезай и составляй в стопку), которая общеизвестна в данной области техники, использует наносимый во влажном состоянии клей, который не всегда хорошо ложится на краях этикетки. Плохое совмещение клея с краями этикетки может привести к скручиванию краев этикетки, где слой адгезива не постоянен. Указанное скручивание краев этикетки и возникающий в итоге отрыв краев этикетки называют “ослаблением”. Указанное явление часто приводит к тому, что после прикрепления этикетки к изделию участки этикетки, примыкающие к краям этикетки, не прилипают к изделию и, таким образом, этикетка может оторваться в процессе транспортирования и использования.
Другое преимущество подобного устройства 140 заключается в том, что устройство позволяет провести перенастройку в течение короткого времени. Современная технология Cut and Stack требует специальных оснований для нанесения клея, которые должны совпадать с размерами этикетки 100 и которые должны правильным образом совмещаться с поверхностью этикетки и не приводить к стеканию адгезива 120 с краев. Типичное время перенастройки для подобного способа занимает вплоть до восьми часов. При использовании настоящего изобретения необходимость в использовании специальных оснований для нанесения и совмещения отпадает. В примерных вариантах осуществления настоящего изобретения время перенастройки может составлять, например, от приблизительно одного часа до приблизительно двух часов. Таким образом, применение настоящего изобретения значительно снижает время перенастройки.
На фигуре 3 приведен пример осуществления устройства 230, где стопка предварительно нарезанных способных активироваться этикеток 150 активируется и прикрепляется к изделиям, в частности, к контейнерам 160. Каждая из этикеток 100 подхватывается исполнительным механизмом, например, лентой конвейера 240, таким образом, что адгезионный слой 120 контактирует с лентой конвейера, а каждая из этикеток перемещается через печатающее устройство 250, которое печатает знаки на лицевой стороне этикетки. В примерах осуществления настоящего изобретения конфигурация печатающего устройства позволяет печатать знаки цифровыми методами, например, позволяет использовать устройство термопечати или другой тип печатающего устройства. Затем конвейерная лента транспортирует этикетку к другому исполнительному механизму, например, вакуумному барабану 180, так что адгезионный слой не контактирует с барабаном, и барабан переносит этикетки к NIR источнику 200, который активирует этикетки, в частности, адгезив этикеток. Активированные этикетки затем доставляются к изделиям, где они прикрепляются к изделиям.
На фигуре 3А приведен пример осуществления устройства 141 для использования этикеток по типу Print and Apply (печатай и наклеивай), где в устройстве Print and Apply размещают непрерывный рулон этикеток 151. Рулон этикеток перемещается по линии 152 к печатающему устройству 251, где на каждую этикетку перед разрезанием резальным устройством 252 печатают знаки 130. Напечатанные и разрезанные этикетки затем с помощью конвейера, ленты вакуумного транспортера или аналогичного устройства перемещаются по зоне активирования через источник 201 NIR, излучения в ближней ИК области спектра (SWIR) или MWIR излучения, который активирует каждую этикетку в течение доли секунды. Активированные этикетки затем доставляются к изделию 161, к которому они прикрепляются. Для транспортирования и/или наклеивания этикеток можно использовать ременное устройство 181 для нанесения покрытий.
Результаты испытаний показывают, что излучение в ИК области спектра как от источников NIR, так и источников MWIR высокоэффективно в сочетании с адгезивом 120 на основе дициклогексилфталата; другие формы нагрева, такие как микроволновый, лазерный, индуктивный нагрев, сжатый воздух, ИК излучение, энергия видимого света, лучевая тепловая энергия и УФ излучение также являются пригодными в сочетании со специально подобранными добавками, которые поглощают в соответствующем диапазоне частот. В одном варианте осуществления настоящего изобретения энергия, которую используют для активирования адгезивов, имеет пиковую длину волны от приблизительно 0,8 мкм до приблизительно 3,0 мкм. В другом варианте осуществления настоящего изобретения энергия имеет пиковую длину волны от приблизительно 1,25 мкм до приблизительно 2,5 мкм. Энергию, которую используют для активирования адгезива, может испускаться лампой(ами) 200. В одном варианте осуществления настоящего изобретения диапазон длин волны энергии, испускаемой лампой(ами), составляет от приблизительно 0,8 мкм до приблизительно 5 мкм с пиковой длиной волны при приблизительно 0,8 мкм. В другом варианте осуществления настоящего изобретения используют лампу(ы), которая(ые) излучает(ют) энергию активации с длиной волны в диапазоне от приблизительно 0,8 мкм до приблизительно 5 мкм и пиковой длиной волны при приблизительно 2,0 мкм. Наконец, в еще одном варианте осуществления настоящего изобретения используют лампу(ы), которая(ые) излучает(ют) энергию активации с длиной волны в диапазоне от приблизительно 0,8 мкм до приблизительно 5 мкм и пиковой длиной волны при приблизительно 1,5-1,6 мкм.
На фигуре 3В схематично поясняется другой предпочтительный вариант осуществления устройства 90 для прикрепления этикетки со способным активироваться адгезивом к изделию, такому как контейнер. Устройство 90 в общем случае включает узел печати, обозначенный как А на фигуре 3В, узел термической активации, обозначенный как В, и устройство нанесения, обозначенное как С. Устройство, предпочтительно, включает также контролирующее устройство (не показано), которое более подробно описаны здесь. Узел печати А наносит печатные текст, знаки или другую маркировку на одну или несколько этикеток или на скомпонованные блоки этикеток. Этикетка или скомпонованные блоки этикеток, предпочтительно, имеют слой предварительно активированного адгезива. Узел печати содержит рулон этикеток, валик печатающего устройства, печатающую головку, как схематично показано на фигуре 3В. Узел печати может также включать один или несколько датчиков красящей ленты 25 для детектирования движения, расположения и/или параметров красящей ленты. Датчик(и) красящей ленты 25 следит(ят) за тем, чтобы красящая лента не попадала в узел термической активации вместе с этикетками.
Предпочтительное устройство 90 включает также узел термической активации В, который активирует адгезионный слой или области адгезива, нанесенные на этикетку или скомпонованный блок этикеток, которые подаются из узла печати А. Как только этикетка или скомпонованные блоки этикеток попадают в узел термической активации В, резальное устройство 1 отрезает или каким-либо другим образом формует размер и/или форму этикетки или скомпонованных блоков этикеток. Отрезанные этикетки 3 с требуемыми размерами затем перемещаются через узел термического активирования В узлом транспортирования 5, включающим приводную цепь 4, конвейер или другое подходящее транспортное средство. Приводная цепь 4 может иметь покрытие или на него может быть нанесено одно или несколько защитных покрытий. Приводная цепь 4 может быть сконструирована таким образом, что она позволяет воздуху проникать сквозь нее, и приспособлена к небольшому радиусу загиба. Указанные параметры позволяют разработать компактную конструкцию и обеспечивают стойкость к нагреву. По мере того, как этикетки 3 перемещаются по узлу термического активирования В, этикетки подвергаются воздействию излучения в близкой ИК области (NIR), например, испускаемого одной или несколькими NIR лампами 10, 11, 12 и 13. Лампы 10, 11, 12 и 13, предпочтительно, представляют собой часть лампового узла 19, который включает охлаждающие устройства, такие как первый вентилятор 8, нагнетающий воздух в нужную область, и второй вентилятор 9, отводящий воздух из указанной области. Узел термического активирования В, предпочтительно, содержит одну или большее количество заслонок, положение которых определяют переключатели заслонок, такие как переключатели 23 и 24. Предпочтительно, один или несколько датчиков температуры ламп 15 установлены в непосредственной близости от выхода нагретого воздуха, который покидает узел термического активирования В. Предпочтительно также, один или несколько датчиков установлены вокруг области, где активируются этикетки. Например, первый датчик наличия этикеток 16 располагается вблизи места, где этикетки входят в зону активирования. Второй датчик наличия этикеток 17 расположен в непосредственной близости от этикеток, покидающих зону активирования. Указанные датчики оценивают состояние вещества у входящих и выходящих этикеток, в частности, расположение вещества и завершенность операции, анализируя края этикетки. При обнаружении каких-либо отличий система контроля инициирует экстренную установку. Датчики 16 и 17 приспособлены для регистрации состояния, когда этикетки подгорают или подвергаются какому-либо иному разрушению. В частности, выходные сигналы от датчиков 16 и 17, можно сравнить, что осуществляется компаратором, и если они значительно отличаются друг от друга, то это может свидетельствовать о наличии условий, при которых происходит деградации этикетки. Например, этикетки, покидающие узел транспортировки 5, у которых края обуглились и скрутились, свидетельствуют о проблемной и/или опасной ситуации. Затем может быть инициирована последовательность действий, предусмотренная при экстренной остановке. Датчик температуры 18 может использоваться для анализа температуры этикетки 3 или ее слоев. В частности, датчик(и) температуры 18 используют для контроля температуры активирования этикетки. Узел транспортирования в общем виде обозначен как 5 и может включать ИК заслонку 2, предназначенную для предотвращения повреждения при воздействии инфракрасного излучения с помощью вентиляторов 6 и 7. Вентиляторы 6 и 7 в общем случае служат для того, чтобы отводить относительно горячий воздух от этикеток 3 и из узла транспортирования 5. Вентиляторы 6 и 7, предпочтительно, располагаются под приводной цепью 4 или с противоположной стороны от этикеток и тем самым помогают удерживать этикетку в плоском состоянии на приводной цепи 4, так что этикетки не контактируют с какими-либо горячими объектами внутри указанной области.
Узел термического активирования В, предпочтительно, включает также одну или несколько пластин из кварцевого стекла, которые схематично показаны на фигуре 3В как позиция 14. Пластины из кварцевого стекла 14 располагаются между этикетками 3 и лампами или излучателями. Пластины из кварцевого стекла 14 предотвращают возможное соприкосновение излучателей и этикеток. В одном варианте осуществления настоящего изобретения площадь или область вокруг пластины из кварцевого стекла отгорожена, и один или несколько высокопроизводительных или высокоскоростных вентиляторов используются для удаления относительно горячего воздуха из отгороженной области. Тем самым горячему воздуху, образующемуся вокруг излучателей, не дают попадать на этикетки или контактировать с ними. Использование одной или нескольких пластин из кварцевого стекла значительно увеличивает безопасность и значительно снижает потенциальную опасность возникновения пожара вследствие воспламенения или возгорания этикеток. Кроме того, использование пластин(ы) из кварцевого стекла позволяет лишь конкретным длинам волн света проходить через пластины и достигать этикеток. Таким образом, этикетки нагреваются лишь частью спектра излучения, испускаемого излучателями.
Фигура 23 иллюстрирует средние максимальные температуры, которые развиваются при различных временах воздействия при использовании излучателей, которые работают на 90% своей мощности и 100% своей мощности, для двух различных вариантов монтажа. В качестве излучателей используют излучатели в диапазоне средних волн ИК спектра с быстрым временем отклика, поставляемые компанией Heraeus Noblelight GmbH (Германия). В одном варианте монтажа пластины из кварцевого стекла размещают между излучателями и этикетками. В другом варианте монтажа пластины из кварцевого стекла не используются, так что этикетки испытывают полное воздействие излучаемой радиации. Кварцевые элементы конструкции поглощают часть испускаемой энергии и тем самым снижают общую энергию, которая поглощается этикеткой, о чем свидетельствует несколько более низкая температура. Авторы настоящего изобретения полагают, что кварцевые элементы конструкции блокируют или каким-либо иным образом препятствуют передаче энергии от излучателей, имеющих длину волны больше чем 3,5 мкм.
Если вновь обратиться к фигуре 3В, то после того, как этикетки 3 активируются, их перемещают в узел нанесения, обозначенный как C на фигуре 3В. Узел нанесения или транспортное устройство для нанесения покрытия 26 прикрепляет активированные этикетки к нужным изделиям. Для контролирования перемещения материалов, предпочтительно, используют один или несколько датчиков, таких как датчики продвижения этикеток 20 и 21, а также датчик положения остановки этикетки 22. Количество датчиков в общем случае зависит от размера и формы этикетки. Датчик движения 28 можно также использовать для обнаружения движения в узле нанесения С.
Устройство 90 может включать дополнительные датчики и средства обеспечения контроля. Например, устройство 90 может включать один или больше интерфейсов между любыми компонентами A, B и C. Дается пояснение универсальному сигнальному интерфейсу 27, расположенному между компонентами A и B. Датчик начала процесса или педаль управления 29 может использоваться в сочетании с любыми другими компонентами. Устройство 90 может включать программируемый логический контроллер (PLC) или другую систему контроля, известную из области техники.
На фигуре 3С приведен пример варианта осуществления устройства 790, в котором используется цифровая печать и лазерная резка. Устройство 790 в данном описании обозначают как систему Prime, Print & Apply (наноси подслой, печатай и прикрепляй), где в устройство подают непрерывный рулон этикеток. Устройство 790 в общем случае соответствует ранее описанному на фигуре 3В устройству 90 и включает узел печати A, узел термического активирования B и узел нанесения C. Однако вместо резального устройства 1, которое используют в устройстве 90, применяют лазерное резальное устройство 1a. А кроме того вместо печатающей головки и устройства подачи красящей ленты, которые используются в устройстве 90, приведенном на фигуре 3В, в устройстве 790, преимущественно, используют цифровое печатающее устройство. Остальные компоненты в устройстве 790 такие же, как и ранее приведенные для устройства 90 на фигуре 3В. В общем случае лента этикеток движется по линии к цифровому печатающему устройству, где на каждой этикетке посредством печати формируют знаки или другие отметки, а затем этикетки разрезают лазером, чтобы придать им заранее заданную форму. Затем основу этикетки отделяют от одного или нескольких субстратов, которые остаются на ленте вакуумного транспортера и т.п. Основа этикетки перемещается в другом направлении и вновь наматывается на валки. Напечатанные и нарезанные этикетки затем перемещаются в зону термического активирования B с помощью конвейера, ленты вакуумного транспортера или аналогичного компонента мимо источника SWIR или MWIR, который активирует каждую этикетку в течение доли секунды. Активированная этикетка затем доставляется к изделию, к которому она прикрепляется в узле нанесения C. Для транспортирования и/или прикрепления этикеток может применяться ленточное устройство для нанесения покрытий.
На фигуре 3D приведен пример варианта осуществления устройства 890, в которой используется цифровая печать и лазерная резка. Данное устройство также обозначают как систему Prime, Print & Apply, где в устройство подают непрерывный рулон этикеток. Устройство 890 в общем случае соответствует ранее описанному устройству 790, однако в нем используется резальное устройство 1b, которое расположено дальше, в узле нанесения C, показанном на фигуре 3D. Напротив, в ранее описанном на фигуре 3C устройстве, лазерное резальное устройство 1a располагается между узлом печати A и узлом термического активирования B и, в частности, внутри узла термического активирования B. В устройстве 890 лента из этикеток движется по линии к цифровому печатающему устройству, где на каждой этикетке с помощью печати формируют знаки или другие отметки. Затем ленту с напечатанными этикетками перемещают в узле термического активирования B мимо источника SWIR или MWIR, который активирует каждую напечатанную этикетку в течение доли секунды. Активированную ленту напечатанных этикеток затем переносят в узел нанесения C, где ленту с этикетками или множество этикеток разрезают лазером, чтобы придать им заранее заданную форму, пока они еще находятся на ленте вакуумного транспортера или т.п. Основу этикетки отделяют от индивидуальной этикетки, которая сохраняется на ленте вакуумного транспортера и т.п. и наматывают на валки. Нарезанную и активированную этикетку затем доставляют к изделию, к которому она прикрепляется.
В другом варианте ранее рассмотренных способов осуществления настоящего изобретения системы печати и лазерной резки могут размещаться далее по процессу или после операции активирования ленты. Основное печатающее устройство печатает знаки или другие отметки на ленте активированного адгезива, которая затем разрезается по форме этикетки с помощью лазера, все еще находясь на ленте вакуумного транспортера или аналогичного устройства. Основу этикетки отделяют от индивидуальной этикетки и сохраняют на ленте вакуумного транспортера и т.п. и наматывают на валки. Отрезанную и активированную этикетку затем доставляют к изделию, к которому она прикрепляется.
Наконец, в еще одном способе осуществления настоящего изобретения способной активироваться ленте без основы предварительно придают форму этикеток. Лента проходит тот же самый путь, что и на фигуре 3D, но вместо лазерной резки активированных этикеток лента проходит над острым срезом, который отделяет ведущую кромку этикетки от основы. Затем этикетка контактирует с принимающей подложкой, прилипает к положке, после чего основа отделяется от этикетки.
На фигуре 4 приведен примерный способ нанесения этикетки 100 со способным активироваться адгезивом на изделие 160. Способ начинается со стадии 260, а затем, на стадии 270, получают множество этикеток со слоем способного активироваться адгезива. На стадии 280 подготавливают множество изделий со второй поверхностью, а на стадии 290 подготавливают источник энергии 200. На стадии 300 адгезив на этикетках подвергают воздействию излучения, при этом поверхность адгезива становится липкой. На стадии 310 этикетка прикрепляется к изделию со скоростью приблизительно 500 этикеток в минуту. Способ заканчивается на стадии 320.
На фигуре 5 показан примерный способ активирования этикетки 100. Способ начинается со стадии 300, а затем, на стадии 340, получают этикетку со слоем способного активироваться адгезива 120, который приведен в таблице 1. На стадии 350 подготавливают источник энергии 200, а на стадии 360 адгезив на этикетках подвергают воздействию излучения таким образом, что адгезив становится липким. Способ заканчивается на стадии 370.
На фигуре 6 показан примерный способ прикрепления этикетки 100 со слоем способного активироваться адгезива 120 к изделию 160. Способ начинается со стадии 380, а затем, на стадии 390, получают множество этикеток со слоем способного активироваться адгезива. На стадии 400 подготавливают множество изделий со второй поверхностью, а на стадии 410 подготавливают печатающее устройство 250. На стадии 420 осуществляют печать на лицевом слое 110 этикеток. На стадии 430 подготавливают источник энергии 200. На стадии 440 адгезив на этикетках подвергают воздействию излучения, чтобы сделать поверхность адгезива липкой. На стадии 450 этикетку прикрепляют к изделию со скоростью приблизительно 500 этикеток в минуту. Способ заканчивается на стадии 460.
На фигуре 6А показан примерный способ прикрепления этикетки, такой как этикетка 100, показанная на фигуре 1, со слоем способного активироваться адгезива 120 к изделию, такому как контейнер 160, показанный на фигуре 2. Способ начинается со стадии 381, а затем, на стадии 391, подготавливают рулон этикеток со слоем способного активироваться адгезива. На стадии 401 подготавливают множество изделий со второй поверхностью, а на стадии 411 подготавливают печатающее устройство 251. Печатающее устройство, предпочтительно, является цифровым печатающим устройством. На стадии 421 осуществляют печать на лицевом слое 110 этикеток. На стадии 431 подготавливают резальное устройство. Резальное устройство, преимущественно, является лазерной системой резки. На стадии 441 этикетки разрезают на заданную длину. После разрезания может осуществляться необязательная операция (не показана), во время которой полимерная основа этикетки отделяется и сворачивается. На стадии 451 подготавливают источник энергии 200 (фигура 2). На стадии 461 адгезив на этикетках подвергают воздействию излучения, чтобы сделать поверхность адгезива липкой. На стадии 462 этикетку прикрепляют к изделию, такому как контейнер 160 на фигуре 2, со скоростью более 60 этикеток в минуту. Способ заканчивается на стадии 463.
На фигуре 6В поясняется другой примерный способ нанесения этикетки на изделие, такое как контейнер. На начальной стадии 1000 во время проведения операции 1005 готовят рулон этикеток со способным активироваться адгезивом. Во время проведения операции 1010 подготавливают множество изделий, таких как контейнеры, которые должны получить этикетки. Во время операции 1015 подготавливают печатающее устройство, которое, предпочтительно, представляет собой цифровое печатающее устройство. Во время операции 1020 проводят печать на лицевую сторону этикетки. Во время операции 1025 подготавливают источник активирующей энергии. В процессе осуществления операции 1030 адгезив подвергают прямому воздействию излучения, чтобы сделать поверхность адгезива липкой. Во время операции 1035 подготавливают систему резки. Во время операции 1040 активированную этикетку разрезают, чтобы придать ей нужную форму. Во время операции 1045 этикетки прикрепляют к изделиям, таким как контейнеры 160, предпочтительно, со скоростью более 60 этикеток в минуту. Во время операции 1050 синтетическая основа этикетки отделяется и сворачивается. Окончание процесса обозначено операцией 1055.
Несмотря на то, что в вышеуказанных способах указывается примерная скорость прикрепления этикетки 100 к изделию 160, составляющая приблизительно 500 этикеток в минуту, скорость может находиться в диапазоне от больше чем приблизительно 60 этикеток в минуту вплоть до приблизительно 1000 этикеток в минуту. Примерные скорости нанесения этикетки на изделие, согласно способам настоящего изобретения, включают приблизительно 120 этикеток в минуту, приблизительно 250 этикеток в минуту и приблизительно 500 этикеток в минуту.
Как указано выше, источники энергии в области NIR и коротковолнового ИК излучения являются эффективными инструментами для быстрого активирования адгезивов 120, однако они могут вызвать повреждение этикеток 100 со сформированным печатью рисунком вследствие поглощения энергии пигментами, которые входят в состав знаков, напечатанных на лицевой стороне 110 этикеток. Если дополнительно обратиться к фигуре 7, то с целью преодоления этой проблемы, в конструкцию другого варианта этикетки 480 вводят отражающий слой 470. Отражающий слой помещают между лицевым слоем 110 и адгезионным слоем 120. Когда адгезив адгезионного слоя подвергают прямому воздействию NIR энергии, часть энергии поглощается по мере проникновения излучения в адгезив. Остальная, не поглощенная энергии, отражается отражающим слоем и направляется обратно через адгезионный слой, вызывая поглощении дополнительного количества NIR энергии адгезивом адгезионного слоя. Следовательно, не только знаки на лицевой стороне слоя защищаются от перегрева, но направление излучения в обратную сторону отражающим слоем позволяет адгезивом адгезионного слоя поглотить больше энергии, и, таким образом, адгезиву требуется меньше времени обработки в условиях воздействия излучения, чтобы получить требуемый уровень воздействия излучения. В указанных способах при использовании источника NIR излучения 200 время воздействия излучения на адгезионный слой может быть меньше чем 0,3 сек и, таким образом, скорости активирования и нанесения могут составлять больше чем приблизительно 250 этикеток в минуту. В общем случае для получения требуемого излучения со сравнительно высокой интенсивностью предпочтительнее использовать излучатели электромагнитного излучения.
Если обратиться к фигуре 7, то отражающий слой 470 может быть изготовлен из любого вещества, которое отражает NIR излучение. Подходящие примеры включают золото, серебро, алюминий и медь. Алюминий является одним из лучших вариантом для выбора вещества отражающего слоя, поскольку алюминий не дорог, по сравнению с другими подходящими металлами, которые уже перечислены выше; может быть легко нанесен на лицевой слой 110 с помощью различных методов металлизации, включая, например, металлизацию или нанесение покрытий в вакууме; и обладает способностью отражать более чем 95% энергии в области NIR. Толщина отражающего слоя “T” может составлять всего один микрон и все же обеспечивать подходящую степень отражения, которая может составлять, например, 90%. Следует понимать, что для других источников излучения могут применяться другие отражающие слои, которые также помогут защитить лицевой слой от обесцвечивания.
Лицевой слой 110 этикетки можно изготовить из любого материла, который способен воспринимать чернила, используемые для печати знаков 130 на лицевом слое. Примеры материалов для лицевого слоя включают бумагу, полимерные пленки, металлизированную бумагу, бумагу со слоем фольги и различные типы металлической фольги. Если дополнительно обратиться к примеру осуществления способа по настоящему изобретению, который поясняется фигурой 8, то на указанные материалы для лицевого слоя можно нанести покрытие 490. Примеры включают прозрачные верхние покрытия, которые могут дополнительно усиливать способность лицевого слоя воспринимать и удерживать краску, которую используют для печати/нанесения знаков на лицевом слое. Другие примеры включают покрытия, которые содержат большую концентрацию пигментов, например, оксид титана, которой может наноситься на лицевой слой с целью увеличения непрозрачности этикетки 500.
Если дополнительно обратиться к примеру осуществления способа по настоящему изобретению, который поясняется фигурой 9, то отражающий слой 470 может представлять собой отражающий рисунок 510, который покрывает частично или полностью поверхность 520, которая не занята знаками (называют также “тыльной поверхностью”), лицевого слоя 110. Например, если дополнительно обратиться к фигуре 10, то отражающий рисунок 510 может быть нанесен на лицевой слой таким образом, что он перекрывает знаки 130 на тыльной поверхности лицевой стороны, если смотреть сквозь адгезионный слой этикетки. Указанный прием снижает количество отражающего вещества, которое необходимо для компоновки этикетки.
Если дополнительно обратиться к примеру осуществления способа по настоящему изобретению, который поясняется фигурой 11, то можно отметить, что хотя тыльная поверхность 520 лицевого слоя 110 может быть гладкой, возможна и текстурированная тыльная поверхность лицевого слоя. Металлизация в вакууме текстурированного лицевого слоя, например, может привести к образованию текстурированной отражающей поверхности. Аналогично, формирование рельефа на гладком отражающем слое 470 может привести к похожей текстурированной поверхности. Подобные текстурированные поверхности могут применяться для того, чтобы изменить направление излучения или улучшить отражение излучения от источников излучения, которое не строго перпендикулярно плоскости лицевого слоя. Например, на фигуре 11 показана ретрорефлекторная микротекстура 530. В патенте США № 6767102, выданном на имя Heenan et al., приводятся примеры различных ретрорефлекторных поверхностей. Ретрорефлектор представляет собой устройство или поверхность, которая отражает свет обратно к его источнику с минимальным рассеянием света. Так, электромагнитная волна отражается обратно вдоль вектора, который параллелен, но направлен в противоположную сторону от источника волны.
Этикетки 100, 480 и 500 различных вариантов осуществления настоящего изобретения могут иметь разнообразные размеры и формы. Например, если дополнительно обратиться к фигурам 12 и 13, то ширина “W” примерной прямоугольной этикетки может составлять от приблизительно 0,5 см до приблизительно 30 см, а длина “L” примерной прямоугольной этикетки может составлять от приблизительно 0,5 см до приблизительно 30 см. Таким образом, общая площадь поверхности примерных прямоугольных этикеток может быть в диапазоне от приблизительно 0,25 квадратных сантиметров до приблизительно 900 квадратных сантиметров. Примерные этикетки по настоящему изобретению могут иметь любую форму, например, этикетки могут быть прямоугольными, квадратными, круглыми и иметь другую форму, в том числе нерегулярную форму. Примеры различных форм этикеток приведены в патентах США №№ 2304787, 2569140 и 2783172, выданных компании Avery Dennison.
Различные этикетки и скомпонованные блоки этикеток, приведенные в настоящем описании, могут дополнительно включать один или несколько барьерных покрытий или слоев. В общем случае, барьерный слой препятствует обесцвечиванию лицевого слоя и отпечатка в широком диапазоне воздействий, которым может подвергаться этикетка. Предпочтительно, барьерное покрытие предотвращает обесцвечивание лицевого слоя и отпечатка при воздействии температуры от приблизительно -20°С до приблизительно 80°С, в течение времени от нескольких месяцев или больше и, преимущественно, вплоть до 1 года, и уровней влажности от приблизительно 10% до 99%. В общем случае подобные барьерные покрытия включают полимерные вещества, которые совместимы с приведенными в настоящем описании адгезивами и которые включают эффективные концентрации стирольных фрагментов. В некоторых вариантах осуществления настоящего изобретения адгезионный слой и барьерный слой могут быть нанесены в один прием путем использования технологии нанесения с помощью двойной фильеры.
В нескольких предпочтительных вариантах составов адгезива по настоящему изобретению в качестве пластификатора используют дициклогексилфталат, температура плавления которого составляет 63°С. После того, как адгезив активируется излучением или другим источником энергии, пластификатор остается в жидкой форме и может мигрировать из слоя адгезива в его контактную область. Чем выше температура, тем быстрее проходит миграция. Таким образом, барьерный слой покрывает адгезионную сторону этикетки, закрывает капилляры лицевого слоя и служит барьером, которым минимизирует миграцию пластификатора со стороны с адгезивом к стороне этикетки, которая содержит оттиск.
Поливиниловый спирт является весьма широко используемым веществом в качестве барьера для проникновения кислорода и барьера для миграции красителя. Однако конструкция этикетки с указанным слоем поливинилового спирта приводит к ухудшению прилипания, по сравнению с отсутствием указанного слоя. С точки зрения совместимости, полимерное соединение, включающее стирольные фрагменты, должно быть более совместимым. Смесь HYCAR 26288 и HYCAR 26315, где оба соединения доступны от компании Lubrizol Corp. (Cleveland, Ohio) и взяты в массовом отношении один к одному, является предпочтительным составом для использования в качестве барьерного покрытия или слоя. Оба полимера включают стирольный фрагмент в своей основной цепи. Масса покрытия барьерного слоя также оказывает влияние и на адгезионные свойства, поскольку пластификатор поглощается барьерным слоем. Поскольку пластификатор “потребляется” барьерным слоем, то чем больше масса барьерного слоя, тем хуже прилипаемость адгезива. Предпочтительная масса барьерного покрытия составляет менее 12 г/см2. Наиболее предпочтительная масса барьерного покрытия составляет от 2 до 10 г/см2. Барьерный слой, преимущественно, используют для получения покрытия на адгезионной стороне этикетки и закрытия капилляров лицевого слоя. По указанной причине предпочтительны полимерные вещества, температура стеклования которых меньше, чем 80°С. Наиболее предпочтительная температура стеклования составляет ниже, чем 60°С.
Адгезивы по настоящему изобретению могут быть использованы в широком диапазоне слоистых структур. В общем случае подобные структуры включают подложку, один или несколько функциональных слоев, таких как отражающие слои и/или барьерные слои, и один или несколько слоев адгезива, которые преимущественно имеют форму, предназначенную для использования в качестве адгезива без прокладки. Фигура 14 схематично поясняет слоистую структуру 600, которая включает слой 610 адгезива без прокладки, подложку 630 и барьерный слой 620, располагающийся между адгезионным слоем 610 и подложкой 630. Подложка, предпочтительно, представляет собой лицевой бумажный слой и подложку в виде прозрачной пленки, такой как PET или BOPP и т.д. Как иллюстрирует фигура 14, вещество барьерного слоя, которое также выполняет функцию связующего соединения, наносят на подложку 630, затем на барьерный слой 620 наносят адгезив 610 прямыми методами формирования покрытия. Барьерный слой 620 можно нанести на пленочную подложку 630 либо прямым нанесением покрытия, либо методом переноса покрытия. В общем случае, подобные адгезивы включают вещества, имеющие сравнительно низкие температуры плавления, такие как температуры в диапазоне от 50°С до 120°С, и представляют собой органические вещества, такие как пластификаторы, средства для повышения липкости и их комбинации. Включение подобных относительно низкоплавких веществ в адгезивы приводит к тому, что температура активирования подобных адгезивов попадает в указанный диапазон температур. При нагревании молекулы твердого пластификатора и/или средства для повышения липкости поглощаются и взаимодействуют с полимером основы адгезива на молекулярном уровне с образованием конструкции не удаляемой или удаляемой самоклеющейся этикетки на бумаге или пленке.
Кроме того, барьерный слой усиливает закрепление адгезива в более широком диапазоне температур сушки в процессе нанесения покрытия адгезива. Барьерный слой служит также для защиты с тем, чтобы свести к минимуму вытекание пластификатора со стороны адгезива на лицевую сторону. Кроме того, барьерный слой может иметь толщину меньше чем 12 микрон и температуру стеклования ниже, чем 80°С.
Как видно из фигуры 14, барьерный слой 620 может быть полимерным веществом с температурой стеклования ниже, чем 80°С и иметь толщину меньше 12 микрон. Грунтовочный слой может быть нанесен традиционными методами нанесения покрытий, такими как нанесение покровного слоя ножевым устройством, нанесение покрытия валиком и нанесение с помощью фильеры.
В некоторых способах осуществления настоящего изобретения, как указано в данном описании, сажу или другой(ие) подобный(ые) агент(ы) вводят в один или большее количество слоев скомпонованного блока этикетки, чтобы облегчить активирование адгезива. В общем случае введение сажи снижает количество энергии, необходимой для процесса активирования. Снижение потребления энергии может проявляться в экономии или привести к экономии, к ускорению процессов, и/или способствует развитию “зеленых” аспектов технологии. Кроме того, включение сажи в один или несколько слоев скомпонованного блока этикетки упрощает изолирование ламп или других излучателей энергии, применяемых для активирования адгезива. Кроме того, включение сажи в один или большее количество слоев скомпонованного блока позволяет увеличить расстояние между лампами или излучателями энергии и этикетками, повышая тем самым безопасность устройства.
Сажа или другие альтернативные среды, если их включают в скомпонованный блок этикетки, способствуют поглощению энергии веществом, что приводит к повышению эффективности. Сажу можно ввести в любой слой скомпонованного блока этикетки. Тем не менее, как правило, сажу, предпочтительно, включают в адгезионный слой. Однако настоящее изобретение этим не ограничивается и включает введение сажи в другие слои в дополнение к адгезионному слою или вместо адгезионного слоя. Например, сажу можно включать в барьерный слой. Предполагается также, что сажу или другой(ие) подобный(ые) агент(ы) можно вводить в грунтовочный слой. Если сажу используют в грунтовочном или барьерном слое, то ее можно использовать в ранее указанных концентрациях, которые используют в адгезионном слое. Тем не менее, для многих применений предпочтительно использовать сажу с концентрациями приблизительно 0,1%.
Следует отметить, что вместо сажи или в дополнение к саже для облегчения поглощения энергии можно использовать другие агенты. Не ограничивающие настоящее изобретение примеры подобных других агентов включают различные органические красители, красящие вещества и пигменты; и различные неорганические красители, красящие вещества и пигменты. Следует понимать, что может использоваться широкий спектр чернил или других агентов. Более того, могут использоваться любые комбинации указанных выше агентов. Предполагается, что комбинации агентов можно ввести во множество слоев или в различные слои скомпонованного блока этикетки. Например, сажу можно ввести в адгезионный слой, а один или несколько органических и/или неорганических красителей можно ввести в барьерный слой.
Концентрация сажи или другого(их) подобного(ых) агента(ов) в представляющем интерес слое может меняться при условии, что концентрация благоприятствует поглощению энергии указанным слоем и приводит к повышению температуры. Например, при включении сажи в адгезионный или барьерный слой концентрация в общем случае составляет, по крайней мере, приблизительно 0,1%, а предпочтительно составляет, по крайней мере, приблизительно 1%. Верхний предел зависит от многочисленных факторов.
Системы
В настоящем изобретении предлагаются также различные системы, в которых используют способные активироваться адгезивы, и слоистые структуры и/или скомпонованные блоки этикеток, которые рассматриваются в настоящем описании. В соответствии с одним предпочтительным аспектом, устройство для прикрепления отпечатанных этикеток на изделие включает способную активироваться этикетку, включающую слой способного селективно активироваться адгезива, время активирования которого составляет меньше, чем 1 сек, и устройство, предназначенное для нанесения этикетки на изделие. Устройство включает источник энергии, который предназначен для излучения энергии, и один или несколько исполнительных механизмов, которые сконструированы таким образом, чтобы (i) принимать способную активироваться этикетку, (ii) перемещать способную активироваться этикетку через излучаемую энергию (iii) доставлять способную активироваться этикетку в позицию, где способную активироваться этикетку прикрепляют к изделию. Способный активироваться адгезив, предпочтительно, демонстрирует отмеченные в данном описании характеристики, которые связаны с предпочтительными адгезивами, такие как время активирования меньше чем 1 сек, более предпочтительно, меньше чем 0,5 сек и, наиболее предпочтительно, меньше чем приблизительно 0,3 сек. Адгезивы также показывают время открытой выдержки от приблизительно 0,1 сек до приблизительно 72 час, а более предпочтительно, от приблизительно 10 сек до приблизительно 60 сек. Адгезивы, которые используют в указанных устройствах, проявляют также предпочтительную изначальную способность прилипать, как указано в настоящем описании.
Другой предпочтительный вариант системы по настоящему изобретению включает способную активироваться этикетку, содержащую слой способного селективно активироваться адгезива, который показывает время открытой выдержки, составляющее, по крайней мере, 72 час, и устройство, предназначенное для нанесения этикетки на изделие. Устройство включает источник энергии, который предназначен для излучения энергии, и один или несколько исполнительных механизмов, которые сконструированы таким образом, чтобы (i) принимать способную активироваться этикетку, (ii) перемещать способную активироваться этикетку через излучаемую энергию (iii) доставлять способную активироваться этикетку в позицию, где способную активироваться этикетку прикрепляют к изделию. Как указано ранее, адгезивы, которые применяют в указанной системе, предпочтительно, демонстрируют ранее указанные времена активирования и исходные величины липкости.
Применения
Рассмотренные в данном описании адгезивы могут быть использованы для широкого круга применений. Предпочтительным использованием являются слоистые структуры, такие как скомпонованные блоки этикеток.
Различные слоистые структуры и скомпонованные блоки этикеток могут найти многочисленные применения, такие как, например, формирование печатных знаков, информации, чертежей и т.д. Наиболее предпочтительным применением скомпонованных блоков этикеток, как указано в настоящем описании, является их использование в устройствах печати.
Примеры
Примерами методик получения полимера основы, указанного в таблице 2, являются следующие:
Пример 1
Эмульсию полимерной основы адгезива получают методом эмульсионной полимеризации нескольких мономеров, которые включают 37,2% бутилакрилата (BA), 29,3% стирола, 29,3% метилметакрилата (MMA), 1,7% метакриловой кислоты (MAA) и 2,5% акриловой кислоты (AA) от массы всех мономеров, и добавляют 0,06% масс. н-додецилмеркаптана в качестве агента передачи цепи. Окруженный нагревательной рубашкой цилиндрический реактор емкостью один литр с четырехгорлой насадкой снабжают мешалкой со стальным валом и с несколькими стальными лопастями, обратным холодильником, термометром и трубкой для ввода азота. Задают скорость перемешивания приблизительно 126 об/мин и устанавливают температуру реакции 80°С. Загружаемый в реактор раствор предварительно готовят, растворяя 1,0 г поверхностно-активного вещества HITENOL BC-10 (97% твердых веществ, изготавливается компанией Dai-Ichi Kogyo Seiyaku Co., Ltd., Kyoto, Japan) в 100 г деионизированной воды (ДВ). Первичную эмульсию мыльного щелока для загрузки получают, растворяя 2,0 г HITENOL BC-10 в 105 г ДВ. Смесь мономеров готовят из 140 г н-бутилакрилата, 110 г стирола, 110 г метилметакрилата, 6,5 г метакриловой кислоты, 9,1 г акриловой кислоты и 0,24 г н-додецилмеркаптана. Смесь мономеров при перемешивании добавляют в течение 10 мин к раствору первичной эмульсии. Раствор инициатора А готовят, растворяя 0,75 г персульфата калия (“KPS”) в 67 г ДВ, раствор инициатора B готовят, растворяя 0,5 г персульфата калия в 67 г ДВ. Раствор начального инициатора получают, растворяя 0,75 г персульфата калия в 38 г воды. Предварительно приготовленный раствор реагентов помещают в реактор, который продувают азотом. Раствор начального инициатора добавляют, когда температура раствора достигнет 80°С. Через 5 мин в реактор добавляют 20 г раствора первичной эмульсии. После того, как полимеризация начинается, начинают добавлять раствор первичной эмульсии и раствор инициатора А. По окончании добавления раствора A начинают добавлять раствор B. Добавление раствора первичной эмульсии заканчивают в течение 4 час, а подачу растворов A и B заканчивают в течение 4 час и 15 мин. Полимеризацию продолжают еще в течение 30 мин по окончании добавления раствора инициатора B. В процессе полимеризации температуру полимеризации поддерживают на уровне 80°С. Полимеризация смеси мономеров дает латекс полимера, из которого можно затем приготовить композицию для адгезива без прокладки и который можно наносить на требуемые подложки.
Пример 2
Используют ту же самую методику полимеризации, которую применяют в примере 1, за исключением того, что для полимеризации используют следующие массовые проценты мономеров: 48,0% BA, 23,9% стирола, 23,9% MMA, 1,7% MAA и 2,5% AA.
Получение примерного активируемого теплом адгезива белого цвета осуществляют следующим образом. Состав способного изменять свое состояние адгезива получают из указанной полимерной основы адгезива путем компаундирования с выбранным пластификатором и средством для повышения липкости при комнатной температуре в течение времени, достаточного для получения однородной композиции. Как правило, предпочтительная температура плавления подобного твердого пластификатора превышает 40°С. В данном примере используют измельченный пластификатор дициклогексилфталат или U250M, поставляемый компанией Unitex Corp. (Greensboro, NC). Температура плавления U250M лежит в диапазоне от 63°С до 65°С. Примером средства для повышения липкости является TACOLYN 3400 (температура размягчения 92°С), который в виде дисперсии полимерных веществ поставляется компанией Eastman Chemical Company (Kingsport, Tennessee). TACOLYN 3400 представляет собой дисперсию эфиров полимерных соединений. В частности, TACOLYN 3400 представляет собой не содержащую растворителей водную дисперсию анионогенных эфиров канифоли с содержанием твердых веществ 55%, которую получают из смолы с высокой степенью гидрирования и высокой температурой размягчения. Не желая связывать себя какой-либо конкретной теорией, авторы настоящего изобретения полагают, что когда адгезив облучают, выбранный пластификатор плавится. Маленькие молекулы пластификатора способны проскальзывать между цепями полимера основы адгезива и играют роль “смазки”, даже после того, как полимер остывает. В итоге свободный объем полимера увеличивается или же температура стеклования (Tg) полимерной основы адгезива снижается, что приводит к получению покрытия адгезива, обладающего высокой эластичностью. В некоторых способах осуществления настоящего изобретения адгезив, преимущественно, не содержит сажу, графит, чернила, краситель(ли), пигмент(ы) и/или красящее(ие) вещество(ва). Однако в других примерах осуществления настоящего изобретения адгезивы включают использование подобных агентов.
Пример 3
Эмульсию на основе акрилового полимера, наиболее пригодную для способного активироваться адгезива без прокладки, получают следующим образом. Как указано ниже в таблице 4, загрузку реактора приготавливают, растворяя 18,2 г поверхностно-активного вещества HITENOL BC-10 (97% твердых веществ), 18,2 г поверхностно-активного вещества POLYSTEP B-19, поставляемого компанией Stepan (Northfield, IL) (лаурилсульфат натрия, 32,5% твердых веществ) и 1,1 г регулятора пенообразования DREWPLUS L-198, поставляемого компанией Ashland Aqualon of Ashland, Inc. (Lexington, KY) в 19,376 кг деионизированной воды (ДВ). Указанные вещества суммарно обозначают как загрузка реактора (А) в таблице 4. Как указано далее в настоящем описании, затем к полученной загрузке и перед добавлением первичной эмульсии добавляют 90,8 г персульфата калия.
Примерная загрузка реактора
реакции
Загрузку реактора затем помещают в реактор и нагревают до 78°С. Содержимое реактора, предпочтительно, перемешивают.
Мыльный раствор для первичной эмульсии готовят следующим образом: 853,52 г POLYSTEP B-19, 227 г поверхностно-активного вещества AEROSOL OT-75, поставляемого компанией Cytec Industries, Inc. (West Paterson, NJ) (диоктил сульфосукцинат натрия), 472,2 г HITENOL BC-10 и 1,1 DREWPLUS L-198 добавляют к 14,455 кг деионизированной воды. Указанный раствор суммарно обозначают как мыльный раствор (B) в таблице 4.
Смесь мономеров получают, объединяя 5248 г BA, 31,919 кг стирола, 1333 г MMA, 508,48 г MAA, 708,24 г AA, 621,98 г EGDMA и 771,8 г n-DDM. Указанную смесь суммарно обозначают как смесь мономеров (C) в таблице 4. Выраженная в массовых процентах относительно полимерной основы адгезива концентрация указанных мономеров составляет 12,8% BA, 77,6% стирола, 3,2% MMA, 1,2% MAA и 1,7% AA, 1,5% EGDMA и 1,9% n-DDM.
Смесь мономеров (C) при перемешивании добавляют к мыльному раствору (B) с образованием стабильной первичной эмульсии мономеров (B+C). Смесь (B+C), предпочтительно, медленно перемешивают при добавлении, как указано ниже в таблице 5.
Подробности приготовления предварительной смеси
(B+C) (1)
(B+C) (2)
Раствор катализатора для отсроченного добавления получают, добавляя 108,96 г персульфата калия к 4213 г деионизированной воды.
При температуре в реакторе 78°С добавляют 90,8 г персульфата калия. Содержимое реактора продувают азотом в течение 2 мин. По прошествии указанных 2 мин продувку азотом прекращают и в реактор помещают первую порцию предварительной эмульсии (B+C) и добавляют загрузку реактора (A).
Предварительную эмульсию (B+C) загружают в реактор в течение 30 мин. Затем через 30 мин добавляют раствор катализатора (D). Как суммарно указано для (D) в таблице 4, раствор катализатора включает 108,96 г персульфата калия в 4213 г деионизированной воды.
После добавления в реактор раствора катализатора (D) температуру для порции загрузки реактора повышают и поддерживают на уровне 86±3°С. При необходимости порцию перемешивают.
При добавлении первичной эмульсии (B+C) первую половину дополнительного количества деионизированной воды в количестве 113,5 г используют для промывки корпуса реактора, в котором ранее находилась первичная эмульсия (B+C) и указанную порцию промывной воды затем добавляют в реактор.
После того, как раствор катализатора (D) полностью добавлен в реактор, загрузку выдерживают в течение 20 мин при температуре от приблизительно 82°С до приблизительно 85°С.
По прошествии указанного 20-минутного периода определяют остаточную концентрацию мономеров в загрузке. Как только концентрация остаточных мономеров будет меньше чем 0,05%, начинают охлаждать реактор до температуры 35°С. Если остаточная концентрация мономеров не составляет меньше чем 0,05%, то температуру загрузки в диапазоне от 82°С до 85°С поддерживают еще в течение 30 мин, а затем позволяют остывать до 35°С.
По мере снижения температуры загрузки начинают медленно добавлять 19%-ный раствор аммиака (F), указанный в таблице 4, как только температура достигнет 70°С. В частности, добавляют 272,4 г 19%-ного водного раствора аммиака. После добавления раствора аммиака добавляют дополнительное количество DREWPLUS L-198. Он обозначен как (G) в таблице 4, и количество DREWPLUS составляет 18,2 г.
Как только температура загрузки достигнет 35°С, добавляют 4,54 г ACTICIDE GA, промышленного бактерицидного средства, которое поставляет компания Acti-Chem Specialties (Trumbull, CT). Он указан как (H) в таблице 4.
Для регулирования требуемого содержания твердых веществ и вязкости может быть добавлено дополнительное количество деионизированной воды. Например, как указано в таблице 4 в виде (I), в конечный продукт добавляют 227 г деионизированной воды.
Могут осуществлять другие технологические операции, такие как фильтрование. Примером отдельной операции фильтрования является фильтрование продукта через фильтр с порами 25 мкм или 50 мкм.
В таблице 6 суммированы отдельные технические характеристики для полученной эмульсии полимерного продукта. Полученный сухой полимер основы имеет средневесовую молекулярную массу 23000 дальтон и температуру стеклования 76°С.
Эмульсия полимерного продукта
характеристики:
веществ: 53,0±0,5%
50 мкм
реакторе: очень небольшое
Пример 4
Систему адгезива на основе эмульсии готовят, используя полимер в виде акриловой эмульсии, полученный в примере 3. В частности, систему адгезива получают, как указано в таблице 7.
Примерная система адгезива
Дисперсия UNIPLEX 250 (пластификатор)
Дисперсия ARAKAWA SE-E 650 (средство для повышения липкости)
66,00
9,00
В частности, систему адгезива готовят, объединяя 25 массовых частей полимера, полученного в примере 3, с 66 массовыми частями дисперсии UNIPLEX 250 и 9 массовыми частями дисперсии ARAKAWA SE-E 650, поставляемой компанией Arakawa Chemical (Osaka, Japan). Дисперсию UNIPLEX 250 получают, смешивая в мельнице UNIPLEX 250 воду, диспергатор и пеногаситель, и она выполняет функцию пластификатора. Наконец, компонент ARAKAWA служит в качестве средства для повышения липкости.
Указанный адгезив на основе эмульсии устойчив, может быть непосредственно нанесен на бумагу или пленки и высушен в сушильном шкафу при температуре до 56°С в течение 15 мин без каких-либо признаков активирования. Высушенный адгезив хорошо держится на имеющей или не имеющей грунтовочный слой бумаге или пленке и проходит блокировочный тест при 45°С при давлении 30 фунтов на квадратный дюйм (приблизительно 206842 Н/м2).
Данный тип адгезива обладает великолепной липкостью и хорошей адгезией к неполярным поверхностям и плотной бумаге, а также остается очень липким более чем 48 час и прозрачным в течение длительного времени после активирования под действием одной или нескольких ИК ламп в течение 5-10 сек.
Пример 5
В данном исследовании изучают различные составы изменяющих свое состояние адгезивов, способных активироваться под действием тепла или ИК излучения в области от ближнего до среднего диапазона (MWIR) длин волн. Набор способных изменять свое состояние адгезивов получают из полимеров, ранее описанных в примере 2, используя полимеры основы, которые смешивают с выбранным пластификатором, но без средства для повышения липкости, как указано ниже в таблице 8. Предпочтительными пластификаторами являются твердые пластификаторы, т.е. вещества, которые находятся в твердом состоянии при температуре ниже температуры применения. Как правило, предпочтительная температура плавления подобных твердых пластификаторов превышает 40°С. В следующих примерах адгезивов используют измельченный пластификатор U250M из UNIPLEX 250, который поставляет компания Unitex Corp. Температура плавления U250M находится в диапазоне от 63°С до 65°С. При использовании излучения в диапазоне от NIR до MWIR для облучения адгезива выбранный пластификатор плавится. Как уже указывалось, авторы настоящего изобретения полагают, что относительно небольшие молекулы пластификатора способны проскальзывать между цепями полимера основы и выполняют функцию “смазки” даже после того, как полимер охлаждается. В итоге свободный объем полимера увеличивается или же температура стеклования полимера основы снижается, что приводит к получению покрытия адгезива, обладающего высокой эластичностью, а значения G' или G" могут быть снижены таким образом, чтобы соответствовать критерию Далквиста (значение G' при комнатной температуре должно составлять приблизительно от 5×105 до 2×106 дин/см2) для таких применений адгезива без прокладки, которые соответствуют предпочтительным вариантам осуществления настоящего изобретения. Подробности для критерия Далквиста приведены в данном описании после примеров. Кроме того, в составы адгезивов по примеру 5 добавляют указанное количество воды и поверхностно-активное вещество, поставляемое под названием IGEPAL CO-887. Смесь вода/IGEPAL CO-887 готовят, смешивая 9 частей воды и 1 часть IGEPAL CO-887. IGEPAL CO-887 представляет собой нонилфенокси поли(этиленокси)этанол от компании Rhodia (New Brunswick, NJ).
Композиции адгезивов по примерам 5a-5d
(% масс. сухих веществ)
основы
5b
5c
5d
40
40
40
28
36
44
20
20
20
41,67
35,71
31,25
58,33
64,29
68,75
Затем проводят термический анализ полученных адгезивов, с целью определения действия выбранного пластификатора на реологическое поведение составов адгезивов.
Образцы адгезивов по примерам 5a-5d заведомо способны активироваться в области излучения от NIR до MWIR. В течение, по крайней мере, десяти минут развивается необратимая липкость, когда указанные образцы подвергают излучению от NIR до MWIR, хотя может также использоваться обычный источник тепла с тем, чтобы активировать адгезивы при повышенной температуре. Исследование адгезии проводят для образца 5a на различных подложках, а полученные результаты приведены ниже в таблице 9. Описание деталей методики и проведения измерений характеристик адгезива, таких как тест на отрыв под углом 90°, определение липкости и вид повреждения приведены в данном описании после примеров.
Тест на отрыв под углом 90° для примера 5a
воздействия
покрытия
(г/м
2
)
дюйм)
среднее
значение
среднее значение
повреждения
Эффект выбранного средства для повышения липкости в предпочтительных вариантах адгезивов по настоящему изобретению демонстрируют следующие примеры с использованием образцов по примеру 5e и примеру 5f.
Композиции адгезивов по примеру 5e и примеру 5f приведены в таблице 10, а эффект выбранного средства для повышения липкости TACOLYN 3400 (имеющего температуру размягчения 92°С), дисперсии полимера от компании Eastman Chemical, на адгезионные свойства способного изменять свое состояние адгезива поясняет таблица 11. Пример 5f показывает значительное усиление адгезии ко всем подложкам, а вид повреждения получают для бумаги при малом времени воздействия. Предпочтительным применением и использованием предпочтительных вариантов способных изменять свое состояние адгезивов является применения для этикеток, для которых обычно необходимо, чтобы активированный адгезив обладал самоклеющейся способностью при нанесении слоев. Фигура 15 показывает, что предпочтительные варианты адгезивов обладают хорошим для адгезива временем открытой выдержки после активировании MWIR излучением и удовлетворяют подобным требованиям для нанесения слоев на этикетку. Как видно из таблицы 11, предпочтительные варианты способных изменять свое состояние адгезивов заведомо способны активироваться под действием излучения в диапазоне от NIR до MWIR и обладают хорошей адгезией в широком круге подложек, включая поверхности как с большой, так и малой поверхностной энергией.
Композиции способных изменять свое состояние адгезивов по примерам 5e и 5f
Тест на отрыв под углом 90° для способных изменять свое состояние адгезивов по примерам 5e и 5f с NIR активацией
воздействия
покрытия (г/м
2
)
дюйм)
среднее
значение
силы/
дюйм)
среднее
значение
повреждения
разрывается
Было обнаружено, что подобные самоклеющиеся свойства, которые демонстрируют образцы 5e и 5f, могут поддерживаться вплоть до одной недели (см. таблицу 12) и дольше.
Влияние старения на липкость активированного адгезива по примерам 5e и 5f
В данном исследовании набор образцов, обозначенный как пример 5g, получают, используя другой тип твердых пластификаторов. В частности, вместо дициклогексилфталата используют другой твердый пластификатор, глицерилтрибензоат, поставляемый под названием INUPLEX 260M компанией Unitex Corp. В таблице 13 приведен состав для адгезива примера 5g.
Композиция адгезива по примеру 5g
U260M
NACOLYN 3400
Вода
IGEPAL CO-887
20
20
9
1
Нанесенный на бумажный лицевой слой адгезив активируют посредством NIR, а затем проводят испытания адгезии. В таблице 14 приведены результаты исследования адгезии с использованием тестов на отрыв под углом 90°. Повреждение в виде разрыва бумаги наблюдается для всех исследованных образцов. Краткосрочные и долговременные эффекты старения на время открытой выдержки адгезива поясняют фигура 16 и таблицы 14 и 15, соответственно.
Тест на отрыв под углом 90° для способных изменять свое состояние адгезивов по примеру 5g с NIR активацией
воздействия
дюйм)
среднее
значение
среднее
значение
повреждения
разрывается
разрывается
разрывается
разрывается
разрывается
разрывается
разрывается
разрывается
разрывается
разрывается
сажей
разрывается
сажей
разрывается
сажей
разрывается
отрывается
отрывается
разрывается
разрывается
разрывается
разрывается
разрывается
Влияние старения на липкость активированного адгезива по примеру 5g
час
час
час
час
день
дня
дня
дня
дней
неделя
В другом исследовании набор образцов, обозначенный как пример 5h, получают, используя средство для повышения липкости с высокой температурой размягчения. Эмульсию сложного эфира канифоли, доступную под названием “Super Ester” E-650 (температура размягчения 160°С), используют в качестве замены TACOLYN 3400 в примере 5f. Super Ester E-650 представляет собой эмульсию полимеризованного сложного эфира канифоли, которая поставляется компанией Arakawa Chemical Ind. (Osaka, Japan). Приготовленный состав адгезива наносят на лицевой слой бумаги 60#, а затем сушат в течение 10 мин при температуре 50°С. Для активации адгезива используют ИК излучение средней длины волны или другую тепловую активацию. На фигуре 17 отображены результаты испытаний на отрыв под углом 90° по примеру 5h для двух покрытий с различной массой адгезива.
Наконец, в другом исследовании изучают влияние массы покрытия на адгезионные свойства. Набор образцов, обозначенный как пример 5i, готовят следующим образом. В частности, готовят составы адгезивов, которые способны активироваться под действием излучения в диапазоне от NIR до MWIR, в соответствии с примером 5, где для синтеза полимера основы используют комбинацию анионогенного и не анионогенного поверхностно-активных веществ. Готовят адгезив, способный активироваться под действием излучения в диапазоне от NIR до MWIR, а результаты испытаний адгезии для адгезива по примеру 5i с различными массами покрытия адгезива на выбранных подложках представлены в таблице 16.
Исследование адгезии путем испытания на отрыв под углом 90° для примера 5i
покрытия
(г/м
2
)
дюйм)
среднее значение
среднее значение
Вид повреждения
Пример 6 и Дополнительные исследования
Дополнительные исследования проводят следующим образом. Готовят набор образцов адгезивов ранее описанной системы адгезивов по примеру 4 и проводят обзор влияния времени воздействия на характеристики при отрыве. Указанный набор образцов обозначают как пример 6a. В частности, адгезив наносят на лицевой слой бумаги (Vellum Challenger HW компании Crown Van Gelder N.V., Velson-Noord, the Netherlands) и испытывают на различных подложках. Активированные образцы наклеивают на подложки через 5 мин после активирования (время открытой выдержки адгезива составляет пять минут). Результаты приведены в таблице 17.
Тест на отрыв под углом 90° для примера 6a (время открытой выдержки 5 мин)
воздействия
среднее значение
Адгезия адгезива возрастает с увеличением времени воздействия. Фигура 18 поясняет изменение значений при отрыве под углом 90° подобного адгезива на подложке из плотной бумаги в зависимости от времени воздействия. Приведенные данные ясно показывают, что адгезия усиливается до тех пор, пока не возникает такой вид разрушений как разрыв бумаги.
В другой серии исследований готовят набор образцов адгезивов, обозначенных как образец 6b, для изучения влияния времени открытой выдержки адгезива. Для некоторых применений этикеток желательно, чтобы самоклеющаяся способность (PS) сохранялась в процессе приклеивания этикетки, в частности, для высокоскоростных процессов автоматического наклеивания этикеток. Различные предпочтительные адгезивы по настоящему изобретению проявляют уникальные свойства, заключающиеся в том, что их самоклеющуюся способность можно поддерживать в течение относительно длительных периодов времени после активирования адгезива. На фигуре 19 для исследования липкости адгезива по примеру 6 используют тест на адгезию со сферической насадкой (SPAT). Приведенные данные показывают, что после активирования адгезива липкость адгезива или самоклеющаяся способность адгезива в общем случае остается постоянной с течением времени. Отмеченное преимущество позволяет наклеивать этикетки на выбранную подложку без ограничения времени открытой выдержки.
Данные, приведенные на фигурах 15, 16 и 19, которые получают по вышеуказанному тесту SPAT, показывают, что предпочтительные варианты адгезивов по настоящему изобретению показывают исходную пиковую величину липкости от приблизительно 1,0 до приблизительно 2,0 ньютон и, как правило, от приблизительно 1,25 до приблизительно 1,75 ньютон. Тем не менее, специалистам должно быть понятно, что указанные адгезионные составы по настоящему изобретению могут быть специально подобраны таким образом, чтобы получить исходные пиковые величины липкости меньше, чем указанные значения, или больше, чем указанные значения.
В другой серии исследований систему адгезива, описанную в примере 4, используют для различных тестов на отрыв при 5°С следующим образом. Если обратиться к фигуре 20, то адгезив по примеру 4, обозначенный как “LA”, наносят на подожки из плотной бумаги и подвергают воздействию при 5°С в течение различных периодов времени. В качестве различных периодов времени берут периоды 20 мин, 1 час, 24 час и 72 час. Затем адгезивы активируют и образцы при 5°С наносят слоями на тонкий пергамент или бумагу. Ламинированные образцы затем подвергают тестированию при 5°С под углом 90°, используя камерную установку Instron. Ламинированные образцы сравнивают с подвергнутыми аналогичной обработке и ламинированными образцами, полученными с использованием стандартного адгезива, который коммерчески доступен от компании Avery Dennison Corporation и обозначен как “CA”. Как видно из фигуры 20, образцы, в которых используют предпочтительный адгезив по настоящему изобретению, указанный в примере 4, устойчиво демонстрирует в общем случае более сильные адгезионные свойства, по сравнению с образцами, в которых используют стандартный адгезив. Кроме того, предпочтительный адгезив по настоящему изобретению демонстрирует предсказуемо повышенную адгезионную способность с увеличением времени воздействия.
Фигура 21 иллюстрирует результаты аналогичных тестов на отрыв под углом 90° для двух наборов образцов, а также иллюстрирует результаты тестов на отрыв под углом 90°, которые проводят при комнатной температуре (область значений с правой стороны). Как видно из фигуры 21, ламинированные образцы, в которых используют предпочтительный адгезив, приведенный в примере 4, проявляют стойкую и усиливающуюся адгезионную способность по мере увеличения времени воздействия как при 5°С, так и при комнатной температуре. Приведенные результаты демонстрируют применимость и возможности предпочтительных адгезивов при использовании для широкого круга различных конечных применений.
Следующие исследования проводят с целью проверки слипания нанесенных адгезивов. Различные предпочтительные варианты адгезивов показывают хорошую сопротивляемость слипанию, которая отвечает требованиям многих процессов при использовании. Ранее описанные нанесенные покрытия адгезивов на бумажную лицевую сторону исследуют при различных давлениях. Таблица 18 указывает, что в указанных условиях слипания при указанных условиях не наблюдается.
Тест на слипание
Приведенные данные показывают, что некоторые классы предпочтительных адгезивов по настоящему изобретению демонстрируют отсутствие слипания или практическое отсутствие слипания при температуре 45°С и давлении от приблизительно 20 до приблизительно 30 фунтов на квадратный дюйм (приблизительно от 137895 Н/м2 до 206842 Н/м2). Предполагается также, что указанная сопротивляемость слипанию проявляется также при относительной влажности (RH) в диапазоне от 10% до 99%. Указанная сопротивляемость слипанию является важной особенностью указанных адгезивов, что позволяет использовать их в широком диапазоне применений, таких как изготовление этикеток. Более того, предпочтительно, адгезивы проявляют указанное отсутствие слипания до активирования и, наиболее предпочтительно, в процессе активирования. Таким образом, некоторые предпочтительные адгезивы по настоящему изобретению проявляют все указанные свойства, т.е. отсутствие слипания при 45°С, отсутствие слипания при давлении от 15 фунтов на квадратный дюйм до 30 фунтов на квадратный дюйм и отсутствие слипания при уровне относительной влажности от 10% до 90%.
Исследуют также прозрачность предпочтительных адгезивов по настоящему изобретению, как указано далее. Неожиданно оказалось, что предпочтительные адгезивы по настоящему изобретению остаются прозрачными или в общем случае сохраняют способность пропускать свет после активирования, даже после того как тепло не подают в течение месяцев или дольше. Указанная уникальная особенность адгезивов позволяет использовать указанные адгезивы в тех применениях, где необходимы прозрачные или пропускающие свет адгезивы, такие как этикетки на прозрачной пленке или графические применения. Предпочтительные адгезивы по настоящему изобретению наносят на полиэфирную (PET) пленку в количестве 13 г/см2 в стандартных условиях нанесения покрытий. Высушенный адгезив имеет белый цвет или является полупрозрачным. При активировании адгезива под действием тепла адгезив становится прозрачным и приобретает самоклеющиеся свойства. Нанесение указанной пленочной этикетки на прозрачную подложку, такую как стекло, показывает, что адгезив остается прозрачным. Прозрачность пленочной подложки определяют с использованием оптического измерительного устройства под названием Haze-Gard Plus компании Gardner. Пригодные для использования приборы Haze-Gard Plus выпускаются также компанией Qualitest USA (Plantation, FL). Указанный прибор измеряет пропускание света, матовость и другие свойства в соответствии с ASTMD1003D1044. Таблица 19 показывает, что матовость этикетки значительно меняется до и после активирования. В то же время следует отметить, что матовость наклеенной пленочной этикетки в общем случае постепенно ухудшается с течением времени. Авторы настоящего изобретения полагают, что расплавленный пластификатор диффундирует внутрь матрицы полимера основы и в результате равномерного распределения приводит к образованию прозрачного адгезивного покрытия. Подобная прозрачность активированного адгезива сохраняется в течение длительного времени.
Прозрачность пленочной этикетки с активированным адгезивом
1
6
72
4,94
5,17
1,77
Как видно из таблицы 19, собственная матовость пленки PET составляет около 1%. Указанные результаты указывают на другую особенность предпочтительных адгезивов по настоящему изобретению, которая относится к их оптической прозрачности после активирования. В общем случае предпочтительные адгезивы по настоящему изобретению демонстрируют оптическую прозрачность после активирования, которая отличается относительно небольшими уровнями матовости. В общем случае после активирования уровни матовости адгезивов составляют меньше чем 10%, более предпочтительно, меньше чем 8%, более предпочтительно, меньше чем 6%, более предпочтительно, меньше чем 4%, более предпочтительно, меньше чем 2% и, наиболее предпочтительно, меньше чем 1%. Последнее относится к адгезивам, которые в общем случае не содержат пигменты, красящие вещества, красители, чернила или т.п. Как указано выше, настоящее изобретение в некоторых вариантах его осуществления включает адгезивы, которые не содержат подобные компоненты.
Наконец, в другой серии исследований в различные слои скомпонованного блока этикетки вводят сажу. Затем скомпонованные блоки этикеток активируют, как указано в настоящем описании. Измеряют температуру. Как показывают приведенные ниже результаты, содержащие сажу этикетки, независимо от расположения конкретного слоя, нагреваются сильнее, чем контрольная этикетка, ни один из слоев которой не содержит сажу.
В частности, скомпонованные блоки этикеток, имеющие грунтовочный слой и адгезионный слой, получают сажу, как указано ниже в таблице 20.
Сравнительные результаты добавления сажи в различные слои скомпонованного блока этикетки
%
действия
процесс
процесс
процесс
слой с 0,1% сажи
слой с 0,2% сажи
с сажей
одном из слоев
Каждый образец и контрольный образец (не содержащий сажу) подвергают воздействию излучения ламп, которые отрегулированы на одинаковую мощность. Каждый образец и контроль перемещают через излучатели с той же скоростью, так что время активирования для каждого образца и контроля одинаково. Максимальную температуру нагрева этикеток измеряют четырежды. Результаты в графическом виде представлены на фигуре 22.
Результаты данного исследования показывают, что включение сажи, даже при относительно небольших концентрациях, составляющих 0,1% и 0,2%, приводят к тому, что этикетки нагреваются до значительно больших температур.
Что касается указанного ранее тестирования, то для проведения указанных измерений и оценок используют следующие методики.
Адгезия при отслаивании
Адгезив наносят в виде покрытия с приблизительной массой в заданном диапазоне от 20 г/см2 до 40 г/см2 на выбранный бумажный лицевой слой. Если необходимо, на бумагу наносят барьерный слой. Нанесенные слои сушат при 50°С в течение 10 мин. Из полученной структуры с помощью штампа вырубают полоски размером 25×204 мм (1×8 дюймов). Полоски затем подвергают термической активации с помощью ИК излучения в диапазоне средних длин волны и наносят по центру вдоль длинной стороны блестящих, хорошо отполированных, отожженных пластин испытательного стенда размером 50×152 мм (2 х 6 дюймов) или же плотной бумаги и прижимают с помощью покрытого каучуком валика, имеющего 5,45 фунтов на дюйм, твердость 65 по шкале Шора “A” и массу 2 кг (4,5 фунта), прокатывая один раз вперед и назад со скоростью 30 см/мин (12 дюйм/мин). Образцы выдерживают либо 20 мин, либо 24 час в испытательной комнате с контролируемой средой при температуре 23°С (73°F) и относительной влажностью 50%. После выдерживания тестовые полоски отрывают от испытательных стендов с помощью Instron Universal Tester, используя модификацию стандартного ленточного метода Pressure-Sensitive Tape Council, PSTC-1 (rev. 1992), Peel Adhesion for Single Coated Tapes 180° Angle, где угол отрыва составляет либо 180°, либо 90°, т.е. перпендикулярно поверхности пластины, со скоростью 30 см/мин (12 дюйм/мин). Сила, которую необходимо приложить, чтобы удалить тестовую полоску с адгезивом от испытательного стенда, измеряют в фунтах на дюйм. Все испытания повторяют трижды.
Петлевое испытание липкости
Измерения липкости при проведении петлевых испытаний проводят для образцов в виде полосок размером 25×204 мм (1×8 дюймов), которые затем активируют с помощью MWIR излучения. В качестве подложек используют нержавеющую сталь или стекло при скорости удаления приблизительно 305 мм/мин (12 дюйм/мин) в соответствии со стандартным тестом 1994 TLMI Test-IB2, TLMI Loop Tack Test, разработанным компанией Tag and Label Manufactures Institute Inc. (TLMI), с помощью универсальной установки для проведения испытаний Instron Universal Tester Model 4501 компании Instron (Canton, MA). За значения липкости при петлевых испытаниях принимают наибольшие измеренные значения адгезии, которые наблюдают при тестировании. Все испытания повторяют трижды.
Тест ARC SPAT (для липкости)
Тест SPAT разработан исследовательским центром Avery Dennison Research Center. В общем случае методика заключается в следующем:
Образцы получают путем нанесения ленты FT530 с двухсторонним покрытием, которую поставляет компания Avery Dennison, на алюминиевую пластину размером 1/36 дюйма. Пленку дважды накатывают валиком массой 14,5 фунтов. Затем защитное покрытие двухсторонней пленки удаляют. После этого образец располагают лицевой стороной вниз на подвергнутой обработке двухсторонней пленке. Образцы и кусочки пленки затем накатывают валиком массой 14,5 фунтов. Перед проведением испытаний накатанные образцы в течение 20 мин подвергают воздействию. Перед тем, как проводить испытания, удаляют оставшиеся защитные покрытия.
Настройку параметров установки проводят следующим образом. Используют анализатор текстуры Texture Analyzer TA.XT2i от компании Texture Technologies (New York, NY). Установку для проведения испытаний SPAT с зондом из нержавеющей стали диаметром 1 дюйм используют для проведения анализа; скорость при тестировании составляет 0,04 мм/сек, сила сжатия составляет 4,5 ньютон, а время контактирования составляет 0,01 сек.
Дальнейшие детали, касающиеся методики SPAT теста, описаны в Chuang H.K.; Chiu C.; Paniagua R. Avery Adhesive Test yields more performance data than traditional probe, Adhesives Age (10) 1997, 18-23.
Виды повреждений
Для некоторых образцов наблюдались следующие виды повреждений адгезива: “отсутствие остатков на пластине” (p) - адгезивная конструкция отрывается от пластины без каких-либо остатков; “окрашивание пластины” (ps) - адгезивная конструкция отрывается чисто, однако на пластине остается легкое окрашивание или “тень”; “сильное окрашивание пластины” (hps) - адгезивная конструкция оставляет после себя заметное окрашивание на пластине; “нарушение липкости” (c) - адгезивная конструкция разрывается на части, оставляя остатки адгезива на пластине и лицевой стороне; “повреждение лицевого слоя” (fs) - адгезив полностью отделяется от лицевого слоя и переносится на испытательный стенд; “энергичное повреждение” (z) - адгезивная конструкция отрывается от пластины скачкообразно с прерывистым скольжением, резкими толчками при отрыве; и “смешанный тип” - смешанный вариант различных видов повреждений.
Определение самоклеющихся и не самоклеющихся адгезивов
Известны самоклеющиеся адгезивы как на основе каучука, так и на основе акрилатов. В 1966 г. C. Dalquist установил, что 1-секундная текучесть, превышающая 1×10-6 см2/дин является эффективным контактным критерием хорошего самоклеющегося адгезива. Недавнее обсуждение самоклеющихся адгезивов в справочнике Handbook of Pressure Sensitive Adhesive Technology (2d Edition), D. Satas, ed. (1989) (далее в настоящем описании обозначают как “Справочник”), pp. 172-176, который включен в настоящее описание посредством ссылки, идентифицирует температуру стеклования (Tg) и модуль (G') в процессе эксплуатации как наиболее важные требования для проявления адгезивом самоклеющейся способности. Оба указанных свойства зависят от индивидуальных мономеров и количеств мономеров, которые входят в состав самоклеющегося(ихся) полимера(ов). Так, поли(акриловая кислота) не является самоклеющимся адгезивом, а сополимер акриловой кислоты с большим % моль. содержанием 2-этилгексилакрилата является самоклеющимся адгезивом.
Типичные значения G' и Tg для самоклеющихся адгезивов, предназначенных для этикеток и пленок, описаны в “Справочнике”. Для ленты значение G' при комнатной температуре составляет приблизительно от 5×105 до 2×106 дин/см2, а значение Tg составляет приблизительно от -15°С до 10°С; в то время как для этикеток требуются меньшие значения G' при комнатной температуре, а именно от приблизительно 2×105 до 8×105 дин/см2. Требования к Tg для применения при холодной температуре, а также для не удаляемых и способных удаляться изделий различны, что известно из области техники. Так, низкотемпературные самоклеющиеся адгезивы для холодной температуры обычно требуют значений Tg от приблизительно -30°С до -10°С.
Все патенты, опубликованные заявки и статьи, указанные в настоящем описании, целиком включены в настоящее описание посредством ссылки.
Следует понимать, что любой вариант осуществления настоящего изобретения, аспект или деталь настоящего изобретения может применяться с любым другим вариантом осуществления настоящего изобретения, аспектом или деталью настоящего изобретения. Таким образом, различные системы адгезивов и полимеры основы адгезивов, приведенные в настоящем описании, могут использоваться в сочетании с любым другими этикетками, скомпонованными блоками этикеток, устройствами и способами, приведенными в настоящем описании.
Настоящее изобретение описывается и поясняется примерными и предпочтительными вариантами осуществления настоящего изобретения, однако они не огранивают настоящее изобретение. Специалистам должно быть понятно, что могут быть внесены разнообразные модификации, которые не выходят за рамки настоящего изобретения, которые ограничены лишь формулой изобретения. Предполагается, что по всему описанию и в формуле изобретения термин “приблизительно” применительно к диапазону температур используют для определения как нижнего, так и верхнего из указанных значений.
Авторы настоящего изобретения заявляют о своем намерении полагаться на Теорию эквивалентов для определения и установления с достаточным основанием объема настоящего изобретения применительно к любым устройствам, системам, способам или изделиям, не выходя существенным образом за точный объем настоящего изобретения, изложенный в прилагаемой ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКТИВИРУЕМАЯ БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2666483C2 |
| БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2629170C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА ДЛЯ ЭТИКЕТОК | 2007 |
|
RU2447116C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| ЭТИКЕТОЧНЫЕ УЗЛЫ ДЛЯ НЕБЛАГОПРИЯТНОЙ ОКРУЖАЮЩЕЙ СРЕДЫ | 2016 |
|
RU2677155C1 |
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ ЭТИКЕТИРОВАНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2422281C2 |
| ТЕРМОПЛАВКИЕ ЧУВСТВИТЕЛЬНЫЕ К ДАВЛЕНИЮ АДГЕЗИВЫ ДЛЯ БУМАЖНЫХ ЭТИКЕТОК | 2007 |
|
RU2415171C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2772378C1 |
| ЭТИКЕТКА (ВАРИАНТЫ) | 2003 |
|
RU2326029C2 |
| ЭТИКЕТКА И СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТКИ К ПРЕДМЕТУ | 2009 |
|
RU2494133C2 |
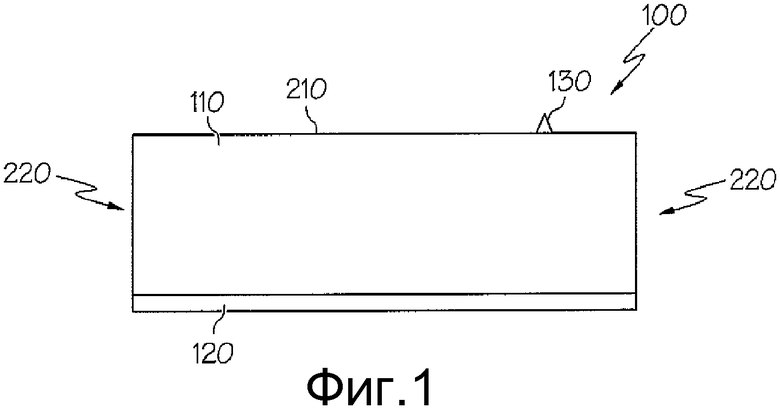

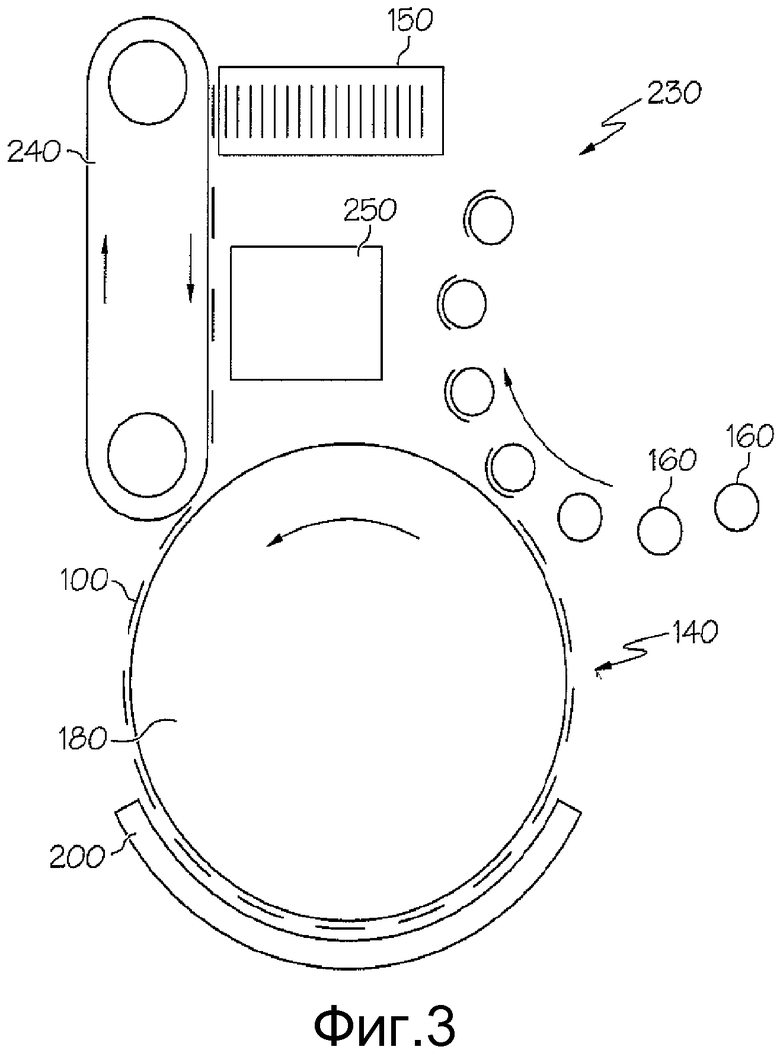
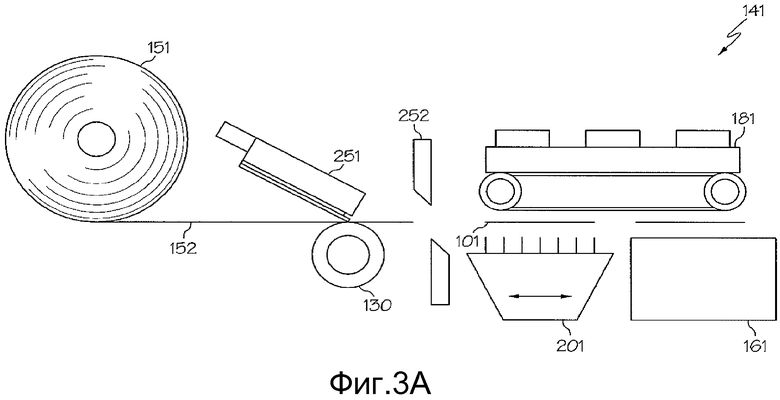

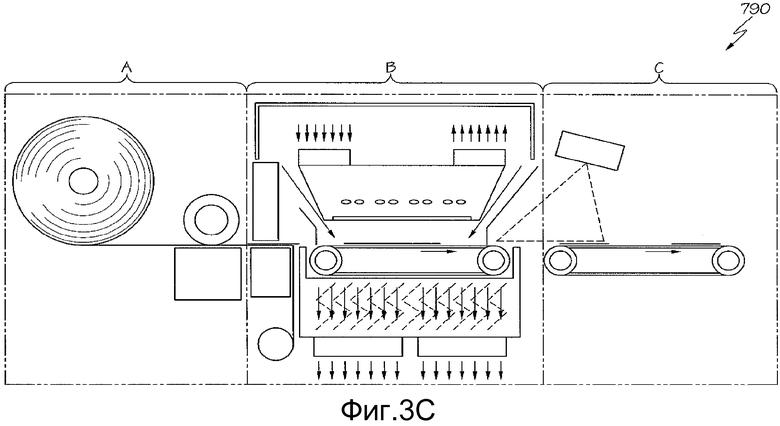
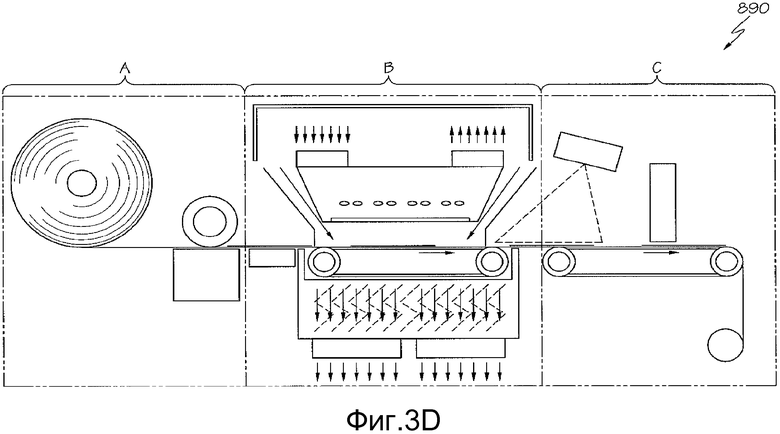

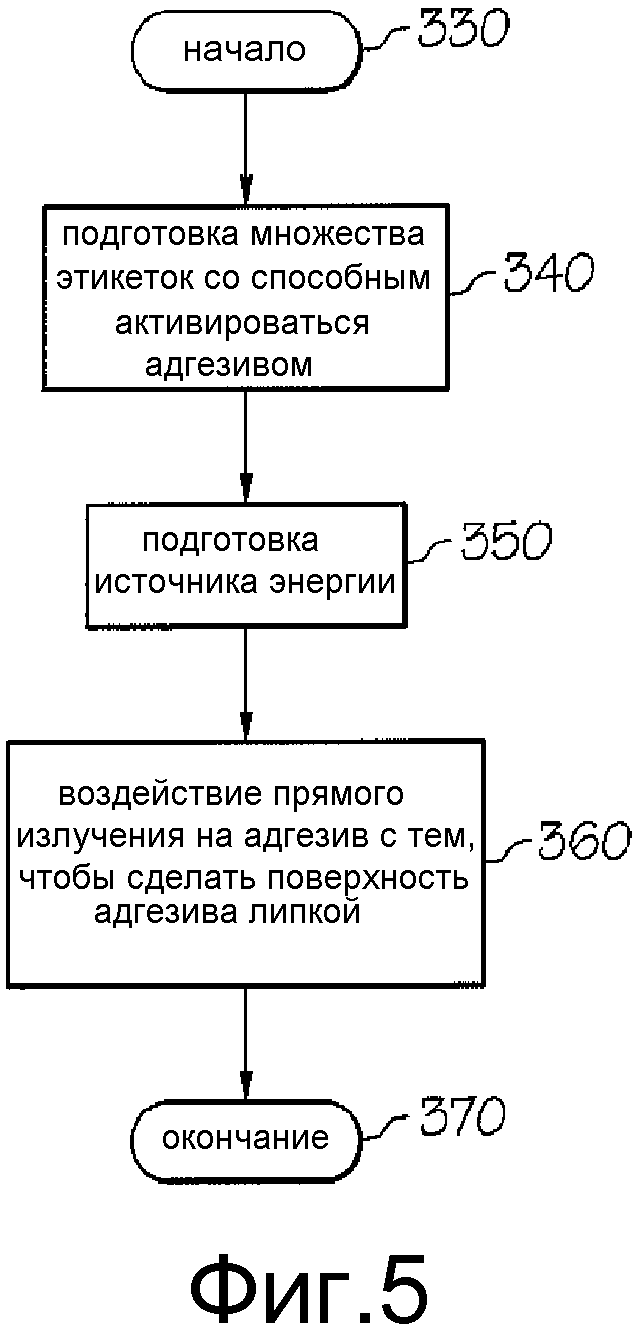
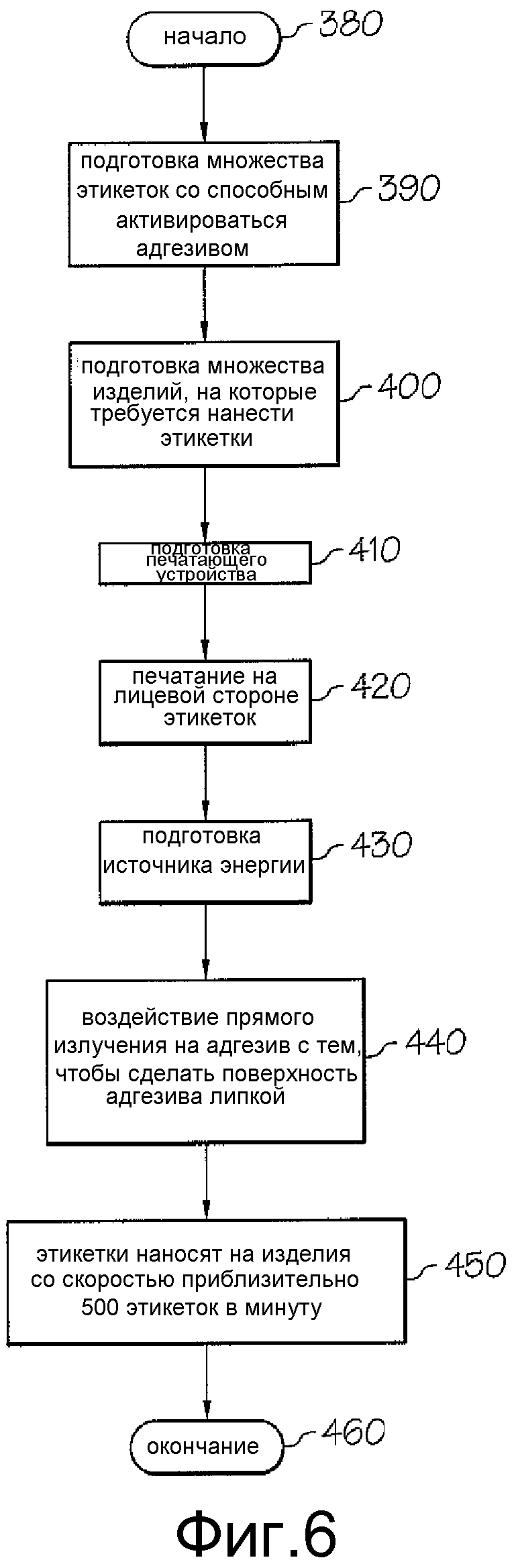
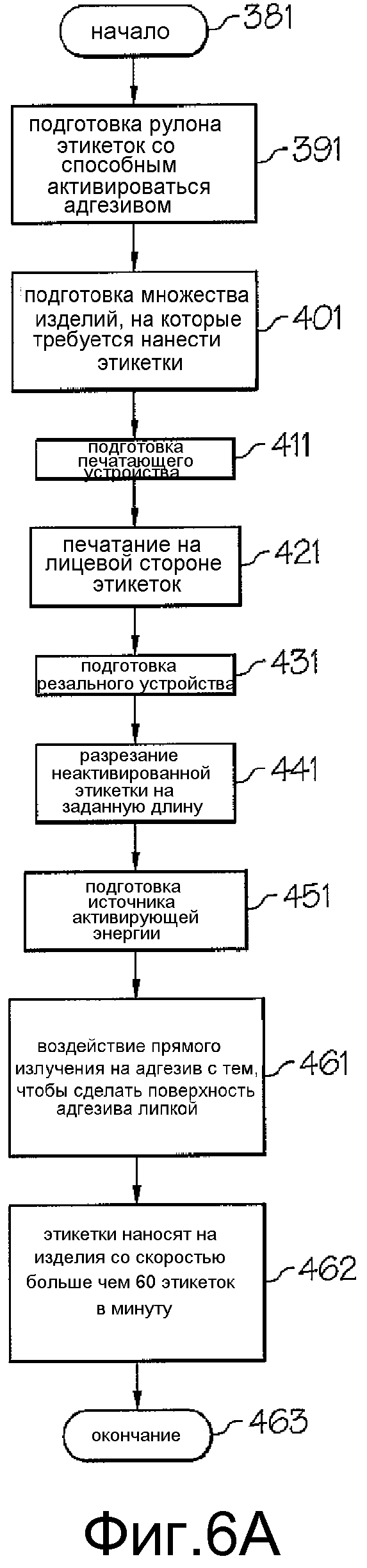
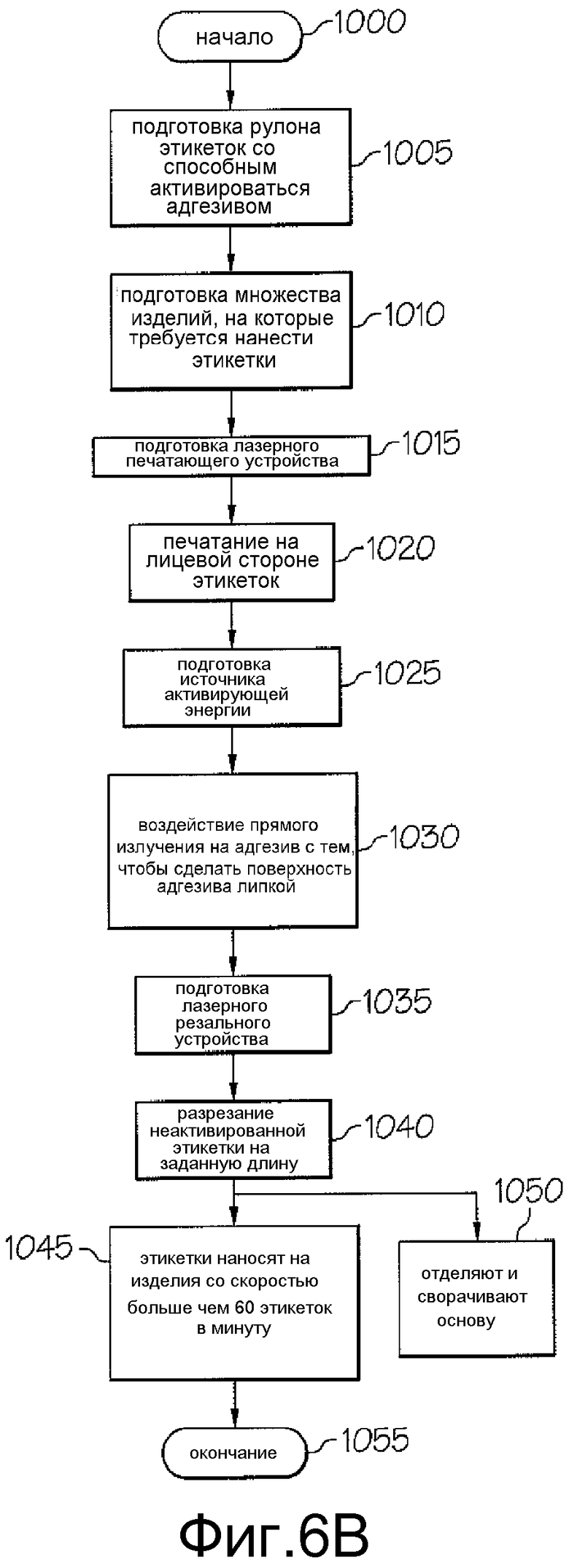
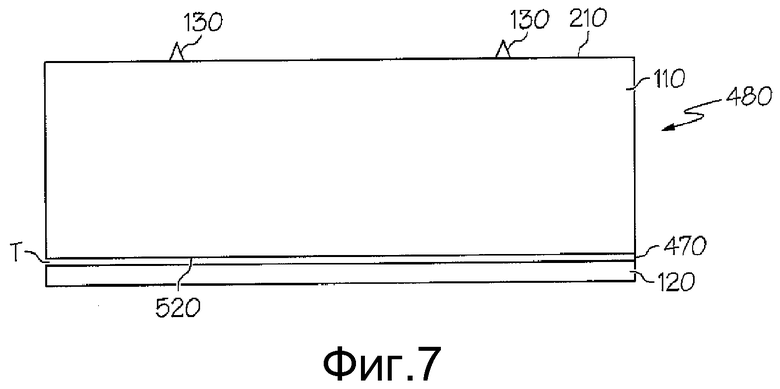
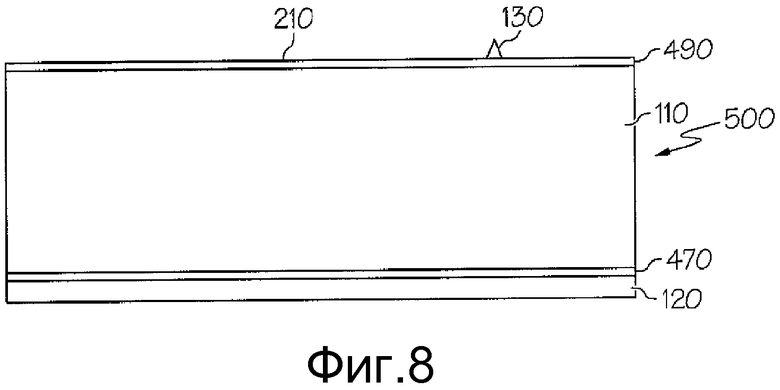

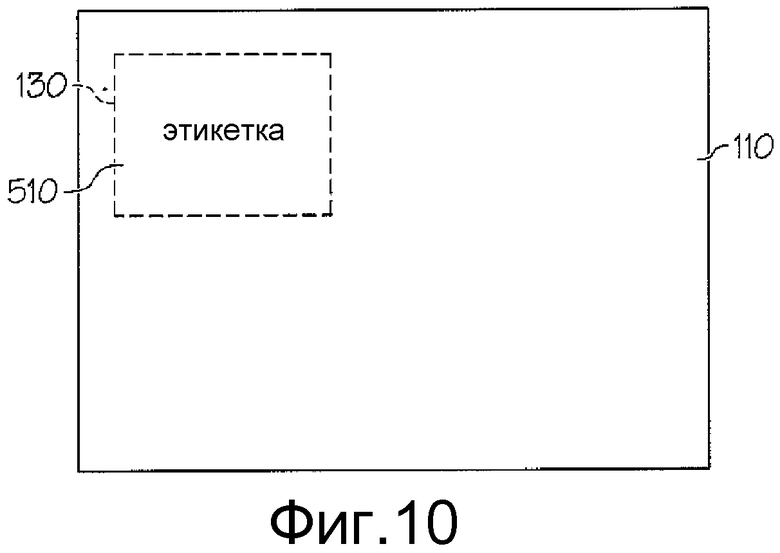
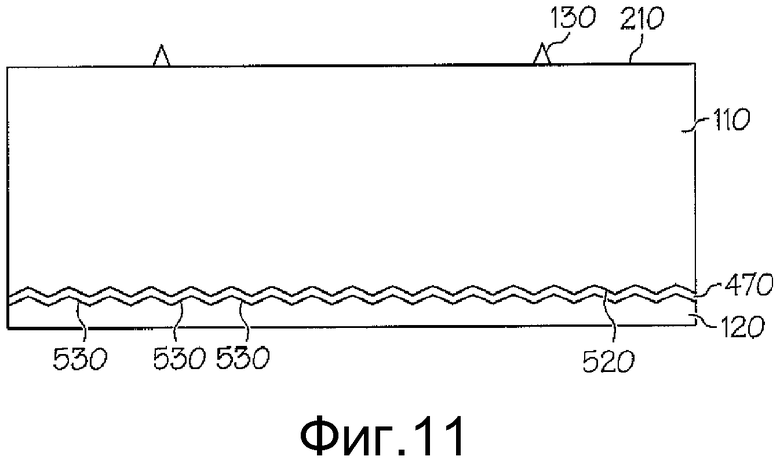
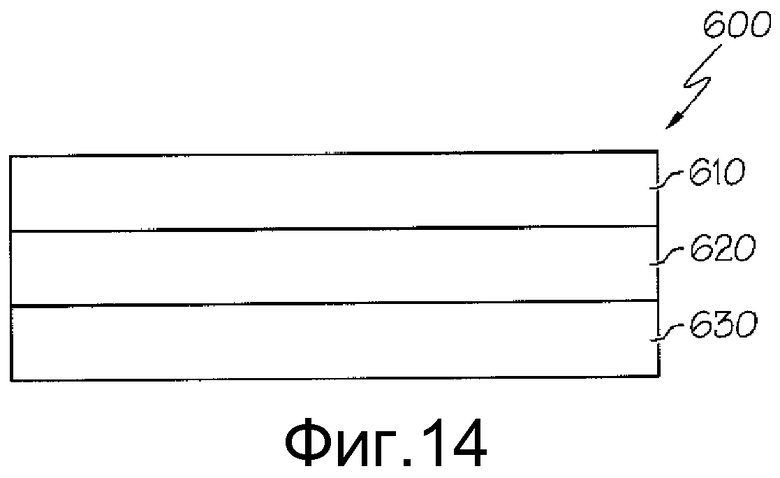
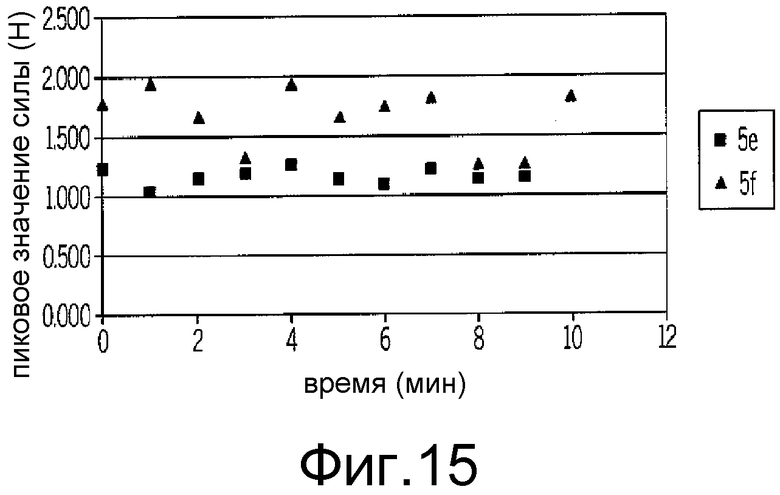


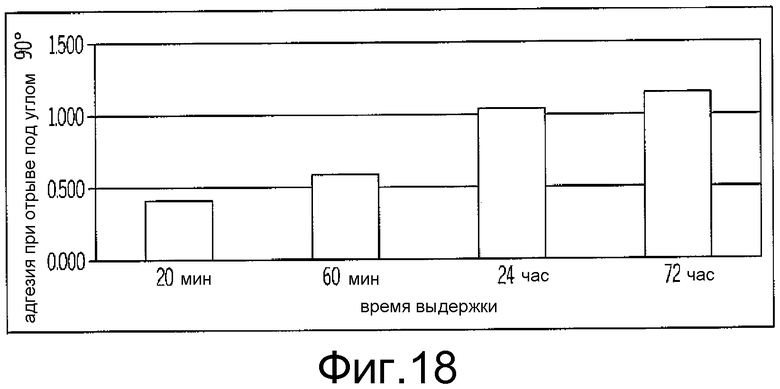

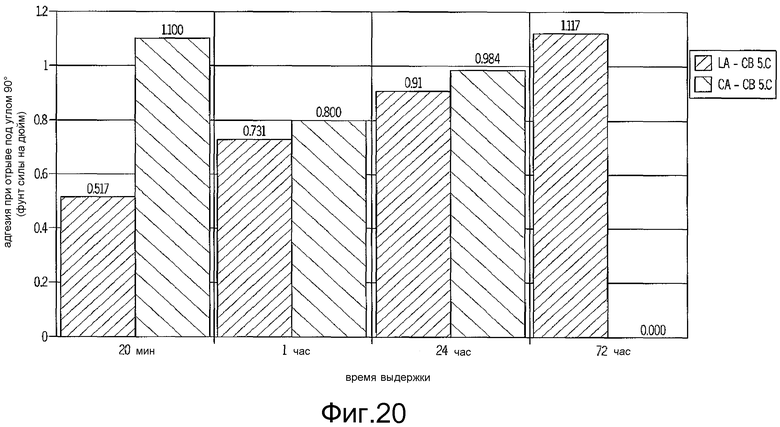

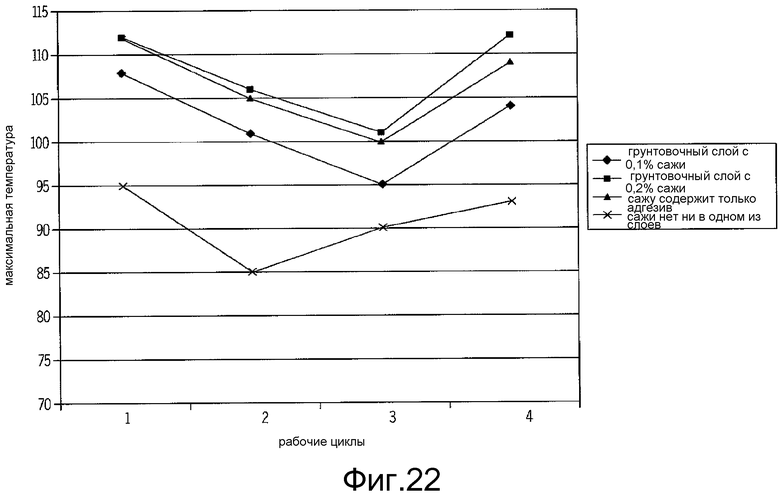
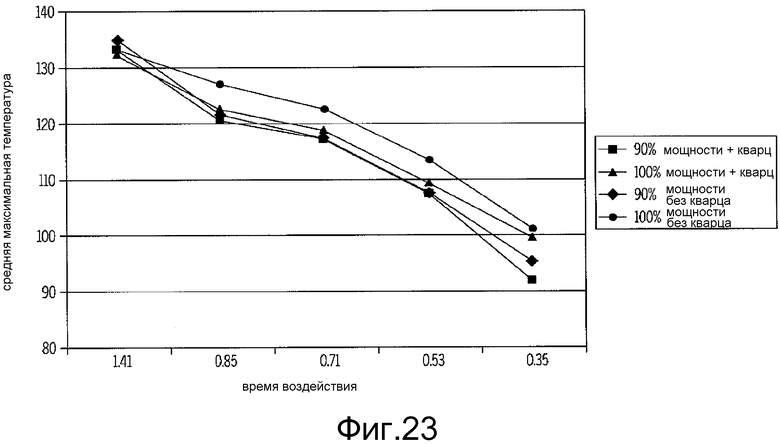
Скомпонованный блок этикетки включает лицевой слой и адгезионный слой, способный активироваться под действием тепла, и слой функционального покрытия, расположенный между адгезионным слоем и лицевым слоем, где адгезионный слой, способный активироваться под действием тепла, включает полимер основы, содержащий по меньшей мере один акрилат низшего алкила, стирол, метилметакрилат, метакриловую кислоту, акриловую кислоту, по меньшей мере один многофункциональный мономер и по меньшей мере один агент передачи цепи, пластификатор и средство для повышения липкости. 2 н. и 1 з..п. ф-лы, 29 ил., 21 табл.
1. Скомпонованный блок этикетки, включающий лицевой слой и адгезионный слой, способный активироваться под действием тепла, и слой функционального покрытия, расположенный между адгезионным слоем и лицевым слоем, где адгезионный слой, способный активироваться под действием тепла, включает полимер основы, содержащий по меньшей мере один акрилат низшего алкила, стирол, метилметакрилат, метакриловую кислоту, акриловую кислоту, по меньшей мере один многофункциональный мономер и по меньшей мере один агент передачи цепи;
пластификатор; и
средство для повышения липкости.
2. Скомпонованный блок этикетки по п. 1, где лицевой слой включает бумагу или полимерную пленку, а слой функционального покрытия включает по крайней мере одно из барьерного материала, грунтовочного материала и отражающего материала.
3. Применение скомпонованного блока этикетки по п. 1 или 2 в печатающем устройстве.
| US 2003067099 A1, 10.04.2003 | |||
| Стенд для сборки цепного транспортера | 1980 |
|
SU950511A1 |
| МОЮЩЕЕ СРЕДСТВО ДЛЯ ОЧИСТКИ И ДЕЗИНФЕКЦИИ ПИЩЕВОГО ОБОРУДОВАНИЯ | 2013 |
|
RU2525471C1 |

