Перекрестная ссылка на родственную заявку
[0001] Настоящая заявка испрашивает приоритет патентной заявки США №13/307306, поданной 30 ноября 2012 г., которая полностью включена в настоящий документ посредством ссылки.
Область техники
[0002] В общем, настоящее изобретение относится к системам и машинам для этикеток с активируемыми адгезивами, и к этикеткам и адгезивам для безосновного и термически активируемого применения. В частности, изобретение относится к системам и способам для активируемых адгезивов и к активации адгезивов безосновных этикеток под действием излучения и температурных изменений, а также к безосновным этикеткам и адгезивам, применяемым в технологиях с активацией.
Уровень техники
[0003] Традиционные чувствительные к давлению этикетки поставляют пользователю прикрепленными к отделяемой основе. На отделяемые основы обычно наносят силиконовое покрытие, и поэтому такие основы не могут использоваться повторно. В последние годы постоянно возрастает спрос потребителей на этикетки, не содержащие основы, поскольку такие этикетки позволят снизить стоимость, повысить эффективность и уменьшить воздействие на окружающую среду. Самой распространенной формой таких этикеток являются «безосновные этикетки» и «активируемые этикетки».
[0004] «Безосновные этикетки» имеют липкую сторону и сторону, с антиадгезионным покрытием, и, таким образом, они могут наматываться в виде рулонов. Применение таких безосновных этикеток требует либо предварительной печати, либо специальных печатающих устройств, способных печатать на антиадгезионном покрытии. Оборудование, используемое для работы с безосновными этикетками, включает в себя специальные ролики и прижимные устройства, предназначенные для контакта с липкой стороной этикеток. Несмотря на многочисленные усовершенствования, вносимые в конструкцию оборудования, на различных участках оборудования все же образуются отложения адгезива. Ввиду этой проблемы, а также ввиду высокой стоимости готового липкого «безосновного» продукта, безосновные этикетки не получили широкого признания у потребителей.
[0005] «Активируемые этикетки» поставляют конечному пользователю в нелипком состоянии, а затем этикетки активируют, т.е. активируют адгезив этикеток, приводя его в липкое состояние непосредственно перед нанесением на целевой объект. Чаще всего на активируемые этикетки перед активацией наносят печатью индикацию. Известные схемы активации включают нагревание адгезива под действием ультрафиолетового (УФ) излучения (см. патент US 6492019 на имя Shipston и др.), применение коронного разряда для активации поверхности (см. патент США 6326450 на имя Shipston и др.), применение термического излучения для нагревания адгезива (см. патент США 6500536 на имя Yamada и др.), использование влаги для активации повторно смачиваемого адгезива (см. патент США 6803100 на имя Hintz и др.), микрокапсулирование активирующего материала, после чего капсулы могут быть раздавлены, и активатор может смешиваться с остальной композицией и активировать адгезив (см. патент США 7026047 на имя Krolzig), нанесения поверх адгезива слоя средства для устранения липкости, которое затем удаляют при нагревании или механическими средствами (см. патент США 5569515 на имя Rice и др.), и использование ультразвука для активации адгезива (см. патент США 5702771 на имя Shipston и др.).
[0006] В настоящее время наиболее часто используемой является схема термоактивации, т.е. активации этикетки при нагревании. Для осуществления термоактивации были предложены различные методики. Они включают в себя применение следующего оборудования: нагреваемых барабанов или валиков (см. патент США 5749990 и патент США 5480502 на имя Rello и др.), непосредственный контакт с нагревательным элементом (см. патент США 6388692 на имя Iwata и др., и патент США 6501495 на имя Ichikawa и др.), применение микроволновой энергии (см. патент США 3461014 на имя James), нагреваемых лент, контактирующих с адгезивом (см. патент США 4468274 на имя Adachi, и патент США 6031553 на имя Nagamoto и др.), и применение инфракрасного (ИК) и инфракрасного излучения ближнего диапазона (NIR, от англ. Near Infrared Radiation) (см. патент США 3247041 на имя Henderson, и патент США 4156626 на имя Souder). Кроме того, также хорошо известны общие способы радиочастотного (РЧ) нагревания, индукционного нагревания, применения термического излучения и видимого света, которые могут быть включены в перечисленные способы активации. Было показано, что все эти методики прекрасно подходят для низкоскоростных операций, но по мере повышения скорости производства недостатком всех перечисленных способов является необходимость увеличения продолжительности воздействия нагревательных элементов на этикетки для того, чтобы нагрев был достаточным. Либо размер, либо стоимость оборудования, способного обеспечивать достаточный нагрев, препятствует осуществлению высокоскоростных операций.
[0007] Одним из способов устранения необходимости использования более крупных или более длинных нагревателей является повышение способности адгезива поглощать энергию нагревательных устройств. В патентах США 4156626 на имя Souder, и 6043190 на имя Ichikawa и др., и опубликованных патентных заявках США 2003/0041963 и 2004/0166309 на имя Gong и др., рассмотрено применение поглотителей NIR-излучения для повышения поглощения энергии адгезивами. Таким образом, применение поглотителей NIR-излучения и NIR-ламп высокой интенсивности может служить полезной методикой активации адгезива. Несмотря на то, что во многих отношениях эта методика является удовлетворительной, она имеет некоторые недостатки, проявляющиеся при работе с известными в настоящее время активируемыми этикетками, системами этикеток и соответствующими способами.
[0008] Более подробное рассмотрение методики этого типа имеется в патентной заявке США 13/119006, национальная фаза заявки PCT/US 10/47428, опубликованной под номером WO 2011/037732, дата публикации - 31 марта 2011 г. на имя Kian и др.
[0009] Известны чувствительные к давлению адгезивы (PSA, от англ. pressure sensitive adhesives) на основе каучука и на акриловой основе. В 1996 г. С. Dalquist идентифицировал 1 секундную податливость при ползучести, превышающую 1×10-6 дин/см2, как эффективный критерий контакта хорошего PSA-адгезива. Последующее обсуждение PSA-адгезивов в «Справочнике по технологии чувствительного к давлению адгезива» (Handbook of Pressure Sensitive Adhesive Technology) (2-е издание) под редакцией D. Satas (1989), (именуемый далее как «Справочник» ("Handbook"), стр. 172-176, включенном в данный документ посредством ссылки, определяет температуру стеклования (Tg) и модуль (G') при температуре применения как самые главные требования для характеристики PSA-адгезива. Оба свойства зависят от природы и количества мономеров, которые содержат полимер (полимеры) PSA-адгезива. Таким образом, поли(акриловая кислота) не является PSA-адгезивом, но сополимер акриловой кислоты с высоким мольным процентом 2-этилгексилакрилата является PSA.
[0010] Типовые значения G' и Tg для PSA-адгезива, используемых в этикетках и ленте, приведены в «Справочнике» (Handbook). Для ленты G' при комнатной температуре составляет приблизительно от 5×105 до 2×106 дин/см2, а Tg составляет приблизительно от -15°С до 10°С; значение G' при комнатной температуре для этикеток ниже, т.е. от приблизительно 2×105 до 8×105 дин/см2. Как известно из уровня техники, требования Tg для низкой температуры, постоянного и временного нанесения являются разными. Таким образом, для низкотемпературных этикеточных PSA-адгезивов обычно требуется Tg от приблизительно -30°С до -10°С.
[0011] Все патенты, опубликованные патентные заявки и публикации, приведенные в настоящем документе, полностью включены в настоящий документ посредством ссылки.
Сущность изобретения
[0012] Рассмотренные ниже примеры осуществления настоящего изобретения не являются исчерпывающими и не ограничивают объем изобретения реализациями, рассмотренными в нижеследующем подробном описании. Напротив, выбранные и описанные примеры осуществления предназначены для того, чтобы другие специалисты в данной области техники могли понять и усвоить принципы и практическую полезность настоящего изобретения.
[0013] Один из примеров осуществления настоящего изобретения представляет собой водную адгезивную композицию, которая активируется под действием инфракрасного (ИК) излучения и которая после активации ИК-излучением или нагреванием имеет свойства чувствительного к давлению адгезива. Адгезивная композиция включает в себя (i) сополимер эмульсионной основы, температура стеклования Tg которого превышает 25°С, а среднемассовая молекулярная масса находится в диапазоне от 15000 дальтонов до 100000 дальтонов, (ii) твердый пластификатор для такого сополимера, температура плавления которого превышает 40°С, и (iii) придающий липкость агент, имеющий высокую температуру размягчения.
[0014] Другой пример осуществления представляет собой адгезив, который включает в себя пластификатор, придающий липкость агент, и полимер основы адгезива, который включает в себя низший алкилакрилат, например, бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
[0015] В общем, адгезивная система согласно настоящему изобретению содержит от приблизительно 20% до приблизительно 35% полимера основы адгезива, от приблизительно 50% до приблизительно 75% пластификатора, и от приблизительно 5% до приблизительно 20% придающего липкость агента. Предпочтительно, адгезивная система рассмотренного типа содержит от приблизительно 24% до приблизительно 30% полимера основы адгезива, от приблизительно 56% до приблизительно 68% пластификатора, и от приблизительно 8% до приблизительно 16% придающего липкость агента.
[0016] Более конкретный пример осуществления относится к определенным композициям адгезивных систем. В одной из предпочтительных композиций адгезив содержит приблизительно 25% полимера основы адгезива, приблизительно 66% пластификатора и приблизительно 9% придающего липкость агента. В другой предпочтительной композиции адгезив содержит приблизительно 25,5% полимера основы адгезива, приблизительно 66% пластификатора и приблизительно 8,5% придающего липкость агента.
[0017] Более конкретный пример осуществления относится к определенным композициям адгезива для безосновных этикеток, которые включают в себя полимер основы адгезива, придающий липкость агент, и пластификатор, который содержит существенные количества вещества, полученного из растительного сырья с целью повышения доли, полученной из биосырья, в адгезивной композиции и в безосновных этикетках. В предпочтительной системе вещество, полученное из растительного сырья, составляет по меньшей мере 20%, обычно - более 20% пластификатора.
[0018] В общем, в одном из примеров осуществления полимер основы адгезива, используемый в этикетках, в машине, в системе и способе согласно изобретению, включает в себя от приблизительно 10% до приблизительно 50% по меньшей мере одного низшего алкилакрилата, от приблизительно 20% до приблизительно 85% стирола, от приблизительно 1% до приблизительно 35% метилметакрилата, от приблизительно 0,5% до приблизительно 5% метакриловой кислоты, от приблизительно 0,5% до приблизительно 5% акриловой кислоты, от приблизительно 0% до приблизительно 5,0% по меньшей мере одного полифункционального мономера, и от приблизительно 0% до приблизительно 5,0% по меньшей мере одного агента передачи цепи. В более конкретном аспекте полимер основы адгезива содержит от приблизительно 12% до приблизительно 48% по меньшей мере одного низшего алкилакрилата, от приблизительно 23% до приблизительно 78% стирола, от приблизительно 3% до приблизительно 30% метилметакрилата, от приблизительно 1% до приблизительно 2% метакриловой кислоты, от приблизительно 1% до приблизительно 3% акриловой кислоты, от приблизительно 0,5% до приблизительно 2,5% по меньшей мере одного полифункционального мономера и от приблизительно 1,0% до приблизительно 4,0% по меньшей мере одного агента передачи цепи.
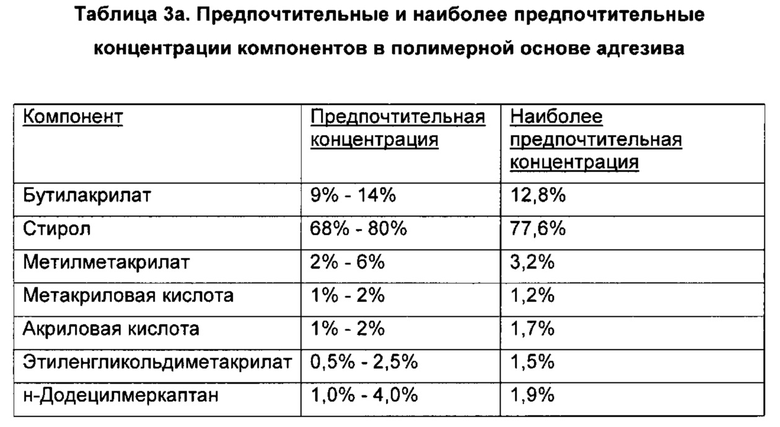
[0019] В другом конкретном примере осуществления конкретные композиции представляют собой композиции, включающие в себя полимеры основы адгезива, в которых бутилакрилат составляет приблизительно 37,2% полимера основы адгезива, стирол составляет приблизительно 29,3% полимера основы адгезива, метилметакрилат составляет приблизительно 29,3% полимера основы адгезива, метакриловая кислота составляет приблизительно 1,7% полимера основы адгезива, и акриловая кислота составляет приблизительно 2,5% полимера основы адгезива. В другом примере осуществления бутилакрилат составляет приблизительно 48,0% компонента основы адгезива, стирол составляет приблизительно 23,9% компонента основы адгезива, метилметакрилат составляет приблизительно 23,9% компонента основы адгезива, метакриловая кислота составляет приблизительно 1,7% компонента основы адгезива, и акриловая кислота составляет приблизительно 2,5% компонента основы адгезива. В другом примере осуществления, бутилакрилат составляет приблизительно 12,8% компонента основы адгезива, стирол составляет приблизительно 77,6% компонента основы адгезива, метилметакрилат составляет приблизительно 3,2% компонента основы адгезива, метакриловая кислота составляет приблизительно 1,2% компонента основы адгезива, и акриловая кислота составляет приблизительно 1,7% компонента основы адгезива, количество полифункционального мономера составляет 1,5%, и количество агента передачи цепи составляет 1,9%.
[0020] Согласно другим, более конкретным признакам адгезив является белым. Также, согласно другим признакам адгезив не содержит углеродную сажу, графит, краску, краситель, пигмент и/или красящее вещество.
[0021] Кроме того, пластификатор может представлять собой UNIPLEX 260 или глицерилтрибензоат, содержащий приблизительно 22% компонентов, полученных из биосырья, а придающий липкость агент может представлять собой Tamanol Е-102А и Super Ester Е-730 или Super Ester Е-650. Пластификатор может представлять собой UNIPLEX 250 или дициклогексилфталат, а придающий липкость агент может представлять собой ARAKAWA SE-E 650.
[0022] Согласно другим, более конкретным признакам, пластификатор выполнен таким образом, что он плавится во время и/или после воздействия энергии. Кроме того, адгезив может быть выполнен таким образом, что он активируется под воздействием энергии в течение менее одной секунды. Кроме того, адгезива может быть выполнен таким образом, что он активируется под воздействием энергии в течение менее 0,5 секунды или в течение менее 0,3 секунды.
[0023] Согласно другим, более конкретным признакам, энергия представляет собой энергию инфракрасного излучения ближнего диапазона (NIR), коротковолнового ИК-излучения, ИК-излучения средней длины волны, ИК-излучения, микроволнового излучения, радиочастотного излучения, энергию индукционного термического излучения, энергию видимого света, энергию термического излучения или энергию УФ-излучения. Также, пиковая длина волны энергетического ИК-излучения может составлять от приблизительно 0,8 мкм до приблизительно 3,0 мкм. Кроме того, энергетическое ИК-излучение может иметь вторую пиковую длину волны, составляющую от приблизительно 1,2 мкм до приблизительно 2,5 мкм.
[0024] Согласно другим, более конкретным признакам, система и машина работают с адгезивной композицией и этикеткой, активируя адгезив, в результате чего он приобретает липкость, причем липкость адгезива сохраняется в течение, по меньшей мере, приблизительно двух минут после активации адгезива.
[0025] В другом примере осуществления, с помощью системы, машины и способа наносят этикетку, которая включает в себя слой лицевого материала и слой адгезива, который соединен со слоем лицевого материала. Слой адгезива включает в себя пластификатор, придающий липкость агент, и полимер основы адгезива, который включает в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
[0026] Согласно другим, более конкретным признакам, этикетка выполнена таким образом, что на нее может воздействовать энергия излучения, причем длина волны и интенсивность излучения таковы, что слой адгезива приобретает липкость после воздействия энергии излучения, а слой лицевого материала не обесцвечивается после воздействия на этикетку энергии излучения. Кроме того, слой лицевого материала может быть изготовлен из бумаги, повторно используемой бумаги, полимерной пленки, металлизированной бумаги, металлизированной пленки, фольги на бумажной основе, или металлической фольги.
[0027] Согласно другим, более конкретным признакам, посредством системы, машины и способа наносят этикетку, которая выполнена таким образом, что может быть нанесена на объект, и ее положение может быть изменено в течение приблизительно одной минуты после нанесения этикетки на объект. Также, слой адгезива может быть активируемым, иметь липкость и иметь возможность быть нанесенным на объект таким образом, что после нанесения этикетки на объект липкость адгезивного слоя препятствует случайному удалению этикетки с объекта. Кроме того, этикетка может быть выполнена с возможностью нанесения на объект, а после ее нанесения на объект этикетка остается стойко закрепленной на объекте спустя приблизительно два часа.
[0028] В другом примере осуществления посредством системы, машины и способа наносят этикеточный блок, содержащий слой лицевого материала, слой активируемого при нагревании адгезива и слой функционального покрытия, расположенный между слоем адгезива и слоем лицевого материала.
[0029] Другой пример осуществления представляет собой этикетку, включающую в себя слой лицевого материала, слой адгезива, и отражающий слой, который находится между слоем лицевого материала и слоем адгезива.
[0030] Согласно другому примеру осуществления наносят этикетку, которая включает в себя слой лицевого материала, слой адгезива и барьерный слой, расположенный между слоем лицевого материала и слоем адгезива. Согласно другому примеру осуществления наносят этикетку, которая включает в себя слой лицевого материала, слой адгезива и грунтовочный слой, расположенный между слоем лицевого материала и слоем адгезива. Опционально барьерный и/или грунтовочный слои могут быть добавлены для обеспечения термоизоляционных свойств, что облегчает прямую термографическую печать на безосновных многослойных материалах.
[0031] Согласно другим, более конкретным признакам, слой адгезива в различных безосновных этикеточных узлах содержит пластификатор, придающий липкость агент и полимер основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
[0032] Согласно другим, более конкретным признакам, посредством системы, машины и способа наносят этикетку, которая выполнена таким образом, что на нее может воздействовать энергия излучения, причем длина волны и интенсивность излучения, таковы, что слой адгезива приобретает липкость после воздействия энергии излучения, а слой лицевого материала не обесцвечивается после воздействия на этикетку энергии излучения. Также, слой лицевого материала может иметь нижнюю поверхность, а этикетка может включать в себя отражающий слой, полученный из материала, нанесенного в виде покрытия на нижнюю поверхность слоя лицевого материала. Кроме того, материал отражающего слоя может представлять собой золото, серебро, алюминий или медь. Дополнительно, толщина отражающего слоя может составлять не более одного микрона.
[0033] Согласно другим, более конкретным признакам, этикетки, наносимые посредством системы, машины или способа, имеют отражающий слой, обладающий отражающей способностью, причем коэффициент отражения этого слоя превышает приблизительно 90 процентов. Также, отражающий слой может быть расположен только под частью слоя лицевого материала. Кроме того, слой адгезива может иметь первую поверхность, отражающий слой может иметь вторую поверхность, прилегающую к первой поверхности, причем вторая поверхность может быть текстурированной. Кроме того, текстура второй поверхности может быть выполнена с возможностью световозвращения.
[0034] Согласно другим, более конкретным признакам, система, машина и способ таковы, что на этикетку может воздействовать энергия излучения, причем длина волны и интенсивность излучения, таковы, что слой адгезива приобретает липкость после воздействия энергии излучения, причем слой лицевого материала не обесцвечивается после воздействия на этикетку энергии излучения. Кроме того, слой лицевого материала может иметь нижнюю поверхность, а этикетка может включать в себя барьерный слой, который выполнен из материала, наносимого в виде покрытия на нижнюю поверхность слоя лицевого материала. Кроме того, материал барьерного слоя выбирают таким образом, чтобы предотвратить или, по меньшей мере, значительно снизить обесцвечивание слоя лицевого материала.
[0035] Другой пример осуществления представляет собой систему, способную облегчить нанесение активируемой этикетки на объект. Система включает в себя источник энергии, способный излучать энергию, и одно или более исполнительных устройств, которые выполнены с возможностью принимать активируемую этикетку, перемещать активируемую этикетку через излучаемую энергию и перемещать активируемую этикетку в положение, в котором активируемую этикетку наносят на объект. Активируемая этикетка включает в себя адгезив с пластификатором, придающий липкость агент, и полимер основы адгезива, который включает в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
[0036] Другой пример осуществления представляет собой систему, способную облегчить нанесение потока активируемых этикеток на поток объектов. Система включает в себя источник энергии, выполненный с возможностью испускать энергию, печатающее устройство, выполненное с возможностью печатать индикацию на активируемой этикетке, и одно или более исполнительных устройств, которые выполнены с возможностью принимать активируемые этикетки, перемещать активируемые этикетки к печатающему устройству, которое затем на активируемых этикетках печатает индикацию, перемещать активируемые этикетки через испускаемую энергию, и перемещать активируемые этикетки в положение, в котором активируемые этикетки наносят на объекты. Активируемые этикетки включают в себя адгезив с пластификатором, придающий липкость агент, и полимер основы адгезива, который включает в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту.
[0037] Согласно другим, более конкретным признакам системы, машины и способа, одно или более исполнительных устройств включают в себя дутьевую систему, конвейерную ленту, лопатку, несущий лист, поршень, вакуумный барабан, ролик, вакуумную ленту или вакуумную головку. Также, объект, на который наносят активируемые этикетки, может представлять собой движущуюся линию бутылок, банок, контейнеров, сосудов, мешков, пакетов, конвертов, тюков или ящиков. Кроме того, активируемая этикетка может представлять собой одну из пачки предварительно нарезанных активируемых этикеток.
[0038] Согласно одному из примеров осуществления способа этикетку с активируемым адгезивом наносят на объект во время его перемещения для обработки. Способ включает в себя обеспечение этикетки, имеющей первую поверхность, на которую нанесено покрытие из активируемого адгезива, причем адгезив включает в себя пластификатор, придающий липкость агент, и полимер основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту. Способ также включает в себя обеспечение объекта, который имеет вторую поверхность; обеспечение источника энергии, который выполнен с возможностью испускать энергию излучения таким образом, что энергия излучения, испускаемая источником энергии воздействует на первую поверхность этикетки, в результате чего первая поверхность этикетки приобретает липкость; а также размещение первой поверхности этикетки в контакте со второй поверхностью объекта.
[0039] Согласно другим, более конкретным признакам, на этикетку предварительно наносят печатью индикацию. Также, способ может дополнительно включать в себя обеспечение печатающего устройства, способного печатать на этикетке изображение, а также печать изображения на этикетке перед шагом воздействия на этикетку энергии излучения. Также способ включает в себя обеспечение режущего устройства, которое выполнено с возможностью отрезать сухую этикетку по требуемой длине перед шагом активации. Кроме того, этикетка может включать в себя слой лицевого материала и слой адгезива. Слой адгезива включает в себя полимер основы адгезива, пластификатор, и придающий липкость агент, причем слой лицевого материала не обесцвечивается после воздействия на этикетку лучистой энергии.
[0040] Согласно другим, более конкретным признакам, обеспечение этикетки включает в себя обеспечение множества этикеток, обеспечение объекта включает в себя обеспечение множества объектов, воздействие на этикетку включает в себя воздействие энергии излучения на по меньшей мере одну из множества этикеток, и размещение этикетки в контакте с объектом включает в себя размещение одной из множества этикеток в контакте с одним из множества объектов со скоростью, превышающей 10 этикеток в минуту. Также, шаг размещения этикетки в контакте с объектом зависит от объекта, подлежащего этикетированию и включает в себя размещение одной из множества этикеток в контакте с одним из множества объектов со скоростью до 100 этикеток в минуту для некоторых объектов, а в некоторых случаях применения - со скоростью, которая меньше или равна приблизительно 1000 этикеток в минуту.
[0041] Согласно другому примеру осуществления способа выполняют активацию этикетки. Способ включает в себя обеспечение этикетки, имеющей первую поверхность, на которую нанесено покрытие из активируемого адгезива, где активируемый адгезив включает в себя пластификатор, придающий липкость агент, и полимер основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту. Способ также включает в себя обеспечение источника энергии, который выполнен с возможностью испускать энергию излучения, и воздействие на этикетку энергии излучения, испускаемой источником энергии, в результате чего первая поверхность этикетки приобретает липкость.
[0042] Другой пример осуществления относится к системе для печати и нанесения на объекты безосновных этикеток. Система включает в себя печатающее устройство, устройство термической активации, расположенное после печатающего устройства, и устройство для нанесения, расположенное после устройства термической активации. Устройство термической активации включает в себя устройство для транспортировки этикеток и один или более излучателей, которые выполнены с возможностью испускать излучение на этикетки. В особенно предпочтительных аспектах этой системы применяют уникальные системы датчиков для определения, возникли ли условия, приводящие к повреждению этикеток. Для повышения безопасности и работоспособности системы, предпочтительно, применяют опциональные элементы из кварцевого стекла.
[0043] Другие признаки и преимущества настоящего изобретения станут очевидны специалистам в данной области техники после прочтения нижеследующего подробного описания. Однако, следует иметь в виду, что предлагаемое подробное описание различных примеров осуществления и конкретных примеров, которые являются предпочтительными и другими примерами осуществления настоящего изобретения, приведено для иллюстрации и не ограничивает настоящее изобретение. В пределах объема настоящего изобретения могут быть произведены различные изменения и модификации, и изобретение включает все такие модификации.
Краткое описание чертежей
[0044] Эти и другие признаки, аспекты и преимущества настоящего изобретения станут более понятны и очевидны после прочтения нижеследующего подробного описания иллюстративных примеров осуществления изобретения, сопровождаемых чертежами, на которых
[0045] на фиг. 1 представлен вид в разрезе предпочтительного примера осуществления активируемой этикетки
[0046] на фиг. 2 схематично представлен пример системы для активации и нанесения одной или более этикеток на объект;
[0047] на фиг. 3 схематично представлен другой пример системы для печати и активации пачки этикеток и нанесения их на объект;
[0048] на фиг. 4 схематично представлен предпочтительный пример осуществления в виде примера машины и системы для нанесения этикетки типа «печать и нанесение»;
[0049] на фиг. 4А представлено подробное аксонометрическое изображение узла термоактивации представленной на фиг. 4 системы для нанесения на объект этикетки с активируемым адгезивом;
[0050] на фиг. 4В представлен вид сбоку узла термоактивации представленной на фиг. 4 системы для нанесения на объект этикетки с активируемым адгезивом;
[0051] на фиг. 4С представлена зависимость интенсивности излучения от длины волны в спектрах излучателей коротковолнового инфракрасного излучения;
[0052] на фиг. 4D представлены длины волн инфракрасного излучения, проходящего через предпочтительную кварцевую пластину;
[0053] на фиг. 4Е представлен график зависимости температуры от расстояния до излучателей, относящийся к максимальной температуре этикетки активируемых безосновных этикеток;
[0054] на фиг. 4F представлен график различных соотношений расстояний до излучателей (от лампы до этикетки) и температур активируемых безосновных этикеток;
[0055] на фиг. 4G представлена зависимость температуры на поверхности этикеток от процентной доли мощности излучателей;
[0056] на фиг. 4Н представлена зависимость поглощения компонентов этикетки от длины волны;
[0057] на фиг. 4I в виде таблицы представлены данные, демонстрирующие соотношение между величинами поглощения, представленными на фиг. 4Н, и соотношениями поглощение/отражение;
[0058] на фиг. 4J представлен эффект добавления углеродной сажи при активации в устройстве термической активации со скоростью 8 дюймов в секунду;
[0059] на фиг. 4K представлен эффект добавления углеродной сажи при активации в узле термоактивации со скоростью 10 дюймов в секунду;
[0060] на фиг. 4L в виде таблицы представлены данные, демонстрирующие качество печати после активации безосновных этикеток с различной контрастностью печати;
[0061] на фиг. 4М представлена подробная схема ориентации безосновной этикетки с нанесенной печатью и блока излучателей для активации адгезива этикетки;
[0062] на фиг. 4N схематично представлена другая ориентация безосновной этикетки и излучателей для активации адгезива этикетки;
[0063] на фиг. 5 несколько схематично представлен вид сбоку, на котором показаны определенные детали, предназначенные для определения безопасности в узле термоактивации безосновных этикеток, содержащих активируемый адгезив;
[0064] на фиг. 6 схематично представлен предпочтительный пример осуществления многослойной структуры безосновных активируемых излучением этикеток;
[0065] на фиг. 7 представлена зависимость энергии активации и температуры бумаги от времени и температуры;
[0066] на фиг. 7В представлена зависимость энергии активации от температуры;
[0067] на фиг. 8 схематично представлен на виде сбоку узел нанесения накатывающего типа для нанесения активируемых безосновных этикеток на объекты;
[0068] на фиг. 9 схематично представлен на виде сбоку узел нанесения прижимного типа для нанесения активируемых безосновных этикеток на объекты;
[0069] на фиг. 10 схематично представлен вариант исполнения вакуумной панели для прижимного узла нанесения активируемых безосновных этикеток на объекты, особенно подходящей для работы с мелкими объектами;
[0070] на фиг. 11 схематично представлен на виде сбоку узел нанесения дутьевого типа для нанесения активируемых безосновных этикеток на объекты;
[0071] на фиг. 12 представлена блок-схема примера способа печати, активации и нанесения потока безосновных этикеток на поток объектов;
[0072] на фиг. 13 представлена блок-схема другого примера способа печати, активации и нанесения потока безосновных этикеток на поток объектов;
[0073] на фиг. 14 схематично представлена структура этикетки;
[0074] на фиг. 15 схематично представлена другая структура этикетки;
[0075] на фиг. 16 схематично представлена еще одна структура этикетки;
[0076] на фиг. 17 представлен вид сверху компонента этикетки;
[0077] на фиг. 18 схематично представлена структура этикетки;
[0078] на фиг. 19 представлен вид сверху другого компонента этикетки;
[0079] на фиг. 20 представлен вид сверху еще одного компонента этикетки;
[0080] на фиг. 21 представлен вид сбоку, на котором показаны слои компонента этикетки; и
[0081] на фиг. 22 показана таблица, в которой представлены результаты испытаний множества адгезивных систем, содержащих различные варианты пластификатора и придающего липкость агента, полученные в испытаниях, которые включали испытания на прочность на отрыв и испытание адгезивов на слипание, а также статистическая информация.
[0082] Если не указано иное, изображения на прилагаемых графических материалах не обязательно приведены в масштабе.
Подробное раскрытие вариантов осуществления изобретения
[0083] Устройства и способы, рассмотренные в настоящем документе, подробно раскрыты с помощью примеров и со ссылкой на чертежи. Если не указано иное, одинаковые номера позиций на чертежах обозначают на всех чертежах одинаковые, схожие или соответствующие элементы. Следует иметь в виду, что в описанные и рассмотренные примеры, расположения, конфигурации, компоненты, элементы, установки, способы, материалы и т.д. могут быть внесены изменения, которые могут быть необходимы для конкретного применения. Любое определение в настоящем описании конкретных форм, материалов, методик, расположений и т.д. либо относится к конкретному представленному примеру, либо представляет собой общее описание такой формы, материала, методики, расположения и т.д. Идентификация конкретных деталей или примеров не является обязательной или ограничивающей, если обратное четко не указано. Ниже рассмотрены и подробно описаны выбранные примеры установок и способов, описание которых сопровождается рассмотрением графических материалов.
[0084] Применение в адгезивной композиции поглотителей энергии хорошо обосновано, но в некоторых случаях может приводить к получению окрашенных в темный цвет адгезивов, что не соответствует эстетическим требованиям современного потребительского рынка. Максимальный или, по существу, максимальный, перенос энергии к адгезиву активируемых безосновных этикеток достигается в том случае, если диапазон поглощения адгезива совпадает с диапазоном испускания источника излучения или энергии. Источник излучения может испускать энергию в широком диапазоне длин волн, который обычно имеет пиковую длину волны, т.е. длину волны, связанную с пиковым значением энергии спектра. Адгезивы активируемых безосновных этикеток имеют высокую поглощающую способность, которая позволяет активировать адгезивы активируемых безосновных этикеток под действием тепла с более высокой скоростью и меньшей энергией источников излучения без включения в адгезив темных добавок. Соответственно, настройка у адгезива такого поглощения, которое приблизительно соответствует излучению, позволяет адгезиву поглощать большую часть энергии, которой облучают активируемую безосновную этикетку, в результате чего остается лишь незначительная часть энергии, которая может взаимодействовать с лицевым материалом или индикацией, напечатанной на лицевом материале. Если энергия поглощается лицевым материалом или индикацией, то закономерное нагревание слоя лицевого материала или индикации может вызывать обесцвечивание слоя лицевого материала. Несмотря на то, что настройка поглощения адгезива в соответствии с источником излучения снижает вероятность обесцвечивания слоя лицевого материала в результате облучения, в некоторых случаях требуются дополнительные меры для предотвращения обесцвечивания слоя лицевого материала. Такие меры включают в себя применение функционального слоя, например, отражающего слоя и/или барьерного слоя между адгезивом и слоем лицевого материала. Функциональный слой может быть нанесен в виде грунтовочного слоя.
[0085] Следует иметь в виду, что адгезивы активируемых безосновных этикеток могут быть непрозрачными или темными. Адгезивы активируемых безосновных этикеток, которые должны быть прозрачными, полупрозрачными или белыми, могут, по существу, не содержать добавок, пигментов, красителей, печатных красок и/или окрашивающих веществ, например, углеродной сажи или графита. В других вариантах адгезивы активируемых безосновных этикеток могут содержать одно или более из добавок, пигментов, красителей, печатных красок и/или окрашивающих веществ, например, углеродную сажу или графит.
[0086] Важной особенностью активируемого адгезива является его способность оставаться в активированном состоянии, т.е. адгезив остается липким достаточно долго, для того, чтобы активируемая безосновная этикетка могла быть нанесена на объект, например, контейнер или продукт, до того, как адгезив перестанет быть липким. Этот период времени обычно называется «открытым временем» адгезива. В зависимости от скорости нанесения на объект активируемой безосновной этикетки и расстояния между устройством активации и местом, в котором активируемую безосновную этикетку наносят на объект, это открытое время может составлять от доли секунды до нескольких минут или более. Примеры осуществления адгезивов могут представлять собой адгезивы, которые могут быть перемещены в течение приблизительно 60 секунд, например - в течение одной минуты, после нанесения активируемой безосновной этикетки на объект таким образом, что в положение активируемой безосновной этикетки на объекте непосредственно после нанесения могут быть внесены небольшие изменения. Примеры осуществления адгезива образуют стойкое соединение между активируемой безосновной этикеткой и объектом в течение приблизительно двух минут после активации активируемой безосновной этикетки, после чего активируемая безосновная этикетка не может быть непреднамеренно удалена с объекта, или ее положение на объекте уже не может быть изменено.
Адгезивы
[0087] Ниже более подробно раскрыты различные адгезивы или адгезивные системы активируемых безосновных этикеток согласно изобретению. Однако следует иметь в виду, что изобретение не ограничено применением конкретных рассмотренных в настоящем описании адгезивных систем. Предпочтительно, адгезивные системы включают рассмотренные в настоящем описании определенные полимеры основы адгезива. В общем, адгезивные системы включают (i) полимер основы адгезива, (ii) пластификатор, и (iii) придающий липкость агент. Типовые и предпочтительные массовые процентные концентрации каждого из перечисленных компонентов представлены ниже в Таблице 1. Следует иметь в виду, что указанные массовые процентные концентрации даны в пересчете на общую массу компонентов (i)-(iii). Таким образом, согласно изобретению, наряду с компонентами (i)-(iii), перечисленными ниже в Таблице 1, адгезивные системы могут включать дополнительные компоненты и добавки.

[0088] Предпочтительные адгезивные системы, рассматриваемые в настоящем документе, обычно включают в себя полимер основы адгезива (более подробно рассмотренный ниже), пластификатор, который при температуре ниже температуры нанесения, предпочтительно, находится в твердом кристаллическом состоянии, и придающий липкость агент, который при температуре ниже температуры нанесения также, предпочтительно, находится в твердом состоянии. При изменении температуры адгезивный материал можно переключать из одного физического состояния в другое, т.е. из твердого в нетвердое и обратно. Открытое время адгезива можно контролировать, регулируя соотношение компонентов, т.е. полимерной основы адгезива, пластификатора и придающего липкость агента. Предпочтительная температура активации, предпочтительно, составляет от приблизительно 50°С до приблизительно 120°С. Однако, следует иметь в виду, что изобретение не ограничено адгезивными системами, имеющими указанные температуры активации.
[0089] При температуре переключения адгезива активируемых безосновных этикеток его адгезионные свойства и вязкость значительно меняются. Таким образом, при изменении температуры способами, рассматриваемыми в настоящем описании, чувствительная к давлению адгезивная система может переключаться из «выключенного» состояния во «включенное». Если такую адгезивную систему затем нанести на лицевой материал при температуре ниже заданной температуры переключения, то адгезивный материал оказывается в нелипком твердом состоянии. В результате материал этикеток может быть свернут в рулон. Во время нанесения температуру поднимают до температуры переключения, при которой адгезивный материал переходит в нетвердое состояние, приобретая свойства чувствительного к давлению адгезива, что позволяет приклеивать активируемую безосновную этикетку к подложке требуемым образом за счет усилившихся адгезивных свойств. Если подложка имеет пористую поверхность, то адгезивные системы согласно предпочтительному варианту осуществления будут заполнять поры и очень хорошо «липнут» в результате эффекта взаимодействия, даже если температура опускается ниже температуры переключения адгезивного материала.
[0090] В Таблице 2 представлена композиция, представляющая собой один из примеров адгезивной композиции, в которой в качестве пластификатора и источника, содержащего повышенную долю компонентов, полученных из биосырья, использован глицерилтрибензоат, и которая также включает поглотитель энергии. В этом пластификаторе компонент, содержащий глицерин, представляет собой вещество, полученное из растительного сырья, составляющее до приблизительно 22% глицерилтрибензоата. Другие примеры пластификаторов для композиций такого типа включают дициклогексилфталат, дифенилфталат и 1,4-циклогександиметанолдибензоат.

[0091] Как более подробно объясняется ниже, при формировании полимерной основы адгезива предпочтительно использовать эффективные количества одного или более полифункциональных мономеров и одного или более агентов передачи цепи. Репрезентативным примером предпочтительного полифункционального мономера является этиленгликольдиметакрилат. Предпочтительным агентом передачи цепи является н-додецилмеркаптан.
[0092] Настоящее изобретение также обеспечивает различные предпочтительные примеры осуществления полимерной основы адгезива, включающие (i) один или более низших алкилакрилатов, (ii) стирол, (iii) метилметакрилат, (iv) метакриловую кислоту, (v) акриловую кислоту, один или более полифункциональных мономеров и один или более агентов передачи цепи. Согласно одному из примеров осуществления, типовые и предпочтительные концентрации каждого из этих компонентов представлены ниже в Таблице 3. Массовые процентные концентрации, указанные в Таблице 3, даны в пересчете на общую массу полимерной основы адгезива. Следует иметь в виду, что рассматриваемые в настоящем документе различные полимеры основы адгезива, представляют собой лишь репрезентативные примеры. Несмотря на то, что в общем случае они представляют собой предпочтительные примеры осуществления изобретения, изобретение никоим образом не ограничено применением конкретных полимерных основ адгезива, рассматриваемых в настоящем документе.

[0093] В предпочтительном примере осуществления полимерной основы адгезива компонент (i) может включать в себя один низший алкилакрилат или комбинацию множества низших алкилакрилатов. Например, могут быть использованы метилакрилат, бутилакрилат, этилакрилат и 2-этилгексилакрилат. Однако, обычно предпочтительными являются бутилакрилат и этилакрилат, причем наиболее предпочтительным является бутилакрилат. Для получения компонента (ii) может быть использовано множество стиролов и материалов на основе стирола. Аналогично, для получения компонента (iii) обычно предпочтительно используют метилметакрилат. Однако следует иметь в виду, что в комбинации с метилметакрилатом или вместо метилметакрилата могут быть использованы другие аналоги и функционально эквивалентные мономеры.
[0094] Предпочтительным мономером для получения компонента (iv) является метакриловая кислота. Однако следует иметь в виду, что изобретение включает в себя использование других эквивалентных мономеров в комбинации с метакриловой кислотой или вместо метакриловой кислоты. Несмотря на указание, что акриловую кислоту применяют в качестве компонента (v), следует иметь в виду, что изобретение включает в себя использование других эквивалентных мономеров.
[0095] Для осуществления настоящего изобретения может быть использовано множество полифункциональных мономеров или полифункциональных мономерных агентов. Полифункциональные мономеры могут быть использованы для образования поперечных связей в полимере, составляющем основу адгезива. Репрезентативные примеры таких полифункциональных мономеров включают, без ограничений, дифункциональные мономеры, трифункциональные мономеры и полифункциональные мономеры, содержащие более трех активных функциональных центров. Предпочтительные примеры дифункциональных мономеров включают, без ограничений, 1,4-бутандиолдиакрилат, полиэтиленгликольдиакрилат и их комбинации. Другим предпочтительным дифункциональным мономером является этиленгликольдиметакрилат. Предпочтительные примеры трифункциональных мономеров включают, без ограничений, этоксилированный триметилолпропантриакрилат, пропоксилированный триакрилат глицерина и их комбинации. Предпочтительные примеры полифункциональных мономеров, имеющих более трех активных функциональных центров, включают, без ограничений, этоксилированный тетраакрилат пентаэритрита и его комбинации. Эти и множество других подходящих полифункциональных мономеров коммерчески доступны и поставляются различными поставщиками, например, фирмой Sartome Company, Inc., Экстон, Пенсильвания. Типовые концентрации полифункциональных мономеров составляют от приблизительно 0 до приблизительно 5,0%, предпочтительные концентрации составляют от приблизительно 0,5% до приблизительно 2,5%, и наиболее предпочтительные концентрации составляют от приблизительно 1,5% до приблизительно 2,0%.
[0096] При использовании для получения адгезивов активируемых безосновных этикеток агентов передачи цепи, их концентрации обычно составляют от приблизительно 0 до приблизительно 5,0%, и, предпочтительно, от приблизительно 1,0% до приблизительно 4,0% (процентные концентрации в пересчете на общую массу мономера и агента передачи цепи). Репрезентативные примеры подходящих агентов передачи цепи включают, без ограничений, н-додецилмеркаптан, трет-нонилмеркаптан, изооктил-3-меркаптопропионат и их комбинации. Следует иметь в виду, что изобретение никоим образом не ограничено перечисленными агентами передачи цепи. Напротив, может быть использовано множество агентов передачи цепи. Подходящие агенты передачи цепи коммерчески доступны, например, поставляются компанией Sigma Aldrich, Сент-Луис, Миссури. Наиболее предпочтительно, полимерные основы адгезива включают как (i) один или более полифункциональных мономерных агентов, так и (ii) один или более агентов передачи цепи.
[0097] В одном из примеров осуществления особенно предпочтительная композиция полимерной основы адгезива представлена ниже в Таблице 3А.
[0098] Адгезивы активируемых безосновных этикеток имеют уникальные характеристики, которые позволяют использовать их в многочисленных областях применения. Одним из отличительных признаков адгезивов активируемых безосновных этикеток является относительно короткий период времени, требуемый для активации адгезива активируемых безосновных этикеток, т.е. для селективного перехода адгезива активируемых безосновных из нелипкого состояния в липкое состояние. Малое время активации позволяет использовать адгезив в высокоскоростных операциях нанесения этикеток. Предпочтительно, адгезивы активируемых безосновных этикеток согласно настоящему изобретению могут быть активированы в течение времени, составляющего приблизительно 0,3 секунды, и обычно - в течение времени, составляющего менее 1 секунды, и предпочтительно - менее 0,5 секунды. Согласно изобретению, этот период времени называется «временем активации» адгезива.
[0099] Как было раскрыто выше в настоящем документе, адгезивы активируемых безосновных этикеток после активации остаются в активированном состоянии в течение времени, по меньшей мере, позволяющего нанести этикетку с адгезивом для активируемых безосновных этикеток на объект или несущую подложку до того, как адгезив активируемых безосновных этикеток потеряет липкость. Например, открытое время адгезивов активируемых безосновных этикеток, предпочтительно, составляет по меньшей мере от приблизительно 0,1 секунды до 10 минут или более. Для некоторых вариантов применения адгезивам активируемых безосновных этикеток могут быть приданы свойства, обеспечивающие относительно долгое открытое время, например, до 72 часов или более. Обычно открытое время адгезивов активируемых безосновных этикеток согласно изобретению составляет от 10 секунд до 60 секунд.
[00100] После активации адгезивов активируемых безосновных этикеток, т.е. пока они находятся в «открытом» и липком состоянии, адгезивы активируемых безосновных этикеток имеют относительно высокую липкость. Например, величина начальной пиковой липкости адгезивов безосновных этикеток относительно подложки, например, подложки из картона или стали, составляет по меньшей мере приблизительно 1,0 Ньютон, и предпочтительно по меньшей мере приблизительно 1,25 Ньютона. Как показано в приведенных в описании примерах, обычно величина начальной пиковой липкости предпочтительного примера осуществления адгезива безосновной этикетки составляет от 1,0 Н до 2,0 Н. Величину липкости измеряют с помощью методики SPAT, которая подробно раскрыта ниже. Предпочтительно, значения липкости приведены с учетом типов подложек, рассматриваемых в настоящем описании. Однако, следует иметь в виду, что настоящее изобретение не ограничено адгезивами безосновных этикеток, имеющими указанные значения липкости в комбинации с подложками, рассматриваемыми в настоящем описании. То есть, согласно изобретению, адгезивы активируемых безосновных этикеток имеют такие значения липкости в сочетании с другими подложками и материалами подложек, которые специально не рассматриваются в настоящем описании. Кроме того, обычно предпочтительно, чтобы после активации адгезива активируемых безосновных этикеток придающий липкость агент размягчался и находился в текучем состоянии.
[00101] Кроме того, в некоторых примерах осуществления адгезивы активируемых безосновных этикеток после активации обычно прозрачны и пропускают свет без значительного его поглощения. Предпочтительно, после активации адгезивы активируемых безосновных этикеток остаются в прозрачном или, по меньшей мере, по существу, прозрачном состоянии в течение относительно длительного периода времени и, предпочтительно, в течение по меньшей мере 1 года, а более предпочтительно - в течение более чем 1 года. Также следует иметь в виду, что в других примерах осуществления изобретения адгезивы активируемых безосновных этикеток могут содержать один или более пигментов, красителей, печатных красок, окрашивающих веществ или подобных агентов, например, углеродную сажу или графит. В том случае, если адгезив активируемых безосновных этикеток содержит углеродную сажу или графит, то их типовые концентрации составляют от приблизительно 0,01% до приблизительно 0,1% и предпочтительно от приблизительно 0,02% до приблизительно 0,08% в пересчете на массу влажного вещества. В некоторых вариантах применения концентрация углеродной сажи составляет приблизительно 0,05%. Углеродная сажа может быть получена из множества коммерческих источников. Предпочтительно применяют углеродную сажу, поставляемую компанией Cabot Corporation, Бостон, Массачусетс. Другой предпочтительный вид углеродной сажи поставляет BASF Corporation, Флора-Парк, Нью-Джерси под наименованием AURASPERSE W-7012.
[00102] Адгезивы активируемых безосновных этикеток могут быть получены на водной или другой основе, в которой полимер основы адгезива, смешивают с другими компонентами адгезива, например, с твердым пластификатором и/или твердым придающим липкость агентом, в результате чего получают адгезив для безосновных этикеток, активируемый при нагревании, и в частности, адгезив, активируемый под действием излучения, например, адгезив, активируемый под действием инфракрасного излучения от ближней (NIR) до средней (ИК) области спектра.
[00103] Дополнительные аспекты предпочтительного примера осуществления адгезивов рассмотрены ниже. Типовой диапазон средней молекулярной массы полимера основы адгезива, составляет от приблизительно 10000 дальтонов до приблизительно 150000 дальтонов. Предпочтительный диапазон составляет от приблизительно 15000 дальтонов до приблизительно 100000 дальтонов, и наиболее предпочтительный диапазон составляет от приблизительно 20000 дальтонов до приблизительно 40000 дальтонов. Обычно предпочтительными являются полимеры с более низкой молекулярной массой, поскольку такие полимеры могут быть активированы быстрее, чем соответствующий полимер основы, имеющий большую молекулярную массу.
[00104] Полимеры основы адгезива, также имеют определенную температуру стеклования, Tg. Несмотря на то, что Tg полимера основы зависит от величин давления и температуры, требуемых для осуществления способа, и давления и температуры, при которых может находиться продукт, типовой диапазон Tg составляет от приблизительно 20°С до приблизительно 100°С. Предпочтительный диапазон Tg составляет от приблизительно 55°С до приблизительно 80°С. Наиболее предпочтительный диапазон температуры стеклования Tg полимера основы составляет от 60°С до 75°С.
[00105] Также, предпочтительно, при получении адгезивов, после плавления пластификатор остается в жидкой или текучей форме в течение продолжительного периода времени. Температуры, при которых пластификаторы находятся в жидком или текучем состоянии, обычно составляют от 50°С до 120°С.
[00106] В результате соответствующего подбора композиции и компонентов, многие из которых имеет определенные свойства и характеристики, предпочтительные примеры осуществления активируемых адгезивов остаются липкими при температуре приблизительно -10°С и выше. Предпочтительные активируемые адгезивы обычно остаются липкими в течение периода времени, составляющего от приблизительно 0,1 секунды до приблизительно 2 недель. Однако, следует иметь в виду, что изобретение не ограничено указанными периодами времени. Например, могут быть получены такие адгезивы безосновных этикеток, которые остаются липкими в течение периода времени, составляющего более 2 недель. Множество предпочтительных активируемых адгезивов безосновных этикеток имеют достаточно длительное открытое время, т.е. период, в течение которого адгезив находится в липком состоянии.
[00107] Контроль различных факторов, которые включают молекулярную массу и распределение молекулярной массы полимера основы, а также концентрации полифункционального мономера полимера основы, используя комбинацию полифункционального мономера и агента передачи цепи, может быть получен изменяющий свое состояние при нагревании адгезив активируемых безосновных этикеток, имеющий улучшенные свойства, включающие быструю активацию, высокую липкость, длительное открытое время и долговременную прозрачность. При нагревании адгезив активируемых безосновных этикеток ведет себя как типичный чувствительный к давлению адгезив, липкость которого может сохраняться в течение продолжительного периода времени, что позволяет адгезивному материалу растекаться или смачивать целевую поверхность подложки, что усиливает адгезию. Кроме того, материалы адгезивов безосновных этикеток согласно изобретению в соответствии со своей природой активируются под действием ИК-излучения ближней области спектра, то есть имеют короткий период активации, подходящей для скоростной технологической линии.
[00108] Полимеры основы предпочтительных адгезивов обычно имеют коэффициент полидисперсности, составляющий от приблизительно 2,0 до приблизительно 10,0, а предпочтительно - от 2,0 до 4,0. Однако, следует иметь в виду, что полимеры основы адгезива активируемых безосновных этикеток согласно изобретению включают в себя полимерные системы, коэффициенты полидисперсности которых составляют менее 2,0 и более 10,0.
Этикетки, дополнительные слои, способы нанесения и оборудование
[00109] На фиг. 1 представлена примерная структура активируемой безосновной этикетки, или безосновная этикетка, 100, в которой на лицевой материал 110 толщиной 10 мил (например, применяемый бумажный лицевой материал представлял собой APPLETON C1S LITHO 60 lb, фирмы Appleton Papers Inc., Эпплтон, Висконсин) нанесено покрытие в виде слоя активируемого адгезива, или адгезива, 120 толщиной 1 мил, состав которого представлен в Таблице 2. Безосновная этикетка 100 включает в себя лицевую поверхность 210 и края 220. Изготовление такой безосновной этикетки 100 подробно рассмотрено, например, в патенте США №4745026 на имя Tsukahara и др. Перед активацией на лицевую поверхность 210 безосновной этикетки 100 обычно наносят печатью индикацию 130. Индикация может включать в себя, например, буквенно-числовые данные/информацию и/или графические изображения. Способы печати общеизвестны и включают в себя высокую, лазерную, офсетную, глубокую, флексографическую, трафаретную и цифровую печать. Способы цифровой печати могут включать в себя, например, струйную, ксерографическую, термическую печать, прямую термопечать и электрографическую печать. Прямая термопечать облегчается, если безосновная этикетка 100 включает в себя слой термоизоляционного грунтовочного и/или барьерного материала, рассматриваемого в настоящем документе.
[00110] Для активации и нанесения безосновных этикеток 100 на объект безосновные этикетки 100 обычно помещают на подающее, или исполнительное, устройство. Подающие устройства включают в себя дутьевые системы (см. патент США №4784714 на имя Shibata), конвейерные ленты (см. патент США №5895552 на имя Matsuguchi), лопатки (см. патент США №5922169 на имя Chodacki), поршни (см. патент США №6006808 на имя Ewert и др.), несущие листы (см. патент США №7029549 на имя Von Folkenhausen и др.), вакуумные барабаны (см. патент США №6899155 на имя Francke и др.), ролики (см. патент США №5964975 на имя Hinton) и вакуумные головки или ленты (см. патент США №6471802 на имя Williamson). Объекты, на которые может быть нанесена безосновная этикетка 100, могут включать в себя, например, ящики, тюки, конверты, мешки, пакеты, сосуды, контейнеры, банки и бутылки.
[00111] Подающее устройство принимает безосновную этикетку 100 и затем перемещает безосновную этикетку 100 таким образом, чтобы сторона с адгезивом 120 безосновной этикетки 100 подвергалась действию активирующего устройства, в котором применяют вышеописанную схему активации. В одном из примеров осуществления схема активации может включать в себя воздействие на безосновную этикетку 100 энергии ИК-излучения с пиковой длиной волны, составляющей от приблизительно 0,8 мкм до приблизительно 3 мкм. Для транспортировки безосновной этикетки 100, начиная от ее неактивированного состояния до прикрепления к объекту, может быть использована последовательность из множества подающих устройств. Например, подающие устройства могут включать в себя одно или более исполнительных устройств, которые выполнены с возможностью принимать безосновную этикетку 100, перемещать безосновную этикетку 100 через энергию излучения и перемещать безосновную этикетку 100 в положение, в котором безосновную этикетку 100 наносят на объект. В одном из примеров осуществления безосновные этикетки 100 активируют с помощью 10-дюймового NIR-устройства фирмы Advance Photonics Technology AG, Брукмюль, Германия, в котором излучатели, блоки или лампы выполнены с возможностью испускания излучения мощностью от приблизительно 200 кВт/м2 до 800 кВт/м2, выдающих вплоть до 4000 кВт/м2 преимущественно вблизи пиковой длины волны 0,8 мкм. Те же скорости активации, превышающие 200 этикеток/мин, были достигнуты при использовании устройства коротковолнового ИК-излучения (SWIR, от англ. Short Wave IR) с пиковой длиной волны 1,2 мкм, средневолнового ИК-излучения быстрого отклика (FMWIR, от англ. Fast Mid Wave IR) с пиковой длиной волны 1,5 мкм, и средневолнового ИК-излучения (MWIR, от англ. Mid Wave IR, FMWIR) с пиковой длиной волны 2,5 мкм, производства фирмы Heraeus Noblelight GmbH, Клайностайм, Германия, включающего в себя от 6 до 8 двойных трубчатых излучателей с коротким временем действия, составляющим менее, чем от 11 до 2 секунд. Короткое время действия является преимуществом, поскольку устройства, т.е. источники энергии, являющиеся частью активирующих устройств, могут включаться и выключаться с большой скоростью, например, один раз в секунду или в две секунды. Благодаря тому, что устройства не должны постоянно быть включенными, происходит экономия энергии. Поскольку устройства обеспечивают высокую плотность энергии, то для активации адгезива 120 устройства должны быть во включенном состоянии в течение ограниченного периода времени. В зависимости от размеров каждой безосновной этикетки 100, время воздействия излучения на адгезив может составлять менее одной секунды, а обычно составляет от приблизительно 0,1 секунды до приблизительно 0,5 секунды. Излучения SWIR и FMWIR являются более узкими, чем углеродного типа, дающими более высокие плотности энергии. Выбор излучателя зависит от множества факторов и, в частности, представляет собой компромисс между высокими плотностями энергии - например, максимально высоким поглощением адгезивом 120, и минимальным поглощением напечатанной индикацией, или контролируемым проникновением в структуру и наиболее быстрыми циклами включения/выключения. При выполнении системы активации также следует учитывать другие факторы, в частности, факторы, относящиеся к безопасности использования излучателей 148 (фиг. 4) высокой мощности в промышленных условиях.
[00112] На фиг. 2 представлен пример осуществления первой системы 140 для нанесения этикеток из пачки нарезанных этикеток (англ. «cut-and-stack»), в котором активируют пачку предварительно нарезанных активируемых этикеток 150, которые затем прикрепляют к объектам 160. Объекты 160 могут представлять собой, не ограничиваясь этим, контейнеры. Каждую из безосновных этикеток 100 подхватывают вакуумным барабаном 180 таким образом, что адгезив 120 (фиг. 1) не контактирует с вакуумным барабаном 180, и вакуумный барабан 180 перемещает безосновные этикетки 100 мимо источника излучения 200, например, NIR или MWIR, в результате чего происходит активация безосновных этикеток 100, в частности, адгезива 120 (фиг. 1). Активированные безосновные этикетки 100 затем перемещают к объектам 160, где их фиксируют на объектах 160. Одним из преимуществ такой первой системы 140 является то, что в системе 140 используют предварительно нанесенный и высушенный адгезив 120 (фиг. 1), так же равномерно покрывающий края 220 (фиг. 1) безосновной этикетки 100, как и другие участки безосновных этикеток 100. В отличие от системы 140, применяемое в настоящее время нанесение этикеток из пачки нарезанных этикеток включает в себя нанесение клея во влажном состоянии, который не всегда ровно наносится вблизи краев этикетки, наносимой из пачки нарезанных этикеток. Плохое выравнивание клея, наносимого во влажном состоянии, приводит к закручиванию краев этикетки, наносимой из пачки нарезанных этикеток, из-за неравномерного нанесения адгезива. Закручивание и вызываемый им подъем краев этикеток, наносимых с из пачки нарезанных этикеток, называется «провисанием». Это часто приводит к тому, что при реализации способа нанесения этикеток из пачки нарезанных этикеток, после нанесения края этикетки не прилипают к подложке, и, таким образом, этикетка, наносимая из пачки нарезанных этикеток, может разрываться при перемещении и эксплуатации объекта.
[00113] Другим преимуществом такой первой системы 140 является то, что система обеспечивает короткое время переналадки. Применяемая в настоящее время технология нанесения этикеток из пачки нарезанных этикеток требует применения специальных лапок для нанесения клея, размеры которых должны соответствовать размеру этикетки, наносимой из пачки нарезанных этикеток, и при этом лапки должны быть точно установлены таким образом, чтобы они совпадали с площадью этикетки, наносимой из пачки нарезанных этикеток, и чтобы при этом не происходило отекания клея с края этикетки, наносимой указанным способом. Типовое время переналадки в таком способе составляет до восьми часов. В одном из примеров осуществления настоящего изобретения время переналадки может составлять от, например, приблизительно одного часа до приблизительно двух часов. Соответственно, время переналадки значительно снижается.
[00114] На фиг. 3 представлен пример осуществления второй системы 230, в которой пачку предварительно отрезанных активируемых этикеток 150 активируют и прикрепляют к объектам 160. Каждая из безосновных этикеток 100 подхватывается конвейерной лентой 240 таким образом, что слой 120 адгезива (фиг. 1) контактирует с конвейерной лентой 240, и каждую из безосновных этикеток 100 перемещают через печатающее устройство 250, где происходит печать индикации 130 (фиг. 1) на лицевой поверхности 210 (фиг. 1) безосновной этикетки 100. В одном из примеров осуществления печатающее устройство 250 выполнено с возможностью цифровой печати изображений. Конвейерная лента 240 затем перемещает безосновные этикетки 100 к вакуумному барабану 180 таким образом, что слой 120 адгезива (фиг. 1) не контактирует с вакуумным барабаном 180, и вакуумный барабан 180 перемещает безосновные этикетки 100 мимо источника излучения 200, который активирует безосновные этикетки 100, в частности, адгезив 120 этикеток (фиг. 1). Активированные этикетки затем перемещают к объектам 160 и затем прикрепляют к объектам.
[00115] На фиг. 3 в качестве исполнительных устройств или транспортеров показаны конвейерная лента 240 и вакуумный барабан 180. Этот пример осуществления не является ограничивающим и может включать другие исполнительные устройства или транспортеры.
[00116] На фиг. 4 представлен предпочтительный вариант осуществления третьей системы, включающей в себя устройство 141 для нанесения безосновных этикеток типа «печатай и наноси» (Р&А, от англ print-and-apply), в которой к устройству 141 для нанесения безосновных этикеток способом Р&А подают непрерывный рулон этикеток 151. Рулон этикеток 151 перемещают по линии 152 к печатающему устройству 251, в котором на каждую Р&А-этикетку наносят печатью индикацию 130 (фиг. 1), после чего их отрезают режущим устройством 252. Отрезанные Р&А-этикетки с напечатанной индикацией затем перемещают к узлу термоактивации (ТАМ, от англ. thermal activation), в целом обозначенному номером позиции 142, обычно посредством ТАМ-конвейера или вакуумной ленты 101а или подобного компонента, мимо источника 201 NIR, коротковолнового ИК (SWIR) или MWIR излучения, который активирует каждую Р&А-этикетку за долю секунды. Активированные Р&А-этикетки затем перемещают к узлу нанесения, в целом обозначенному 143, в котором активированные этикетки наносят на объекты 161.
[00117] Для более подробного рассмотрения ТАМ-узла 142 на фиг. 4А и 4В несколько схематично представлен верхняя камера 144 (фиг. 4), содержащая несущую систему, которая переносит Р&А-этикетки (адгезивной стороной вниз) через ТАМ-узел 142. На фиг. 4А при открытой дверце несущей системы видна несущая лента 145. В предпочтительном примере осуществления несущая лента 145 может быть выполнена из металла, например, нержавеющей стали, покрытой липким покрытием, например, слоем кремнийорганического полимера, или распыленными частицами с низкой энергией, обеспечивающими наличие шероховатой поверхности и термостойкость. Такое покрытие способствует удержанию Р&А-этикеток в нужном месте несущей ленты 145 и сохранению их соответствующего исходного положения во время активации. Кроме того, покрытие имеет достаточно низкую энергию, чтобы свести к минимуму отрыв краски и размазывание напечатанного на Р&А-этикетках, но при этом может выдерживать температуры, при которых происходит обработка в ТАМ-узле 142. Один или более вентиляторов 146 (фиг. 4) удерживают Р&А-этикетки на несущей ленте 145 (фиг. 4а), создавая отрицательное давление. Такой поток воздуха отрицательно влияет на процесс активации Р&А-этикеток в ТАМ-узле 142, и устройство 141 для нанесения безосновных этикеток способом Р&А непрерывно находит оптимальный поток воздуха в зависимости от количества теплоты, переданного в ТАМ-узле 142 Р&А-этикеткам на несущей ленте 145.
[00118] На фиг. 4В представлена камера 147 излучателя, расположенная в нижней части ТАМ-узла 142 (фиг. 4). Как показано на фиг. 4, в ТАМ-узле 142 находятся один или более излучателей 148 (фиг. 4), которые служат источниками энергии. ТАМ-узел 142 включает в себя входной датчик 166 и выходной датчик 165, а также алюминиевые пластины 162, 163. Корпус 147 излучателя, предпочтительно, закрыт сверху специальным кварцевым стеклом 149, которое полностью изолирует нижнюю часть ТАМ-узла 142 от верхнего корпуса 144. Это не позволяет любым другим источникам передавать тепло Р&А-этикеткам для активации; поэтому Р&А-этикетки получают только излучаемую энергию от излучателей 148. Вентилятором 161, например, турбовентилятором, расположенными в камере 147 излучателя, управляют таким образом, чтобы температура воздуха оставалась приемлемой для кварцевого стекла 149 и всегда находилась в диапазоне, исключающем возгорание Р&А-этикеток в том случае, если Р&А-этикетка случайно упадет на кварцевое стекло 149, в непредвиденном случае, например, таком, как отключение электричества, неисправность датчика и т.д.
[00119] Кварцевое стекло 149 должно быть такого типа, чтобы пропускать большую часть энергии излучения, в частности, пропускать по меньшей мере приблизительно 75% энергии, поступающей от ИК-излучателя, обычно - по меньшей мере - приблизительно 80%, по меньшей мере - приблизительно 85% или по меньшей мере - приблизительно 92% энергии ИК-излучения. Подходящим с указанной точки зрения является кварцевое стекло фирмы General Electric 214 (GE 214), которое, как было обнаружено, обеспечивает получение наилучших результатов с точки зрения преломления, теплопроводности и, что более важно, широкого спектра пропускания ИК. Было показано, что стекло GE 214 пропускает, по существу, всю излучаемую энергию от излучателей 148. На фиг. 4С представлен спектр видов излучателей, выбираемых для производственных систем устройств рассматриваемого типа. На фиг. 4D представлено пропускание ИК-излучения кварцевым стеклом General Electric 214 (плавленый кварц с низким содержанием ОН-), в сравнении с другим «влажным» типом кварца, с наличием или отсутствием полосы (водо)поглощения в интервале от около 2,73 мкм до 4 мкм. Общий эффект состоит в повышении эффективности нагревания ИК-излучением, проходящим через кварцевое стекло GE 214. Сравнивая приведенные изображения, можно отметить, что кварцевое стекло GE 214 пропускает 90% ИК-излучение до 3,5 мкм и продолжает пропускать достаточное количество ИК-излучения до по меньшей мере 4 мкм - 4,5 мкм. При этих длинах волн интенсивность излучения излучателей 148 (фиг. 4) составляет приблизительно 10% от их максимальной интенсивности, то есть близко к значению полной энергии, испускаемой при длинах волн менее 4,5 мкм.
[00120] Излучатели 148 (фиг. 4), предпочтительно, помещают в ТАМ-узел 142 (фиг. 4) в определенной ориентации, а именно, располагают по вертикали или перпендикулярно направлению ленты ТАМ-конвейера 101а (фиг. 4) или Р&А-этикеткам. Такая ориентация позволяет равномерно облучать этикетки при их транспортировке через систему активации в ТАМ-узле 142 (фиг. 4). Это позволяет регулировать расстояние между излучателями 148 (фиг. 4) и Р&А-этикетками для достижения максимальной скорости повышения температуры без риска перегрева одного участка и недогрева другого на различных Р&А-этикетках или на одной и той же Р&А-этикетке. На фиг. 4Е и 4F представлена зависимость температуры этикетки от изменения расстояния. Учитывая параметры безопасности, рабочие значения расстояния составляют от 40 мм до 50 мм, и их можно регулировать, перемещая излучатели 148 (фиг. 4) (например, перемещая камеру излучателя) ближе или дальше от ТАМ-конвейера 101а (фиг. 4).
[00121] Преимуществом вертикальной или перпендикулярной ориентации излучателей 148 (фиг. 4) по отношению к направлению движения этикетки вдоль ТАМ-конвейера 101а (фиг. 4) также является компенсация в случае неисправности ламп. Несмотря на предпочтительное использование излучателей или ламп, имеющих длительный срок бесперебойной работы, может возникнуть преждевременный сбой. Вертикальная ориентация позволяет равномерно распределять энергию излучения и повышать мощность оставшихся в системе ламп для адекватной активации Р&А-этикеток. В случае необходимости замены неисправной лампы может быть автоматически включен сигнал тревоги, но неисправность лампы не препятствует продолжению производственного процесса.
[00122] Предпочтительные излучатели 148 (фиг. 4) имеют максимальную скорость активации, подходящую для работы устройства 141 для нанесения безосновных этикеток способом Р&А (фиг. 4), при этом для достижения максимальной температуры им, предпочтительно, требуется менее одной секунды. По соображениям безопасности их выключение занимает приблизительно тот же период времени. Срок службы излучателя может быть увеличен за счет перевода излучателей 148 (фиг. 4) без выключения в режим ожидания с сохранением, например, от 10% до 15% их мощности с помощью управляющей логической системы. Скорость включения излучателей 148 (фиг. 4) определяет скорость и качество активации этикеток. На фиг. 4G показано, что температура этикеток возрастает, почти мгновенно достигая температуры активации, и затем температура этикеток удерживается вблизи требуемой температуры, которая задается управляющей логической системой в соответствии со штрих-кодом на рулоне этикеток. Следует иметь в виду, что при очень низкой температуре окружающей среды может возникнуть необходимость предварительного нагрева в течение, скажем, приблизительно 2 секунд, причем управляющая логическая система может измерять температуру окружающей среды и, если эта температура слишком низка, повышать мощность излучателей 148 (фиг. 4) как только она обнаружит на конвейерной ленте 240 (фиг. 3) ящик или подобный объект.
[00123] Программное обеспечение для логической системы контроля предназначено для снятия минимальных и максимальных значений температуры на Р&А-адгезиве и для установления мощности на излучателях 148 (фиг. 4) в целях достижения постоянной температуры на всех Р&А-этикетках, чтобы активация проходила должным образом. Фиг. 4G показывает, как мощность, установленная сначала приблизительно на 100%, уменьшается с повышением температуры на Р&А-этикетках. Известна оптимальная температура для Р&А-адгезивного материала, нанесенного на Р&А-этикетки, при этом логический узел программируемого контроллера будет пытаться обеспечить постоянную температуру активации, необходимую для правильной активации Р&А-адгезива. На фиг. 4G максимальная температура получается на областях Р&А этикеток содержащих печать, в то время как минимальная температура будет в областях, не содержащих печать. Средняя температура активации в этом примере составляет приблизительно 100°С.
[00124] Выходная энергия излучателей 148 (фиг. 4) должна точно отвечать потребностям активации этикетки. Это касается излученной и поглощенной энергии, предназначенной для активации. ТАМ-узел 142 (фиг. 4) быстро и эффективно активирует Р&А-этикетки, доставленные к нему на ТАМ-конвейере 101а (фиг. 4). Это прямо зависит от плотности энергии излучателей 148 (фиг. 4), попадающей на Р&А-этикетки, температуры активации Р&А-адгезива и того, как быстро имеющаяся излученная энергия передается для поднятия температуры адгезива. Это непосредственно зависит от поглощения излученной энергии Р&А-адгезивом, барьерным слоем и бумагой. Расчет энергии, выработанной излучателями 148 (фиг. 4) и попавшей на поверхность Р&А-этикеток, обусловлен следующими факторами.
[00125] 1. Эффективность излучателей 148 (фиг. 4) и их отражателей.
[00126] 2. Пропускание света излучателей сквозь кварцевое стекло 149 (фиг. 4), процент энергии, преобразуемой в нежелательную теплоту, которую необходимо уменьшить охлаждением с использованием вентиляторов 161 (фиг. 4) камеры излучателей 147 (фиг. 4). См. фиг. 4С и 4D.
[00127] 3. Расстояние между излучателями 148 (фиг. 4) и Р&А-этикетками и его значительное влияние на скорость возрастания температуры Р&А-этикеток. См. фиг. 4Е и 4F.
[00128] 4. Близость излучателей 148 (фиг. 4) друг к другу, и, в особенности, их размещение относительно направления потока Р&А-этикеток. Преимуществом размещения излучателей 148 (фиг. 4) перпендикулярно направлению потока Р&А-этикеток является легкость изменения расстояния между излучателями 148 (фиг. 4) и Р&А-этикетками и большая равномерность области облучения на Р&А-этикетках и ее квазинезависимость от расстояния между лампой и этикеткой.
[00129] 5. Доля излученной энергии, которая попадает на Р&А-этикетку и зависит от качества отражателей и угла отражения света, расстояния между излучателями 148 (фиг. 4) и Р&А-этикетками и параметров механической конструкции ТАМ-узла 142 (фиг. 4).
[00130] 6. Время облучения, в течение которого Р&А-этикетка получает излученную энергию, т.е скорость, с которой машина печатает, активирует и наклеивает Р&А этикетки.
[00131] Следует иметь в виду, что для повышения температуры адгезива 120 (фиг. 1) до температуры активации за счет поглощения света различными компонентами безосновной этикетки 100 (фиг. 1), а именно адгезивом 120 (фиг. 1), каким-либо барьерным слоем и бумагой, адгезиву 120 на безосновных этикетках 100 (фиг. 1) должно быть передано определенное количество теплоты. Как указано в настоящем описании, поглощение может быть улучшено путем добавления светопоглощающих добавок, например, определенных типов углеродной сажи. См. фиг. 4J и 4K. Фиг. 4J - это график, представляющий влияние добавления различного количества углеродной сажи при активации в узле термоактивации при параметре 8 дюймов в секунду, а фиг. 4K - это график, представляющий влияние добавления различного количества углеродной сажи при активации в узле термоактивации при параметре 10 дюймов в секунду.
[00132] Следующие параметры способствуют высокоскоростной активации безосновных этикеток 100 (фиг. 1): (а) применение коротковолновых-средневолновых излучателей или ламп с нитью с высокой эффективностью, кварцевых ламп, наполненных газом, и рефлекторов с высоким коэффициентом отражения; (б) излучатель 148 (фиг. 4) расположен в поперечном или перпендикулярном направлении к направлению движения этикеток; (в) выбор кварцевого стекла 149 (фиг. 4) с длиной волны пропускания между 0,8 мкм и 5,0 мкм, например, плавленый кварц GE 214; (г) безопасное минимальное расстояние между излучателями 148 (фиг. 4) и кварцевым стеклом 149 (фиг. 4) до 10 мм или меньше для уменьшения потери излученной энергии; (д) безопасное минимальное расстояние между кварцевым стеклом 149 (фиг. 4) и активируемыми безосновными этикетками 100 (фиг. 1) до 30 мм также для уменьшения потери излученной энергии; и (е) максимальное увеличение облучения излучателями 148 (фиг. 4) безосновных этикеток 100 (фиг. 1) при минимизации облучения нежелательных компонентов и поверхностей машины в целях максимального увеличения освещаемой поверхности ТАМ-конвейера 101а (фиг. 1), проходящего через ТАМ-узел 142 (фиг. 4).
[00133] На фиг. 4М представлен детализированный вид сверху прохождения напечатанной этикетки 150 через ТАМ-узел 142 (фиг. 4) в перпендикулярном направлении. На данном виде движение осуществляется справа налево, как показывает стрелка. Излучатели 148 находятся под прямым углом к направлению движения этикеток. Фиг. 4N показывает расстояния, имеющие отношение к обеспечению оптимальной работы. Здесь этикетка 150 показана с направлением движения от бумаги, которое не перпендикулярно излучателям 148 (фиг. 4), а параллельно им. Расстояние «d» - расстояние между центрами соседних излучателей 148, а расстояние «h» - высота между излучателями 148 и этикетками 150. В общем, h = от 1,3 до 1,8d, или 1,5d при особенно предпочтительном размещении.
[00134] Можно рассчитать имеющуюся энергию и энергию, необходимую для высокоскоростной активации этикеток 100 (фиг. 1). В рабочем спектре (0,8 мкм - 4,5 мкм) кварцевое стекло 149 (фиг. 4) имеет среднее значение поглощения в диапазоне 10% - 15%, и можно добиться пропускания 90%. При расположении кварцевого стекла 149 (фиг. 4) на расстоянии 10 мм от излучателей 148 (фиг. 4) и при рассеивании излучения под углом в 30 градусов, с учетом потерь между излучателями 148 (фиг. 4) и кварцевым стеклом 149 (фиг. 4) для машины шириной в 6 дюймов при отсутствии камеры, кварцевое стекло пропускает 87% области излучения излучателей 148. Две алюминиевые пластины 162, 163 (фиг. 4) находятся на концах машины в продольном направлении над кварцевым стеклом 149 (фиг. 4), чтобы защитить ТАМ-конвейер 101а (фиг. 4) от облучения излучаемой энергией излучателей перед и после облучаемого участка конвейера. При расположении этикеток 100 (фиг. 1) на расстоянии 30-40 мм от кварцевого стекла 149 (фиг. 4) и при освещенной области в 30 мм от кварцевого стекла 149 (фиг. 4) в 6-ти дюймовой машине этикетки 100 (фиг. 1) принимают 47% излученного света, а в 4-х дюймовой машине - 54%. Исходя из расчетов, работа ТАМ-узла 142 (фиг. 4) будет оптимальной, когда будут сведены к минимуму все коэффициенты, уменьшающие мощность излучателей 148, направленной на этикетки 100 (фиг. 1). Фиг. 4Н - это график поглощения компонентами этикетки по отношению к длине волны. Фиг. 4I показывает процентное отношение между отраженным и поглощенным светом на основе NIR-спектров бумаги, покрытой адгезивом и барьерным слоем (фиг. 4Н).
[00135] В продолжение расчетов, фиг. 4J и 4K показывают влияние углеродной сажи на повышение температуры на 20°С за счет более высокой степени поглощения света. Аппроксимация средней процентной доли Abs «поглощенной» материалом покрытия и бумагой между длинами волн от 1 мкм до 3,5 мкм составляет около 35%, как показано на фиг. 4Н. На фиг. 4Н безосновная этикетка 100 (фиг. 1) (бумага с покрытием), содержащая углеродную сажу, анализируется методом FTIR с использованием спектрометра PerkinElmer Spotlight 4. Для получения спектров была использована интегрирующая сфера (10000-4000 см-1, разрешение 16 см-1) и использовался режим отражения. Величина Abs, составляющая 35% (пример представлен на фиг. 4I) означает:
Abs=log(Iпадающий/Iотраженный)
Iпоглощенный=Iпадающий-Iотраженный
Abs~=0,35 на фиг. 4H означает, что до 55% энергии падающего излучения поглощается безосновной этикеткой 100 (фиг. 1).
[00136] Поток излучения Qrl, попадающий на безосновную этикетку 100 (фиг. 1), является частью потока излучения, идущего от излучателей 148 (фиг. 4) и проходящего через воздух и кварцевое стекло 149 (фиг. 4). Если F1-2 - геометрические коэффициенты излучения между конечными параллельными поверхностями излучателей 148 (фиг. 4) и кварцевым стеклом 149 (фиг. 4), F2-3 - тот же коэффициент между нижней и верхней поверхностями кварцевого стекла 149 (фиг. 4), a F3-4 - тот же коэффициент между верхней поверхностью кварцевого стекла 149 (фиг. 4) и безосновной этикеткой 100 (фиг. 1), то поток излучения, попадающий на безосновную этикетку 100 (фиг. 1), можно записать как:
Qrl=F1-2*F2-3*F3-4*((σ*ε*A*T4)/(1-fc),
где σ - коэффициент Стефана-Больцмана, а ε - средняя излучающая способность излучателей 148 (фиг. 4) по всем длинам волн. Площадь А и температура (в Кельвинах) Т - это площадь и температура нитей излучателей. fc представляет собой потери в лампах при конвекции и теплопроводности. Безосновная этикетка 100 (фиг. 1) поглощает часть этой энергии (здесь, примерно 40%-60%), а остальную отражает. В ТАМ-узле 142 (фиг. 4) безосновная этикетка 100 (фиг. 1) остается на ленте при отрицательном давлении воздуха, следовательно, подвергается потере тепла при конвекции с верхней камерой. Она также излучает в верхнюю камеру с более низкой температурой. Энергия, используемая для активации безосновной этикетки 100 (фиг. 1) составляет тогда:
Qact=Qrl-Qc-Qr
Наши расчеты показывают, что мы можем достичь (для полной мощности излучателей) потока излучения в 1200 Вт на поверхности безосновной этикетки. Если возьмем 55% поглощения, как было рассчитано ранее, то будем иметь:
Qэффективн.=12*0,55=660 Вт поглощенный мощности.
На фиг. 7В представлена удельная теплоемкость (Ср) этикетки, на которую нанесено приблизительно 5 граммов на квадратный метр (г/м2) барьерного покрытия и 25 г/м2 адгезива 120 (фиг. 1). Интеграл по площади под кривой температурной зависимости, например, от холодного старта при обычной температуре Tamb, составляющей 10°С, до температуры активации Tact, составляющей 100°С, равен энергии, необходимой для нагревания одного грамма безосновной этикетки 100 (фиг. 1) с адгезивом 120 (фиг. 1):
E1=∫CpdT=178 Дж/г
По мере разогревания машины (и для более высоких температур окружающей среды) требуется меньше энергии, и для поддержания заданной температуры активации логическое программное обеспечение должно снижать мощность излучателей 148 (фиг. 4), как показано на фиг. 4G. Таким образом, Q1 представляет собой максимальную удельную теплоемкость, которая должна быть придана конкретной безосновной этикетке 100 (фиг. 1).
Имеется приблизительно 30 граммов материала (адгезивов и барьерного материала) на квадратный метр, то есть этикетка размерами 6×4 дюйма содержит приблизительно 0,45 г материала покрытия. Таким образом, количество энергии, необходимое для активации адгезива 120 (фиг. 1) безосновной этикетки 100 (фиг. 1) больше или равно:
E1*0,45=80 Джоулей
Другой материал, который должен быть нагрет, представляет собой бумагу, которая является одним из основных поглотителей энергии излучения. Масса этикетки размерами 6×4 дюйма приблизительно составляет 0,9 г.
Eбумаги=0,9*Cp бумаги*(Tact-Tamb)
В этом примере для Србумаги, составляющей приблизительно 1,3 Дж/г⋅°С, мы будем иметь Ер=105 Джоулей.
Et=Ep+Е1
Et (~185 Дж в этом примере) представляет собой количество энергии, которую нужно превратить в тепло в безосновной этикетке 100 (фиг. 1) для активации адгезива 120 (фиг. 1).
На основании приблизительной оценки процентной доли энергии, поглощенной безосновной этикеткой 100 (фиг. 1) в диапазоне от ближней до средней области ИК-излучения, представленном на фиг. 4Н, может быть рассчитано количество теплоты в джоулях, необходимое для активации каждой безосновной этикетки 100 (фиг. 1). Исходя из доступного количества эффективной мощности лучистой энергии (Qэффективн.) и количества теплоты, необходимого для активации адгезива (Qt), можно рассчитать минимальное время воздействия на безосновную этикетку 100 (фиг. 1) для активации адгезива с использованием машины при вышеуказанных условиях:
texp=Et(Дж)/Qэффективн.(Ватт)
texp=185/660=0,28 сек
[00137] Фиг. 4J и 4K показывают, что более высокие уровни углеродной сажи оказывают сильное воздействие на результат активации ТАМ-узлом 142 (фиг. 4) относительно того, как много тепла передается ИК-излучателями 148 (фиг. 4) на активируемую безосновную этикетку 100 (фиг. 1) 8 дюймах в секунду и 10 дюймах в секунду. Приводятся в качестве иллюстрации два сажевых материала Lucronyl и Aurasperse. Каждый материал имел покрытие с 0,015% сажи, но материал Lucronyl, который в настоящее время соответствует регламенту REACH для применения в Европе, оказался более эффективным при активации, чем Aurasperse.
[00138] На фиг. 4L представлено влияние температуры активации на печатные краски ленты для печати. Безосновные этикетки с нанесенной печатью 100 (фиг. 1) должны иметь высокое качество для четкого считывания штрих-кода или подобного изображения при использовании. Таким образом, важно предотвратить значительное повреждение печати при нагревании, размазывание и другие потенциально повреждающие воздействия внутри ТАМ-узла 142 (фиг. 4) или связанных с ним устройств. С помощью рассмотренных в настоящем описании силиконовой ленты и турбовентиляторов достигается очень хорошее размещение этикетки и поддержание достаточно низкой температуры в области нанесения печати, что позволяет использовать обычные красящие ленты для термотрансферной печати, но при этом позволяет быстро нагревать излучением сторону этикетки, покрытую адгезивом 120 (фиг. 1), до требуемой температуры активации. На фиг. 4L представлены результаты испытания качества печати после активации и нанесения безосновных этикеток 100 с нанесенной печатью (фиг. 1).
[00139] Фиг. 5 иллюстрирует концепцию безопасности, основанную на условии того, что безосновная этикетка 100 (фиг. 1) не загорится, если будет находиться над полностью нагретыми излучателями 148 (фиг. 4) ТАМ-узла 142 (фиг. 4) не более 2,5 секунд. Логическое устройство управления машины отключит излучатели 148 (фиг. 4), если в пределах этого промежутка времени не будет изменений на одном из датчиков - датчике 123 выхода этикетки и датчике 122 входа этикетки. Длина «L» - это расстояние между этими датчиками. Формула для расчета максимальной длины этикетки, которая остается безопасной в рабочих условиях:
Lмакс.=2×L+V×(2,5 сек - Тотрезания)
В формуле L - это расстояние между датчиками в мм, V - скорость активации адгезива 120 (фиг. 1) в мм/сек, Lмaкс. - максимальная длина безосновной этикетки в мм, а Тотрезания - время для отрезания, в секундах.
[00140] Признаки рулона безосновного многослойного материала, раскрытые в настоящем документе, имеют уникальное преимущество по сравнению с обычными современными рулонами термотрансферных этикеток, которое заключается в наличии следующих особенностей. Рулон безосновного многослойного материала имеет почти на 60% большую длину материала при тех же размерах и более чем на 60% больше по расчету безосновных этикеток 100 (фиг. 1) на рулон, чем стандартные системы чувствительных к давлению этикеток, использующиеся сегодня в обычных системах. Имеется соответствующее уменьшение веса для того же количества рулонов; таким образом, в рулоне имеется более чем на 60% больше безосновных этикеток 100 (фиг. 1), наносимых по технологии Р&А, по сравнению с сегодняшними обычными системами. Поскольку в настоящее время этикетки заранее заданных размеров вырезают из имеющихся традиционных рулонов чувствительных к давлению материалов, было установлено, что использование рулонного безосновного многослойного материала, который отрезают по размеру, позволяет снизить потери бумаги «на обрезку» на 5,8%. Так как вышеупомянутые рулоны отрезаются по размеру, то данные безосновные этикетки 100 (фиг. 1) могут быть переменной длины без необходимости менять рулоны на машине. Другое преимущество заключается в отсутствии основы, следовательно, сокращается время на замену рулонов: безосновный многослойный рулон длится на 60% больше, и не требуется удалять рулон отходов подложки из печатающего устройства.
[00141] Рассматривая более подробно термотрансферные материалы для печати на этикетках можно отметить, что изображение получают попиксельным переносом окрашивающего вещества с термотрансферной ленты. Термотрансферные ленты обычно состоят из пленки из полиэтилентерефталата, на которую нанесена термотрансферная краска. Термотрансферная краска при комнатной температуре находятся в твердом состоянии и переносятся на принимающий слой при нагревании и под давлением. Окрашивающие вещества, применяемые в термотрансферных лентах, могут быть получены на основе красителей или пигментов. Окрашивающие вещества могут быть суспендированы в терморастворителе (растворителе, твердом при комнатной температуре, но плавящемся при более высокой температуре и хорошо растворяющем краситель; примерами таких растворителей являются высокомолекулярные воски) или могут находиться в матрице термопластического полимера (примерами полимерных матриц являются акриловая матрица, виниловая матрица и т.п.).
[00142] Термотрансферная лента непосредственно контактирует с термотрансферным материалом для термотрансферной печати на этикетках, что налагает на материал для термотрансферной печати на этикетках определенные требования. Материал для термотрансферной печати на этикетках должен быть очень гладкими, чтобы обеспечивался плотный контакт между термотрансферной лентой и материалом для термотрансферной печати на этикетках. Теплопроводность материала для термотрансферной печати на этикетках должна быть такой, чтобы при нагревании нагревался лишь верхний слой материала для термотрансферной печати на этикетках. Одним из примеров такой структуры является слой, принимающий краситель, ниже которого располагается изолирующий слой, имеющий покрытие 211 тыльной стороны (фиг. 6), выполненное из антистатического материала. Возможно множество вариантов такой многослойной структуры, в которой изолирующий слой может быть получен из пористого полипропилена, например, Yupo/Kimdura, содержащего TiO2 для непрозрачности. Пористый полипропилен обладает изолирующими свойствами, а также служит амортизатором между жесткой головкой для термопечати и прижимным валиком. В одном из примеров осуществления материал для термотрансферной печати на этикетках образован заполненными воздухом стеклянными шариками, находящимися в полимерной матрице, однако, ниже этого слоя находится упругий слой, необходимый в качестве амортизатора между жесткой головкой для термопечати и опорным валиком (пленка Fuji). Часто в качестве такого материала используют каландрированную бумагу, которая может быть покрыта или не покрыта слоем, принимающим краску. Пористость каландрированной бумаги обеспечивает изолирующее действие.
[00143] Слой, принимающий окрашивающее вещество, выполнен таким образом, чтобы обеспечить хорошее сцепление с термотрансферной краской, а также обеспечить хороший чистый излом на конце края 220 (фиг. 1). Для этого используются винилхлорид, поливинилбутираль, акриловые материалы и полиэфирные материалы. Слой, принимающий краситель, должен обладать антиадгезионными свойствами, чтобы его можно было легко удалить с переводной ленты. Некоторыми из материалов, которые можно использовать для этого, являются воск или фторсодержащий антиадгезив. Слой, принимающий окрашивающее вещество, может быть также иногда мелованным покрытием или микропористым покрытием, где краска или пигмент поглощается или протравливается.
[00144] Многослойная структура материала может быть получена при использовании процесса многослойного покрытия или посредством перевода слоя, принимающего окрашивающее вещество, на изоляционный слой и сцепления слоя, принимающего окрашивающее вещество, с изоляционным слоем, с использованием адгезива 120 (фиг. 1), который также выступает в роли эластичного слоя. Вышеперечисленное - лишь некоторые варианты осуществления изобретения, используемые на практике, есть еще несколько других вариантов, нашедших применение. Некоторые производители материалов: Yupo, Kimberly Clark, RICOH, UMAX (3M), Polaroid и Appleton. Требования к термотрансферной краске включают большую силу сцепления (во избежание расщепления), хорошее сцепление со слоем, принимающим окрашивающее вещество, и легкое удаление с термотрансферной ленты. Термотрансферная краска в расплавленном состоянии должна иметь хорошо выраженную текучесть.
[00145] На фиг. 6 представлена структура многослойного материала. Покрытие 211 тыльной стороны обеспечивает гладкую поверхность, не истирающую печатающую головку, что предотвращает прилипание носителя 212 из пленки с полиэфирной основой к жесткой головке для термопечати и снижает накопление статического заряда. Для предотвращения нагревания толщина носителя 212 из пленки с полиэфирной основой обычно составляет от 3 до 8 мкм. Грунтовочный слой 213 представляет собой высвобождающий слой, который обеспечивает прилипание слоя 215 термотрансферной краски к ПЭТ при низкой температуре и позволяет при высоких температурах освободить от ПЭТ слой 215 термотрансферной краски. Для защиты термотрансферного изображения применяют внешнее термотрансферное покрытие 216. Оно представляет собой твердую полимерную пленку, которая может быть перенесена попиксельно или целиком с использованием второй термотрансферной головки или той же самой термотрансферной головки. Термотрансферное внешнее покрытие 216 обычно выполняют из термопластичных полимеров, акриловых полимеров, термопластичного полиуретана (TPU) и т.д., которые обеспечивают защиту от размазывания и царапин на изображении.
[00146] В ТАМ-узле 142 (фиг. 4) безосновная этикетка 100 (фиг. 1), пока термотрансферная краска еще влажная, подвергается высокой температуре активации, превышающей 100°С. Поэтому важно, чтобы воск или смола не плавились, а ТАМ-конвейер 101а должен не допускать размазывания путем удержания активируемой безосновной этикетки 100 (фиг. 1) на ТАМ-конвейере 101а и путем охлаждения печатной стороны безосновной этикетки 100 (фиг. 1) при оптимальном управлении воздушным потоком. Чтобы удерживать безосновную этикетку 100 (фиг. 1) на ТАМ-конвейере 101а, воздушный поток, охлаждающий печатную сторону, не должен привести к уменьшению теплоты для активации адгезива, поступающей от излучателей.
[00147] Далее рассмотрим операционную логику машины и системы, считывание штрих-кода с рулона безосновного многослойного материала позволяет вводить в систему определенную цифровую информацию, например, требуемую температуру активации. Оно также дает общую информацию о том, когда и где нанесен адгезив 120 (фиг. 1), из какого полного рулона получен данный рулон, из какой части полного рулона этот рулон вырезан и т.д.
[00148] Рассмотрим операционную логику для повышения скорости на примере картона, который представляет собой жесткую подложку для активируемых адгезивов при нанесении этикеток на коробки. Для повышения скорости нанесения этикеток на коробки до более высоких значений (как показано на фиг. 7) или, при необходимости, еще более высоких значений, применяют оптимальную последовательность шагов печати, нарезки, активации и нанесения при пропускании этикеток через машину. Например, вместо того, чтобы ожидать завершения операции нанесения безосновной этикетки 100 (фиг. 1) на картон, и лишь после этого начинать печать на следующей этикетке, в этом примере осуществления печать на следующей этикетке начинают, как только выходные датчики 165 ТАМ-узла (фиг. 4) обнаруживают, что конец безосновной этикетки 100 (фиг. 1) покинул ТАМ-узел 142 (фиг. 4). В более предпочтительной и более ускоренной последовательности печать на следующей этикетке начинают, как только передний край активированной безосновной этикетки 100 (фиг. 1) обнаруживается выходными датчиками 165 ТАМ-узла (фиг. 4). В предпочтительном случае начинают вводить и активировать следующую этикетку, пока предыдущая этикетка еще не выведена из ТАМ-узла 142 (фиг. 4). Для обеспечения такой последовательности могут быть установлены входные датчики 166 (фиг. 4). При таком подходе, как только безосновная этикетка 100 (фиг. 1) напечатана, ее подают в ТАМ-узел 142 (фиг. 4). Режущее устройство 252 (фиг. 4) отрезает безосновные этикетки 100 (фиг. 1) от непрерывного рулона этикеток 151 (фиг. 4) по окончании шага печати в соответствии с заданной пользователем длиной безосновной этикетки 100 (фиг. 1).
[00149] При нанесении этикеток на картонные коробки могут возникнуть следующие аварийные ситуации. Машина и система будут реагировать в соответствии с указаниями управляющего логического устройства. В одной из ситуаций происходит остановка конвейера для коробок, или датчики не обнаруживают на конвейере коробок. Существует, по меньшей мере два случая, которые следует принять во внимание:
[00150] 1. Машина ожидала подачи следующей коробки, когда произошла данная ситуация. Система будет продолжать ожидать подачу следующей коробки и переходит в режим ожидания, в то время как датчик нанесения ожидает следующую коробку.
[00151] 2. Ситуация произошла, когда машина обнаружила следующую коробку, начала печать и активацию безосновной этикетки 100 (фиг. 1) для этой коробки. Безосновная этикетка 100 (фиг. 1) напечатана, активирована и направлена в узел 143 нанесения (фиг. 4), но не нанесена, поскольку датчик нанесения не обнаружил следующей коробки под узлом 143 (фиг. 4). Безосновная этикетка 100 с нанесенной печатью (фиг. 1) остается в узле 143 (фиг. 4), удерживаемая отрицательным давлением или вакуумом в большинстве случаев. После того, как конвейер для коробок заработает снова, датчик нанесения обнаруживает коробку на конвейере, и на коробку наносят безосновную этикетку 100 (фиг. 1). Для такого случая активируемый адгезив 120 (фиг. 1) должен сохранять свои адгезивные свойства в течение нескольких часов после активации.
[00152] В случае отключения электропитания, в зависимости от текущей операции, выполняемой системой, возможны следующие варианты ответных действий:
[00153] 1. Машина ожидала появления следующей коробки и находилась в режиме ожидания. Машина возобновит работу после включения электропитания. Машина будет готова к работе после запуска ТАМ-узла 142 (фиг. 4) и печатающего устройства 251 (фиг. 4), и после того, как датчики будут готовы к обнаружению следующей коробки.
[00154] 2. Машина обнаружила следующую коробку и начала печать и активацию, когда отключилось электропитание. Если безосновная этикетка 100 (фиг. 1) еще не отрезана, она зависнет на входе в ТАМ-узел 142 (фиг. 4). После включения электропитания пользователь должен использовать интерфейс печатающего устройства, чтобы отрезать безосновную этикетку 100 (фиг. 1) и извлечь ее вручную. После включения электропитания пользователь должен сымитировать обнаружение коробки стартовым датчиком. Управляющее логическое устройство направит машину на загрузку предыдущего задания на печать, которое остается в памяти до тех пор, пока безосновная этикетка 100 (фиг. 1) не будет нанесена. После возобновления прерванной работы, новая этикетка печатается, активируется и наносится на коробку, когда та будет обнаружена под узлом 143 нанесения (фиг. 4).
[00155] 3. Машина обнаружила следующую коробку и начала выполнять печать и активацию, когда отключилось электропитание. Если безосновная этикетка 100 (фиг. 1) уже находилась в ТАМ-узле 142 (фиг. 4), то безосновная этикетка 100 (фиг. 1) полностью или частично активирована. При снятии отрицательного давления, удерживающего этикетку на ТАМ-конвейере 101а (фиг. 4), этикетка упадет на кварцевое стекло 149 (фиг. 4) и прилипнет к нему. В этом случае важно, чтобы излучатели 148 (фиг. 4) были немедленно отключены по команде управляющего логического устройства; при этом отключение займет тем большее времени, чем больше рабочая длина волны ИК-излучателей 148 (фиг. 4). Также важно, чтобы температура кварцевого стекла 149 (фиг. 4) была достаточно низкой, чтобы не допустить возгорания лежащей на стекле этикетки, как уже было указанно в настоящем описании, например, за счет вентиляторов 146 (фиг. 4), используемых для охлаждения корпуса 147 излучателя (фиг. 4). После включения электропитания пользователь должен сымитировать обнаружение коробки датчиком нанесения. Управляющее логическое устройство отдает машине команду загрузить предыдущую операцию печати, которая остается в памяти до тех пор, пока безосновная этикетка 100 (фиг. 1) не будет нанесена. После возобновления прерванной работы, оборудование выполняет печать новой этикетки, ее активацию и нанесение на коробку, когда та будет обнаружена под узлом 143 нанесения (фиг. 4).
[00156] 4. В другом случае электропитание отключается, когда безосновная этикетка 100 (фиг. 1) перемещается через ТАМ-узел 142 (фиг. 4) к узлу 143 нанесения (фиг. 4), или этикетка находится в положении для нанесения; при этом происходит выключение вентиляторов 146 (фиг. 4), создающих в узле 143 нанесения (фиг. 4) отрицательное давление, удерживающее движущуюся или готовую к нанесению безосновную этикетку 100 (фиг. 1). В зависимости от положения коробки, безосновная этикетка 100 (фиг. 1) падает на ТАМ-конвейер 101а или на коробку. После включения электропитания пользователь должен сымитировать обнаружение коробки датчиком нанесения. Управляющее логическое устройство отдает машине приказ загрузить предыдущую операцию печати, которая остается в памяти до тех пор, пока безосновная этикетка 100 (фиг. 1) не будет нанесена. После возобновления прерванной работы, оборудование выполняет печать новой этикетки, ее активацию и нанесение на коробку, когда та будет обнаружена под узлом 143 (фиг. 4).
[00157] Что касается управления системой логическим устройством управления после отказа одного излучателя, то машина обнаруживает, что отказавший излучатель действительно непригоден и предупреждает пользователя общим сигналом тревоги и сигналом тревоги на пульте ТАМ-узла. Если система находится в режиме ожидания, то она не позволит работать, пока поврежденный излучатель или излучатели не будет заменен (заменены) и не будет отменен сигнал тревоги.
[00158] Если один из излучателей 148 (фиг. 4) отказал во время работы машины, то система посылает пользователям сигналы тревоги и повышает мощность оставшихся излучателей 148 (фиг. 4) для поддержания той оптимальной температуры, которая поддерживалась до отказа излучателя. Если при этом невозможно достичь температуры активации (что возможно в при низкой окружающей температуре или при высокой скорости нанесения этикеток), то машина предупреждает пользователя, что следует снизить скорость, либо заменить излучатель 148 (фиг. 4). Пользователь принимает решение, какой шаг следует выполнять далее. Если пользователь решает продолжать работу при более низкой скорости, то пользователю необходимо самостоятельно внести все необходимые уточнения в режим работы ТАМ-конвейера. Излучатель 148 (фиг. 4) следует заменить при первой же возможности.
[00159] Для нанесения может быть применено множество систем нанесения, например, накатывающее устройство 143 для нанесения, представленное на фиг. 8. Шарнир 171 позволяет транспортирующим лентам 172 поворачиваться вверх и вниз относительно шарнира 171 под действием потока воздуха из воздушного цилиндра 173, в результате чего устройство для нанесения качается вверх или вниз. Из вентиляторов 174 поступает поток воздуха, удерживающий безосновные этикетки 100 (фиг. 1), находящиеся на лентах 172 транспортера, а упругий ролик 175 прижимает каждую этикетку к объекту 176, например, к коробке 176. Упругий ролик 175 может быть пористым и может быть изготовлен из вспененного материала. Узел 143 нанесения предназначен для перемещения безосновной этикетки 100 (фиг. 1) из ТАМ-узла 142 (фиг. 4) в положение нанесения, при котором край этикетки располагается ниже ролика 175 из вспененного материала. В положении для нанесения роликовое устройство 143 для нанесения опускается вниз до объекта 176 и накатывает безосновную этикетку 100 (фиг. 1) на объект 176. Если объекты 176 имеют одинаковую высоту, или при боковом нанесении этикеток роликовое устройство 143 для нанесения может работать без воздушного цилиндра 173.
[00160] Другая система нанесения представлена на фиг. 9. Она представляет собой систему непрямого набивного типа, включающую в себя транспортер с мягкой лентой, где мягкая лента или конвейер 181 имеет отверстия для потока воздуха, транспортирующие ролики 182 и опорные ролики 183 для применения при постоянном давлении. Сначала безосновные этикетки 100 (фиг. 1) активируют в ТАМ-узле 142, а затем безосновные этикетки 100 (фиг. 1) транспортируют с помощью мягкой конвейерной ленты 181. Транспортирующие ролики 182 и, таким образом, мягкую ленту 181 приводит в движение, например, шаговый двигатель 184, который в данном представленном примере осуществления установлен неподвижно и подключен через передачу. Воздушный цилиндр 185 может линейно перемещаться на определенную длину, что позволяет быстро останавливать механизм 187 подающей головки и контрольное устройство подачи воздуха и располагать этикетки с высокой точностью. Для обнаружения объекта могут быть установлены датчики 186 касания, например, промышленные индуктивные датчики бесконтактного переключения, имеющие высокую степень защиты от пыли. Механизм 187 подающей головки может быть подпружиненным, что позволяет компенсировать возможный угол подачи объекта, например, +-10 градусов. Также имеются вентиляторы 188.
[00161] Вместо мягкой ленты 181 набивная система нанесения может быть оснащена вакуумной пластиной. На фиг. 10 представлена в разрезе панель 193 для нанесения. Конвейерные ленты 191 имеют специальную форму или профиль поперечного сечения, например, как показано, позволяющую перемещать их вдоль панели 193 и пластин для нанесения. Вакуумные каналы или отверстия 192 способствуют удержанию этикеток 178 посредством приложения вакуума или низкого давления, создаваемого инжектором (не показан). Вакуумная пластина такого типа менее чувствительна к запыленной окружающей среде, поскольку в данном случае отсутствуют вентиляторы, осуществляющие непрерывную циркуляцию загрязненного воздуха через узел 143 нанесения (фиг. 8). Предпочтительно контактная панель 193 изготовлена из пластмассы с хорошими скользящими свойствами, позволяющими снизить трение, например, из РОМ-пластика. Радиус конвейерных лент 191 может быть меньше по сравнению с радиусом мягкой ленты 181 (фиг. 9), что может быть полезным для этикеток меньшего формата, поступающих из ТАМ-узла 142 (фиг. 4).
[00162] Другим типом устройства для нанесения может быть дутьевое устройство, например, представленное на фиг. 11. Основное отличие по сравнению с более традиционными дутьевыми устройствами для нанесения состоит в конструкции конвейерных лент 195, с помощью которых активированные и нарезанные этикетки 194 перемещают из ТАМ-узла 142 в положение для нанесения. Безосновную этикетку 100 (фиг. 1) прижимают роликом 196 из вспененного материала к объекту 197, в зависимости от типа объекта 197, на который наносят этикетку. Для удержания этикетки 194 на ленте 195 в положении нанесения, кроме вентиляторов 199 также применяют воздушные сопла 198.
[00163] Результаты тестирования показывают, что спектры ИК-излучения как в NIR-диапазоне, так и в MWIR-диапазоне наиболее эффективны при использовании адгезива 120 (фиг. 1) на основе дициклогексилфталата; при этом другие формы нагрева, такие как СВЧ, лазер, индуктивный нагрев, нагнетаемый воздух, ИК-излучение, энергия видимого спектра, энергия теплового излучения и УФ-излучение также подходят, когда используются в сочетании с соответственно подобранными добавками, которые поглощают в определенных частотных диапазонах. В примере осуществления изобретения энергия, которая используется для активации адгезива 120 (фиг. 1), имеет пиковую длину волны от приблизительно 0,8 мкм до приблизительно 3,0 мкм. В примере варианта осуществления изобретения энергия имеет пиковую длину волны от приблизительно 1,25 мкм до приблизительно 2,5 мкм. Энергия, используемая для активации адгезива 120 (фиг. 1), может быть выходной энергией излучателей 148 (фиг. 4). В одном примере осуществления изобретения выходная энергия излучателей 148 (фиг. 4) имеет длины волн от приблизительно 0,8 мкм до приблизительно 5 мкм при пиковой длине волны приблизительно 0,8 мкм. В еще одном примере осуществления изобретения излучатели 148 (фиг. 4) используются для излучения энергии активации с длинами волн от приблизительно 0,8 мкм до приблизительно 5 мкм при пиковой длине волны приблизительно 2,0 мкм. В еще одном примере осуществления изобретения излучатели 148 (фиг. 4) используются для излучения энергии активации с длинами волн от приблизительно 0,8 мкм до приблизительно 5 мкм при пиковой длине волны приблизительно 1,5-1,6 мкм.
[00164] Системы для нанесения безосновной этикетки 100 (фиг. 1) с активируемым адгезивом 120 (фиг. 1) на объект 160 (фиг. 2), в общем, содержит печатающий узел 250 (фиг. 3), узел 200 термоактивации (фиг. 2) и узел 143 нанесения (фиг. 4). Предпочтительно, система также содержит систему управления (не показана), раскрытую подробнее в настоящем документе. Печатающий узел 250 (фиг. 3) наносит печатный текст, индикацию 130 примерно и другую маркировку на одной или более этикетках или на блоках этикеток. Безосновная этикетка 100 (фиг. 1) или блоки этикеток имеют слой активируемого адгезива 120 (фиг. 1). Печатающий узел 250 (фиг. 3) содержит этикеточный рулон, печатный валик и печатающую головку, как это схематично представлено на чертежах. Печатающий узел 250 (фиг. 3) может также содержать один или несколько датчиков для ленты, определяющих перемещение, положение и/или характеристики печатающей ленты. Датчики ленты гарантируют, что лента не зайдет в узел 200 термоактивации (фиг. 3) с безосновными этикетками 100 (фиг. 1).
[00165] Предпочтительная система также содержит режущее устройство 252 (фиг. 4), которое отрезает или другим образом формирует безосновную этикетку 100 (фиг. 1) или блоки этикеток по нужным размерам и/или формам. Отрезанные или приведенные к определенному размеру безосновные этикетки 100 (фиг. 1) затем транспортируются через узел термоактивации 200 (фиг. 3) посредством транспортирующего узла, содержащего транспортирующую цепь, конвейер или другие соответствующие транспортирующие средства. Транспортирующий узел может быть покрыт или иным образом защищен одним или несколькими защитными покрытиями. Когда безосновные этикетки 100 (фиг. 1) проходят через узел 200 термоактивации (фиг. 3) в предпочтительной компоновке, безосновные этикетки 100 (фиг. 1) подвергаются воздействию коротковолнового ИК-излучения, например, от одного или более ИК-излучателей 148 (фиг. 4). Вблизи выпускного отверстия для нагретого воздуха, покидающего узел 200 термоактивации (фиг. 3) могут быть расположены один или более блоков ламповых температурных датчиков. Один или более температурных датчиков могут быть обеспечены в самой области и вокруг области, в которой активируют безосновные этикетки 100 (фиг. 1). Например, первый этикеточный датчик может быть расположен рядом с местом, где безосновные этикетки 100 (фиг. 1) входят в область активации. Второй этикеточный датчик может быть расположен рядом с местом, где этикетки покидают область активации. С помощью этих датчиков контролируют материал поступающих и выходящих безосновных этикеток 100 (фиг. 1), в частности, положение материала и целостность, анализируя края 220 (фиг. 1) безосновной этикетки 100 (фиг. 1). При обнаружении значительных отличий, система контроля инициирует аварийную остановку. Для анализа температуры безосновных этикеток 100 (фиг. 1) или их слоев может быть использован температурный датчик. В частности, температурные датчики применяют для контроля температуры активации безосновных этикеток 100 (фиг. 1). Транспортирующий узел может включать в себя защиту от ИК-излучения, чтобы предотвратить повреждение или облучение инфракрасным излучением посредством вентиляторов, которые обычно служат для отвода относительно горячего воздуха от безосновных этикеток 100 (фиг. 1) и транспортирующего устройства.
[00166] Узел 200 термоактивации (фиг. 3) также, предпочтительно, содержит одно или более кварцевых стекол 149 (фиг. 4), расположенных между безосновными этикетками 100 (фиг. 1) и излучателями 148 (фиг. 4). Кварцевое стекло 149 (фиг. 4) предохраняет от случайного контакта между излучателями 148 (фиг. 4) и безосновными этикетками 100 (фиг. 1). В одном варианте осуществления изобретения зона или область вокруг кварцевого стекла 149 (фиг. 4) закрыта, и один или более больших вытесняющих или высокоскоростных вентиляторов используются для отвода относительно горячего воздуха из закрытой области. Благодаря этому горячий воздух, окружающий излучатели 148 (фиг. 4), не достигает безосновных этикеток 100 (фиг. 1) или не контактирует с ними. Применение одного или более кварцевых стекол 149 (фиг. 4) значительно повышает безопасность и резко снижает потенциальную опасность возникновения пожара в результате воспламенения или возгорания этикеток. Применение кварцевого стекла 149 (фиг. 4) также служит для того, чтобы только определенные длины волн светового диапазона могли проходить через пластины и при этом достигали безосновных этикеток 100 (фиг. 1). Таким образом, безосновные этикетки 100 (фиг. 1) нагреваются только частью спектра излучения излучателей 148 (фиг. 4).
[00167] Система может включать в себя дополнительные датчики и другие контрольные средства. Например, система может включать в себя один или более сигнальных интерфейсов между любым из узлов: печатающим узлом 250 (фиг. 3), ТАМ-узлом 142 (фиг. 4) или узлом нанесения. Может также иметься универсальный сигнальный интерфейс. Стартовый датчик или ножной переключатель может использоваться вместе с любым компонентом. Система может иметь программируемый логический контроллер (PLC) или другую управляющую систему, известную из уровня техники.
[00168] На фиг. 12 показан пример реализации способа нанесения безосновных этикеток 100 (фиг. 1) с активируемым адгезивом 120 (фиг. 1) на объект 160 (фиг. 2). Способ начинается на шаге 380, затем на шаге 390 обеспечивают ряд безосновных этикеток 100 (фиг. 1) со слоем активируемого адгезива 120 (фиг. 1). На шаге 400 обеспечивают ряд объектов 160 (фиг. 2) с нижней стороной, на шаге 410 обеспечивают печатающее устройство 250 (фиг. 3). На шаге 420 выполняют печать на лицевом материале 110 (фиг. 1) безосновной этикетки 100 (фиг. 1). На шаге 430 обеспечивают источник 200 излучения (фиг. 2-3). На шаге 440 подвергают излучению адгезив 120 (фиг. 1) на безосновных этикетках 100 (фиг. 1), чтобы сделать поверхность адгезива 120 (фиг. 1) липкой. На шаге 450 безосновную этикетку 100 (фиг. 1) наносят на объект 160 (фиг. 2) с выбранной скоростью. Способ заканчивается на шаге 460.
[00169] На фиг. 13 показан пример реализации способа нанесения безосновных этикеток 100 (фиг. 1), изображенных с активируемым адгезивом 120 (фиг. 1), на объект 160 (фиг. 2). Способ начинается на шаге 381, затем на шаге 391 обеспечивают 151 (фиг. 4) со слоем активируемого адгезива 120 (фиг. 1). На шаге 401 обеспечивают ряд объектов 160 (фиг. 2) с нижней поверхностью, на шаге 411 обеспечивают печатающее устройство 250 (фиг. 3). Печатающее устройство 250 (фиг. 3) может быть цифровым. На шаге 421 выполняют печать на лицевом материале 110 (фиг. 1) безосновных этикеток 100 (фиг. 1). На шаге 431 обеспечивают режущее устройство 252 (фиг. 4). Предпочтительно, режущее устройство 252 (фиг. 4) представляет собой лазерную режущую систему. На шаге 441 безосновные этикетки 100 (фиг. 1) отрезают с заданной длиной, соответствующей размеру этикетки с минимумом отходов рулонного материала, которые нельзя преобразовать в наносимые безосновные этикетки 100 (фиг. 1). На шаге 451 обеспечивают источник 200 излучения. На шаге 461 адгезив 120 (фиг. 1) на безосновных этикетках 100 (фиг. 1) подвергают воздействию излучения, чтобы сделать поверхность адгезива 120 (фиг. 1) липкой. На шаге 462 безосновную этикетку 100 (фиг. 1) наносят на объект 160 (фиг. 2) с выбранной скоростью. Способ завершают на шаге 463.
[00170] Вышеописанные системы, машины и способы позволяют достичь подходящих скоростей нанесения безосновных этикеток 100 (фиг. 1) на объекты 160 (фиг. 2). В других случаях применения системы, например, при нанесении этикеток на бутылки или подобные объекты, ТАМ-узел 142 (фиг. 4) может быть длиннее или значительно длиннее, чтобы сохранялось то же минимальное время воздействия при намного больших линейных скоростях этикеток. Примеры включают в себя нанесение 60 этикеток в минуту в машине для печати и нанесения, и от приблизительно 500 этикеток в минуту до приблизительно 1000 этикеток в минуту. Примерные скорости нанесения безосновных этикеток 100 (фиг. 1) на объект 160 (фиг. 3) согласно способам настоящего изобретения составляют приблизительно 120 этикеток в минуту, приблизительно 250 этикеток в минуту и приблизительно 500 этикеток в минуту.
[00171] Энергия NIR является эффективным средством для быстрой активации адгезивов 120 (фиг. 1), но может вызывать повреждения области с нанесенной печатью на некоторых подложках этикеток из-за поглощения энергии пигментами в индикации 130 (фиг. 1), напечатанной на лицевом материале 110 (фиг. 1) безосновной этикетки 100 (фиг. 1). Как дополнительно показано на фиг. 14, для устранения этого недостатка, в структуру 480 этикетки согласно другому варианту исполнения введен отражающий слой 470. Отражающий слой 470 размещают между лицевым материалом 110 и адгезивом 120. При непосредственном воздействии на адгезив 120 энергии NIR, некоторая часть энергии поглощается при прохождении излучения через адгезив 120. Остальная, не поглощенная часть энергии, отражается отражающим слоем 470 и вновь проходит через адгезив 120, вызывая дополнительное поглощение энергии NIR адгезивом 120. Перенаправление излучения отражающим слоем позволяет не только защитить от перегрева индикацию 130 на лицевом материале 110, но и повысить степень поглощения энергии адгезивом, что, таким образом, позволяет снизить время воздействия излучения на адгезив для достижения требуемого уровня воздействия излучения. Предлагаемые способы позволяют снизить время воздействия излучения на адгезив 120 до менее, чем 0,3 секунды, при использовании источника 200 излучения, таким образом, можно получить скорости активации и нанесения, превышающие приблизительно 250 этикеток в минуту. Обычно для получения излучения требуемого типа с относительно высокой интенсивностью, предпочтительно, применяют электромагнитные излучатели.
[00172] Представленный на фиг. 14 отражающий слой 470 может быть получен из любого материала, отражающего NIR- или ИК-излучение от коротковолновой до средней области спектра. Подходящие примеры включают в себя золото, серебро, алюминий и медь. Наиболее предпочтительным материалом отражающего слоя 470 является алюминий, поскольку он имеет меньшую стоимость по сравнению с другими подходящими металлами, например, перечисленными выше, и может быть легко нанесен на лицевой материал 110 и поверхность 210 с помощью различных методик металлизации, включающих в себя, например, вакуумную металлизацию или вакуумное нанесение покрытия. Кроме того, отражающая способность алюминия превышает 95%. для энергии излучения от спектра NIR до средней ИК области спектра Толщина «Т» отражающего слоя может составлять один мкм, и при этом обеспечивать приемлемую отражающую способность, которая может составлять, например, более, чем приблизительно 90%. Очевидно, что при использовании других подходящих источников излучения могут быть использованы другие отражающие слои, которые также могут защищать лицевой материал 110 от обесцвечивания. На фиг. 14 также представлена не содержащая индикацию поверхность (также называемая «тыльная поверхность») 520.
[00173] Слой 110 лицевого материала может быть выполнен из любого материала, способного воспринимать краску, которую используют для печати индикации 130 на слое 110 лицевого материала и лицевой поверхности 210. Примеры материалов, походящих для получения слоя 110 лицевого материала, включают в себя бумагу, полимерные пленки, металлизированную бумагу, фольгу на бумажной основе, и металлическую фольгу. На фиг. 15 представлен дополнительный пример осуществления, в котором на адгезив 120 этих лицевых материалов могут быть нанесены покрытия 490. Примеры включают в себя прозрачные наружные покрытия, который могут дополнительно усиливать способность слоя 110 лицевого материала принимать и удерживать краску, используемую для печати/нанесения индикации 130 на слое 110 лицевого материала. Также показан отражающий слой 470. Дополнительные примеры включают в себя покрытия, содержащие высокий уровень пигмента, например, диоксида титана, которые могут быть нанесены на слой 110 лицевого материала для повышения непрозрачности этикетки 500.
[00174] Дополнительно, в примере осуществления, представленном на фиг. 16, отражающий слой 470 (фиг. 14-15) может включать в себя отражающий рисунок 510, который частично или полностью покрывает не несущую индикацию поверхность 520 слоя 110 лицевого материала и лицевую поверхность 210 поверх адгезива 120. Например, на фиг. 17 дополнительно показано, что отражающий рисунок 510 может быть размещен на слое 110 лицевого материала, перекрывая индикацию 130 на тыльной поверхности 520 (фиг. 16) слоя 110 лицевого материала, если смотреть сквозь адгезив 120 (фиг. 14-16). Это позволяет снижать количество отражающего материала, необходимого для получения этикетки 500 (фиг. 15).
[00175] На фиг. 18 дополнительно представлен пример осуществления, в котором показано, что, хотя тыльная поверхность 520 слоя 110 лицевого материала и лицевая поверхность 210 с индикацией 130 могут быть гладкими, также возможно, чтобы тыльная поверхность 520 слоя 110 лицевого материала и адгезив 120 были текстурированы. Например, при вакуумной металлизации текстурированного слоя лицевого материала может быть получена текстурированная отражающая поверхность. Кроме того, профилирование гладкого отражательного слоя 470 может образовать подобную текстурированную отражающую поверхность. Такие текстурированные поверхности могут использоваться для перенаправления излучения или улучшения отражения от источников 200 излучения (фиг. 2-3), которые не точно перпендикулярны к плоскости лицевого материала 110. Например, на фиг. 18 показана световозвращающая микротекстура 530. В патенте США №6,767102 на имя Heenan и др., представлены примеры световозвращающих поверхностей. Световозвращающий отражатель представляет собой устройство или поверхность, отражающие свет обратно к его источнику с минимальным рассеиванием света. Таким образом, фронт электромагнитной волны отражается обратно по вектору, который параллелен направлению от источника волны, но противоположен ему.
[00176] Различные варианты осуществления изобретения могут иметь разнообразные размеры и формы. Например, как показано на фиг. 19 и 20, ширина «W» в примере прямоугольной этикетки 100/480/500 может составлять от приблизительно 0,5 см до приблизительно 30 см, а длина «L» в примере этикетки 100/480/500 может составлять от приблизительно 0,5 см до приблизительно 30 см. Соответственно, общая площадь поверхности в примере прямоугольной этикетки 100/480/500 может составлять от приблизительно 0,25 см2 до приблизительно 900 см2. Примеры этикеток 100/480/500 согласно изобретению могут иметь любую форму, например, этикетки 100/480/500 могут быть прямоугольными, квадратными, круглыми и другой формы, включающая неправильную форму. Примеры различных форм этикеток представлены в патентах США 2304787, 2569140 и 2783172 на имя Avery Dennison.
[00177] Различные этикетки и этикеточные системы, рассматриваемые в настоящем документе, могут дополнительно содержать одно или более барьерных покрытий или слоев или грунтовочных покрытий или слоев. Такие покрытия или слои полезны на этапах выполнения печати, в частности, при выполнении прямой термопечати. Обычно барьерное покрытие предотвращает обесцвечивание слоя 110 лицевого материала (фиг. 14-15) и печати при различных условиях, в которых могут оказаться этикетки 100/480/500. Предпочтительно, барьерное покрытие предотвращает обесцвечивание слоя 110 лицевого материала (фиг. 14-15) и печати под воздействием температур, составляющих от приблизительно -20°С до приблизительно 80°С, в течение периода времени, достигающего нескольких месяцев или более, а предпочтительно - до 1 года, и под воздействием влажности, составляющей от приблизительно 10% до 99%. Обычно такие барьерные покрытия содержат полимерные материалы, которые совместимы с адгезивами, рассматриваемыми в настоящем описании, и которые включают в себя эффективную концентрацию соединений стирола. В некоторых примерах осуществления адгезив 120 (фиг. 1) и барьерный слой могут быть нанесены за один проход с использованием технологии двойного формования.
[00178] В некоторых из предпочтительных примеров осуществления адгезивных композиций в качестве пластификатора применяют глицерилтрибензоат, который имеет максимум температуры плавления при 72°С и диапазон температур плавления от 68°С до 72°С. Другим пластификатором является дициклогексилфталат, максимум температуры плавления которого составляет 63°С. После активации адгезива 120 (фиг. 1) под действием излучения или другого источника 200 энергии (фиг. 2-3), пластификатор остается в жидком виде и может мигрировать из адгезива 120 (фиг. 1) к контактной области. Чем выше температура, тем быстрее скорость миграции. Таким образом, барьерный слой закрывает адгезивную сторону этикетки 100/480/500, герметизирует капилляры слоя 110 лицевого материала (фиг. 1) и служит барьером, препятствующим миграции пластификатора с адгезивной стороны к печатной стороне этикетки 100/480/500. Материалом, часто используемым в качестве барьера, препятствующего проникновению кислорода, и барьера, препятствующего миграции красителя, является поливиниловый спирт. Однако, этикетка 100/480/500 со слоем поливинилового спирта имеет меньшую липкость, чем этикетка без слоя поливинилового спирта. С точки зрения совместимости, более совместимым должен быть полимерный материал, содержащий стирольные фрагменты. Примером предпочтительной композиции, применяемой в качестве барьерного покрытия или слоя, является смесь из HYCAR 26288 и HYCAR 26315, поставляемых Lubrizol Corp., Кливленд, Огайо, в массовом соотношении один к одному. Основная цепь молекулы обоих полимеров включает в себя стирольный фрагмент. Поверхностная плотность барьерного слоя также влияет на характеристики адгезива, поскольку пластификатор абсорбируется барьерным слоем. Поскольку пластификатор «поглощается» барьерным слоем, то чем выше поверхностная плотность барьерного слоя, тем хуже липкость адгезива. Предпочтительная поверхностная плотность барьерного слоя составляет менее 12 г/м2 (граммов на квадратный метр). Наиболее предпочтительная поверхностная плотность барьерного слоя составляет от 2 до 10 г/м2. Барьерный слой, предпочтительно, наносят для покрытия адгезива 120 (фиг. 1) и для запечатывания капилляров слоя 110 лицевого материала (фиг. 1). По этой причине предпочтительными являются полимерные вещества, температура стеклования которых составляет менее 80°С. Наиболее предпочтительная температура стеклования составляет менее 60°С.
[00179] Адгезивы 120 (фиг. 1) согласно настоящему изобретению могут быть использованы в составе множества различных многослойных структур. Обычно такие структуры включают в себя подложку, один или более функциональных слоев, например, отражающие слои и/или барьерные слои, и один или более слоев адгезива 120 (фиг. 1). На фиг. 21 схематично представлен многослойный блок 600, содержащий слой 610 адгезива безосновной этикетки, подложку 630 и барьерный слой 620, расположенный между слоем 610 адгезива и подложкой 630. Подложка 630, предпочтительно, представляет собой бумажный слой лицевого материала или прозрачную пленку, например из PET, ВОРР и т.п. Как показано на фиг. 21, барьерный материал 620, который также служит связующим слоем, нанесен на подложку 630, а затем на барьерный слой 620 способом прямого покрытия нанесен адгезив 610. Барьерный слой 620 может быть нанесен на пленочную подложку 630 как способом прямого покрытия, так и способом покрытия переносом. В общем, адгезивы 610 включают в себя материалы, имеющие относительно низкие температуры плавления, например, в диапазоне от 50°С до 120°С, которые включают в себя органические материалы, например, пластификаторы, придающие липкость агенты, и их комбинации. Введение в адгезивы 610 таких материалов с относительно низкой температурой плавления приводит к тому, что получаемая температура активации адгезива 610 попадает в указанный диапазон температур. При нагревании молекулы твердого пластификатора и/или придающего липкость агента, абсорбируются и взаимодействуют с полимером основы адгезива на молекулярном уровне, обеспечивая получение как не удаляемой, так и удаляемой чувствительной к давлению бумажной или пленочной структуры этикетки.
[00180] Кроме того, при нанесении адгезивного покрытия барьерный слой 620 может усиливать закрепление адгезива 610 на поверхности в более широком диапазоне температур сушки. Дополнительно, барьерный слой 620 также минимизирует вытекание пластификатора из адгезива 610 на бумажный слой лицевого материала. Кроме того, толщина барьерного слоя 620 может составлять менее 12 мкм, а его температура стеклования может составлять менее 80°С.
[00181] Представленный на фиг. 21 барьерный слой 620 может быть полимерным материалом, температура стеклования которого составляет менее 80°С, а толщина составляет менее 12 мкм. Грунтовочный слой может быть нанесен обычными способами нанесения покрытия, например, ракельным способом, валиком и формованием.
[00182] В некоторых вариантах осуществления и как раскрыто в настоящем документе, в один или более слоев многослойного блока 600 добавляют углеродную сажу или другой подобный агент (агенты) для облегчения активации адгезива 610. Обычно введение углеродной сажи снижает потребление энергии для процесса активации. Снижение потребления энергии может проявить себя или привести к уменьшению стоимости, повышению скоростей обработки и/или дополнительно развивать «зеленые» аспекты технологии. Кроме того, включение углеродной сажи в один или более слоев или многослойный блок 600 позволяет изолировать другие источники 200 излучения (фиг. 2-3) для активации адгезива. Дополнительно, включение углеродной сажи в один или более слоев многослойного блока 600 позволяет увеличить расстояние между источником 200 излучения (фиг. 2-3) и этикетками 100/480/500 (фиг. 19-20), что дополнительно повышает безопасность системы.
[00183] Введение углеродной сажи или других альтернативных средств в многослойный блок 600 повышает способность материала к поглощению энергии, что, в свою очередь, приводит к повышению эффективности. Углеродная сажа может быть добавлена в любой слой многослойной структуры. Однако, обычно углеродную сажу, предпочтительно, добавляют в адгезив 610. Тем не менее, изобретение не ограничено этим вариантом и включает в себя добавление углеродной сажи в другие слои дополнительно или вместо добавления в слой адгезива 610. Например, углеродная сажа может быть добавлена в барьерный слой 620. Изобретение также включает в себя добавление углеродной сажи или других подобных агентов (агента) в грунтовочный слой. Если углеродную сажу добавляют в грунтовочный или барьерный слой 620, то ее концентрации могут быть такими же, как при добавлении в адгезив 610. Однако, во многих случаях предпочтительно использовать более высокие концентрации углеродной сажи, например, приблизительно 0,1%.
[00184] Следует отметить, что вместо углеродной сажи или в дополнение к ней можно использовать другие агенты, усиливающие поглощение энергии. Неограничивающие примеры других агентов включают в себя различные органические красители, окрашивающие средства и пигменты; а также различные неорганические красители, окрашивающие средства и пигменты. Следует иметь в виду, что может применяться много разновидностей краски или других агентов. Кроме того, могут быть использованы комбинации любых перечисленных веществ. Изобретение также включает введение комбинаций агентов во множество слоев или в различные слои многослойного блока 600. Например, углеродная сажа может быть добавлена в адгезив 610, а один или более органических и/или неорганических красителей могут быть введены в барьерный слой 620.
[00185] Концентрация углеродной сажи или другого подобного агента (агентов) в соответствующем слое может быть различной, при условии, что такая концентрация способствует поглощению энергии в этом слое и повышению его температуры. Например, если углеродную сажу включают в адгезив 610 или барьерный слой 620, то обычно ее концентрация составляет по меньшей мере приблизительно 0,1%, а предпочтительно - по меньшей мере приблизительно 1%. Верхний предел зависит от множества факторов.
Системы
[00186] Настоящее изобретение также обеспечивает различные системы, использующие активируемые адгезивы 610 (фиг. 21), и многослойные блоки 600 (фиг. 21), раскрытые в настоящем документе. В одном из предпочтительных аспектов система для нанесения этикеток 100/480/500 (фиг. 19-20) с выполненной печатью на объект 160 (фиг. 2-3) включает в себя активируемую этикетку 100/480/500 (фиг. 19-20), содержащую слой селективно активируемого адгезива 610 (фиг. 21), время активации которого составляет менее 1 секунды, и устройство для нанесения этикетки 100/480/500 (фиг. 19-20) на объект 160 (фиг. 2-3). Данное устройство включает в себя источник 200 энергии или излучения (фиг. 2-3), который выполнен с возможностью излучать энергию, и одно или более исполнительных устройств, которые выполнены с возможностью (i) принимать активируемую этикетку 100/480/500 (фиг. 19-20), (ii) перемещать активируемую этикетку 100/480/500 (фиг. 19-20) через излучаемую энергию, и (iii) перемещать активируемую этикетку 100/480/500 (фиг. 19-20) в положение, в котором активируемую этикетку 100/480/500 (фиг. 19-20) наносят на объект 160 (фиг. 2-3). Активируемый адгезив 610 (фиг. 21), предпочтительно, обладает раскрытыми в настоящем документе свойствами предпочтительных адгезивов 610 (фиг. 21), например, время его активации составляет менее 1 секунды, более предпочтительно - менее 0,5 секунды, а наиболее предпочтительно - приблизительно 0,3 секунды или менее. Открытое время адгезивов 610 (фиг. 21) также, предпочтительно, составляет от приблизительно 0,1 секунды до приблизительно 72 часов и более, предпочтительно - от приблизительно 10 секунд до 60 секунд. Адгезивы 610 (фиг. 21), применяемые в системах согласно изобретению, также имеют определенную предпочтительную исходную липкость, как раскрыто в настоящем документе.
[00187] Другой предпочтительный вариант осуществления системы включает в себя активируемую этикетку 100/480/500 (фиг. 19-20), содержащую слой селективно активируемого адгезива 610 (фиг. 21), который после активации имеет открытое время, составляющее по меньшей мере 72 часа, и устройство для нанесения этикетки 100/480/500 (фиг. 19-20) на объект 160 (фиг. 2-3). Устройство включает в себя источник 200 энергии или излучения (фиг. 2-3), способный излучать энергию, и одно или более исполнительных устройств, которые выполнены с возможностью (i) принимать активируемую этикетку, (ii) перемещать активируемую этикетку 100/480/500 (фиг. 19-20) через излучаемую энергию, и (iii) перемещать активируемую этикетку 100/480/500 (фиг. 19-20) в положение, в котором активируемую этикетку 100/480/500 (фиг. 19-20) наносят на объект 160 (фиг. 2-3). Как было указано выше, адгезивы 100/480/500 (фиг. 19-20), применяемые в системе согласно изобретению, предпочтительно, имеют раскрытые выше значения времени активации и значения исходной липкости.
Применение
[00188] Адгезивы 610 (фиг. 21), раскрытые в настоящем документе, могут иметь множество применений. Одно из них состоит в получении многослойных структур, например, многослойных блоков 600 (фиг. 21).
[00189] Различные многослойные структуры и этикеточные блоки 600 (фиг. 21) могут иметь множество применений, например, на них можно напечатать индикацию 130 (фиг 1), информацию, изображения и т.п. Особенно предпочтительно использование многослойных блоков 600 (фиг. 21), раскрытых в настоящем документе, для печати на печатающих устройствах 250 (фиг. 3).
Примеры
[00190] Ниже раскрыты примеры реализации процессов получения полимера основы, представленного в Таблице 2.
Пример 1
[00191] Эмульсионную полимерную основу адгезива получали эмульсионной полимеризацией мономеров, состоящих из 37,2% бутилакрилата, 29,3% стирола, 29,3% метилметакрилата, 1,7% метакриловой кислоты и 2,5% акриловой кислоты в пересчете на суммарную массу всех мономеров, в присутствии 0,06% масс, н-додецилмеркаптана, добавляемого в качестве агента передачи цепи. К цилиндрической реакционной колбе емкостью 1 литр, снабженной рубашкой и четырехгорлой насадкой, присоединяли стальную мешалку с множеством стальных лопаток, обратный холодильник, термометр и трубку для ввода азота. Скорость перемешивания устанавливали равной приблизительно 126 об./мин., а температуру реакции устанавливали равной 80°С. Раствор, который предварительно загружали в реактор, был получен растворением 1,0 г поверхностно-активного вещества HITENOL ВС-10 (Dai-lchi Kogyo Seiyaku Co., Ltd., Киото, Япония) в 100 г деионизованной воды. Мыльный загрузочный раствор предшественника эмульсии был получен растворением 2,0 г HITENOL ВС-10 в 105 г деионизованной воды. Смесь мономеров была получена из 140 г н-бутилакрилата, 110 г стирола, 110 г метилметакрилата, 6,5 г метакриловой кислоты, 9,1 г акриловой кислоты и 0,24 г н-додецилмеркаптана. Смесь мономеров добавляли к раствору предшественника эмульсии при перемешивании в течение 10 минут. Раствор А инициатора получали растворением 0,75 г персульфата калия в 67 г деионизованной воды; раствор В получали растворением 0,5 г персульфата калия в 67 г деионизованной воды. Стартовый раствор инициатора получали растворением 0,75 г персульфата калия в 38 г воды. Раствор для предварительной загрузки реактора вводили в стеклянный реактор, предварительно продутый азотом. Стартовый раствор инициатора добавляли, когда температура раствора достигла 80°С. Спустя 5 минут в реактор вводили 20 г раствора предшественника эмульсии. После начала полимеризации начинали добавлять раствор предшественника эмульсии и раствор А инициатора. Раствор инициатора В добавляли по окончании добавления раствора А. Добавление раствора предшественника эмульсии производили в течение 4 часов, и добавление растворов А и В инициатора производили в течение 4 часов и 15 минут. Полимеризацию продолжали в течение еще 30 минут после завершения добавления раствора инициатора В. Температуру в течение реакции полимеризации поддерживали равной 80°С. В результате полимеризации смеси мономеров получали полимерный латекс, который далее может входить в состав адгезивов для безосновных этикеток, и которым можно покрывать требуемые подложки.
Пример 2
[00192] Использовали тот же способ полимеризации, что и в Примере 1, за исключением того, что используемые в полимеризации мономеры были взяты в следующих массовых соотношениях: 48,0% бутилакрилата, 23,9% стирола, 23,9% метилметакрилата, 1,7% метакриловой кислоты и 2,5% акриловой кислоты.
[00193] Процесс получения примера белого, термоактивируемого адгезива выполнялся следующим образом. Композицию переключаемого адгезива получали из описанной полимерной основы адгезива смешиванием с выбранным пластификатором и придающим липкость агентом, при комнатной температуре в течение времени, достаточного для получения гомогенной композиции. Обычно предпочтительная температура плавления такого твердого пластификатора превышает 40°С. В этом примере использовали измельченный пластификатор дициклогексилфталат или U250M, поставляемый Unitex Corp., Гринсборо, Северная Каролина. Температура плавления U250M составляет от 63°С до 65°С. Придающим липкость агентом в примере был TACOLYN 3400 (температура размягчения 92°С), который представляет собой дисперсию смолы фирмы Eastman Chemical Company, Кингспорт, Теннесси. TACOLYN 3400 представляет собой дисперсию сложного эфира смолы. В частности, TACOLYN 3400 представляет собой водную не содержащую растворителя анионную дисперсию сложного эфира канифоли, содержащую 55% твердых веществ, полученную из высокогидрогенизированного полимера с высокой температурой размягчения. Не прибегая к конкретной теории, полагают, что при облучении белого термоактивируемого клея происходит плавление выбранного пластификатора. Небольшие молекулы пластификатора могут проникать между цепочками полимера основы адгезива, и служить «смазкой» даже после охлаждения полимера. В результате происходит повышение свободного объема полимера, или понижается температура стеклования (Tg) полимера основы адгезива, что ведет к высокой гибкости адгезивного покрытия. Предпочтительно, в некоторых примерах осуществления адгезив не содержит углеродной сажи, графита, краски (красок), красителя (красителей), пигмента (пигментов) и/или окрашивающего вещества (веществ). Однако, другие примеры получения адгезива включают в себя применение таких агентов.
Пример 3
[00194] Полимерную основу эмульсионного адгезива получают эмульсионной полимеризацией совокупности мономеров, состоящей из 13,15% бутилакрилата, 75,16% стирола, 0,12% метилакрилата, 1,30% метакриловой кислоты, 1,64% акриловой кислоты, 3,67% метилметакрилата, 1,01% SR 206 (фирма Sartomer Company Inc., Экстон, Пенсильвания) и 0,50% SR 306 (фирма Sartomer Company Inc., Экстон, Пенсильвания), в пересчете на массу всех мономеров и агента передачи цепи, в присутствии 3,45% масс, н-додецилмеркаптана, добавляемого в качестве агента передачи цепи.
[00195] К цилиндрической реакционной колбе емкостью 1 литр, снабженной рубашкой и четырехгорлой насадкой, присоединяли стальную мешалку со множеством стальных лопаток, обратный холодильник, термометр и трубку для ввода азота. Скорость перемешивания устанавливали приблизительно 126 об./мин.
[00196] Раствор, который предварительно загружали в реактор, был получен растворением 2,00 г Disponil FES-77 (фирма Cognis Corp., Цинциннати, Огайо), 0,60 г Surfynol 485 (фирма Air Products and Chemicals, Inc., Аллентаун, Пенсильвания) и 0,01 г Drewplus L-198 (Ашленд, Колумбус, Огайо) в 166,30 г деионизованной воды.
[00197] Исходный мыльный раствор предшественника эмульсии был получен растворением 16,30 г Disponil FES-77, 5,85 г Surfynol 485, 2,94 г Aerosol ОТ-75 и 0,01 г Drewplus L-198 в 200,00 г деионизованной воды. Смесь мономеров получали из 67,33 г бутилакрилата, 0,60 метилакрилата, 384,84 г стирола, 18,78 г метилметакрилата, 6,66 г метакриловой кислоты, 8,39 г акриловой кислоты, 2,57 г SR-306, 5,17 г SR-206 и 17,68 г н-додецилмеркаптана.
[00198] Смесь мономеров добавляли к раствору предшественника эмульсии при перемешивании в течение 10 минут, получая молочно-белую эмульсию. Инициатор получали растворением 1,34 г персульфата калия в 64,66 г деионизованной воды. Стартовый раствор получали растворением 1,13 г персульфата калия в 30 г деионизованной воды. Раствор, который предварительно загружали в реактор, вводили в реактор, предварительно продутый азотом.
[00199] Стартовый раствор инициатора добавляли в реактор, когда температура раствора достигала 78°С, и температура реакции поднималась до 86°С. Спустя 2 минуты в реактор вводили раствор предшественника эмульсии, завершая добавление в течение 240 минут. Спустя 45 минут от начала добавления раствора предшественника эмульсии, в реактор добавляли раствор инициатора, завершая добавление в течение 210 минут. В этот момент в реактор добавляли 2,25 г 19% водного раствора аммиака. Спустя 45 минут температура в реакторе понижалась до 75°С. После этого в реактор добавляли еще 2,25 г 19% водного раствора амиака, 0,6 г трет-бутилгидропероксида и 0,2 г гидроксиметансульфината натрия. Температура в реакторе дополнительно понижалась до 35°С. К полученной смеси добавляли 0,2 г Drewplus L-198, 0,05 г Acticide GA (фирма Thor Specialties Inc., Трамбулл, Коннектикут) и 2,23 г деионизованной воды. В результате получали полимерный латекс, содержащий приблизительно 50,5% твердых веществ и имеющий рН приблизительно от 6,5 до 7,0, который может быть добавлен в адгезивную композицию.
Пример 4
Адгезивная система «А» на основе эмульсии была получена с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 7.

[00200] В частности, адгезивную систему получали соединением 25,5 масс, частей полимера, полученного в Примере 3, с 66 масс, частями дисперсии UNIPLEX 260 и 8,5 масс, частей дисперсии Super Ester Е-650 (придающий липкость агент) (Arakawa Chemical, Осака, Япония). Дисперсия UNIPLEX 260 была получена измельчением UNIPLEX 260 с добавлением воды, диспергирующего агента и противовспенивающего агента, и ее использовали в качестве пластификатора. В качестве агента, придающего липкость, применяли компонент Super Ester Е-650.
[00201] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой различных типов и пленкой и выдерживает испытание на слипание при 45°С и давлении 15 фунтов на квадратный дюйм (psi) (приблизительно 103421 Н/м2), но не выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм. Результаты испытания на прочность на отрыв были смешанными, и содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции составило по оценкам 23,2%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00202] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также остается очень липким более 48 часов, и остается прозрачным в течение длительного времени после активации под действием одного или более ИК-излучателей, производимой в течение периода времени от 5 до 10 секунд.
Пример 5
[00203] Адгезивную систему «В» изготовили с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 8.
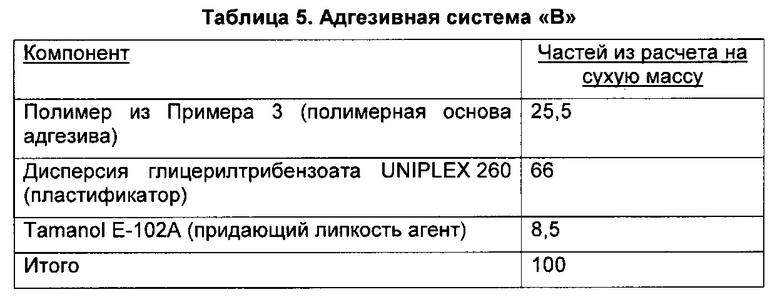
[00204] В частности, адгезивную систему получали соединением 25,5 масс, частей полимера, полученного в Примере 3, с 66 масс, частями дисперсии UNIPLEX 260 и 8,5 масс, частей дисперсии Tamanol Е-102А, поставляемой Arakawa Chemical, Осака, Япония. Дисперсия UNIPLEX 260 была получена измельчением UNIPLEX 260 с добавлением воды, диспергирующего агента и противовспенивающего агента, и ее использовали в качестве пластификатора. В качестве агента, придающего липкость, применяли компонент Tamanol Е-102А.
[00205] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой и пленкой и выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм (приблизительно 103421 Н/м2). Результаты испытания на прочность к отрыву были очень хорошими, а содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции по оценке составило 23,2%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00206] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также сохраняет высокую липкость более 48 часов, и остается прозрачным в течение длительного времени после активации под воздействием одного или более ИК-излучателей в течение периода времени от 5 до 10 секунд.
Пример 6
[00207] Адгезивную систему «С» на основе эмульсии изготовили с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 9.

[00208] В частности, адгезивную систему получали соединением 25,5 масс, частей полимера, полученного в Примере 3, с 66 масс, частями дисперсии UNIPLEX 260 и 8,5 масс, частями дисперсии Super Ester Е-730, фирмы Arakawa Chemical, Осака, Япония. Дисперсия UNIPLEX 260 была получена измельчением UNIPLEX 260, с добавлением воды, диспергирующего агента и противовспенивающего агента, и ее использовали в качестве пластификатора. В качестве агента, придающего липкость, применяли компонент Super Ester Е-730.
[00209] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой и пленкой и выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм (приблизительно 103421 Н/м2). Результаты испытания на прочность к отрыву были очень хорошими, а содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции по оценке составило 23,2%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00210] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также сохраняет высокую липкость более 48 часов, и остается прозрачным в течение длительного времени после активации под действием одного или более ИК-излучателей 148 (фиг. 4) в течение периода времени от 5 до 10 секунд.
Пример 7
[00211] Адгезивную систему «D» на основе эмульсии изготовили с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 10.
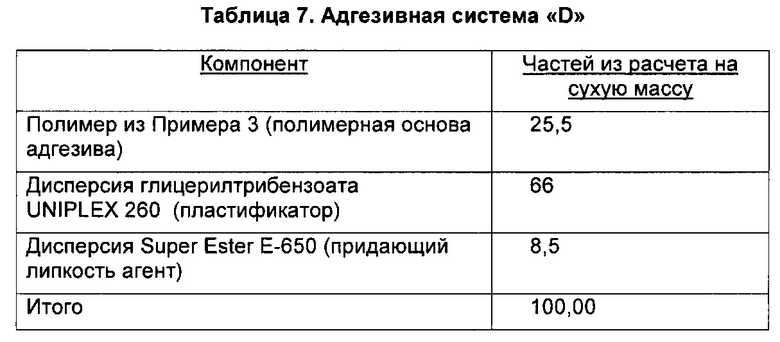
[00212] В частности, адгезивную систему получали соединением 25,5 масс, частей полимера, полученного в Примере 3, с 66 масс, частями дисперсии UNIPLEX 250 и 8,5 масс, частей дисперсии Super Ester Е-650 фирмы Arakawa Chemical, Осака, Япония. Дисперсию UNIPLEX 250 получали измельчением UNIPLEX 250 с добавлением воды, диспергирующего агента и противовспенивающего агента, и использовали ее в качестве пластификатора. В качестве агента, придающего липкость, применяли компонент Super Ester Е-650.
[00213] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой и пленкой и выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм (приблизительно 103421 Н/м2). Результаты испытания на прочность к отрыву были удовлетворительными, но не выдающимися. Содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции по оценке составило 9,5%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00214] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также сохраняет высокую липкость более 48 часов, и остается прозрачным в течение длительного времени после активации под действием одного или более ИК-излучателей 148 (фиг. 4) в течение периода времени от 5 до 10 секунд.
Пример 8
[00215] Адгезивную систему «Е» на основе эмульсии изготовили с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 11.
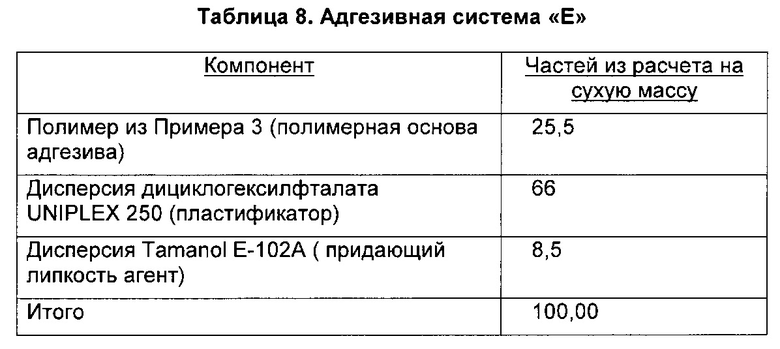
[00216] В частности, адгезивную систему получали соединением 25,5 масс, частей полимера, полученного в Примере 3, с 66 масс, частями дисперсии UNIPLEX 250 и 8,5 масс, частей дисперсии Tamanol Е-102А, фирмы Arakawa Chemical, Осака, Япония. Дисперсию UNIPLEX 250 получали измельчением UNIPLEX 250, с добавлением воды, диспергирующего агента и противовспенивающего агента, использовали ее в качестве пластификатора. В качестве агента, придающего липкость, применяли компонент Tamanol Е-102А.
[00217] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой и пленкой и выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм (приблизительно 103421 Н/м2). Результаты испытания на прочность к отрыву были удовлетворительными, но не выдающимися, а содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции по оценке составило 9,5%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00218] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также сохраняет высокую липкость более 48 часов, и остается прозрачным в течение длительного времени после активации под действием одного или более ИК-излучателей 148 (фиг. 4) в течение периода времени от 5 до 10 секунд.
Пример 9
[00219] Адгезивную систему «F» на основе эмульсии изготовили с использованием полимера на основе акриловой эмульсии, полученного в Примере 3. В частности, была получена адгезивная система, состав которой представлен в Таблице 12.
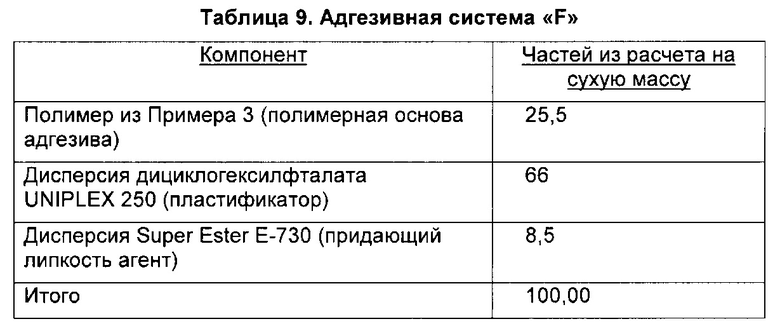
[00220] В частности, адгезивную систему получали соединением 25,5 масс. частей полимера, полученного в Примере 3, с 66 масс. частями дисперсии UNIPLEX 250 и 8,5 мас. частей дисперсии Super Ester Е-730, фирмы Arakawa Chemical, Осака, Япония. Дисперсию UNIPLEX 250 получали измельчением UNIPLEX 250, с добавлением воды, диспергирующего агента и противовспенивающего агента, и использовали ее в качестве пластификатора. В качестве придающего липкость агента применяли компонент Super Ester Е-730.
[00221] Этот адгезив на основе эмульсии стабилен, может быть непосредственно нанесен на бумагу или пленку и высушен в сушильном устройстве с циркуляцией воздуха при температуре до 56°С в течение 15 минут без признаков активации. Высушенный адгезив имеет очень прочное сцепление с грунтованной или негрунтованной бумагой и пленкой и выдерживает испытание на слипание при 55°С и давлении 15 фунтов на квадратный дюйм (приблизительно 103421 Н/м2). Результаты испытания на прочность к отрыву были удовлетворительными, но не выдающимися, а содержание «нового углерода», полученного из биосырья, в адгезиве этой композиции по оценке составило 9,5%. Дополнительные данные приведены в настоящем документе при рассмотрении фиг. 22.
[00222] Этот тип адгезива обладает прекрасной липкостью и хорошим сцеплением с неполярными поверхностями и картоном, а также сохраняет высокую липкость более 48 часов, и остается прозрачным в течение длительного времени после активации под действием одного или более ИК-излучателей 148 (фиг. 4) в течение периода времени от 5 до 10 секунд.
Пример 10
[00223] Образцы адгезивов из Примеров 4-9 являются активируемыми под действием излучения от NIR- до MWIR-диапазона. Были проведены и статистически проанализированы испытания на слипание и на отрыв, и результаты представлены в таблице на фиг. 22. Каждую адгезивную композицию наносили в виде покрытия с плотностью 25 г/м2 в пересчете на сухой вес с помощью стержня Мейера на веленевую бумагу, на которую было нанесено покрытие плотностью 6 г/м2 из Hycar Р/В, содержащее 0,015% углеродной сажи. Покрытие Hycar Р/В состояло из Hycar 26288 и Hycar 26315 в соотношении 1:1. Обе эмульсии Hycar производит фирма Lubrizol Advanced Materials, Inc., Кливленд, Огайо. Адгезивные покрытия сушили при 60°С в течение 5 минут для образцов, содержащих Uniplex 260 и при 53°С в течение 5 минут для образцов, содержащих Uniplex 250. Образцы активировали лабораторными ИК-излучателями 148 (фиг. 4) и приклеивали на картон Smurfit с помощью валика массой 500 г. Испытание на прочность на отрыв выполняли на установке Instron 5442 при скорости отрыва 12 дюймов в минуту. Дополнительное описание процедур и методик определения характеристик адгезива при испытании на отрыв под углом 90° и испытании на слипание приведено ниже.
Тест на прочность на отрыв
[00224] Адгезив наносили при весе покрытия в диапазоне от 20 г/м2 до 40 г/м2 на выбранную бумажную заготовку. Барьерный слой наносили на бумагу при необходимости. Материалы с покрытием высушивали при температуре 50°С в течение 10 минут. Из полученной в результате конструкции вырезали полосы размером 25×204 мм (1×8 дюймов). Затем полосы термически активировали средневолновым ИК-излучением, после чего их приклеивали центрировано в продольном направлении на имеющие размер 50×152 мм (2×6 дюймов) зеркально отполированные тестовые панели из нержавеющей стали или бумажный картон и прокатывали резиновым валиком весом 2 кг (4,5 фунта) с твердостью по Шору А 65, прокатив вперед-назад один раз на скорости 30 см/мин (12 дюймов/мин). Образцы кондиционировали в течение 20 минут или 24 часов в испытательном помещении с контролем окружающего воздуха при температуре 23°С (73°F) и относительной влажности 50%. После кондиционирования тестовые полосы отрывали от тестовой панели в разрывной машине Instron Universal Tester в соответствии с измененной версией способа испытания лент PSTC-1 (от англ. Pressure-Sensitive Таре Council), (rev. 1992), «Прочность на отрыв под углом в 180° для лент с односторонним покрытием» (Peel Adhesion for Single Coated Tapes 180° Angle), где угол отрывания составлял 180° или 90°, т.е. перпендикулярно к поверхности панели, на скорости 30 см/мин (12 дюймов/мин.). Усилие для отрыва адгезивной тестовой полосы измеряли в фунтах/дюйм. Все испытания проводили трижды.
[00225] Выполненные испытания прочности на отрыв известны как «90 RT «instant» Average Peel» («мгновенный» средний отрыв при 90 RT), «90 RT Average Peel» (средний отрыв при 90 RT) и «90 LT 10C Average Peel» (средний отрыв при 90 LT 10С) Все результаты приведены в фунтах на дюйм, и все образцы показали перенос адгезива.
Тест на слипание
[00226] Данные, приведенные на фиг. 22, показывают, что некоторые адгезивные системы A-F проявляют устойчивость к слипанию или, по существу, устойчивость к слипанию при температуре 45°С и давлении 15 фунтов/квадратный дюйм (приблизительно 103,421 Н/м2). Предполагается, что эта устойчивость к слипанию также проявляется при относительной влажности (RH) от 10% до 90%. При наличии, эта устойчивость к слипанию придает важное свойство адгезивам и позволяет широко использовать их, например, при нанесении этикеток. В частности, предпочтительно, чтобы адгезивы проявляли эту устойчивость к слипанию перед активацией, и, наиболее предпочтительно, чтобы адгезивы проявляли эту устойчивость к слипанию одновременно с активацией. То есть, определенные адгезивные составы проявляют устойчивость к слипанию при температуре 45°С или 55°С, устойчивость к слипанию при давлении 15 фунтов/квадратный дюйм и устойчивость к слипанию при относительной влажности от 10% до 90%.
[00227] Пачку, содержащую от 3 до 5 безосновных этикеток размером 2 дюйма × 2 дюйма помещали на плоском металлическом блоке в сушильном устройстве с заданной температурой, влажностью и длительностью. Фрагмент лицевого материала размером 2 дюйма × 2 дюйма располагали между металлической поверхностью и пачкой этикеток. На другой стороне, сверху пачки этикеток, размещали зеркально отполированный алюминиевый блок размером 1 дюйм × 1 дюйм. Затем поверх алюминиевого блока помещали металлический блок нужного веса.
[00228] По истечении времени тестирования пачку этикеток вынимали из сушильного устройства и выдерживали в условиях окружающей среды примерно 30 минут перед проверкой. Каждую этикетку брали из пачки вручную и проверяли под осветительным прибором как со стороны адгезива, так и со стороны нанесения печати. Регистрировали любой перенос адгезивного покрытия со стороны адгезива на сторону нанесения печати или прилипание стороны с адгезивом к печатной стороне с образованием блока из пачки этикеток. Если при осмотре невооруженным глазом перенос не обнаруживали, то этикетку далее активировали ИК-излучателем и печатную сторону снова проверяли под осветительным прибором для выявления блестящих пятен, указывающих на перенос адгезива.
[00229] По результатам, представленным на фиг. 22 можно сделать следующие выводы. Сравнение адгезивной системы D с адгезивной системой А показывает повышение устойчивости к слипанию, но снижение прочности на отрыв, при этом при низкой температуре адгезия адгезивной системы А едва регистрировалась прибором Instron. Сравнение адгезивной системы А или D с адгезивными системами В и С показывает повышение устойчивости к слипанию без снижения прочности на отрыв. Адгезивные системы В и С показывают статистически значимое повышение устойчивости к слипанию при сравнимой или повышенной прочности на отрыв. Адгезивные системы В и Е показывают превосходные характеристики по сравнению с адгезивными системами С и F соответственно.
[00230] Подразумевается, что любой вариант осуществления, аспект или часть настоящего изобретения может использоваться в сочетании с любым другим вариантом осуществления, аспектом или частью изобретения, раскрытого в настоящем документе. Таким образом, различные адгезивные системы и полимеры основы адгезива, раскрытые в настоящем документе, могут использоваться вместе с любой этикеткой, блоками этикеток, системами и способами, раскрытыми в настоящем документе.
[00231] Таким образом, согласно настоящему изобретению могут быть созданы высокоэффективные безосновные этикетки и активируемые адгезивы, системы, машины и способы. Несмотря на то, что изобретение было рассмотрено на примерах, которые в настоящее время считаются наиболее практически применимыми и предпочтительными примерами осуществления, специалистам в данной области техники должно быть понятно, что изобретение не ограничено рассмотренными примерами осуществления, и в объем изобретения может быть включено множество модификаций и эквивалентных вариантов, соответствующих наиболее широкой интерпретации прилагаемых пунктов формулы изобретения, которые включают в себя все эквивалентные структуры и продукты.
[00232] Таким образом, авторы изобретения, основываясь на Доктрине Эквивалентов, определяют и оценивают разумный объем своего изобретения, относящийся к любой установке, системе, способу или продукту, несущественно отличающемуся от буквального определения изобретения, предоставленного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКТИВИРУЕМАЯ БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2666483C2 |
| СПОСОБНЫЕ АКТИВИРОВАТЬСЯ АДГЕЗИВЫ, ЭТИКЕТКИ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2552497C2 |
| СИСТЕМЫ И ПРОЦЕССЫ НАНЕСЕНИЯ ТЕРМОТРАНСФЕРНЫХ ЭТИКЕТОК | 2010 |
|
RU2546490C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА ДЛЯ ЭТИКЕТОК | 2007 |
|
RU2447116C2 |
| СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТОК К ПРЕДМЕТАМ | 2010 |
|
RU2555791C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2772378C1 |
| ТЕРМОПЛАВКИЕ ЧУВСТВИТЕЛЬНЫЕ К ДАВЛЕНИЮ АДГЕЗИВЫ ДЛЯ БУМАЖНЫХ ЭТИКЕТОК | 2007 |
|
RU2415171C2 |
| АДГЕЗИВНАЯ КОМПОЗИЦИЯ ДЛЯ СНИМАЕМОЙ САМОКЛЕЯЩЕЙСЯ ЭТИКЕТКИ | 2008 |
|
RU2477739C2 |
| ЭТИКЕТОЧНЫЕ УЗЛЫ ДЛЯ НЕБЛАГОПРИЯТНОЙ ОКРУЖАЮЩЕЙ СРЕДЫ | 2016 |
|
RU2677155C1 |
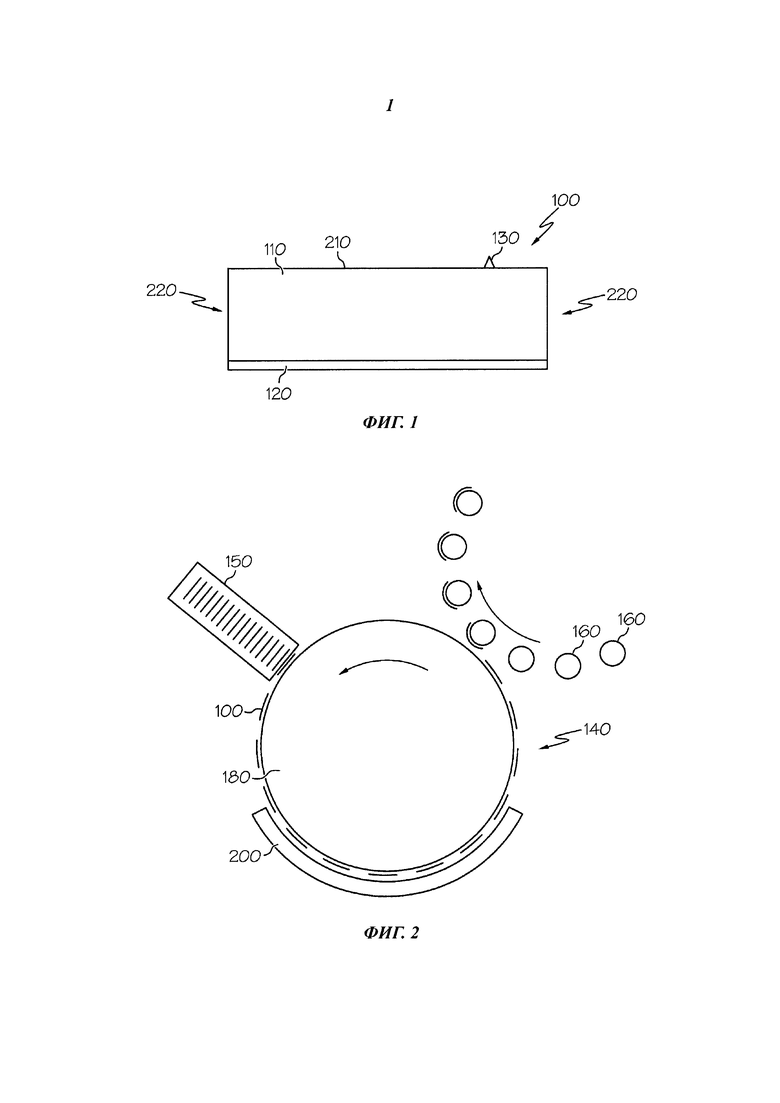
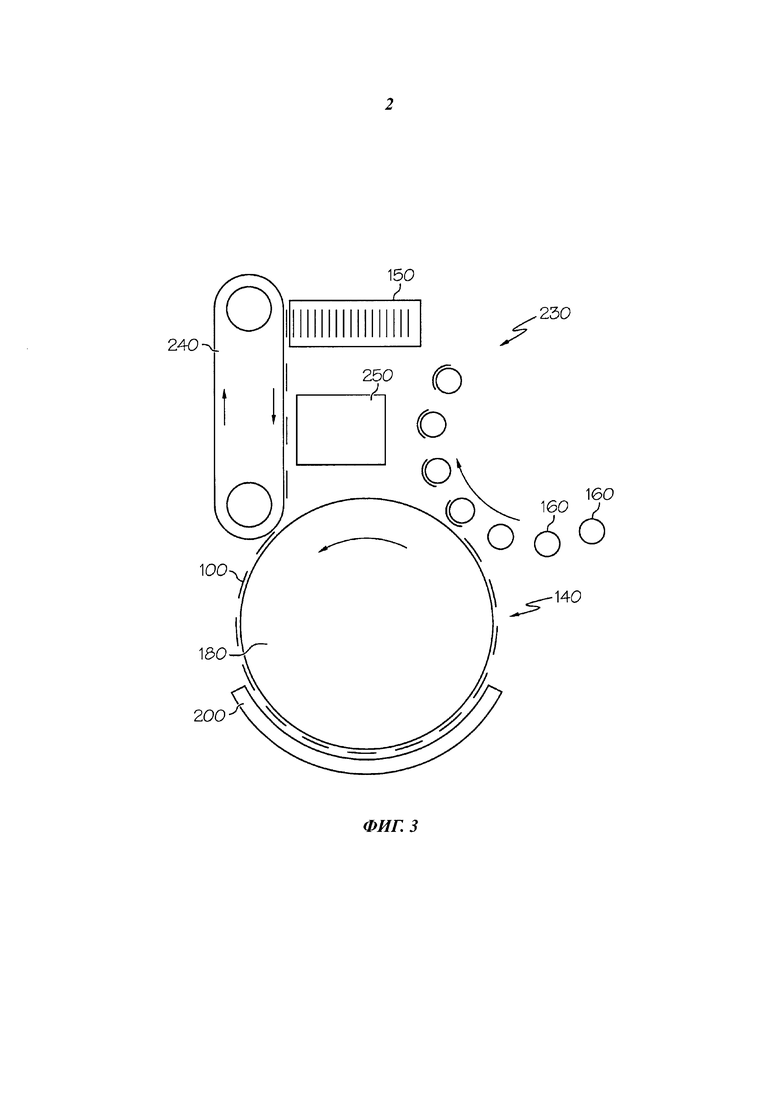
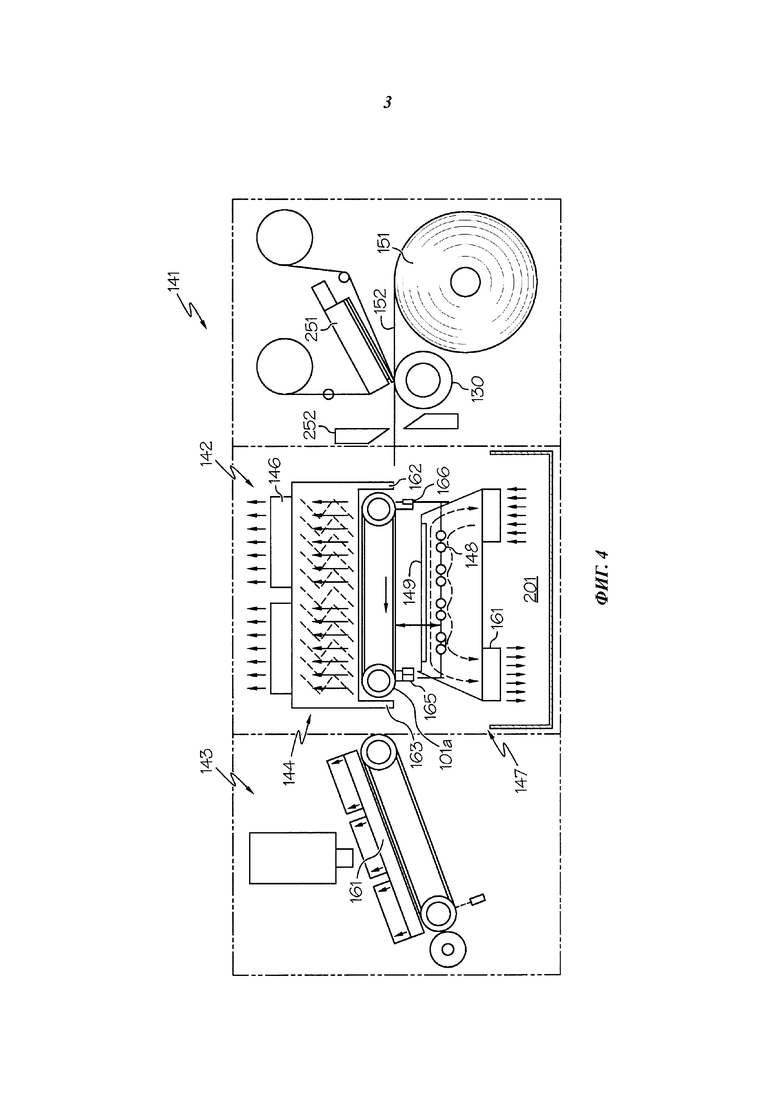
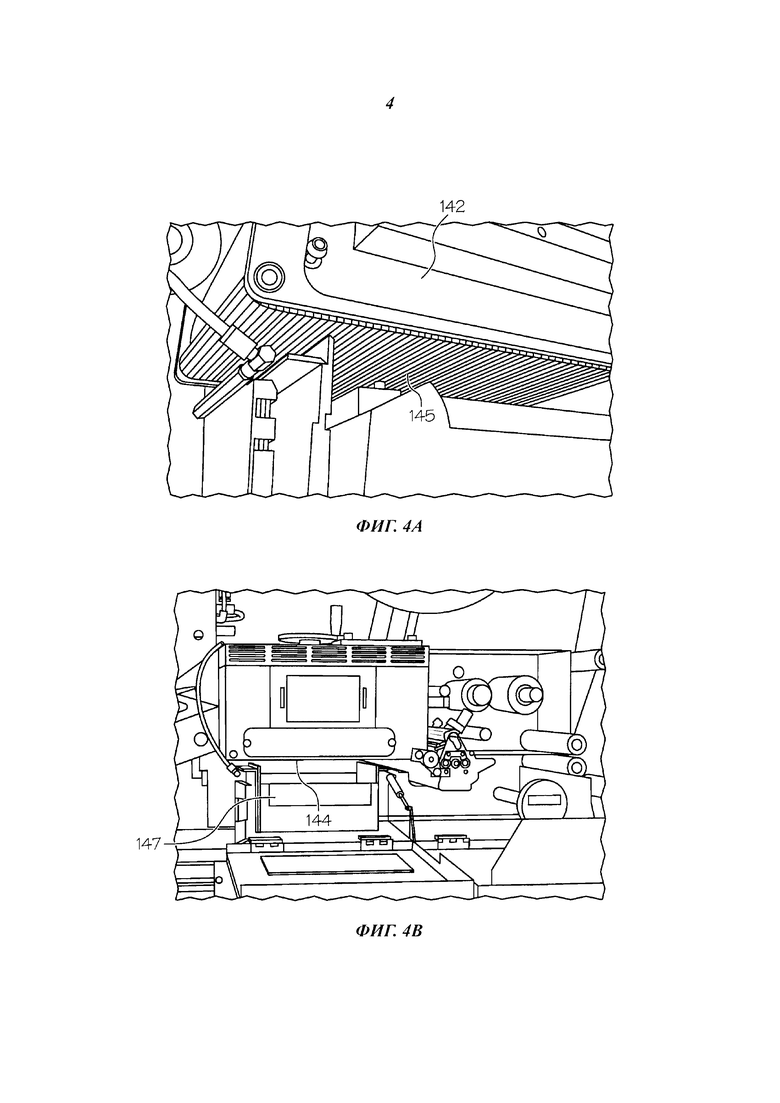
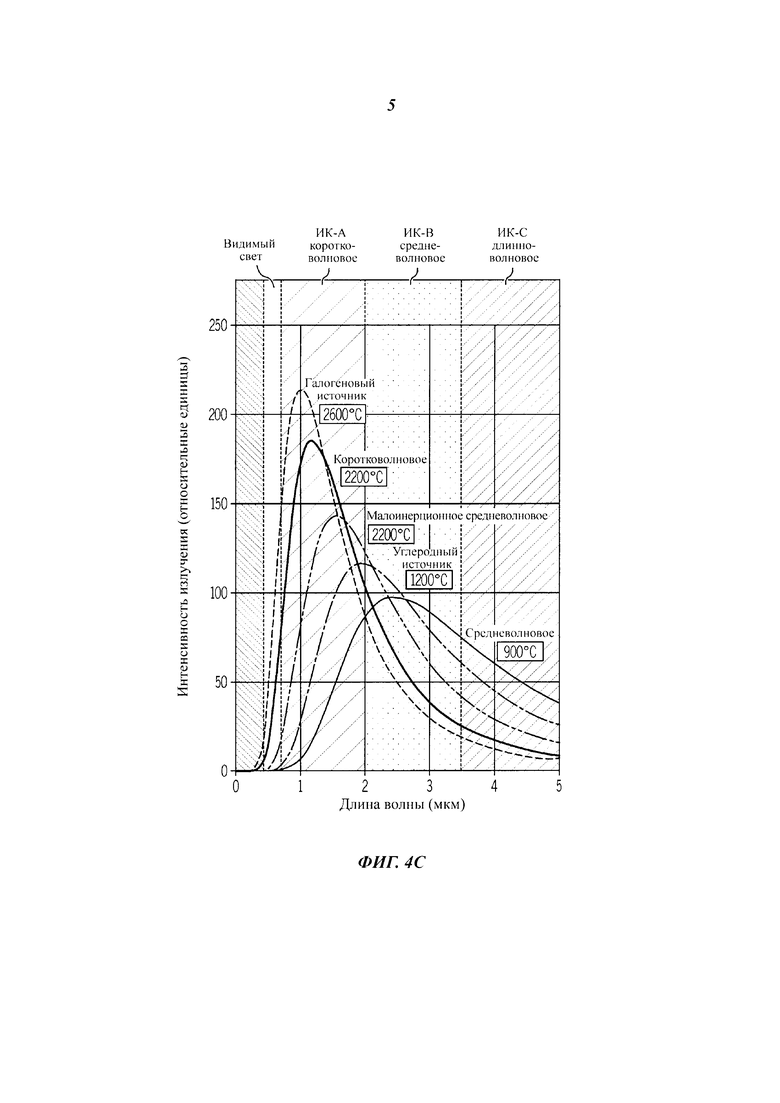
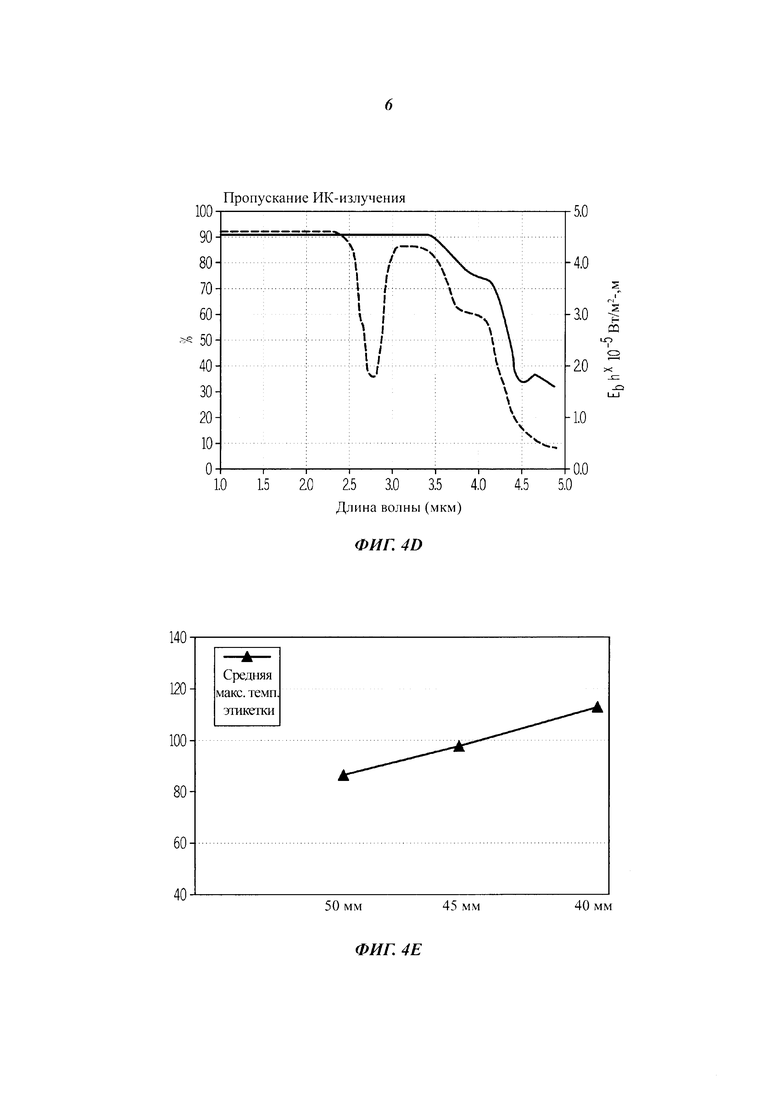
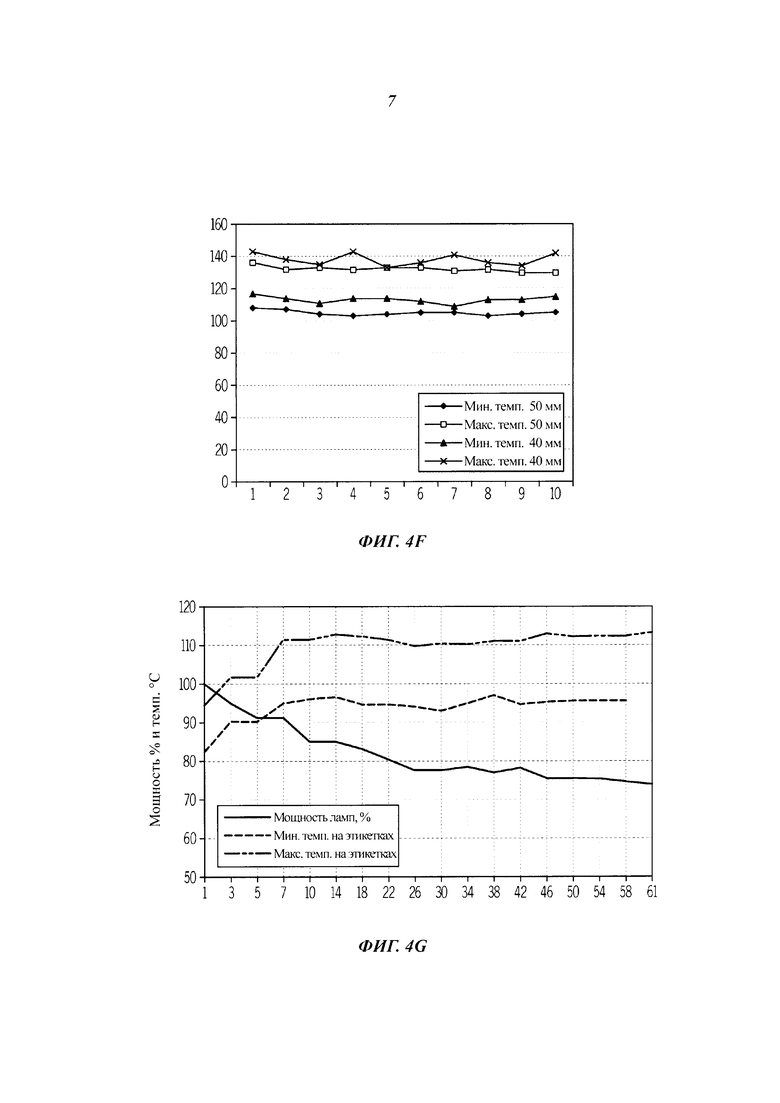

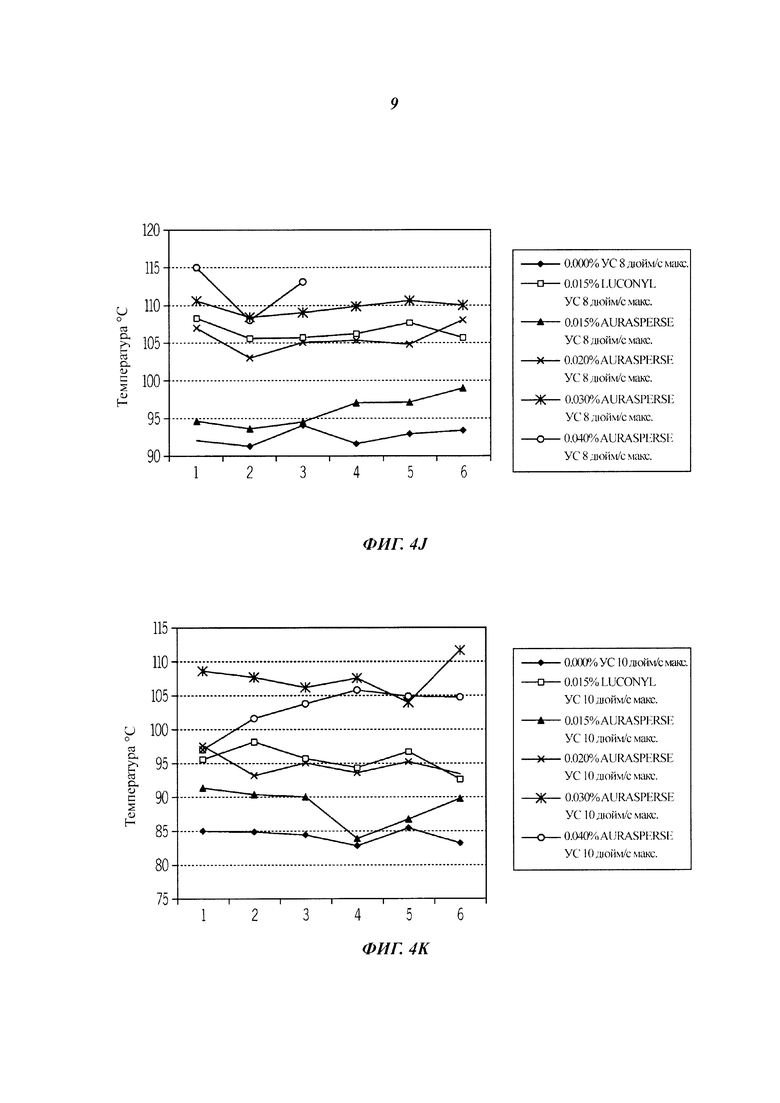
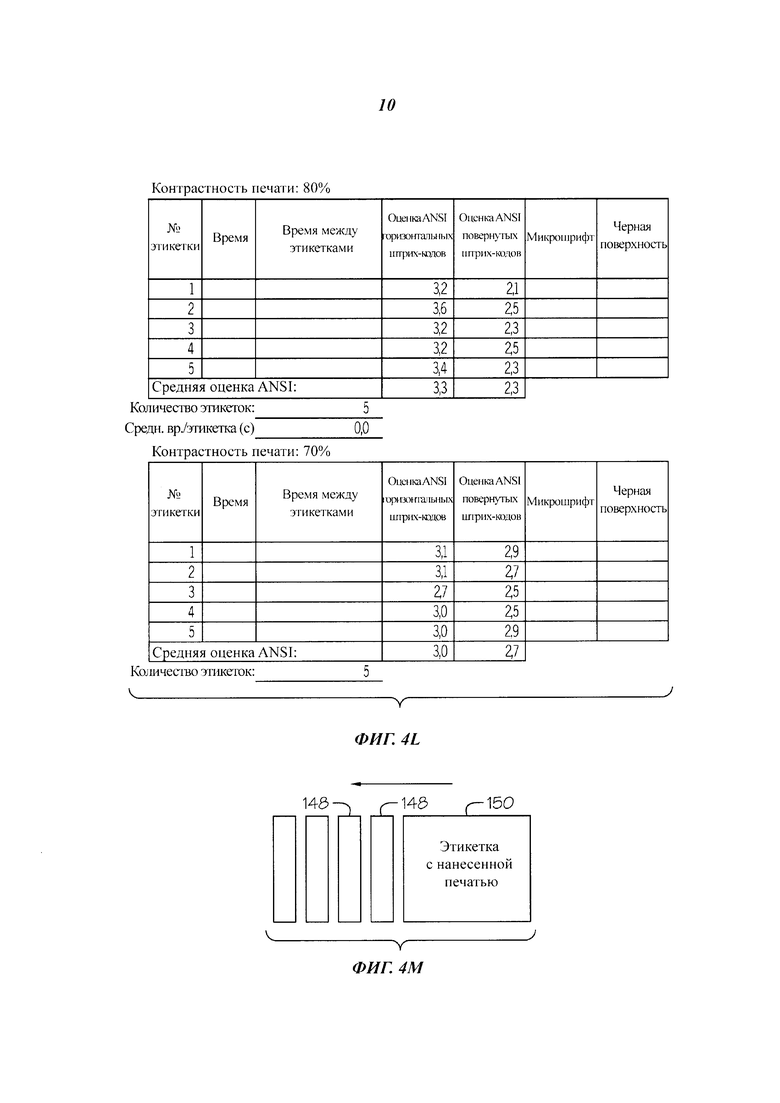
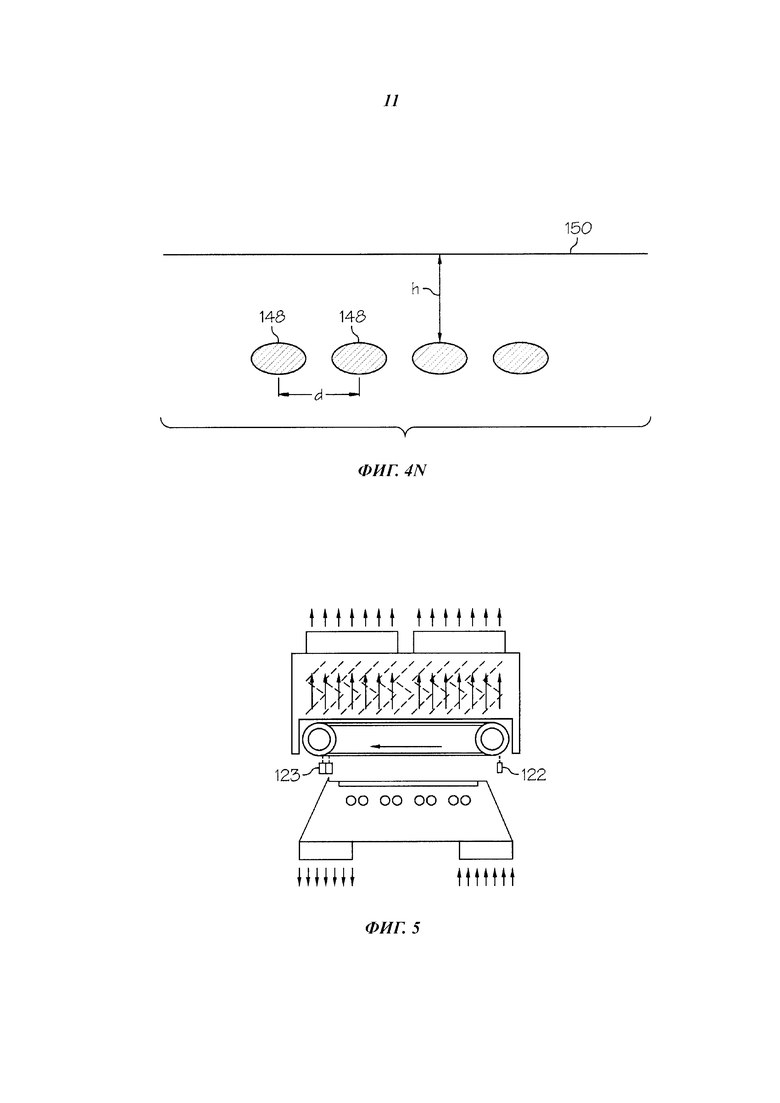
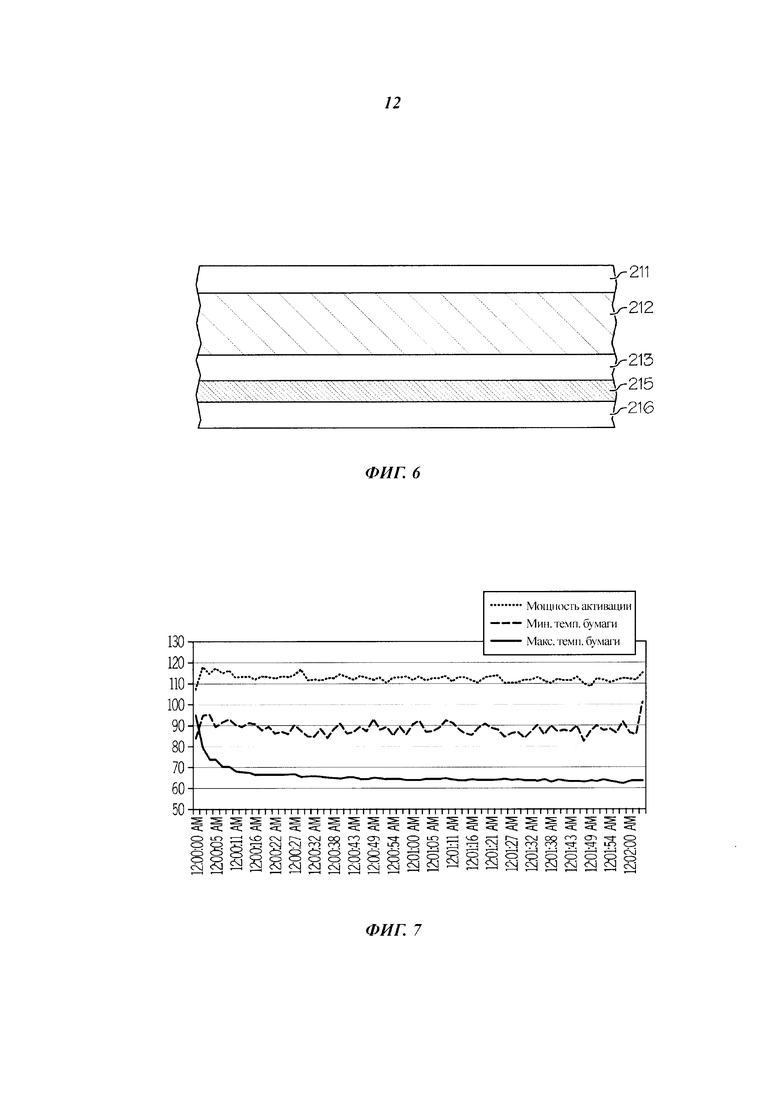
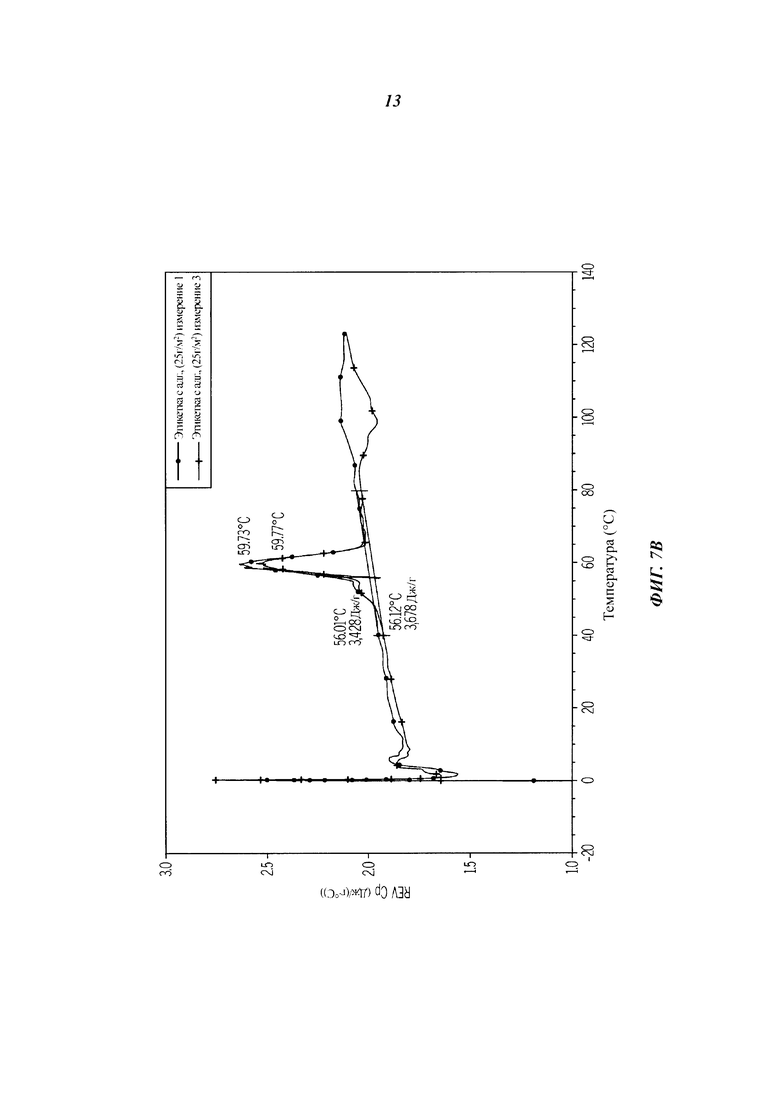

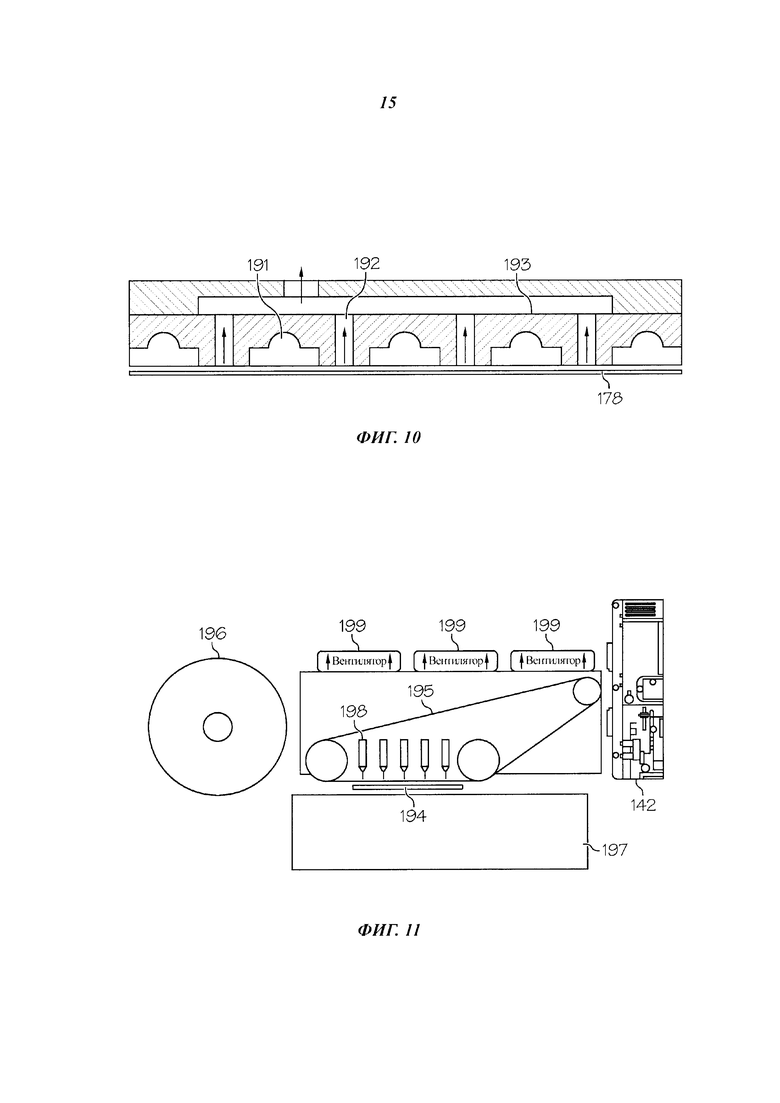
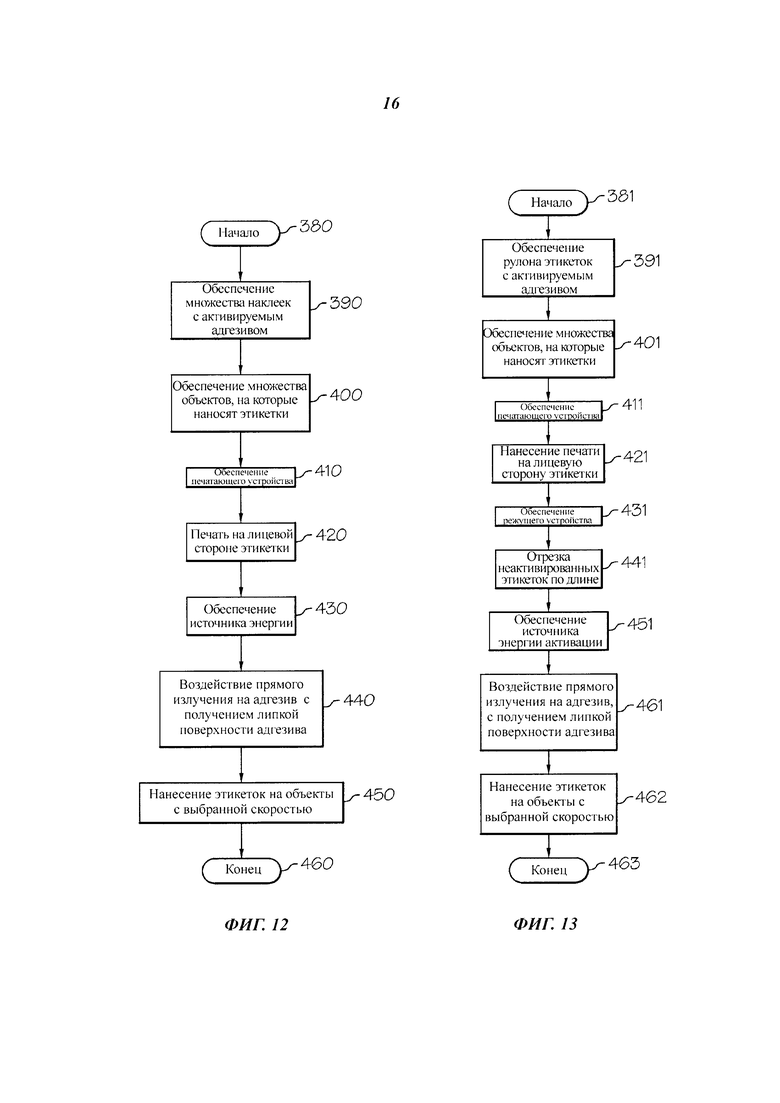
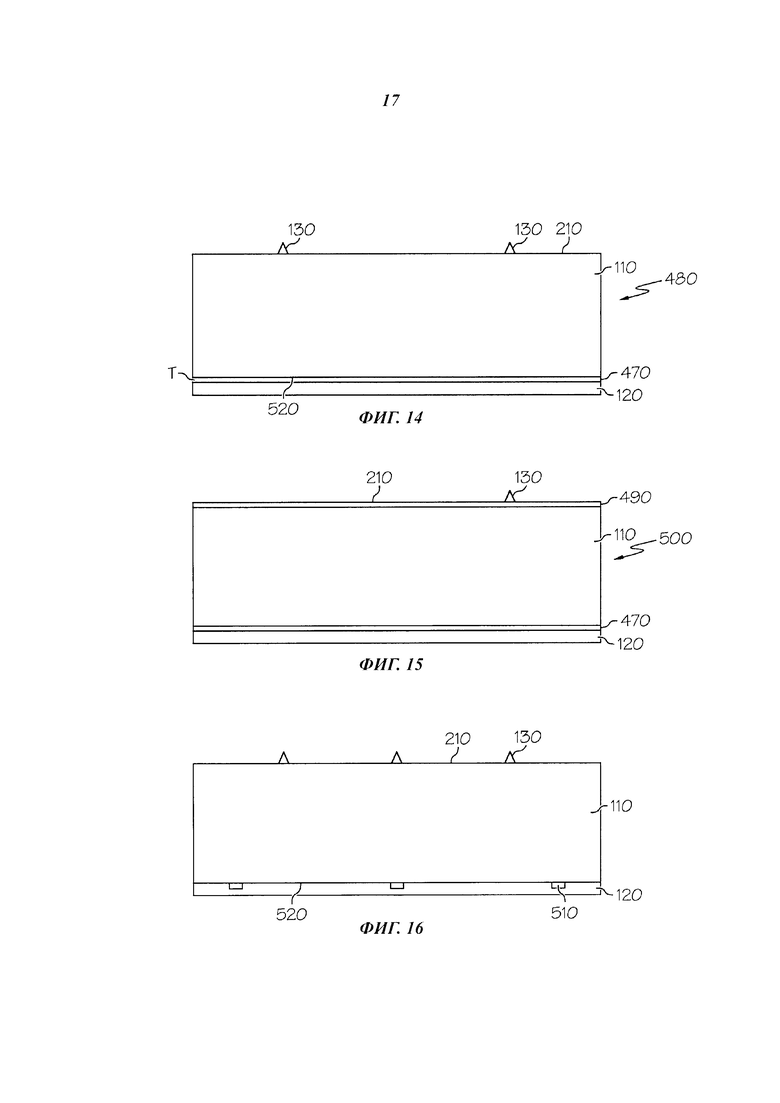



Раскрыта система для печати, активации и нанесения потока безосновных активируемых этикеток на поток объектов, подлежащих этикетированию. Согласно изобретению получен активируемый адгезив, легко поглощающий энергию имеющегося источника излучения, и такое активируемый адгезив входит в состав безосновной этикетки с активируемым адгезивом. Раскрыты соответствующие способы и примеры применения. Активируемый адгезив включает в себя пластификатор, агент, придающий липкость, и полимер основы адгезива, который включает в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту и акриловую кислоту. 3 н. и 33 з.п. ф-лы, 37 ил., 10 табл.
1. Система для печати и нанесения, предназначенная для упрощения нанесения потока безосновных активируемых этикеток на поток объектов, содержащая:
печатающее устройство, выполненное с возможностью печати индикации на потоке безосновных активируемых этикеток;
режущее устройство, выполненное с возможностью отрезать безосновные активируемые этикетки по заданной длине;
узел термоактивации, содержащий источник энергии, выполненный с возможностью излучения энергии и активации безосновных активируемых этикеток;
узел нанесения, выполненный с возможностью приема и размещения безосновных активированных, и поэтому липких, этикеток на потоке объектов, подлежащих этикетированию;
один или более транспортеров, выполненных с возможностью:
принимать безосновные активируемые этикетки,
перемещать безосновные активируемые этикетки мимо печатающего устройства для печати индикации на безосновных активируемых этикетках,
перемещать безосновные активируемые этикетки с напечатанной индикацией мимо режущего устройства для отрезания безосновных активируемых этикеток,
перемещать отрезанные безосновные активируемые этикетки с нанесенной печатью через излучаемую энергию, и
перемещать поток безосновных активируемых этикеток в местоположение, где безосновные активируемые этикетки наносят на поток объектов; и
при этом безосновная активируемая этикетка включает в себя адгезив, содержащий:
i) от 20% до 35% весовых полимера основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту, акриловую кислоту, по меньшей мере один полифункциональный мономер и по меньшей мере один агент передачи цепи,
ii) от 50% до 75% весовых пластификатора, и
iii) от 5% до 20% весовых придающего липкость агента,
причем пластификатор содержит компонент из биосырья, полученный из глицерина, а придающий липкость агент обеспечен в виде водной дисперсии смолы, причем пластификатор представляет собой глицерилтрибензоат.
2. Система по п. 1, в которой безосновные активируемые этикетки являются подаваемыми в систему в виде рулона.
3. Система по п. 1, в которой объект выбран из группы, состоящей из бутылки, банки, контейнера, сосуда, мешка, пакета, конверта, тюка, ящика и картонной коробки.
4. Система по п. 1, в которой узел термоактивации включает в себя множество излучателей, которые ориентированы перпендикулярно направлению, в котором транспортер перемещает безосновные активируемые этикетки через излучаемую энергию, поступающую от источника энергии.
5. Система по п. 4, в которой время активации адгезива составляет менее 1 секунды, предпочтительно - менее 0,5 секунды, предпочтительно - приблизительно 0,3 секунды.
6. Система по п. 1, в которой открытое время адгезива составляет от 0,1 секунды до 10 минут, предпочтительно - от 10 секунд до 60 секунд.
7. Система по п. 1, в которой после активации начальная липкость адгезива относительно подложки составляет по меньшей мере 1,0 Ньютон.
8. Система по п. 1, в которой адгезив содержит пластификатор - глицерилтрибензоат и придающий липкость агент - эмульсию терпенфенольной смолы.
9. Система по п. 1, в которой после активации открытое время безосновного активируемого адгезива составляет по меньшей мере 72 часа.
10. Система по п. 1, в которой узел термоактивации дополнительно включает в себя (iii) по меньшей мере один элемент из кварцевого стекла, расположенный между одним или более источниками энергии и этикеткой, подвергаемой активации, причем элемент из кварцевого стекла пропускает ИК-излучение, энергия которого составляет от по меньшей мере приблизительно 75% до по меньшей мере приблизительно 90% энергии ИК-излучателя узла термоактивации.
11. Система по п. 1, в которой узел нанесения представляет собой накатывающее устройство для нанесения, содержащее: транспортирующие элементы с источником воздушного потока для поддерживания безосновных активируемых этикеток во время перемещения вдоль накатывающего узла нанесения; упругий ролик для соответствующего позиционирования этикеток на объектах; и шарнир, обеспечивающий поворот транспортирующего элемента для нанесения безосновных активируемых этикеток на объекты, соответственно, во взаимодействии с упругим роликом.
12. Система по п. 1, в которой узел нанесения представляет собой узел непрямого набивного типа, содержащий мягкую конвейерную ленту с отверстиями для потока воздуха, удерживающего на месте этикетки во время их перемещения к местоположению в устройстве для нанесения этикеток, где происходит нанесение безосновных активируемых этикеток на объекты, соответственно, вследствие перемещения навстречу конвейерной ленте посредством механизма подающей головки.
13. Система по п. 1, в которой узел нанесения представляет собой узел непрямого набивного типа, включающий в себя блок вакуумной пластины с транспортирующими лентами и открытыми каналами для вакуумного удержания безосновных активируемых этикеток во время их перемещения к местоположению в устройстве для нанесения этикеток, где происходит нанесение безосновных активируемых этикеток на объект, соответственно, вследствие перемещения навстречу блоку вакуумной пластины посредством механизма подающей головки.
14. Система по п. 1, в которой узел нанесения представляет собой дутьевой узел, содержащий устройства подачи воздуха, удерживающие этикетки на месте на транспортирующих лентах для перемещения безосновных активируемых этикеток из узла термоактивации в положение для нанесения на соответствующие объекты, причем для фиксации безосновных активируемых этикеток на соответствующих объектах задействован упругий ролик.
15. Система по п. 1, дополнительно включающая в себя по меньшей мере один датчик и операционное логическое устройство, управляющее работой системы и принимающее входные сигналы от датчика, от устройств считывания информации, в частности, относящейся к безосновным активируемым этикеткам, наносимым с помощью системы, от по меньшей мере одного излучателя узла термоактивации, и от по меньшей мере одного сигнального интерфейса для узла системы, причем операционное логическое устройство способно поддерживать требуемый диапазон температур окружающей этикетку среды и требуемый диапазон периода времени, в течение которого на каждую безосновную активируемую этикетку воздействует излучаемая энергия, а также способно управлять узлом печатающего устройства, узлом режущего устройства, узлом активации и узлом нанесения, последовательностью и скоростью выполнения операций.
16. Система по п. 15, в которой операционное логическое устройство выполнено с возможностью реагировать на возникновение аварийных ситуаций, включающих в себя отключение электропитания системы, перерыв в подаче этикеток, объектов или и того, и другого, действиями, включающими в себя перевод системы в режим ожидания, остановку системы, ответ на имитацию обнаружения объекта одним из датчиков и загрузку из оперативной памяти рабочей команды для одного или более узлов, предназначенной для повторного запуска системы или узла.
17. Способ нанесения потока этикеток с безосновным активируемым адгезивом на поток объектов, причем данный способ включает в себя следующее:
обеспечение потока этикеток, в котором каждая этикетка имеет первую поверхность и вторую поверхность;
печать индикации на первой поверхности;
покрытие второй поверхности активируемым адгезивом, содержащим:
i) от 20% до 35% весовых полимера основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту, акриловую кислоту, по меньшей мере один полифункциональный мономер и по меньшей мере один агент передачи цепи,
ii) от 50% до 75% весовых пластификатора, и iii) от 5% до 20% весовых придающего липкость агента;
причем пластификатор содержит компонент из биосырья, полученный из глицерина, а придающий липкость агент обеспечен в виде водной дисперсии смолы, причем пластификатор представляет собой глицерилтрибензоат;
обеспечение потока объектов, каждый из которых имеет вторую поверхность;
обеспечение источника энергии, способного испускать энергию излучения;
воздействие на вторую поверхность этикеток энергией излучения, испускаемой источником энергии, в результате чего вторая поверхность этикетки становится липкой; и
приведение в контакт второй поверхности этикеток со второй поверхностью объектов, соответственно.
18. Способ по п. 17, дополнительно включающий в себя печать индикации на потоке этикеток до шага воздействия на поток этикеток энергией излучения.
19. Способ по п. 17, в котором шаг приведения в контакт этикеток с объектами включает в себя приведение в контакт одной из множества этикеток с одним из множества объектов со скоростью, которая меньше или равна приблизительно 1000 этикеток в минуту.
20. Безосновная этикетка с активируемым адгезивом, содержащая:
слой лицевого материала;
слой адгезива, который соединен со слоем лицевого материала и содержит:
i) от 20% до 35% весовых полимера основы адгезива, включающий в себя бутилакрилат, стирол, метилметакрилат, метакриловую кислоту, акриловую кислоту, по меньшей мере один полифункциональный мономер и по меньшей мере один агент передачи цепи,
ii) от 50% до 75% весовых пластификатор, и
iii) от 5% до 20% весовых придающий липкость агент; и
этикетка с активируемым адгезивом выполнена с возможностью воздействия на нее энергии излучения; и
энергия излучения имеет длину волны и интенсивность, обеспечивающие появление липкости у слоя адгезива после воздействия энергии излучения, причем пластификатор содержит компонент из биосырья, полученный из глицерина, а придающий липкость агент обеспечен в виде водной дисперсии смолы, причем пластификатор представляет собой глицерилтрибензоат.
21. Безосновная этикетка с активируемым адгезивом по п. 20, в которой слой лицевого материала не будет обесцвечен после воздействия энергии излучения на безосновную этикетку с активируемым адгезивом.
22. Безосновная этикетка с активируемым адгезивом, по п. 20, в которой слой лицевого материала выполнен из материала, выбранного из группы, состоящей из бумаги, полимерной пленки, металлизированной бумаги, фольги на бумажной основе, металлической фольги и повторно используемой бумаги.
23. Безосновная этикетка с активируемым адгезивом по п. 20, в которой:
слой адгезива является активируемым для придания ему липкости;
безосновная этикетка с активируемым адгезивом выполнена с возможностью нанесения на объект; и
после нанесения безосновной этикетки с активируемым адгезивом на объект, липкость слоя адгезива препятствует непреднамеренному удалению с объекта безосновной этикетки с активируемым адгезивом.
24. Безосновная этикетка с активируемым адгезивом по п. 23, причем безосновная этикетка с активируемым адгезивом выполнена с возможностью изменения положения в течение по меньшей мере приблизительно одной минуты после ее нанесения на объект.
25. Безосновная этикетка с активируемым адгезивом по п. 23, причем:
безосновная этикетка с активируемым адгезивом выполнена с возможностью нанесения на объект; и
после нанесения безосновной этикетки с активируемым адгезивом на объект, данная этикетка будет прочно приклеена к объекту спустя приблизительно две минуты.
26. Безосновная этикетка с активируемым адгезивом по п. 20, дополнительно содержащая грунтовочный или барьерный слой, защищающий безосновную этикетку с активируемым адгезивом от перегрева во время термопечати на поверхности безосновной этикетки с активируемым адгезивом, причем барьерный слой содержит по меньшей мере один полимерный материал со стирольными соединениями.
27. Безосновная этикетка с активируемым адгезивом по п. 20, в которой слой безосновной этикетки с активируемым адгезивом включает в себя агент, способствующий поглощению энергии, причем агент выбран из группы, состоящей из углеродной сажи, красителей, окрашивающих веществ, пигментов, красок и их комбинаций, и, предпочтительно, является углеродной сажей.
28. Безосновная этикетка, с активируемым адгезивом по п. 20, дополнительно включающая в себя отражающий слой, включенный между слоем лицевого материала и слоем адгезива.
29. Безосновная этикетка с активируемым адгезивом по п. 28, в которой отражающий слой выполнен из материала, наносимого в виде покрытия на нижнюю поверхность слоя лицевого материала и имеющего коэффициент отражения, превышающий приблизительно 90 процентов.
30. Безосновная этикетка с активируемым адгезивом по п. 20, в которой:
слой адгезива имеет первую поверхность;
отражающий слой имеет вторую поверхность, прилегающую к первой поверхности; и
вторая поверхность является текстурированной.
31. Безосновная этикетка с активируемым адгезивом по п. 30, в которой текстура второй поверхности обеспечивает возможность световозвращения.
32. Безосновная этикетка, с активируемым адгезивом по п. 20, в которой слой лицевого материала имеет внешнюю поверхность и противоположную ей внутреннюю поверхность, причем слой адгезива имеет время активации менее 1 секунды, открытое время - по меньшей мере 30 секунд и начальную липкость относительно подложки - по меньшей мере 1,0 Ньютон.
33. Безосновная этикетка с активируемым адгезивом по п. 32, в которой слой адгезива является активируемым под действием электромагнитного излучения с длиной волны от 0,1 микрометра до 10 микрометров.
34. Безосновная этикетка с активируемым адгезивом по п. 20, в которой слой адгезива до активации является устойчивым к слипанию при температуре по меньшей мере приблизительно 45°С и давлении не менее 15 дюймов на квадратный метр.
35. Безосновная этикетка с активируемым адгезивом по п. 20, в которой слой адгезива является активируемым под действием ИК-излучения и после активации воздействием ИК-излучения или при нагревании имеет свойства чувствительного к давлению адгезива, причем композиция адгезива содержит (i) сополимер эмульсионной основы, температура стеклования Tg которого превышает 25°С, а среднемассовая молекулярная масса находится в диапазоне от 15000 дальтонов до 100000 дальтонов, (ii) твердый пластификатор для такого сополимера, температура плавления которого превышает 40°С, и (iii) придающий липкость агент, имеющий высокую температуру размягчения.
36. Безосновная этикетка с активируемым адгезивом по п. 20, в которой по меньшей мере 20% пластификатора составляет вещество растительного происхождения.
| US 6401787 B1, 11.06.2002 | |||
| WO 2011037732 A2, 31.03.2011. |

